МИНИСТЕРСТВО ТОПЛИВА И
ЭНЕРГЕТИКИ
РОССИЙСКОЙ ФЕДЕРАЦИИ
(МИНТОПЭНЕРГО РОССИИ)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ РОССИЙСКОЙ ФЕДЕРАЦИИ ПО
ЖИЛИЩНОЙ И СТРОИТЕЛЬНОЙ ПОЛИТИКЕ
(ГОССТРОЙ РОССИИ)
РУКОВОДЯЩИЙ ДОКУМЕНТ
РД 34.15.132-96
СВАРКА И КОНТРОЛЬ
КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
МЕТАЛЛОКОНСТРУКЦИЙ ЗДАНИЙ
ПРИ СООРУЖЕНИИ
ПРОМЫШЛЕННЫХ ОБЪЕКТОВ

Москва НПО ОБТ 2001
|
Утвержден Минтопэнерго России 14 марта 1996 г. |
Утвержден Минстроем России 20 мая 1996 г. |
Разработчик: ОАО «Оргэнергострой»
Составители: С.С. Якобсон, канд. техн. наук;
Н.Д. Курносова, канд. техн. наук; Г.С. Зислин, канд. техн. наук;
М.Л. Эльяш, канд. техн. наук
Руководящий документ (РД) определяет организацию и технологию производства сварочных работ при сооружении металлических конструкций зданий промышленных объектов, а также объем, порядок контроля и нормы оценки качества сварных соединений.
РД 34.15.132-96 охватывает следующие виды сварки: ручную дуговую штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную под флюсом.
РД 34.15.132-96 рассчитан на работников, занимающихся сваркой и сборкой крупных строительных объектов.
1. ОБЩАЯ ЧАСТЬ
1.1. Назначение и область применения
1.1.1. Настоящий руководящий документ (РД) предназначен для персонала, осуществляющего производство сборочных и сварочных работ при укрупнении и монтаже металлоконструкций зданий промышленных объектов.
Выполнение требований настоящего РД по организации и технологии сборки и сварки металлоконструкций обеспечивает получение сварных соединений, удовлетворяющих установленным нормативами показателям качества, с минимальными затратами труда. РД является руководящим документом при разработке проектов производства работ и другой технологической документации.
1.1.2. РД распространяется на ручную дуговую сварку штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную сварку под флюсом в условиях строительно-монтажной площадки.
1.1.3. Настоящий РД определяет технологию сборочно-сварочных работ при укрупнении и монтаже металлоконструкций, изготовленных из углеродистых и низколегированных сталей по ГОСТ 27772:
фасонный прокат (уголки, двутавры, швеллеры) - из стали С235, С245, С255, С275, С285, С345, С345К, С375;
листовой, универсальный прокат и гнутые профили - из стали С235, С245, С255, С275, С285, С345, С345К, С375, С390, С390К, С440.
Обозначение сталей по ГОСТ 27772 (по пределу текучести) и соответствующие им марки сталей по другим действующим стандартам приведены в приложении 1.
РД действует совместно со следующими нормативно-техническими документами (НТД):
СНиП 3.03.01-87. Несущие и ограждающие конструкции;
СНиП II-23-81*. Нормы проектирования. Стальные конструкции. М., 1991.
1.1.4. В руководящем документе приведены основные положения по организации сварочных работ на строительных площадках, указания о выборе сварочных материалов и оборудования; требования, предъявляемые к сборке и сварке элементов конструкций, режимы сварки, порядок контроля и нормы оценки качества сварных соединений.
Кроме того, в настоящем РД даны рекомендации по технологии сварки отдельных типовых, наиболее часто встречающихся узлов стальных конструкций.
1.2. Требования к квалификации сварщиков, контролеров и ИТР
1.2.1. Сварка металлоконструкций зданий промышленных объектов должна проводиться сварщиками, имеющими удостоверения на право производства соответствующих сварочных работ, выданные им согласно требованиям «Правил аттестации сварщиков», утвержденных Госгортехнадзором России.
К сварке конструкций из сталей с пределом текучести 390 МПа (40 кгс/мм2) и более допускаются сварщики, имеющие удостоверение на право работ по сварке этих сталей.
К механизированным способам сварки допускаются сварщики-операторы, прошедшие специальный курс теоретической и практической подготовки и сдавшие испытания на право производства этих работ.
Сварщики всех специальностей и квалификаций должны сдать испытания на 2-ю квалификационную группу по электробезопасности. Кроме того, все сварщики должны сдать испытания по противопожарным мероприятиям и технике безопасности.
1.2.2. Сварщик, впервые приступающий к сварке в данной организации, должен перед допуском к работе независимо от наличия у него удостоверения на право производства соответствующих работ сварить пробные (допускные) образцы. Сварка пробных образцов должна проводиться в условиях, тождественных с теми, в которых будет выполняться сварка конструкций.
Конструкция и число пробных образцов устанавливаются руководителем сварочных работ в зависимости от типов производственных соединений и квалификации сварщика. Качество пробных сварных соединений определяется путем визуального контроля на предмет определения сплошности и формирования шва, а при необходимости (по усмотрению руководителя сварочных работ) - с помощью неразрушающих физических методов контроля.
Качество пробных сварных соединений необходимо оценивать по нормам, предусмотренным для таких же производственных соединений. Пробные соединения должны быть идентичными или однотипными по отношению к тем производственным соединениям, которые будет сваривать проверяемый сварщик. Характеристика однотипных сварных соединений дана в «Правилах аттестации сварщиков».
1.2.3. Сварщики допускаются к тем видам работ, которые указаны в удостоверении. В удостоверении должны быть перечислены марки сталей или группы марок сталей в соответствии с «Правилами аттестации сварщиков», к сварке которых допускается сварщик.
1.2.4. Для сварки при температуре ниже минус 30 °С сварщик должен предварительно сварить пробные стыковые образцы при температуре не выше указанной. При удовлетворительных результатах механических испытаний пробных образцов сварщик может быть допущен к сварке при температуре на 10 °С ниже температуры сварки пробных образцов.
1.2.5. Руководство сварочными работами должно осуществлять лицо, имеющее документ о специальном образовании или подготовке в области сварки.
К руководству работами по сварке, контролю сварных соединений и операционному контролю допускаются ИТР, изучившие настоящий РД, соответствующие СНиП, рабочие чертежи изделий, производственно-технологическую документацию (ПТД) по сварке и методические инструкции по контролю. Знания ИТР и их профессиональная подготовка по сварочному производству должны быть проверены комиссией, назначенной приказом руководителя предприятия. Знания ИТР проверяются не реже одного раза в три года.
1.2.6. К выполнению работ по контролю качества сварных соединений допускаются контролеры, прошедшие специальную программу теоретического и практического обучения и получившие удостоверение на право выполнения работ по дефектоскопии сварных соединений соответствующим видом (способом) контроля. Контролеры по физическим методам контроля должны аттестовываться в соответствии с «Правилами аттестации специалистов неразрушающего контроля», утвержденными Госгортехнадзором России 18.08.92 г.
1.2.7. Подготовку контролеров должны осуществлять специальные учебные заведения или подразделения профессиональной подготовки (учебные комбинаты, центры, курсы и т.п.) предприятий, выполняющие работы по контролю качества сварки и имеющие лицензию на право проведения таких работ.
Подготовка контролеров должна быть специализирована по методам контроля (ультразвуковая дифектоскопия, радиографирование и др.), а при необходимости - по типам сварных соединений, что должно быть указано в их удостоверениях. Каждый контролер может быть допущен только к тем методам контроля, которые указаны в его удостоверении. Контролер, имевший перерыв в работе (по данному виду контроля) свыше 6 месяцев, должен вновь сдать экзамены в полном объеме.
1.3. Основные положения организации сварочных работ
1.3.1. При разработке проекта производства работ (ППР) по монтажу металлоконструкций зданий должны быть учтены и отражены условия сборки конструкций под сварку, сварка и контроль сварных соединений.
В ППР должна быть заложена наиболее прогрессивная технология сборочно-сварочных работ с оптимальным уровнем механизации.
1.3.2. При организации и выполнении работ по сборке, сварке и контролю качества сварных соединений должны быть созданы все условия для соблюдения правил техники безопасности и пожарной безопасности в соответствии с требованиями следующих нормативных документов:
СНиП III-4-80. Техника безопасности в строительстве;
ГОСТ 12.3.003. Система стандартов безопасности труда. Работы электросварочные. Требования безопасности;
«Правил устройства электроустановок»;
«Правил технической эксплуатации электроустановок потребителей»;
«Правил техники безопасности при эксплуатации электроустановок потребителей»;
«Санитарных правил при проведении рентгеновской дефектоскопии», № 2191-80;
«Санитарных правил при радиоизотопной дефектоскопии», № 1171-74;
«Санитарных правил по сварке, наплавке и резке металлов», № 1009-73;
«Правил пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства»;
«Правил пожарной безопасности при производстве строительно-монтажных работ. ППБ 05- 86».
1.3.3. Организация, выполняющая сборочно-сварочные работы, должна обеспечить надлежащее качество сварных соединений за счет:
применения исправного оборудования;
использования сварочных материалов надлежащего качества, прошедших соответствующий контроль;
выполнения технологических требований по сборке и сварке изделий, регламентированных ПТД;
выполнения операционного контроля процессов сборки и сварки;
своевременного выполнения контроля качества готовых сварных соединений.
1.3.4. Применение основных материалов (листов, профильного проката) и сварочных материалов (электродов, сварочной проволоки и флюсов), отличающихся от указанных в производственно-технологической документации (ПТД), может быть допущено по совместному техническому решению организации-разработчика ПТД, отраслевой специализированной организации и организации - производителя работ.
