ГОСТ 745-79
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ФОЛЬГА АЛЮМИНИЕВАЯ
ДЛЯ УПАКОВКИ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ФОЛЬГА АЛЮМИНИЕВАЯ ДЛЯ УПАКОВКИ Технические условия Aluminium foil for packing. |
ГОСТ |
Дата введения 01.01.81
Настоящий стандарт распространяется на алюминиевую фольгу, предназначенную для упаковки пищевых продуктов.
Обязательные требования к качеству фольги изложены в пп. 3.1, 3.3, 3.5 (второй абзац), пп. 3.7 (первый абзац), пп. 4.2, 4.3, 5.1, 5.3, 6.6.
(Измененная редакция, Изм. № 4).
1. ВИДЫ
1.1. По состоянию обработанной поверхности фольгу подразделяют на виды:
ФГ - гладкая;
ФЛ - лакированная;
ФО - окрашенная цветными лаками;
ФТ - тисненая;
ФОТ - окрашенная тисненая;
ФП - печатная;
ФПФ - печатная фоновая;
ФПЛ - с печатью по лицевой стороне и лакированная с обратной стороны;
ФГПЛ-ФПЛ - с грунтовкой под печать лаками или по печати бесцветным лаком.
(Измененная редакция, Изм. № 1, 3).
2. СОРТАМЕНТ
2.1. Толщина фольги и предельные отклонения по толщине должны соответствовать указанным в табл. 1.
Таблица 1
мм
|
Предельное отклонение по толщине |
Вид фольги |
||||||||||
|
нормальной точности |
повышенной точности |
ФГ |
ФЛ |
ФО |
ФТ |
ФОТ |
ФП |
ФПФ |
ФПЛ |
ФГПЛ |
|
|
0,009 |
±0,001 |
- |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
|
0,010 |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
0,014 |
+0,001 -0,002 |
-0,002 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
0,018 |
±0,002 |
+0,001 -0,002 |
+ |
- |
+ |
- |
- |
- |
- |
- |
- |
|
0,030 |
±0,003 |
+0,001 -0,003 |
+ |
- |
+ |
- |
- |
+ |
+ |
+ |
+ |
|
0,040 |
±0,004 |
+0,002 -0,004 |
+ |
- |
+ |
- |
- |
- |
- |
- |
- |
|
0,050 |
±0,005 |
+0,003 -0,005 |
+ |
- |
+ |
- |
- |
- |
- |
- |
- |
|
0,060 |
±0,006 |
+0,004 -0,006 |
+ |
- |
+ |
- |
- |
- |
- |
- |
- |
|
0,065 |
+ |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||
|
0,080 |
+0,005 -0,010 |
+0,002 -0,010 |
+ |
- |
+ |
- |
- |
- |
- |
- |
- |
|
0,100 |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
||
|
0,120 |
±0,015 |
+0,005 -0,015 |
+ |
- |
+ |
- |
- |
- |
- |
- |
- |
|
0,180 |
+ |
- |
+ |
- |
- |
- |
- |
- |
- |
||
|
0,200 |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
||
Примечания:
1. Толщина фольги указана до покрытия ее цветными лаками (красками). Толщина лакового покрытия должна быть не менее 2 мкм.
2. Поверхностная плотность фольги приведена в приложении 1.
(Измененная редакция, Изм. № 1, 3).
2.1а. Фольгу изготовляют шириной от 25 до 1500 мм. Градация по ширине фольги должна быть 5 мм при ширине до 500 мм и 10 мм - при ширине свыше 500 мм.
(Введен дополнительно, Изм. № 1).
2.2. Ширина фольги и предельные отклонения по ширине всех ее видов должны соответствовать указанным в табл. 2.
Таблица 2
мм
|
Предельное отклонение по ширине |
|
|
От 25 до 600 |
±1,0 |
|
Св. 600 » 1500 |
±2,0 |
Примечания:
1. Ширина печатной фольги должна быть 70-480 мм.
2. Ширина лакированной фольги должна быть 40-1500 мм.
3. Фольга толщиной 0,065 мм для мясомолочной промышленности изготовляется шириной 63 мм, фольга толщиной 0,18, 0,20 мм для ликероводочной промышленности - 42; 44 мм.
