ГОСТ 3272-2002
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ИЗДЕЛИЯ
ОГНЕУПОРНЫЕ
АЛЮМОСИЛИКАТНЫЕ
ДЛЯ ФУТЕРОВКИ ВАГРАНОК
ТЕХНИЧЕСКИЕ УСЛОВИЯ
МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН ОАО «Научно-производственное объединение Восточный институт огнеупоров» (ОАО «НПО ВОСТИО»), Межгосударственным Техническим комитетом МТК 9 «Огнеупоры».
ВНЕСЕН Госстандартом Российской Федерации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 7 от 3 сентября 2002 г., по переписке)
За принятие проголосовали
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Госстандарт Республики Беларусь |
|
Грузия |
Грузстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Кыргызская Республика |
Кыргызстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикстандарт |
|
Туркменистан |
Главгосслужба «Туркменстандартлары» |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 18 ноября 2002 г. № 418-ст межгосударственный стандарт ГОСТ 3272-2002 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2003 г.
4 ВЗАМЕН ГОСТ 3272-71
СОДЕРЖАНИЕ
|
10 Транспортирование и хранение. 7 Приложение А Расчетный объем, масса и средняя кажущаяся плотность изделий. 7 |
ГОСТ 3272-2002
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ИЗДЕЛИЯ ОГНЕУПОРНЫЕ АЛЮМОСИЛИКАТНЫЕ ДЛЯ ФУТЕРОВКИ ВАГРАНОК Технические условия Aluminosilicate
refractories for lining of cupola furnaces. |
Дата введения 2003-07-01
1 Область применения
Настоящий стандарт распространяется на огнеупорные алюмосиликатные изделия, предназначенные для футеровки вагранок.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.4.028-76 Система стандартов безопасности труда. Респираторы ШБ-1 «Лепесток». Технические условия
ГОСТ 12.4.041-89 Система стандартов безопасности труда. Средства индивидуальной защиты органов дыхания фильтрующие. Общие технические требования
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 2409-95 (ИСО 5017-88) Огнеупоры. Метод определения кажущейся плотности, открытой и общей пористости, водопоглощения
ГОСТ 2642.0-86 Огнеупоры и огнеупорное сырье. Общие требования к методам анализа
ГОСТ 2642.4-97 Огнеупоры и огнеупорное сырье. Методы определения оксида алюминия
ГОСТ 2642.5-97 Огнеупоры и огнеупорное сырье. Методы определения оксида железа (III)
ГОСТ 4069-69 Огнеупоры и огнеупорное сырье. Методы определения огнеупорности
ГОСТ 4070-2000 (ИСО 1893-89) Изделия огнеупорные. Метод определения температуры деформации под нагрузкой
ГОСТ 4071.1-94 (ИСО 10059-1-92) Изделия огнеупорные с общей пористостью менее 45 %. Метод определения предела прочности при сжатии при комнатной температуре
ГОСТ 5402.1-2000 (ИСО 2478-87) Изделия огнеупорные с общей пористостью менее 45 %. Метод определения остаточных изменений размеров при нагреве
ГОСТ 7502-89 Рулетки измерительные металлические. Технические условия
ГОСТ 8179-98 (ИСО 5022-79) Изделия огнеупорные. Отбор образцов и приемочные испытания
ГОСТ 10905-86 Плиты поверочные и разметочные. Технические условия
ГОСТ 15136-78 Изделия огнеупорные. Метод измерения глубины отбитости углов и ребер
ГОСТ 24717-94 Огнеупоры и сырье огнеупорное. Маркировка, упаковка, хранение и транспортирование
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ 25714-83 Контроль неразрушающий. Акустический звуковой метод определения открытой пористости, кажущейся плотности, плотности и предела прочности при сжатии огнеупорных изделий
ГОСТ 28833-90 Дефекты огнеупорных изделий. Термины и определения
3 Определения
В настоящем стандарте использованы следующие термины с соответствующими определениями:
3.1 рабочая поверхность огнеупорного изделия: Поверхность, находящаяся в контакте с расплавом металла и шлака.
3.2 определения дефектов, характеризующих внешний вид изделия: По ГОСТ 28833.
4 Марки
В зависимости от массовой доли оксида алюминия (Аl2О3) изделия подразделяют на марки, указанные в таблице 1.
