московский государственный АВТОМОБИЛЬНО-ДОРОЖНЫЙ ИНСТИТУТ
(ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ)
Т.П. ЛЕЩИЦКАЯ, В.А. ПОПОВ
СОВРЕМЕННЫЕ МЕТОДЫ РЕМОНТА АЭРОДРОМНЫХ ПОКРЫТИЙ
Учебное пособие
Рекомендовано УМО вузов РФ по автотракторному и дорожному образованию в качестве учебного пособия по специальности 291000 "Автомобильные дороги и аэродромы"
Москва 1999
Рецензенты: д-р техн. наук, проф. В.П. Носов (МАДИ-ТУ); д-р техн. наук, проф. А. П. Виноградов (ГПИ и НИИ ГА Аэропроект); зам. начальника УРРАиАД ФАС России, канд. техн. наук А.А. Пчелин.
Учебное пособие посвящено проблемам ремонта аэродромных покрытий. Изложены новейшие технологии, машины и материалы европейского уровня, прошедшие апробацию в России.
Наибольшее внимание уделено текущему ремонту, показаны основные способы капитального ремонта. Учтены особенности принятия технических решений в условиях финансовых ограничений.
Изложены основы концепции продления работоспособности искусственных покрытий современными методами, альтернативными капитальному ремонту. Показаны преимущества применения алмазного инструмента в ремонтных технологиях.
Пособие предназначено для студентов, обучающихся по специальности 291000 «Автомобильные дороги и аэродромы».
Оглавление
ВВЕДЕНИЕ
Современные аэродромные покрытия представляют собой сложные инженерные сооружения, к эксплуатации которых предъявляются высокие требования. Основой технической эксплуатации аэродромных покрытий является соблюдение эксплуатационных требований, в частности своевременная диагностика состояния покрытий и выполнение строительных мероприятий по проведению планово-предупредительных ремонтов.
В настоящий момент словаря современных терминов в аэродромной и дорожной науке не существует. В данном пособии авторы предлагают следующее толкование основных терминов и понятий, чтобы избежать многовариантности в понимании излагаемого материала.
Аэродромное покрытие (термин «покрытие» означает искусственное покрытие) представляет собой слоистые конструкции, для сооружения которых используется широкий перечень строительных материалов. Согласно принятой терминологии в аэродромном покрытии различают три конструктивных слоя:
- собственно покрытие - верхний слой, непосредственно воспринимающий нагрузки от воздушных судов и воздействие природно-климатических факторов. Покрытие может иметь два или несколько слоев из одинакового материала, но имеющего отличия по составу компонентов, и т. п.;
- искусственное основание - нижележащий слой или несколько слоев, обеспечивающих совместно с покрытием передачу и более равномерное распределение вертикальной нагрузки от воздушных судов на подстилающее грунтовое основание. В состав искусственного основания также входят слои, которые выполняют функции дренирующих, гидроизолирующих, противозаиливающих и другие;
- грунтовое основание - верхняя толща местного или привозного грунта соответствующим образом подготовленного перед устройством искусственного основания. На грунтовое основание в итоге передается вся нагрузка от самолетов и массы слоев покрытий искусственного основания.
В практике отечественного аэропортостроения используют также термин «аэродромная одежда», при этом подразумевают собственно покрытие и искусственное основание.
- Работоспособность - состояние элементов покрытий, при котором они способны выполнять заданные функции, сохраняя значения заданных параметров в пределах, установленных нормативно-технической документацией;
- ресурсом называют показатель, характеризующий долговечность покрытия по его наработке от начала эксплуатации или ее возобновления после ремонта до наступления критического состояния;
- предельное (критическое) состояние покрытия -состояние покрытия, которое не обеспечивает дальнейшую нормальную эксплуатацию воздушных судов;
- разрушение - повреждение конструкции вследствие проявления дефектов;
- прочность покрытия - способность покрытия оказывать сопротивление нагрузкам без образования в них деформаций, превышающих предельно допустимые;
- несущая способность покрытий аэродромов - способность покрытия в течение заданного срока службы воспринимать максимальную по величине нагрузку, создаваемую воздушными судами;5
- долговечность покрытия (срок службы) - время нормальной эксплуатации до наступления предельного (критического) состояния покрытия;
- деформация - свойство материала изменять формы и размеры без изменения массы под действием внешних сил
- дефект - несоответствие конструкции установленным параметрам, нормативным требованиям;
- разрушение материала - процесс макроскопического нарушения сплошности материала в результате тех или иных воздействий на него;
- физический износ покрытия - постепенная утрата материалами первоначальных качеств, в результате чего ухудшаются эксплуатационные свойства покрытия.
В пособии изложены методы оценки эксплуатационного состояния аэродромных покрытий, виды и причины деформаций и разрушений покрытий аэродромов, а также указаны способы проведения ремонтов. Наибольшее внимание уделено технологии современных способов текущего ремонта, применению новейших материалов и средств механизации.
Пособие ограничивается рассмотрением основных, наиболее часто встречающихся случаев разрушений и деформаций искусственных покрытий аэродромов, а также важнейших строительных технологий их ремонта.
1. ОРГАНИЗАЦИЯ РЕМОНТА АЭРОДРОМНЫХ ПОКРЫТИЙ
Для обеспечения постоянной эксплуатационной готовности аэродромных покрытий необходимо своевременное проведение комплексов работ по их эксплуатационному содержанию и ремонту [1]. Наиболее совершенным методом организации ремонтных работ на аэродромах является их проведение без прекращения полетов в оптимизированные по времени «технологические окна».
Продолжительность «технологического окна» должна быть достаточной для выполнения задания по ремонтным работам. Кроме этого, необходимо учитывать время подачи к месту ремонтных работ необходимых строительных материалов, средств механизации и людей, обеспечить пропуск их по действующим участкам искусственных покрытий (до, после и во время действия окна).
Системы «технологических окон» следует распространить на первоочередные участки аэродромных покрытий, лимитирующие пропускную способность аэропортов, а также влияющие на безопасность полетов.
В процессе эксплуатации аэродромов происходит разрушение покрытий, которое проявляется в виде различных дефектов. К наиболее характерным деформациям и разрушениям аэродромных покрытий относятся:
- на цементобетонных и других покрытиях жесткого типа - шелушение и выкрашивание верхнего слоя покрытия, образование выбоин, раковин и трещин, отколы углов и краев, вертикальные смещения плит, потеря продольной устойчивости плит, разрушение стыковых соединений, сколы кромок плит и разрушение заполнителей швов;
- на асфальтобетонных покрытиях - трещины, волны, наплывы, сдвиги, шелушение и выкрашивание поверхности покрытия, просадки и проломы, расплавление и выдувание;
- на облегченных и переходных покрытиях - разрушения поверхностной обработки, образования колей, наплывов, волн, сдвигов, трещин и изломов, выбоин, просадок и проломов.
В основе правильной эксплуатации сооружений аэродромов лежит система планово-предупредительных ремонтов. Эта система представляет собой совокупность организационных и технических мероприятий как по надзору, уходу, так и по всем видам ремонтов, проводимых в установленные сроки для предупреждения преждевременного износа покрытий, а также поддержания аэродромных покрытий в постоянной эксплуатационной готовности, исключая аварийные ситуации.
Ремонт аэродромных покрытий с устранением любых повреждений состоит из подготовительных и основных работ.
Подготовительные работы включают:
- периодический мониторинг, техническое обследование покрытий и сооружений, подлежащих ремонту;
- составление актов дефектовки, проектно-сметной документации, проекта организации и производства работ по капитальному ремонту;
- подбор подрядных ремонтно-строительных организаций и заключение с ними договоров;
- определение потребности в материалах, конструкциях, - деталях, полуфабрикатах, машинах и механизмах;
- установление сроков поставки необходимых материалов и оборудования, согласование их с планами и графиками работ;
- выполнение мероприятий, предусмотренных проектом организации и производства работ по капитальному ремонту.
К основным работам относят подготовку поверхности ремонтируемых участков, приготовление ремонтных материалов, их укладку и окончательную обработку, а также отделку отремонтированных участков.
При выполнении ремонтных работ должны быть соблюдены все технологические требования и правила, что во многом определяет качество ремонтных работ, долговечность покрытия.
При организации производства ремонтных работ необходимо учитывать правила и требования охраны труда, техники безопасности, производственной санитарии и противопожарной безопасности.
Ремонтные работы на аэродромах подразделяются на текущие и капитальные.
Текущий ремонт аэродромных покрытий осуществляется путем проведения мероприятий, устраняющих мелкие повреждения и неисправности покрытий без снижения их работоспособности.
Работы по своевременному и систематическому предохранению элементов летного поля аэродрома, конструкций и аэродромных покрытий от преждевременного износа относятся к текущему ремонту. Текущий ремонт подразделяется на плановый и непредвиденный (оперативный).
Плановый ремонт, который должен производиться по плану-графику, утвержденному руководителем предприятия, является планируемым по объему и времени его проведения.
Непредвиденный (оперативный) ремонт выполняется по мере возникновения необходимости в процессе эксплуатации аэродрома, аварийных ситуаций, угрожающих безопасности полетов. Повреждения аварийного характера должны устраняться немедленно.
Графики производства текущего ремонта составляются на месяц или квартал. В них указываются объекты, подлежащие ремонту, наименование и объемы работ, сроки выполнения и исполнители. В графиках предусматривается первоочередное выполнение тех видов работ, которые обеспечивают нормальную эксплуатацию и сохранность отдельных элементов летнего поля аэродрома или конструкции.
Текущий ремонт производят, как правило, в перерывах между полетами, без прекращения летной эксплуатации по мере необходимости в течение года на всей площади покрытия.
Ограниченность времени, отводимого на текущий ремонт покрытий, и необходимость поддержания их в постоянной эксплуатационной готовности, обуславливают требования проводить такой ремонт в сжатые сроки, квалифицированно и с высоким качеством.
Для сокращения времени на производство ремонта покрытий в «технологические окна» необходимо осуществить следующие мероприятия:
- выполнить в сжатые сроки все подготовительные работы;
- применять те технологии ремонта, которые позволяют выполнить максимальный объем подготовительных работ, не препятствуя работе авиации;
- сконцентрировать на наиболее важных участках (или на наиболее трудоемких работах) большее количество машин, механизмов и рабочей силы с целью выполнения максимального объема работ в минимальные сроки;
- максимально увеличить выработку в отдельные окна;
- использовать наиболее эффективные материалы или технологии, позволяющие ускорить формирование покрытий.
Капитальный ремонт аэродромных покрытий производят с целью восстановления и повышения эксплуатационных качеств аэродромных покрытий. При капитальном ремонте предусматривается выполнение значительных по объемам работ по устранению имеющихся разрушений покрытий с восстановлением при необходимости искусственного основания.
Подготовка к устройству новых слоев при капитальном ремонте покрытий производится в основном такими же методами и по той же технологии, как и при текущем ремонте.
Капитальный ремонт проводится с прекращением летной эксплуатации и предусматривает восстановление разрушенного покрытия (основания) на больших площадях.
Основными документами проекта организации ремонтных работ являются: план и профиль ремонтируемого искусственного покрытия, календарный график выполнения работ по срокам, график поступления необходимых строительных материалов, характерные поперечные профили, схемы размещения ремонтных подразделений с указанием времени занятия соответствующего участка работ каждым подразделением, схема размещения строительных материалов, схема допустимых перемещений в границах летного поля механизмов, машин и рабочих, план расположения по фронту работ средств связи, ремонтных машин и механизмов, схема эвакуации механизмов, машин и рабочих по окончании производства работ или в экстренных случаях.
При производстве работ без прекращения летной эксплуатации капитальный ремонт покрытия производится в ночное или дневное время в специально назначенные перерывы между полетами.
При этом должны быть обеспечены безопасность производства работ и летной эксплуатации аэропорта, полностью закончен ремонт участка покрытия проектной ширины.
Необходимость и назначение вида ремонта зависит от технического состояния искусственных покрытий (сооружений), элементов аэродрома, оцениваемого критериями предельного состояния, при которых дальнейшая эксплуатация покрытий недопустима.
На критерий оценки предельного состояния главное влияние оказывает степень разрушения покрытия, в особенности его поверхностного слоя, поэтому оценка производится путем количественного определения степени разрушения, деформирования, неровностей и износа покрытия на момент обследований.
