ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ КАРТЫ
НА ПРОИЗВОДСТВО ОТДЕЛЬНЫХ ВИДОВ РАБОТ
РАЗДЕЛ 07
ТИПОВАЯ
ТЕХНОЛОГИЧЕСКАЯ КАРТА
НА МОНТАЖ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
7.01.01.59
ДУГОВАЯ
МЕХАНИЗИРОВАННАЯ СВАРКА
ПОРОШКОВОЙ ПРОВОЛОКОЙ
НА СТАЛЬНОЙ СКОБЕ-НАКЛАДКЕ
ВЫПУСКОВ АРМАТУРЫ В УЗЛАХ СОПРЯЖЕНИЯ
РИГЕЛЬ-КОЛОННА И КОЛОННА-КОЛОННА
МОСКВА-1989
|
РАЗРАБОТАНА ВНИПИ Промстальконструкция Минмонтажспецстроя СССР Главный инженер ВНИПИ Промстальконструкция Е.Ф. Осипов Начальник отдела С.Н. Жизняков Главный инженер проекта Ю.В. Малин |
СОГЛАСОВАНА: Отделом организации и технологии строительства Госстроя СССР Письмо от 14.12.1988 г. № 23-711 Введена в действие с 01.02.1989 г. |
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Настоящая типовая технологическая карта разработана на дуговую механизированную сварку порошковой проволокой на стальной скобе-накладке выпусков арматуры сборных железобетонных конструкций многоэтажных промышленных зданий серий 1.420-6: 1.420-12; 1.420-13 и 1.020-1/83.
В типовой технологической карте рассмотрена:
сварка горизонтальных одиночных выпусков арматуры в узлах сопряжения ригель-колонна (тип С14 по ГОСТ 14098-85);
сварка вертикальных одиночных выпусков арматуры в узлах сопряжения колонна-колонна (тип С17 по ГОСТ 14098-85).
Типовая технологическая, карта предусматривает сварку выпусков арматуры диаметром 20 - 40 мм класса А-III (стали марок 35ГС и 25Г2С) по ГОСТ 5781-82*.
1.2. Применение дуговой механизированной сварки порошковой проволокой на стальной скобе-накладке должно быть согласовано с проектировщиком.
1.3. Типовая технологическая карта содержит разделы:
Область применения
Организация и технология выполнения работ
Требования к качеству и приемке работ
Калькуляция затрат труда и заработной платы
График производства работ
Материально-технические ресурсы
Техника безопасности
Технико-экономические показатели
Фасетный классификатор факторов
2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
2.1. Организация сварочных работ
2.1.1. Сварочными работами должен руководить квалифицированный специалист, имеющий документ об образовании в области сварки (диплом об окончании высшего или среднего учебного заведения по специальности «Сварочное производство») или окончивший специальные курсы повышения квалификации по сварке для инженеров и техников строителей.
2.1.2. К производству работ по дуговой механизированной сварке порошковой проволокой выпусков арматуры на стальной скобе-накладке допускаются сварщики, аттестованные на право производства указанных работ.
2.1.3. Перед началом сварочных работ необходимо:
укомплектовать участок определенным составом исполнителей соответствующей квалификации;
установить и настроить на заданный режим сварочное и вспомогательное оборудование;
оградить рабочее место сварщика от атмосферных осадков и сильного ветра, обеспечить доступ к свариваемым стыкам;
провести с рабочими инструктаж по технологии работ и технике безопасности с учетом требований к работам на высоте.
2.2. Подготовка стыков выпусков арматуры к сварке
2.2.1. Размер и расположение выпусков арматуры должны соответствовать рабочим чертежам.
2.2.2. При установке элементов железобетонных конструкций должны быть совмещены выпуски арматуры.
Допускаемая величина несоосности стыкуемых выпусков арматуры указана в табл. 1, перелом осей не должен превышать 3°.
Таблица 1
|
Допускаемая величина несоосности выпусков арматуры, % от номинального диаметра |
|
|
20 - 28 |
15 |
|
32 - 40 |
10 |
2.2.3. Доводку выпусков арматуры до соосного положения следует производить отгибом с предварительным подогревом пламенем газовой горелки до температуры 600 - 800 °С (до темно-вишневого цвета). Подогрев выпусков арматуры следует выполнять на расстоянии не ближе 70 мм от бетона.