Таблица 1 - Характеристика марок изделий
|
Характеристика |
Назначение |
|
|
МКВГ-72 |
Муллитокорундовые ваграночные массовой долей Аl2О3 не менее 72 % |
Футеровка горна, плавильного пояса, фурменной зоны |
|
МКРВГ-45 |
Муллитокремнеземистые ваграночные массовой долей Аl2О3 не менее 45 % |
|
|
ШВГ-35 |
Шамотные ваграночные массовой долей Аl2О3 не менее 35 % |
|
|
ШВГ-33 |
Шамотные ваграночные массовой долей Аl2О3 не менее 33 % |
|
|
ШВГ-30 |
Шамотные ваграночные массовой долей Аl2О3 не менее 30 % |
Футеровка остальных зон |
5 Форма и размеры
5.1 Форма и размеры изделий должны соответствовать указанным на рисунках 1 - 3 и в таблицах 2 - 4.
По соглашению сторон допускается изготовлять изделия других форм и размеров.
Рисунок 1 - Ребровый клин
Таблица 2 - Размеры ребрового клина
В миллиметрах
|
а |
a1 |
б |
в |
Внутренний радиус кладки |
|
|
1 |
65 |
45 |
114 |
230 |
257 |
|
2 |
55 |
627 |
|||
|
8 |
140 |
120 |
65 |
230 |
390 |
|
Примечания 1 Для изделия № 8 допускается уменьшение размера а на 2 - 3 мм с выпрямлением обоих острых углов а до прямых параллельными плоскостями шириной до 10 мм, проходящими по ребру в. 2 Внутренний радиус кладки является справочной величиной. |
|||||
Таблица 3 - Размеры прямоугольного кирпича
В миллиметрах
|
Номер изделия |
а |
б |
в |
|
3 |
230 |
114 |
65 |
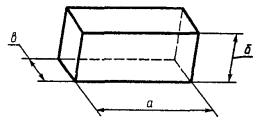
Рисунок 2 - Прямоугольный кирпич
Таблица 4 - Размеры трапецеидального клина
В миллиметрах
|
а |
a1 |
б |
в |
Внутренний радиус кладки |
|
|
4 5 |
230 210 |
195 170 |
125 |
75 |
696 531 |
|
6 7 |
230 265 |
205 227 |
150 |
80 |
1230 896 |
|
Примечание - Внутренний радиус кладки является справочной величиной |
|||||
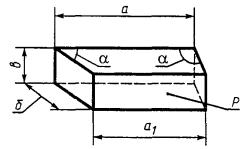
Рисунок 3 - Трапецеидальный клин
5.2 На рисунках 1 и 3 угол a меньше 90°; буквой Р обозначена рабочая поверхность.
5.3 Предельные отклонения размеров изделий не должны превышать значений указанных в таблице 5.
5.4 Расчетный объем, масса и средняя кажущаяся плотность изделий приведены в приложении А.
Таблица 5 - Предельные отклонения размеров
В миллиметрах
|
Размер изделия |
Предельное отклонение |
|
|
1,2 |
а и a1 б в |
±2 ±3 ±4 |
|
8 |
а и a1 б в |
±3 ±2 ±4 |
|
3 |
а б в |
±4 ±3 ±2 |
|
4 - 7 |
а и a1 б в |
±4 ±3 ±2 |
6 Технические требования
6.1 По физико-химическим показателям и показателям внешнего вида изделия должны соответствовать требованиям, указанным в таблицах 6 и 7.
