РОССИЙСКОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ «ЕЭС РОССИИ»
Департамент научно-технической политики и развития
РЕКОМЕНДАЦИИ
ПО РЕМОНТУ И РЕКОНСТРУКЦИИ КАМЕР РАБОЧИХ
КОЛЕС
ГИДРОАГРЕГАТОВ С ЦЕЛЬЮ ПОВЫШЕНИЯ ИХ ЭКСПЛУАТАЦИОННОЙ НАДЕЖНОСТИ
РД 153-34.2-31.604-2002
Дата введения 2004-01-01
Разработано: Открытым акционерным обществом «Всероссийский научно-исследовательский институт гидротехники им. Б.Е. Веденеева»
Исполнители: Н.Ю. ДМИТРИЕВ, Е.М. ДЗЮБАНОВ, Н.В. КОРОБКО, Б.А. ЕВДОКИМОВ, В.Г. ШТЕНГЕЛЬ
совместно с Г.В. САФОНОВЫМ и В.А. СЫТОВЫМ (НПК «МТСМ» ЦНИИМ)
Согласовано: с Департаментом электрических станций РАО «ЕЭС России»
Утверждено: Департаментом научно-технической политики и развития РАО «ЕЭС России»
Первый заместитель начальника А.П. ЛИВИНСКИЙ
Срок первой проверки настоящего РД - 2007 г.
Периодичность проверки - один раз в 5 лет
Вводятся впервые
Данные Рекомендации были разработаны на основе опыта эксплуатации и проведения ремонтно-восстановительных работ камер рабочих колес (КРК) гидроагрегатов.
Рекомендации содержат методику оценки состояния и выбор оптимального варианта проектно-восстановительных работ КРК.
Приводятся технология подготовки поверхностей металла и бетона заоблицовочных полостей КРК к проведению ремонтно-восстановительных работ и технология проведения инъекционных работ с использованием композитных материалов.
В приложениях к Рекомендациям содержатся материалы по проведению гидравлических испытаний КРК, инструментальному обследованию микро- и макросостояния металл-бетона, применяемые схемы ультразвуковой локации бетона КРК, сведения о материалах для создания многослойных конструкций КРК и технологические инструкции по проведению ремонтно-восстановительных работ.
Рекомендации предназначены для использования при проведении ремонта и реконструкции КРК, а также при разработке проектов восстановительных работ.
Содержание
ПРЕДИСЛОВИЕ
В Рекомендациях изложены основные требования к проведению ремонтно-восстановительных работ на камерах рабочих колес (КРК) поворотно-лопастных и диагональных гидроагрегатов. Требования формулируются на основании учета условий эксплуатации, действующих на КРК гидродинамических нагрузок, результатов расчетов ее динамического напряженного состояния и усталостной прочности. Приводятся конструктивные решения, направленные на повышение долговечности и ремонтопригодности КРК.
Излагается методика разработки проекта проведения ремонтно-восстановительных работ, приводятся варианты конструктивно-технологических решений по созданию надежных композитных конструкций КРК на основе использования быстротвердеющих энергопоглощающих композитных материалов и многослойных схем облицовок КРК.
Приводятся требования к материалам, используемым при проведении ремонтно-восстановительных работ, и технология проведения сварочных и инъекционных работ. Оговариваются вопросы проведения контрольно-диагностических работ на КРК в период эксплуатации при выводе ее в ремонт.1
__________________
1 Актуальность создания подобных Рекомендаций определяется, с одной стороны, тем, что в последнее десятилетие в общем объеме ремонтно-восстановительных работ на действующих ГЭС (оснащенных поворотно-лопастными и диагональными гидротурбинами) резко возрос удельный вес работ, связанных с восстановлением работоспособности камер рабочих колес (КРК) гидроагрегатов.
Это связано с тем, что подавляющее число гидроагрегатов проработало достаточное для проявления усталостных явлений количество часов, а также с тем, что качество проведения строительно-монтажных работ по омоноличиванию и раскреплению КРК оказались недостаточно высокими. С другой стороны, при проведении ремонтно-восстановительных работ, особенно по камерам рабочих колес, наблюдается весьма большое разнообразие способов ремонта, используемых материалов, конструктивных решений и т.п. При этом в силу недостаточной информированности персонала, многие не оправдавшие себя технологические и конструктивные решения вновь и вновь повторяются на различных ГЭС, а надежные решения остаются малоизвестными. В этой связи в предлагаемые Рекомендации, помимо сведений о надежных конструктивно-технологических решениях и порядке производства работ, включены соответствующие разделы и приложения.
1. ОБЩИЕ ПОЛОЖЕНИЯ
Назначение рекомендаций и область их применения
1.1. Настоящие Рекомендации распространяются на все стадии ремонтно-восстановительных работ камер рабочих колес (КРК) ПЛ и диагональных гидроагрегатов. При разработке Рекомендаций был обобщен опыт эксплуатации гидроагрегатов и проведения ремонтно-восстановительных работ для камер рабочих колес.
1.2. Рекомендации предназначены для использования инженерно-техническим персоналом ГЭС и строительно-монтажных организаций при подготовке и проведении работ по ремонту и реконструкции КРК, а также проектными организациями при разработке проектов по ремонту и реконструкции КРК.
1.3. Рекомендации содержат материалы, обоснованные современным опытом эксплуатации КРК, их строительства, монтажа, проектирования и исследований в лабораторных и натурных условиях.
Анализ базы данных обследований разрушений на действующих ГЭС с учетом данных литературных источников позволяет выделить следующий ряд причин, приводящих к непроектной работе КРК:
наличие пустот за облицовкой или отсутствие сцепления бетона с облицовкой вследствие плохой проработки бетона, усадки бетона, выноса бетона по фильтрационным ходам, фильтрационного и кавитационного выпора облицовки и т.п.;
недостаточная жесткость конструкции КРК из-за некачественного ее раскрепления в бетонном блоке (применение непроектного проката для устройства анкеров, непроектное количество точек анкерных креплений, некачественная сварка анкеров с ребрами жесткости КРК или их плохое сцепление с блоком вследствие недостаточной проработки бетона, ослабление растяжки конструкции системой домкратов и т.п.);
использование бетона низкого качества и нарушение технологии укладки бетона в зимних условиях;
значительное несоответствие (уменьшение) реальной толщины металла облицовки проектной, полученное в результате обработки КРК на заводе и в процессе монтажа на ГЭС для обеспечения допустимого зазора между лопатками РК и облицовкой или уменьшение ее толщины при ремонте, а также за счет выноса металла с больших площадей вследствие кавитационной эрозии;
наличие зон термического влияния сварных швов (остаточных термических напряжений и местных концентраторов напряжений) при стыковке различных участков облицовки не на ребрах жесткости;
наличие надрезов и иных дефектов металла облицовки;
наличие трещин в металле до монтажа облицовки в блок гидроагрегата, а также после проведения ремонтных работ на облицовке;
применение металла с физико-механическими характеристиками, не соответствующими принятым при проектировании;
некачественная подгонка листов металла к ребрам жесткости при ремонте;
непровары стыка листов из-за неполной разделки металла под сварку при проведении ремонтных работ;
отсутствие дефектоскопического контроля сварных швов на наличие трещин;
отсутствие должного контроля за соблюдением технологии производства сварочных работ;
наличие сквозных отверстий в панелях облицовки вследствие некачественной заварки инъекционных отверстий или местных разрушений металла кавитационной эрозией;
отслоение защитного (противоэрозионного) слоя нержавеющей стали от основного металла облицовки вследствие действующих динамических нагрузок и некачественной сварки биметаллических фрагментов облицовки, а при креплении листов или полос нержавеющей стали гужонами - вследствие разрушения тела гужонов кавитационной эрозией или разъедания гнезд.
1.4. При первичном использовании Рекомендаций требуется авторское сопровождение разработчиков - специалистов ВНИИГ им. Б.Е. Веденеева. Данные Рекомендации являются рамочными, а указанные методики требуют уточнения для эксплуатационных условий и конструкций конкретных ГЭС. Инструментальное обследование металла КРК, в том числе и толщинометрию, выполняют квалифицированные специалисты, прошедшие соответствующую подготовку и оснащенные необходимыми приборами, имеющие соответствующие лицензии и свидетельства (сертификаты на приборы и оборудование).
Нормативные ссылки
1.5. В тексте Рекомендаций используются следующие нормативные документы.
ГОСТ 21751-76*. Герметики. Метод определения условной прочности относительного удлинения при разрыве и относительной остаточной деформации после разрыва.
ГОСТ 15140-78*. Материалы лакокрасочные. Методы определения адгезии.
ГОСТ 3242-79. Соединения сварные. Методы контроля качества. Требования к внешним осмотрам и измерениям контроля сварки.
ГОСТ 17624-87. Бетоны. Ультразвуковой метод определения прочности.
ГОСТ 22690-88. Бетоны. Определение прочности механическими методами неразрушающего контроля.
ГОСТ 27751-88*. Надежность строительных конструкций и оснований. Основные положения по расчету.
СНиП II-23-81*. Стальные конструкции.
СНиП 2.06.01-86. Гидротехнические сооружения. Основные положения проектирования.
Терминология
1.6. Терминология настоящих Рекомендаций принята согласно:
ГОСТ 19185-73. Гидротехника. Основные понятия. Термины и определения.
ГОСТ 27002-86. Надежность в технике. Основные понятия. Термины и определения.
2. МЕТОДИКА ОЦЕНКИ СОСТОЯНИЯ КРК ДЛЯ ОПРЕДЕЛЕНИЯ ОБЪЕМОВ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТ
2.1. Основные виды дефектов КРК, влияющих на нормальную эксплуатацию, и стадии их выявления
2.1.1. Дефекты по происхождению подразделяются на 3 группы:
дефекты изготовления элементов в заводских условиях (изготовление секций металлической обечайки, изготовление бетонной смеси);
дефекты строительно-монтажного периода (при транспортировке, сварке секций обечайки, механической обработке при расточке и подгонке профиля КРК, нарушения технологии укладки штрабного бетона и т.д.);
дефекты эксплуатационного периода (в том числе дефекты, связанные с низким качеством предыдущих ремонтов).
2.1.2. Виды дефектов:
пустоты за облицовкой или отсутствие сцепления бетона с облицовкой вследствие плохой проработки бетона, усадки бетона, выноса бетона по фильтрационным ходам, фильтрационного и кавитационного выпора облицовки и т.п.;
недостаточная жесткость конструкции КРК за счет некачественного ее раскрепления в бетонном блоке (применение непроектного проката для устройства анкеров);
непроектное количество точек анкерных креплений;
некачественная сварка анкеров с ребрами жесткости КРК или их плохое сцепление с блоком вследствие недостаточной проработки бетона, ослабление растяжки конструкции системой домкратов и т.п.;
низкое качество бетона;
значительное несоответствие (уменьшение) реальной толщины металла облицовки проектной, полученное в результате обработки КРК на заводе и в процессе монтажа на ГЭС для обеспечения допустимого зазора между лопастями РК и облицовкой или уменьшение ее толщины при ремонте, а также за счет выноса металла с больших площадей вследствие кавитационной эрозии;
стыковка различных участков облицовки не на ребрах жесткости;
зоны термического влияния сварных швов (остаточные термические напряжения и местные концентраторы напряжений);
надрезы металла;
трещины в металле;
физико-механические характеристики металла, не соответствующие принятым при проектировании;
непровары стыка листов из-за неполной разделки металла под сварку при проведении ремонтных работ;
сквозные отверстия в панелях облицовки вследствие некачественной заварки инъекционных отверстий или местных разрушений металла кавитационной эрозией;
дефекты металла вследствие его коррозии;
отслоение защитного (противоэрозионного) слоя нержавеющей стали от основного металла (расслоение биметаллов или наплавленного металла с основным металлом КРК).
2.1.3. Определение вида дефектов и их местонахождения проводится в два этапа:
периодический контроль, проводимый эксплуатационными службами ГЭС;
комплексное инструментальное обследование.
2.1.3.1. Эксплуатационные службы ГТС проводят периодический контроль состояния КРК во время длительных остановок гидроагрегата, при этом выполняются следующие виды обследования:
визуальное обследование, во время которого оценивается общее внешнее состояние КРК и отъемного сегмента. Выявляются видимые дефекты металла (крупные трещины, нарушение сплошности швов секций обечайки, крупные свищи в металле, отслоения с вырывом металла, сдвиг сегмента и т.д.);
простукивание обечайки КРК с целью выявления и оконтуривания заоблицовочных полостей и отслоений (метод свободных колебаний);
гидроопробование КРК, проводимое с целью выявления свищей и трещин в металле обечайки, не обнаруженных при визуальном обследовании, а также фильтрационных ходов в отсасывающую трубу и наличия связи между соседними полостями (возможно применение компрессионного метода, однако он не позволяет определить фильтрационные ходы и связи между полостями).
На основании проведенного обследования составляется формуляр состояния КРК с нанесенными дефектами и определяется необходимость проведения дополнительных инструментальных исследований и объем основных текущих ремонтных мероприятий.
2.1.3.2. Комплексное инструментальное обследование проводится, как правило, специализированными организациями с целью выявления и уточнения параметров скрытых дефектов, при этом выполняются следующие виды обследования:
ультразвуковая толщинометрия металла КРК для определения разнотолщинности и остаточной толщины стенки обечайки относительно проектной величины после механической обработки секций и длительного воздействия кавитационной и абразивной эрозии, а также коррозии металла на границе металл - бетон опорного конуса КРК, для выявления зон расслоения металла;
ультразвуковая дефектоскопия металла КРК для выявления трещин и других дефектов в металле и сварных швах;
ультразвуковая дефектоскопия бетона для оценки состояния штрабного и монолитного бетона опорного конуса КРК.
2.2. Оценка макро- и микросостояния металла облицовки КРК
Оценка состояния металла КРК включает:
анализ документации по проводимым ранее ремонтам КРК;
визуальное обследование рабочей поверхности КРК;
простукивание КРК;
гидроопробование КРК;
толщинометрию - измерение фактической толщины металла КРК;
инструментальное обследование металла КРК для выявления скрытых дефектов.
2.2.1. Анализ документации по предшествовавшим ремонтам КРК проводится с целью определения участков, подвергавшихся наплавке металла, заварке обнаруженных трещин, изменению толщины металла в процессе эксплуатации КРК.
2.2.2. При визуальном обследовании обращают внимание на дефекты, образующиеся в результате кавитационной эрозии металла. Наличие трещин в металле определяют с помощью лупы 4-7-кратного увеличения или с помощью индикаторной жидкости (методом керосиновой пробы).
2.2.3. Если КРК изготовлена из двух металлов (основного и наплавленного), то дефекты наплавки и ее сцепление с основным металлом определяют методом свободных колебаний (простукиванием).
2.2.4. Гидроопробование (гидравлические испытания) облицовки КРК рекомендуется проводить перед началом ремонтно-восстановительных работ на облицовке КРК и после завершения сварочных работ.
Гидравлические испытания облицовки КРК предназначены:
для выявления наличия сквозных трещин и свищей в металле тех участков облицовки, которые расположены в зоне заоблицовочных пустот и отслоений металла от штрабного бетона, обнаруженных при проведении предварительного обследования состояния КРК;
для проверки качества сварки после проведения ремонтно-восстановительных работ и контроля отсутствия дефектов, не зафиксированных при проведении обследования;
для выявления гидравлической связи между отдельными заоблицовочными пустотами, обнаруженными при проведении предварительного обследования, а также фильтрационных ходов и гидравлической связи пустот с конусом или коленом отсасывающей трубы гидроагрегата.
Гидравлические испытания облицовки КРК производятся путем подачи воды от насосной установки в заоблицовочные полости под давлением. Максимальное давление нагнетания воды определяется непревышением деформации панели облицовки 0,5 мм. Контроль деформации панели осуществляется с помощью измерительных приборов, устанавливаемых в центре панели облицовки.
Порядок проведения гидравлических испытаний облицовки КРК, рекомендуемое оборудование и оснастка описаны в Приложении 1.
2.2.5. Инструментальное обследование металла КРК, в том числе и толщинометрию, выполняют квалифицированные специалисты, прошедшие соответствующую подготовку и оснащенные необходимыми приборами, имеющие соответствующие лицензии и свидетельства (сертификаты на приборы и оборудование). В настоящее время основными методами контроля металлических элементов КРК, находящихся в эксплуатации, являются ультразвуковые методы контроля (эхо-импульсный и зеркально-теневой). Применяемые ультразвуковые методы регламентируются ГОСТ 12503-75* [7].
Применение методов радиационной дефектоскопии в данных натурных условиях неэффективно.
Абразивный, коррозионный и механический износ металла КРК определяют эхо-импульсным методом с использованием серийно выпускаемых дефектоскопов или толщиномеров.
