ГОСТ 28541-95
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ КАМНЕРАСПИЛОВОЧНЫЕ
ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ И МЕТОДЫ КОНТРОЛЯ
МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Государственным проектно-конструкторским институтом по машинам для промышленности строительных материалов (Гипростроммашина)
ВНЕСЕН Госстандартом Украины
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 7 от 26.04.95)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Белоруссия |
Госстандарт Белоруссии |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Украина |
Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации, метрологии и сертификации от 12 ноября 1997 г. № 368 межгосударственный стандарт ГОСТ 28541-95 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1998 г.
4 ВЗАМЕН ГОСТ 28541-90
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ КАМНЕРАСПИЛОВОЧНЫЕ
Общие технические требования и методы контроля
Stone-sawing machines.
General technical requirements and test methods
Дата введения 1998-01-01
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на камнераспиловочные станки, предназначенные для распиловки блоков из природного камня на бруски и плиты-заготовки или разрезки их на облицовочные плиты, архитектурно-строительные и другие изделия.
Требования настоящего стандарта являются обязательными.
Стандарт пригоден для целей сертификации.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 8-82 Станки металлорежущие. Общие требования к испытаниям на точность
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 577-68 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия
ГОСТ 9480-89 Плиты облицовочные пиленые из природного камня. Технические условия
ГОСТ 10197-70 Стойки и штативы для измерительных головок. Технические условия
ГОСТ 21339-82 Тахометры. Общие технические условия
ГОСТ 23342-91 Изделия архитектурно-строительные из природного камня. Технические условия
ГОСТ 24099-80 Плиты декоративные на основе природного камня. Технические условия
ГОСТ 24643-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения
ГОСТ 27636-95 Оборудование камнедобывающее и камнеобрабатывающее. Общие технические условия
ГОСТ 30081-93 Станки камнераспиловочные. Типы и основные параметры
3 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1 Камнераспиловочные станки должны обеспечивать распиловку блоков из природного камня на облицовочные плиты по ГОСТ 9480, архитектурно-строительные изделия - по ГОСТ 23342, декоративные пиленые плиты - по ГОСТ 24099.
3.2 Конструкция станков должна обеспечивать:
- равномерное и плавное перемещение мостов, кареток, столов и пильных рам на всех установленных режимах работы;
- ограничение крайних положений режущего инструмента;
- невозможность самопроизвольного ослабления крепления режущего инструмента во время работы;
- возможность безопасной и быстрой замены режущего инструмента;
- плавное регулирование скоростей перемещения составных частей в заданных режимах;
- подвод охлаждающей жидкости в зону резания и автоматическое отключение подачи режущего инструмента или блока камня при нарушении установленного режима поступления жидкости;
- защиту двигателей от перегрузок.
3.3 Скорости резания и подачи камнераспиловочных станков должны соответствовать ГОСТ 30081.
3.10 Остальные технические требования - по ГОСТ 27636.
4 МЕТОДЫ КОНТРОЛЯ
4.1 Контроль качества пиленых плит - в соответствии с 3.1 по ГОСТ 9480.
4.2 Требования, изложенные в 3.2, контролируют внешним осмотром с созданием не менее двух соответствующих ситуаций.
4.3 Среднюю скорость резания штрипсовых станков v, м/с, по 3.3 рассчитывают по формуле
![]() , (1)
, (1)
где L - длина двойного хода пильной рамы, м (измеряется штриховыми мерами длины);
п - число двойных ходов пильной рамы за время t;
t - время, с (определяется секундомером любого типа и класса).
4.4 Среднюю скорость дисковых станков v, м/с, по 3.3 рассчитывают по формуле
v = pDn, (2)
где D - диаметр отрезного круга, м;
n - частота вращения отрезного круга, с-1 (измеряется тахометром с пределом измерения от 3,3 до 16,6 с-1 (от 200 до 1000 об/мин), класса точности II по ГОСТ 21339).
4.5 Скорость подачи по 3.3 измеряют штриховыми мерами длины и секундомером любого типа и класса.