(Измененная редакция, Изм. № 1, 2, 4).
2.3. Фольга всех марок должна быть намотана на металлические втулки внутренним диаметром 34-36, 50-52 или 68-70 мм. Размер втулки устанавливается по согласованию изготовителя с потребителем. Длина втулки должна быть равна номинальной ширине фольги. Допускаемые отклонения по длине втулки ±1 мм.
По согласованию изготовителя с потребителем допускается применять втулки других диаметров.
По согласованию изготовителя с потребителем допускается твердую фольгу толщиной 0,100 мм и более не наматывать на втулку.
По согласованию изготовителя с потребителем допускается наматывать фольгу на неметаллическую втулку.
(Измененная редакция, Изм. № 3).
2.4. Наружный диаметр рулонов фольги должен быть:
100-600 мм для лакированной;
100-600 мм для окрашенной;
150-600 мм для тисненой;
100-400 мм для печатной.
Допускаются рулоны меньшего диаметра, но не менее 80 мм, в количестве не более 10 % от массы партии.
Наружный диаметр рулонов гладкой фольги толщиной 0,018 мм и менее, а также всех видов фольги для кондитерской промышленности должен быть не более 250 мм. По согласованию изготовителя с потребителем допускается ограничение наружного диаметра рулона меньшим размером или ограничение массы одного рулона.
По согласованию изготовителя с потребителем наружный диаметр рулонов может быть увеличен.
Условные обозначения фольги проставляются по схеме
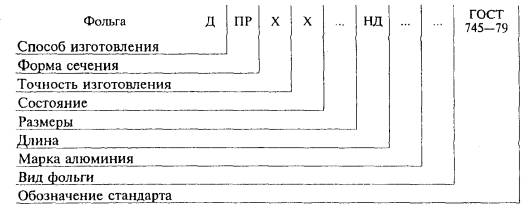
при следующих сокращениях:
способ изготовления - холоднодеформированная - Д;
форма сечения - прямоугольная - ПР;
точность изготовления:
нормальная - Н;
повышенная - П;
состояние:
мягкое - М;
твердое - Т;
длина немерная - НД.
Пример условного обозначения фольги нормальной точности изготовления, мягкой, толщиной 0,050 мм, шириной 100 мм, из алюминия марки А5, окрашенной:
Фольга ДПРНМ 0,050´100 НД А5 ФО ГОСТ 745-79
(Измененная редакция, Изм. № 3).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Фольгу должны изготовлять в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке. Фольгу изготовляют из алюминия марок АД, АД0 и АД1 с химическим составом по ГОСТ 4784, марок А6, А5 и А0 с химическим составом по ГОСТ 11069 и марок АЖ 0,6, АЖ 0,8 и АЖ1 с химическим составом, указанным в табл. 3.
(Измененная редакция, Изм. № 4).
3.2. Все материалы, используемые для изготовления фольги, применяемой в пищевой промышленности, должны быть разрешены органами здравоохранения.
3.3. Фольга не должна иметь запаха, влияющего на качество упакованных продуктов.
3.4. Фольга вида ФГ, ФП, ФПЛ, ФГПЛ изготовляется в мягком (отожженном) или твердом (неотожженном) состоянии.
Таблица 3
%
|
Химический состав |
||||||||
|
Основные компоненты |
Примеси, не более |
|||||||
|
Алюминий |
Железо |
Кремний |
Медь |
Цинк |
Титан |
Прочие примеси каждая в отдельности |
Сумма |
|
|
АЖ 0,6 |
99,00-99,20 |
0,40-0,60 |
0,20 |
0,01 |
0,06 |
0,03 |
0,03 |
0,40 |
|
АЖ 0,8 |
98,70-98,90 |
0,60-0,80 |
0,30 |
0,02 |
0,06 |
0,03 |
0,03 |
0,50 |
|
АЖ 1 |
98,35-98,55 |
0,95-1,15 |
0,20 |
0,01 |
0,06 |
0,03 |
0,05 |
0,50 |
(Измененная редакция, Изм. № 1).
