Таблица 2
|
Размеры труб, мм |
Немерная длина труб, м |
||
|
Наружный диаметр |
Толщина стенки |
||
|
БрАЖН |
От 42 до 150 включ. |
От 5 до 20 включ. |
От 0,5 до 4 |
|
10-4-4 |
» 42 » 150 » |
Св. 20 |
» 0,5 » 2,5 |
|
|
Св. 150 » 220 » |
От 5 до 60 включ. |
» 0,5 » 2 |
|
|
» 220 |
» 5 » 60 » |
» 0,5 » 1,5 |
|
БрАЖМц |
От 42 до 150 включ. |
От 5 до 60 включ. |
» 0,7 » 6 |
|
10-3-1,5 |
Св. 150 |
» 5 » 60 » |
» 0,5 » 3 |
Условные обозначения труб проставляют по схеме:
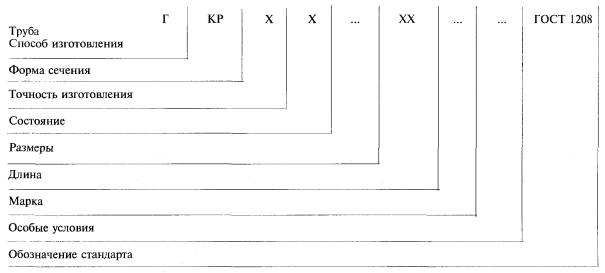
при следующих сокращениях:
способ изготовления: прессованная - Г
форма сечения: круглая - КР
длина: немерная - НД
кратная мерной - КД
особые условия: трубы для изготовления сепараторов подшипников качения - С
Примеры условных обозначений труб:
Труба наружным диаметром 65 мм с толщиной стенки 7,5 мм, длиной 3000 мм из бронзы марки БрАЖН 10-4-4:
Труба ГКРХХ 65´7,5´3000 БрАЖН 10-4-4 ГОСТ 1208-90
Труба наружным диаметром 205 мм с толщиной стенки 22,5 мм, немерной длины из бронзы марки БрАЖМц 10-3-1,5 для изготовления сепараторов подшипников качения:
Труба ГКРХХ 205´22,5 НД БрАЖМц 10-3-1,5 С ГОСТ 1208-90
1.3. Характеристики
1.3.1. Базовое исполнение
1.3.1.1. Наружная и внутренняя поверхности труб должны быть свободными от загрязнений, затрудняющими осмотр, без раковин, трещин, плен, расслоений и пузырей.
Допускаются отдельные поверхностные дефекты, вмятины, мелкие риски и следы зачистки местных дефектов, если они не выводят трубы при контрольной зачистке за предельные отклонения по размерам.
Допускаются на поверхности труб кольцеватость и цвета побежалости.
1.3.1.2. Металл труб должен быть без внутренних дефектов в виде неметаллических включений, раковин, пресс-утяжин, расслоений и других дефектов.
1.3.1.3. Трубы должны быть обрезаны и не должны иметь значительных заусенцев. Косина реза не должна превышать в миллиметрах:
2 - для труб наружным диаметром до 50 мм;
4 » » » » св. 50 до 100 мм;
5 » » » » св. 100 до 170 мм;
7 » » » » св. 170 мм.
1.3.1.4. Овальность и разностенность не должны выводить размеры труб за предельные отклонения по наружному диаметру и толщине стенки.
1.3.1.5. Кривизна на 1 м длины труб не должна превышать указанную в табл. 3.
Таблица 3
мм
|
Кривизна на 1 м длины, не более |
|
|
До 60 включ. |
3 |
|
Св. 60 до 80 включ. |
4 |
|
» 80 » 150 » |
5 |
|
» 150 |
15 |
1.3.1.6. Механические свойства труб должны соответствовать требованиям, указанным в табл. 4.
Таблица 4
|
Наружный диаметр труб, мм |
Временное сопротивление sв, МПа (кгс/мм2) |
Относительное удлинение после разрыва δ10, % |
Твердость по Бринеллю, НВ, кгс/мм2 |
|
|
не менее |
||||
|
БрАЖМц 10-3-1,5 |
От 42 до 80 включ. » 85 » 280 » |
590 (60) |
12 |
129 - 200 |
|
540 (55) |
12 |
129 - 200 |
||
|
БрАЖН 10-4-4 |
От 42 до 280 включ. |
640 (65) |
5 |
170 - 220 |
Для изготовления сепараторов подшипников качения трубы из бронзы марки БрАЖМц 10-3-1,5 должны иметь временное сопротивление не менее 590 (60) МПа (кгс/мм2), относительное удлинение после разрыва не менее 12 %, твердость, НВ, 129 - 171 кгс/мм2.
