Пример условного
обозначения фрезы типа 1, исполнения 1 диаметром D = 125 мм, d = 32 мм, шириной В = 10 мм:
Фреза 3202-0189 ГОСТ 11291-81
2.1. Фрезы должны изготовляться в
соответствии с требованиями настоящего стандарта по рабочим чертежам,
утвержденным в установленном порядке.
2.2. Режущие
пластины зубьев фрез исполнения 1 должны изготовлять из твердого сплава группы
ВК по ГОСТ 3882,
а фрез исполнения 2 - из быстрорежущей стали по ГОСТ 19265.
(Измененная редакция, Изм. № 5).
2.3. Корпуса
фрез должны изготовлять из стали марки 40Х по ГОСТ
4543 или марки 45 по ГОСТ
1050 или из стали других марок, обеспечивающих качество фрез не ниже
установленных требованиями настоящего стандарта.
(Измененная редакция, Изм. № 1).
2.4. Твердость корпусов должна быть
не менее 180 НВ.
(Измененная редакция, Изм. № 2).
2.5. Твердость пластин из
быстрорежущей стали после напайки должна быть 59...64 HRCэ.
(Измененная редакция, Изм. № 1).
2.6. Пластины
твердого сплава следует паять сплавом марки Л63 по ГОСТ
15527. Закаленные пластины из быстрорежущей стали следует паять припоем
марки ПСр40 по ГОСТ 19738.
(Измененная редакция, Изм. № 5).
2.6а. Пластины твердого сплава и
закаченные пластины, припаянные припоем или сплавом, не указанным в п. 2.6,
должны обеспечить эксплуатационную прочность и надежность не ниже марок,
указанных в настоящем стандарте.
(Введен дополнительно, Изм. № 5).
2.7. Толщина слоя припоя между
опорной поверхностью корпуса фрезы и пластиной после пайки должна быть не более
0,15 мм для фрез шириной до 10 мм и не более 0,25 мм для фрез шириной св. 10
мм.
По нижней опорной поверхности
допускается утолщение слоя припоя до 0,4 мм. Видимый разрыв слоя припоя по
контуру пайки не должен быть более 5 %
его общей длины.
(Измененная редакция, Изм. № 2).
2.8. Фрезы не должны иметь трещин, черновин,
забоин, заусенцев, следов коррозии.
2.9. На необработанных поверхностях литых корпусов
фрез не должно быть недоливов, плен, засоров, пористости.
(Измененная редакция, Изм. № 1).
2.10.
Поверхности фрез, кроме посадочного отверстия, опорных торцов, а также
поверхностей, образующих режущие кромки, должны иметь защитное покрытие по ГОСТ
9.301. Допускается окраска указанных поверхностей эмалью марки НЦ-132 по ГОСТ 6631.
(Измененная редакция, Изм. № 2).
2.11. Режущие кромки зубьев фрез не
должны иметь трещин, завалов, выкрашиваний и следов прижогов.
(Измененная редакция, Изм. № 1).
2.12.
Параметры шероховатости поверхностей фрез по ГОСТ 2789
должны быть, мкм, не более:
Rz ≤ 1,6 - передних поверхностей зубьев фрез исполнения 1;
Rz ≤ 3,2 2;
Rz ≤ 1,6 -
задних и боковых поверхностей зубьев фрез исполнения 1;
Rz < 6,3 2;
Ra < 1,25 поверхностей посадочного отверстия и опорных торцов.
(Измененная редакция, Изм. № 2).
2.13. Предельные отклонения
размеров фрез не должны быть более:
h15 - наружного диаметра
фрез;
Н7
- диаметра посадочного отверстия;
h9 - ширины фрез.
2.14. У фрез типа 2 выступание
режущих зубьев по ширине над подрезающими не допускается. Превышение
подрезающих зубьев не должно быть более 0,15 мм с каждой стороны фрезы.
2.15. Не допускается выступание
опорных торцов по отношению к боковым режущим кромкам более 0,2 мм с каждой
стороны фрез.
2.16. Допуск радиального биения режущих кромок
зубьев фрез относительно оси посадочного отверстия и при опоре на торец - 0,05
мм.
2.17. Допуск торцового биения
режущих кромок зубьев фрез типов 1 и 2 и режущих кромок подрезающих зубьев фрез
типа 2 относительно оси посадочного отверстия и при опоре на торец должен
соответствовать указанному в табл. 2.
2.18. Фрезы должны быть
уравновешены. Допускаемый остаточный дисбаланс не должен быть более 50 г·мм.