Таблица 6 - Физико-химические показатели изделий
|
Норма для марки |
|||||
|
МКВГ-72 |
МКРВГ-45 |
ШВГ-35 |
ШВГ-33 |
ШВГ-30 |
|
|
1 Массовая доля, %: |
|
|
Не менее |
Не менее |
Не менее |
|
Аl2О3 |
Св. 72 |
Св. 45 |
35 |
33 |
30 |
|
Fе2О3, не более |
1,5 |
3,5 |
Не нормируется |
||
|
2 Огнеупорность, °С, не ниже |
Не нормируется |
1750 |
1730 |
1710 |
1670 |
|
3 Температура начала размягчения, °С, не ниже |
1500 |
1400 |
Не нормируется |
||
|
4 Пористость открытая, %, не более |
24 |
19 |
20 |
21 |
22 |
|
5 Предел прочности при сжатии, Н/мм2, не менее |
35 |
35 |
30 |
22 |
20 |
|
6 Остаточное изменение размеров, %, не более, при температуре, ºС |
|
|
|
|
|
|
1400 |
Не нормируется |
±0,4 |
+0,2 |
±0,2 |
±0,4 |
|
1600 |
±1,0 |
Не нормируется |
|||
Таблица 7 - Показатели внешнего вида изделий
В миллиметрах
|
Норма для марки |
||
|
МКВГ-72, МКРВГ-45, ШВГ-35, ШВГ-33 |
ШВГ-30 |
|
|
1 Кривизна, не более |
1 |
1 |
|
2 Отбитость углов и ребер глубиной, не более, на поверхности; |
|
|
|
рабочей |
5 |
5 |
|
нерабочей |
10 |
10 |
|
3 Отдельные выплавки диаметром, не более, на поверхности: |
|
|
|
рабочей |
3 |
3 |
|
нерабочей |
б |
6 |
|
4 Посечки длиной, не более, на поверхности: |
|
|
|
рабочей |
15 |
15 |
|
нерабочей |
20 |
30 |
|
5 Трещины длиной, не более, на поверхности: |
|
|
|
рабочей |
Не допускаются |
|
|
нерабочей: |
|
|
|
шириной до 1 мм включ. |
10 |
20 |
|
шириной св. 1 мм |
Не допускаются |
|
6.2 Изделия в изломе должны иметь однородное строение; не допускаются трещины и пустоты. Допускаются отдельные посечки длиной не более 15 мм.
6.3 Рабочая поверхность ребрового и трапецеидального кирпича указана на рисунках 1 и 3. У прямоугольного кирпича рабочей может быть поверхность любой грани.
Рабочую поверхность изделий, изготовляемых по чертежам заказчика, указывает заказчик.
6.4 Маркировка и упаковка изделий - по ГОСТ 24717.
7 Требования безопасности
7.1 При поставке и применении изделий вредным производственным фактором являются: муллитокремнеземистых и шамотных - пыль, содержащая более 10 % диоксида кремния, относящаяся к 3-му классу опасности;
муллитокорундовых - пыль оксида алюминия с примесью свободного диоксида кремния до 15 %, относящаяся к 4-му классу опасности по ГОСТ 12.1.005 и ГОСТ 12.1.007.
7.2 Предельно допустимая концентрация (ПДК) пыли в воздухе рабочей зоны производственных помещений по ГОСТ 12.1.005 не должна превышать:
2 мг/м3 - для шамотных и муллитокремнеземистых изделий;
6 мг/м3 - муллитокорундовых изделий.
Определение концентрации - по нормативной документации на методы определения вредных веществ в воздухе.
7.3 Пыль алюмосиликатных изделий обладает преимущественно фиброгенным действием. Длительное вдыхание пыли ведет к поражению дыхательных путей.
7.4 Пыль алюмосиликатных изделий не способствует образованию токсичных и пожаровзрывоопасных соединений в воздушной среде и сточных водах.
7.5 Изделия пожаровзрывобезопасны.
7.6 При работе с изделиями используют индивидуальные средства защиты от пыли по ГОСТ 12.4.028 и ГОСТ 12.4.041.
8 Правила приемки
8.1 Правила приемки - по ГОСТ 8179 с дополнениями, указанными в 8.1.1 - 8.1.3.
8.1.1 Для изделий, прошедших предварительную разбраковку, применяют план контроля 2; при механизированной разборке садки или в случае ее разборки без предварительной разбраковки - план контроля 5.
8.1.2 Изделия принимают партиями. Масса партии не должна превышать 225 т.
8.1.3 При проверке соответствия качества изделий требованиям настоящего стандарта проводят приемосдаточные испытания в соответствии с таблицей 8.
Таблица 8 - Периодичность отбора образцов или проб
|
Периодичность отбора образцов |
|
|
1 Внешний вид и размеры |
От каждой партии |
|
2 Строение в изломе |
То же |
|
3 Массовая доля Аl2О3, Fе2О3 для марки: |
|
|
МКВГ-72 |
» |
|
МКРВГ-45 |
» |
|
ШВГ-35 |
От каждой третьей партии |
|
ШВГ-33, ШВГ-30 |
От каждой пятой партии |
|
4 Огнеупорность |
То же |
|
5 Остаточное изменение размеров |
» |
|
6 Открытая пористость |
От каждой партии |
|
7 Предел прочности при сжатии |
То же |
|
8 Температура начала размягчения |
От каждой третьей партии |
9 Методы испытаний
9.1 Размеры изделий определяют металлической линейкой по ГОСТ 427 с ценой деления 1 мм или рулеткой по ГОСТ 7502.
