МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Основные нормы взаимозаменяемости РЕЗЬБА ТРУБНАЯ КОНИЧЕСКАЯ Basic norms of interchangeability. Pipe taper thread |
ГОСТ |
Дата введения 01.01.83
Настоящий стандарт распространяется на трубную коническую резьбу с конусностью 1:16, применяемую в конических резьбовых соединениях, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой с профилем по ГОСТ 6357 и устанавливает профиль, основные размеры и допуски конической резьбы, а также допуски внутренней трубной цилиндрической резьбы, соединяемой с наружной конической.
1. ПРОФИЛЬ
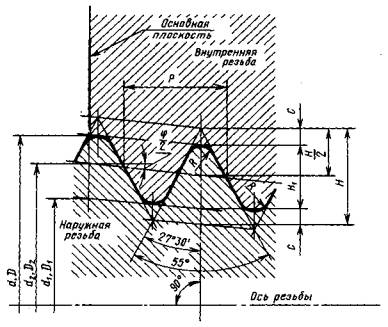
1.1. Номинальный профиль трубной конической резьбы (наружной и внутренней) и размеры его элементов должны соответствовать указанным на черт. 1 и в табл. 1.
|
Конусность Черт. 1 |
Таблица 1
Размеры в миллиметрах
|
Шаг Р |
Число шагов z на длине 25,4 мм |
H = 0,960237P |
H1 = 0,640327P |
С = 0,159955Р |
R = 0,137278Р |
|
0,907 |
28 |
0,870935 |
0,580777 |
0,145079 |
0,124511 |
|
1,337 |
19 |
1,283837 |
0,856117 |
0,213860 |
0,183541 |
|
1,814 |
14 |
1,741870 |
1,161553 |
0,290158 |
0,249022 |
|
2,309 |
11 |
2,217187 |
1,478515 |
0,369336 |
0,316975 |
Примечание. Числовые значения шагов определены из соотношения Р = 25,4/z с округлением до 3-го знака после запятой и приняты в качестве исходных при расчете основных элементов профиля.
1.2. Размеры элементов профиля внутренней цилиндрической резьбы - по ГОСТ 6357.
2. ОСНОВНЫЕ РАЗМЕРЫ
2.1. Обозначение размера резьбы, шаги и номинальные значения основных размеров конической (наружной и внутренней) резьбы должны соответствовать указанным на черт. 2 и в табл. 2.
Допускается применять более короткие длины резьб.
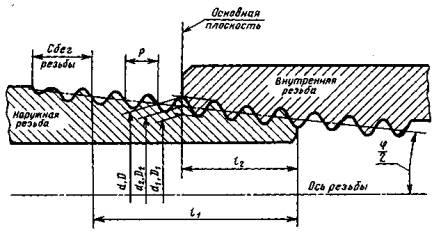
l1 - рабочая длина резьбы; l2 - длина наружной резьбы от торца до основной плоскости.
Черт. 2
Таблица 2
Размеры в миллиметрах
|
Обозначение размера резьбы |
Шаг Р |
Диаметры резьбы в основной плоскости |
Длина резьбы |
|||
|
d = D |
d2 = D2 |
d1 = D1 |
l1 |
l2 |
||
|
1/16 |
0,907 |
7,723 |
7,142 |
6,561 |
6,5 |
4,0 |
|
1/8 |
9,728 |
9,147 |
8,566 |
|||
|
1/4 |
1,337 |
13,157 |
12,301 |
11,445 |
9,7 |
6,0 |
|
3/8 |
16,662 |
15,806 |
14,950 |
10,1 |
6,4 |
|
|
1/2 |
1,814 |
20,955 |
19,793 |
18,631 |
13,2 |
8,2 |
|
3/4 |
26,441 |
25,279 |
24,117 |
14,5 |
9,5 |
|
|
1 |
2,309 |
33,249 |
31,770 |
30,291 |
16,8 |
10,4 |
|
11/4 |
41,910 |
40,431 |
38,952 |
19,1 |
12,7 |
|
|
11/2 |
47,803 |
46,324 |
44,845 |
|||
|
2 |
59,614 |
58,135 |
56,656 |
23,4 |
15,9 |
|
|
21/2 |
75,184 |
73,705 |
72,226 |
26,7 |
17,5 |
|
|
3 |
87,884 |
86,405 |
84,926 |
29,8 |
20,6 |
|
|
31/2 |
100,330 |
98,851 |
97,372 |
31,4 |
22,2 |
|
|
4 |
113,030 |
111,551 |
110,072 |
35,8 |
25,4 |
|
|
5 |
138,430 |
136,951 |
135,472 |
40,1 |
28,6 |
|
|
6 |
163,830 |
162,351 |
160,872 |
|||
2.2. Числовые значения диаметров d2 и d1 вычисляют по следующим формулам
d2 = D2 = d - 0,640327 P, (1)
d1 = D1 = d - 1,280654 P. (2)
Числовые значения диаметра d установлены эмпирически.