(Измененная редакция, Изм. № 1).
2.19*. Средний
Т и 95 % - ный Ту периоды стойкости фрез при условиях
испытаний, указанных в разд. 5, должны быть не менее значений, указанных в
табл. 2а.
Таблица 2
мм
|
Диаметр
|
Ширина
|
Допуск
торцового биения
|
|
125
|
От
4 до 8
|
0,06
|
|
Св.
8 до 20
|
0,04
|
|
160;
180
|
От
6 до 8
|
0,08
|
|
Св.
8 до 20
|
0,06
|
Таблица 2а
|
Тип
фрез
|
Исполнение
фрез
|
Периоды
стойкости, мин
|
|
Средний
|
95
% - ный
|
|
1
|
1
|
156
|
105
|
|
2
|
130
|
88
|
|
1
|
2
|
242
|
121
|
|
2
|
200
|
100
|
Примечание. Показатели стойкости фрез типов 1
и 2 исполнения 1 указаны с пластинами из твердого сплава марки ВК6.
(Измененная редакция, Изм. № 3, 4).
2.20.
Критерием затупления фрез исполнения 1 является появление скола обработанной
поверхности свыше 1,0 мм, исполнения 2 - ухудшение шероховатости обработанных
поверхностей, превышающее Rmmax = 320
мкм ГОСТ
7016.
(Введен дополнительно, Изм. № 1).
2.21.
На торце каждой фрезы должны быть четко нанесены: товарный знак
предприятия-изготовителя;
обозначение фрез (допускается
маркировать последние четыре цифры обозначения);
диаметр фрезы;
диаметр посадочного отверстия;
ширина фрезы;
материал режущей части;
предельная частота вращения.
Примечание. Допускается для фрез, поступающих
в розничную торговлю, не маркировать обозначение.
(Измененная редакция, Изм. № 2, 5).
2.22.
Упаковка, транспортная маркировка, маркировка потребительской тары - по ГОСТ
18088, для экспорта - в соответствии с заказом-нарядом внешнеторговой
организации.
(Измененная редакция, Изм. № 2).
3.1. Предельная
частота вращения фрез в работе не должна быть более:
9000 мин для фрез диаметром 125 мм;
8000 мин 160 мм;
6200 мин 180 мм.
*Срок введения в действие требований пункта - с 01.06.90.
(Измененная редакция, Изм. № 1, 4).
Срок введения в действие требований
пункта - с 01.06.90.
4.1. Приемка -
по ГОСТ 23726.
(Измененная редакция, Изм. № 2).
4.2*. Периодические испытания, в
том числе испытания на средний период стойкости, следует проводить один раз в 3
года не менее чем на 5 фрезах.
Испытания на 95 % - ный период
стойкости следует проводить один раз в год не менее чем на 5 фрезах.
(Измененная редакция, Изм. № 2, 3, 4).
5.1. Внешний вид фрез контролируют
визуально сравнением с образцами, утвержденными в установленном порядке.
5.2. Шероховатость поверхности
фрез проверяют путем сравнения с образцами шероховатости но ГОСТ
9378 или образцами-эталонами, имеющими значения параметров шероховатости не
более указанных в п. 2.12 и
утвержденными в установленном порядке.
5.3. При
контроле размерных параметров фрез должны применяться методы и средства
измерений, погрешность которых должна быть не более:
значений, указанных в ГОСТ
8.051 - для линейных размеров;
35 % допуска на проверяемый угол -
для угловых размеров;
25 % допуска - отклонения формы и
расположения поверхностей.
5.1-5.3. (Измененная редакция, Изм. № 2).
5.4. Контроль
твердости корпусов фрез - по ГОСТ 9012, пластин
из быстрорежущей стали - по ГОСТ 9013 с помощью
твердомеров ТБ и ТР по ГОСТ 23677
соответственно.
(Измененная редакция, Изм. № 3).
5.5. Неуравновешенность фрез должна
проверяться на балансировочных станках или установках, отвечающих установленным
для них нормам точности.
5.5.1.
Прочность фрез испытывают на специальных установках не менее 1 мин при частоте
вращения не менее:
13500 мин-1 для фрез
диаметром 125 мм;
10500 мин-1 160
мм;
9300 мин-1 180
мм.
(Измененная редакция, Изм. № 2).
5.5.2.
Испытания фрез на стойкость должны проводиться на фрезерных станках по ГОСТ
6735, нормы точности которых соответствуют ГОСТ
69, или на автоматических линиях, соответствующих установленным для них
нормам точности.