2.2.4. Перед сваркой выпусков арматуры необходимо с помощью кислородной резки выполнить разделку торцов (рис. 1; 2).
Параметры разделки торцов и сборки под сварку, соответствующие требованиям ГОСТ 14098-85, приведены соответственно в табл. 2; 3.
Не допускается обрезка выпусков арматуры электрической дугой.
Рис. 1
2.2.5. Длина выпусков арматуры из бетона должна быть не менее 150 мм.
Если величина зазора между стыкуемыми выпусками арматуры превышает допустимую, сварка производится с применением арматурных вставок того же диаметра, изготовленных из той же стали, что и выпуски арматуры. Длина вставки должна быть не менее 80 мм. Длина выпусков арматуры при этом должна быть не менее 100 мм.
Таблица 2
Параметры разделки торцов горизонтальных одиночных выпусков арматуры
|
β |
||||
|
dн |
l1 |
lн |
S |
|
|
20 - 25 28 - 40 |
8 - 12 |
2dн + l1 |
6 8 |
5 - 10° |
2.3. Сварка выпусков арматуры
2.3.1. Сварку стыков выпусков арматуры разрешается производить после сдачи в установленном порядке узла сопряжения железобетонных элементов, куда входит свариваемый стык, и оформления записи в журнале сварочных работ.
Рис. 2
Таблица 3
Параметры разделки торцов вертикальных выпусков арматуры
|
α |
β |
|||||
|
dн |
l1 |
z |
lн |
S |
||
|
28 - 40 |
6 - 8 |
≤ 0,15dн |
2dн + l1 |
8 |
90° - 10° |
30 - 40° |
2.3.2. Для сварки следует применять порошковую проволоку марок ППТ-9 диаметром 3 мм; СП-9 диаметром 2,8 мм; допускается применение порошковой проволоки марки СП-3 диаметром 2,6 мм.
Для заварки дефектов, выполнения прихваток и выполнения фланговых швов в соединении типа С17 рекомендуется применять электроды типа Э50А диаметром 4 мм.
2.3.3. Сварочные материалы должны храниться в заводской упаковке в сухом помещении.
На рабочее место сварочные материалы следует подавать в количестве, необходимом для выполнения работы в течение одной смены. При этом сварочные материалы должны находиться в сухом, укрытом от осадков месте.
2.3.4. Перед употреблением сварочные материалы необходимо термообработать. Ориентировочные режимы термообработки приведены в табл. 4.
Таблица 4
|
Режим термообработки |
||
|
температура, °С |
время, ч |
|
|
Порошковая проволока |
|
|
|
ППТ-9 |
160 - 180 |
2,0 - 2,5 |
|
СП-9 |
160 - 180 |
1,5 - 2,0 |
|
СП-3 |
150 - 200 |
1,0 - 1,5 |
|
Электроды типа Э50А |
350 - 400 |
1,0 - 2,0 |
Примечание. Повторная термообработка порошковой проволоки не допускается.
2.3.5. Режимы сварки порошковыми проволоками ППТ-9 и СП-9 приведены соответственно в табл. 5; 6.
Сварка выполняется постоянным током обратной полярности.
Таблица 5
|
Скорость подачи проволоки, м/ч |
Напряжение дуги, В |
Сварочный ток, А |
Длина вылета проволоки, мм |
|
|
20 |
80 - 90 |
18 - 20 |
210 - 240 |
30 - 50 |
|
25; 28 |
90 - 100 |
20 - 23 |
240 - 270 |
30 - 50 |
|
32 |
100 - 110 |
22 - 26 |
270 - 310 |
30 - 50 |
|
36 |
120 - 140 |
25 - 28 |
300 - 330 |
30 - 50 |
|
40 |
150 - 170 |
26 - 29 |
320 - 360 |
30 - 50 |
Примечание. Фланговые швы соединений типа С14 сваривать на тех же режимах, что и выпуски арматуры диаметром 36 мм.