Степень разрушения аэродромных покрытий определяется на основании данных их обследования, по результатам которых составляются акты и планы дефектов покрытий с выводом о степени соответствия состояния покрытий требованиям НГЭА и оценкой их технического состояния [2].
Для определения технического состояния аэродромных покрытий и прогнозирования сроков их службы рекомендуется использовать различные методы оценки.
По результатам обследований рекомендуется строить графики зависимостей значений оценки технического состояния от времени эксплуатации покрытия и посредством экстраполяции определить примерный ресурс, который позволит судить о долговечности покрытия, прогнозировать его дальнейшее состояние и вовремя наметить проведение тех или иных ремонтных мероприятий.
Назначение вида ремонта взаимосвязано со сроками службы покрытий до капитального ремонта. Примерная периодичность капитальных ремонтов покрытий может использоваться для планирования ремонтных мероприятий [1].
2. ОЦЕНКА ЭКСПЛУАТАЦИОННО-ТЕХНИЧЕСКОГО СОСТОЯНИЯ АЭРОДРОМНЫХ ПОКРЫТИЙ
В процессе эксплуатации аэродромных покрытий под воздействием колесных нагрузок воздушных судов, эффектов струйного воздействия реактивных двигателей, погодно-климатических и гидрогеологических факторов происходит постепенное снижение прочности всей аэродромной конструкции, связанное с внутренними необратимыми изменениями в отдельных слоях. Природные факторы (температура, осадки, колебания уровня грунтовых вод и др.) оказывают отрицательное влияние на работу аэродромных одежд, а также состояние поверхности покрытия.
В процессе строительства аэродромов неизбежны отклонения от проектных размеров конструкций и свойств строительных материалов в пределах, допустимых нормами и правилами на приемку строительных работ.
Чтобы предотвратить преждевременное разрушение аэродромных покрытий, необходимо соблюдение эксплуатационных требований, создание системы контроля за состоянием покрытия и конструкции на разных этапах их эксплуатации, организация системы планово-предупредительных ремонтов. Развитие методов оценки несущей способности и эксплуатационного состояния аэродромных покрытий вызвано условиями обеспечения безопасности полетов современных воздушных судов. С появлением новой авиационной техники требования к аэродромным покрытиям существенно возрастают, что предопределяет развитие методов оценки несущей способности и эксплуатационного состояния, особенно поверхности аэродромных покрытий. Первые дефекты в момент их появления не оказывают заметного влияния на состояние покрытия. В то же время первые дефекты способствуют, с момента их появления, развитию разрушения, вызывая снижение эксплуатационных качеств покрытия. В результате разносторонних исследований разработана система обобщенной оценки состояния покрытия. Такая система дает возможность оценить эксплуатационные качества покрытия и назначить необходимые ремонтные работы.
Исследования и разработка ряда документов по данному вопросу выполнены 22 отделом ГПИ и НИИ ГА «Аэропроект» под руководством д.т.н., проф. Виноградова А.П.
Важное значение при оценке эксплуатационного состояния жестких покрытий уделяется классификации разрушений и деформаций поверхности плит, принятой в нормативных документах. Так, категория разрушения жестких покрытий по СНиП 2.05.08-85 определяется в соответствии с данными таблицы 2.1 [3].
В основе определения необходимости проведения и назначения вида ремонта лежит оценка технического состояния покрытий и сопоставление его с принятыми критериями, при которых эксплуатация покрытия недопустима по условиям обеспечения безопасности взлетно-посадочных операций. Оценка технического состояния производится путем количественного определения степени разрушения и износа покрытий на момент обследования.
Таблица 2.1 Категории разрушения жестких аэродромных покрытий
|
Категория разрушения плит |
Число плит, имеющих разрушения, % |
|||
|
Шелушение глубиной свыше 1 см |
Отколы кромок в местах швов |
Сквозные трещины (продольные и поперечные) |
Отколы углов, диагональные сквозные трещины наряду со сквозными продольными и поперечными |
|
|
I |
менее 10 |
- |
- |
- |
|
II |
от 10 до 30 |
менее 30 |
менее 20 |
- |
|
III |
св. 30 |
30 и более |
от 20 до 30 |
менее 20 |
|
IV |
не норм. |
не норм. |
св. 30 |
20 и более |
Прочность и несущая способность покрытия могут быть достаточными, однако наличие на поверхности покрытия большого количества дефектов может привести к предельному его состоянию из-за снижения безопасности полетов в результате возможного попадания в двигатели продуктов разрушения поверхности покрытия [4].
Степень разрушения покрытий определяется на основании данных всестороннего их обследования, по результатам которых проводится оценка их технического состояния; составляются акты дефектов по элементам летного поля, планы дефектов искусственных покрытий с указанием их вида и объема, акт с выводом о степени соответствия состояния покрытий требованиям норм годности к эксплуатации аэропортов, аэродромов и их оборудования.
Все деформации, разрушения поверхностного слоя и конструкции покрытия в целом оцениваются количественно путем простейших инструментальных измерений на характерных участках покрытий (концевые и средние участки ИВПП, МС, РД и т.д.). Пригодность аэродрома к эксплуатации рекомендуется определять на основе анализа характера и количества дефектов по сравнению с допустимыми. Однако степень ремонтного вмешательства зависит не только от вида и количества дефектов, но и от их численных характеристик, в том числе и отличных от предельных.
Существующие в настоящее время методики оценки состояния покрытий основаны на визуальной дефектовке покрытий, «весовой» градации дефектов по степени их серьезности и определении интегральной оценки состояния покрытий с учетом плотности распространения дефектов по площади покрытия.
Дефектация аэродромных покрытий выполняется с целью постоянного наблюдения за их эксплуатационно-техническим состоянием. Определение состояния покрытий аэродрома проводится по элементам летного поля, раздельно для ВПП, каждой РД и МС. Процесс дефектации включает в себя два вида работ: периодические визуальные обследования и инструментальные испытания, которые проводятся при необходимости [5]. Периодичность дефектации покрытий аэродрома составляет, как правило, один раз в год. В тех случаях, когда покрытия эксплуатируются самолетными нагрузками, превышающими расчетные, периодичность дефектации должна быть уменьшена (таблица 2.2).
Таблица 2.2 Периодичность дефектаций покрытий
|
Соотношение PCN/ACN |
Количество дефектаций в год |
|
1,0 и более |
1 |
|
0,8-1,0 |
2 |
|
менее 0,8 |
4 |
В соответствии с существующей методикой [4, 5] оценка состояния жесткого покрытия по результатам дефектаций определяется по формуле:
До = Дтр·Qтр+Дск·Qcк+Дпл·Qпл+Дуст·Qуст,
где До - обобщенный показатель повреждений покрытий;
Дтр - показатель растрескивания плит;
Дск - показатель повреждения швов;
Дпл - показатель повреждений поверхности плит;
Дуст - показатель наличия уступов плит;
Qтр, Qcк, Qпл, Qуст - коэффициенты весомости повреждений (дефектов).
Показатель До определяется по формуле:
![]()
где N1 - количество плит с повреждениями (дефектами);
No - общее количество плит.
Значения коэффициентов весомости следует принимать:
Qтр = 0,05; Qcк = 0,1; Qпл = 0,03; Qуст = 0,2.
Общая оценка эксплуатационно-технического состояния покрытия дается с использованием численного значения показателя, определяемого по формуле:
S = 5,0-До.
Величина S не должна быть менее 2,5. В противном случае состояние покрытия следует признать неудовлетворительным.
Оценку технического состояния асфальтобетонных покрытий следует производить по результатам дефектации с помощью следующей формулы:
Ро =å Pi,
где Pi - показатель состояния по всем видам повреждений, определяемый по таблице 2.3 [5].
Таблица 2.3
Показатели состояния покрытия в зависимости от степени дефектности
|
№ п/п |
Наименование дефектов |
Степень дефектности по классификатору |
Показатель состояния для нежестких покрытий Pi |
|
1 |
2 |
3 |
4 |
|
|
|
0 |
0,0-0,0 |
|
1 |
Поперечные |
1 |
0,0-2,4 |
|
|
трещины |
2 |
2,4-4,8 |
|
|
|
3 |
4,8-7,2 |
|
|
|
4 |
7,2-9,6 |
|
|
|
0 |
0,0-0,0 |
|
|
|
1 |
0,0-4,0 |
|
2 |
Продольные |
2 |
4,0-8,0 |
|
|
трещины |
3 |
8,0-12,0 |
|
|
|
4 |
12,0-16,0 |
|
|
|
0 |
0,0-0,0 |
|
|
|
1 |
0,0-10,0 |
|
3 |
Частая сетка |
2 |
10,0-20,0 |
|
|
трещин |
3 |
20,0-30,0 |
|
|
|
4 |
30,0-40,0 |
|
|
|
0 |
0,0-0,0 |
|
|
|
1 |
0,0-4,0 |
|
4 |
Эрозия |
2 |
4,0-8,0 |
|
|
|
3 |
8,0-12,0 |
|
|
|
4 |
12,0-16,0 |
|
|
|
0 |
0,0-0,0 |
|
|
|
1 |
0,0-3,2 |
|
5 |
Колея |
2 |
3,2-6,4 |
|
|
|
3 |
6,4-9,6 |
|
|
|
4 |
9,6-12,8 |
Значение показателя состояния для нежестких покрытий рекомендуется принимать пропорционально объему повреждений, в соответствии с «Руководством по ремонту аэродромных сооружений», разработанном в ГПИ и НИИ ГА «Аэропроект».
Для оценки состояния при обследовании покрытий необходимо пользоваться классификаторами дефектов (таблица 2.4), которые позволяют учесть особенности обнаруженных дефектов.
Для пользования классификатором необходимо отнести обнаруженное повреждение (дефект) к одному из приведенных описаний, определить объем дефектов и по этим двум признакам оценить состояние покрытия по пятибалльной шкале (таблица 2.5).
Таблица 2.4
Классификатор дефектов
|
Описание дефектов |
Показатель поврежденности |
Степень дефектности |
||||
|
|
|
0 |
1 |
2 |
3 |
4 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Продольные, поперечные трещины в асфальтобетоне |
Среднее расстояние между трещинами (м) |
- |
Более 30 |
15-30 |
5-15 |
Менее 5 |
|
Частая сетка трещин на асфальтобетоне |
Процент поврежденной площади покрытия |
- |
Менее 5 |
5-20 |
20-50 |
Более 50 |
|
Эрозия асфальтобетона |
Процент поврежденной площади покрытия |
- |
Менее 5 |
5-20 |
20-50 |
Более 50 |
|
Колея в асфальтобетонном покрытии |
Глубина колеи (мм) |
- |
Менее 10 |
10-25 |
25-40 |
Более 40 |
|
Трещины в плитах бетонного (армобетонного) покрытия |
Процент плит, имеющих трещины |
- |
Менее 5 |
5-10 |
10-20 |
Более 20 |
|
Сколы кромок бетонных (армобетонных) плит |
Процент плит, имеющих сколы |
- |
Менее 2 |
2-5 |
5-10 |
Более 10 |
|
Шелушение бетона на поверхности |
Процент плит, с шелушением поверхности |
- |
Менее 5 |
5-10 |
10-20 |
Более 20 |
|
Уступы в швах, трещинах |
Высота уступа (мм) |
- |
10 |
10-20 |
20-25 |
Более 20 |
Примечание: Допустимые неровности в виде уступов или волн составляют 25 мм для ИВПП и 30 мм для РД и МС.
Общая оценка состояния покрытия производится с использованием данных таблицы 2.5 [5].
Таблица 2.5
Показатели состояния покрытий
|
Показатель состояния жестких покрытий S |
Показатель для нежестких покрытий Ро |
Состояние покрытия |
Стадия эксплуатации |
|
4,5-5,0 |
0-19 |
Отл. |
Нормальная |
|
3,5-4,5 |
20-39 |
Хор. |
Нормальная |
|
2,5-3,5 |
40-69 |
Удовл. |
Критическая |
|
менее 2,5 |
70 и более |
Неудовл. |
Закритическая |
3. ВИДЫ И ПРИЧИНЫ ДЕФОРМАЦИЙ И РАЗРУШЕНИЙ АЭРОДРОМНЫХ ПОКРЫТИЙ
3.1. Основные факторы, вызывающие разрушение искусственных покрытий
Основными факторами, действующими на покрытие в период эксплуатации, являются: эксплуатационные и природно-климатические. В процессе эксплуатации под воздействием нагрузок от воздушных судов на искусственные покрытия передаются:
- усилия, вызывающие вертикальные и горизонтальные напряжения в конструктивных слоях покрытия;
- силовое и температурное воздействие газовой струи реактивных двигателей самолетов и тепловых машин в случае борьбы с гололедом.