Фрезами с твердосплавными
пластинами обрабатывают заготовки из древесностружечных плит по ГОСТ
10632, фрезами с быстрорежущими пластинами - заготовки из древесины хвойных
пород по ГОСТ 9685
влажностью не более 15 %.
(Измененная редакция, Изм. № 1).
5.5.3. Режимы обработки должны
соответствовать указанным в табл. 3.
Таблица 3
|
Диаметр
фрез, мм
|
Частота
вращения шпинделя, мин, не более
|
Скорость
подачи материала, м/мин
|
Глубина
паза, мм, не более
|
|
для фрез типа 1
|
для фрез типа 2
|
|
125
|
9000
|
10-15
|
15
|
10
|
|
160
|
8000
|
20
|
12
|
|
180
|
6200
|
10-18
|
25
|
15
|
5.5.4.
Точность обработки пазов должна соответствовать Н13 по ГОСТ
6449.1.
(Измененная редакция, Изм. № 1).
*Срок введения в действие требований пункта - с 01.06.90.
5.5.5. (Исключен, Изм. № 1).
5.6*. Приемочные значения
среднего и 95 %-го периодов стойкости для выборки из 5 фрез не должны быть
менее указанных в табл. 4.
Таблица 4
|
Тип
фрез
|
Исполнение
фрез
|
Приемочные
значения периодов стойкости, мин
|
|
среднего
|
95
% - го
|
|
1
|
1
|
189
|
126
|
|
2
|
159
|
106
|
|
1
|
2
|
270
|
135
|
|
2
|
220
|
110
|
Примечание. Показатели стойкости фрез типов 1
и 2 исполнения 1 указаны с
пластинами из твердого сплава марки ВК6.
(Измененная редакция, Изм. № 3,
4).
Транспортирование и хранение - по ГОСТ
18088.
Разд. 6. (Измененная редакция, Изм. № 1).
Разд. 7. (Исключен, Изм. № 1).
*Срок введения в действие требований пункта - с 01.06.90.
ПРИЛОЖЕНИЕ 1 Рекомендуемое
КОНСТРУКТИВНЫЕ РАЗМЕРЫ ФРЕЗ
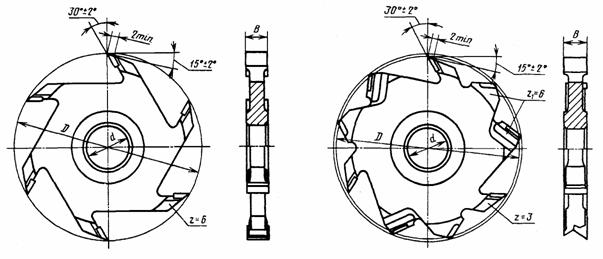
1. Конструктивные размеры фрез типа
1 исполнений 1 и 2 указаны на черт. 1 и в табл.
1.
Черт.
1
Таблица 1
Размеры в мм
|
D
|
В
|
D1
|
D2
|
а
|
b1
|
b
|
с
|
h
|
Обозначение
пластины по ГОСТ
13834
|
Обозначение
пластины из быстрорежущей стали
|
|
125
|
4
|
98
|
60
|
42
|
2,4
|
2,8
|
33
|
39,5
|
3001-0051
|
01БД-10
|
|
5
|
3,2
|
3,6
|
3001-0052
|
01БД-01
|
|
6
|
3,8
|
4,2
|
3001-0053
|
01БД-02
|
|
8
|
5,2
|
5,6
|
3001-0054
|
01БД-03
|
|
10
|
7,0
|
7,6
|
3001-0055
|
01БД-04
|
|
12
|
9,0
|
9,6
|
3001-0056
|
01БД-05