1.3.5. Порядок сборки и укрупнения монтажных блоков и последовательность работ должны обеспечивать возможность применения наиболее прогрессивных методов сварки. Для обеспечения надлежащего качества сварных соединений и повышения производительности труда при выполнении работ по сборке, сварке и контролю качества сварных соединений следует руководствоваться положениями, изложенными в настоящем разделе.
1.3.6. Способ сварки металлоконструкций на разных этапах их укрупнения и монтажа должен быть определен проектом производства работ (ППР).
При выборе способа сварки следует иметь в виду:
целесообразность применения механизированных способов сварки должна подтверждаться технико-экономическим расчетом;
автоматическую сварку под флюсом следует применять при укрупнительной сборке конструкций для швов значительной протяженности;
механизированная (полуавтоматическая) сварка самозащитной порошковой проволокой может быть применена при укрупнении и монтаже металлоконструкций для сварки швов в нижнем, наклонном и вертикальном положениях;
механизированную (полуавтоматическую) сварку в углекислом газе (проволокой сплошного сечения) следует использовать для укрупнительной и монтажной сварки металлоконструкций в любом положении шва при условии защиты места сварки от ветра.
В случаях, где не может быть использована автоматическая и механизированная сварка, должна применяться ручная дуговая сварка.
1.3.7. Численность инженерно-технических работников по сварке и наладчиков оборудования для механизированной сварки на строительно-монтажной площадке зависит от объема сварочных работ и числа работающих сварщиков. Она устанавливается в соответствии с положением о службе сварки строительно-монтажной организации.
1.3.8. Снабжение укрупнительной площадки и территории монтируемого или реконструируемого здания электропитанием для целей сварки следует выполнять с помощью разводок электросварочного тока на все участки укрупнительной площадки и монтируемого здания.
1.3.9. Сечение провода для присоединения источника питания для сварки к сети следует подбирать по данным табл. 1.1. При ручной дуговой сварке электрододержатель соединяют со сварочной цепью гибким медным проводом с резиновой изоляцией марок ПРД, ПРИ, КОГ 1, КОГ 2, сечение которого необходимо выбирать в зависимости от сварочного тока: при токе до 100 А - не менее 16 мм2, при 250 А - 25 мм2, при 300 А - 50 мм2. Длина гибкого провода должна быть не менее 5 м.
Таблица 1.1
Сечение провода для подсоединения к сети источников сварочного тока
|
Сечение медного* провода, мм2, при напряжении сети, В |
||
|
220 |
380 |
|
|
300 |
16 |
10 |
|
500 |
35 |
16 |
|
1000 |
70 |
50 |
|
2000 |
- |
120 |
|
4000 |
- |
240 |
* Сечение алюминиевого провода должно быть в 1,5 раза больше.
1.3.10. При большом объеме сборочно-сварочных работ снабжение сборочных площадок и сооружаемого здания кислородом и горючим газом для резки следует осуществлять централизованным путем с помощью разводок от центра питания к постам резки. Целесообразность применения централизованной системы питания должна подтверждаться расчетом.
Разводку кислорода и горючего газа по зданию крупного промышленного объекта следует предусматривать в проекте как постоянную систему газоснабжения, остающуюся после окончания строительства для выполнения ремонтных работ в процессе эксплуатации объекта.
Централизованная разводка газа по стройплощадке выполняется как временное газоснабжение в соответствии с ППР.
1.3.11. В зависимости от местных условий в качестве горючего газа для резки используется ацетилен, пропан-бутан или природный горючий газ. Ацетилен для резки применяется лишь при значительной удаленности строительства от нефтеперегонных заводов и трубопроводов природного газа, когда технически невозможно или экономически нецелесообразно использовать пропан-бутан или природный газ.
1.3.12. Снабжение строительно-монтажных участков кислородом осуществляется от собственных стационарных кислородных установок (типа КГН-30, 2КГ-30 и др.), либо от газификационной станции, где жидкий кислород, доставляемый на объект в железнодорожных или автомобильных цистернах, газифицируется и направляется по газопроводу к рабочим местам или в кислородную рампу. Способ снабжения кислородом зависит от местных условий и должен подтверждаться расчетом.
1.3.13. Снабжение сжиженным пропан-бутаном должно осуществляться с помощью специальных автомобильных цистерн завода-поставщика. На строительно-монтажных участках сооружаются подземные резервуары, где хранится пропан-бутан; из резервуаров газифицированный пропан-бутан подается к местам потребления.
1.3.14. Проектирование, сооружение, испытание и эксплуатация трубопроводов кислорода и горючих газов должны производиться в соответствии с «Правилами безопасности в газовом хозяйстве» (Госгортехнадзор, 1992).
1.3.15. Свариваемые поверхности конструкции и рабочее место сварщика должны быть ограждены от дождя, снега, ветра и сквозняков.
При температуре окружающего воздуха ниже минус 10 °С необходимо иметь вблизи рабочего места сварщика инвентарное помещение для обогрева, а при температуре ниже минус 40 °С сварка должна производиться в обогреваемом тепляке, где температура должна быть выше 0 °С.
Сварочные материалы должны храниться отдельно по маркам, партиям и диаметрам в условиях, предохраняющих их от увлажнения и механических повреждений. Сварочный флюс должен храниться в герметичной таре.
В складе должны быть установлены печи для прокалки электродов, порошковой проволоки и флюса, сушильные шкафы с температурой до 150 °С, обеспечивающие суточную потребность участка в электродах и проволоке.
1.3.17. Прокаленные электроды и порошковую проволоку следует выдавать на рабочее место в количестве, необходимом для работы сварщика в течение одной смены.
При сварке конструкций из сталей с пределом текучести более 390 МПа (40 кгс/мм2) электроды, взятые непосредственно из прокалочной или сушильной печи, необходимо использовать в течение двух часов.
Хранение и транспортировку прокаленных сварочных материалов необходимо производить в закрытой таре: электроды - в специальных металлических пеналах, в упаковке из водонепроницаемой бумаги или в герметизированной оболочке из полиэтиленовой пленки, порошковую проволоку - в закрытых жестяных банках или в упаковке из водонепроницаемой бумаги.
1.3.18. Очистка и намотка проволоки в кассеты для механизированных способов сварки должны производиться на стационарном рабочем месте специально выделенным для этого рабочим. Все кассеты с намотанной проволокой должны иметь этикетки с указанием марки и диаметра проволоки.
1.3.19. Электросварщик для допуска к работе должен иметь на рабочем месте следующий минимальный набор инвентаря и инструмента: защитный щиток или маску, рукавицы, очки с прозрачными стеклами, молоток, зубило или крейцмессель для отбивки шлака, стальную щетку, личное клеймо, ящик или сумку для электродов с отделением для электродных огарков, соответствующие шаблоны для проверки геометрии шва. Рабочее место сварщика должно быть заранее подготовлено, очищено от посторонних предметов и освещено.
1.3.20. Сварку деталей из сталей с пределом текучести 345 МПа и более (С345 и выше) следует выполнять без перерыва до заполнения хотя бы половины толщины шва или по всей его длине или на участке длиной не менее 800-1000 мм (при длине шва более 1 м). При вынужденных перерывах в работе необходимо обеспечить медленное и равномерное охлаждение стыка любыми доступными средствами (например обкладкой стыка листовым асбестом), а при возобновлении сварки стык должен быть подогрет до температуры 120-160 °С.
Не допускается никаких силовых воздействий на стык до окончания сварки.
1.3.22. При обнаружении в сварных соединениях в процессе сварки трещин или других недопустимых дефектов сварщик обязан прекратить проведение работ на этом сварном соединении и известить о случившемся мастера по сварке.
1.3.23. К сварке стыков разрешается приступать только после приемки мастером по сварке или прорабом по монтажу собранных стыков, о чем производится отметка в журнале сварочных работ.
2. ТРЕБОВАНИЯ К ОСНОВНЫМ МАТЕРИАЛАМ
2.1. Для сварных металлоконструкций зданий применяются углеродистые и низколегированные стали в соответствии с ГОСТ 27772.
Химический состав и механические свойства основных марок сталей, применяющихся для металлоконструкций зданий, приведены в приложениях 2 и 3.
2.2. Поступающий на монтажный участок листовой и фасонный прокат должен иметь сертификат завода-изготовителя с указанием химического состава и механических свойств.
2.3. Входной контроль металла (листов, профильного проката) и конструктивных элементов металлоконструкций зданий, поступающих на предприятие для изготовления, укрупнения и монтажа, включает:
проверку наличия сертификата или паспорта, полноты приведенных в нем данных и соответствия этих данных требованиям стандарта, технических условий, проектной или конструкторской документации;
проверку наличия заводской маркировки и соответствия ее сертификатным или паспортным данным;
осмотр металла и конструктивных элементов для выявления поверхностных дефектов и повреждений, выводящих толщину металла за пределы минусовых отклонений, регламентированных ГОСТ 19903 и ГОСТ 19904;
осмотр и обмер (при наличии соответствующих указаний в ПТД) конструктивных элементов (узлов, блоков, ферм, стропил и др.) для выявления деформаций, нарушающих геометрические формы и размеры конструкций, оговоренных проектно-конструкторской документацией.
2.4. При отсутствии сертификата или неполноте сертификатных данных применение этого металла может быть допущено только после проведения необходимых испытаний, подтверждающих соответствие металла всем требованиям стандарта или технических условий.
2.5. Входной контроль основных материалов (металла и конструктивных элементов) осуществляет организация - заказчик этих материалов. Результаты входного контроля должны быть переданы организации, осуществляющей изготовление или монтаж конструкций.
3. СВАРОЧНЫЕ МАТЕРИАЛЫ И КОНТРОЛЬ ИХ КАЧЕСТВА
3.1. Входной контроль сварочных материалов
3.1.1. Сварочные материалы перед использованием должны быть проконтролированы:
на наличие сертификата (на электроды, проволоку и флюс) с проверкой полноты приведенных в нем данных и их соответствия требованиям стандарта, технических условий или паспорта на конкретные сварочные материалы;
на наличие на каждом упаковочном месте (пачке, коробке, ящике, мотке, бухте и пр.) соответствующих этикеток (ярлыков) или бирок с проверкой указанных в них данных;
на отсутствие повреждений упаковок и самих материалов;
на наличие для баллонов с газом соответствующего документа, регламентированного стандартом.