Помимо воздействий самолетных нагрузок и газовых струй, аэродромные покрытия в процессе эксплуатации постоянно подвергаются агрессивному воздействию целого ряда природных факторов в зависимости от гидрологических и гидрогеологических условий местности, климата, геологии, рельефа, растительного покрова. Учет влияния природных факторов является непременным условием проектирования всех типов аэродромных покрытий.
Природные факторы весьма разнообразны. Они действуют на покрытие раздельно и в различных сочетаниях в зависимости от климатических, гидрогеологических и других условий. Особенно велико влияние температуры воздуха; воздействие сезонных, суточных перепадов температуры воздуха; количество и распределения по сезонам года осадков, промерзания грунтов, режима снегового покрова, силы, направления и продолжительности преобладающих ветров. Наибольшее влияние на сроки службы аэродромных покрытий оказывают температура и влажность окружающего воздуха, поскольку от их хода и периодичности зависят водно-тепловой режим искусственных оснований и подстилающих грунтов, температурные напряжения и деформации искусственных покрытий. Кроме того, на эксплуатационное состояние аэродромных покрытий, в общем случае влияют правильность принятых технических решений при проектировании (оптимальное конструирование и точность расчетов покрытий, полный учет условий местности, учет роста интенсивности движения воздушных судов в перспективе); качество строительства (достаточное уплотнение оснований, качество исходных материалов, качество производства работ) и эксплуатационного ухода.
3.2. Деформации и разрушения жестких покрытий
Жесткие аэродромные покрытия (бетонные, армобетонные, обычные и предварительно напряженные железобетонные) в процессе эксплуатации под воздействием нагрузок от воздушных судов и природно-климатических факторов постепенно изнашиваются, а когда напряжения и деформации, возникающие в плитах, превышают допустимые значения, - разрушаются.
К характерным дефектам и разрушениям жестких покрытий относятся: шелушение поверхностного слоя бетона, образование трещин, отколы углов и краев плит, вертикальные смещения плит, коробление, разрушение стыковых соединений и заполнителей швов [4].
Шелушение покрытия представляет собой отслаивание от поверхности плит тонких слоев бетона в виде чешуек толщиной 2-5 мм или тонких лещадок до 40 мм и выкрашивание мелких частиц, составляющих бетон - песка, щебня, цементного камня. Шелушение покрытий происходит в результате нарушения связности цементного камня и заполнителей, что характерно для бетонов, имеющих невысокие показатели адгезии цементного камня к заполнителям, что может быть следствием применения некачественных материалов и нарушения технологии бетонных работ. На процесс шелушения покрытий значительно влияют эксплуатационные факторы: многократное приложение нагрузок от воздушных судов; действие высоких температур и напора газовых струй реактивных двигателей; применение противогололедных химических реагентов.
Последствиями шелушения покрытия являются:
- уменьшение толщины покрытия, что снижает несущую способность;
- увеличение влагозадержания на поверхности покрытия, что способствует развитию дальнейшего разрушения, особенно в период заморозков и оттаивания;
- на покрытиях, поврежденных шелушением, более интенсивно образуется гололед;
- шелушение поверхности покрытия способствует выкрашиванию крупного заполнителя бетона и является началом поверхностного разрушения, что приводит к образованию раковин, выбоин, а затем к сколам и проломам плит.
Выбоины образуются, в основном, в результате развития уже имеющихся выкрашиваний цементобетона под воздействием повторяющихся динамических нагрузок от воздушных судов. Обычно они имеют вид воронкообразных круглых или овальных углублений размером 5 -10 см в плане и глубиной до 8 -10 см.
Раковины имеют такую же форму, как и выбоины, но меньших размеров. Причиной их образования является применение неморозостойких крупных заполнителей, которые быстро разрушаются и выпадают из покрытия. Раковины могут появляться в результате недоуплотнения бетонной смеси и некачественной отделки поверхности покрытия.
Трещины по характеру могут быть волосными, поверхностными и сквозными. Силовые трещины в бетонных покрытиях образуются в тех случаях, когда напряжения, возникающие в бетоне, превышают предел его прочности.
Волосные трещины (с раскрытием менее 0,1 мм) в виде густоразвитой сетки или короткие по диагонали образуются преимущественно при усадке бетона. Усадка бетона является результатом плохого подбора состава бетонной смеси или несоблюдения правил ухода за бетоном в начальный период твердения. Волосные параллельные трещины образуются также при недостаточном защитном слое над арматурой. Поверхностные трещины бывают главным образом усадочного и температурного происхождения и возникают при короблении плит и совместном действии изменения температуры и эксплуатационной нагрузки от воздушных судов. Поверхностные трещины постепенно увеличиваются в глубину и длину и часто разветвляются в разных направлениях. Образованию поверхностных трещин способствуют такие факторы, как несоблюдение требований к подбору состава смеси, неправильный уход за свежеуложенным бетоном и др.
Сквозные трещины возникают обычно от совместного действия эксплуатационной нагрузки и температурно-усадочных факторов при недостаточной несущей способности покрытия. Кроме этого, сквозные трещины развиваются из поверхностных под действием последующих приложений нагрузок и погодно-климатических факторов. На угловых участках плит, особенно если они не армированы, а также на участках плит около дождеприемных колодцев часто образуются косые трещины. Они сильно разветвляются и имеют выкрошенные кромки. Трещины на краевых участках плит вдоль швов образуются из-за некачественной нарезки швов, неправильной установки устройств в швах. Сквозные трещины наиболее интенсивно развиваются в тех местах покрытия, где прилагается многократно повторная колесная нагрузка - на концевых участках ИВПП, МРД. Причиной их появления является концентрация растягивающих напряжений в бетоне верхнего слоя над швами (в случае несовмещения швов в верхнем и нижнем слоях) вследствие проявления горизонтальных и вертикальных смещений плит нижнего слоя в зоне швов. Основная опасность сквозных трещин состоит в том, что они снижают несущую способность бетонных и армобетонных плит и создают условия для проникновения воды через покрытие в грунтовое основание.
Отколы углов и краев плит являются дальнейшим развитием трещин на этих участках под давлением колесной нагрузки. Таким разрушениям способствует недостаточная прочность бетона из-за плохого уплотнения, неправильная установка штыревых соединений в швах, а также наличие зазоров между плитой и искусственным основанием, в результате чего углы плит работают на изгиб как консоли. Под действием эксплуатационных нагрузок эти слабые участки плит (края и углы) откалываются и обычно проседают или раскалываются на более мелкие части.
Разрушение кромок плит - результат плохой разделки швов. Сколы кромок наблюдаются при наличии уступов между соседними плитами. Скалываются кромки и при температурном расширении бетона, когда соседние плиты в швах сжатия с большей силой упираются друг в друга.
С обломов кромок обычно начинается разрушение стыковых соединений. При шпунтовом шве сначала разрушается полочка шпунта, а затем откалывается зуб шпунта. Разрушение штыревого соединения начинается с образования трещин вдоль линии размещения штырей, из-за их смещения при бетонировании, а затем происходят сколы краевых участков плит. Разрушение кромок плит увеличивает ширину швов и создает большие неровности на покрытии, что особенно сказывается при воздействии динамических нагрузок.
Просадки и перекосы плит покрытий - результат потери несущей способности искусственного основания или подстилающего грунта при недостаточном уплотнении в процессе строительства, неравномерной осадке и вымывании оснований из-под покрытия. Смещению плит в вертикальном направлении способствует также пучение грунта зимой. Вертикальные смещения и перекосы плит создают опасные условия для эксплуатации воздушных судов.
Коробление плит возникает из-за отсутствия свободы их перемещения при температурных напряжениях, а также при некачественном выполнении стыковых соединений между плитами и потери продольной устойчивости.
Классификация основных видов разрушений жестких покрытий и способы их ликвидации представлены на рис. 3.1.
3.3. Деформации и разрушения нежестких покрытий
Под воздействием различных нагрузок на покрытие и в зависимости от ухудшения физико-механических свойств самого материала, связанного со старением вяжущего, на асфальтобетонном покрытии возникают деформации и повреждения в виде трещин, выкрашивания верхнего слоя покрытия с образованием выбоин, волн, сдвигов и наплывов, размягчения поверхности покрытия, просадок, расплавлений и выдуваний [4].
Трещины являются наиболее распространенным и опасным видом деформации асфальтобетонного покрытия. Основной причиной образования трещин является появление в асфальтобетоне растягивающих напряжений, превышающих силы внутреннего сцепления и сопротивления его разрыву. Растягивающие напряжения возникают главным образом при резких перепадах температуры. При быстром и резком понижении температуры асфальтобетон теряет пластичность, становится хрупким и, как следствие, теряет деформативную способность.
При усилении цементобетонных покрытий асфальтобетоном в процессе эксплуатации могут появиться отраженные трещины над швами и трещинами плит основания. Основная причина образования таких трещин - раскрытие швов плит основания при понижении температуры, то есть вертикальное и горизонтальное перемещение кромок швов и трещин, а также эти трещины могут быть результатом плохой подготовки бетонного покрытия к усилению или недостаточной толщины слоя усиления. Трещины могут также возникать из-за неоднородности подстилающих грунтов или переувлажнения отдельных мест и в результате наличия пучинистых грунтов.

Рис. 3.1. Классификация способов ремонта жестких покрытий в зависимости от вида их разрушения
Выкрашивание поверхности покрытий - результат нарушения технологии производства работ по устройству покрытий или использования некачественных материалов, приводящих к образованию пористого неводоустойчивого покрытия. Если в асфальтобетонной смеси использован щебень, поверхность зерен которого покрыта пылеватыми или глинистыми частицами, препятствующими хорошему сцеплению с битумом, то плотность и водоустойчивость покрытия будут неудовлетворительными и выкрашивание асфальтобетона неизбежно. Применение влажных минеральных материалов или укладка смеси в дождливую погоду, при которой в покрытии образуется защемленная влага, нарушают сцепление битума с минеральным материалом и при замораживании вызывает опасные напряжения. При недостатке битума нарушается связность покрытия, а при перегреве смеси ослабляется способность битума к сцеплению с минеральным материалом. Выкрашивание покрытия ведет к образованию выбоин.
Сдвиги и волны образуются из-за недостаточной температуроустойчивости асфальтобетона и плохого сцепления его с основанием. Асфальтобетон под действием солнечных лучей за счет солнечной радиации размягчается, теряет устойчивость и прочность. При действии на покрытие касательных нагрузок, возникающих при торможении самолетов, происходит сдвиг асфальтобетона с образованием бугров и волн. Сдвиги и волны могут возникать в результате плохо подобранного состава смеси. Если асфальтобетон укладывается на загрязненное основание, сцепление покрытия с основанием ухудшается, что при приложении к покрытию горизонтальных усилий приводит к образованию сдвигов слоя асфальтобетона с разрывами на нем.
Расплавление и выдувание асфальтобетонного покрытия происходит при длительном воздействии на него горячих газов, струй реактивных двигателей. Наиболее подвержены этому виду разрушения участки покрытия в местах запуска и опробования двигателей самолетов. Применяемые в настоящее время асфальтобетонные смеси из-за недостаточной теплоустойчивости битума и относительно слабого сцепления между собой частиц минеральных материалов в асфальтобетоне не могут практически противостоять длительному воздействию горячих газов, истекающих из реактивных двигателей с большой скоростью.

Рис. 3.2. Классификация способов ремонта нежестких покрытий в зависимости от вида разрушения
Просадки асфальтобетонного покрытия являются следствием неравномерной осадки основания и подстилающего грунта, образующейся обычно при некачественном и неравномерном их уплотнении в процессе строительства или при переувлажнении подстилающих грунтов в период эксплуатации. При несвоевременном устранении причин, вода скапливается в просевших местах покрытия, разрушает асфальтобетон, проникает в основание и при действии внешней нагрузки может привести к пролому покрытия.