Фольга марок ФЛ, ФО, ФТ, ФОТ, ФПФ изготовляется в мягком состоянии.
Механические свойства фольги не регламентируются.
(Измененная редакция, Изм. № 1).
На фольге толщиной 0,030 мм и менее допускаются единичные мелкие отверстия, видимые невооруженным глазом против света, при отсутствии их скопления и строчечного расположения.
Допускается устанавливать качество поверхности фольги, количество и расположение отверстий по образцам, согласованным между изготовителем и потребителем.
(Измененная редакция, Изм. № 3).
3.6. Цвет фольги, а также рисунки тиснения и печати устанавливаются по образцам, согласованным между изготовителем и потребителем. Потребитель представляет схему ориентации этикетки в рулоне и оригиналы для изготовления печатных валов, выполненных фотографическим способом или черной тушью, не дающей расплыва штриха на белом ватмане, с раскладкой по цветам, с указанием всех размеров, цветов, а также меток под автоматы.
(Измененная редакция, Изм. № 3).
Допускается качество лакового покрытия определять по согласованным образцам.
(Измененная редакция, Изм. № 1).
3.8. На 1 м2 тисненой или печатной фольги допускается не более шести участков размером не более 1 см2 каждый с неравномерным рисунком тиснения или печати.
Слипание витков фольги после лакирования или окрашивания не допускается.
3.9. Фольга должна быть намотана с натяжением, не допускающим смещения отдельных витков рулона и выпадения или перемещения втулки при переворачивании рулона на 180°.
При намотке всех видов фольги на втулку допускается смещение витков в торцах рулона не более 2 мм.
Торцы рулона должны быть без забоин, вмятин и загрязнений.
(Измененная редакция, Изм. № 1).
3.10. По всей длине фольги рулон должен легко разматываться, кромки фольги должны быть без заусенцев и надрывов.
Допускается волнистая кромка, обусловленная способом резки и исчезающая при намотке фольги в рулон.
(Измененная редакция, Изм. № 1, 3).
3.11. Допускается в одном рулоне фольги толщиной 0,014 мм и менее не более пяти обрывов, толщиной от 0,018 до 0,050 мм включительно - не более четырех обрывов, толщиной более 0,050 мм - не более трех обрывов.
4. ПРАВИЛА ПРИЕМКИ
4.1. Фольгу принимают партиями. Партия должна состоять из фольги одного вида, изготовленной из алюминия одной марки, одного размера, по толщине одной точности изготовления, одного состояния и должна быть оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение фольги;
номер партии;
массу партии;
знак соответствия (для фольги, прошедшей сертификацию).
Масса партии не ограничивается.
(Измененная редакция, Изм. № 1, 3, 4).
4.2. Для осмотра и обмера фольги всех марок от партии отбирают 5 % рулонов, но не менее двух.
4.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии. Результаты повторного испытания распространяются на всю партию.
5. МЕТОДЫ ИСПЫТАНИЙ
Контроль запаха проводят органолептическим методом.
(Измененная редакция, Изм. № 4).
5.2. Толщина фольги измеряется измерительной головкой по ГОСТ 28798 или микрометрами по ГОСТ 6507 или по ГОСТ 4381.
Ширина фольги измеряется металлической линейкой по ГОСТ 427 или металлической рулеткой по ГОСТ 7502. Толщину лакового покрытия лакированной (окрашенной) фольги определяют по методу приложения 2.
(Измененная редакция, Изм. № 1, 3, 4).
5.3. Отбор и подготовка проб для определения химического состава - по ГОСТ 24231.
Химический анализ - по ГОСТ 12697.2, ГОСТ 12697.3, ГОСТ 12697.6, ГОСТ 12697.8 - ГОСТ 12697.10.
Допускается применять другие методы, не уступающие по точности стандартным.
При возникновении разногласий в оценке химического состава фольги анализ проводят по ГОСТ 12697.2, ГОСТ 12697.3, ГОСТ 12697.6 - ГОСТ 12697.10.
(Измененная редакция, Изм. № 1, 3).
6. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Каждый рулон фольги должен быть обернут бумажной лентой шириной, равной ширине фольги.