3.1.2. При отсутствии сертификатов на электроды и порошковую проволоку необходимо определять механические свойства стыковых сварных соединений, выполненных с применением этих материалов.
Сварные стыковые образцы следует испытывать на статическое растяжение, статический и ударный изгиб при температуре 20 °С по ГОСТ 6996 в количестве, указанном в табл. 3.1.
Таблица 3.1
Виды испытаний сварных соединений при отсутствии сертификатов на электроды и порошковую проволоку
|
Число образцов (не менее) |
Нормируемый показатель |
|
|
Статическое растяжение |
2 |
Временное сопротивление разрыву - не менее нижнего предела временного сопротивления основного металла, регламентированного ГОСТ |
|
Статический изгиб |
2 |
Угол статического изгиба, град., для сталей толщиной, мм: углеродистых - до 20, не менее 100 св. 20, не менее 80 низколегированных - до 20, не менее 80 св. 20, не менее 60 |
|
Ударный изгиб металла шва |
3 |
Ударная вязкость - не менее величины, указанной в технологической документации на монтажную сварку данной конструкции |
Показатели механических свойств определяются как среднее арифметическое от числа испытанных образцов.
В случае расхождения сертификатных данных или результатов испытаний (при отсутствии сертификата) с требованиями соответствующего НТД данная партия электродов и порошковой проволоки к использованию не допускается.
3.1.3. При отсутствии сертификата на сварочную проволоку сплошного сечения или неполноте указанных в нем данных проводится химический анализ проволоки, результаты которого должны удовлетворять требованиям, приведенным в приложении 6. При неудовлетворительных результатах химического анализа проводят повторный анализ на удвоенном числе проб, который является окончательным.
3.1.4. При обнаружении повреждения или порчи упаковки или самих материалов вопрос о возможности их использования решается руководителем сварочных работ совместно с ОТК (СТК) предприятия (организации).
3.2. Электроды для ручной дуговой сварки
3.2.1. Для ручной дуговой сварки металлоконструкций из углеродистых и низколегированных сталей должны применяться электроды, удовлетворяющие требованиям ГОСТ 9466 и ГОСТ 9467.
3.2.2. Тип электрода по ГОСТ 9467 для сварки металлоконструкций должен быть указан в чертежах. В случае отсутствия таких указаний выбор типа электрода должен производиться в зависимости от группы конструкций, климатического района эксплуатации конструкций и характеристики свариваемой стали по пределу текучести согласно ГОСТ 27772 (см. табл. 3.2.).
Выбор конкретной промышленной марки электрода следует производить по табл. 3.3.
В приложениях 4 и 5 приведены химический состав и механические свойства наплавленного металла соответственно отечественных и зарубежных электродов. Применение электродов, не указанных в табл. 3.3, должно быть согласовано с отраслевой специализированной организацией.
3.2.3. Электроды должны храниться в условиях, исключающих возможность увлажнения или повреждения покрытия (на складе, отвечающем требованиям п. 1.3.16 настоящего РД).
3.2.4. Электроды перед сваркой производственных сварных соединений должны быть прокалены по режиму, приведенному в сертификате или паспорте завода-изготовителя на данную марку электродов. В случае отсутствия таких данных режим прокалки выбирается по табл. 3.4.
Примечание. Импортные электроды прокаливают по тому же режиму, что и отечественные с аналогичным типом покрытия.
Таблица 3.2
Область применения электродов для сварки строительных металлоконструкций
|
Группы конструкций в климатических районах (определяются проектом и проставляются в чертежах КМ) |
Обозначение стали по ГОСТ 27772 (характеристика стали по пределу текучести) |
Тип электрода по ГОСТ 9467 |
|
Группы 2, 3 и 4 - во всех районах, кроме I1, I2, II2 и II3 |
С235, С245, С255, С275, С285 С345, С345Т, С345Д, С345К*, С375, С375Т, С375Д, С390, С390Д, С390Т, С390К, С440, С440Д |
Э42, Э42А, Э46, Э46А, Э50А Э50А |
|
Группа 1 - во всех районах |
С235, С245, С255, С275, С285 |
Э42А, Э46А, Э50А |
|
Группы 2, 3 и 4 - в районах I1, I2, II2 и II3 |
С345, С345Т, С345Д, С345К*, С375, С375Т, С375Д, С390, С390Д, С390Т, С390К, С440, С440Д |
Э50А |
* Для сварки стали С345К с повышенным содержанием фосфора следует применять электроды марок ОЗС-18 и КД-11.
3.2.5. Электроды с основным (фтористо-кальциевым) покрытием следует использовать в течение 5 суток после прокалки, остальные электроды - в течение 15 суток, если их хранить на складе с соблюдением требований п. 1.3.16 настоящего РД.
Таблица 3.3
Типы и промышленные марки электродов
|
Промышленные марки электродов |
|
|
Э42 |
АНО-6*, АНО-6М*, АНО-1*, АНО-17*, ОЗС-23* |
|
Э42А |
УОНИ-13/45, СМ-11*, ЦУ-6 |
|
Э46 |
МР-3*, ОЗС-4*, АНО-4*, АНО-18*, АНО-24, ОЗС-6*, АНО-19, АНО-13*, ОЗС-21*, АНО-20*, ОЗС-12* |
|
Э46А |
УОНИ-13/55К, ОЗС-22Р, ТМУ-46* |
|
Э50А |
ЦУ-5, УОНИ-13/55, ТМУ-21У, УП-1/55*, ИТС-4С, ЦУ-7, АНО-11*, ОЗС-18*, АНО-9, АНО-10, КД-11*, ЦУ-8, ТМУ-50* |
* Электроды, помеченные звездочкой, предназначены для сварки как на переменном, так и на постоянном токе; остальные электроды - для сварки на постоянном токе обратной полярности.
Примечания. 1. Электроды ОЗС-18 применяются для сварки атмосферокоррозионностойкой стали (С345К) преимущественно толщиной до 15 мм.
2. Электроды ОЗС-12 наиболее пригодны для сварки тавровых соединений с получением мелкочешуйчатых вогнутых швов.
3. Электроды АНО-13 применяются для сварки вертикальных угловых, нахлесточных и стыковых (в разделку) швов способом «сверху-вниз». Обладают низкой стойкостью к образованию пор и кристаллизационных трещин.
4. Электроды АНО-19 особенно эффективны при сварке длинными швами листового металла толщиной 3-5 мм. Обеспечивают высокую стойкость сварных швов против образования пор и кристаллизационных трещин.
Таблица 3.4
Режимы прокалки электродов, порошковой проволоки и флюсов
|
Режимы прокалки электродов перед использованием |
||
|
Температура, °С |
Время (продолжительность) прокалки, час (допуск +0,5 ч) |
|
|
Электроды |
|
|
|
с основным покрытием - УОНИ-13/45, СМ-11, УОНИ-13/55К, ЦУ-5, ЦУ-6, ЦУ-7, УОНИ-13/55, ТМУ-21У, УП-1/55, ИТС-4С, АНО-11, ОЗС-18, АНО-9, АНО-10, ЦУ-8, ТМУ-46, ТМУ-50, КД-11 |
360-400 |
2,0 |
|
с рутиловым и ильменитовым покрытием - АНО-6, АНО-6М, АНО-1, АНО-17, ОЗС-23, МР-3, ОЗС-4, АНО-4, АНО-18, АНО-24, ОЗС - 6, АНО-19, АНО-13, ОЗС-21, АНО-20, ОЗС-22Р, ОЗС-12 |
140-190 |
1,0 |
|
Порошковая проволока |
|
|
|
ПП-АН1 |
150-180 |
1,0 |
|
ПП-АН3, ПП-АН7 |
230-250 |
2,0 |
|
СП-2 |
190-210 |
1,5 |
|
СП-3 |
190-210 |
1,5 |
|
ППТ-13 |
160-180 |
1,0 |
|
ПП-АН11 |
240-250 |
2,0 |
|
Флюсы |
|
|
|
ОСЦ-45, ОСЦ-45М, АН-348А, АН-348АМ, АНЦ-1 |
300-400 |
1,0 |
|
АН-17М, АН-43, АН-47, АН-60 |
400-450 |
2,0 |
|
ФЦ-16 |
600-640 |
4,0 |
|
АН-42, АН-42М |
630-670 |
4,0 |
По истечении указанного срока электроды должны быть перед применением повторно прокалены. Прокалка электродов может проводиться не более трех раз, не считая прокалки при их изготовлении. В случае хранения электродов в сушильном шкафу при температуре 60-100 °С срок использования их не ограничивается.
3.2.6. Перед применением электродов независимо от наличия сертификата должны быть проверены сварочно-технологические свойства каждой партии.
Проверка сварочно-технологических свойств электродов должна поручаться опытному дипломированному сварщику и выполняться в соответствии с пп. 5.7-5.10 ГОСТ 9466. Результаты проверки оформляются актом, форма которого приведена в приложении 15.
Перед выдачей электродов сварщику необходимо убедиться в том, что электроды были прокалены и срок действия прокалки не истек.
Примечание. При наличии на этикетках пачек номера замесов обмазки электродов (в пределах одной партии) рекомендуется проводить контроль сварочно-технологических свойств электродов каждого замеса.
3.2.7. Сварочно-технологические свойства электродов необходимо определять при сварке в потолочном положении одностороннего таврового образца из двух пластин размером 180 ´ 140 мм.
Сварку выполняют в один слой. После сварки таврового образца сварной шов и излом по шву осматривают. Для облегчения разрушения образца следует сделать надрез по середине шва со стороны усиления глубиной 1,5-2 мм.