В табл. П.2.1 Приложения 2 представлены некоторые из находящихся в эксплуатации на ГЭС и в специализированных организациях и выпускаемые (по доступным ценам) дефектоскопы, а в табл. П.2.2 - толщиномеры.
Скрытые дефекты обнаруживают как эхо-импульсным, так и зеркально-теневым методами с использованием дефектоскопов.
На достоверность и точность результатов при проведении контроля металлической облицовки КРК большое влияние оказывают:
качество подготовки поверхности, через которую будут вводиться ультразвуковые волны;
правильный выбор контактной жидкости для обеспечения надежного контакта между ультразвуковым преобразователем и металлом КРК;
правильный выбор частоты вводимых ультразвуковых волн (и соответственно частоты преобразователей) и типа преобразователей (прямой совмещенный, прямой раздельно-совмещенный, наклонный);
правильная настройка чувствительности приборов.
Качество подготовки поверхности ввода ультразвуковых сигналов должно обеспечить максимальное прохождение сигналов. Для этого поверхность освобождают от неплотно прилегающих наслоений (ржавчина, отстающее защитное покрытие) и сглаживают неровности для обеспечения стабильного акустического контакта.
Подготовку поверхности проводят вручную (шабером, металлической щеткой, наждачной бумагой) или механическим способом (шлифовальной машиной), добиваясь, чтобы параметр шероховатости поверхности по высоте неровностей Rz был не более 50 мкм.
Правильно подобранная контактная жидкость частично компенсирует потери чувствительности при прохождении ультразвукового сигнала через неровности (шероховатости) поверхности.
Контактная жидкость должна обладать хорошей смачиваемостью по отношению к металлу КРК, оптимальной вязкостью (1275·10-2 м2/с и более) и однородностью (образование воздушных пузырьков недопустимо).
При дефектоскопии и толщинометрии металла КРК возможно применение жидкого машинного масла, однако для корродированного металла и металла с наплавкой лучшие результаты дают масла с повышенной вязкостью (солидол, литол).
В зависимости от типа и состояния КРК проводят выбор ультразвуковых преобразователей и соответствующих частот ультразвуковых волн.
Так, для толщинометрии металла КРК, состоящего из литых обечаек с толщиной основного металла более 50 мм, или толстостенных сварных КРК с корродированной донной поверхностью, а также КРК с наплавленным слоем металла (биметаллических) частота ультразвуковых волн должна быть не более 2,5 МГц (2,5; 1,8; 1,25).
Для сварных КРК с толщиной металла до 40 мм, относительно гладкой поверхностью и отсутствием ржавчины следует использовать преобразователи ультразвуковых волн на частоту 5 МГц (10 МГц), которые дают более точный результат, а при дефектоскопии позволяют выявить более мелкие дефекты.
Донная (обращенная к штрабному бетону) поверхность металла КРК из обычной углеродистой стали, как правило, сильно корродирована, что ослабляет отраженный сигнал. Величина ослабления нестабильна, поэтому рекомендуется настройку чувствительности проводить непосредственно на КРК.
При толщинометрии металла с использованием дефектоскопа следует применять прямые раздельно-совмещенные преобразователи, при дефектоскопии возможно использование как прямых, так и наклонных преобразователей.
Контроль сварных соединений КРК следует проводить в соответствии с ГОСТ 14782-86 [8]. Для этого используются дефектоскопы, указанные в табл. П.2.1 Приложения 2.
Все обнаруженные дефекты и участки с пониженной, относительно проектной, толщиной металла КРК заносятся в журнал состояния КРК и отмечаются на формуляре состояния.
2.3 Оценка состояния штрабного и монолитного бетона опорного конуса КРК
Основным методом оценки состояния бетона опорного конуса КРК является ультразвуковой метод неразрушающего контроля с использованием способа сквозного прозвучивания. Работы по ультразвуковому обследованию бетона КРК проводятся специализированными организациями.
2.3.1. Бетон опорного конуса КРК состоит из двух различных бетонов: монолитного бетона опорного конуса (ОК) и штрабного бетона заливки шахты КРК. При этом в бетоне ОК могут быть дефекты трех видов:
нарушения сплошности штрабного бетона (зоны пористого бетона, каверны и т.д.);
нарушение контакта штрабного бетона с монолитным бетоном ОК;
нарушение сплошности монолитного бетона ОК.
Для спиральных камер с металлической облицовкой дополнительно возможно нарушение контакта металла спиральной камеры с бетоном.
2.3.2. Оценка состояния бетонов и контактных поверхностей металл - бетон, штрабной - монолитный бетон проводится неразрушающим ультразвуковым методом по способу сквозного прозвучивания различных участков конструкции. Разметка трасс прозвучивания (расположение на конструкции преобразователей ультразвукового сигнала - излучателя и приемника) проводится геометрическим путем по чертежам опорного конуса с привязкой к характерным элементам, например, к осям лопаток направляющего аппарата. Расположение контрольных точек выбирается так, чтобы трассы не попадали на ребра жесткости обечайки. Поскольку базы измерения имеют значительную длину, геометрической ошибкой фактического расположения преобразователей относительно расчетного следует пренебречь. По этой же причине не учитывается влияние металла пересекаемого ультразвуковым сигналом по трассе, например, металла обечайки.
Учитывая наличие значительной фоновой акустической помехи, создаваемой соседними работающими агрегатами, рекомендуется проводить измерения в периоды их эксплуатационной остановки или с подключением к приемному каналу полосового фильтра, повышающего соотношение сигнал/шум в диапазоне рабочих частот преобразователей.
Для обеспечения надежного акустического контакта ультразвуковых преобразователей с металлом и бетоном поверхность должна быть очищена от отложений и неровностей.
Информационным параметром, характеризующим состояние материала, служит локальное изменение скорости ультразвукового сигнала относительно среднего значения для данного массива.
2.3.3. Скорость распространения ультразвука в монолитном бетоне ОК определяется при прозвучивании фрагмента ОК, в котором трасса ультразвукового сигнала пересекает только данный материал, например, из ниши отъемных сегментов в спиральную камеру. Условно считается, что полученная скорость характерна для всего массива монолитного бетона.
Пример схемы прозвучивания системы КРК - ОК приводится в Приложении 4.
2.3.4. Скорость распространения ультразвука в штрабном бетоне определяется при прозвучивании фрагмента ОК, в котором трасса ультразвукового сигнала пересекает только данный материал, например, из ниши отъемных сегментов в КРК или на нижнее кольцо направляющего аппарата НА (согласно п. 2.3.2 при такой значительной базе прозвучивания влиянием металла КРК или НА следует пренебречь).
2.3.5. Оценка прочности бетона опорного конуса КРК проводится на основании анализа скорости ультразвукового сигнала, полученной при прохождении им всего комплекса материалов (металла обечайки, штрабного и монолитного бетонов) на трассе КРК - ОК в зонах плотного прилегания металлической обечайки к штрабному бетону (определяется методом свободных колебаний согласно п. 1.2.1).
Оценка монолитности комбинированного материала ОК - КРК проводится по условному коэффициенту дефектности Р:
 ,
,
где Сб - скорость прохождения ультразвукового сигнала в бездефектном комбинированном бетоне; Сд - скорость прохождения ультразвукового сигнала в комбинированном бетоне на участках с дефектом (нарушения монолитности материалов, расслоение бетонов), геометрические размеры которого соизмеримыми с длиной волны ультразвукового сигнала (для рекомендуемых преобразователей с частотой 25 КГц и минимальной скоростью 3800 м/с - длина волны около 15 см); Св - скорость прохождения ультразвукового сигнала в воде.
Коэффициент дефектности меняется от 0 (для бездефектного бетона) до 1 (дефектность бетона настолько высока, что сигнал не проходит).
При отсутствии прохождения сигнала считается, что трасса сигнала пересекла участок значительного по площади расслоения бетонов или скопления большого количества дефектов (трещин, полостей, пористого бетона) с размерами 0,6 - 0,8 м.
2.3.6. При ультразвуковом контроле состояния бетона рекомендуется применять аппаратуру, обладающую значительной мощностью и имеющую встроенную или подсоединяемую осциллографическую систему визуализации принятого сигнала. Выбор такой аппаратуры ограничен. Рекомендуется использовать приборы в комплекте с преобразователями 25 - 60 КГц, приведенные в табл. П2.3 Приложения 2.
Информация о методах и аппаратуре, принципиально применяемых в дефектоскопии металла, бетона и контактах металл - бетон, но не используемых в настоящее время в инструментальных обследованиях эксплуатируемых КРК, приведена в Приложении 3.
3. ВЫБОР ОПТИМАЛЬНОГО ВАРИАНТА (РАЗРАБОТКА ПРОЕКТА) ПРОИЗВОДСТВА РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТ
3.1. Оценка состояния КРК по результатам обследования
На основании комплексного обследования оценивается фактическое состояние КРК, при необходимости выполняются расчеты надежности ее работы в эксплуатационном режиме, принимается решение о необходимости проведения ремонтных работ и о целесообразности реализации того или иного конструктивного решения; определяются виды, очередность, объем и технология проведения ремонтно-восстановительных работ.
По результатам предварительного (визуального) обследования КРК, ее гидроопробования и толщинометрии ее облицовки производится выявление поврежденных фрагментов металлической облицовки КРК, подлежащих ремонту или замене, отслоений металлической облицовки от бетона, наличия, местоположения, объемов заоблицовочных пустот в бетоне и гидравлических связей между ними, а также других фильтрационных ходов.
По результатам инструментального обследования КРК определяются фактические значения физико-механических характеристик металла и бетона; выявляются дефекты металла и сварных швов, не обнаруженные при проведении предварительного обследования КРК; выявляются дефекты в массиве бетона опорного конуса КРК - трещины, пустоты и отслоения штрабного бетона от монолитного.
3.2. Рекомендуемые конструктивно-технологические решения и материалы
Анализ опыта эксплуатации ГЭС России и СНГ, способов и результатов проведения на них ремонтно-восстановительных работ и реконструкции камер рабочих колес показал неэффективность заполнительной цементации заоблицовочных пустот цементационными растворами. Анализ причин и последствий неэффективности такой технологии ремонта достаточно подробно отражен в публикациях (см., например, [1, 2]).
В последние годы разработаны и апробированы на ряде ГЭС альтернативные конструктивные решения (на основе применения многослойных композитных схем облицовок), материалы и технологии, обеспечивающие повышение надежности камер рабочих колес как на стадии их изготовления, так и на стадиях реконструкции и восстановительного ремонта (см., например [3 - 6]).
Наиболее простым в исполнении при производстве ремонтно-восстановительных работ и наиболее апробированным на практике является создание двухслойной или трехслойной конструкции облицовки КРК.
Двухслойная конструкция была апробирована на Серебрянской ГЭС в 1985 г. Продолжительные наблюдения показали эффективность данной конструкции, и она используется до настоящего времени на ГЭС Колэнерго.
Трехслойная конструкция была апробирована на отъемном сегменте КРК гидроагрегата Волжской ГЭС. Установленные тензометры показали снижение напряжений в металле облицовки в 1,5 - 2,0 раза, что доказывает эффективность данной конструкции.
Двухслойная конструкция облицовки КРК "металл - композит - бетон" приведена на рис. 1.
Основное отличие данной конструкции облицовки камеры рабочего колеса от традиционной конструкции КРК состоит в наличии слоя композитного энергопоглощающего материала, инъектируемого за металлическую облицовку КРК традиционной конструкции и обеспечивающего надежную связь со штрабным бетоном, что приводит к уменьшению амплитуд вынужденных колебаний облицовки. Кроме того, омоноличивающий слой вязкоупругого материала заполнителя существенно повышает декремент (затухание) колебаний облицовки, вынуждаемых гидродинамическими силами, генерируемыми лопастной системой гидроагрегата. Такой вариант композитной облицовки предназначен, в первую очередь, для создания на реконструируемой или ремонтируемой камере гидроагрегата в тех случаях, когда не производится вырубка из бетона ребер жесткости камеры, а лишь заменяется ее металлическая обшивка. При этом старый штрабной бетон в пространстве между горизонтальными и вертикальными ребрами жесткости удаляется на глубину, определяемую в результате прочностных и усталостных расчетов облицовки и зависящую от геометрии лопастной системы, геометрических параметров КРК, расчетного напора, основных режимов работы гидроагрегата, физико-механических характеристик конструкционных сталей и композитного материала. Двухслойный вариант облицовки может быть использован и при проведении ремонта КРК, не связанного с заменой самой металлической обшивки камеры, например, для гарантированной ликвидации заоблицовочных полостей. В этом случае для достижения результата желательно также проведение серии упомянутых выше расчетов для разных глубин подплитных полостей и толщин обшивки. Компенсация разброса этих показателей осуществляется путем регулирования физико-механических свойств композитного заполнителя изменением процентного состава его компонентов или введением специальных добавочных компонентов.
Трехслойная конструкция облицовки КРК "металл - композит - металл" приведена на рис. 2.
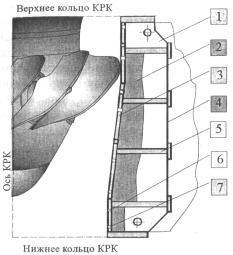
Рис. 1. Двухслойная конструкция облицовки камеры рабочего колеса "металл - композит - бетон":
![]() -
штрабной бетон;
-
штрабной бетон; ![]() - композитно-энергопоглощающий материал;
- композитно-энергопоглощающий материал; ![]() - основная металлическая облицовка;
- основная металлическая облицовка; ![]() - вертикальное ребро жесткости;
- вертикальное ребро жесткости; ![]() - горизонтальное ребро жесткости;
- горизонтальное ребро жесткости; ![]() - технологическое отверстие;
- технологическое отверстие; ![]() - инъекционные и технологические отверстия
- инъекционные и технологические отверстия
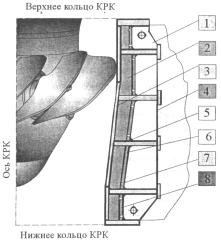
Рис. 2. Трехслойная конструкция облицовки КРК "металл - композит - металл":
![]() -
штрабной бетон;
-
штрабной бетон; ![]() - композитно-энергопоглощающий материал;
- композитно-энергопоглощающий материал; ![]() - основная металлическая облицовка;
- основная металлическая облицовка; ![]() - вертикальное ребро жесткости;
- вертикальное ребро жесткости; ![]() - горизонтальное ребро жесткости;
- горизонтальное ребро жесткости; ![]() технологическое отверстие;
технологическое отверстие; ![]() - инъекционные и технологические отверстия;
- инъекционные и технологические отверстия; ![]() - дополнительная металлическая облицовка
- дополнительная металлическая облицовка
Основное отличие такой конструкции камеры рабочего колеса от традиционной состоит в наличии дополнительной тонкостенной металлической обечайки, фрагменты которой привариваются по контурам ячеек образуемых вертикальными и горизонтальными ребрами жесткости параллельно основной обшивке (облицовке) на некотором расстоянии от нее, определяемом по результатам динамических и усталостных расчетов в зависимости от ожидаемых гидродинамических нагрузок, используемых конструкционных сталей, диаметра РК и используемого состава композиционного энергопоглощающего материала.
Заполнение полостей композитным энергопоглощающим материалом осуществляется методом инъектирования через специально оборудованные съемными штуцерами инъекционные отверстия в дополнительной обечайке (для варианта изготовления в заводских условиях и для варианта доработки камеры перед монтажом в условиях стройплощадки ГЭС) или в основной обечайке (для варианта ремонта или реконструкции КРК без вырубки оребрения из бетона, но со срезанием поврежденной металлической облицовки).
Повышенная надежность камеры рабочего колеса данной конструкции обеспечивается за счет нескольких дополняющих друг друга факторов: замедление процесса накопления усталостных повреждений в металле в результате уменьшения амплитуд и частот вынужденных колебаний основной облицовки; высокое рассеяние энергии вынужденных колебаний облицовки в композитном материале; замедление процесса накопления усталостных повреждений в основной облицовке в результате уменьшения асимметрии цикла ее вынужденных колебаний за счет восприятия гидродинамических нагрузок от транзитного потока и фильтрационного давления верхнего бьефа разными панелями облицовок (основной и дополнительной), разделенными вязко-упругим слоем композитного материала. Такая конструкция КРК является полнонесущей и обеспечивает надежную работу при отсутствии требования об обязательном омоноличивании ее с бетоном опорного конуса.
При создании многослойных (композитных) конструкций облицовки КРК используются термостойкие полимерные быстротвердеющие составы, безусадочные, обладающие высокой адгезией к металлу и бетону и с достаточно высокими прочностными характеристиками. Спектр таких материалов достаточно широк. Наиболее апробированными в расчетных исследованиях и в практике проведения ремонтно-восстановительных работ являются энергопоглощающие составы марок ЭПМ-1, ЭПМ-2 и их модификации, разработанные ЦНИИМ и приведенные в технических условиях ТУ АДИ 473-97 [9]. Также используются заливочные компаунды марок КДС-173 и КДС-174, разработанные ЦНИИМ и приведенные в технических условиях ТУ АДИ 483-99 [10].
