|
ГОСТ 28356-89 |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ |
ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ СИСТЕМЫ
ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ МОДУЛИ
ОКРАСОЧНЫЕ
ОСНОВНЫЕ РАЗМЕРЫ
|
|
Москва |
|
Стандартинформ |
|
|
2006 |
Содержание
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Гибкие производственные системы ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ
МОДУЛИ Основные размеры Flexible
manufacturing systems. Flexible manufacturing painting Basic dimensions |
ГОСТ |
Дата введения 01.01.91
Настоящий стандарт распространяется на вновь проектируемые гибкие производственные модули (далее - ГПМ), предназначенные для автоматического нанесения лакокрасочных покрытий методами пневматического и безвоздушного распыления. Стандарт не распространяется на ГПМ, проектируемые и изготавливаемые по разовым заказам и индивидуальным требованиям заказчика.
ГПМ могут эксплуатироваться автономно или в составе гибких производственных систем (ГПС), изготавливаемых для нужд народного хозяйства.
ГПМ для нанесения лакокрасочных покрытий включает следующие основные элементы: камера, робот (манипулятор), автоматический краскораспылитель, система передачи движения окрашиваемому изделию, система краскоподачи и подготовки воздуха, система управления работой установки, система управления краскораспылителем.
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. Стандарт устанавливает ряды значений основных размеров, характеризующих эксплуатационные свойства окрасочного оборудования проходного типа с непрерывно движущимся подвесным конвейером.
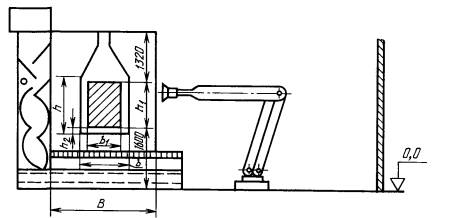
1.2. В качестве основных размеров приняты: b - ширина, h - высота транспортных проемов оборудования.
1.3. Расстояние от верхней точки габарита изделия (комплектовки) до нижней полки ригеля принимается для всех видов оборудования - 1320 мм.
В технически обоснованных случаях этот размер может быть изменен.
1.4. В ГПМ с заглубленной ванной расстояние от нижней точки изделия (комплектовки) до нулевой отметки принимается равным - 800 мм, а в ГПМ с ванной, расположенной на отметке 0.0 это расстояние равно - 1600 мм.
1.5. В качестве вспомогательных приняты следующие размеры:
В - расстояние между внутренними стенками оборудования;
h2 - расстояние от нижней точки изделия (комплектовки) до нижней плоскости транспортного проема.
1.6. Вспомогательные размеры установлены для различных видов оборудования в соответствии с их технологическими и конструктивными особенностями.
1.7. В качестве справочных данных приняты b1 ширина и h1 высота изделия (комплектовки).
2. РАЗМЕРЫ
2.1. Основные размеры ГПМ окрашивания распылением разных исполнений приведены в табл. 1 - 4.
2.2. Системы управления и гидростанция робота размещаются по планировочным решениям в соответствии с конкретными условиями и техническими возможностями в отдельном помещении категории «Д».
2.3. Размер В в ГПМ не учитывает габарит робота (манипулятора) при расположении его вне камеры.
2.4. Основные размеры ГПМ окрашивания распылением с экранным гидрофильтром, с роботом вне камеры, с заглубленной ванной должны соответствовать табл. 1, черт. 1.

Черт. 1
Таблица 1
мм
|
b |
h |
В |
h2 |
b1 |
h1 |
|
600; 710 |
800 |
1800 |
100 |
400 |
630 |
|
900 |
710 |
||||
|
1120 |
1000 |
||||
|
1500 |
1320 |
||||
|
1700 |
1600 |
||||
|
2120 |
2000 |
||||
|
900; 1000 |
800 |
2120; 2240 |
630; 710 |
630 |
|
|
900 |
710 |
||||
|
1120 |
1000 |
||||
|
1500 |
1320 |
||||
|
1700 |
1600 |
||||
|
2000 |
1900 |
||||
|
2120 |
2000 |
||||
|
1320 |
1120 |
2360; 2650 |
1000 |
1000 |
|
|
1500 |
1320 |
||||
|
1700 |
1600 |
||||
|
2000 |
1900 |
||||
|
2120 |
2000 |
||||
|
2650 |
2500 |
||||
|
1800 |
1500 |
3000 |
200 |
1320 |
1320 |
|
1700 |
1600 |
||||
|
2000 |
1900 |
||||
|
2000; 2120 |
1900 |
3000; 3150 |
1600 |
1600 |
|
|
2000 |
1900 |
||||
|
2360 |
2000 |
||||
|
2800 |
2500 |
||||
|
2360 |
1900 |
3350; 3550 |
1900; 2000 |
1600 |
|
|
2000 |
1900 |
||||
|
2360 |
2000 |
||||
|
2500 |
2240 |
||||
|
2800 |
2500 |
2.5. Основные размеры ГПМ окрашивания распылением с экранным гидрофильтром, с роботом вне камеры, с ванной, расположенной на отметке 0.0, должны соответствовать табл. 2, черт. 2.