3.2.8. Толщину пластин и катет шва при сварке тавровых образцов выбирают в зависимости от диаметра электрода:
Диаметр электрода, мм Св. 2 до 3 вкл. Св. 3 до 4 вкл. Св. 4
Толщина пластины, мм 6-10 10-16 14-20
Катет шва, мм 4-5 6-8 8-10
Пластины для проверки сварочно-технологических свойств электродов должны быть изготовлены из стали той марки, для сварки которой могут быть использованы проверяемые электроды в соответствии с табл. 3.2.
3.2.9. Сплошность металла шва, определяемая в изломе образца, должна отвечать требованиям, предъявляемым к сварным соединениям по результатам радиографического контроля (см. приложение 14, табл. П14.3).
3.2.10. Сварочно-технологические свойства электродов должны удовлетворять требованиям ГОСТ 9466. Основные из этих требований следующие:
дуга должна легко зажигаться и стабильно гореть;
покрытие должно плавиться равномерно, без чрезмерного разбрызгивания, отваливания кусков и образования «козырька», препятствующих нормальному плавлению электрода во всех пространственных положениях;
образование «козырька» из покрытия размером более 4 мм и отваливание кусочков нерасплавившегося покрытия от стержня является признаком брака;
образующийся при сварке шлак должен обеспечивать правильное формирование шва и легко удаляться после охлаждения;
в металле шва и наплавленном металле не должно быть трещин.
Для определения размера «козырька» и прочности покрытия отбирается 10-12 электродов из 5-6 пачек и производится их расплавление в вертикальном положении при угле наклона электрода к шву 50-60°. Измерение «козырька» производится от торца стержня электрода до наиболее удаленной части оплавившегося покрытия.
3.2.11. При неудовлетворительных сварочно-технологических свойствах электроды следует повторно прокалить в печи по одному из режимов, указанных в табл. 3.4. Если после повторной прокалки технологические свойства электродов не удовлетворяют приведенным выше требованиям, то данную партию электродов использовать для сварки ответственных металлоконструкций нельзя.
3.3. Сварочная проволока
3.3.1. Для автоматической и механизированной сварки под слоем флюса, а также для механизированной сварки в углекислом газе сталей всех марок, приведенных в п. 1.1.3 настоящего РД, применяется сварочная проволока сплошного сечения по ГОСТ 2246. Области применения сварочной проволоки для этих видов сварки приведены в табл. 3.5, химический состав - в приложении 6.
3.3.2. Для механизированной сварки порошковой проволокой применяются самозащитные порошковые проволоки, изготовленные по ГОСТ 26271 и соответствующим техническим условиям.
3.3.3. Марки порошковой проволоки, которые могут быть применены для сварки металлоконструкций, изготовленных из стали с нормативным пределом текучести не более 375 МПа (стали марок, приведенных в приложении 1, которые соответствуют обозначениям стали до С375Д включительно), указаны в табл. 3.5. Характеристика этих проволок приведена в приложении 7.
Возможность сварки порошковой проволокой более прочных сталей, а также марки порошковой проволоки для их сварки должны быть согласованы с проектной и материаловедческой организациями.
3.3.4. Каждая часть сварочной проволоки, отделенная от бухты (мотка), должна быть снабжена биркой, на которой указывается завод-изготовитель, марка, номер плавки и диаметр проволоки.
3.3.5. Сварочная проволока сплошного сечения должна храниться в условиях, исключающих ее загрязнение или коррозию. Перед употреблением проволока должна быть проконтролирована путем внешнего осмотра на предмет определения чистоты поверхности.
При необходимости проволоку очищают от ржавчины и грязи травлением в 5 % растворе соляной или ингибированной (3 % раствор уротропина в соляной кислоте) кислоты.
Можно очищать проволоку, пропуская ее через специальные механические устройства (в том числе через устройства, заполненные сварочным флюсом, кирпичом, осколками наждачных кругов и войлочными фильтрами). Перед очисткой бухту проволоки рекомендуется прокалить при температуре 150-200 °С в течение 1,5-2 часов.
Разрешается также очищать проволоку наждачной шкуркой или любыми другими способами до металлического блеска. При очистке проволоки нельзя допускать ее резких перегибов (переломов), что может нарушить нормальный процесс подачи проволоки в зону сварки.
3.3.6. Порошковая проволока должна храниться в мотках в специальной таре, предупреждающей ее увлажнение. Перемотку порошковой проволоки производить запрещается.
Каждый моток порошковой проволоки должен быть проконтролирован путем внешнего осмотра на предмет определения чистоты поверхности проволоки, повреждения и переломов оболочки.
Перед применением порошковая проволока должна быть прокалена по режиму, приведенному в табл. 3.4. После прокалки проволока может быть использована в течение пяти суток, если она хранится в соответствии с требованиями п. 1.3.16 настоящего РД. По истечении указанного срока порошковую проволоку перед применением следует вновь прокалить.
3.3.7. Каждая партия порошковой проволоки перед применением должна быть проверена на сварочно-технологические свойства путем наплавки валика на пластину и визуального контроля поверхности валика на наличие трещин, пор и неровностей. Наплавка валика производится на пластину толщиной 14-18 мм из углеродистой стали в нижнем положении по режиму, предписанному для данной марки проволоки. Сварочно-технологические свойства считаются удовлетворительными, если: на поверхности валика не будет обнаружено трещин; максимальный размер поры не превышает 1,2 мм, а число пор на любых 100 мм протяженности валика не превышает 5; глубина чешуйчатости не превышает 1,5 мм.
Таблица 3.5
Область применения сварочной проволоки и флюса
|
Группы конструкций в климатических районах (определяется проектом и проставляется в чертежах КМ) |
Обозначение стали (характеристика стали по пределу текучести) |
Марки проволоки и флюса для сварки |
|||
|
под флюсом |
в углекислом газе или в его смеси с аргоном |
порошковой проволокой |
|||
|
проволока |
флюс |
||||
|
Группы 2, 3 и 4 - во всех районах, кроме I1, I2, II2 и II3 |
С235, С245, С255, С275, С285 |
Св-08А, Св-08АА, Св-08ГА |
ОСЦ-45, ОСЦ-45М, АН-348А, АН-348АМ, АН-42, АН-42М, АН-60, ФЦ-16, АНЦ-1 |
Св-08Г2С, Св-08ГС |
ПП-АН1, ПП-АН3, ПП-АН7, СП-2, СП-3, ППТ-13, ПП-АН11 |
|
Св-06А, Св-08ГСМТ |
АН-42, АН-42М |
||||
|
Св-08ГС, Св-10Г2 |
ФЦ-16 |
||||
|
0345, С345Т, С345Д, С375, С375Т, С375Д |
Св-08ГА, Св-10ГА, Св-10Г2, Св-08ГС |
ОСЦ-45, ОСЦ-45М, АН-348А, АН-348АМ, АН-60, АНЦ-1 |
Св-08Г2С, Св-08ГС |
ПП-АН3, ПП-АН7, СП-2, СП-3, ПП-АН11 |
|
|
Св-10НМА |
АН-43 |
||||
|
Св-10Г2, Св-08ГА, Св-10ГА, Св-10НМА |
АН-47, АН-17М, АН-348А |
||||
|
С345К |
Св-08Х1ДЮ |
АН-348А |
Св-08ХГ2СДЮ |
- |
|
|
С390, С390Д, С390Т, С390К, С440, С440Д |
Св-10НМА, Св-10Г2, Св-08ГА, Св-10ГА |
АН-47, АН-17М, АН-348А |
Св-08Г2С |
- |
|
|
Группа 1 во всех районах, группы 2, 3 и 4 - в районах I1, I2, II2 и II3 |
С235, С245, С255, С275, С285 |
Св-08А, Св-08АА, Св-08ГА |
ОСЦ-45, АН-348А, АН-348АМ, АН-42, АН-42М, ФЦ-16, АНЦ-1 |
Св-08Г2С, Св-08ГС |
ПП-АН3, ПП-АН7, СП-2, СП-3, ПП-АН11 |
|
Св-08ГСМТ |
АН-42, АН-42М |
||||
|
Св-08ГС, Св-10Г2 |
ФЦ-16 |
||||
|
С345, С345Т, С345Д, С375, С375Т, С375Д |
Св-10НМА |
АН-43 |
Св-08Г2С |
- |
|
|
Св-10Г2, Св-08ГА, Св-10ГА, Св-10НМА |
АН-47, АН-17М, АН-348А |
||||
|
С345К |
Св-08Х1ДЮ |
АН-348А |
Св-08ХГ2СДЮ |
- |
|
|
С390, С390Д, С390Т, С390К, С440, С440Д |
Св-10Г2, Св-08ГА, Св-10ГА, Св-10НМА |
АН-47, АН-17М, АН-348А |
Св-08Г2С |
- |
|
Примечания. 1. Флюсы ОСЦ-45М и АН-348АМ рекомендуется применять только для механизированной сварки.
2. Применение флюсов AH-348A и АН-348АМ для сварки сталей С345 и более прочных требует проведения дополнительного контроля механических свойств металла шва при сварке элементов всех толщин для конструкций в климатических районах I1, I2, II2, II3 и толщин свыше 32 мм - в остальных климатических районах.
3. Для сварки сталей С390, С390Д, С390К, С390Т применяется проволока марки СВ-08ГА и СВ-10ГА.
4. Проволока марки Св-08Х1ДЮ поставляется по ТУ 14-1-1148-75, марки Св-08ХГ2СДЮ - по ТУ 14-1-3665-83.
5. Флюс АНЦ-1 поставляется по ТУ 108.1424-86, остальные - по ГОСТ 9087.
3.4. Газы
3.4.1. Для механизированной сварки в углекислом газе в качестве защитного газа должна применяться газообразная или жидкая двуокись углерода высшего и первого сорта по ГОСТ 8050.