|
|
14
|
10,0
|
11,0
|
3001-0057
|
01БД-06
|
|
16
|
12,0
|
13,0
|
3001-0058
|
01БД-07
|
|
18
|
14,0
|
15,0
|
3001-0059
|
01БД-08
|
|
20
|
16,0
|
17,0
|
3001-0060
|
01БД-09
|
|
160
|
6
|
132
|
60
|
54
|
3,8
|
4,2
|
42
|
54,5
|
3001-0053
|
01БД-02
|
|
160
|
8
|
132
|
60
|
54
|
5,2
|
5,6
|
42
|
54,5
|
3001-0054
|
01БД-03
|
|
10
|
7,0
|
7,6
|
3001-0055
|
01БД-04
|
|
12
|
9,0
|
9,6
|
3001-0056
|
01БД-05
|
|
14
|
10,0
|
11,0
|
3001-0057
|
01БД-06
|
|
16
|
12,0
|
13,0
|
3001-0058
|
01БД-07
|
|
18
|
14,0
|
15,0
|
3001-0059
|
01БД-08
|
|
20
|
16,0
|
17,0
|
3001-0060
|
01БД-09
|
|
6
|
150
|
70
|
62
|
3,8
|
4,2
|
47
|
63,5
|
3001-0053
|
01БД-02
|
|
8
|
5,2
|
5,6
|
3001-0054
|
01БД-03
|
|
10
|
7,0
|
7,6
|
3001-0055
|
01БД-04
|
|
180
|
12
|
9,0
|
9,6
|
3001-0056
|
01БД-05
|
|
14
|
10,0
|
11,0
|
3001-0057
|
01БД-06
|
|
16
|
12,0
|
13,0
|
3001-0058
|
01БД-07
|
|
18
|
14,0
|
15,0
|
3001-0059
|
01БД-08
|
|
20
|
16,0
|
17,0
|
3001-0060
|
01БД-09
|
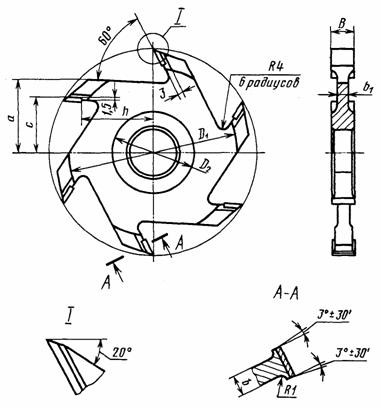
2. Конструктивные
размеры фрез типов 1, 2 исполнения 2 приведены
на черт. 2, 3 и в табл. 2, 3 и 4.
Фрезы D = 125 мм и шириной В = 4-5 мм
Черт. 2
Таблица 2
Размеры
в мм
|
В
|
b4
|
b
|
Обозначение
пластин
|
|
Исполнение
/
|
Исполнение
2
|
|
Типы
1, 2
|
Тип
2
|
Типы
1, 2
|
Тип
2
|
|
Режущие
зубья
|
Подрезающие
зубья
|
Режущие
зубья
|
Подрезающие
зубья
|
|
Правые
|
Левые
|
|
4
|
2,8
|
2,4
|
3001-0051
|
3001-0054
|
01БД
|
05БД
|
06БД
|
|
5
|
3,6
|
3,2
|
3001-0052
|
01БД-01
|
05БД-01
|
06БД-01
|
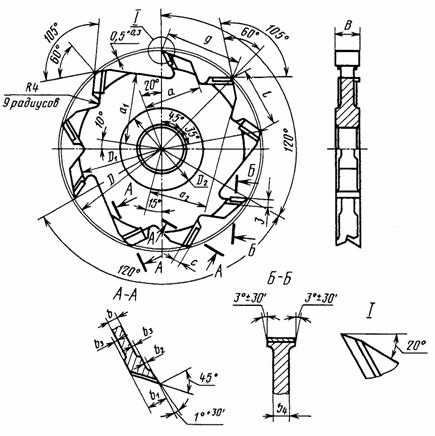
Фрезы диаметром D = 125 мм, шириной В свыше 5 мм и фрезы диаметром D = 160 и 180 мм
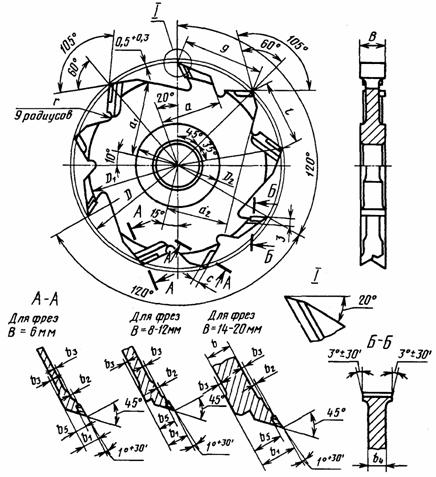
Черт. 3
Таблица 3
Размеры в мм
|
D
|
В
|
D1
|
D2
|
а
|
a1
|
a2
|
b
|
b1
|
b5
|
b2
|
b3
|
b4
|
с
|
g
|
l
|
r
|
|
125
|
4
|
98
|
60
|
35
|
43,5
|
35
|
2,4
|
3,4
|
-
|
0,6
|
0,2
|
2,8
|
3
|
47,4
|
35,5
|
2,5
|
|
5
|
3,2
|
4,3
|
-
|
0,7
|
3,6
|
|
6
|
3,8
|
5,1
|
3,1
|
0,9
|
4,2
|
|
8
|
5,2
|
6,8
|
4,8
|
1,2
|
5,6
|
5
|
|
10
|
7,0
|
8,8
|
6,8
|
0,3
|
7,6
|
|
12
|
9,0
|
10,8
|
8,8
|
9,6
|
|