Классификация характерных дефектов асфальтобетонных покрытий и рекомендуемые способы их ликвидации представлены на рис. 3.2.
4. КОНЦЕПЦИЯ ВОССТАНОВЛЕНИЯ РАБОТОСПОСОБНОСТИ ИСКУССТВЕННЫХ ПОКРЫТИЙ
До недавнего времени в нашей стране не использовались специальные технологии восстановления работоспособности покрытия. Как правило, выполнялись только капитальные ремонты посредством укладки нового слоя. Специалистами фирмы «Ирмаст-Холдинг», совместно с учеными ГПИ и НИИГА «Аэропроект», разработана новая концепция проведения ремонтных мероприятий. «Ирмаст-Холдинг» - это ведущая в СНГ в своей области компания, объединяющая предприятия, специализирующиеся на проведении комплекса мероприятий по продлению ресурса аэродромных и дорожных покрытий.
Основные моменты концепции восстановления работоспособности покрытия заключаются следующем.
Эксплуатационно-технический ресурс аэродромного покрытия продлевается за счет периодического выполнения ремонтных работ, направленных на устранение возникающих повреждений, не допуская их развития и накопления.
Большой вклад в развитие концепции восстановления работоспособности искусственных покрытий внес д.т.н., проф. Виноградов А.П., в вопросы прогнозирования сроков службы - д.т.н., проф. Носов В.П.
Сегодня мы располагаем всем необходимым для того, чтобы реально уйти от сложившейся практики постоянного устройства новых слоев (выполнения капитального ремонта) покрытия. Мы имеем [6, 7, 8, 9]:
- ряд специальных современных ремонтных технологий, позволяющих восстанавливать утраченные эксплуатационные свойства покрытий и продлевать срок их службы;
- профессионально подготовленные специализированные организации, способные выполнять ремонтно-восстановительные работы на современном уровне;
- положительный опыт эксплуатации зарубежных и российских аэродромов, где за счет ежегодного проведения восстановительных ремонтов продлевался срок службы покрытия;
- теоретический аппарат расчета покрытий на надежность, позволяющий оценивать и прогнозировать сроки ремонта, предупреждая наращивание повреждений.
Изменение показателя эксплуатационного состояния аэродромного покрытия может быть представлено в виде кривой износа покрытия (рис. 4.1) [7, 10]. Такие кривые разрабатываются для любого реально существующего искусственного покрытия, находящегося в определенных климатических и грунтово-геологических условиях. По оси ординат откладываются показатели эксплуатационного состояния покрытия S по обычной пятибалльной шкале, по оси абсцисс - срок службы покрытия t . Износ покрытия при t = 0 (новое покрытие) нулевой, оценка S = 5 (таблица 2.5).

Рис. 4.1. Прогнозирование срока службы покрытия
Как показывает опыт эксплуатации отечественных аэродромов, примерно через 20 лет (t = 20) на покрытии накопится такое количество дефектов, что показатель эксплуатационного состояния достигнет закритической отметки S = 2. Проведение ремонтных работ позволит повысить оценку S до максимально возможной для покрытия в этом возрасте S = 4.
Эти мероприятия позволят увеличить срок службы покрытия, как это видно из графика, примерно на 8 лет. Однако этого же эффекта, но с меньшими финансовыми затратами, можно было достигнуть, проведя ремонт покрытия при достижении им оценки S = 3. На графике это решение отмечено траекториями 1 - 2 и 3 - 4. Если принять стоимость ремонта по траектории 1 - 2 за 100 %, то суммарные затраты на проведения ремонтов в точках 1 и 3 (траектории 1 - 2 ... 3 - 4) составят 168 %. Эта цифра получена с учетом дисконта, связанного с отсроченным на 4 года вложением средств во второй ремонт. Более крупные ремонтные мероприятия по устранению дефектов, накопившихся за 20 лет эксплуатации, (траектория 5-4) обойдутся в 1093 % стоимости. Очевидно, что стоимость комплекса работ, объединенных понятием «текущий ремонт», много меньше затрат на капитальный ремонт (в 8 -12 раз), а продление срока службы может быть не меньшим - до 8 лет.
Затраты на эксплуатационное содержание и ремонт цементобетонных покрытий могут быть весьма небольшими, если эти мероприятия проводятся своевременно, правильно проведена диагностика и определены технические решения. Стоимость «отложенного» ремонта возрастает пропорционально времени отсрочки (рис. 4.2). Необходимость в текущем ремонте при его невыполнении перерастает в требование проведения планового ремонта.
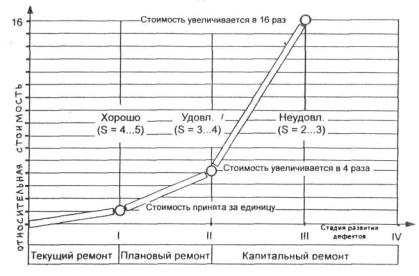
Рис. 4.2. Стоимость ремонтных работ
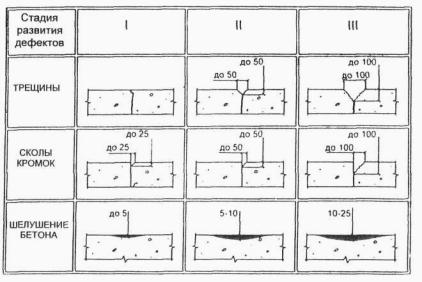
Рис. 4.3. Развитие основных дефектов
Придется ликвидировать дефекты на 2 стадии их развития (рис. 4.3) Это дороже в 4 - 5 раз. Ремонт дефектов на 3 стадии развития будет стоить в 16 раз больше, чем на 1 стадии.
Для того, чтобы на покрытии не развивались и не накапливались повреждения, ремонтные работы целесообразно проводить как специализированными подрядными организациями, так и силами аэродромных служб, в зависимости от видов и объемов повреждений (табл. 4.1). Небольшой объем работ по устранению ряда некрупных разрушений выполняется силами эксплуатационной службы в порядке регламента технического обслуживания покрытий. Определенные виды дефектов, для ремонта которых требуется мощная и дорогостоящая техника, ремонтируются специализированными фирмами.
Таблица 4.1
Номенклатура ремонтных работ
|
№ п.п. |
Наименование работ |
Процент поврежденных плит |
|||
|
Текущий ремонт, выполняемый экспл. службой |
Ремонт, выполняемый специализированными подрядными организациями |
||||
|
Плановый |
Капитальный |
||||
|
от |
до |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 |
Устройство компенсационных швов |
Выполнять не рекомендуется |
Объем работ определяется технической документацией |
||
|
2 |
Замена участков плит на всю толщину |
Выполнять не рекомендуется |
- |
8...10 |
более 10 |
|
3 |
Устранение уступов и просадок плит, выравнивание (фрезерование) поверхности покрытия |
Выполнять не рекомендуется |
- |
8...10 |
более 10 |
|
4 |
Устранение сколов, кромок плит |
до 1....2 |
1...2 |
8…10 |
более 10 |
|
5 |
Герметизация деформационных швов |
до 15...20 |
15...20 |
до 100 |
100 |
|
6 |
Консервация трещин |
До 1....2 |
2...5 |
15…20 |
более 20 |
|
7 |
Устранение шелушения |
Выполнять не рекомендуется |
- |
15...20 |
более 20 |
|
8 |
Укрепление поверхностного слоя, устранение усадочных трещин |
до 100 |
- |
до 100 |
до 100 |
5.ТЕКУЩИИ РЕМОНТ ЖЕСТКИХ ПОКРЫТИИ
Самые долговечные искусственные покрытия - это покрытия на основе минеральных вяжущих. Этим обусловлено их широкое распространение на аэродромах в нашей стране и во всем мире. Однако срок службы аэродромных одежд в странах СНГ существенно ниже, чем на аналогичных объектах за рубежом. Причинами такого положения дел могут быть ошибки в проектировании, строительстве и невысокое качество эксплуатационного содержания и ремонта покрытий. В настоящем пособии рассматривается лишь третья группа вопросов - эксплуатационное содержание и ремонт покрытий.
5.1. Очередность выполнения ремонтных работ
К ремонту покрытий часто приступают в тот момент, когда на покрытии накопилось значительное количество дефектов и появилась угроза безопасности полетов. В условиях дефицита средств необходимо разработать приемлемую с финансовой и технической точек зрения программу продления ресурса покрытий, этапы проведения ремонтных мероприятий. Очередность ликвидации дефектов устанавливается на основе обследования состояния аэродромной одежды, выявления причин образования разрушений и с учетом значимости (весомости) различных видов повреждений покрытий. Для каждой взлетно-посадочной полосы должна быть разработана индивидуальная программа ремонта.
На основании обобщения отечественного и зарубежного опыта ремонта аэродромных покрытий, Комитетом по аэродромному обеспечению Ассоциации «Аэропорт» ГА рекомендована примерная (базовая) очередность проведения ремонтных работ [11]:
- устройство компенсационных швов;
- замена разрушенных участков плит на всю толщину;
- выравнивание поверхности покрытия;
- устранение сколов кромок плит;
- герметизация швов;
- консервация трещин;
- устранение глубокого шелушения;
- устранение усадочных трещин;
- укрепление поверхности бетона.
Первым по важности в этой последовательности ремонтных мероприятий стоит работа по устройству компенсационных швов.
Существующие температурные швы на многих ВПП засорились и не работают, или вообще отсутствуют. В летнее время, особенно в период высоких температур, покрытие находится в напряженном состоянии. У цементобетонных плит нет возможности для горизонтального перемещения при температурном расширении. В этих условиях интенсивно идет образование сколов, разрушение плит, нарушается ровность покрытия, создаются условия для потери продольной устойчивости (коробления). Для устранения причин образования этих дефектов необходимо предусмотреть мероприятия по сбросу перенапряжений покрытия, компенсации температурных удлинений плит. Устройство компенсационных швов - главная мера по предотвращению коробления и торможению процессов разрушения плит.
5.2. Подготовка для ремонта поверхностей жестких покрытий и технические требования к подготовленным поверхностям
Подготовка покрытий к ремонту выполняется с целью обеспечения высокой прочности сцепления ремонтных материалов со старым ремонтируемым покрытием. От тщательности очистки поверхности зависит сопротивляемость разрушению отремонтированных участков, долговечность и надежность ремонта.
Требования к подготовке бетонных конструкций и способам производства работ устанавливаются в зависимости от степени разрушения и материалов, планируемых для их ремонта. Обычно применяют строительные материалы на основе органических и минеральных вяжущих. К органическим строительным материалам относятся материалы на основе искусственных смол: термопластических, эластомерных, реактивных или их комбинаций. К минеральным строительным материалам относятся материалы на основе минеральных вяжущих и полученные из природного минерального сырья.
В общем случае различают четыре способа подготовки бетонных поверхностей:
- механический. Используются перфораторы, отбойные молотки, проволочно-игольчатые пистолеты, металлические щетки, пескоструйные и дробеструйные установки, шлифовальные машины и фрезы;
- термический. Используются пропановые или ацетиленово-кислородные горелки с температурой пламени от 600 до 3200°С;
- химический. Применяются соляная или фосфорная кислоты;
- гидравлический. Применяются водоструйные установки высокого (20 - 180 атм.) и сверхвысокого (600 - 1200 атм.) давления воды.
В зависимости от условий производства подготовительных работ и необходимых темпов их выполнения в некоторых случаях следует использовать комбинированные способы подготовки поверхности, сущность которых заключается в последовательной обработке поверхности несколькими из перечисленных выше способов.
Механический способ обработки бетонных, армобетонных и железобетонных конструкций предпочтительно применять во всех случаях независимо от степени разрушения и применяемых для ремонта материалов.
Термический способ используется при небольшой глубине повреждения бетонной поверхности (3-5 мм), загрязненной смолами, маслами, остатками резины и другими органическими соединениями. За термической обработкой покрытия всегда должна следовать механическая или гидравлическая обработка.
Химический способ используется только там, где механическая обработка невозможна по санитарно-гигиеническим условиям или в стесненных условиях. Обязательным условием после применения химического способа обработки является обильная промывка бетонных поверхностей водой.