По физико-химическим показателям газообразная и жидкая двуокись углерода (углекислый газ - СО2) должна удовлетворять нормам, указанным в приложении 8.
3.4.2. Хранение и транспортировка двуокиси углерода под давлением производится в стальных баллонах по ГОСТ 949 вместимостью до 50 дм3 рабочим давлением 200 ·102 кПа (200 кгс/см2) при температуре окружающего воздуха рабочей зоны не выше плюс 60 °С и коэффициенте заполнения 0,72 кг/дм3. Баллоны, поступающие от потребителей, должны иметь остаточное давление двуокиси углерода не ниже 4×102 кПа (4 кгс/см2).
3.4.3. Двуокись углерода перед поступлением в горелку должна просушиваться путем пропускания через осушитель и иметь точку росы не выше минус 34 °С.
Для наполнения осушителей применяются обезвоженный медный купорос, силикагель по ГУМХП-1800-50, едкий калий (КОН), хлористый кальций (СаСl2) и др.
3.4.4. Для газовой ацетилено-кислородной резки должен использоваться газообразный кислород 1-го, 2-го и 3-го сорта по ГОСТ 5583.
3.4.5. В качестве горючего газа для газовой резки должен применяться пропан-бутан или растворенный и газообразный технический ацетилен по ГОСТ 5457. Ацетилен поставляется потребителю в баллонах или получается на месте из карбида кальция. Карбид кальция должен отвечать требованиям ГОСТ 1460. Пропан-бутан поставляется в жидком виде в баллонах под давлением 16 кгс/см2.
3.4.6. Газы для сварки и резки разрешается хранить в баллонах на открытой огражденной площадке под навесом.
3.5. Флюс для автоматической и механизированной сварки
3.5.1. Для автоматической и механизированной сварки под флюсом металлоконструкций следует применять флюсы, приведенные в табл. 3.4 настоящего РД.
3.5.2. Флюс должен храниться на складе, отвечающем требованиям п. 1.3.16.
3.5.3. Перед применением флюс должен быть прокален по режиму, приведенному в стандарте, паспорте или технических условиях. В случае отсутствия таких указаний следует руководствоваться табл. 3.4. После прокалки флюс можно использовать в течение 15 суток при условии хранения его в соответствии с требованиями п. 1.3.16 настоящего РД. По истечении этого срока флюс перед применением следует вновь прокалить.
3.5.4. Перед выдачей флюса на производство необходимо убедиться в том, что он был подвергнут прокалке и срок действия прокалки не истек.
4. СВАРОЧНОЕ ОБОРУДОВАНИЕ И ПРИБОРЫ ДЛЯ ДЕФЕКТОСКОПИИ
4.1. Оборудование для сварки и резки, аппаратура для дефектоскопии, контрольно-измерительные приборы (амперметры, вольтметры и др.), поставляемые отдельно от оборудования, и сборочно-сварочная оснастка (называемые в дальнейшем «оборудование») должны иметь паспорт завода-изготовителя, подтверждающий пригодность данного экземпляра оборудования для предназначенной работы.
Оборудование, применяемое для сварки и резки, должно обеспечивать заданные ПТД режимы, а также контроль параметров режима.
4.2. Оборудование перед использованием должно быть проконтролировано на: наличие паспорта завода-изготовителя, комплектность и исправность, действие срока последней проверки и госповерки (для аппаратуры и приборов, подлежащих госповерке).
4.3. На каждом предприятии - владельце оборудования (монтажном участке или площадке) должны быть составлены графики осмотров, проверок, профилактических (текущих) и капитальных ремонтов оборудования, поверок средств измерений, утвержденные главным инженером предприятия. В графиках, помимо сроков (дат) контроля и ремонта, указываются фамилии лиц, ответственных за проведение этих операций.
Периодичность осмотров, проверок, ремонтов должна соответствовать требованиям паспортов или других документов.
Основные требования к организации и порядку проведения поверки средств измерений должны соответствовать ГОСТ 8.513.
Для сварочного оборудования может быть принята периодичность осмотра и ремонта, указанная в табл. 4.1.
Каждый раз перед началом работы производится проверка оборудования лицом, которое будет работать на этом оборудовании.
4.4. Все вновь полученные, а также отремонтированные аппараты для дефектоскопии и контрольно-измерительные приборы подлежат настройке и проверке правильности их показаний. Результаты проверки, а также данные о характере ремонта должны быть зафиксированы в паспорте (формуляре) прибора или журнале учета состояния оборудования. Проверку дефектоскопов должен производить дефектоскопист не ниже 5-го разряда.
Таблица 4.1
Периодичность осмотра и ремонта сварочного оборудования
|
Вид обслуживания и межремонтные сроки |
|||
|
осмотр |
текущий ремонт |
капитальный ремонт |
|
|
Сварочные трансформаторы и выпрямители |
2 раза в месяц |
4 раза в год |
1 раз в 3 года |
|
Сварочные преобразователи |
еженедельно |
6 раз в год |
1 раз в 2 года |
|
Сварочные автоматы и полуавтоматы |
ежедневно |
4 раза в год |
1 раз в 2 года |
4.5. Сварочные установки (источники питания, автоматы, полуавтоматы) должны быть снабжены исправной контрольно-измерительной аппаратурой или другими устройствами, предусмотренными конструкцией данной установки. Для периодического контроля величины сварочного тока можно пользоваться переносным амперметром.
4.6. Все обнаруженные при проверке оборудования неисправности должны быть устранены до начала выполнения на нем производственных операций.
4.7. На каждом предприятии (организации) необходимо вести журнал учета состояния оборудования, в котором фиксируют результаты его ремонта и проверки.
4.8. Ручная дуговая сварка стальных конструкций может производиться в зависимости от марки применяемых электродов переменным или постоянным током (см. табл. 3.3).
В качестве источника питания переменным током используются однопостовые сварочные трансформаторы, технические характеристики которых приведены в приложении 9.
Для питания сварочной дуги постоянным током применяются однопостовые и многопостовые источники питания в виде преобразователей и выпрямителей. Технические характеристики наиболее распространенных источников питания постоянного тока приведены в приложении 10.
При сварке постоянным током для регулирования величины тока в сварочную цепь должен включаться балластный реостат типов РБ-201, РБ-300, РБГ-502 и др.
4.9. Для сварки порошковой проволокой применяются полуавтоматы, техническая характеристика которых приведена в приложении 11.
Сварка порошковой проволокой ведется с применением источников питания постоянного тока с жесткой характеристикой (см. приложение 10). Выбор мощности источника зависит от марки порошковой проволоки и допускаемого для данной марки максимального тока.
Многопостовые выпрямители применяются для одновременного питания постоянным током 6, 9 и 12 постов.
4.10. Для механизированной сварки в углекислом газе применяются полуавтоматы, техническая характеристика которых приводится в приложении 11. Для питания сварочным током используются источники с жесткой внешней характеристикой, как и при сварке порошковой проволокой.
Техническая характеристика автоматов для сварки под флюсом или в защитных газах плавящимся электродом и источники питания к ним приведены в приложении 12.
4.11. Колебания напряжения сети, к которому подключено сварочное оборудование, не должны превышать ±5 % от минимального значения.
4.12. Контроль значений сварочного тока следует производить периодически переносными или стационарно установленными амперметрами.
5. ПОДГОТОВКА И СБОРКА ИЗДЕЛИЙ ПОД СВАРКУ
5.1. Все поступающие на укрупнительную площадку изделия и элементы конструкции должны быть до начала сборки проверены мастером (или другим ответственным лицом) на наличие клейм, маркировки, а также сертификатов завода-изготовителя, подтверждающих соответствие материалов их назначению.
Детали под сварку должны поступать обработанными в соответствии с требованиями настоящего РД, чертежей и технологических процессов на их изготовление. При отсутствии клейм, маркировки или сертификатов изделия и элементы конструкций к дальнейшей обработке не допускаются.
5.2. Конструктивные элементы подготовки кромок, размеры зазоров при сборке сварных соединений, а также выводных планок и предельные отклонения размеров сечения швов должны соответствовать требованиям рабочих чертежей, а при их отсутствии - величинам, указанным в ГОСТ 5264, ГОСТ 8713, ГОСТ 14771, ГОСТ 11534 на швы сварных соединений.
Все местные уступы и неровности, имеющиеся на собираемых деталях и препятствующие их соединению в соответствии с требованиями чертежей, надлежит до сборки устранять зачисткой в виде плавных переходов с помощью абразивного круга или напильника.
на элементах из сталей С235 до С285 - до удаления следов резки;
на элементах из сталей С345 до С375 - с удалением слоя толщиной не менее 1 мм;
на элементах из сталей С390 и С440 - с удалением слоя толщиной не менее 2 мм.
Поверхности кромок не должны иметь надрывов и трещин.
При обработке абразивным инструментом следы зачистки должны быть направлены вдоль кромок.
5.4. Правка металла должна производиться способами, исключающими образование вмятин, забоин и других повреждений поверхности.
Места правки (подгонки) можно подогревать нейтральным пламенем газовой горелки до температуры 450-600 °С.
5.5. Огневую резку кромок деталей сталей С345 и более прочных при температуре окружающего воздуха ниже минус 15 °С нужно проводить с предварительным подогревом металла в зоне реза до 100 °С.
Предварительный подогрев может выполняться ручными газовыми резаками или горелками.
5.6. Непосредственно перед сборкой кромки и прилегающие к ним участки на ширину 20 мм при ручной или механизированной дуговой сварке и не менее 50 мм при автоматической сварке, а также места примыкания начальных и выводных планок должны быть тщательно зачищены от окалины, грязи, краски, масла, ржавчины, влаги, снега и льда.
5.7. Все поступающие на сборку конструкции (элементы) и детали должны иметь маркировку и сопроводительную документацию, подтверждающую их приемку отделом (службой) технического контроля. Способ маркировки указывается в ПТД.