Таблица 6
|
Скорость подачи проволоки, м/ч |
Напряжение дуги, В |
Сварочный ток, А |
Длина вылета проволоки, мм |
|
|
20 |
160 - 180 |
20 - 24 |
270 - 310 |
60 - 80 |
|
25; 28 |
180 - 200 |
25 - 28 |
330 - 360 |
60 - 80 |
|
32 |
200 - 220 |
28 - 32 |
360 - 380 |
60 - 80 |
|
36 |
230 - 250 |
30 - 34 |
380 - 410 |
60 - 80 |
|
40 |
240 - 260 |
32 - 36 |
400 - 430 |
60 - 80 |
Примечания: 1. Режимы сварки порошковой проволокой СП-3 аналогичны режимам сварки порошковой проволокой СП-9.
2. Фланговые швы в соединениях типа С14 сваривать на тех же режимах, что и выпуски арматуры диаметром 32 мм.
2.3.6. Фланговые швы в соединениях типа С17 сваривать ручной дуговой сваркой электродами типа Э50А. Режимы сварки приведены в табл. 7.
Таблица 7
|
Сила тока, А |
|
|
3 |
90 - 120 |
|
4 |
130 - 160 |
|
5 |
160 - 210 |
2.3.8. При сварке выпусков арматуры с использованием вставки рекомендуется собрать один из стыков с зазором 0 - 5 мм, произвести прихватку, после чего установить скобу-накладку на второй стык, прихватить ее к выпуску арматуры и вставке и произвести механизированную сварку порошковой проволокой. Затем установить скобу-накладку на первый стык и произвести сварку.
Прихватку следует выполнять постоянным током обратной полярности, сила тока 110 - 160 А; в качестве источников питания должны быть применены выпрямители (см. п. 2.3.7).
Прихватку допускается выполнять механизированным способом на режимах, приведенных в табл. 5; 6.
2.3.9. В случае выполнения сварки при отрицательной температуре необходимо:
повысить сварочный ток на 1 % при понижении температуры на каждые 3 °С;
произвести, после установки и прихватки скоб-накладок, предварительный подогрев выпусков арматуры газовой горелкой до температуры 200 - 250 °С на длину 90 - 150 мм от центра стыка (контроль температуры следует осуществлять термоиндикаторными карандашами марки 240 по ТУ 6-10-1110-76);
- снизить скорость охлаждения после сварки (сваренные стыки закрыть мягким асбестом).
Производить сварку при температуре окружающего воздуха ниже минус 30 °С не допускается.
2.3.10. Для получения стыкового соединения выпусков арматуры следует:
при сварке горизонтальных выпусков арматуры возбудить дугу, направив сварочную проволоку в угол, образованный торцом выпуска арматуры и поверхностью скобы-накладки;
проплавить нижнюю часть торца выпуска, переместить конец проволоки на нижнюю часть второго выпуска и проплавить ее (направление перемещения проволоки показано на рис. 3, а);
после образования ванны жидкого металла и шлака путем быстрых перемещений конца сварочной проволоки по краям ванны постепенно заполнить плавильное пространство (рис. 3, б); при скоплении большого количества шлака, затрудняющего процесс сварки, следует прожечь сварочной проволокой небольшое отверстие на 2 - 5 мм ниже поверхности сварочной ванны, после удаления некоторого количества шлака заварить отверстие и продолжить сварку;
в конце сварки с целью избежания усадочной раковины и подрезов стержней рекомендуется сделать 2 - 3 перерыва с интервалом 3 - 4 с; сварочную проволоку при этом следует располагать перпендикулярно выпускам арматуры, не допуская ее приближения к центру плавильного пространства;
сварку межторцового пространства следует заканчивать резким обрывом дуги, прекратив подачу проволоки за 2 - 3 с до окончания процесса;
после остывания шлаковой ванны отбить корку и заварить фланговые швы;
при сварке вертикальных выпусков арматуры после возбуждения дуги в точке А наплавить валиковые швы (рис. 4, а) и, перемещая конец сварочной проволоки, заполнить разделку торцов последовательным наложением валиков (рис. 4, б);
перед наложением каждого последующего слоя предыдущий слой наплавленного металла необходимо очистить от шлака и брызг и подвергнуть внешнему осмотру;
сварку закончить наплавкой фланговых швов ручной дуговой сваркой.
1 - точка возбуждения дуги; 2 - сварочная проволока; 3 - стальная скоба-накладка; 4 - наплавленный металл
Рис. 3.
1 - точка возбуждения дуги; 2 - сварочная проволока; 3 - стальная скоба-накладка; 4 - наплавленный металл
Рис. 4.