Сильно загрязненные нефтепродуктами, жирами и другими органическими соединениями бетонные поверхности, обладающие достаточной прочностью, подлежат очистке и обезжириванию растворами поверхностно-активных веществ.
Гидравлический способ можно применять во всех случаях и при любой степени разрушения бетона, за исключением случаев, когда для ремонта используются материалы на основе искусственных смол или когда на месте производства работ не допускается изменение влажности окружающей среды.
При выборе способа подготовки бетонной поверхности для производства ремонтных работ следует учитывать влияние его на изменение прочности бетона на отрыв. Величина относительного изменения прочности бетона на отрыв в зависимости от способа обработки бетонной поверхности приведена в таблице 5.1
Таблица 5.1
|
Наименование способа подготовки бетонной поверхности |
Степень изменения прочности на отрыв |
|
1. Механический способ: |
|
|
Вибрационные фрезы |
Значительное снижение прочности на отрыв |
|
Фрезы ударного типа действия (пальчиковые) |
Снижение прочности на отрыв |
|
Фрезы типа «Wirtgen» |
Значительное снижение прочности на отрыв |
|
Отбойные молотки |
Значительное снижение прочности на отрыв |
|
Перфораторы |
Значительное снижение прочности на отрыв |
|
Игольчатый или проволочный пистолет |
Не изменяет прочность на отрыв |
|
Шлифовальная машина |
Значительное увеличение прочности на отрыв |
|
Пескоструйная и дробеструйная обработка |
Значительное увеличение прочности на отрыв |
|
2. Термический способ |
Значительное снижение прочности на отрыв |
|
3. Химический способ |
Не изменяет прочность на отрыв |
|
4. Гидравлический способ |
|
|
водоструйная обработка |
Увеличивает прочность на отрыв |
|
обработка паром |
Не изменяет прочность на отрыв |
|
5. Комбинированные способы |
|
|
водо-пескоструйная обработка |
Значительно увеличивает прочность на отрыв |
|
термическая обработка с пескоструйной |
Увеличивает прочность на отрыв |
|
термическая обработка с фрезерованием |
Уменьшает прочность на отрыв |
Физико-механические требования к подготовленным для ремонта поверхностям устанавливаются в зависимости от типа материала, планируемого для ремонта, способа подготовки и наличия источников увлажнения бетона.
При использовании для ремонтных работ бетонов на основе минеральных вяжущих показатели физико-механических свойств ремонтируемого бетона должны соответствовать требованиям, проведенным в таблице 5.2.
Таблица 5.2
|
Наименование показателей |
Норма |
|
Прочность сцепления при отрыве, МПа, не менее |
1,5 |
|
Влажность, %, не менее |
95 |
|
Содержание хлоридов |
не допускается |
При использовании для ремонтных работ бетонов на основе искусственных смол показатели физико-механических свойств ремонтируемого бетона должны соответствовать требованиям, приведенным в таблице 5.3
Таблица 5.3
|
Наименование показателей |
Норма |
|
Прочность сцепления при отрыве, МПа, не менее |
1,5 |
|
Влажность, %, не менее |
4 |
|
Содержание хлоридов |
не допускается |
Во всех случаях контуры ремонтируемых участков не должны иметь острых углов (рис. 5.1). Обрезка бетона по контуру должна производиться алмазным инструментом по плоскости, перпендикулярной бетонной поверхности, на глубину не менее глубины разрушенной поверхности с последующим удалением ослабленного бетона любым из приведенных выше способов.
Длина зарезов в теле «здорового» бетона не должна превышать 20 мм (рис 5.1). Удаление бетона на глубину разрушения по углам производится перфораторами или отбойными молотками.
Подготовленная к ремонту поверхность должна иметь чередующиеся выступы и впадины. Высота выступов или глубина впадин не должны превышать 1/3 максимального размера зерна крупного заполнителя.
.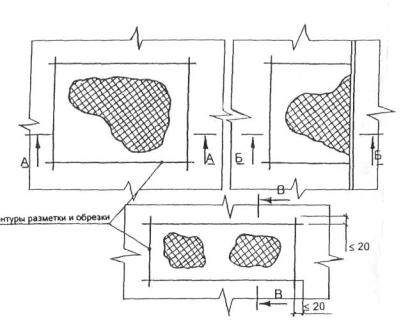
Рис. 5.1. Рекомендуемые схемы разметки и нарезки на покрытиях дефектных мест
Непосредственно перед нанесением грунтовки или ремонтного состава подготовленная поверхность должна быть очищена от пыли продувкой воздухом от компрессора, имеющего водо- и маслоотделитель.
Увлажнение поверхности при использовании для ремонта бетонов на основе минеральных вяжущих следует производить до состояния полного насыщения бетона водой, но не позднее 30 минут до начала укладки ремонтного состава. Непосредственно перед укладкой ремонтного состава излишки воды с ремонтируемой поверхности удаляются сжатым воздухом из компрессора, имеющего маслоотделитель, или с помощью ветоши.
Стальная арматура в армобетонных и железобетонных конструкциях, а также вновь устанавливаемые металлические элементы должны быть очищены от ржавчины, окалины и краски.
При вскрытии арматурных стержней в процессе подготовки бетонных поверхностей не допускается их повреждение алмазными дисками. Минимальная глубина резания бетона по периметру ремонтируемого участка в этом случае должна быть 20 мм, а максимальная - не должна превышать толщину защитного слоя.
Вскрытые арматурные стержни должны быть полностью оголены, а зазор между подготовленной поверхностью бетона и стержнем должен быть не менее 10 мм при крупности заполнителя в ремонтном материале до 5 мм и не менее 20 мм при крупности заполнителя более 5 мм (рис. 5.2).
С целью уменьшения влияния вибрации на сцепление арматуры с бетоном при удалении поврежденного бетона вокруг арматурных стержней не допускается механическое воздействие на арматуру отбойных молотков или перфораторов.
Рекомендуется устраивать шпонку (рис. 5.2) в нижней части прямоугольного среза по периметру дефектного места при глубине разрушений более 50 мм в случае применения бетонов на основе минеральных вяжущих.
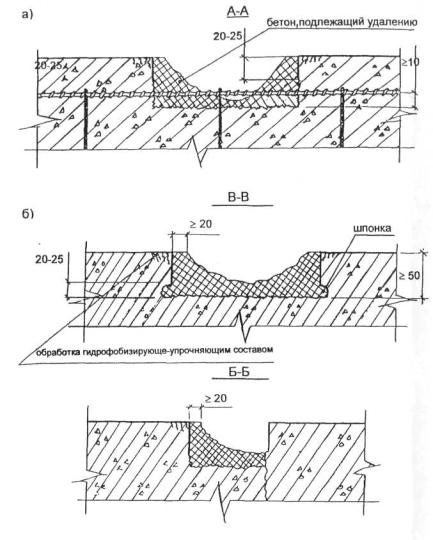
5.2. Схемы удаления поврежденного
бетон:
а) на железобетонных покрытиях;
б) на бетонных покрытиях
После выполнения ремонтных работ и набора прочности ремонтными составами обязательной является обработка поверхности бетона, прилегающей к отремонтированному участку, по всему периметру на ширину не менее 10 см гидрофобизируюищими упрочняющими составами на основе силоксанов (рис. 5.2).
5.3. Герметизирующие материалы
В аэродромной практике для герметизации всех видов швов и трещин в жестких покрытиях используются герметики холодного и горячего применения. При выборе типа герметика для ремонтных технологий учитывают прежде всего экстремально возможные отрицательные температуры, которые могут быть в данном регионе, а также вид применявшегося ранее герметика (уложенного в ремонтируемых швах), планируемый срок службы, экономические показатели.
Мастика должна сохранять свойство воспринимать деформации без разрывов, особенно при максимально низких температурах, когда плиты уменьшаются в размерах и швы сжатия и трещины расширяются. В этот критический период мастика не должна становиться хрупкой, стекленеть, а вертикальные и горизонтальные смещения кромок плит не должны приводить к адгезионному и когезионному нарушению герметичности швов.
5.3.1. Герметики холодного применения
Герметики холодного применения созданы на основе синтетических каучуков и, как правило, состоят из пасты и отвердителя. Для повышения адгезионных свойств фирмой-производителем может поставляться праймер. На отечественных аэродромах успешно применялись герметики «Аэропласт» (Россия), Колпор (Англия), Ю-сил (Канада), Вулкем (США) и др.
Герметики холодного применения используются с помощью пневмошприцев и заливщиков для двухкомпонентных герметиков, которые выпускаются различной вместимости. Пневмошприц заполняется приготовленным герметиком прямо из смесителя. Под давлением 0,4 ... 0,6 МПа через трубку-насадку герметик выдавливается в шов. Для качественного заполнения шва низ насадки должен находиться при этом ниже кромки плит. Скорость заполнения шва с помощью пневмошприца (производительность) зависит от вязкости материала, давления воздуха в системе и составляет 4-6 м/мин. Время полного отвердения герметика в шве составляет около 24 ч при температуре воздуха 15 - 20°С.
Одной из важнейших особенностей этих герметиков является их хорошая деформативность при отрицательных температурах. Это дает основание для их применения во всех дорожно-климатических зонах. Другими их преимуществами перед мастиками горячего применения являются:
- высокая долговечность;
- при старении материал не крошится, а только отделяется от одной из кромок покрытия и легко извлекается из шва вручную в виде длинного жгута;
- высокая стойкость к воздействию агрессивных жидкостей (химреагентов, горюче-смазочных материалов и др.);
- высокая стойкость к воздействию термогазовой струи реактивных двигателей, при скорости потока до 100 м/с и температуре 300°С .
Непременным условием высокого качества герметизации с помощью этих материалов является идеальное состояние кромок цементобетонных плит. Они должны быть сухими, чистыми, без микротрещин. Этим обусловлено применение холодных герметиков в основном при устройстве новых швов.
Следует иметь в виду значительно более высокую стоимость герметиков на основе жидких синтетических каучуков по сравнению с битумополимерными составами.
5.3.2. Герметизирующие материалы горячего применения
Герметизирующие материалы горячего применения включают битумы нефтяные, дробленую резину, мягчители, пластификаторы, наполнители, полимерную добавку. Обязательно применение праймера - полимерной композиции, совместимой с составляющими мастики. Применение праймера значительно удлиняет срок эксплуатации покрытия с герметичными швами и трещинами.
Битумополимерные мастики разогревают в специальных котлах с двойными стенками, в которых циркулирует теплоноситель. Растапливаемый материал опосредованно разогревается теплоносителем. В качестве теплоносителя применяется термомасло. Этим достигается щадящий режим плавления и разогрева, а также осуществление температурного контроля. Теплоноситель может подогреваться при помощи газового, масляного или дизельного обогрева. В емкости для разогрева мастики смонтирована установка принудительного перемешивания. Движение лопастей может осуществляться как в прямом, так и в обратном направлениях. Котлы снабжаются приспособлениями для заливки швов и трещин. Разогретая до нужной температуры мастика подается через сливной шланг и специальную пику с помощью нагнетающего насоса непосредственно в шов (трещину). При завершении работы вся система продувается воздухом. Котлы-заливщики могут монтироваться на одноосной и двухосной ходовой части, могут иметь самоходный гидравлический привод на ведущее колесо. Такие котлы самостоятельно, без буксирующей машины, движутся по ВПП вдоль швов при их герметизации.
Производители котлов выпускают их для использования в цикличном или непрерывном режиме. В котлах с цикличным характером действия загруженный материал после разогрева должен быть полностью использован. В котлах непрерывного действия возможно без прекращения работы постоянное добавление материала. Емкость котлов - от 90 до 1600 литров.
Использование котлов-заливщиков позволяет исключить подгорание и перегрев мастики, герметик не разрушается во время разогрева, удобно подается в шов с заданной рабочей температурой.
5.4. Ремонт деформационных швов и трещин
К сожалению, мы должны признать, что пока в большинстве случаев применяется традиционная технология ремонта, предусматривающая заливку швов, трещин, ремонт сколок кромок плит с помощью резинобитумных мастик. Другие материалы практически не применяются. Как правило, такой ремонт покрытия недолговечен. Для эффективного и долговечного устранения дефектов необходимо применять специальные материалы, современные машины и инструменты, а также новые технологии.