14
|
10,0
|
12,5
|
10,5
|
1,5
|
0,5
|
11,0
|
|
16
|
12,0
|
14,5
|
12,5
|
13,0
|
|
18
|
14,0
|
16,5
|
14,5
|
15,0
|
|
20
|
16,0
|
18,5
|
16,5
|
17,0
|
|
160
|
6
|
132
|
60
|
45
|
55
|
45
|
3,8
|
5,1
|
3,1
|
0,9
|
0,2
|
4,2
|
3
|
60,8
|
48,0
|
4
|
|
8
|
5,2
|
6,8
|
4,8
|
1,2
|
5,6
|
5
|
|
10
|
7,0
|
8,3
|
6,8
|
0,3
|
7,6
|
|
12
|
9,0
|
10,8
|
8,8
|
9,6
|
|
14
|
10,0
|
12,5
|
10,5
|
1,5
|
0,5
|
11,0
|
|
16
|
12,0
|
14,5
|
12,5
|
13,0
|
|
18
|
14,0
|
16,5
|
14,5
|
15,0
|
|
20
|
16,0
|
18,5
|
16,5
|
17,0
|
|
180
|
6
|
150
|
70
|
52
|
62
|
52
|
3,8
|
5,1
|
3,1
|
0,9
|
0,2
|
4,2
|
3
|
68,4
|
54,0
|
4
|
|
8
|
5,2
|
6,8
|
4,8
|
1,2
|
5,6
|
5
|
|
10
|
7,0
|
8,8
|
6,8
|
0,3
|
7,6
|
|
12
|
9,0
|
10,8
|
8,8
|
9,6
|
|
14
|
10,0
|
12,5
|
10,5
|
1,5
|
0,5
|
11,0
|
|
16
|
12,0
|
14,5
|
12,5
|
13,0
|
|
18
|
14,0
|
16,5
|
14,5
|
15,0
|
|
20
|
16,0
|
18,5
|
16,5
|
17,0
|
Таблица 4
Размеры
в мм
|
D
|
В
|
Обозначение
пластин для зубьев фрез
|
|
по
ГОСТ
13834
|
из
быстрорежущей стали
|
|
Типы
1, 2
|
Тип
2
|
Тип
2
|
Типы
1, 2
|
|
Режущие
зубья
|
Подрезающие
зубья
|
Подрезающие
зубья
|
Режущие
зубья
|
|
Правые
|
Левые
|
|
125
|
6
|
3001-0053
|
3001-0113
|
03БД
|
04БД
|
01БД-02
|
|
8
|
3001-0054
|
01БД-03
|
|
10
|
3001-0055
|
01БД-04
|
|
12
|
3001-0056
|
01БД-05
|
|
14
|
3001-0057
|
3001-0113
|
03БД
|
04БД
|
01БД-06
|
|
16
|
3001-0058
|
01БД-07
|
|
18
|
3001-0059
|
01БД-08
|
|
20
|
3001-0060
|
01БД-09
|
|
160
|
6
|
3001-0053
|
01БД-02
|
|
8
|
3001-0054
|
01БД-03
|
|
10
|
3001-0055
|
01БД-04
|
|
12
|
3001-0056
|
01БД-05
|
|
14
|
3001-0057
|
01БД-06
|
|
16
|
3001-0058
|
01БД-07
|
|
18
|
3001-0059
|
01БД-08
|
|
20
|
3001-0060
|
01БД-09
|
|
180
|
6
|
3001-0053
|
01БД-02
|
|
8
|
3001-0054
|
01БД-03
|
|
10
|
3001-0055
|
01БД-04
|
|
12
|
3001-0056
|
01БД-05
|
|
14
|
3001-0057
|
01БД-06
|
|
16
|
3001-0058
|
01БД-07
|
|
18
|
3001-0059
|
01БД-08
|
|
20
|
3001-0060
|
01БД-09
|
3. Предельные отклонения
размеров, не ограниченных допусками, указанными в разд. 2 настоящего стандарта
и на чертежах, отверстий - Н14, валов
- h4, остальных -  .