3.3. Технико-экономическое обоснование рекомендуемых конструктивно-технологических решений
Технико-экономическое сравнение вариантов камер рабочих колес традиционной и трехслойной конструкции приведено в Приложении 5 и показывает экономичность данной конструкции.
3.4. Требования к состоянию металла облицовки КРК
Для основных и дополнительных металлических обечаек при создании композитной облицовки не допускается:
наличие каверн, шлаковых включений в металле основной обечайки (облицовки);
наличие зон термического влияния сварных швов (остаточных термических напряжений и местных концентраторов напряжений) в металле основной обечайки;
наличие трещин, надрезов и иных дефектов обработки металла обечаек;
некачественная подгонка листов металла к ребрам жесткости при сборке новой конструкции или ремонте;
непровары стыка листов обечаек из-за неполной разделки металла под сварку при сборке новой конструкции композитной облицовки или создании композитной облицовки в условиях эксплуатируемой ГЭС при проведении ремонтных работ;
отслоение защитного (противоэрозионного) слоя нержавеющей стали от основного металла вследствие некачественной сварки (проката) биметаллических фрагментов обечайки и действующих динамических нагрузок;
наличие сквозных отверстий в панелях облицовки вследствие некачественной заварки инъекционных отверстий или местных разрушений металла кавитационной эрозией;
утонение фрагментов основной обечайки (или их участков) до толщин, менее заложенных в проект или в расчеты (в том числе за счет выноса металла с больших площадей вследствие кавитационной эрозии).
При проведении сборочных и ремонтно-восстановительных работ необходимо осуществлять входной и выходной дефектоскопический контроль металла и сварных швов на наличие трещин.
Марка стали и ее физико-механические характеристики должны соответствовать заложенным в проект, т.е. использованным при проведении расчетов напряженного состояния и по СНиП II-23-81*. Кроме того, металл должен соответствовать дополнительным требованиям, указанным на рабочих и деталировочных чертежах.
Коэффициент надежности по стали принимается в соответствии с рекомендациями, изложенными в п. 20.1 СНиП II-23-81*.
Значение предела текучести стали и временного сопротивления следует принимать:
для сталей, у которых приведенные в сертификатах или полученные при испытаниях значения предела текучести и временного сопротивления соответствуют требованиям действовавших во время строительства государственных стандартов или технических условий на сталь - по минимальному значению, указанному в этих документах;
для сталей, у которых приведенные в сертификатах или полученных при испытаниях значения предела текучести и временного сопротивления ниже предусмотренных государственными стандартами или техническими условиями на сталь, действовавшими во время строительства - по минимальному значению из приведенных в сертификатах или полученных при испытаниях.
3.5. Требования к проведению сварочных работ по восстановительной наплавке при ликвидации кавитационно-эрозионных повреждений и ликвидации трещин облицовки КРК
Проведенными экспериментальными и расчетными исследованиями установлено, что показатели термостойкости разработанных составов композитных материалов вполне удовлетворительны для реальных условий их эксплуатации, в том числе в условиях температурного нагружения при проведении сварочных работ на КРК (восстановительная наплавка металлических обечаек, заварка трещин), при условии строгого соблюдения общих требований к технологиям проведения сварочных работ (Приложение 6), а также специальных ограничений, накладываемых заводом-изготовителем.
При толщинах металла более 18-20 мм температуры самых "горячих" точек контактной поверхности находятся в пределах 140-200 °С, поэтому применения каких-либо дополнительных конструктивно-технологических мероприятий не требуется, а все ограничения на потребляемые сварочные мощности, диаметры и марки электродов, скорость сварки, высоту сварочных валиков и т.д. соответствуют обычным для проведения такого типа работ. При толщине металлической обечайки в диапазоне 12-18 мм температуры самых "горячих" точек контактной поверхности находятся в пределах 200-250 °С и хотя эти величины являются еще допустимыми по основным характеристикам термостойкости разработанных составов компаундов (сохранение величин адгезии, модуля упругости и декремента колебаний компаунда в расчетных пределах), однако, в этом случае достаточно велика опасность выхода за пределы указанных температур при незначительных и трудно контролируемых нарушениях обычной технологии проведения сварочных работ, принятой при осуществлении восстановительной наплавки.
Проведенные исследования длительного воздействия (30 мин.) высоких температур (240 °С) на разработанные композитные материалы (ЭПМ-1, ЭПМ-2 и их модификации) показали, что модуль упругости состава 1 увеличивается на 18 % и состава 2 - на 22 %, адгезионная прочность уменьшается на 15-20 % для состава 1 и остается примерно постоянной для состава 2, а потеря веса (за счет возгонки легких фракций) составляет 2-3 % для обоих составов. Последнее обстоятельство вряд ли существенно для компаундов, инъектированных в замкнутые герметичные полости трехслойной конструкции композитной облицовки, но может приводить к появлению опасных испарений при нарушении их герметичности.
Сварочные работы должны производиться не ранее, чем через 24 часа после нанесения защитного покрытия.
4. РЕКОМЕНДАЦИИ ПО ТЕХНОЛОГИИ ПОДГОТОВКИ ПОВЕРХНОСТЕЙ МЕТАЛЛА И БЕТОНА ЗАОБЛИЦОВОЧНЫХ ПОЛОСТЕЙ КРК К ПРОВЕДЕНИЮ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТ
4.1. Требования к состоянию поверхностей металла и бетона
4.1.1. Поверхности основной и дополнительной металлических обечаек многослойной конструкции облицовки должны быть очищены от ржавчины, биообрастаний, загрязнений и обезжирены. В закрытых заоблицовочных полостях металл очищается специальными промывочными составами по технологии, отраженной в п. 4.2. При замене металла старой облицовки очистка металла производится механическими способами.
4.1.2. Приводимые ниже требования к состоянию бетона и, в первую очередь, его поверхностного слоя актуальны при создании в условиях эксплуатируемой ГЭС конструкций многослойных облицовок, в которых предусмотрена связь энергопоглощающего слоя с бетоном - в данном случае двухслойной конструкции.
4.1.3. При создании двухслойной конструкции в процессе проведения ремонтных работ с заменой металла облицовки контактные бетонные поверхности должны быть тщательно очищены от грязи, битумных нефтяных и жирных пятен. Сильно загрязненные поверхности очищаются до обнаружения чистого бетона отбойными молотками, механической бучардой, металлическими щетками и пескоструйной обработкой с соблюдением правил техники безопасности в соответствии с требованиями ГОСТ 12.0.003-74 [11] и СНиП III-4-80 [12]. Очистка поверхностей может быть осуществлена модифицированной затирочной машиной СО-86.
4.1.4. При создании двухслойной конструкции в процессе проведения ремонтных работ без замены металла облицовки бетон в закрытых заоблицовочных полостях очищается специальными промывочными составами по технологии, описание которой приведено в п. 4.2.
4.1.5. При создании композитной облицовки в процессе проведения реконструкции или капитального ремонта КРК участки слабого бетона удаляются и заменяются новым материалом. Старые и гладкие поверхности бетона предварительно насекаются. Также могут быть использованы существующие способы упрочнения поверхностного слоя слабого бетона путем пропитки полимерами и цементации.
4.1.6. При создании на ГЭС тех многослойных конструкций КРК, в которых не предусмотрен контакт энергопоглощающего слоя с бетоном (трехслойная конструкция), требования к состоянию основного и штрабного бетона не отличаются от обычных проектных требований.
4.2. Проведение работ по очистке поверхностей металла и бетона заоблицовочных полостей
4.2.1. Работы по очистке внутренних поверхностей заоблицовочных полостей КРК рекомендуется проводить перед началом работ по их заполнению инъекционными составами и обязательно после гидравлических испытаний облицовки КРК, завершения сварочных работ по устранению сквозных трещин, свищей и заделки выходов в нижний бьеф, обнаруженных при гидравлических испытаниях.
4.2.2. Работы по очистке внутренних поверхностей заоблицовочных полостей КРК предназначены:
для очистки бетонных поверхностей заоблицовочных полостей КРК от биообрастаний и загрязнений, а также металлических поверхностей облицовки от продуктов коррозии, биообрастаний и загрязнений с целью обеспечения хорошей адгезии поверхностей с заполнителем при последующем инвестировании в заоблицовочные полости твердеющих материалов;
для проверки качества сварки после проведения ремонтно-восстановительных работ и контроля отсутствия дефектов, не зафиксированных при гидравлических испытаниях, поскольку в процессе очистки заоблицовочных полостей активными растворами могут вскрываться трещины и свищи, закупоренные шлаками и не обнаруженные при гидравлических испытаниях;
для уточнения гидравлических связей между отдельными заоблицовочными пустотами, а также фильтрационных ходов и гидравлической связи пустот с конусом или коленом отсасывающей трубы гидроагрегата, не обнаруженных при проведении гидравлических испытаний в связи с тем, что они были зашлакованы и вскрыты после воздействия на них химически активных растворов.
4.2.3. Работы по очистке внутренних поверхностей заоблицовочных полостей КРК производятся путем непрерывной прокачки через них в определенной последовательности ряда химически активных растворов в течение определенных для каждого раствора времени и температуры с помощью специальной насосной установки (Приложение 7).
4.2.4. Последовательность операций, осуществляемых при проведении работ по очистке внутренних поверхностей заоблицовочных полостей КРК:
1) обезжиривание - промывка поверхностей металла и бетона от нефтепродуктов, минеральных и органических загрязнений;
2) первое травление - производится для предварительного растворения и преобразования ржавчины фосфатирующими растворами;
3) окисление органики и разрыхление ржавчины - для облегчения удаления ее при последующей промывке;
4) второе травление - для окончательного растворения ржавчины;
5) промывка-дезактивация - для нейтрализации кислотного травящего раствора;
6) промывка чистой водой до рН 8 - для удаления продуктов травлений;
7) сушка - для обеспечения хорошей адгезии полимерных материалов к внутренним поверхностям заоблицовочных полостей КРК.
4.2.5. Порядок проведения работ по очистке внутренних поверхностей заоблицовочных полостей КРК, составы рабочих растворов, рекомендуемое оборудование и оснастка описаны в Приложении 7.
4.3. Проведение работ по консервации очищенных поверхностей металла и бетона заоблицовочных полостей
4.3.1. Работы по консервации очищенных поверхностей металла и бетона заоблицовочных полостей КРК рекомендуется проводить после проведения работ по очистке внутренних поверхностей заоблицовочных полостей в тех случаях, когда интервал между операциями очистки поверхностей и инъектированием твердеющих материалов в полости составляет более 12 часов.
4.3.2. Работы по консервации очищенных поверхностей металла и бетона заоблицовочных полостей КРК предназначены для защиты поверхностей металла и бетона от атмосферного воздействия в период от изготовления или очистки металлических элементов облицовки до заполнения заоблицовочных полостей твердеющими материалами.
4.3.3. Защитные (межоперационные) покрытия для консервации очищенных поверхностей создаются на основе лакокрасочных грунтовок, способных выдерживать кратковременные температурные нагрузки не менее 250 °С.
4.3.4. Работы по созданию защитных (межоперационных) покрытий очищенных внутренних поверхностей заоблицовочных полостей КРК производятся путем нанесения покрытий кистью или через краскопульт (при замене металлической обечайки) либо путем однократного заполнения обрабатываемой полости (без замены металлической обечайки) с выдержкой по времени и последующим сливом с помощью специальной установки (Приложение 8).
4.3.5. Порядок проведения работ по созданию защитных (межоперационных) покрытий на внутренних поверхностях заоблицовочных полостей КРК, составы рабочих растворов, рекомендуемое оборудование и оснастка описаны в Приложении 8.
4.4. Характеристика и назначение материалов для создания межоперационных покрытий
4.4.1. Для создания межоперационных покрытий на контактных поверхностях металлических элементов многослойной конструкции камеры рабочего колеса используются: фосфатирующие грунтовки марок ВЛ-02 и ВЛ-023 и кремнеорганический лак марки КО-08.
4.4.2. Назначение, область применения и основные характеристики материалов для создания межоперационных покрытий представлены в табл.1.
Таблица 1
Назначение и область применения материалов для создания межоперационных покрытий
|
Марки |
Область применения |
Температурная стойкость |
|
ВЛ-02 ВЛ-023 |
Создание межоперационных покрытий контактных поверхностей металлических элементов камеры рабочего колеса в местах стыковых соединений транспортируемых единиц КРК в заводских условиях или сборочных единиц в условиях стройплощадки ГЭС для их защиты от коррозии в период: от изготовления транспортируемых единиц КРК на заводе до заполнения межоблицовочных полостей энергопоглощающим материалом на заводе или на ГЭС; от изготовления сборочных единиц КРК на стройплощадке ГЭС до заполнения межоблицовочных полостей энергопоглощающим материалом. Создание межоперационных покрытий в области сварных швов, соединяющих сборочные единицы КРК, после их монтажа в штрабе до заполнения образующихся при этом межоблицовочных полостей энергопоглощающим материалом. |
до 250 °С |
|
КО-08 |
Создание межоперационных покрытий на контактных поверхностях металлических элементов транспортируемых единиц камеры рабочего колеса в заводских условиях для их защиты от коррозии в период от изготовления и приварки дополнительной облицовки до заполнения межоблицовочных полостей энергопоглощающим материалом. |
до 500 °С |
5. РЕКОМЕНДАЦИИ ПО ТЕХНОЛОГИИ ПРОВЕДЕНИЯ ИНЪЕКЦИОННЫХ РАБОТ С ИСПОЛЬЗОВАНИЕМ КОМПОЗИТНЫХ МАТЕРИАЛОВ
5.1. Проведение работ по инъектированию быстротвердеющих составов в заоблицовочные полости КРК
5.1.1. Работы по инъектированию быстротвердеющих составов в заоблицовочные полости КРК рекомендуется проводить только после проведения работ по очистке внутренних поверхностей заоблицовочных полостей и после завершения сварочных работ по устранению сквозных трещин и свищей, обнаруженных при гидравлических испытаниях, а также после проведения работ по восстановительной наплавке кавитационно-эрозионных повреждений металла облицовки.
5.1.2. Работы по инъектированию быстротвердеющих составов в заоблицовочные полости КРК предназначены для ликвидации заоблицовочных полостей, обеспечения совместной работы металлических элементов создаваемой многослойной конструкции композитной облицовки с материалом заполнителя и с бетоном опорного конуса (для двухслойной конструкции), а также для перекрытия фильтрационных ходов в бетоне опорного конуса.
5.1.3. Работы по инъектированию быстротвердеющих составов в заоблицовочные полости КРК производятся путем однократного заполнения полости предварительно приготовленным композитным составом с помощью специальной установки (Приложение 9).
5.1.4. Допустимый расход быстротвердеющего состава (общий объем состава, заинъектированный в полость, за промежуток времени меньше времени жизнеспособности состава) в одну полость прямо пропорционален температуре окружающей среды, коэффициентам теплопроводности бетона, металла и площади теплоотвода и обратно пропорционален глубине подплитной полости. Эта величина должна уточняться из условий конкретной ГЭС.
5.1.5. Порядок проведения работ по инъектированию, порядок приготовления быстротвердеющих составов, рекомендуемое оборудование и оснастка описаны в Приложении 9.
5.2. Характеристика и свойства основных и вспомогательных материалов
5.2.1. Для ликвидации заоблицовочных полостей в камере рабочего колеса при проведении ремонтных работ на ГЭС используются материалы следующих марок: ЭПМ-1, ЭПМ-1Н, ЭПМ-2, ЭПМ-2Н, приведенные в (ТУ АДИ 473-97) [9] и КДС-174 (ТУ АДИ 483-99) [10], или аналогичные им по физико-механическим и технологическим характеристикам материалы.
5.2.2. Выбор энергопоглащающего материала проводится на основании динамических расчетов путем оценки надежности работы получаемой конструкции с учетом эксплуатационных нагрузок и физико-химических свойств используемого материала.
5.2.3. Назначение и область применения энергопоглощающих материалов представлены в табл. 2.