Среди специалистов хорошо известно правило: искусственное покрытие настолько хорошо, насколько хороши устроенные в нем швы. Если шов располагается в нужном месте, имеет правильные параметры, герметичен, то возможность образования трещин и сколов в бетоне сводится к минимуму.
Основной вид дефектов аэродромных покрытий - разгерметизация деформационных швов. Это случается в значительной степени от того, что в период строительства покрытий была неправильно выполнена первоначальная герметизация швов, что приводит к многократному повторению операции по заливке швов во время эксплуатации. Помимо этого мастика разрушается из-за прямого контакта с пневматиками опор самолетов, особенно при торможении. В зоне этого контакта возникают весьма значительные по величине сдвигающие напряжения. Ни одна мастика, применяемая для герметизации швов, не обладает способностью восприятия подобных напряжений без разрушения. Мастика не предназначена для силового участия в работе покрытия, ее роль - только герметизация швов. Весьма важно, чтобы мастика в шве была немного заглублена для исключения контакта с пневматиками. Для уменьшения возникающих растягивающих напряжений в мастике при температурных деформациях пли г должен применяться уплотнительный шнур из пористой резины или другого материала, одновременно обеспечивающий существенную экономию мастики. Очевидно, что реализация описанного процесса может быть выполнена с высоким качеством только с применением специальных средств механизации.
Следует обратить внимание на ширину шва. После окончания строительства часто швы имеют недостаточные размеры. Это возникает из-за желания строителей сэкономить режущий алмазный инструмент, с помощью которого осуществляется устройство швов. Такая экономия, с нашей точки зрения, является недопустимой, так как ее отрицательные последствия будут проявляться в течение всего периода эксплуатации.
При недостаточной ширине шва, по сравнению со швами рекомендуемой расчетом ширины, очень велики растягивающие напряжения в мастике. Это следует из закона Гука:
s = e Е,
где s - растягивающие напряжения в мастике;
e - относительное удлинение, ![]()
Е - модуль упругости мастики.
При одних и тех же температурных перемещениях плит в узких швах относительное удлинение больше. Многократное сжатие - растяжение мастики в таких швах приводит к ее разрушению до окончания гарантийного срока. Ширина шва играет весьма важную роль в обеспечении сохранности мастики. Расчеты и имеющаяся практика, в том числе международная, показывают, что для климатических условий большинства районов стран СНГ ширина шва должна быть не менее 8-10 мм для плит небольших размеров.
Важным технологическим процессом является очистка швов и грунтовка их поверхностей, без которого вся трудоемкая работа по герметизации швов окажется бесполезной. Операция по грунтовке швов должна выполняться в обязательном порядке с применением специальных грунтовочных составов, а не растворов мастики в керосине или бензине. Все вышеизложенное по технологии герметизации деформационных швов можно отнести к герметизации трещин в покрытиях, особенно тех, которые работают как швы, т.е. изменяют ширину раскрытия под действием температуры.
В отдельных случаях перед тем, как начать герметизацию, необходимо восстановить геометрию шва. Это относится к плитам со сколотыми кромками. Для этого должен использоваться быстротвердеющий высокопрочный бетон. Обеспечение надежности контакта нового и существующего бетона осуществляется с помощью анкеров из металлической арматуры. После такого ремонта можно открывать движение через 1 - 3 часа. Эта технология применялась предприятиями «Ирмаст-Холдинг» в аэропортах гг. Москвы, Казани, Владивостока, Киева, космодроме «Байконур».
Если не восстанавливать кромки швов с помощью быстротвердеющего бетона, а заливать мастикой все пространство между смежными плитами (как это делается некоторыми аэродромными службами), то в процессе эксплуатации произойдет разрушение мастики от тормозных усилий, развиваемых на контактах пневматиков колес точно так же, как в рассмотренном ранее случае разрушения мастики в деформационном шве.
В таблице 5.4 дана номенклатура рекомендуемых технических средств, применение которых в соответствии с назначенными технологиями гарантирует требуемое качество выполняемых ремонтных работ. Потребное количество ремонтно-строительных материалов и средств механизации должно определяться в зависимости от намеченного объема ремонтных работ.
Таблица 5.4
Материалы и оборудование для выполнения текущего ремонта бетонных покрытий силами аэродромных служб
|
Виды работ |
Рекомендуемые материалы |
Потребные механизмы (рекомендуемые механизмы) |
|
1 |
2 |
3 |
|
Устранение отдельных, небольших сколов кромок плит до 2% поврежденн. плит |
С учетом «окна» для твердения до 3 час: Roud-Patch, Silikal до 5 час - Fast-Patch до 10 час - Emaco S66, RM4 до 48 час - Ф-26 |
Нарезчик швов серии (CF-15) Игольчатый пистолет (АТ-2000) Перфоратор с энергией удара до 28 Кдж (ТЕ-54) Установка горячего воздуха до 600 град. (HOT-DOG) Компрессор от 6 атм. Миксер |
|
Герметизация деформационных швов до 20% поврежденн. плит |
Уплотнительный шнур. Герметики: БПГ или Biguma TL-82 с грунтовкой Golzumix, Crafko с грунтовкой |
Нарезчик швов серии (CF-15) Щеточная машина (FB-16) Устр-во для укладки упл. шнура Котел-заливщик с принудит. перемеш. и подогревом термомасла (MONO-250/500) Установка горячего воздуха до 600 град. (HOT-DOG) Компрессор от 6 атм. |
|
Консервация трещин до 2% поврежденных плит без наличия обрушенных кромок |
Герметики: БПГ или Biguma TL-82 с грунтовкой Golzumix , Crafko с грунтовкой |
Фреза (CRF-60) Щеточная машина (FB-16) Котел-заливщик с принудительным перемешиванием и подогревом термомасла (MONO-250/500) Установка горячего воздуха до 600 град.(HOT-DOG) Компрессор от 6 атм. |
|
То же с обрушенными кромками |
Герметики: БПГ или Biguma TL-82 с грунтовкой Golzumix , Crafko с грунтовкой С учетом «техн. окна» до 3 час: Roud-Patch, Silikal до 5 час - Fast-Patch до 10 час - Emaco S66, RM4 до 48 час - Ф-26 |
Нарезчик швов Игольчатый пистолет Перфоратор с энергией удара до28Кдж Котел-заливщик с принудительным перемешиванием и подогревом термомасла Установка горячего воздуха до 600 град. Компрессор от 6 атм Миксер |
5.5. Технические решения при ремонте жестких покрытий
5.5.1. Устройство компенсационных швов
Компенсационные швы устраивают в тех случаях, когда имеет место температурное перенапряжение плит, с тем, чтобы исключить отрицательное влияние этих напряжений на продольную устойчивость покрытия, сколо- и трещинообразование.
Компенсационные швы предназначены для восприятия перемещений плит при их расширении под воздействием высоких температур и устраиваются по типу швов расширения (рис 5.3).
Ширина швов и расстояние между ними определяются расчетом. Нарезаться компенсационные швы могут как по имеющимся швам сжатия, так и в средней части плиты в соответствии с принятым техническим решением. После нарезки эти швы «срабатывают», т. е. грани соседних плит сближаются, заполняя вырезанное пространство, выдавливают герметик на поверхность покрытия. В этом случае жгут мастики аккуратно срезают. При полном закрытии шва необходимо дополнительно устроить паз шириной 8 - 10 мм и глубиной 25 - 30 мм, уложить уплотнительный шнур и осуществить герметизацию.
При отсутствии стыковых соединений компенсационные швы устраивают по схеме, показанной на рис. 5.3. В тех случаях, когда в верхнем слое имеются стыковые соединения, после «срабатывания» швов устанавливают стальные штыри, обеспечивающие совместную работу разрезанных плит (рис. 5.4). Расстояние между штырями зависит от их диаметра и толщины плиты.
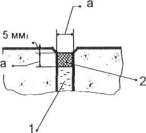
Рис. 5.3. Устройство компенсационных швов без армирования: 1 - пенополиуретан; 2 - герметик
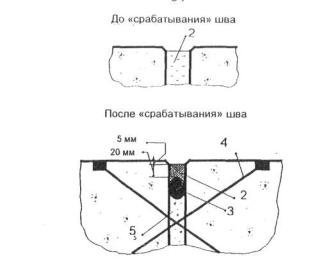
Рис. 5.4. Устройство
компенсационных швов со стыковыми соединениями:
1 - пенополиуретан; 2 - герметик; 3 - уплотнительный шнур; 4 - стальные штыри;
5 - мелкозернистый бетон класса Вbtb 2,8
5.5.2. Замена разрушенных участков плит на всю толщину
Одним из возможных вариантов технических решений при замене разрушенных участков плит является укладка монолитного бетона класса Вbtb 4,0 с ускорителями твердения (рис. 5.5). Вид и концентрация добавок - ускорителей твердения подбирается в зависимости от времени, отведенного для ремонта.
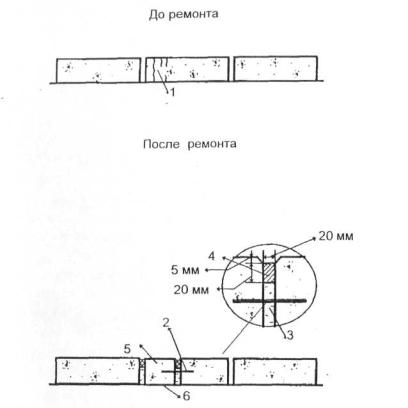
Рис. 5.5. Замена разрушенных
участков плит на всю толщину:
1 - разрушенный участок плиты, подлежащий замене; 2 - штыревые соединения; 3 -
доска из пенопласта; 4 - герметик; 5 - замененная часть плиты; 6 -
полиэтиленовая пленка
5.5.3. Выравнивание поверхности покрытия
Для проведения ремонтных работ по подъему просевших плит (рис 5.6) применяется специальный состав, который закачивается под бетонную плиту для заполнения образовавшейся полости. В результате этой операции осевшая плита поднимается до уровня соседних с ней бетонных плит, выравнивая поверхность бетонного покрытия. Для выполнения таких работ используется специальная платформа с современной техникой и материалами.
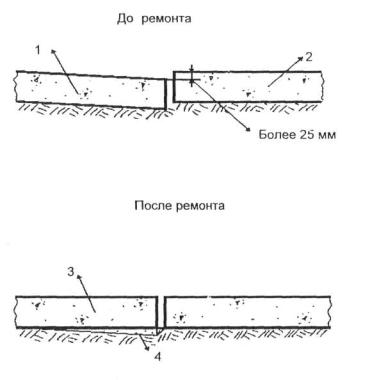
Рис. 5.6. Устранение просадок
плит:
1 - плита, поднятая до проектного положения; 2 - быстротвердеющий состав,
закаченный под плиту; 3 - просевшая плита; 4 - смежная плита
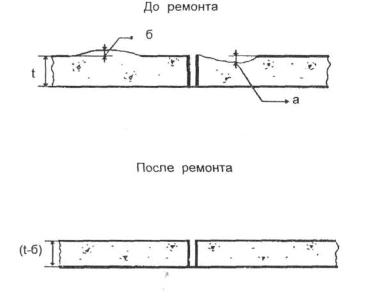
Рис. 5.7. Выравнивание покрытия
фрезерованием:
а, б - величина неровности; t - толщина плиты; (t - б) - толщина
отфрезерованной плиты
Другой способ выравнивания поверхности искусственных покрытий - фрезерование. Этот способ применяется, если величина неровностей «б» превышает допустимые значения (рис. 5.7). Выравнивание поверхности проводится на основе дефектации поверхности по данным нивелирования. Для этой операции применяются специальные мощные машины, рабочий орган которых - вал с набором алмазных дисков общей шириной 1.1,5 м. Алмазные диски срезают неровности без разрушения микроструктуры остающегося бетона.
Применять в этом случае фрезы типа «Wirtgen» с твердосплавными рабочими органами не рекомендуется.
5.5 4. Устранение сколов кромок плит
При устранении сколов, а также при разрушении кромок швов, трещин, выполняют следующие операции (рис. 5.8): маркировка, оконтуривание дефектных мест с помощью нарезчика швов с алмазными дисками, удаление разрушенного бетона пневмоинструментом с малой энергией удара (специальные перфораторы, игольчатые пистолеты), очистка при помощи металлических щеток, установка в шов (трещину) гибкой опалубки, установка анкеров или армосеток (если требуется), грунтовка поверхности, заполнение поврежденного участка ремонтным материалом, уход за поверхностью (при применении ремонтного материала на основе минерального вяжущего), после затвердевания - удаление мягкой опалубки. Армирование требуется только при применении для ремонта материалов на минеральных вяжущих.