5.8. В процессе сборки должно быть исключено попадание влаги, масла и других загрязнений в разделку соединений и на прилегающие поверхности.
5.9. Сборка элементов (деталей) в плоскостные и пространственные конструкции на сборочной площадке должна производиться на стеллажах или стендах с применением сборочных приспособлений, обеспечивающих требуемую точность сборки.
В монтажной практике для сборки конструкций применяют главным образом фиксирующие, стягивающие и распорные устройства. Наиболее распространенные приспособления этого типа приведены в приложении 13.
Длина прихваток должна быть не менее 50 мм и расстояние между ними не более 500 мм, а в конструкциях из стали с пределом текучести 440 МПа длина прихваток должна быть не менее 100 мм, расстояние между прихватками не более 400 мм. Высота прихватки должна составлять 0,3-0,5 высоты будущего шва, но не менее 3 мм.
Катет шва прихваток под ручную дуговую сварку угловых и тавровых соединений должен быть равен катету шва, установленному рабочей документацией. В этом случае прихватки последующей переплавке не подлежат.
Катет шва прихваток под автоматическую и механизированную сварку должен быть 3-5 мм и при наложении основного шва прихватка должна быть переплавлена.
Запрещается наложение прихваток у кромок, не подлежащих сварке, в местах пересечения швов и на краях будущих швов.
Прихватки должны выполняться сварщиками, имеющими допуск на сварку подобных изделий, и по возможности теми, кто будет сваривать данное соединение, теми же сварочными материалами, которые будут применяться для сварки основных швов.
5.11. Прихватки должны быть полностью перекрыты и по возможности переварены при наложении основного шва.
Прихватки выполняются на режимах, рекомендованных для сварки таких швов. Прихватки должны быть зачищены от шлака и проконтролированы. К качеству прихваток предъявляются такие же требования, как и к основному сварному шву. Прихватки, имеющие недопустимые дефекты, следует удалять механическим способом.
В сварных соединениях, осуществляемых полуавтоматами, прихватки могут выполняться электродами, обеспечивающими заданную прочность шва, или механизированной сваркой.
Необходимость и режим предварительного подогрева при наложении прихваток определяются теми же критериями, что и при сварке основного шва (см. п. 6.1.14 настоящего РД).
5.12. Не допускается переносить и кантовать тяжелые и крупногабаритные конструкции и их элементы, собранные только на прихватках, без применения приспособлений, обеспечивающих неизменяемость их формы. После кантовки или транспортировки собранного на прихватках элемента (конструкции) последний подвергается контролю на соответствие геометрических размеров требованиям чертежей.
При сборочных работах запрещаются ударные воздействия на сварные конструкции из сталей:
с пределом текучести 390 МПа (40 кгс/мм2) и менее - при температуре ниже минус 25 °С;
с пределом текучести свыше 390 МПа (40 кгс/мм2) - при температуре ниже 0 °С.
5.13. При совмещении установки временных креплений и прихваток наложение последних следует производить после приварки креплений.
5.14. Приварку вспомогательных элементов (временных технологических креплений, строповочных устройств и др.) следует выполнять ручной дуговой или механизированной сваркой в углекислом газе с использованием сварочных материалов, указанных в табл. 3.2 и 3.5.
5.15. Приварка вспомогательных элементов в разделку шва не допускается, они должны привариваться на расстоянии не менее 30 мм от кромки разделки (шва).
Перед приваркой вспомогательных элементов места наложения сварных швов должны быть зачищены.
Места приварки строповочных устройств должны быть указаны в чертеже или ПТД.
Удаление приваренных сборочных и монтажных приспособлений следует производить огневой резкой или механическим способом без повреждения основного металла и применения ударных воздействий. Места их приварки необходимо зачистить заподлицо с основным металлом, недопустимые дефекты исправить.
Необходимость удаления сборочных болтов в монтажных сварных соединениях после окончания сварки определяет монтажная организация.
6. ТЕХНОЛОГИЯ СВАРКИ
6.1. Общие указания
6.1.1. К сварке металлоконструкций следует приступать после приемки сборочных работ мастером по сварке или другим ответственным лицом, а также после проверки условий производства работ и выполнения организационных мероприятий по обеспечению безопасности производства работ (защита от атмосферных осадков, наличие площадок, лесов, подмостей, приставных лестниц и т.д.).
Сварку конструкций при укрупнении и в проектном положении следует проводить после проверки правильности сборки.
6.1.2. Последовательность выполнения сварных швов должна быть такой, чтобы обеспечивались минимальные деформации конструкции и предотвращались появления трещин в сварных соединениях.
Сварка сложных узлов металлоконструкций (двутавровых балок большого сечения, монтажных стыков подкрановых балок, узлов соединения балок с колоннами и др.) должна выполняться по технологическим картам или инструкциям, в которых указаны последовательность наложения швов и приемы, обеспечивающие минимальные деформации и остаточные напряжения в конструкции.
6.1.3. Сварку необходимо выполнять на стабильном режиме. Допускаемые отклонения принятых значений силы сварочного тока и напряжения на дуге не должны превышать ±5 % от номинальных.
6.1.4. Подключение постов автоматической и механизированной сварки, а также однопостовых источников питания дуги должно быть произведено к распределительным шкафам (сборкам), соединенным с подстанцией отдельным фидером.
Подключение к этим шкафам грузоподъемных механизмов не допускается.
Источник сварочного тока должен подключаться к сети через индивидуальную пусковую аппаратуру (электромагнитный пускатель, рубильник).
6.1.5. Швы длиной более 1 м, выполняемые ручной или механизированной сваркой, следует сваривать обратноступенчатым способом (рис. 6.1, а).
При толщине стали 15-20 мм и более рекомендуется применять сварку способом «двойного слоя» (рис. 6.1, б). Заваривают на участке I длиной 250-300 мм первый слой шва 1, быстро счищают (после потемнения) с него шлак и заваривают на этом же участке второй слой 2. Затем в таком же порядке заваривают участки II, III и т.д. Сварку второго слоя выполняют по горячему первому слою. Остальные слои (валики) выполняют обычным обратноступенчатым способом.
Сварка листовых объемных конструкций из стали толщиной более 20 мм, особенно из стали с пределом текучести 390 МПа и более, должна производиться способами, обеспечивающими уменьшение скорости охлаждения - каскадом или «горкой» (рис. 6.1, в, г).
Рис. 6.1. Схемы сварки обратноступенчатым способом (а), способом «двойного слоя» (б), горкой (в) и каскадом (г)
6.1.6. При изготовлении металлоконструкций следует по возможности создавать условия для наиболее удобного выполнения сварных соединений: в нижнем положении, с поворотом изделия; тавровые соединения предпочтительно выполнять «в лодочку» с кантовкой или поворотом изделия.
6.1.7. При сварке перекрещивающихся швов в первую очередь следует сваривать швы, выполнение которых не создает жесткого контура для остальных швов. Нельзя прерывать сварку в месте пересечения и сопряжения швов.
Стыковые швы должны выполняться в первую очередь, а угловые швы - во вторую.
6.1.8. При перерыве процесса сварки под флюсом возобновлять сварку можно только после очистки конца шва на длине не менее 50 мм и кратера от шлака; этот участок и кратер следует перекрыть швом.
6.1.9. При ручной дуговой и механизированной сварке сварные швы необходимо выполнять многослойным способом слоями высотой 4-6 мм; каждый слой шва перед наложением последующего слоя должен быть очищен сварщиком от шлака и брызг металла, после чего нужно провести визуальный контроль поверхности шва. Участки слоев шва с порами, раковинами и трещинами должны быть удалены механическим способом. Допускается выборка дефектного участка огневым способом с последующей механической зачисткой мест выборки.
6.1.10. При многослойной сварке разбивать шов на участки следует с таким расчетом, чтобы стыки участков («замки» швов) в соседних слоях не совпадали, а были смещены на величину не менее 20 мм.
6.1.11. При двусторонней ручной или механизированной сварке стыковых, угловых и тавровых соединений необходимо перед выполнением шва с обратной стороны удалить корень шва до чистого бездефектного места.
6.1.12. Придание угловым швам вогнутого профиля и плавного перехода к основному металлу, а также выполнение стыковых швов без усиления (если это предусмотрено чертежами КМД), как правило, осуществляют подбором режимов сварки и соответствующим пространственным расположением свариваемых деталей или механизированной зачисткой абразивным инструментом. Механическая обработка швов производится способами, не оставляющими на их поверхности зарубок, надрезов и других дефектов.
6.1.13. При температуре окружающего воздуха ниже 0 °С ручную дуговую сварку металлоконструкций независимо от марки свариваемой стали следует выполнять электродами с основным (фтористо-кальциевым) типом покрытия.
6.1.14. Ручную и механизированную дуговую сварку стальных конструкций разрешается производить без подогрева при температуре окружающего воздуха, приведенной в табл. 6.1, автоматическую сварку под флюсом - при температуре окружающего воздуха, приведенной в табл. 6.2. При более низкой температуре окружающего воздуха сварку надлежит производить с предварительным местным подогревом металла до 120-160 °С в зоне шириной не менее 100 мм с каждой стороны соединения.
6.1.15. Места приварки монтажных приспособлений к элементам конструкций из стали толщиной более 25 мм с пределом текучести 390 МПа (40 кгс/мм2) и более необходимо предварительно подогреть до 120-160°.
6.1.16. При температуре окружающего воздуха ниже минус 5 °С сварку шва следует производить без перерыва, за исключением времени, необходимого на смену электрода или электродной проволоки и зачистку шва в месте возобновления сварки.