4.6 Радиальное биение по 3.4 определяют индикатором с диапазоном измерения от 0 до 2 мм, класса точности I по ГОСТ 577, установленным на штативе с магнитным основанием по ГОСТ 10197, который располагают на рабочей поверхности стола.
4.7 Контроль параллельности оси шпинделя относительно рабочей поверхности стола по 3.5 проводят:
- на однодисковых станках - по центровой оправке по ГОСТ 8 или по опорной поверхности шпинделя под режущий инструмент на заданной длине L двумя индикаторами с диапазоном измерения от 0 до 2 мм, класса точности I по ГОСТ 577, установленными на штативе с магнитным основанием по ГОСТ 10197 в соответствии с рисунком 1. Отклонение от параллельности определяют по разности показаний индикаторов (D), предварительно установленных на «0»;
- на многодисковых станках - двумя индикаторами, установленными на рабочей поверхности стола на заданной длине L в соответствии с рисунком 2. Отклонение от параллельности определяют по разности показаний индикаторов D, предварительно установленных на «0».
4.8 Контроль перпендикулярности оси шпинделя относительно направления перемещения стола по 3.6 проводят по центровой оправке по ГОСТ 8 или по опорной поверхности шпинделя под режущий инструмент индикатором с диапазоном измерения от 0 до 2 мм, класса точности I по ГОСТ 577, установленным на штативе с магнитным основанием по ГОСТ 10197 в соответствии с рисунком 3. Отклонение от перпендикулярности определяют по разности показаний индикатора (D) при продольном перемещении стола на заданную длину L.
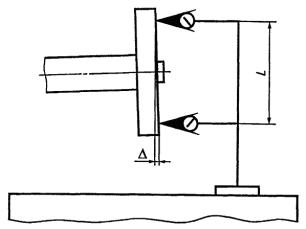
Рисунок 1
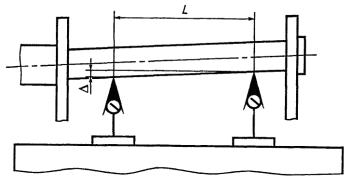
Рисунок 2
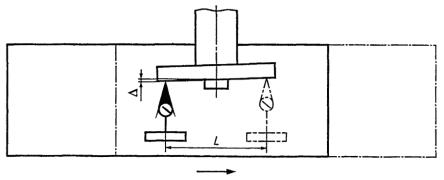
Рисунок 3
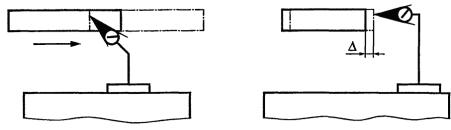
Рисунок 4
4.9 Контроль прямолинейности перемещения пильной рамы в горизонтальной плоскости по 3.7 проводят индикатором с диапазоном измерения от 0 до 2 мм, класса точности I по ГОСТ 577, установленным на штативе с магнитным основанием по ГОСТ 10197 в соответствии с рисунком 4. Отклонение от прямолинейности определяют по разности показаний D в начальном и конечном положениях пильной рамы при ее продольном перемещении.
4.10 Контроль перпендикулярности перемещения пильной рамы в вертикальной плоскости относительно рабочей поверхности стола по 3.8 проводят двумя индикаторами с диапазоном измерения от 0 до 2 мм, класса точности I по ГОСТ 577, установленными на одном штативе с магнитным основанием по ГОСТ 10197 в соответствии с рисунком 5.

Рисунок 5
Индикаторы предварительно выставляют на «0», пильную раму перемещают в вертикальной плоскости на заданную длину L. Отклонение от перпендикулярности D определяют по разности показаний индикаторов.
4.11 Отклонение от параллельности полосовых пил по 3.9 определяют по разности размеров между натянутыми до рабочего состояния пилами у противоположных мест их крепления, измеренных штангенциркулем с диапазоном измерения от 0 до 250 мм, отсчетом по нониусу 0,1 мм, класса точности I по ГОСТ 166.
Ключевые слова: камнераспиловочные станки, технические требования, методы контроля