2.3.11. По окончании сварки сварное соединение должно быть очищено от шлака и брызг и замаркировано личным клеймом сварщика.
3. ТРЕБОВАНИЯ К КАЧЕСТВУ И ПРИЕМКЕ РАБОТ
3.1. Контроль качества производства сварочных работ должен быть комплексным и включать в себя:
предварительный (входной);
операционный (в процессе производства сварочных работ);
окончательный (приемочный).
Этапы, содержание и объем контроля качества даны в табл. 8.
3.2. При выполнении этапов контроля и приемки сварных соединений необходимо руководствоваться требованиями следующих нормативных документов:
ГОСТ 14098-85. Соединения сварные арматуры железобетонных изделий и конструкций. Контактная и ванная сварка. Основные типы и конструктивные элементы;
ГОСТ 10922-75. Арматурные изделия и закладные детали сварные для железобетонных конструкций. Технические требования и методы испытаний;
ГОСТ 23858-79. Соединения сварные стыковые и тавровые арматуры железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приемки.
3.3. Конструктивные элементы сварных соединений выпусков арматуры, а также пробных и контрольных образцов (рис. 5) должны иметь размеры, приведенные в табл. 9, соответствующие требованиям ГОСТ 14098-85.
Таблица 8
|
Предмет контроля |
Инструмент и способ контроля |
Периодичность контроля |
Ответственный контролер |
Технические критерии оценки качества |
|
|
Предварительный контроль |
|
|
|
|
|
|
Состояние сварочного оборудования, оборудования для газопламенной обработки, инструмента и приспособлений |
Правильность подключения исправного сварочного оборудования и оборудования для газопламенной обработки, исправность инструмента и приспособлений |
Внешний осмотр |
До начала работ |
Мастер, прораб |
Работоспособность оборудования, инструмента и приспособлений |
|
Качество сварочных материалов, их подготовка и условия хранения |
Сертификаты на сварочные материалы, качество поверхности порошковой проволоки, соблюдение температуры и времени термообработки порошковой проволоки и электродов, условия хранения сварочных материалов |
Внешний осмотр; термометром - температуру термообработки порошковой проволоки и электродов; по часам - время термообработки |
То же |
То же |
Наличие сертификатов на сварочные материалы. Отсутствие дефектов на поверхности порошковой проволоки и электродов. Правильность режима термообработки сварочных материалов (см. табл. 4) |
|
Квалификация сварщиков |
Протоколы испытаний и удостоверения сварщиков |
Визуально |
« |
« |
Наличие протоколов испытаний и удостоверений сварщиков, допускающих к выполнению механизированной сварки выпусков арматуры порошковой проволокой на стальной скобе-накладке |
|
Подготовка стыков выпусков арматуры |
Геометрические параметры стыкуемых выпусков арматуры. Качество зачистки выпусков арматуры |
Внешний осмотр; линейкой, шаблоном - заделку торцов |
Перед началом работ |
Мастер, прораб |
|
|
Операционный контроль |
|
|
|
|
|
|
Точность сборки выпусков арматуры |
Соосность выпусков и величина переломов осей, величина зазора в стыке и точность сборки скоб-накладок |
Внешний осмотр; линейкой - величину переломов осей и зазор в стыке |
Перед выполнением сварных соединений |
То же |
Соответствие требованиям п. 2.2.2 |
|
Правильность выбора режима сварки |