Таблица 2
Назначение и область применения энергопоглощающих материалов
|
Марки |
Область применения |
|
ЭПМ-2 КДС-174 |
Ликвидация полостей облицовки камеры рабочего колеса, заполнение небольших полостей в заоблицовочном пространстве |
|
ЭПМ-2Н КДС-174 + цемент |
Ликвидация значительных полостей в заоблицовочном пространстве при ремонтных работах |
|
ЭПМ-1 |
Ликвидация полостей облицовки при ремонтных работах |
|
ЭПМ-1Н КДС-174 + цемент |
Создание гидроизоляционного слоя многослойной конструкции камеры рабочего колеса ПЛ гидротурбины |
ПРИЛОЖЕНИЕ 1
ПРОВЕДЕНИЕ ГИДРАВЛИЧЕСКИХ ИСПЫТАНИЙ КАМЕРЫ РАБОЧЕГО КОЛЕСА
Технологическая инструкция
Настоящая технологическая инструкция распространяется на технологический процесс подготовки камеры рабочего колеса для последующего заполнения заоблицовочных полостей твердеющими материалами и описывает стадию проведения гидравлических испытаний КРК.
П1.1. Общие положения
Любые изменения в технологическом процессе, обусловленные конкретными эксплуатационными условиями, должны быть согласованы с предприятием - разработчиком.
Технологическое оборудование, оснастка и приборы, применяемые при гидравлических испытаниях КРК, должны быть аттестованы и допущены к эксплуатации в соответствии с ГОСТ 12.0.003-74 [11].
П1.2. Подготовка камеры рабочего колеса для проведения работ по гидравлическим испытаниям облицовки КРК
Местоположение заоблицовочных полостей, подлежащих заполнению жидкостью, определяется по результатам предварительного обследования КРК (простукиванием, неразрушающими методами ультразвукового контроля и т.п.) и отмечается мелом на поверхности облицовки, а также фиксируется на формуляре состояния закладных частей гидроагрегата.
В пределах оконтуренной пустоты в облицовке высверливаются дренажные отверстия. На каждую оконтуренную полость должно быть не менее двух диагонально расположенных отверстий: в нижней и в верхней частях полости (рис. П1.1). Дренажные отверстия оборудуют резьбовыми штуцерами внутренним диаметром 15 - 25 мм.
Для обеспечения возможности герметизации дренажных отверстий на различных стадиях проведения гидравлических испытаний КРК и ремонтно-восстановительных работ изготавливается соответствующее количество резьбовых пробок (рис. П1.2).
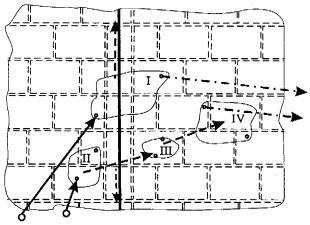
Рис. П1.1. Исполнительная схема выявления гидравлической связи:
![]() -
фрагмент металлической облицовки;
-
фрагмент металлической облицовки;![]() - ребра
жесткости;
- ребра
жесткости; ![]() - зоны
и номера пустот;
- зоны
и номера пустот;![]() - дренажное
отверстие;
- дренажное
отверстие;![]() - стык
секторов КРК;
- стык
секторов КРК; ![]() - гидравлическая связь между заоблицовочными
полостями или заоблицовочной полостью и стыком секторов КРК;
- гидравлическая связь между заоблицовочными
полостями или заоблицовочной полостью и стыком секторов КРК; ![]() - линия
подачи воды от насосной установки;
- линия
подачи воды от насосной установки; ![]() - линия отвода (слива) воды в буферную
емкость
- линия отвода (слива) воды в буферную
емкость
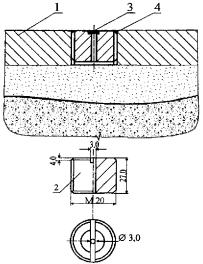
Рис. П1.2. Ликвидация дренажных отверстий в облицовке:
1 - металлическая облицовка; 2 - пробка; 3 - заделка паза и центрального отверстия пробки сваркой; 4 - сварка по контуру отверстия с последующей зачисткой сварного шва
П1.3 Оборудование для проведения работ по гидравлическим испытаниям облицовки КРК
Для проведения работ по гидравлическим испытаниям облицовки КРК используется следующее (или аналогичное) оборудование:
центробежный насос, обеспечивающий напор в диапазоне 15-40 м в.ст. и расход в диапазоне 1,5-6,0 м3/ч (для обеспечения возможности использования этого же оборудования при проведении операций очистки заоблицовочных полостей рекомендуется использовать насосы, предназначенные для работы с химически активными жидкостями - маркировки типа КС, П);
сливной бак (буферная емкость) с минимальным объемом 70 - 80 л;
шланги с внутренним диаметром 20 - 25 мм, выполненные из материала, пригодного для работы под давлением, создаваемым используемым насосом при его работе на закрытую задвижку;
задвижки Ду25 (шаровые или конусные краны) для установки на нагнетательной и сливной магистралях;
средства двусторонней связи (телефоны, радиосвязь).
П1.4. Порядок проведения работ по гидравлическим испытаниям КРК
П1.4.1. Рекомендуется устанавливать насосную установку и сливной бак (буферную емкость) на отметке входа в шахту турбины.
С помощью нагнетательного насоса вода по напорной магистрали подается в заоблицовочную полость и по сливной магистрали отбирается в буферную емкость (рис. П1.3). В случае выявления гидравлической связи занапоренной полости с соседними полостями (рис. П1.1) сообщающиеся отверстия и пустоты отмечают в формуляре состояния закладных частей гидроагрегата. Для обеспечения возможности одновременного заполнения водой (занапоривания) гидравлически связанных пустот пустоты объединяют с помощью установки переходных шлангов или (и) заглушек. Окончательное решение о схеме соединения гидравлически связанных пустот принимается на основании фактических данных об их геометрических размерах и местоположении.
П1.4.2. Выявленные в результате гидравлического испытания трещины и свищи в металле облицовки подлежат качественной разделке и заварке электродной массой. После проведения сварочных работ гидравлические испытания должны быть повторены для проверки качества сварки и отсутствия не зафиксированных ранее дефектов.
П1.4.3. На основании гидравлических испытаний КРК делаются оценки объемов и площади поверхностей заоблицовочных полостей, необходимые для расчета объемов расходных материалов на последующих стадиях производства ремонтно-восстановительных работ. Определяются места выхода воды в нижний бьеф, которые перед проведением последующих стадий ликвидируются.
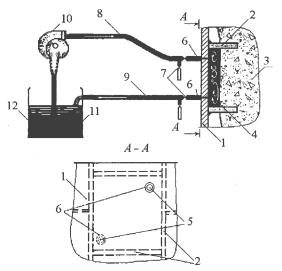
Рис. П1.3. Проведение гидравлических испытаний КРК:
1 - облицовка; 2 - ребра жесткости; 3 - бетон; 4 - заоблицовочная пустота; 5 - дренажное отверстие; 6 - штуцер; 7 - кран-задвижка; 8 - напорный шланг; 9 - сливной шланг; 10 - насос;
11 - буферная емкость; 12 - вода
П1.5. Требования безопасности
П1.5.1. На основании требований, изложенных в ГОСТ 12.1.005-88 [13], руководством предприятия, на котором производятся работы, должны быть разработаны и утверждены инструкции по технике безопасности.
П1.5.2 Рабочие, занятые гидравлическими испытаниями облицовки КРК должны быть обеспечены спецодеждой и индивидуальными средствами защиты в соответствии с ГОСТ 12.4.103-83 [14].
П1.5.3. Рабочие, занятые гидравлическими испытаниями облицовки КРК должны быть обеспечены средствами связи (радиотелефоны, радиостанции), обеспечивающими качественную связь между местом расположения насосной установки и местом проведения работ в КРК.
П1.5.4. К работам по гидравлическим испытаниям облицовки КРК допускаются лица, достигшие 18-летнего возраста, имеющие право эксплуатации насосных установок, прошедшие медицинский осмотр и инструктаж по технике безопасности.
ПРИЛОЖЕНИЕ 2
РЕКОМЕНДУЕМОЕ ОБОРУДОВАНИЕ ДЛЯ ИНСТРУМЕНТАЛЬНОГО ОБСЛЕДОВАНИЯ МИКРО- И
МАКРОСОСТОЯНИЯ МЕТАЛЛА И БЕТОНА
Таблица П2.1
Дефектоскопы для металла
|
Дефектоскопы |
Изготовитель |
Частоты преобразователей, МГц |
Масса, кг |
|
УД2-12 |
"Introscop" (г. Кишинев) |
1,25; 1,8; 2,5; 5,0 |
7 |
|
УД4-Т |
"Introscop" (г. Кишинев) |
1,25; 1,8; 2,5; 5,0 |
4 (4,2) |
|
УД2-70 |
НПК "Луч" (Москва) |
1,25; 1,8; 2,5; 5,0; 10,0 |
7 |
|
УД2-72 |
НПК "Луч" (Москва) |
1,25; 1,8; 2,5; 5,0; 10,0 |
3 |
|
А1212 |
"Спектр" (Москва) |
1,25; 1,8; 2,5; 5,0; 10,0 |
0,8+датч. |
|
УД2-102 |
"Пеленг" (Санкт-Петербург) |
0,6; 1,25; 1,8; 2,5; 5,0 |
2(2,15) |
|
VSN-50 |
Krautkramer (Германия) |
0,5 - 10 |
2(2,15) |
|
VSN-52 |
Krautkramer (Германия) |
0,5 - 10 |
2(2,15) |
|
36DL PLUS |
Penametrics (США) |
1,0 - 15 |
2(2,15) |
Таблица П2.2
Толщиномеры для металла
|
Толщиномеры |
Изготовитель |
Питание |
Частота, МГц |
Масса, кг |
|
УТ-93П |
"Introscop" (г. Кишинев) |
- |
5 |
0,4 |
|
Туз-1 |
НПК "Луч" (Москва) |
Аккум. |
2,5; 5; 10 |
0,4 |
|
Взлет УТ |
"Взлет" (Санкт-Петербург) |
Аккум. |
2,5 или 5 |
0,4 |
|
Скат-4000 |
- |
Аккум. |
5 |
- |
|
А 1209 |
"Спектр" (Москва) |
Аккум. |
5; 10 |
0,29 |
|
ДМ-2 |
Krautkramer (Германия) |
- |
5; 10 |
0,4 |
|
ДМ-4DL |
Krautkramer (Германия) |
- |
5; 10 |
0,25 |
|
T-SCOPE-DL |
Spresstell (США) |
- |
5; 10 |
- |
Таблица П2.3
Дефектоскопы для бетона
|
Дефектоскопы |
Изготовитель |
Частота, КГц |
Масса, кг |
|
УК-10ПМС |
"Introscop SA" (г. Кишинев) |
25; 60 |
12,0 |
|
USD-10NF |
Krautkramer (Германия) |
50 |
10,5 |
|
Namicon-7200 |
Namicon (Италия) |
50 |
5,0 |
|
DIO-562LF |
Starmans (Чехия) |
30 |
1,2 |
ПРИЛОЖЕНИЕ 3
(Информационное)
МЕТОДЫ И АППАРАТУРА, ПРИМЕНЕНИЕ КОТОРЫХ ВОЗМОЖНО В ИНСТРУМЕНТАЛЬНЫХ
ОБСЛЕДОВАНИЯХ ЭКСПЛУАТИРУЕМЫХ КРК
Диагностика состояния металла
1. Капиллярный метод дефектоскопии основан на капиллярном проникновении индикаторных жидкостей в полости поверхностных и сквозных несплошностей объекта контроля и регистрации образующихся индикаторных следов визуально или с помощью преобразователя.
Способ простой, высокочувствительный, наглядный, однако трудоемкий. При этом выявляются только выходящие на поверхность дефекты с открытой полостью, необходимо добросовестное отношение контролера к работе гладкой контролируемой поверхности и необходимости применения особых мероприятий техники безопасности.
Чаще применяется в качестве выходного контроля при изготовлении изделий.
2. Метод магнитной памяти металла основан на использовании эффекта магнитной памяти металла к действию фактических рабочих нагрузок, дает возможность оценить степень усталостных повреждений. Проводились работы по контролю состояния лопаток турбин с помощью специализированных магнитометров - индикаторов механических напряжений типа ИМНМ-1Ф и ИКН-1М, изготавливаемых в НПО "Энергодиагностика". На металле обечаек КРК метод не проходил должной апробации в натурных условиях.
Контроль контакта металл - обечайка - штрабной бетон опорного конуса
1. Метод теплового контроля основан на регистрации перепада тепловых характеристик контролируемого объекта. Возможны два варианта контроля:
равномерный нагрев контролируемой поверхности с дневной стороны; при этом фактическая температура металла в зоне отслоения (над полостью) будет отличаться от температуры металла, плотно контактирующего с основанием (штрабным бетоном). В случае контроля камеры рабочего колеса (КРК) применение метода практически невозможно в связи с технической неосуществимостью обеспечения идентичного теплового потока, падающего на дневную поверхность металла (мощный источник тепла должен располагаться в геометрическом центре корпуса КРК);
нагрев донной поверхности металла обечайки путем закачки в полость горячей воды - регистрация местного прогрева обечайки над соседними полостями и фильтрационными ходами - технически малоэффективен из-за быстрого и неравномерного отъема тепла воды основанием по мере растекания ее под обечайкой и значительного теплоотвода металлом большой толщины.
2. Метод рассеянного гамма-излучения применяется для определения дефектов за стальными облицовками. Метод регламентирован в энергетическом строительстве и применялся для выявления полостей и отслоений за металлом водоводов.
Обеспечивает техническую возможность проведения измерений в конструкциях со стальной облицовкой толщиной 3-16 мм, обнаружение полостей площадью не менее 50 см2 с диапазоном измерения глубины полостей 1-10 см. Метод трудоемок, требует соблюдения особых мер безопасности, высокой квалификации специалистов. Точность измерений падает с увеличением толщины металла, при больших толщинах металла обечаек КРК неприменим.
Дефектоскопия бетона
1. Дефектоскопия конструкций радиоволновыми методами основывается на взаимодействии электромагнитных волн сверхвысокой частоты (СВЧ) с контролируемым материалом. Область применения методов СВЧ дефектоскопии бетона ограничена конструкциями толщиной до 300 мм.
2. Методы радиационной дефектоскопии основаны на просвечивании контролируемого объекта ионизирующим излучением и изменении интенсивности регистрируемого излучения в зависимости от толщины и плотности объекта. При относительно небольших толщинах просвечиваемых бетонных объектов (250 - 300 мм) обычно применяют переносные рентгеновские установки, при толщине конструкций до 500 - 600 мм - передвижные гамма-дефектоскопы, при толщине массива до 1800 - 2000 мм - стационарные бетатроны. Из-за особенностей аппаратуры (особые требования по технике безопасности и электробезопасности, большие габариты, сложность в обеспечении двустороннего доступа) в настоящее время методы неприменимы для дефектоскопии бетона опорного конуса КРК.