2.3. Разность действительных размеров l1 - l2 должна быть не менее разности номинальных размеров l1 и l2, указанных в табл. 2.
2.4. Длина внутренней конической резьбы должна быть не менее 0,8 (l1 - D1l2), где D1l2 - в соответствии с табл. 3.
Таблица 3
Размеры в миллиметрах
|
Обозначение размера резьбы |
Смещение основной плоскости резьбы |
Предельные отклонения диаметра D2 внутренней цилиндрической резьбы |
|
|
±D1l2 |
±D2l2 |
||
|
1/16 |
0,9 |
1,1 |
±0,071 |
|
1/8 |
|||
|
1/4 |
1,3 |
1,7 |
±0,104 |
|
3/8 |
|||
|
1/2 |
1,8 |
2,3 |
±0,142 |
|
3/4 |
|||
|
1 |
2,3 |
2,9 |
±0,180 |
|
11/4 |
|||
|
11/2 |
|||
|
2 |
|||
|
21/2 |
3,5 |
3,5 |
±0,217 |
|
3 |
|||
|
31/2 |
|||
|
4 |
|||
|
5 |
|||
|
6 |
|||
Примечание. Предельные отклонения ±D1l2 и ±D2l2 не распространяются на резьбы с длинами, меньшими указанных в табл. 2.
2.5. Обозначение размеров резьбы, шаги и номинальные значения наружного, среднего и внутреннего диаметров внутренней цилиндрической резьбы должны соответствовать указанным на черт. 3 и в табл. 2.
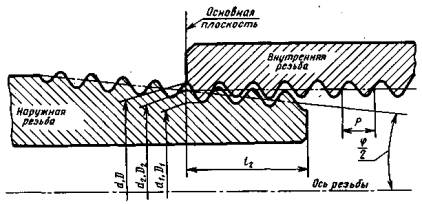
Черт. 3
2.6. Конструкция деталей с внутренней резьбой (конической и цилиндрической) должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее l1 + D1l2.
3. ДОПУСКИ
3.1. Осевое смещение основной плоскости D1l2 наружной и D2l2 внутренней резьб (черт. 4) относительно номинального расположения не должно превышать значений, указанных в табл. 3.
Смещение основной плоскости является суммарным, включающим отклонения среднего диаметра, шага, угла наклона боковой стороны профиля и угла конуса.
3.2. Предельные отклонения среднего диаметра внутренней цилиндрической резьбы должны соответствовать указанным в табл. 3.
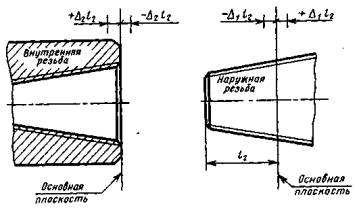
Черт. 4
Примечание. В основной плоскости средний диаметр имеет номинальное значение.
3.3. Допускается соединение наружной конической резьбы с внутренней цилиндрической резьбой класса точности А по ГОСТ 6357.
3.4. Рекомендуемые предельные отклонения отдельных параметров резьбы приведены в справочном приложении.
4. ОБОЗНАЧЕНИЯ
4.1. В условное обозначение резьбы должны входить: буквы (R - для конической наружной резьбы, Rc - для конической внутренней резьбы, Rp - для цилиндрической внутренней резьбы) и обозначение размера резьбы.
Условное обозначение для левой резьбы дополняется буквами LH.
Примеры обозначения резьбы:
- наружная трубная коническая резьба 11/2:
R 11/2
- внутренняя трубная коническая резьба 11/2:
Rc 11/2
- внутренняя трубная цилиндрическая резьба 11/2:
RP 11/2
- левая резьба:
R 11/2 LH;
Rc 11/2 LH;
RP 11/2 LH.
4.2. Резьбовое соединение обозначается дробью, например, ![]() или Rc/R,
в числителе которой указывается буквенное обозначение внутренней резьбы, а в
знаменателе - наружной резьбы, и размером резьбы.
или Rc/R,
в числителе которой указывается буквенное обозначение внутренней резьбы, а в
знаменателе - наружной резьбы, и размером резьбы.
Примеры обозначения резьбового соединения:
- трубная коническая резьба (внутренняя и наружная);
![]()
![]()
- внутренняя трубная цилиндрическая резьба (с допусками по настоящему стандарту) и наружная трубная коническая резьба:
![]()
- внутренняя трубная цилиндрическая резьба класса точности А по ГОСТ 6357 и наружная трубная коническая резьба:
![]()
![]()
ПРИЛОЖЕНИЕ
Справочное
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ОТДЕЛЬНЫХ ПАРАМЕТРОВ РЕЗЬБЫ
1. Настоящее приложение содержит информацию о предельных отклонениях отдельных параметров резьбы, которые являются исходными при проектировании резьбообразующего инструмента и расчете резьбовых калибров и не подлежат обязательному контролю, если это не установлено особо.