1.3.2. Исполнение по требованию потребителя
1.3.2.1. Трубы наружным диаметром 100 мм изготовляют из бронзы марки БрАЖМц 10-3-1,5 с толщиной стенки 6,5 мм и с предельными отклонениями по толщине стенки ± 0,75 мм.
1.3.2.2. Кривизна на 1 м длины не должна превышать 3 мм для труб наружным диаметром до 80 мм включительно.
1.3.3. Исполнение по согласованию изготовителя с потребителем
1.3.3.1. Трубы могут быть изготовлены промежуточных размеров по наружному диаметру и толщине стенки с предельными отклонениями по ним для следующего большего размера, указанного в табл. 1.
1.3.3.2. Трубы могут быть изготовлены с толщиной стенки 5 мм с допуском плюс 0,5 минус 0,75 мм и с толщиной стенки 7,5 мм с допуском ± 1,0 мм.
1.3.3.3. Немерные трубы могут быть изготовлены длиной, превышающей указанную в табл. 2. При этом косина реза и кривизна труб устанавливаются по согласованию изготовителя с потребителем.
1.3.3.4. Трубы могут быть изготовлены мерной или кратной мерной длины с предельными отклонениями по длине в миллиметрах:
+10 - для труб наружным диаметром до 50 мм включ.;
+15 » » » » св. 50 до 150 мм включ.;
+24 » » » » св. 150 мм.
1.3.3.5. Трубы могут быть изготовлены с увеличенным верхним пределом твердости, а для труб из бронзы марки БрАЖМц 10-3-1,5 наружным диаметром от 42 до 80 мм включительно временное сопротивление может быть уменьшено до 540 (55) МПа (кгс/мм2) при условии, что относительное удлинение после разрыва будет не менее 15 %.
1.4. Маркировка
1.4.1. На внутренней поверхности каждой трубы должен быть наклеен ярлык или на наружной поверхности нанесена несмываемой краской надпись с указанием:
товарного знака или наименования и товарного знака предприятия-изготовителя;
условного обозначения труб или марки бронзы, размеров труб, обозначения настоящего стандарта;
номера партии;
штампа технического контроля или номера технического контролера.
Допускается для маркировки труб применять следующие сокращенные буквенные обозначения марок бронзы:
марка бронзы условное обозначение
БрАЖМц 10-3-1,5 БЧ
БрАЖН 10-4-4 БН
1.4.2. Транспортная маркировка - по ГОСТ 14192.
При транспортировании груза пакетами к каждому пакету должен быть прикреплен проволокой фанерный или металлический ярлык.
1.5. Упаковка
Грузовые места укрупняют в транспортные пакеты массой до 1250 кг. Габаритные размеры пакетов - по ГОСТ 7566, ГОСТ 10692, ГОСТ 19041, ГОСТ 24597, ГОСТ 26663.
Средства крепления в транспортные пакеты - по ГОСТ 21650.
Пакетирование труб осуществляется на поддонах по ГОСТ 9557 или с использованием брусков сечением не менее 50´50 мм с обвязкой не менее чем в двух местах проволокой диаметром не менее 3 мм в два оборота по ГОСТ 3282 или лентой не менее 0,3´30 мм по ГОСТ 3560. Концы проволоки соединяются скруткой не менее пяти витков, ленты - в замок.
1.5.2. Упаковка труб в районы Крайнего Севера и приравненные к ним местности - по ГОСТ 15846.
2. ПРИЕМКА
2.1. Трубы принимают партиями. Партия должна состоять из труб одной марки бронзы, одного размера и должна быть оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя; условное обозначение труб;
результаты испытаний (по требованию потребителя);
номер партии;
массу партии.
Допускается оформлять один документ о качестве на несколько партий труб одного размера и одной марки бронзы, отгружаемых одновременно одному потребителю. Масса партии должна быть не более 5000 кг.