ПРИЛОЖЕНИЕ 4
СХЕМА УЛЬТРАЗВУКОВОЙ ЛОКАЦИИ БЕТОНА КРК

Рис. П4.1. Схема вертикального сечения направлений сквозной ультразвуковой локации опорного конуса КРК (через монолитный и штрабной бетон):
__________ - трасса ультразвукового прозвучивания
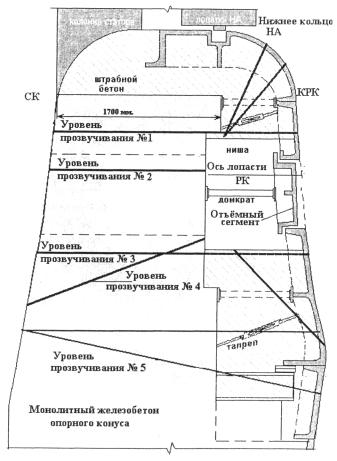
Рис. П4.2. Схема вертикального сечения направлений ультразвуковой локации монолитного железобетона, штрабного и сквозной (через монолитный и штрабной бетон) в зоне отъемного сегмента:
__________ - трасса ультразвукового прозвучивания
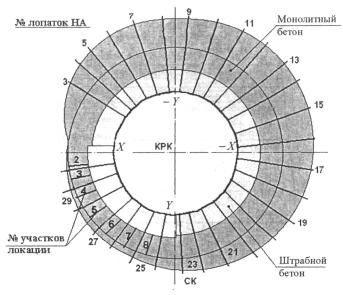
Рис. П4.3. Схема горизонтального сечения направления ультразвуковой локации опорного конуса КРК
ПРИЛОЖЕНИЕ
5
ТЕХНИКО-ЭКОНОМИЧЕСКОЕ СРАВНЕНИЕ ВАРИАНТОВ КАМЕР РАБОЧИХ КОЛЕС
ТРАДИЦИОННОЙ И МНОГОСЛОЙНОЙ КОНСТРУКЦИЙ
Технико-экономическое сравнение вариантов камер рабочих колес традиционной конструкции и многослойных (композитных) конструкций КРК в настоящем приложении проводилось на основе сопоставления стоимостей применяемых конструкционных материалов (в ценах на ноябрь 2000 г.) и технологических операций исходя из некоторых начальных предпосылок и допущений [15, 16]:
технико-экономическое сравнение облицовок и конструкций цельнометаллических и композитных камер рабочих колес проводилось при условии обеспечения их равной надежности и долговечности;
сопоставление стоимостей технологических операций по изготовлению КРК различных конструкций проводилось по укрупненным стоимостным показателям, так как для более точной оценки стоимостей необходимо наличие заводской документации на технологии обработки материалов для всех сравниваемых вариантов конструкций, что возможно только после разработки последней заводом-изготовителем;
частоты оребрения и размеры вертикальных и горизонтальных ребер жесткости проектируемых цельнометаллических и композитных камер рабочих колес, а также типы и размеры сварочных швов принимались по соответствующим чертежам. Допускалось, что ребра жесткости для всех КРК изготавливаются из стали Ст. 3;
при оценке стоимости изготовления металлоконструкций использовалось соотношение между стоимостью материалов Sм (в чистом весе) и стоимостью изготовленной камеры рабочего колеса Sк (без учета расходов на освоение), принимаемое по данным Гидропроекта для оценки по укрупненным стоимостным показателям,
Sк / Sм = 2,98;
при оценке стоимости работ по инъектированию компаундов при создании композитной конструкции использовалось соотношение между стоимостью материалов Sм (в чистом весе) и стоимостью производства инъекционных работ Sи, взятое по экспертной оценке,
Sк / Sи = 2,00;
при расчете стоимости металла основной облицовки вместо его проектной толщины (и веса) использовалась минимальная толщина (и вес) ближайшей по сортаменту листовой заготовки, т.е. учитывались вес и соответствующая дополнительная толщина металла, идущего в отходы при заводской обработке основной облицовки, - по заводским данным, ориентировочно 20-25 % от толщины металла листовой заготовки;
технология изготовления ребер жесткости предполагалась безотходной (по толщине). При этом соотношение между стоимостью изготовленной камеры рабочего колеса Sк и стоимостью материалов Sм1 (с учетом веса металла, идущего в отходы), равно 2,27, что позволяет оценить затраты на изготовление исходя из веса заготовок;
к расчетным (чистым) толщинам основной облицовки композитных КРК добавлялась толщина запаса на эрозионный вынос металла (в пределах 3 мм), идущая в запас прочности этих конструкций (и изменяющая ценовое сопоставление не в их пользу); исходя из этих же соображений, при анализе таблиц для определения толщин металла, обеспечивающих нормативную долговечность существующих КРК, к "чистым" расчетным толщинам их облицовок необходимо также добавлять толщину "запаса на кавитационную эрозию";
при определении стоимости сварочных электродов норма расхода их определялась введением поправочного коэффициента использования электродов к чистому весу наплавленного металла (взятого по соответствующим чертежам, разработанным АО Ленгидропроект) [16-18]:
Киэ = 0,6;
при оценке стоимости многослойной КРК вводился дополнительный поправочный коэффициент к цене, принимаемый для поворотно-лопастных гидротурбин новых и неосвоенных типоразмеров, а также для турбин с уникальными параметрами [19]:
Ку1 = 1,10;
при оценке стоимости проектируемых цельнометаллических КРК, в связи с использованием листовых заготовок большой толщины, принимался дополнительный поправочный коэффициент, учитывающий увеличение стоимости за счет повышения трудоемкости работ по их вальцовке и механической обработке, определяемый как
Ку2 = t2пл.п / t2пл.с,
где t2пл. = 1092/G0,35; G - вес облицовки в тоннах; индексы "п" и "с" обозначают проектируемые и существующие облицовки КРК [19].
Таблица П5.1
Результаты стоимостного сопоставления вариантов камер рабочих колес
|
Наименование, характеристика, параметр турбины |
ПЛ-30-В-750/800 |
ПЛ-30-В-660/877 |
|||||
|
Расчетный аналог |
Вилюйская ГЭС-3 |
Нарвская ГЭС |
|||||
|
Существующие КРК |
|||||||
|
Плановые размеры фрагмента, м |
0,9556×0,625 |
Не рассчитывается, т.к. подлежит замене при реконструкции. |
|||||
|
Толщина облицовки, мм |
24 |
||||||
|
Конструкционные материалы |
биметалл: 2,5¸4 мм, Ст.3+О8Х13 |
||||||
|
Расчетная долговечность, лет |
< 3 |
||||||
|
Масса, т |
13,3 |
||||||
|
Проектируемые цельнометаллические КРК |
|||||||
|
Плановые размеры фрагмента, м |
0,9556×0,625 |
0,575×0,340 |
|||||
|
Толщина облицовки, мм |
30 |
32 |
|||||
|
Конструкционные материалы |
08X13 |
08X13 |
|||||
|
Расчетная долговечность, лет |
> 100 |
|
|||||
|
Вес готового изделия КРК, т |
20 |
29,84 |
|||||
|
Вес 1 кв. м.: 1 - основная облицовка, т |
0,312 |
0,312 |
|||||
|
Ориентировочный вес металла для изготовления КРК (с учетом отходов на обработку облицовки), т |
24,96 |
33,46 |
|||||
|
Вес материалов облицовки КРК: 1 - основная облицовка, т |
|
17,35 |
|||||
|
Вес оребрения КРК, т |
|
15,76 |
|||||
|
Чистый вес сварных швов, наваренных электродами: |
|
|
|||||
|
УОНИ - 13/45 |
|
0,0907 |
|||||
|
ЭА - 395/5, т |
|
0,1183 |
|||||
|
Вес электродов для наложения швов с учетом Киэ |
|
|
|||||
|
|
0,151 |
||||||
|
УОНИ-13 / 45, т |
|
0,197 |
|||||
|
Ориентировочная стоимость металла для изготовления КРК (руб.), в том числе |
515000 |
478830 |
|||||
|
цена материалов облицовки 1 - основная облицовка |
433750 |
||||||
|
Цена оребрения КРК (руб.) |
|
31520 |
|||||
|
Стоимость электродов (руб.) |
|
|
|||||
|
УОНИ - 13/45 |
|
760 |
|||||
|
ЭА - 395/5 |
|
12810 |
|||||
|
Ориентировочные затраты на изготовление металлоконструкций КРК (руб.) |
|
608140 |
|||||
|
Ориентировочная стоимость КРК с изготовлением (руб.) (по данным Ленгидропроекта) |
928000 |
1087000 |
|||||
|
Проектируемые композитные КРК (равной долговечности) > 100 лет |
|||||||
|
Плановые размеры фрагмента |
0,9556×0,625 м |
0,575×0,340 м |
|||||
|
вариант с компаундом "Тиокол-1" |
вариант с компаундом "ЭПМ-1Н" |
вариант с компаундом "ЭПМ-2Н" |
вариант с компаундом "ЭПМ-1Н" |
вариант с компаундом "ЭПМ-2Н" |
|||
|
Толщина облицовки, м: |
|
|
|
|
|
||
|
1 - основная облицовка (приложение 1) |
0,010 |
0,010 |
0,010 |
0,010 |
0,010 |
||
|
- она же с учетом запаса на кавитационную эрозию |
0,013 |
0,013 |
0,013 |
0,013 |
0,013 |
||
|
- она же с учетом металла, идущего в отходы |
0,016 |
0,016 |
0,016 |
0,016 |
0,016 |
||
|
2 - композит |
0,020 |
0,020 |
0,030 |
0,030 |
0,030 |
||
|
3 - дополнительная облицовка 4 - межоперационное защитное покрытие |
0,006 |
0,006 |
0,006 |
0,006 |
0,006 |
||
|
Конструкционные материалы |
|
|
|
|
|
||
|
1 - основная облицовка |
08X13 |
08X13 |
08X13 |
08X13 |
08X13 |
||
|
2 - композит |
Тиокол-1 |
ЭПМ-1Н |
ЭПМ-2Н |
ЭПМ-1Н |
ЭПМ-2Н |
||
|
3 - дополнительная облицовка |
Ст. 3 |
Ст. 3 |
Ст. 3 |
Ст. 3 |
Ст. 3 |
||
|
4 - межоперационное защитное покрытие |
КО-08 |
КО-08 |
КО-08 |
КО-08 |
КО-08 |
||
|
Вес 1 м2, т: |
|
|
|
|
|
||
|
1 - основная облицовка |
0,125 |
0,125 |
0,125 |
0,125 |
0,125 |
||
|
2 - композит |
0,030 |
0,047 |
0,042 |
0,047 |
0,042 |
||
|
3 - дополнит. облицовка |
0,047 |
0,047 |
0,047 |
0,047 |
0,047 |
||
|
4 - межоперационное защитное покрытие |
0,0005 |
0,0005 |
0,0005 |
0,0005 |
0,0005 |
||
|
Полный вес 1 м2 облицовки, т |
0,2025 |
0,2195 |
0,2145 |
0,2195 |
0,2145 |
||
|
Вес материалов облицовки КРК, т: |
|
|
|
|
|
||
|
1 - основная облицовка |
7,95 |
7,95 |
7,95 |
6,95 |
6,95 |
||
|
2 - композит |
1,91 |
2,01 |
2,72 |
2,61 |
2,35 |
||
|
3 - дополнительная облицовка |
2,99 |
2,99 |
2,99 |
2,61 |
2,61 |
||
|
4 - межоперационное защитное покрытие |
0,034 |
0,034 |
0,034 |
0,03 |
0,03 |
||
|
Вес оребрения КРК, т |
5,02 |
5,02 |
5,02 |
10,45 |
10,45 |
||
|
Чистый вес сварных швов, наваренных электродами: |
|
|
|
|
|
||
|
УОНИ - 13/45 |
0,044 |
0,044 |
0,044 |
0,0384 |
0,0384 |
||
|
ЭА - 395/5, т |
0,0718 |
0,0718 |
0,0718 |
0,0633 |
0,0633 |
||
|
Вес электродов для наложения швов с учетом Киэ |
0,074 |
0,074 |
0,074 |
0,064 |
0,064 |
||
|
УОНИ - 13/45, т |
0,120 |
0,120 |
0,120 |
0,106 |
0,106 |
||
|
Полный вес материалов для изготовления КРК, т |
18,098 |
18,198 |
19,01 |
22,82 |
22,56 |
||
|
Ориентировочная стоимость материалов для изготовления |
|
|
|
|
|
||
|
1 м2 облицовки, руб.: |
|
|
|
|
|
||
|
1 - основная облицовка |
3125 |
3125 |
3125 |
3125 |
3125 |
||
|
2 - композит |
1800 |
2068 |
22436 |
2068 |
22436 |
||
|
3 - дополнительная облицовка |
94 |
94 |
94 |
94 |
94 |
||
|
4 - межоперационное защитное покрытие |
9,8 |
9,8 |
9,8 |
9 |
9 |
||
|
Цена материалов облицовки КРК, руб.: |
|
|
|
|
|
||
|
1 - основная облицовка |
198750 |
198750 |
198750 |
173750 |
173750 |
||
|
2 - композит |
114600 |
88440 |
157760 |
115010 |
136300 |
||
|
3 - дополнительная облицовка |
5980 |
5980 |
5980 |
5220 |
5220 |
||
|
4 - межоперационное защитное покрытие |
570 |
570 |
570 |
500 |
500 |
||
|
Цена оребрения КРК, руб. |
10040 |
10040 |
10040 |
20900 |
20900 |
||
|
Стоимость электродов, руб: |
|
|
|
|
|
||
|
УОНИ - 13/45 |
365 |
365 |
365 |
320 |
320 |
||
|
ЭА - 395/5 |
7855 |
7855 |
7855 |
6890 |
6890 |
||
|
Полная стоимость материалов для изготовления КРК, руб. |
338160 |
312000 |
381320 |
322590 |
343880 |
||
|
Ориентировочные затраты руб. на: |
|
|
|
|
|
||
|
производство инъекционных работ |
57300 |
44220 |
78880 |
57500 |
68150 |
||
|
то же с учетом Ky1 |
63030 |
48640 |
86768 |
63250 |
74970 |
||
|
изготовление металлоконструкций КРК |
272757 |
272757 |
272757 |
262990 |
262990 |
||
|
то же с учетом Ky2 для основной облицовки |
203500 |
203500 |
203500 |
212600 |
212600 |
||
|
Ориентировочная стоимость КРК с изготовлением, руб. |
|
|
|
|
|
||
|
60469066 |
564140 |
671590 |
598000 |
631450 |
|||
|
то же с учетом Ky1 |
5160 |
620550 |
738750 |
658000 |
694600 |
||
Примечание. Исходные стоимости конструкционных сталей, композитных материалов и сварочных электродов определялись как средние цены оптовых предложений на 01.01.2000 г.
Таблица П5.2
Итоговое технико-экономическое сравнение ориентировочных стоимостей проектируемых камер рабочих колес цельнометаллической и многослойных конструкций с различными компаундами для гидроагрегатов Вилюйской ГЭС-3 и Нарвской ГЭС
|
Характеристика, параметр турбин |
ПЛ-30-В-750/800 |
ПЛ-30-В-660/877 |
|
Расчетный аналог |
Вилюйская ГЭС-3 |
Нарвская ГЭС |
|
|
Стоимость, руб. |
|
|
Цельнометаллическая |
928000 |
1087000 |
|
Композитная КРК с компаундом "Тиокол-1" |
665160 |
- |
|
Композитная КРК с компаундом "ЭПМ-1Н" |
620550 |
658000 |
|
Композитная КРК с компаундом "ЭПМ-2Н" |
738750 |
694600 |
ПРИЛОЖЕНИЕ
6
ТРЕБОВАНИЯ К ПРОВЕДЕНИЮ СВАРОЧНЫХ РАБОТ НА ОБЛИЦОВКЕ КРК
П6.1. Общие требования к технологии проведения сварочных работ
П6.1.1. При проектировании, изготовлении и ремонте КРК не должна допускаться сварка различных участков облицовки в стык, не на ребрах жесткости. Все сварные швы должны располагаться по осевым линиям ребер жесткости в соответствии с требованиями СНиП II-23-81*.
П6.1.2. Сварочные работы должны производиться по заранее разработанному службами металлов и сварки РЭУ и заводов технологическому процессу, устанавливающему последовательность ремонтно- и сборочно-сварочных работ, способы сварки, диаметры, марки электродов, порядок наложения швов, режим сварки и методы проверки выполнения швов. Соблюдение принятого технологического процесса должно систематически контролироваться.
Сварочные работы должны выполняться опытными сварщиками, имеющими удостоверения, устанавливающие их квалификацию и характер работ, к которым они допускаются в соответствии с [20].
П6.1.3. Применяемые сварочные материалы и технология сварки должны обеспечивать значение временного сопротивления металла шва не ниже нормативного значения временного сопротивления основного металла, а также значения твердости, ударной вязкости и относительного удлинения металла сварных соединений, установленные соответствующими нормативными документами.
П6.1.4. Для повышения качества сварных швов рекомендуется производить сварку на постоянном токе обратной полярности с ограничением силы тока и диаметра электродов:
при наложении корневого шва - не более 150 А и 3 мм соответственно;
при наложении последующих швов - не более 200 А и 4 мм соответственно.
Кроме того, следует обеспечивать:
условия для свободной деформации свариваемых элементов;
плавное сопряжение поверхности швов с основным металлом;
охлаждение каждого слоя (в многопроходных швах) до температуры не выше 40 °С перед наложением следующего слоя сварного шва;
проковку каждого слоя сварного шва (кроме первого и последнего слоев).
П6.1.5. Усиление сварных соединений при их недостаточности (заниженные размеры швов, недопустимые дефекты, чрезмерные зазоры между сваренными деталями и т.п.) производится (в порядке очередности перечисления) путем:
переварки дефектных участков;
увеличения толщины швов за счет наплавки дополнительных слоев.
П6.1.6. При ремонте несквозных трещин в облицовке концы трещин следует засверливать отверстиями диаметром 16-20 мм на всю глубину трещины, а края трещин разделывать механическими инструментами на всю глубину трещины [21, 22]. Наложение сварного шва производить электродом диаметром 3 мм и с ограничением силы тока до 150 А.
Для обеспечения качественной заварки трещин, следует придерживаться рекомендаций, отраженных в пп. П6.1.2 - П6.1.5, а также производить заварку трещин аустенитными электродами.
П6.2. Требования к технологии проведения сварочных работ при восстановительной наплавке кавитационных повреждений
П6.2.1. Для обеспечения высококачественной наплавки в местах повреждений удаляется весь разрушенный пористый металл до неповрежденного слоя.
Удаление поврежденного слоя металла следует производить любым механическим способом, кроме чеканки (с помощью пневматической рубки, шлифовальной машины или фрезерованием). Не допускается применение для этой цели воздушно-дуговой строжки. Подготовленная поверхность должна быть ровной, гладкой, без резких выступов и впадин, с плавными переходами по глубине.