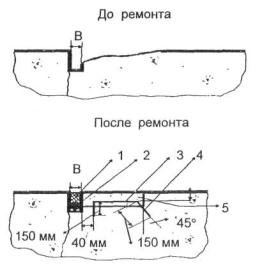
Рис. 5.8. Устранение сколов
кромок плит:
1 - мастика; 2 - уплотнительный шнур; 3 - арматура; 4 - анкерные стержни; 5 -
ремонтный материал
5.5.5. Герметизация деформационных швов
Герметизация швов в цементобетонном покрытии (рис. 5.9) включает в себя следующие операции: очистка швов от старой мастики с помощью минитрактора, оборудованного специальным шовным плугом с металлическим зубом переменной ширины (ширина зуба соответствует ширине шва), разделка шва нарезчиком швов с алмазными дисками (при а < 8 мм), снятие фасок, очистка шва металлическими щетками, продувка сжатым воздухом, при влажном бетоне продувка горячим воздухом, запрессовка уплотнительного шнура, обработка стенок шва праймером, герметизация.
Фаски снимаются для того, чтобы не происходило обламывания кромок швов под нагрузкой и вследствие этого - разгерметизации швов. Операция по снятию фасок выполняется специальным алмазным диском.
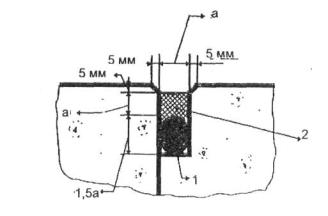
Рис. 5.9. Герметизация
деформационных швов:
1 - уплотнительный шнур; 2 - мастика
5.5.6. Консервация трещин
Ремонт и герметизация трещин в цементобетонном покрытии в случае, когда кромки трещины не обрушены, при ширине трещины В<40 мм (рис. 5.10), включают в себя следующие операции:
маркировка, разделка трещины распиливанием, очистка трещины, продувка сжатым воздухом, при влажном бетоне продувка горячим воздухом, засыпка резиновой крошки или запрессовка уплотнительного шнура, обработка стенок трещины праймером, герметизация.
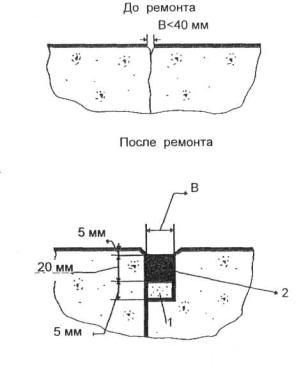
Рис. 5.10. Консервация трещин шириной менее 40 мм: 1 - резиновая крошка; 2 - мастика
В случае, когда кромки трещины обрушены (рис. 5.11), необходимо выполнить ремонт с применением специальных материалов по типу ремонта сколов и предусмотреть создание камеры под мастику.
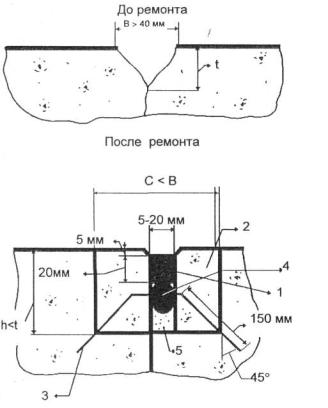
Рис. 5.11. Герметизация трещин с
обрушенными кромками:
1 - мастика; 2 - ремонтный материал; 3 - анкерные стержни; 4 - уплотнительный
шнур; 5 - пенополиуретан
5.5.7. Устранение шелушения
Из-за отсутствия на рынке необходимых для ремонта материалов, в практику работы аэродромных служб в прошедшие годы вошли приемы оперативного ремонта, имеющие негативные последствия - это использование мастик для ремонта шелушенного бетона, а также сколов и раковин. Заливка мастикой таких дефектов лишь создает иллюзию благополучного состояния покрытия. Hа самом деле эти меры даже ускоряют процессы разрушения. Влага конденсируется на контакте мастики с бетоном и при переходе через 0 градусов активно разрушает цементобетон.
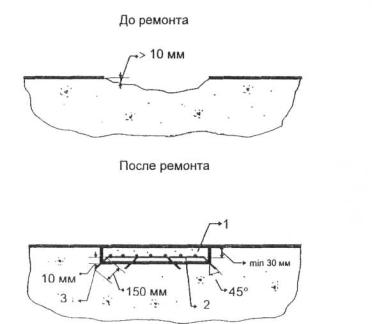
Рис 5.12. Устранение глубокого
шелушения:
1 - ремонтный материал; 2 - арматурная сетка; 3 - арматурные стержни
Одна из возможных технологий ремонта шелушения (при глубине разрушения более 10 мм) заключается в том, что поврежденная поверхность в начале очищается от разрушенного бетона, обрабатывается специальным грунтовым составом и затем ремонтируется с помощью быстротвердеющего высокопрочного армированного бетона (рис. 5.12). Результаты применения этой технологии можно увидеть в аэропортах Внуково, Шереметьево, Самара.
При глубине шелушения до 10 мм рекомендуется предварительно выровнять поверхность путем фрезерования и затем укрепить бетон специальным гидрофобизирующим составом с помощью пропитки (рис 5.13).
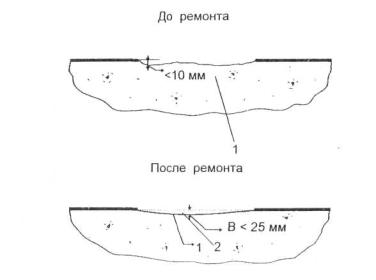
Рис. 5.13. Устранение неглубокого
шелушения:
1 - разрушенная шелушением поверхность; 2 - отфрезерованная и
гидрофобизированная поверхность
5.5.8. Устранение усадочных трещин
Усадочные трещины устраняют путем наполнения их цементной суспензией «Microdur» (рис 5.14). Наибольший эффект достигается в тех случаях, когда трещина устраняется непосредственно после ее появления.
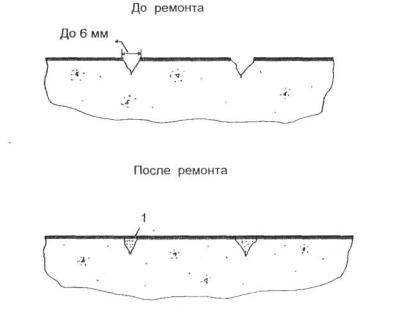
Рис. 5.14. Устранение усадочных
трещин:
1 - цементный камень, образовавшийся после наполнения трещины суспензией
«Microdur»
6. ТРЕБОВАНИЯ К КАЧЕСТВУ ОТРЕМОНТИРОВАННЫХ ПОКРЫТИЙ
1. Несущая способность покрытия, выраженная индексом PCN, не должна быть ниже фактического расчетного значения, определенного до выполнения ремонтных работ
2. Прочность материалов, применяемых для ремонта плит верхнего слоя, должна быть не ниже прочности бетона класса Вbtb 4,0. Прочность адгезии ремонтного материала к «старому» бетону должна быть не менее 1,5 МПа.
3. Морозостойкость применяемых материалов по данным технической документации должна соответствовать требованиям СНиП 32-03-96 (п.6.3.3.) [11].
4. Отклонение от прямой линии пазов компенсационных швов должно быть:
- не более 5 мм при оценке «отлично»;
- не более 8 мм при оценке «хорошо».
5. Ширина пазов деформационных швов:
- max 35 - 40 мм.
6. Герметизирующая мастика должна иметь следующие характеристики, отмеченные в технических условиях:
- температура размягчения (°С)..............не менее 85;
- адгезия к бетону (МПа)......................…не менее 0,5;
7. Толщина конструктивного слоя при замене участков плит должна соответствовать толщине заменяемого покрытия. Допустимые отклонения составляют 10 мм.
8. Неровности (просвет под трехметровой рейкой) на отремонтированных участках покрытия при замене плит или их частей допускаются:
- не более 3 мм при оценке «отлично»;
- не более 5 мм при оценке «хорошо».
9. Превышение граней плит, смежных с отремонтированными участками, допускается:
- не более 3 мм при оценке «отлично»;
- не более 6 мм при оценке «хорошо».
10. Коэффициент сцепления на отремонтированных участках, а также на участках укрепления бетона способом пропитки, не должен быть менее 0,45 на мокрой поверхности.
Контроль качества следует вести как в процессе производства, так и при сдаче законченных работ. Рекомендуемые методы контроля приведены в таблице 6.1.
Таблица 6.1
Методы контроля качества
|
№ п п. |
Контролируемый параметр |
Метод контроля |
|
1 |
Индекс прочности PCN |
По нормам годности НГЭА |
|
2 |
Прочность материалов, прочность адгезии |
По ГОСТ 22690 |
|
3 |
Морозостойкость материалов |
По ГОСТ 10060 |
|
4 |
Отклонение от прямой линии пазов компенсационных швов |
Измерение штангенциркулем |
|
5 |
Ширина пазов деформационных швов |
Измерение штангенциркулем |
|
6 |
Температура размягчения мастики, адгезия к бетону, относительное удлинение |
По действующим технически условиям на герметизирующую мастику |
|
7 |
Толщина конструктивного слоя |
Измерение металлической линейкой по краю плиты |
|
8 |
Неровности на отремонтированных участках |
По ГОСТ 30412 |
|
9 |
Превышение граней плит |
Измерение штангенциркулем или металлической линейкой |
|
10 |
Коэффициент сцепления |
По ГОСТ 30413 |
Таблица 6.2
Требуемое относительное удлинение герметизирующих мастик
|
Длина плит, м |
Ширина паза деформационных швов, мм |
Относительное удлинение, % |
|
|
для средних условий |
для суровых условий |
||
|
|
5 |
80 |
160 |
|
5 |
10 |
40 |
80 |
|
|
20 |
20 |
40 |
|
|
30 |
13 |
27 |
|
|
5 |
160 |
320 |
|
10 |
10 |
80 |
160 |
|
|
20 |
40 |
80 |
|
|
30 |
27 |
53 |
|
|
5 |
320 |
640 |
|
20 |
10 |
160 |
320 |
|
|
20 |
80 |
160 |
|
|
30 |
53 |
107 |
7. ТЕКУЩИЙ РЕМОНТ АСФАЛЬТОБЕТОННЫХ ПОКРЫТИЙ
Наиболее характерными дефектами аэродромных асфальтобетонных покрытий являются трещины, волны, сдвиги, выкрашивания, выбоины, просадки и проломы. Указанные повреждения устраняют при текущем ремонте покрытий.
7.1 Технология ремонта трещин
Заделка трещин на покрытиях является необходимым профилактическим мероприятием, предупреждающим дальнейшее развитие более серьезных деформаций и разрушений.
Даже мельчайшая трещина под воздействием транспортных нагрузок и погодных факторов может стать причиной быстрого ухудшения эксплуатационного состояния покрытия. Поэтому следует своевременно устранять трещины.
Обычно эту работу выполняют в сухую погоду весной или осенью и преимущественно в первой половине дня, когда трещины наиболее раскрыты.
Для заливки трещин используют материалы, обладающие эластичностью, водонепроницаемостью и теплоустойчивостью, а также имеющие хорошее сцепление с асфальтобетоном. Например, полимерно-битумные мастики.
Все трещины на покрытиях, с точки зрения технологии их заделки, целесообразно разделить на мелкие (шириной до 5 - 6 мм), средние (от 5 - 6 до 15 мм) и крупные (более 15 мм).
Мелкие волосяные трещины при отсутствии просадок устраняют укаткой покрытия в жаркую погоду тяжелыми катками (гладковальцовыми или на пневматическом ходу массой 10 - 15 т), а также розливом по этому участку разжиженного или горячего битума БНД 60/90, БНД 90/130 с последующей присыпкой его песком или минеральным порошком в количестве 1 м3 на 10000 м2 и укаткой катками.
Кроме того, трещины в асфальтобетонных покрытиях могут ремонтироваться способом термической обработки, при помощи компрессора и пики для обработки поверхности потоком раскаленного воздуха, разогреваемого пламенем под высоким давлением порядка 6 бар.