.
4. (Исключен, Изм. № 3).
5. Допускается свес пластинки по отношению
к корпусу фрезы не более 1 мм.
6. Режущие пластины зубьев фрез исполнения 1 должны
изготовляться из твердого сплава марок ВК8 и ВК15 по ГОСТ 3882, фрез исполнения 2 - из
стали марок Р6М5 по ГОСТ 19265.
ПРИЛОЖЕНИЕ 2 Рекомендуемое
КОНСТРУКЦИЯ И РАЗМЕРЫ ПЛАСТИН ДЛЯ ФРЕЗ ИСПОЛНЕНИЯ 2
1. Пластины изготовляют форм,
приведенных в табл. 1.
Таблица 1
|
Обозначение
форм пластин
|
Форма
|
Назначение
|
|
Правые
|
Левые
|
|
01БД
|
-
|

|
Для
режущих зубьев
|
|
03БД
|
04БД
|

|
Для
подрезающих зубьев при В >
5 мм
|
|
05БД
|
06БД
|

|
Для
подрезающих зубьев при В <
5 мм
|
2. Конструкция и размеры
пластин формы 01 БД должны соответствовать указанным на черт.
1 и в табл. 2; формы ОЗБД и
04БД - на черт. 2 и в табл. 3; формы 05БД и 06БД - на черт. 3
и в табл. 4.
Форма 01 БД
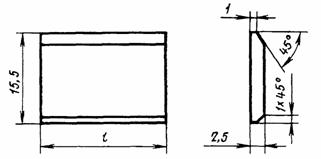
Черт.
1
Таблица 2
|
Обозначение
пластин
|
l
|
Обозначение
пластин
|
l
|
|
01БД-10
|
5,5
|
01БД-05
|
13,5
|
|
01БД-01
|
6,5
|
01БД-06
|
15,5
|
|
01БД-02
|
7,5
|
01БД-07
|
17,5
|
|
01БД-03
|
9,5
|
01БД-08
|
19,5
|
|
01БД-04
|
11,5
|
01БД-09
|
21,5
|
Формы
03БД и 04БД
Правая Левая
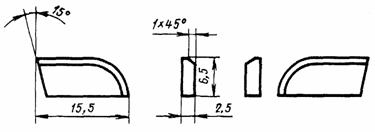
Черт.
2
Таблица 3
|
Обозначение
пластин
|
|
Правая
|
Левая
|
|
03БД
|
04БД
|
Пластины должны
изготовляться правыми и левыми
Форма 05БД и 06БД
Правая Левая
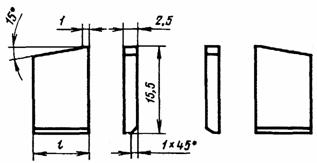
Черт.
3
Таблица 4
мм
|
Обозначение
пластин
|
l
|
|
Правая
|
Левая
|
|
05БД
|
06БД
|
9,0
|
|
05БД-01
|
06БД-01
|
10,0
|
Пример условного обозначения пластины формы 01БД, длиной l = 13,5 мм:
Пластина 01БД-05 ГОСТ
11291-81.
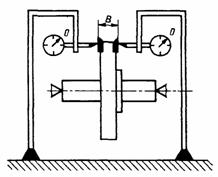
Измерение ширины фрез, формирующих пазы
в обрабатываемом материале, с учетом допусков на ширину и торцовое биение
осуществляется по прилагаемой схеме.
Допускается применение других измерительных схем,
обеспечивающих точность измерения в соответствии с п. 5.3.
ПРИЛОЖЕНИЕ 3. (Введено
дополнительно, Изм. № 2).
1. РАЗРАБОТАН И ВНЕСЕН
Министерством станкостроительной и инструментальной промышленности СССР.
РАЗРАБОТЧИКИ
Е.И. Сапожников, А.В. Селюк.
2. УТВЕРЖДЕН И ВВЕДЕН
В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от
16.03.81 № 1363.
3. ВЗАМЕН ГОСТ
11291-74.
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ
ДОКУМЕНТЫ.
5. Ограничение срока
действия снято Постановлением Госстандарта СССР от 30.05.91 № 765.
6. ПЕРЕИЗДАНИЕ
(январь 1998 г.) с Изменениями № 1, 2, 3, 4, 5, утвержденными в июне 1987 г.,
ноябре 1988 г., марте 1989 г., мае 1991 г., феврале 1995 г. (ИУС 10-87, 2-89,
6-89, 8-91, 5-95).