2.2. Контролю размеров, осмотру наружной и внутренней поверхностей и проверке на наличие внутренних дефектов подвергают каждую трубу партии.
2.3. Для проверки механических свойств от партии отбирают: для определения временного сопротивления и относительного удлинения после разрыва - две трубы; для определения твердости по Бринеллю - пять труб.
При контроле механических свойств проводят испытание на растяжение (временное сопротивление и относительное удлинение после разрыва) или твердость.
По требованию потребителя проводят испытание на растяжение и твердость. Трубы, предназначенные для изготовления сепараторов подшипников качения, испытывают на растяжение и твердость.
2.4. Для проверки химического состава труб отбирают две трубы от партии. Допускается на предприятии-изготовителе отбор проб проводить от расплавленного металла каждой плавки.
Допускается на заводе-изготовителе контролировать содержание мышьяка, сурьмы, кремния и фосфора периодически - один раз в 3 мес при условии обеспечения соответствия их содержания требованиям ГОСТ 18175.
2.5. При получении неудовлетворительных результатов испытания хотя бы по одному из показателей по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии.
Результаты повторного испытания распространяются на всю партию.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Контроль наружной поверхности труб проводят осмотром без применения увеличительных приборов.
Контроль внутренней поверхности труб проводят визуальным просмотром на освещенном экране.
3.2. Измерение наружного диаметра и толщины стенки труб проводят штангенциркулем по ГОСТ 166.
Проверку длины труб проводят измерительной металлической рулеткой по ГОСТ 7502 или металлической линейкой по ГОСТ 427.
3.3. Косину реза, овальность и кривизну измеряют по ГОСТ 26877.
3.4. Проверку труб на наличие внутренних дефектов проводят неразрушающим методом контроля с вырезкой дефектной части трубы по методике, приведенной в приложении 3, или по методике, согласованной изготовителем с потребителем.
Допускается проверка труб на наличие внутренних дефектов по излому трубы.
Проверке на предприятии-изготовителе подвергают конец трубы, примыкающий к пресс-остатку; при этом обломанные концы немерных труб при отправке потребителю могут не обрезаться. Для проверки излома обламываемый конец предварительно надрезают до 40 % диаметра трубы. Осмотр излома проводят без применения увеличительных приборов. Трубы наружным диаметром более 150 мм на излом не проверяются.
3.5. Испытание на растяжение труб проводят по ГОСТ 10006.
Для испытания на растяжение отбирают по одному образцу от каждой трубы, взятой от партии. Отбор и подготовку образцов для испытания на растяжение проводят по ГОСТ 24047.
3.6. Испытание на твердость по Бринеллю проводят по ГОСТ 9012. Трубы с толщиной стенки от 5 до 15 мм включительно испытывают при условии НВ 5/750/30, трубы с толщиной стенки свыше 15 мм - при условии НВ 10/3000/30.
Испытание можно проводить как на самой трубе, так и на отрезанном с торца образце высотой не менее 15 мм.
3.7. Химический анализ проводят по ГОСТ 15027.1 - ГОСТ 15027.14, ГОСТ 20068.1 - ГОСТ 20068.3 или другими методами, не уступающими по точности стандартным.
Для определения химического состава отбирают по одному образцу от каждой трубы, взятой от партии.
Отбор проб для химического анализа проводят по ГОСТ 24231.
При разногласиях в оценке химического состава анализ химического состава проводят по ГОСТ 15027.1 - ГОСТ 15027.14.
3.8. Допускается изготовителю применять другие методы испытаний и инструмент, обеспечивающие необходимую точность.
При возникновении разногласий в определении показателей контроль проводят методами, указанными в стандарте.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Трубы транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
При транспортировании труб длиной свыше 3 м транспортные средства определяются в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Размещение и крепление труб, перевозимых по железной дороге, должны соответствовать техническим условиям погрузки и крепления грузов.
Трубы должны быть уложены и укреплены при помощи распорок и упоров таким образом, чтобы во время транспортирования исключалась возможность их перемещения.
4.2. Трубы должны храниться в крытых помещениях изготовителя или потребителя и защищены от механических повреждений, воздействия влаги и активных химических веществ.
При соблюдении указанных условий хранения потребительские свойства труб при хранении не изменяются.