Размеры а и в прямоугольных изделий проверяют по средним линиям двух соответствующих граней, размер б - по средним линиям четырех соответствующих граней (рисунок 2). Размеры клиновых, изделий проверяют по средним линиям каждой грани. За окончательный результат принимают среднеарифметическое результатов измерений.
9.2 Массовую долю оксидов алюминия и железа (Al2O3 и Fe2O3) определяют по ГОСТ 2642.0, ГОСТ 2642.4 и ГОСТ 2642.5 или другими методами, обеспечивающими необходимую точность определения. При возникновении разногласий в оценке качества изделий используют контрольный метод по ГОСТ 2642.4 и ГОСТ 2642.5.
9.3 Огнеупорность определяют по ГОСТ 4069.
9.4 Температуру начала размягчения определяют по ГОСТ 4070.
9.5 Остаточное изменение размеров определяют по ГОСТ 5402.1.
9.6 Открытую пористость определяют по ГОСТ 2409 или ГОСТ 25714, контрольный метод - по ГОСТ 2409.
9.7 Предел прочности при сжатии определяют по ГОСТ 4071.1 или ГОСТ 25714, контрольный метод - по ГОСТ 4071.1.
9.8 Открытую пористость и предел прочности при сжатии по ГОСТ 25714 определяют на удвоенном количестве образцов.
9.9 Глубину отбитости углов и ребер определяют по ГОСТ 15136.
9.10 Кривизну изделий определяют на поверочной плите по ГОСТ 10905 или аттестованной металлической плите при помощи щупа по нормативному документу. Щуп должен быть шириной 10 мм и толщиной, превышающей на 0,1 мм установленную норму кривизны.
При определении кривизны изделие слегка прижимают к плите и щуп вводят в зазор скольжением по плите без применения усилий.
Щуп не должен входить в зазор между плитой и изделием.
9.11 Диаметр выплавки измеряют металлической линейкой по ГОСТ 427 с ценой деления 1 мм в месте максимального размера выплавки.
9.12 Длину посечки или трещины определяют металлической линейкой по ГОСТ 427 по прямой линии, соединяющей начало и конец трещины или посечки.
Ширину посечки или трещины определяют с помощью измерительной лупы по ГОСТ 25706 в месте ее максимального размера. Лупу располагают таким образом, чтобы ее шкала была перпендикулярна к посечке или трещине. Между измерительной шкалой и поверхностью изделия помещают полоску белой бумаги, которую располагают вдоль шкалы вплотную к ее делениям.
9.13 Строение изделий в изломе определяют визуально.
9.14 Четкость маркировки и целостность упаковки определяют визуально.
10 Транспортирование и хранение
10.1 Транспортирование и хранение - по ГОСТ 24717.
ПРИЛОЖЕНИЕ А
(справочное)
Расчетный объем, масса и средняя кажущаяся плотность изделий
Таблица А.1
|
Номер изделия |
Расчетный объем, см3 |
Расчетная масса, кг, для изделия марки |
||
|
МКВГ-72 |
МКРВГ-45 |
ШВГ-35; ШВГ-33; ШВГ-30 |
||
|
при средней кажущейся плотности, г/см3 |
||||
|
2,50 |
2,16 |
2,02 |
||
|
1 |
1440 |
3,6 |
3,1 |
2,9 |
|
2 |
1570 |
3,9 |
3,4 |
3,2 |
|
3 |
1704 |
4,3 |
3,7 |
3,4 |
|
4 |
1990 |
5,0 |
4,3 |
4,0 |
|
5 |
1780 |
4,5 |
3,8 |
3,6 |
|
6 |
2610 |
6,5 |
5,6 |
5,3 |
|
7 |
2950 |
7,4 |
6,4 |
6,0 |
|
8 |
1940 |
4,9 |
4,2 |
3,9 |
Ключевые слова: алюмосиликатные огнеупорные изделия, вагранка, кладка, форма и размеры, методы испытаний