Таблица 6.1
Температура окружающего воздуха, при которой разрешается производить ручную и механизированную сварку стальных конструкций без подогрева
|
Максимально допустимая температура окружающего воздуха, °С, при сварке конструкций |
|||||
|
решетчатых |
листовых объемных и сплошно-стенчатых |
решетчатых |
листовых объемных и сплошно-стенчатых |
решетчатых и листовых |
|
|
из стали |
|||||
|
углеродистой |
низколегированной с пределом текучести, МПа (кгс/мм2) |
||||
|
£ 390(40) |
> 390(40) |
||||
|
До 16 |
-30 |
-30 |
-20 |
-20 |
-15 |
|
Св. 16 до |
|
|
|
|
0 |
|
25 |
-30 |
-20 |
-10 |
0 |
При толщине более 25 мм предварительный местный подогрев следует производить независимо от температуры окружающего воздуха |
|
Св. 25 до 30 |
-30 |
-20 |
-10 |
0 |
|
|
Св. 30 до 40 |
-10 |
-10 |
0 |
+5 |
|
|
Св. 40 |
0 |
0 |
+5 |
+10 |
|
Таблица 6.2
Температура окружающего воздуха, при которой разрешается производить автоматическую сварку под флюсом стальных конструкций без подогрева
|
Максимально допустимая температура окружающего воздуха, °С, при сварке конструкций из стали |
||
|
углеродистой |
низколегированной |
|
|
До 30 Св. 30 |
-30 |
-20 |
|
-20 |
-10 |
|
6.1.17. После окончания сварки со шва и околошовной зоны должен быть удален шлак, наплывы и брызги металла. Удаление шлака должно производиться после остывания шва (через 1 - 2 минуты после потемнения). Приваренные сборочные приспособления надлежит удалять без применения ударных воздействий и повреждения основного металла, а места их приварки - зачистить до основного металла с удалением всех дефектов. Снятие усиления, зачистку корня шва, лицевой стороны шва и мест установки выводных планок рекомендуется осуществлять с помощью высокооборотных электрических шлифовальных машинок с абразивным кругом. При этом риски от абразивной обработки металла должны быть направлены вдоль кромок свариваемых деталей.
Допускаемые отклонения размеров сечения швов сварных соединений от проектных не должны превышать величин, указанных в соответствующих ГОСТ.
6.1.18. Сваренное соединение должно быть заклеймено в соответствии с требованиями п. 1.3.21 настоящего РД.
6.2. Технология ручной дуговой сварки
6.2.1. Для сварки металлоконструкций должны применяться электроды диаметром 2,5-6 мм. Марка электрода подбирается по табл. 3.2 и 3.3, диаметр - в зависимости от толщины свариваемого металла и положения шва в пространстве. Для сварки корневых слоев шва и для подварки шва с обратной стороны следует применять электроды диаметром 2,5-4 мм.
6.2.2. Режим сварки определяется в зависимости от диаметра электрода и положения шва в пространстве и должен уточняться для каждого конкретного случая. Ориентировочные данные по величине сварочного тока приведены в табл. 6.3.
Для каждой марки электрода режим необходимо уточнять при пробной сварке. Потолочный участок шва следует выполнять электродами диаметром не более 4 мм.
6.2.3. Ручную дуговую сварку допускается выполнять от многопостовых (централизованная разводка) или однопостовых сварочных источников питания.
Таблица 6.3
Ориентировочные значения сварочного тока для электродов различных диаметров при сварке в нижнем положении
|
Диаметр электрода, мм |
Ток, А |
|
|
Основное |
|
|
|
(электроды УОНИ-13/55, ЦУ-5, ТМУ-21У, ЦУ-7, ИТС-4С и др.) |
3 |
90-110 |
|
4 |
120-170 |
|
|
5 |
170-210 |
|
|
6 |
200-290 |
|
|
Рутиловое |
|
|
|
(электроды ОЗС-4, АНО-6, МР-3, ОЗС-6 и др.) |
3 |
90-130 |
|
4 |
140-190 |
|
|
5 |
180-230 |
|
|
6 |
220-300 |
Примечание. При вертикальном и потолочном положениях шва ток должен быть уменьшен на 10-20 %.
При выборе источника питания следует принимать во внимание, что электроды АНО-6, АНО-1, АНО-17, МР-3 и др., помеченные звездочкой в табл. 3.3, допускают производство сварки как на переменном, так и на постоянном токе обратной полярности (+ на электроде), а остальные марки электродов - только на постоянном токе обратной полярности.
6.2.4. Сварка ведется на возможно короткой дуге. Перед гашением дуги сварщик должен заполнить кратер путем нескольких частых коротких замыканий электрода и вывести место обрыва дуги на шов на расстоянии 8-10 мм от его конца. Последующее зажигание дуги производится на металле шва на расстоянии 12-15 мм от кратера.
6.3. Технология механизированной сварки в углекислом газе и порошковой самозащитной проволокой
6.3.1. Механизированная сварка в углекислом газе и порошковой проволокой производится с помощью шланговых полуавтоматов. Техническая характеристика некоторых из этих полуавтоматов приведена в приложении 11.
В качестве источников питания используются преобразователи или выпрямители с жесткой или пологопадающей вольтамперной характеристикой. Сварка ведется на постоянном токе обратной полярности.
6.3.2. Марка сварочной проволоки должна подбираться в соответствии с указаниями, приведенными в подразделе 3.3 настоящего РД.
Для механизированной монтажной сварки в углекислом газе используется главным образом проволока диаметром 1,0-1,6 мм. Проволока диаметром 1,8-2,5 мм может применяться для сварки изделий в нижнем положении.
6.3.3. Требования к подготовке кромок и сборке элементов под механизированную сварку такие же, как под ручную дуговую сварку.
6.3.4. Ориентировочные режимы механизированной сварки в углекислом газе приведены в табл. 6.4, порошковой проволокой - в табл. 6.5 и 6.6. Уточнение режима должно производиться при сварке пробных соединений.
6.3.5. Техника механизированной сварки в углекислом газе и порошковой проволокой мало чем отличается от ручной дуговой сварки.
Сварку металла толщиной до 5 мм рекомендуется выполнять «углом вперед», при большей толщине - «углом назад».
Механизированную сварку в углекислом газе вертикальных швов металла толщиной до 5 мм следует вести сверху вниз, при большей толщине металла - снизу вверх.
Схемы расположения и движения горелки при механизированной сварке порошковой проволокой приведены на рис. 6.2.
6.4. Основные положения технологии автоматической сварки под флюсом
6.4.1. В качестве сварочного аппарата для автоматической сварки под флюсом могут быть использованы подвесные головки или сварочные тракторы. На строительной площадке для изготовления и укрупнения металлоконструкций чаще применяются сварочные тракторы. Техническая характеристика некоторых из них приведена в приложении 12.
6.4.2. Автоматическая сварка под флюсом может производиться как на переменном, так и на постоянном токе обратной полярности.
Таблица 6.4
Ориентировочные режимы механизированной сварки в углекислом газе (постоянный ток, обратная полярность, нижнее положение шва)
|
Толщина металла, мм |
Диаметр проволоки, мм |
Сварочный ток, А |
Напряжение, В |
Скорость сварки, м/ч |
Вылет электрода, мм |
Расход газа, л/мин |
|
|
Стыковое, без скоса кромок |
4 |
1,2-1,6 |
200-350 |
23-32 |
25-120 |
12-20 |
8-12 |
|
6 |
1,2-2,0 |
250-420 |
25-36 |
25-70 |
12-20 |
10-16 |
|
|
10 |
1,2-2,5 |
320-450 |
29-38 |
20-45 |
12-25 |
12-16 |
|
|
14 |
1,2-2,5 |
380-500 |
33-40 |
15-25 |
15-25 |
12-16 |
|
|
Стыковое, угол скоса кромок 30° |
16 |
1,4-2,5 |
380-500 |
33-40 |
16-25 |
15-25 |
12-16 |
|
18 |
1,6-2,5 |
380-500 |
33-40 |
12-25 |
18-25 |
12-18 |
|
|
20 |
1,6-2,5 |
450-500 |
36-40 |
18-20 |
18-25 |
12-18 |
|
|
Тавровое, без разделки кромок |
Катет шва 5-8 |
1,2-2,5 |
200-350 |
22-32 |
18-40 |
12-20 |
7-12 |
Примечание. При сварке в потолочном и вертикальном положениях величина тока должна быть уменьшена на 15-20 %.
Таблица 6.5
Ориентировочные режимы механизированной сварки порошковой проволокой (проволока марки СП-3 диаметром 2,6 мм, постоянный ток, обратная полярность, нижнее положение шва)
|
Толщина металла, мм |
Номер слоя |
Скорость подачи проволоки, м/ч |
Сварочный ток, А |
Напряжение, В |
Вылет электрода, мм |
|
|
Стыковое, без скоса кромок |
|
|
|
|
|
|
|
одностороннее |
3-6 |
1 |
236 |
240-270 |
25-27 |
40-50 |
|
двустороннее |
3-10 |
1 |
236 |
260-280 |
25-27 |
40-50 |
|
2 |
265 |
300-320 |
26-29 |
40-50 |
||
|
Стыковое, со скосом кромок двустороннее |
8-30 |
1 |
265 |
300-320 |
26-29 |
60-70 |
|
2 и последующие |
435 |
380-410 |
28-32 |
40-50 |
||
|
Тавровое, без скоса кромок |
3-40 |
1 |
236-265 |
240-280 |
25-29 |
60-80 |
|
2 и последующие |
237-435 |
320-420 |
27-33 |
50-70 |
||
|
Тавровое, с двусторонним скосом одной кромки |
12-60 |
1 |
265 |
300-320 |
26-29 |
60-80 |
|
2 и последующие |
435 |
380-410 |
28-32 |
50-70 |
Примечание. При сварке в потолочном и вертикальном положениях величина тока должна быть уменьшена на 15-20 %.