Наличие наружных дефектов и размеры сварных соединений, механические свойства 3-х пробных образцов сварных соединений, изготовленных на выбранном режиме |
Внешний осмотр; линейкой - проверка размеров; оборудование для механических испытаний |
То же |
Мастер, прораб. Сварочная лаборатория строительно-монтажной организации |
Соответствие размеров пробных образцов требованиям п. 3.3, табл. 9. Соответствие механических свойств (результатов испытания на статическое растяжение) требованиям п. 3.6 и табл. 11 |
|
Качество сварных соединений в процессе их выполнения |
Наличие наружных дефектов и размеры полученных сварных соединений |
Внешний осмотр; линейкой - проверка размеров сварных соединений |
Два раза в смену |
Мастер, прораб |
Соответствие размеров сварных соединений требованиям п. 3.3, табл. 9. Наличие дефектов, выявленных внешним осмотром и приведенных в п. 3.4 и табл. 10 |
|
Окончательный контроль |
|
|
|
|
|
|
Качество сварных соединений |
Наличие наружных дефектов и размеры 100 % сварных соединений, механические свойства 3-х контрольных образцов от партии сварных соединений, выполненных одним сварщиком, или результаты ультразвуковой дефектоскопии 15 % сварных соединений |
Внешний осмотр; линейкой - проверка размеров образцов; оборудование для механических испытаний, ультразвуковой дефектоскоп |
После сварки партии соединений |
Сварочная лаборатория строительно-монтажной организации |
Соответствие размеров сварных соединений требованиям п. 3.3, табл. 9. Наличие дефектов, выявленных внешним осмотром (п. 3.4 и табл. 10) и ультразвуковым контролем. Соответствие механических свойств (результатов испытания на статическое растяжение) требованиям п. 3.6, табл. 11 |
Таблица 9
|
Размеры, мм |
||||
|
dн |
l |
b |
h1 |
|
|
С14 |
20 |
48 - 52 |
7 - 8 |
≤ 1 |
|
|
25 |
58 - 62 |
9 - 10 |
≤ 1 |
|
|
28 |
64 - 68 |
10 - 11 |
≤ 1 |
|
|
32 |
72 - 76 |
11 - 13 |
≤ 1 |
|
|
36 |
80 - 84 |
13 - 14 |
≤ 1 |
|
|
40 |
88 - 92 |
14 - 16 |
≤ 2 |
|
С17 |
28 |
64 - 68 |
10 - 11 |
≤ 1 |
|
|
32 |
72 - 76 |
11 - 13 |
≤ 1 |
|
|
36 |
80 - 84 |
13 - 14 |
≤ 1 |
|
|
40 |
88 - 92 |
14 - 16 |
≤ 2 |
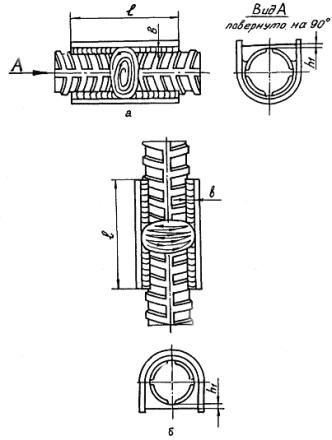
Рис. 5.
Наружные дефекты сварных соединений не должны превышать значений, приведенных в табл. 10.
Таблица 10
|
Единица измерения |
Величина дефекта, не более |
|
|
Количество наружных пор и шлаковых включений |
шт. |
5 |
|
Диаметр отдельных наружных пор и плоских включений |
мм |
2,0 |
Для исправления вышеперечисленных дефектов следует выбрать дефектное место абразивным инструментом, произвести предварительный подогрев до 200 - 250 °С, после чего подварить электродами типа Э50А.
3.5. При выявлении дефектов, которые невозможно исправить способом, указанным в п. 3.4, сварное соединение необходимо удалить с помощью кислородной резки. На место вырезанного стыка приварить промежуточную вставку длиной не менее 80 мм, после чего произвести ультразвуковой контроль обоих стыков.
3.6. По результатам механических испытаний на статическое растяжение контрольных образцов (из арматурных стержней) наименьшее и среднее арифметическое значения показателей прочности должны быть равны или превышать соответствующие значения С1 и С2, приведенные в табл. 11 (согласно требованиям ГОСТ 10922-75).