6.2. На каждый рулон фольги должен быть наклеен ярлык с указанием:
товарного знака или наименования и товарного знака предприятия-изготовителя;
условного обозначения фольги;
номера партии;
штампа технического контроля;
даты изготовления;
знака соответствия (для фольги, прошедшей сертификацию).
(Измененная редакция, Изм. № 1, 3, 4).
6.3. Все виды фольги упаковывают в плотные деревянные ящики типов III-1, III-2 по ГОСТ 2991. Размеры ящиков - по ГОСТ 21140. Допускается транспортировать фольгу без упаковки в универсальных контейнерах по ГОСТ 18477. Пол контейнера и ящики выстилают двухслойной водонепроницаемой упаковочной бумагой по ГОСТ 8828 или полиэтиленовой пленкой по ГОСТ 10354. Такой же бумагой или пленкой накрывают упакованную фольгу.
Рулоны фольги толщиной до 0,018 мм включительно транспортируют в подвешенном состоянии. Рулоны должны надеваться на деревянные стержни, укрепленные между деревянными стойками контейнера или ящика.
Рулоны фольги толщиной свыше 0,018 мм размещают в контейнерах или ящиках на торец или горизонтально.
Допускается укладывать рулоны фольги толщиной от 0,014 до 0,200 мм в ящик или контейнер на торец. Торцы рулонов должны быть защищены от механических повреждений гофрированным картоном по ГОСТ 7376.
(Измененная редакция, Изм. № 3, 4).
6.4. По согласованию изготовителя с потребителем допускаются другие способы упаковывания и защиты рулонов фольги от коррозии и механических повреждений, по своим качествам и коррозионным свойствам не уступающие перечисленным в п. 6.3 и обеспечивающие сохранность качества фольги при транспортировании.
(Измененная редакция, Изм. № 3).
6.5. Масса грузового места не должна превышать 1250 кг.
(Измененная редакция, Изм. № 3).
6.6. Укрупнение грузовых мест в транспортные пакеты осуществляются в соответствии с требованиями НТД. Пакетирование проводится на поддонах по ГОСТ 9557, ГОСТ 9078 или на деревянно-металлических поддонах по ТУ 48-21А-009, или без поддонов с использованием брусков высотой не менее 50 мм, с обвязкой в продольном и поперечном направлениях проволокой диаметром не менее 2 мм по ГОСТ 3282 или лентой размерами не менее 0,3´30 мм по ГОСТ 3560. Скрепление концов: проволокой - скруткой не менее 5 витков, лептой - в замок. Размер пакетов - по ГОСТ 24597, ГОСТ 26663.
(Измененная редакция, Изм. № 1, 3),
6.7. Транспортная маркировка - по ГОСТ 14192 с нанесением манипуляционных знаков «Беречь от влаги», «Хрупкое. Осторожно».
Для рулонов фольги, прошедших сертификацию, знак соответствия наносится на каждое грузовое место в непосредственной близости от товарного знака изготовителя.
(Измененная редакция, Изм. № 1, 4).
6.8. В каждый контейнер или ящик должен быть вложен упаковочный лист с указанием:
товарного знака или наименования и товарного знака предприятия-изготовителя;
условного обозначения фольги;
номера партии;
массы нетто;
номера упаковщика.
6.9. Фольгу транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
По согласованию изготовителя с потребителем допускается транспортировать фольгу в автофургонах без упаковки в ящики и контейнеры.
6.8-6.9. (Измененная редакция, Изм. № 1).
6.10. Фольга должна храниться в крытых вентилируемых помещениях при отсутствии в них активных химикатов и гигроскопических материалов при температуре не ниже +5 °С и относительной влажности воздуха не выше 75 %. Фольга, во избежании конденсации влаги на ее поверхности, до распаковывания в холодное время года должна выдерживаться до температуры помещения.
(Измененная редакция, Изм. № 3).
Рулоны фольги шириной до 200 мм укладывают на торцы, рулоны шириной более 200 мм горизонтально. Каждый ряд перекладывают прокладочным материалом по ГОСТ 7376 или другими материалами, позволяющими сохранить качество фольги.