Таблица 6.6
Ориентировочные режимы механизированной сварки порошковой проволокой ППТ-13 (вылет электрода - 15-30 мм)
|
Диаметр проволоки, мм |
Толщина свариваемого металла, мм |
Режим сварки |
|||
|
скорость подачи, м/ч |
сварочный ток, А |
напряжение дуги, В |
|||
|
Нижнее |
1,8 |
2-5 |
90-140 |
80-130 |
20-23 |
|
6 и более |
160-320 |
150-300 |
24-28 |
||
|
1,6 |
2-5 |
90-150 |
70-130 |
19-23 |
|
|
6 и более |
180-300 |
150-250 |
22-27 |
||
|
Горизонтальное |
1,8 |
5-6 |
90-130 |
80-120 |
18-22 |
|
8 и более |
160-270 |
150-150 |
21-27 |
||
|
1,6 |
4-5 |
90-140 |
60-120 |
18-22 |
|
|
6 и более |
150-250 |
130-220 |
21-27 |
||
|
Вертикальное |
1,8 |
10 |
90-130 |
80-120 |
19-23 |
|
12 и более |
110-160 |
100-150 |
20-24 |
||
|
1,6 |
10 |
100-140 |
80-120 |
19-22 |
|
|
12 и более |
120-170 |
100-160 |
19-24 |
||
|
Потолочное |
1,6 |
10 |
100-140 |
80-120 |
19-22 |
|
12 и более |
120-170 |
100-150 |
19-23 |
||
Рис. 6.2. Положение горелки при механизированной сварке порошковой проволокой стыковых (а) и тавровых (б) соединений в нижнем положении и стыковых соединений с вертикальным швом (в)
6.4.3. Конструкция сварных соединений и режим автоматической сварки под флюсом должны соответствовать технологическому процессу, разработанного применительно к конкретным свариваемым изделиям, сборочно-сварочной оснастке и сварочному оборудованию с учетом требований настоящего раздела РД.
6.4.4. Для автоматической сварки под флюсом стыков металлоконструкций из углеродистых и низколегированных сталей должна применяться сварочная проволока сплошного сечения. Область применения проволоки и флюса приведена в табл. 3.5.
6.4.5. Собранные стыки должны прихватываться ручной дуговой сваркой углеродистыми электродами диаметром не более 4 мм или механизированной сваркой. Число и размеры прихваток должны соответствовать требованиям п. 5.10 настоящего РД.
6.4.6. Начало и конец шва должны выводиться за пределы свариваемых деталей на начальные и выводные планки. Эти планки удаляются огневой резкой после окончания сварки. Места, где были установлены планки, следует зачищать. Зажигать дугу и выводить кратер на основной металл конструкции за пределы шва запрещается.
6.4.7. При многопроходной сварке каждый слой шва перед наложением последующего слоя должен быть тщательно очищен от шлака с помощью металлической щетки или зубила. «Замки» соседних слоев должны отстоять друг от друга на расстоянии не менее 50 мм.
6.4.8. Автоматическую сварку конструкций разрешается производить без подогрева в случаях, указанных в табл. 6.2. Сварка при температуре ниже указанной в табл. 6.2 может производиться только на повышенных режимах, обеспечивающих увеличение тепловложения и снижение скорости охлаждения.
7. ПРИМЕРЫ СВАРКИ ХАРАКТЕРНЫХ УЗЛОВ МЕТАЛЛОКОНСТРУКЦИЙ ЗДАНИЙ
7.1. Наиболее распространенные стыки поясов ферм приведены на рис. 7.1. Стыки с прямыми и косыми швами (рис. 7.1, а, б) наиболее целесообразно использовать для элементов, работающих на растяжение и сжатие при статических и динамических нагрузках. Для усиления стыков с прямым швом применяют накладки (рис. 7.1, в). На рис. 7.1, г приведена конструкция соединения элементов через прокладку тавровыми швами, используемого в элементах, работающих на сжатие.
7.2. На рис. 7.2 приведена схема сварки монтажного стыка двутавровой балки с разнесенными швами поясов. После сборки и прихватки стыка производится сварка шва 1, соединяющего стенку балки. При длине шва более 500 мм сварка его должна производиться обратноступенчатым способом. Затем свариваются швы 2 и 3 поясов балки, которые следует накладывать от середины к краям пояса. Последними свариваются швы 4 и 5, соединяющие стенку с полками, которые не были доварены при изготовлении балки. Стрелками на рис. 7.2 показано направление сварки швов 4 и 5; при длине этих швов более 500 мм сварка должна вестись обратноступенчатым способом.
Рис. 7.1. Конструкции стыков поясов фермы
Рис. 7.2. Сварка монтажного стыка двутавровой балки
7.3. Последовательность сварки монтажного стыка подкрановой балки приведена на рис. 7.3. Конструкция балки аналогична предыдущему примеру с той разницей, что балка усилена поперечными и продольными ребрами жесткости. Первым сваривается стыковой шов 1 стенки балки. В зависимости от толщины металла накладывается двусторонний или односторонний шов с подваркой корня. Потом свариваются стыковые швы 2 и 3, соединяющие вставку с нижним поясом балки, затем аналогичные швы 4 и 5 на верхнем поясе.
После этого довариваются угловые швы - тавровые, соединяющие верхний пояс (шов 6) и нижний пояс со стенкой (шов 7), которые не были доварены при изготовлении балки; длина этих швов 200-500 мм в зависимости от габаритов балки. Швы выполняются двусторонними или односторонними с подваркой в зависимости от толщины металла.
Последними выполняются тавровые соединения продольных ребер со стенкой (швы 8 и 9). Эти швы не доходят до шва 1 стенки на величину примерно 40 мм. Швы 8 и 9 свариваются двусторонними или односторонними с подваркой корня.
Рис. 7.3. Последовательность сварки монтажного стыка подкрановой балки
7.4. На рис. 7.4 показан верхний узел фермы с надставкой.
К горизонтальному стержню фермы, представляющему в сечении двутавр, приваривается двумя угловыми швами 1 надставка. При длине швов более 500 мм они накладываются обратноступенчатым способом. Два стержня, каждый из которых состоит из двух уголков, устанавливаются на надставку и прихватываются к ней с таким расчетом, чтобы геометрические оси стержней и балки пересекались в одной точке. Сначала накладываются лобовые швы 2, затем фланговые 3 и 4, направление сварки которых должно быть от лобового шва к краям надставки. Во избежание коробления надставки швы 3 и 4 следует накладывать одновременно с обеих сторон надставки либо поочередно с одной и с другой стороны.
Рис. 7.4. Узел фермы с надставкой
7.5. Узел фермы с прокладкой (рис. 7.5) используют в случае, когда сечение всех стержней состоит из парных элементов - уголков или швеллеров. Парные элементы стержней соединяют между собой с зазором, в который вставляется прокладка. Сначала приваривается горизонтальный стержень к прокладке швами 1 и 2. Сварку рекомендуется вести одновременно с обеих сторон прокладки двумя сварщиками. Затем таким же образом приваривается вертикальная стойка, а потом две наклонные стойки.
7.6. На рис. 7.6 показан узел фермы с накладкой, который применяется главным образом в легких фермах. К горизонтальному стержню, представляющему в сечении тавр, приваривается нахлесточными швами накладка. Если конструкция предусматривает приварку накладки к стержню по всем четырем сторонам, как показано на рис. 7.6, то сначала накладываются более длинные швы 1 и 2, а затем короткие 3 и 4. При длине швов более 500 мм сварка должна вестись обратноступенчатым способом. Наклонные стойки, представляющие собой парные швеллеры, свариваются двумя сварщиками одновременно с обеих сторон накладки, либо чередуя швы с той и другой стороны. Направление сварки показано стрелками - от оси швеллера к краю накладки.
Рис. 7.5. Узел фермы с прокладкой
Рис. 7.6. Узел фермы с накладкой
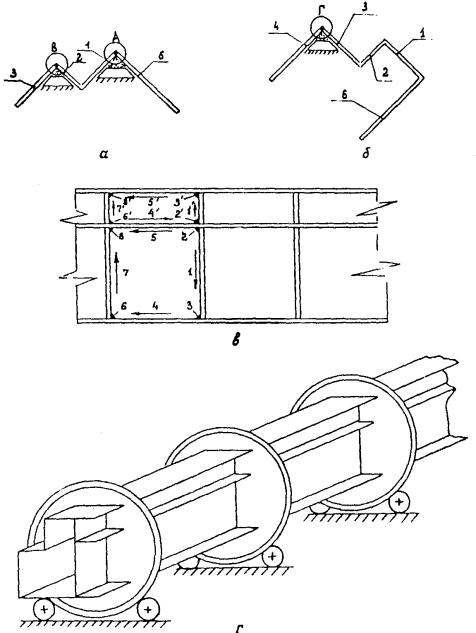
7.7. Схема сварки стыка колонны двутаврового сечения при ее укрупнении приведена на рис. 7.7. Сварка должна выполняться с кантовкой, поэтому свариваемые элементы должны быть установлены в поворотное приспособление.
Последовательность операции следующая:
удалить прихватки на участках поясных швов, недоваренных заводом-изготовителем;
установить на полках с помощью прихваток выводные планки размером 100 ´ 50 мм;
сварить стык стенки с одной стороны (шов 1);
сварить стыки полок (одновременно или поочередно) с внутренней стороны колонны (швы 2 и 3);
кантовать колонну на 180°;
удалить корень шва в стыке стенки;
сварить стык стенки (шов 1¢);
сварить стыки полок (одновременно или поочередно) с внутренней стороны колонны (швы 4 и 5);
удалить корень шва в стыках полок;
заварить стыки полок с наружной стороны (швы 6 и 7);
сварить участки поясных швов, недоваренные заводом-изготовителем (швы 8 и 9);
кантовать колонну на 180°;
сварить участки поясных швов (швы 10 и 11).
Сварка может выполняться ручным дуговым или механизированным способом (под флюсом, в среде углекислого газа или порошковой проволокой). Швы длиной более 500 мм (например швы 1, 1¢, 7 и 6 при больших габаритах колонны) должны свариваться обратноступенчатым способом.