Удаление дефектного металла фрезерованием рекомендуется во всех случаях. Шлифование рекомендуется только как чистовая обработка после вырубки, а также при малой глубине повреждений (до 1 мм).
П6.2.2. Восстановительная (керновая) наплавка производится для восстановления геометрических размеров деталей. При проведении сварочных работ применяют методы наложения швов, вызывающие минимальные сварочные напряжения и деформации [21].
При сварке не допускается разогрев вблизи места сварки более 100-150 °С [21].
При проведении восстановительной наплавки кавитационно-эрозионных разрушений скорость сварки должна находиться в диапазоне 7-11 м/ч для обеспечения высокого качества шва [23] и допустимого (по условиям термостойкости применяемых компаундов) разогрева металла обечайки.
Выборку большого сечения заваривают путем постепенного уменьшения ее размеров послойной наплавкой металла на дно и боковые стенки выборки, при этом:
при длине выемки менее 200 мм шов выполняют "на проход" с изменением направления наплавки в каждом слое на 180°;
для протяженных выборок небольшой ширины (до 150 мм) наплавку ведут обратно-ступенчатым швом с длиной ступени (участка, полученного при расплавлении одного электрода) 100 - 150 мм.
Наплавку больших поверхностей (размерами более 250×250 мм) в соответствии с [21] рекомендуется вести с разбивкой на участки и изменением направления сварки на каждом участке на 90° в каждом последующем слое. По данным ОРГРЭС для наиболее полного уравновешивания термических напряжений в наплавленном металле участки, подлежащие восстановительной наплавке, следует разбить на квадраты со стороной 300-400 мм под углом 45° к горизонтали. При этом каждый участок следует наплавлять под углом к горизонту (навстречу потоку) снизу вверх ниточными валиками обратно-ступенчатым способом ручной наплавки. Ширина валика при восстановительной наплавке должна быть не больше 2,5 диаметров электрода.
Поверхность каждого наложенного валика и место для наложения следующего валика нужно тщательно очистить от шлака, окалины и брызг металла. Наплавку последующего валика следует производить только после охлаждения предыдущего. Каждый последующий валик должен перекрывать предыдущий на 1/3 - 1/2 ширины. Толщина однослойной наплавки должна быть в пределах 2-3 мм. При необходимости иметь толщину наплавки более 3 мм наложение валиков второго и последующих слоев выбирается по согласованию с заводом-изготовителем.
Наплавку небольших поверхностей (размерами менее 250×250 мм) рекомендуется проводить без разбивки на участки [21], меняя направление сварки в каждом последующем слое.
П6.2.3. Подготовленная под чистовую наплавку поверхность должна отвечать следующим требованиям:
поверхность должна быть зачищена до металлического блеска;
на наплавленной поверхности не должно быть трещин, пористости, шлаковых включений; дефектные участки вырубаются и наплавляются заново;
форма поверхности должна быть такой, чтобы после равномерной наплавки кавитационно-защитного слоя она соответствовала проектной.
П6.2.4. При наплавке защитного противокавитационного слоя для повышения стойкости против кавитационно-эрозионных разрушений на КРК защитное противоэрозионное покрытие наносится электродами из нержавеющей стали по технологии, аналогичной рекомендуемой для восстановительной наплавки. Толщина защитного слоя 4-5 мм.
П6.2.5. Наплавленные поверхности камеры следует контролировать предварительно изготовленным и проверенным шаблоном (допустимые отклонения + 1 мм).
П6.3. Дополнительные требования к проведению сварочных работ при ликвидации повреждений облицовки КРК композитной конструкции
П6.3.1. При необходимости вырезки поврежденного участка композитной облицовки КРК работы производить с помощью механических режущих инструментов.
П6.3.2. Из подплитной полости, расположенной под заменяемым фрагментом облицовки, следует удалять остатки компаунда по всей его площади на полную глубину или на глубину не менее 30 мм.
П6.3.3. Восстановление сцепления металлической обечайки с энергопоглощающим слоем, нарушенного в результате несоблюдения требований технологии проведения сварочных работ, производится путем инъектирования в область отслоения исходных композиционных материалов без наполнителей.
П6.3.4. При проведении огневых работ вблизи открытых участков энергопоглощающего слоя, заварке глубоких трещин в основной металлической обечайке или наложении сварных швов на недопустимо тонких участках основной металлической обечайки (менее 10 мм) необходимо обеспечить принудительную вытяжную вентиляцию в зоне производства работ.
ПРИЛОЖЕНИЕ 7
ПРОВЕДЕНИЕ РАБОТ ПО ОЧИСТКЕ ПОВЕРХНОСТЕЙ ЗАОБЛИЦОВОЧНЫХ ПОЛОСТЕЙ КАМЕРЫ
РАБОЧЕГО КОЛЕСА
ТЕХНОЛОГИЧЕСКАЯ ИНСТРУКЦИЯ
Настоящая технологическая инструкция распространяется на технологический процесс подготовки камеры рабочего колеса для последующего заполнения заоблицовочных полостей твердеющими материалами и описывает стадию проведения работ по очистке внутренних поверхностей заоблицовочных полостей КРК от продуктов коррозии, биообрастания и загрязнений.
П7.1. Общие положения
П7.1.1. Любые изменения в технологическом процессе, обусловленные конкретными эксплуатационными условиями, должны быть согласованы с предприятием-разработчиком.
П7.1.2. Материалы, применяемые для очистки внутренних поверхностей заоблицовочных полостей, должны удовлетворять требованиям нормативно-технической документации и иметь сертификат качества.
П7.1.3. Технологические оборудование, оснастка и приборы, применяемые в процессе очистки внутренних поверхностей заоблицовочных полостей, должны быть аттестованы и допущены к эксплуатации в соответствии с ГОСТ 12.0.003-74 [11].
П7.2. Подготовка камеры рабочего колеса для проведения работ по очистке внутренних поверхностей заоблицовочных полостей
П7.2.1. Местоположение заоблицовочных полостей, подлежащих очистке, определенное по данным предварительного обследования КРК, а также существующие гидравлические связи между отдельными полостями, определенные по результатам гидравлических испытаний КРК водой, отмечаются мелом на поверхности облицовки, а также фиксируются на формуляре состояния закладных частей гидроагрегата.
П7.2.2. В пределах оконтуренной пустоты в облицовке высверливаются нагнетательные и сливные отверстия (могут использоваться дренажные отверстия, устроенные при проведении гидравлических испытаний). На каждую очищаемую полость должно быть не менее двух диагонально расположенных отверстий: в нижней и в верхней частях полости. Для обеспечения возможности подачи рабочих растворов в полость, объединения отдельных полостей и герметизации дренажных отверстий на различных стадиях проведения работ по очистке заоблицовочных полостей используются резьбовые штуцера и пробки, применявшиеся при гидравлических испытаниях КРК (рис. П7.1).
П7.3. Оборудование и оснастка для проведения работ по очистке внутренних поверхностей заоблицовочных полостей
Для проведения работ по очистке внутренних поверхностей заоблицовочных полостей КРК используется следующее (или аналогичное) оборудование:
центробежный насос, предназначенный для работы с химически активными жидкостями (маркировки типа КС, П), обеспечивающий напор в диапазоне 15-40 м в.ст и расход в диапазоне 1,5-6,0 м3/ч;
сливной бак (буферная емкость), пригодный для работы с химически активными жидкостями в условиях подогрева до 70-90 °С (нержавеющая сталь или кислотостойкое внутреннее покрытие), с минимальным объемом 70-80 л;
нагревательные элементы (электротэны или иные нагревающие устройства), отвечающие требованиям техники безопасности и способные обеспечить требуемый нагрев и поддержание температуры жидкости в буферной емкости;
шланги подачи и слива рабочего раствора с внутренним диаметром 20-25 мм, выполненные из материала, пригодного для работы с химически активными жидкостями в условиях подогрева до 70-90 °С под давлением, создаваемым используемым насосом при его работе на закрытую задвижку (типа ШКС). Для однократного использования могут применяться обычные армированные резиновые шланги;
резьбовые штуцера для подсоединения шлангов к дренажным отверстиям внутренним диаметром 15-25 мм;
резьбовые пробки для герметизации дренажных отверстий;
задвижки Ду 25 (шаровые или конусные краны) для установки на нагнетательной и сливной магистралях, пригодные для работы с химически активными жидкостями;
промышленный фен (калорифер), шланги для подачи горячего воздуха или воздуха от компрессорной магистрали;
средства двусторонней связи (телефоны, радиосвязь).
П7.4. Порядок проведения работ по очистке поверхностей заоблицовочных полостей КРК
П7.4.1. Рекомендуется устанавливать насосную установку и буферную емкость (см. рис. П7.1) на отметке входа в шахту турбины.
П7.4.2. С помощью нагнетательного насоса рабочий раствор по напорной магистрали подается в заоблицовочную полость и по сливной магистрали отбирается в буферную емкость. При наличии гидравлической связи очищаемой полости с соседними полостями большого объема и большого гидравлического сопротивления между сообщающимися пустотами дренажные отверстия, устроенные в сообщающихся пустотах, заглушаются, и каждая из этих полостей промывается отдельно. Для обеспечения возможности одновременной промывки небольших отдельных или гидравлически связанных полостей их объединяют с помощью установки переходных шлангов или (и) заглушек. Окончательное решение о схеме соединения пустот принимается на основании фактических данных о их местоположении, геометрических размерах и величине гидравлического сопротивления между ними.
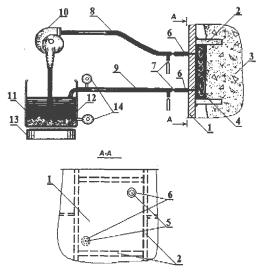
Рис. П7.1. Очистка поверхностей заоблицовочного пространства КРК:
1 - облицовка; 2 - ребра жесткости; 3 - бетон; 4 - заоблицовочная пустота; 5 - дренажное отверстие; 6 - штуцер; 7 - кран-задвижка; 8 - линия подачи раствора; 9 - линия слива раствора; 10 - насос; 11 - рабочий раствор; 12 - буферная емкость; 13 - подогреватель; 14 - контрольный термометр
П7.4.3. В процессе очистки заоблицовочных полостей активными растворами могут вскрываться трещины и свищи, закупоренные шлаками и не обнаруженные при гидравлических испытаниях. Выявленные трещины и свищи в металле облицовки подлежат качественной разделке и заварке электродной массой.
П7.4.4. На основании результатов производства работ по очистке уточняются объемы заоблицовочных полостей, необходимые для расчета объемов расходных материалов на последующих стадиях производства ремонтно-восстановительных работ.
П7.5. Подготовка рабочих растворов
П7.5.1. Количество растворов для очистки внутренних поверхностей заоблицовочных полостей КРК готовят исходя из соотношения:
V = 1,1 (Vl + V2 + V3),
где V1 - объем раствора, приготовленного исходя из норм расхода по химической активности (пп. П7.6.2 - П7.6.5), достаточный для обработки всех полостей (примерные объемы и площади внутренних поверхностей заоблицовочных полостей оцениваются по результатам гидравлических испытаний КРК), или, в крайнем случае, не меньший, чем объем самой крупной полости; V2 - объем гидравлической системы подачи растворов; V3 - объем остатка раствора в буферной емкости после заполнения самой крупной полости и гидравлической системы при заполнении емкости на 10 см от днища.
П7.5.2. Раствор для обезжиривания и предварительной промывки готовится по следующей рецептуре:
Тринатрийфосфат технический................. 20 г/л
Эмульгатор ОП 10...................................... 5 г/л
Вода техническая........................................ остальное.
П7.5.3. Раствор для окисления органики и преобразования ржавчины готовится по следующей рецептуре:
Каустическая сода....................................... 100 г/л
Марганцовокислый калий......................... 50 г/л
Вода техническая........................................ остальное.
П7.5.4. Раствор для травления стальной поверхности готовится по следующей рецептуре:
Ортофосфорная кислота техническая 80 % 100 г/л
Уротропин технический............................ 5 г/л
Хлористый натрий пищевой..................... 150 г/л
Вода техническая........................................ остальное.
П7.5.5. Раствор для промывки-дезактивации травящего раствора готовится по следующей рецептуре:
Триэтаноламин технический..................... 20 г/л
Сода кальцинированная техническая....... 10 г/л
Вода техническая........................................ остальное.
П7.5.6. Для приготовления травящего раствора, а также для работы с травящим раствором должны использоваться кислотостойкие емкости и шланги.
П7.6. Описание технологического процесса очистки внутренних полостей заоблицовочных полостей
П7.6.1. Очистка внутренних полостей заоблицовочных полостей КРК при проведении ремонтных работ производится в следующем порядке операций:
обезжиривание - промывка;
первое травление;
окисление органики и разрыхление ржавчины;
второе травление;
промывка - дезактивация;
промывка чистой водой до рН8;
сушка.
П7.6.2. Обезжиривание - промывка производится раствором состава, приведенного в п. 5.2, путем непрерывной прокачки через обрабатываемую полость в течение 10-15 минут (рис. П7.1). Температура раствора во время обработки должна быть 40-50 °С. Расход раствора составляет 0,5 л/м2.
П7.6.3. Первое и второе травления производятся раствором состава, приведенного в п. 5.4, путем непрерывной прокачки через обрабатываемую полость в течение 30 минут. Температура раствора на выходе должна быть 50-60° С. Расход раствора 30 л/м2.
П7.6.4. Преобразование ржавчины производится раствором состава, приведенного в п.5.3, путем непрерывной прокачки через обрабатываемую полость в течение 30 минут. Температура раствора на выходе должна быть не менее 80 °С. При уменьшении температуры обработки на каждые 10 °С время обработки увеличивается в два раза. Расход раствора 30 л/м.
П7.6.5. Промывка - дезактивация производится раствором состава, приведенного в п. 5.5, путем непрерывной прокачки через обрабатываемую полость в течение 5-10 минут. Температура раствора должна быть 40-50°С. Расход раствора - 6 л/м2.
П7.6.6. При уменьшении температуры обработки, указанной в пп. П7.6.2 - П7.6.5, на каждые 10 °С время обработки увеличивается в два раза. Поддержание требуемой температуры рабочих растворов осуществляется с помощью электротэнов (см. рис. П7.1).
П7.6.7. Сушка полости после промывки водой производится прокачкой воздуха, нагретого до температуры 70-110 °С от калорифера или промышленного фена, в течение 40-60 мин или холодным воздухом, подаваемым из магистрали сжатого воздуха, в течение 10-12ч.
П7.6.8. В случае отсутствия в полости органических загрязнений исключаются операции окисления органики и разрыхления ржавчины, а также повторного травления.
П7.6.9. В случае подготовки внутренних полостей КРК для заполнения цементными растворами не производится операция сушки полостей.
П7.7. Контроль технологического процесса
П7.7.1. Контроль рабочих растворов производится по рецептурному соотношению компонентов и температуре обработки. Температура растворов контролируется как в буферной емкости, так и на выходе сливной магистрали установки в буферную емкость (см. рис. П7.1). Для обеспечения эффективной обработки разница между этими температурами не должна быть больше 10 °С.
П7.7.2. Контроль операции промывки - дезактивации производится по значению рН раствора на сливе с помощью универсального индикатора. Значение рН рабочего раствора должно быть не менее 9.
П7.7.3. Все операции контролируются по времени их проведения (см. п. П7.6).
П7.8. Требования безопасности
П7.8.1. Все работы, связанные с обработкой внутренних полостей КРК, приготовлением рабочих растворов, размещением и транспортированием материалов, следует проводить в соответствии с требованиями ГОСТ 12.1.005-88 [13].
П7.8.2. На основании требований, изложенных в ГОСТ 12.1.005-88 [13] должны быть разработаны и утверждены руководством предприятия, на котором производятся работы, инструкции по технике безопасности.
П7.8.3. Производство работ по очистке должны осуществлять не менее, чем 4 человека - по два в камере РК и на эксплуатации насосной установки и буферной емкости.
П7.8.4. Рабочие, занятые обработкой внутренних полостей за облицовкой КРК, должны быть обеспечены надежными и мобильными средствами связи (радиотелефоны, радиостанции), обеспечивающими качественную связь между местом расположения насосной установки и местом проведения работ в КРК.
П7.8.5. Рабочие, занятые обработкой полостей за облицовкой КРК, должны быть обеспечены спецодеждой и индивидуальными средствами защиты в соответствии с ГОСТ 12.4.103-83 [14].
П7.8.6. К работам по обработке внутренних полостей облицовки КРК допускаются лица, достигшие 18-летнего возраста, прошедшие медицинский осмотр и инструктаж по технике безопасности.
П7.8.7. При работе с электрооборудованием следует выполнять требования СНиП 12-03-99 [24].