При соблюдении указанных условий хранения потребительские свойства фольги при хранении не изменяются.
(Измененная редакция, Изм. № 1, 3).
ПРИЛОЖЕНИЕ 1
Справочное
|
Толщина, мм |
Поверхностная плотность, г/м2 |
Толщина, мм |
Поверхностная плотность, г/м2 |
|
0,009 |
24,3 |
0,060 |
162,0 |
|
0,010 |
27,0 |
0,065 |
175,0 |
|
0,014 |
37,8 |
0,080 |
216,0 |
|
0,018 |
48,6 |
0,100 |
270,0 |
|
0,030 |
81,0 |
0,120 |
324,0 |
|
0,040 |
108,0 |
0,180 |
486,0 |
|
0,050 |
135,0 |
0,200 |
540,0 |
При вычислении поверхностной плотности фольги плотность алюминия принята равной 2,7 г/см3.
ПРИЛОЖЕНИЕ 2
Обязательное
МЕТОД ОПРЕДЕЛЕНИЯ ТОЛЩИНЫ ЛАКОВОГО ПОКРЫТИЯ НА АЛЮМИНИЕВОЙ ФОЛЬГЕ
Настоящий метод устанавливает порядок измерения толщины пленки бесцветных и цветных лаков на алюминиевой фольге из алюминия марок А5 и А6 по ГОСТ 745.
1. Аппаратура, реактивы, материалы
Фольга алюминиевая лакированная (окрашенная).
Головка измерительная пружинная по ГОСТ 28798 с ценой деления не более 0,001 мм.
Смесь растворителей: спирт по ГОСТ 18300 и ацетон по ГОСТ 2768 в соотношении 1:1.
Вата по ГОСТ 5556.
2. Проведение испытания
Слой цветных или бесцветных лаков удаляется с поверхности фольги ватным тампоном, смоченным смесью растворителей спирта и ацетона. Измеряется толщина фольги.
Толщина слоя лакового покрытия определяется по разности толщины фольги лакированной (окрашенной) и без лакового покрытия как среднее значение из трех измерений.
ПРИЛОЖЕНИЕ 2 (Измененная редакция, Изм. № 3, 4).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
РАЗРАБОТЧИКИ
А.И. Князева, В.В. Гузеева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 7 декабря 1979 г. № 4715
3. ВЗАМЕН ГОСТ 745-73
Изменение № 4 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 8 от 12.10.95)
Зарегистрировано Техническим секретариатом МГС № 1790
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа стандартизации |
|
Республика Армения |
Армгосстандарт |
|
Республика Белоруссия |
Белстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикский государственный центр по стандартизации, метрологии и сертификации |
|
Туркменистан |
Туркменглавгосинспекция |
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, приложения |
|
ГОСТ 745-79 |
Приложение 2 |
|
ГОСТ 2768-84 |
|
|
ГОСТ 2991-85 |
|
|
ГОСТ 4381-87 |
|
|
ГОСТ 4784-74 |
|
|
ГОСТ 5556-81 |
Приложение 2 |
|
ГОСТ 7502-89 |
|
|
ГОСТ 12697.2-77 |
|
|
ГОСТ 12697.3-77 |
|
|
ГОСТ 12697.6-77 |
|
|
ГОСТ 12697.8-77 |
|
|
ГОСТ 12697.9-77 |
|
|
ГОСТ 12697.10-77 |
|
|
ГОСТ 18300-87 |
Приложение 2 |
|
ГОСТ 24231-80 |
|
|
ГОСТ 28798-90 |
|
|
ТУ 48-21А-009-90 |
5. Ограничение срока действия снято по протоколу № 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ИЗДАНИЕ (июнь 2002 г.) с Изменениями № 1, 2, 3, 4, утвержденными в апреле 1985 г., августе 1987 г., марте 1990 г., октябре 1995 г. (ИУС 7-85, 12-87, 7-90, 8-96)
СОДЕРЖАНИЕ
|
6. Упаковка, маркировка, транспортирование и хранение. 5 Приложение 2 Метод определения толщины лакового покрытия на алюминиевой фольге. 6 |