Черт. 2
Таблица 2
мм
|
b |
h |
В |
h2 |
b1 |
h1 |
|
600; 710 |
800 |
1800 |
100 |
400 |
630 |
|
900 |
710 |
||||
|
1120 |
1000 |
||||
|
1500 |
1320 |
||||
|
1700 |
1600 |
||||
|
2120 |
2000 |
||||
|
900; 1000 |
800 |
2120; 2240 |
630; 710 |
630 |
|
|
900 |
710 |
||||
|
1120 |
1000 |
||||
|
1500 |
1320 |
||||
|
1700 |
1600 |
||||
|
2000 |
1900 |
||||
|
2120 |
2000 |
||||
|
1320 |
1120 |
2360; 2650 |
1000 |
1000 |
|
|
1500 |
1320 |
||||
|
1700 |
1600 |
||||
|
2000 |
1900 |
||||
|
2120 |
2000 |
||||
|
2650 |
2500 |
||||
|
1800 |
1500 |
3000 |
200 |
1320 |
1320 |
|
1700 |
1600 |
||||
|
2000 |
1900 |
||||
|
2000; 2120 |
1900 |
3000; 3150 |
1600 |
1600 |
|
|
2000 |
1900 |
||||
|
2360 |
2000 |
||||
|
2800 |
2500 |
||||
|
2360 |
1900 |
3350; 3550 |
1900; 2000 |
1600 |
|
|
2000 |
1900 |
||||
|
2360 |
2000 |
||||
|
2500 |
2240 |
||||
|
2800 |
2500 |
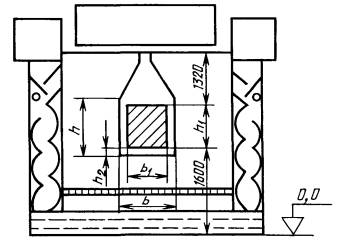
2.6. Основные размеры ГПМ окрашивания распылением с нижним отсосом и верхним притоком воздуха в камере, с двумя роботами в камере, с заглубленной ванной должны соответствовать табл. 3, черт. 3.

Черт. 3
Таблица 3
мм
|
b |
h |
h2 |
b1 |
h1 |
|
900; 1000 |
800 |
100 |
630; 710 |
630 |
|
900 |
710 |
|||
|
1120 |
1000 |
|||
|
1500 |
1320 |
|||
|
1700 |
1600 |
|||
|
2000 |
1900 |
|||
|
2120 |
2000 |
|||
|
1320 |
1120 |
1000 |
1000 |
|
|
1500 |
1320 |
|||
|
1700 |
1600 |
|||
|
2000 |
1900 |
|||
|
2120 |
2000 |
|||
|
2650 |
2500 |
|||
|
1800 |
1500 |
200 |
1320 |
1320 |
|
1700 |
1600 |
|||
|
2000 |
1900 |
|||
|
2000; 2120 |
1900 |
1600 |
1600 |
|
|
2000 |
1900 |
|||
|
2360 |
2000 |
|||
|
2800 |
2500 |
|||
|
2360 |
1900 |
1900; 2000 |
1600 |
|
|
2000 |
1900 |
|||
|
2360 |
2000 |
|||
|
2500 |
2240 |
|||
|
2800 |
2500 |
2.7. Основные размеры ГПМ окрашивания распылением с нижним отсосом и верхним притоком воздуха в камере, с двумя роботами в камере, с ванной, расположенной на отметке 0.0, должны соответствовать табл. 4, черт. 4.
Черт. 4
мм
|
b |
h |
h2 |
b1 |
h1 |
|
900; 1000 |
800 |
100 |
630; 710 |
630 |
|
900 |
710 |
|||
|
1120 |
1000 |
|||
|
1500 |
1320 |
|||
|
1700 |
1600 |
|||
|
2000 |
1900 |
|||
|
2120 |
2000 |
|||
|
1320 |
1120 |
1000 |
1000 |
|
|
1500 |
1320 |
|||
|
1700 |
1600 |
|||
|
2000 |
1900 |
|||
|
2120 |
2000 |
|||
|
2650 |
2500 |
|||
|
1800 |
1500 |
200 |
1320 |
1320 |
|
1700 |
1600 |
|||
|
2000 |
1900 |
|||
|
2000; 2120 |
1900 |
1600 |
1600 |
|
|
2000 |
1900 |
|||
|
2360 |
2000 |
|||
|
2800 |
2500 |
|||
|
2360 |
1900 |
1900; 2000 |
1600 |
|
|
2000 |
1900 |
|||
|
2360 |
2000 |
|||
|
2500 |
2240 |
|||
|
2800 |
2500 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством химического и нефтяного машиностроения
РАЗРАБОТЧИКИ
А.П. Старостин, А.Г. Рытьков, М.Е. Аршавский (руководитель темы); И.И. Винникова, Е.И. Карабанов
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 05.12.89 № 3557
3. Срок проверки - 1995 г., периодичность проверки - 5 лет
4. ВВЕДЕН ВПЕРВЫЕ
5. ПЕРЕИЗДАНИЕ. Ноябрь 2005 г.