ПРИЛОЖЕНИЕ 8
СОЗДАНИЕ ЗАЩИТНОГО МЕЖОПЕРАЦИОННОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИХ ЭЛЕМЕНТАХ КАМЕРЫ
РАБОЧЕГО КОЛЕСА
ТЕХНОЛОГИЧЕСКАЯ ИНСТРУКЦИЯ
Настоящая технологическая инструкция распространяется на процесс создания межоперационного температуростойкого покрытия на внутренних поверхностях заоблицовочных полостей камеры рабочего колеса гидротурбины для защиты от коррозии поверхности металлических элементов облицовочной конструкции КРК в период между их изготовлением или очисткой и заполнением заоблицовочных полостей твердеющими материалами.
П8.1. Общие положения
П8.1.1. Любые изменения в технологическом процессе создания межоперационного температуростойкого покрытия на внутренних поверхностях заоблицовочных полостей камеры рабочего колеса, обусловленные конкретными эксплуатационными условиями, должны быть согласованы с предприятием-разработчиком.
П8.1.2. Межоперационные температуростойкие покрытия создают (формируют) в помещениях, оборудованных приточно-вытяжной вентиляцией согласно требованиям ГОСТ 12.4.021-75 [25].
П8.1.3. Межоперационные покрытия представляют собой лакокрасочные покрытия с кратковременной температурной стойкостью не менее 250 °С, защищающие поверхность металла от атмосферного воздействия в период от изготовления или очистки металлических элементов облицовки, до заполнения заоблицовочных полостей твердеющими материалами.
П8.1.4. Материалы, применяемые для создания межоперационных покрытий, должны удовлетворять требованиям нормативно-технической документации, иметь сертификат качества.
П8.1.5. Технологическое оборудование, оснастка, приборы, применяемые при создании межоперационных покрытий, должны быть аттестованы и допущены к эксплуатации в соответствии с ГОСТ 12.0.003-74 [11].
П8.2. Подготовка камеры рабочего колеса для проведения работ по созданию защитного межоперационного покрытия внутренних поверхностей заоблицовочных полостей
П8.2.1. Местоположение заоблицовочных полостей, подлежащих созданию защитного межоперационного покрытия, существующие гидравлические связи между отдельными полостями, определенные по данным обследования КРК, а также по результатам гидравлических испытаний и при проведении работ по очистке, отмечаются мелом на поверхности облицовки и фиксируется в формуляре состояния закладных частей гидроагрегата.
П8.2.2. Для обеспечения возможности подачи лакокрасочных материалов, объединения отдельных полостей и герметизации дренажных отверстий при проведении работ по созданию защитного межоперационного покрытия поверхностей заоблицовочных полостей используются дренажные отверстия, резьбовые штуцера и пробки, применявшиеся при проведении работ по очистке внутренних поверхностей заоблицовочных полостей.
П8.2.3. Поверхности подготавливаемых заоблицовочных полостей КРК должны быть очищены от продуктов коррозии, биообрастания, загрязнений и обезжирены (производится по соответствующей технологической инструкции).
П8.2.4. Интервал между операциями очистки поверхности и нанесением защитного межоперационного покрытия не должен быть более 12 часов.
П8.3. Оборудование и оснастка для проведения работ по созданию защитного межоперационного покрытия внутренних поверхностей заоблицовочных полостей
Для проведения работ по созданию защитного межоперационного покрытия внутренних поверхностей заоблицовочных полостей камеры рабочего колеса используется следующее (или аналогичное) оборудование:
шланги для подачи сжатого воздуха от компрессора к пневмонагнетателю и от компрессора к дренажному отверстию заоблицовочной полости (см. рис. П8.1.);
шланг подачи рабочего состава с внутренним диаметром 20-25 мм, выполненный из материала, пригодного для работы с химически активными жидкостями под рабочим давлением (до 4-5 атм). Для однократного использования может применяться обычный армированный резиновый шланг;
резьбовые штуцера для подсоединения шлангов к нагнетательным дренажным отверстиям внутренним диаметром 15-25 мм;
резьбовые пробки для герметизации дренажных отверстий;
задвижки Ду25 (шаровые или конусные краны) для установки на нагнетательной и сливной магистралях, пригодные для работы с химически активными жидкостями;
промышленный фен (калорифер), шланги для подачи горячего воздуха или воздуха от компрессорной магистрали;
вертикальная рамочная или лопастная мешалка или низкооборотная электродрель с рамочной мешалкой для смешивания компонентов рабочего состава в открытой таре;
пневмонагнетатель.
Для проведении работ по созданию межоперационных покрытий могут быть использованы имеющиеся на ГЭС красконагнетательные баки типа СО-12Б (рис. П8.2) после соответствующей модернизации. При модернизации необходимо выполнить следующие операции:
демонтировать фильтр 10 и ручной привод мешалки 5;
заглушить отверстие сальника 6 ручного привода мешалки;
на редукторе 4 (входящем в комплект поставки) вывернуть штуцер 14 для подачи воздуха к краскораспылителю и заглушить отверстие;
проверить работоспособность редуктора 4, манометра и клапана сброса давления 13;
проверить на герметичность бак, заглушенные отверстия и краны;
изготовить штуцера (внешний диаметр штуцера определяется по внутреннему диаметру шланга, используемого для устройства линии подачи состава - см. рис. П8.1);
в боковую стенку бака (как можно ближе к дну) вварить один из изготовленных штуцеров.
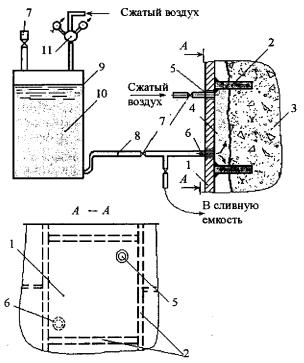
Рис. П8.1. Схема создания межоперационного покрытия внутренней поверхности заоблицовочных полостей КРК:
1 - облицовка; 2 - ребра жесткости; 3 - бетон; 4 - заоблицовочная полость; 5 - штуцер дренажного отверстия; 6 - штуцер нагнетательного отверстия; 7 - кран-задвижка; 8 - линия подачи состава межоперационного покрытия; 9 - пневмонагнетатель; 10 - состав межоперационного покрытия; 11 - редуктор
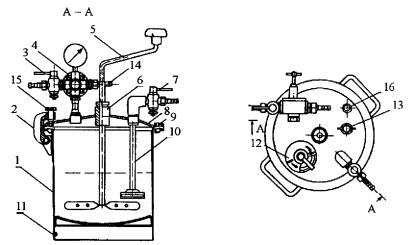
Рис. П8.2. Красконагнетательный бак СО-12Б:
1 - бак; 2 - скоба; 3 - кран для воздуха; 4 - редуктор; 5 - привод мешалки; 6 - сальник; 7 - кран для краски; 8 - крышка; 9 - уплотнение; 10 - фильтр; 11 - заземляющее устройство;
12 - загрузочное устройство; 13 - клапан сброса давления; 14 - штуцер воздуха; 15 - винт;
16 - предохранительный клапан
П8.4. Подготовка компонентов
П8.4.1. Материалы, предназначенные для создания межоперационных покрытий, перед использованием должны принять температуру рабочего помещения.
П8.4.2. Грунтовка КО-08 перед использованием в обязательном порядке разбавляется толуолом до рабочей вязкости (15-20 с по ВЗ-4).
П8.4.3. Грунтовки ВЛ-02, ВЛ-023 при необходимости перед использованием разбавляются ксилолом или растворителем 646 до рабочей вязкости (15-20 с по ВЗ-4).
П8.4.4. Основные паспортные, технологические и эксплуатационные характеристики материалов для создания межоперационных покрытий представлены в табл. П8.1, П8.2.
П8.5. Описание технологического процесса создания межоперационного покрытия
П8.5.1. Межоперационные покрытия желательно наносить на поверхность металла при температуре помещения 15-25 °С.
П8.5.2. Нанесение покрытий производится кистью или через краскопульт либо путем однократного заполнения обрабатываемой полости с выдержкой по времени 5 мин и последующим сливом.
П8.5.3. Расход материалов для покрытия марок ВЛ-02, ВЛ-023 составляет 150 - 200 г/м3.
П8.5.4. Расход материалов для покрытия марки КО-08 составляет 200 - 250 г/м3.
П8.5.5. Сушка покрытий марок ВЛ-02, ВЛ-023 производится в течение 24 ч при температуре помещения 20 °С или прокачкой горячего воздуха (при температуре 50 - 60 °С) в течение 30 мин.
П8.5.6. Сушка покрытий марки КО-08 производится в течение 24 ч при температуре помещения 20 °С, а затем горячим воздухом (при температуре 300 °С) в течение 1 ч.
П8.5.7. Грунтовки ВЛ-02, ВЛ-023 должны быть использованы в течение 5 ч после введения фосфатирующего агента.
П8.6. Контроль технологического процесса
П8.6.1. Контроль подготовки поверхности. При изготовлении КРК в цехе качество обработанной поверхности фрагмента облицовки после нанесения защитного слоя оценивают визуально. На поверхности не должно быть грязи, масляных пятен.
П8.6.2. Равномерность нанесения покрытия определяется визуально.
Таблица П8.1
Основные паспортные характеристики исходных материалов для межоперационных покрытий
|
Марки |
Паспортная вязкость по ВЗ-4, с |
Содержание нелетучих веществ, % |
Время высыхания до степени 3, ч |
Термостойкость пленки при 300 °С, ч |
Твердость покрытия, Дж |
|
ВЛ-02, ВЛ-023 |
30-50 |
22-25 |
0,5 |
- |
5 |
|
КО-08 |
20-30 |
20-25 |
2 |
5 |
5 |
Таблица П8.2
Основные технологические и эксплуатационные характеристики межоперационных покрытий по результатам испытаний
|
Марка |
Рабочая вязкость по ВЗ-4 при 20 °С, с |
Время сушки при 20°С, ч |
Температура термообработки, °С |
Время термообработки, ч |
Адгезионная прочность на контактных поверхностях после термообработки, МПа |
Характер разрушения |
|
ВЛ-02 |
15-20 |
48 |
20 |
1 |
8 |
Когезионное1 |
|
ВЛ-23 |
|
|
250 |
1 |
8 |
Когезионное2 |
|
|
|
|
300 |
1 |
6 |
Когезионное2 |
|
КО-08 |
15-20 |
24 |
20 |
1 |
4 |
Адгезионное2 |
|
|
|
|
250 |
1 |
4,5 |
Адгезионное2 |
|
|
|
|
300 |
1 |
8 |
Когезионное2 |
1 - минимальное значение на любой из контактных поверхностей клеевого соединения металл - межоперационное покрытие - энергопоглощающий слой (по ТУ АДИ 473-97) [9]
2 - по телу материала энергопоглощающего слоя
П8.6.3. Достаточность величины адгезии покрытия к металлу оценивают методом решетчатых надрезов по ГОСТ 15140-78*.
П8.7. Требования безопасности
П8.7.1. Все работы, связанные с приготовлением и использованием материалов, предназначенных для создания межоперационных покрытий, следует проводить в помещениях, оборудованных в соответствии с правилами пожарной безопасности по ГОСТ 12.1.004-91* [26].
П8.7.2. Должны быть разработаны и утверждены руководством предприятия инструкции по технике безопасности.
П8.7.3. Материалы, предназначенные для создания межоперационных покрытий, выделяют в воздух при отверждении пары органических растворителей:
ВЛ-02 и ВЛ-023 выделяют ксилол, относящийся ко второму классу опасности по ГОСТ 12.1.005-88 [13];
КО-08 выделяет толуол, относящийся к третьему классу опасности по ГОСТ 12.1.005-88 [13].
Значения ПДК паров в рабочей зоне в соответствии с ГОСТ 12.1.005-88 [13] и их токсикологические характеристики приведены в табл. П8.3.
П8.7.4. Анализ проб на содержание ЭХГ и алифатических аминов должен проводиться по методикам определения вредных веществ в воздухе, утвержденным органами Минздрава.
П8.7.5. Работы по приготовлению и применению материалов необходимо проводить в резиновых перчатках и халатах в соответствии с ГОСТ 12.4.103-83 [14] и действующими санитарными нормами.
П8.7.6. Все работы с материалами, предназначенными для создания межоперационных покрытий, проводят в помещениях, оборудованных приточно-вытяжной вентиляцией согласно ГОСТ 12.4.021-75 [25].
П8.7.7. К работе допускаются лица, достигшие 18 лет, прошедшие медицинский осмотр и инструктаж по технике безопасности.
Таблица П8.3
Значения ПДК паров и их токсикологические характеристики
|
Наименование растворителя |
ПДК, мг/м3 |
Действие на организм |
|
Ксилол |
50 |
Общетоксическое |
|
Толуол |
50 |
Общетоксическое |
ПРИЛОЖЕНИЕ
9
ЛИКВИДАЦИЯ ЗАОБЛИЦОВОЧНЫХ ПОЛОСТЕЙ ПРИ РЕМОНТЕ КРК ПЛ-ГИДРОТУРБИН С
ИСПОЛЬЗОВАНИЕМ ПОЛИМЕРНЫХ КОМПОЗИТНЫХ МАТЕРИАЛОВ
Технологическая инструкция
Настоящая технологическая инструкция распространяется на процесс ликвидации заоблицовочных полостей при проведении ремонтных работ в КРК путем инъектирования полимерных композитных (энергопоглощающих) материалов.
П9.1. Общие положения
П9.1.1. Любые изменения в технологическом процессе изготовления энергопоглощающего слоя, обусловленные конкретными эксплуатационными условиями, при проведении ремонтных работ с использованием энергопоглощающих материалов на ГЭС должны быть согласованы с предприятием-разработчиком композитных материалов.
П9.1.2. Для каждой ГЭС технологическая инструкция является рамочной и должна корректироваться предприятием-разработчиком исходя из условий и конструкции КРК.
П9.1.3. Энергопоглощающие материалы представляют собой отверждающиеся полимерные композиции на основе низкомолекулярных каучуков, неорганических наполнителей и отверждающей системы.
П9.1.4. Материалы, применяемые для изготовления энергопоглощающего слоя, должны удовлетворять требованиям нормативно-технической документации, иметь сертификат качества.
П9.1.5. Технологическое оборудование, оснастка и приборы, применяемые при изготовлении виброизолирующего слоя, должны быть аттестованы и допущены к эксплуатации в соответствии с ГОСТ 12.0.003-74 [11].
П9.2. Подготовка камеры рабочего колеса для создания энергопоглощающего слоя
П9.2.1. Местоположение заоблицовочных полостей, подлежащих инъектированию, а также существующие гидравлические связи между отдельными полостями, определенные по данным обследования КРК и по результатам гидравлических испытаний КРК водой, отмечаются мелом на поверхности облицовки, а также фиксируются в формуляре состояния закладных частей гидроагрегата.
П9.2.2. В пределах оконтуренной пустоты в облицовке высверливаются нагнетательные и дренажные отверстия внутренним диаметром 12-25 мм (могут использоваться дренажные отверстия, устроенные при проведении гидравлических испытаний). На каждую инъектируемую полость должно быть не менее двух диагонально-расположенных отверстий: в нижней и в верхней частях полости (рис. П9.1). Для обеспечения возможности подачи рабочих растворов в полость, объединения отдельных полостей и герметизации дренажных отверстий используются резьбовые штуцера и пробки, применявшиеся при гидравлических испытаниях КРК.
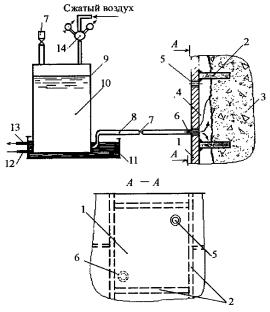
Рис. П9.1. Инъектирование композитных материалов за облицовку КРК:
1 - облицовка; 2 - ребра жесткости; 3 - бетон; 4 - заоблицовочная полость; 5 - дренажное отверстие; 6 - штуцер нагнетательного отверстия; 7 - кран-задвижка; 8 - линия подачи состава; 9 - пневмонагнетатель; 10 - инъекционный состав; 11 - поддон с охлаждающей жидкостью; 12 - линия подачи охлаждающей жидкости; 13 - линия слива охлаждающей жидкости; 14 - редуктор
П9.2.3. Необходимым этапом подготовки внутренней поверхности заоблицовочной полости к инъектированию является очистка поверхностей металла и бетона в полостях заоблицовочного пространства (производится по соответствующей технологической инструкции).
П9.2.4. В случае, если после проведения операций очистки производилось нанесение защитных межоперационных покрытий (производится по соответствующей технологической инструкции), повторно выявляется гидравлическая связь между полостями (в процессе сушки воздухом) и вносятся уточнения в схему расположения пустот.