Таблица 11
|
Браковочные минимумы значений показателей прочности сварных соединений, МПа (кгс/мм2) |
||
|
наименьшего значения С1 |
среднего арифметического значения С2 |
|
|
А-III |
500 (51) |
586 (60) |
4. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ НА 100 СТЫКОВ
Таблица 12
|
Наименование процесса |
Номера фасета для пересчета показателей |
Единица измерения |
Объем работ |
Обоснование (нормативный документ) |
Диаметр выпусков арматуры, мм |
Норма времени на 1 стык, чел.-ч |
Расценка на 1 стык, р.-к. |
Затраты труда, чел.-ч |
Заработная плата, р.-к. |
|
|
|
Горизонтальные одиночные выпуски арматуры |
|
|
|
|
|
||
|
Подготовка выпусков арматуры к сварке- |
01 |
стык |
100 |
Сборник типовых норм и расценок на строительные и ремонтно-строительные работы, выпуск 8. ЦБНТС, 1979 г.; ЕНиР сборник Е22, Сварочные работы, выпуск 1 §§ Е 22-1-22; Е 22-1-26 Е 22-1-6; Е 22-1-23 |
20 |
0,125 |
0-08,91 |
12,5 |
8-91 |
|
25 |
0,132 |
0-09,39 |
13,2 |
9-39 |
|||||
|
28 |
0,138 |
0-09,83 |
13,8 |
9-83 |
|||||
|
32 |
0,144 |
0-10,25 |
14,4 |
10-25 |
|||||
|
36 |
0,151 |
0-10,76 |
15,1 |
10-76 |
|||||
|
40 |
0,157 |
0-11,18 |
15,7 |
11-18 |
|||||
|
Сварка выпусков арматуры |
|
« |
100 |
20 25 |
0,161 0,172 |
0-16,42 0-17,56 |
16,1 17,2 |
16-42 17-56 |
|
|
28 |
0,179 |
0-18,30 |
17,9 |
18-30 |
|||||
|
32 |
0,187 |
0-19,11 |
18,7 |
19-11 |
|||||
|
36 |
0,197 |
0-20,44 |
19,7 |
20-44 |
|||||
|
40 |
0,205 |
0-20,88 |
20,5 |
20-88 |
|||||
|
Заключительные работы после сварки |
|
« |
100 |
20 |
0,124 |
0-08,83 |
12,4 |
8-83 |
|
|
25 |
0,132 |
0-09,39 |
13,2 |
9-39 |
|||||
|
28 |
0,132 |
0-09,83 |
13,8 |
9-83 |
|||||
|
32 |
0,143 |
0-10,18 |
14,3 |
10-18 |
|||||
|
36 |
0,151 |
0-10,76 |
15,1 |
10-76 |
|||||
|
40 |
0,157 |
0-11,18 |
15,7 |
11-18 |
|||||
|
Вертикальные выпуски арматуры |
|
|
|
|
|
||||
|
Подготовка выпусков арматуры к сварке |
01 |
стык |
100 |
Сборник типовых норм и расценок на строительные и ремонтно-строительные работы, выпуск 8, ЦБНТС, 1979 г. ЕНиР сборник Е22, Сварочные работы выпуск 1 §§ Е 22-1-22; Е 22-1-26 Е 22-1-6; Е 22-1-23 |
25 |
0,150 |
0-10,68 |
15,0 |
10-68 |
|
28 |
0,155 |
0-10,90 |
15,6 |
11-04 |
|||||
|
32 |
0,162 |
0-11,53 |
16,2 |
11-53 |
|||||
|
36 |
0,170 |
0-12,10 |
17,0 |
12-10 |
|||||
|
40 |
0,177 |
0-12,61 |
17,7 |
12-61 |
|||||
|
Сварка выпусков арматуры |
|
« |
100 |
25 |
0,197 |
0-20,05 |
19,7 |
20-05 |
|
|
28 |
0,205 |
0-20,89 |
20,5 |
20-89 |
|||||
|
32 |
0,211 |
0-21,45 |
21,1 |
21-45 |
|||||
|
36 |
0,223 |
0-22,72 |
22,3 |
22-72 |
|||||
|
40 |
0,231 |
0-23,51 |
23,1 |
23-51 |
|||||
|
Заключительные работы после сварки |
|
« |
100 |
25 |
0,150 |
0-10,68 |
15,0 |
10-68 |
|
|
28 |
0,155 |
0-10,90 |
15,5 |
11-04 |
|||||
|
32 |
0,161 |
0-11,47 |
16,1 |
11-47 |
|||||
|
36 |
0,170 |
0-12,10 |
17,0 |
12-10 |
|||||
|
40 |
0,176 |
0-12,53 |
17,6 |
12-53 |
|||||
Примечания: 1. Калькуляция затрат труда и заработной платы составлена для варианта сварки порошковой проволокой марки ППТ-9.
2. Для расценок газорезчиков и электросварщиков введен коэффициент 1,12 (ЕНиР на строительные, монтажные и ремонтно-строительные работы. Общая часть. Приложение 4).