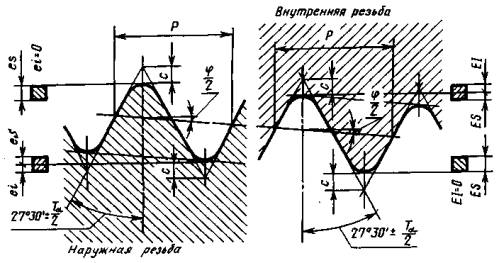
2. Предельные отклонения среза вершин и впадин (размера С), угла
наклона боковой стороны профиля ![]() , шага Р и угла конуса j
(разность средних диаметров на длине l2)
конической резьбы приведены на черт. 1 и в таблице.
, шага Р и угла конуса j
(разность средних диаметров на длине l2)
конической резьбы приведены на черт. 1 и в таблице.
|
es - верхнее отклонение среза вершины и впадины наружной резьбы; ES - верхнее отклонение среза вершины и впадины внутренней резьбы; ei - нижнее отклонение среза вершины и впадины наружной резьбы; EI - нижнее отклонение среза вершины и впадины внутренней резьбы; Тa - допуск угла наклона боковой стороны профиля резьбы. Черт. 1 |
Размеры в миллиметрах
|
Обозначение размера резьбы |
Предельные отклонения |
Разность средних диаметров резьбы на длине l2 |
|
||||||||
|
среза С |
угла a/2 |
шага Р на длине |
|||||||||
|
Номин. |
Предельные отклонения |
||||||||||
|
вершины |
впадины |
|
l2 |
l1 |
|
||||||
|
es = ES |
ei = EI |
es = ES |
ei = EI |
TP |
наружной резьбы |
внутренней резьбы |
|
||||
|
1/16; |
+0,05 |
0 |
+0,025 |
-0,025 |
40¢ |
0,04 |
0,07 |
0,250 |
+0,028 |
+0,014 |
|
|
1/8 |
-0,014 |
-0,028 |
|||||||||
|
1/4 |
35¢ |
0,375 |
+0,042 |
+0,021 |
|||||||
|
-0,021 |
-0,042 |
||||||||||
|
3/8 |
0,400 |
+0,044 |
+0,022 |
||||||||
|
-0,022 |
-0,044 |
||||||||||
|
1/2 |
0,512 |
+0,058 |
+0,028 |
||||||||
|
-0,028 |
-0,058 |
||||||||||
|
3/4 |
0,594 |
+0,066 |
+0,034 |
||||||||
|
-0,034 |
-0,066 |
||||||||||
|
1 |
25¢ |
0,650 |
+0,073 |
+0,036 |
|||||||
|
-0,036 |
-0,073 |
||||||||||
|
11/4; |
0,794 |
+0,089 |
+0,045 |
||||||||
|
11/2 |
-0,045 |
-0,090 |
|||||||||
|
2 |
0,994 |
+0,111 |
+0,056 |
||||||||
|
-0,056 |
-0,111 |
||||||||||
|
21/2 |
1,094 |
+0,122 |
+0,062 |
||||||||
|
-0,062 |
-0,122 |
||||||||||
|
3 |
1,288 |
+0,144 |
+0,073 |
||||||||
|
0,073 |
-0,144 |
||||||||||
|
31/2 |
1,388 |
+0,155 |
+0,078 |
||||||||
|
-0,078 |
-0,155 |
||||||||||
|
4 |
1,588 |
+0,177 |
+0,089 |
||||||||
|
-0,089 |
0,177 |
||||||||||
|
5; |
1,788 |
+0,200 |
+0,101 |
||||||||
|
6 |
-0,101 |
-0,200 |
|||||||||
Примечание. Значение Тр относится к расстояниям между витками резьбы. Действительное отклонение может быть со знаком минус или плюс.
3. Предельные отклонения среза вершин и впадин (размера ![]() ) внутренней цилиндрической резьбы (черт. 2) не должны
превышать:
) внутренней цилиндрической резьбы (черт. 2) не должны
превышать:
- среза вершин +0,05 мм (ES = +0,05 мм, ЕI = 0);
- среза впадин ± 0,025 мм (ES = +0,025 мм, ЕI = -0,025 мм)
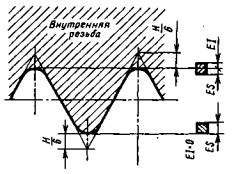
Черт. 2
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.12.81 № 5789.
3. ВЗАМЕН ГОСТ 6211-69
4. Стандарт полностью соответствует СТ СЭВ 1159-78
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
Вводная часть, 1.2, 3.3, 4.2 |
6. ПЕРЕИЗДАНИЕ
СОДЕРЖАНИЕ