П9.2.5. Гидравлически связанные пустоты объединяют с помощью установки переходных шлангов или заглушек для обеспечения возможности последовательного заполнения пустот инъектируемым раствором (рис. П9.2). В отдельных случаях более технологичным является инъектирование растворов по параллельной схеме соединения пустот с нагнетательной системой (см. рис. П9.2). Окончательное решение о схеме соединения гидравлически связанных пустот принимается на основании фактических данных об их геометрических размерах и местоположении (см. рис. П9.3).
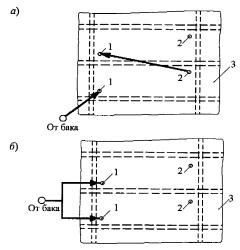
Рис. П9.2. Последовательная (а) и параллельная (б) схемы проведения инъектирования заоблицовочных пустот:
1 - инъекционные (нагнетательные) отверстия; 2 - технологические
(дренажные) отверстия; 3 - металлическая облицовка; ![]() - нагнетательный трубопровод
- нагнетательный трубопровод
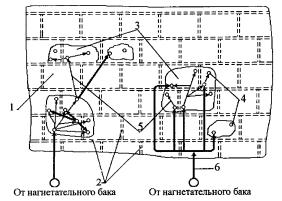
Рис. П9.3. Исполнительная схема проведения заполнительной цементации пустот через отверстия в облицовке:
1 - металлическая облицовка; 2 - ребра жесткости; 3 - зоны пустот; 4 - инъекционные (нагнетательные) отверстия; 5 - гидравлическая связь (сообщения) между отверстиями и полостями; 6 - подача раствора от нагнетательного бака
П9.3. Оборудование и оснастка для проведения работ по ликвидации заоблицовочных полостей в камере рабочего колеса с использованием полимерных композитных материалов
Для проведения работ по ликвидации заоблицовочных полостей в камере рабочего колеса с использованием полимерных композитных материалов применяется следующее (или аналогичное) оборудование:
шланг для подачи сжатого воздуха от компрессора к пневмонагнетателю (см. рис. П9.1);
шланг для подачи инъекционного состава с внутренним диаметром 20-25 мм, выполненный из материала, пригодного для работы с химически активными жидкостями под рабочим давлением (до 4-5 атм). Для однократного использования может применяться обычный армированный резиновый шланг;
резьбовые штуцера для подсоединения шлангов к нагнетательным дренажным отверстиям внутренним диаметром 15-25 мм;
резьбовые пробки для герметизации дренажных отверстий;
задвижки Ду25 (шаровые или конусные краны) для установки на нагнетательной магистрали, пригодные для работы с химически активными жидкостями;
поддон с установленными штуцерами для подачи и слива охлаждающей жидкости (см. рис. П9.1);
термометр для контроля температуры инъекционного состава;
вертикальная рамочная или лопастная мешалка или низкооборотная электродрель с рамочной мешалкой для смешивания компонентов в открытой таре;
пневмонагнететель.
Для проведения работ по инъектированию композитных материалов после соответствующей модернизации могут быть использованы имеющиеся на ГЭС красконагнетательные баки типа СО-12Б (рис. П8.2). При модернизации необходимо выполнить следующие операции:
демонтировать фильтр 10 и ручной привод мешалки 5;
заглушить отверстие сальника 6 ручного привода мешалки;
на редукторе 4 (входящем в комплект поставки) вывернуть штуцер 14 для подачи воздуха к краскораспылителю и заглушить отверстие;
проверить работоспособность редуктора 4, манометра и клапана сброса давления 13;
проверить на герметичность бак, заглушенные отверстия и краны;
изготовить штуцера (внешний диаметр штуцера определяется по внутреннему диаметру шланга, используемого для устройства линии подачи состава - см. рис. П9.1);
в боковую стенку бака (как можно ближе к дну) вварить один из изготовленных штуцеров.
П9.4. Подготовка компонентов
П9.4.1. На основании обследования заоблицовочных полостей устанавливается необходимое количество энергопоглощающего материала Vэпм
Vэпм = 1,1 (Vзп + Vсист),
где Vзп - суммарный объем заоблицовочных полостей, подлежащих заполнению; Vсист - суммарный объем подводящего шланга и мертвого объема нагнетательного бака,
П9.4.2. Основные технологические и эксплуатационные характеристики энергопоглощающих материалов представлены в табл. П9.1, П9.2. Материалы обладают достаточной температурной стоимостью при проведении восстановительной наплавки кавитационных разрушений.
П9.4.3. Перед использованием компоненты энергопоглощающих материалов и отвердители должны иметь температуру не выше 150 °С. В случае более высоких температур производится охлаждение емкостей с компонентами с помощью проточной воды. Наиболее предпочтительна температура от 7 до 100 °С.
П9.4.4. Перед смешением компонентов и в процессе нагнетания нагнетательный бак охлаждается проточной водой до температур, не превышающих указанные в п. 4.3.
П9.4.5. При изготовлении смесей энергопоглощающих материалов ЭПМ-1Н и ЭПМ-2Н на основе готовых исходных композитных материалов (ЭПМ-1 или ЭПМ-2 соответственно) в условиях ГЭС перемешивание исходных материалов с инертным наполнителем (портландцементом) производится в процентных соотношениях при температуре и по технологиям, максимально приближенным к изложенным в Технических условиях на энергопоглощающие материалы (ТУ АДИ 473-97) [9].
Таблица П9.1
Основные технологические и эксплуатационные характеристики энергопоглощающих материалов
|
Марка |
Вязкость по Хопплеру при 20 °С, Па·с |
Жизне- способность при 20 °С, мин. |
Адгезионная прочность к стали, МПа |
Прочность на разрыв, МПа |
Динами- ческий модуль упругости при 20 °С, МПа |
Логариф- мический декремент затухания колебаний при 20 °С |
Плот- ность, г/см3 |
|
ЭПМ-1 |
не более 25 |
не менее 60 |
не менее 8 |
не менее 8 |
1500-1700 |
0,20-0,25 |
1,20-1,25 |
|
ЭПМ-1Н |
не более 40 |
не менее 60 |
не менее 8 |
не менее 10 |
1900-2300 |
0,20-0,25 |
1,45-1,55 |
|
ЭПМ-2 |
не более 40 |
не менее 60 |
не менее 10 |
не менее 15 |
950-1100 |
0,16-0,20 |
1,07-1,10 |
|
ЭПМ-2Н |
не более 60 |
не менее 60 |
не менее 12 |
не менее 18 |
1200-1400 |
0,16-0,20 |
1,35-1,40 |
|
КДС 174 (комп. 3) |
не более 1 |
не менее 40 |
не менее 12 |
не менее 15 |
2000-2500 |
0,25-0,30 |
1,14 |
|
КДС 174 (комп. 3) - 100 в.ч. Отвердитель (комп. 4) - 22 в.ч. Цемент - 110 в.ч. |
не более 10 |
не менее 40 |
не менее 15 |
не менее 18 |
3000-3500 |
0,20-0,25 |
1,60 |
Таблица П9.2
Значения ПДК паров и их токсикологические характеристики
|
Наименование продуктов |
ПДК, мг/м3 |
Действие на организм |
|
Эпихлоргидрин |
1 |
Общетоксическое |
|
Алифатические амины |
1 |
Общетоксическое и раздражающее |
П9.4.6. При изготовлении смесей энергопоглощающих материалов на основе КДС-174 перед смешиванием компонентов заранее производится дозирование компонентов для каждого замеса в отдельных емкостях исходя из рецептуры компаунда КДС-174 согласно ТУ АДИ 483-99 [10] с добавлением портландцемента:
компонент 3 компаунда КДС-174 - 100 в.ч.,
компонент 4 компаунда КДС-174 - 22 в.ч.,
цемент - 110 в.ч.
Дозирование компонентов 3 и 4 осуществляется объемным методом с учетом плотности компонентов:
компонент 3 - 1,10 г/л,
компонент 4 - 1,15 г/л.
П9.4.7. Портландцемент сушат при температуре 120-150 °С в течение 3-х часов. Сушку производят на противнях, в сушильных шкафах, равномерными слоями толщиной 25-50 мм.
П9.5. Описание технологического процесса изготовления энергопоглощающего слоя
П9.5.1. Смешивание компонентов.
Материал готовят, смешивая компоненты при температуре не выше 10-15 °С (см. п. 4).
Компоненты, входящие в состав материала, взвешивают согласно рецептуре, указанной в паспорте на соответствующий материал, с точностью ±5%. Отвердитель может дозироваться объемно из расчета плотности 1,15 г/см3.
Смешивание компонентов производят в открытой полиэтиленовой таре объемом 15-20 литров (или непосредственно в нагнетательном баке в количестве не более 15-20 литров) в следующем порядке: компонент 1 + компонент 2 (отвердитель) - (время перемешивания 3-5 мин) + компонент 3 (наполнитель), затем смесь перемешивается до получения однородной массы.
Для смешивания компонентов в открытой таре используется вертикальная рамочная или лопастная мешалка или низкооборотная электродрель с рамочной мешалкой.
В процессе инъектирования и после проведения инъекции первого замеса необходимо постоянно охлаждать нагнетательный бак проточной водой.
П9.5.2. Создание энергопоглощающего слоя.
Нагнетание материала производят согласно технологической схеме (рис. П9.2) при максимально допустимом давлении 4-5 атм. При наличии нескольких отверстий в пределах одной пустоты состав следует нагнетать в отверстие, гидравлически связанное с максимальным числом других отверстий. Небольшие пустоты, имеющие значительную гидравлическую связь, можно инъектировать совместно, параллельно соединив их нагнетательные отверстия (см. рис. П9.3).
При появлении материала в стравливающих отверстиях или после отказа в поглощении прекращают подачу материала и заглушают отверстия резьбовыми пробками (рис. П1.2).
Процесс нагнетания композитного материала должен быть завершен не позднее, чем за половину времени его жизнеспособности, отсчитываемого с момента введения отвердителя (при начальной температуре компонентов: 150 °С - за 20 мин.; 100 °С - за 30 мин.).
После завершения смены производится механическая очистка нагнетательного бака и шланга с использованием ацетона или растворителя 646.
П9.6. Контроль технологического процесса
П9.6.1. Во время формования энергопоглощающего слоя производят контроль промежутка времени, отсчитываемого с момента введения отвердителя в первую порцию инъекционного состава до завершения заполнения полости.
П9.6.2. Для контроля отверждения каждого замеса изготавливают образцы-свидетели, которые представляют собой пробу материала толщиной 1-3 мм, нанесенного на пластину. Образец-свидетель выдерживают в тех же условиях, что и изготавливаемую продукцию.
П9.6.3. Контрольные образцы для определения механических характеристик отбираются по одному из трех замесов, но не менее 5 штук.
П9.6.4. Качество инъектирования контролируется приборами неразрушающего контроля или простукиванием.
П9.7. Требования безопасности
П9.7.1. Энергопоглощающие композиции представляют собой горючие невзрывоопасные материалы.
П9.7.2. Все работы, связанные с приготовлением и использованием энергопоглощающих материалов, следует проводить в помещениях, оборудованных в соответствии с правилами пожарной безопасности по ГОСТ 12.1.004-91* [26].
П9.7.3. Должны быть разработаны и утверждены руководством предприятия инструкции по технике безопасности.
П9.7.4. Неотвержденный материал выделяет в воздух свободные компоненты исходного сырья (эпихлоргидрин и алифатические амины). Пары эпихлоргидрина и алифатических аминов относятся ко второму классу опасности по ГОСТ 12.1.005-88 [13]. Значение ПДК паров в рабочей зоне в соответствии с ГОСТ 12.1.005-88 и их токсикологические характеристики приведены в табл. П9.2.
П9.7.5. Анализ проб на содержание ЭХГ и алифатических аминов должен проводиться по методикам определения вредных веществ в воздухе, утвержденным органами Минздрава.
П9.7.6. Работы по приготовлению и применению материала необходимо проводить в резиновых перчатках и халатах в соответствии с ГОСТ 12.4.103-83 [14] и действующими санитарными нормами.
П9.7.7. Все работы с энергопоглощающими материалами проводят при включенной приточно-вытяжной вентиляции согласно ГОСТ 12.4.021-75 [25].
П9.7.8. Рабочие, занятые инъектированием энергопоглощающих материалов в полости за облицовкой КРК, должны быть обеспечены надежными и мобильными средствами связи (радиотелефоны, радиостанции), обеспечивающими качественную связь между местом расположения пневмонагнетателя и местом проведения работ в КРК.
П9.7.9. К работе допускаются лица достигшие 18 лет, прошедшие медицинский осмотр и инструктаж по технике безопасности.
СПИСОК ЛИТЕРАТУРЫ
1. Дзюбанов Е.М., Дмитриев Н.Ю., Климович В.И., Левина С.М., Штильман В.Б. О прогнозировании надежности камер рабочих колес диагональных и поворотно-лопастных гидротурбин // Гидротехническое строительство. 1996. № 2
2. Дмитриев Н.Ю., Дзюбанов Е.М., Климович В.И., Левина С.М., Сафонов Г.В. Применение многослойных конструкций и композитных материалов для реконструкции и ремонта камер рабочих колес гидроагрегатов // Гидротехническое строительство 1999. № 11. С. 29-32.
3. А.С. № 1206471. МПК: F03B 11/02. Способ монтажа камеры рабочего колеса гидротурбины / Н.Ю. Дмитриев, Л.Л. Дольников, Н.В. Коробко // БИ № 3. 1986. Опубл. 23.01.1986.
4. А.С. № 1249190. МПК: F03B 11/02. Способ изготовления камеры рабочего колеса осевой гидротурбины / Н.Ю. Дмитриев, Л.Л. Дольников, Н.В. Жаринов, С.В. Раковский // БИ № 29. 1986. Опубл. 07.08.1986.
5. А.С. № 1364771. МПК: F03B 11/02. Способ монтажа облицовки / Н.Ю Дмитриев, Л.Л. Дольников, Т.И. Самсонов // БИ. № 1. 1988. Опубл. 07.01.1988.
6. А.С. № 1636511. МПК: Е03В 9/06. Способ монтажа облицовки. Е.М. Дзюбанов, Н.Ю. Дмитриев, Т.И. Самсонова, Г.В. Сафонов // БИ № 11. 1991. Опубл. 23.03.1991.
7. ГОСТ 12503-75*. Сталь. Методы ультразвукового контроля. Общие требования.
8. ГОСТ 14782-86. Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
9. ТУАДИ 473-97. Материал энергопоглощающий марок ЭПМ-1, ЭПМ-1Н, ЭПМ-2, ЭПМ-2Н.
10. ТУАДИ 483-99. Компаунды заливочные марок КДС-173, КДС-174, КДС-176.
11. ГОСТ 12.0.003-74. ССБТ. Опасные и вредные производственные факторы. Классификация.
12. СНиП III-4-80. Техника безопасности в строительстве.
13. ГОСТ 12.1.005-88. ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны.
14. ГОСТ 12.4.103-83. ССБТ. Одежда специальная защитная, средства индивидуальной защиты ног, рук. Классификация.
15. Инструкция по определению экономической эффективности использования в народном хозяйстве новой техники, изобретений и рационализаторских предложений, разрабатываемых в энергомашиностроении. Л.: НПО ЦКТИ им. И.И. Ползунова. 1984.
16. Методические рекомендации по оценке эффективности инвестиционных проектов и их отбору для финансирования / Специальный выпуск бюллетеня "Стройинформ-СПб". СПб. 1995.
17. Методика расчета и планирования заданий по среднему снижению общего удельного расхода и повышения коэффициента использования металла в машиностроении и металлообработке / НИИ планирования и нормативов при Госплане СССР. М. 1982.
18. Отраслевая инструкция по определению, планированию и учету экономии материальных ресурсов в производстве продукции энергомашиностроения / НПО ЦК ТИ им. И.И. Ползунова. Л.: Минэнергомаш. 1984.
19. Справочник конструктора гидротурбин / Под ред. Н.Н. Ковалева. Л.: Машиностроение. 1971.
20. Правила аттестации сварщиков. М.: Металлургия. 1971.
21. Справочник по гидротурбинам / Под ред. Н.Н. Ковалева. Л.: Машиностроение. 1984.
22. Фрейшист А.Р., Мартенсон И.В., Розина И.Д. Повышение надежности механического оборудования и стальных конструкций гидротехнических сооружений. М.: Энергоатомиздат. 1987.
23. Глизманенко Д.Л. Сварка и резка металлов. М.: Высшая школа. 1974.
24. СНиП 12-03-99. Безопасность труда в строительстве. ч. 1.
25. ГОСТ 12.4.021-75. ССБТ. Системы вентиляционные. Общие требования
26. ГОСТ 12.1.004-91. ССБТ. Пожарная безопасность. Общие требования
Ключевые слова: камера рабочего колеса (КРК), оценка состояния бетона и металла облицовки неразрушающими методами, ремонтно-восстановительные работы, инъектирование быстротвердеющими составами, энергопоглощающие композитные материалы.