Трещины шириной до 5 мм очищают от пыли и грязи продувкой сжатым воздухом и заполняют горячим битумом БНД 60/90, БНД 90/130, присыпают мелким или среднезернистым песком и укатывают малогабаритными катками.
Трещины шириной до 15 мм также очищают от пыли и грязи с помощью щеточных машин или струи горячего воздуха под давлением 6 атм., продувают сжатым воздухом. Заполняют трещины полимерными мастиками. Перед применением мастика разогревается до 150 - 180 °С. Температура размягчения мастик составляет 55 - 65 °С.
Крупные трещины (более 15 мм) после очистки и продувки грунтуют специальными полимерными праймерами, затем заполняют ПБМ или минерально-мастичной смесью (ММС). Поверхность отремонтированных трещин должна быть присыпана горячим песком или минеральным порошком и тщательно затерта горячим дорожным утюгом. При необходимости ремонтный участок предварительно разогревают, используя асфальторазогреватели. Заполнение трещин мастикой производят с помощью заливщика швов, температура материала должна соответствовать паспортным данным на материал, порядка 150 - 180 °С.
Работы по заделке трещин включают в себя ряд последовательных технологических операций (рис. 7.1):
- разделку, очистку трещин от пыли и грязи и продувку сжатым горячим воздухом;
- подгрунтовку стенок трещин и поверхности покрытия вокруг них производят полимерными праймерами (например, на основе толуола - Golzumix);
- заполнение (заливка) трещин соответствующим материалом и выглаживание;
- присыпку заделанных трещин минеральным материалом.
Трещина заполняется с превышением, чтобы заливочная масса пропитала микротрещины и образовала профилактическую защиту в зоне ремонтируемой трещины.
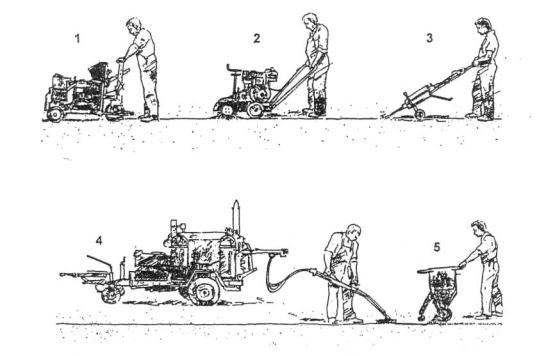
7.1. Современная технология
подготовки и заделки трещин на покрытии:
1 - разделка фрезой; 2 - очистка круглой щеткой; 3 - продувка сжатым воздухом;
4 – заполнение и выглаживание,5 – присыпка материальным материалом
При заделке трещин целесообразно использовать специализированные малогабаритные самоходные машины. Разделка и обрезка краев трещин выполняется фрезами с алмазными дисками толщиной 6, 8, 10 или 12 мм и диаметром 300 -350 мм, а для их очистки используется круглая веерная щетка диаметром 200 - 250 мм из скрученной стальной проволоки. Окончательная очистка осуществляется продувкой сжатым воздухом, подаваемым по шлангам от небольшого передвижного компрессора с ДВС на тележке или в специальный продувочный агрегат от более крупного компрессора, находящегося на прицепном (иногда самоходном агрегате) вместе с битумным котлом. В последнее время сжатый воздух на таких агрегатах подогревается, что ускоряет и улучшает удаление влаги из трещин и сушку их дна и стенок.
Заделка трещины битумной мастикой или другими специальными материалами в холодном или горячем состоянии может выполняться различными приемами, зависящими от объема работ, наличия указанных материалов и соответствующих средств заполнения трещин.
При небольших ремонтных объемах и наличии специальных холодных мастик (например, полиуретановых, акриловых) заполнение узких трещин (шириной до 5 - 6 мм) возможно простейшим путем прямо из пластмассовых емкостей или шприцов с насадками или специальным прибором по типу конусных леек (рис. 7.2).
При значительных объемах работ и использовании битума или битумной мастики заполнение трещин целесообразно выполнять с помощью ручных специальных удочек, питаемых насосом, по шлангам из котлов с подогревом. Подобные удочки могут иметь на конце утюжки для выравнивания места заделки трещины.
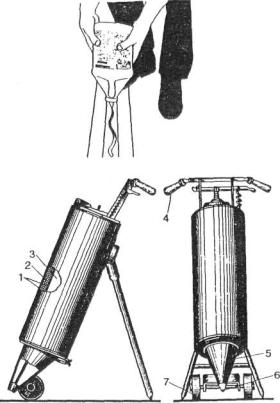
Рис. 7.2. Приспособления для
заливки трещин:
а - ручная заделка трещин из пластмассовой емкости и шприца с насадкой (фирма
«Силмастер», США); б - прибор для заливки трещин,
1 - кожух; 2 - изоляция; 3 - блок; 4 - рукоятка управления; 5 - конус; 6 -
шарик конуса; 7 - колесо
Современные битумные котлы с мешалкой емкостью от 100 до 1500 л являются, как правило, мобильными на одноосном прицепе, который можно транспортировать со скоростью до 80 км/ч. Для самостоятельного перемещения по ремонтируемой площадке со скоростью до 4 - 5 км/ч они оснащаются собственным двигателем с гидроприводом. На прицепе монтируется также компрессорный агрегат производительностью не ниже 2,5 - 3 м3/мин, насосная установка и специальный газовый подогрев битумных материалов и воздуха с автоматической регулировкой температуры (рис. 7.3). Присыпка места заделки трещины минеральным материалом осуществляется с помощью небольших ручных тележек с бункером емкостью 20 - 80 л, наполняемым минеральным порошком, песком или крошкой. При проезде тележки вдоль или над заделанной трещиной открывается затвор бункера и происходит посыпка ее поверхности.
Кроме этих разновидностей существует сетка трещин на асфальтобетонном покрытии, как локальное разрушение. Если сетка трещин появилась из-за пучения или просадки основания, то в этом случае участок покрытия с трещинами и основание вскрывают, производят замену подстилающего грунта и после этого устраивают новое искусственное основание из песка в нижнем слое, затем термоизоляционную прослойку из гидрофобного материала и последующие слои основания и покрытия.
В асфальтобетонных покрытиях аэродромов различают три вида трещин: трещины, возникающие в результате воздействия эксплуатационной нагрузки; температурные трещины и трещины на стыках смежных проходов асфальтоукладчика и сменных захваток.
Первые два вида трещин - работающие, т. е. в процессе эксплуатации покрытия паз трещины претерпевает вертикальные или горизонтальные перемещения. Третий вид развивается только за счет механических повреждений. Этот вид трещин ремонтируется простой заливкой битумным герметиком, предотвращающим дальнейшее развитие дефекта. Для заделки работающих трещин необходимо их преобразование в шов с последующей заливкой.
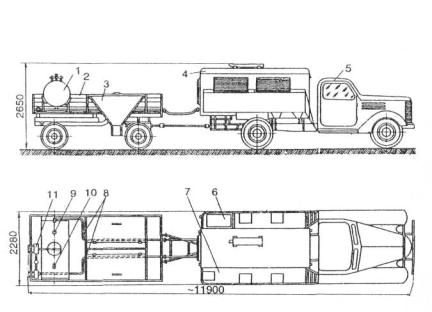
Рис. 7.3 Самоходный агрегат для
ремонта трещин:
1 - цистерна; 2 - прицеп; 3 - бункер; 4 - компрессор; 5 - автомобиль; 6 -
топливный бак; 7 - настил с бортом и сиденьями; 8 - воздухопровод; 9 -
предохранительное устройство; 10 - манометр; 11 - битумопровод
Нарезка шва производится по направлению трещины размером около 10×15 мм специальной фрезой, которая оснащена зубчатым алмазным полотном. Ширина паза шва, устраиваемого на месте существующей трещины, зависит от исходной ширины трещины и размера участков покрытий, находящихся между трещинами. Рекомендуемые размеры ширины паза шва, учитывающие технологические и конструктивные особенности существующих покрытий, находятся в пределах 15 - 20 мм и расстояние между трещинами может составлять 25 - 30 м. Основные конструктивные особенности заключаются в соотношении глубины и ширины паза шва. Наиболее благоприятными условиями работы для герметика являются соотношения ширины и глубины заливки соответственно 1:1 или 1:1,5, поэтому при ширине паза шва 15 - 20 мм глубина паза должна составлять 40 - 50 мм. Следует отметить, что в случаях устройства шва обязательно применение уплотнительного жгута, который выполняет сразу две функции. Первая - предотвращение чрезмерного расхода герметика, вторая (основная) - создание условий для работы герметика только на изгиб или растяжение. Толщина уплотнительного жгута должна превышать в 1,2 раза максимальное раскрытие паза шва, т.е. должна быть на 50% больше первоначальной ширины шва.
Технологическая последовательность выполнения работ по заделке трещин, преобразованных в шов, следующая:
- разделка существующей трещины в шов;
- очистка и просушка паза шва;
- укладка уплотнительного жгута;
- грунтовка паза шва праймером;
- приготовление (разогрев) герметика;
- заливка паза шва герметиком;
- удаление (при необходимости) излишков герметика.
Приведенная технология заделки трещин в асфальтобетонных покрытиях предполагает использование герметизирующего материала, праймера и уплотнительного жгута. Герметики для заделки швов в асфальтобетоне должны быть на битумной основе. Наиболее распространенными являются отечественные битумные, полимерные мастики горячего применения типа БПГ-75, -90, -100, «Аэродор» (марки МГА и МГД).
Грунтовочным материалом (праймером) являются полимерные композиции любого вида.
В качестве уплотнительного жгута используют любой пористый или выполненный в виде шланга материал, который не претерпевает необратимых деформаций при температуре до 200°С, не имеет влаговпитывающих свойств, то есть его поры замкнуты.
Предлагаемые средства механизации для выполнения ремонтных работ:
- фреза, позволяющая разделать трещину в шов;
- механизм для расчистки шва;
- котел или заливщик, в котором разогревается герметик и из которого производится заливка шва;
- устройство для укладки уплотнительного жгута;
- механизм для грунтовки паза шва.
7.2. Способы устранения поверхностных деформаций и разрушений
Способы устранения волн, наплывов и сдвигов на покрытии зависят от размеров и характера этих деформаций. При отсутствии разрывов покрытия эти дефекты устраняют укаткой от краев к середине с перекрытием следов проходов катка на 20 - 25 см. Укатку производят в жаркую погоду или по предварительно разогретому покрытию тяжелыми катками массой 10 - 15 тонн. Большие по площади и высоте волны, бугры и сдвиги фрезеруют или вырубают на всю толщину покрытия. После исправления основания с устройством шероховатой поверхности, стенки и основание грунтуют жидким битумом и укладывают свежую асфальтобетонную смесь. На небольших площадях эти дефекты устраняют термопрофилированием покрытия. Ремонтируемую поверхность очищают, разогревают до температуры на поверхности 160 - 180°С и на основании слоя 70 - 80°С, разравнивают при необходимости, удаляя излишний или добавляя недостающий материал, и уплотняют катками.
Выкрашивание асфальтобетонного покрытия может быть приостановлено поверхностной обработкой покрытия. Применяют такой способ поверхностной обработки, который сразу же после окончания работ образует прочную корку, не нуждающуюся в дополнительном уплотнении.
Последовательность работ при этом способе следующая. Покрытие очищают от пыли и грязи поливомоечными или ветровыми машинами. С помощью гудронатора разливают жидкий среднегустеющий битум СГ-15/25, СГ-25/40 или 50 - 75%-ный раствор вязкого битума БНД 60/90 в бензине с расходом 0,8 - 1,5 л/м. Розлив битума производят в холодном или подогретом до 30 - 60°С состоянии. После розлива битума по нему рассыпают горячие с температурой 140 - 160°С каменные высевки размером 3-5 мм, предварительно обработанные битумом БНД 90/130, БНД 60/90, БНД 40/60 в количестве 12-16 кг/м2. Каменные высевки должны быть из изверженных пород, марки по прочности не ниже 800 МПа. Далее каменные высевки до их остывания втапливают в покрытие катком. Если к началу укатки высевки остыли, то поверхностная обработка будет некачественной.
После первого прохода катка необходимо тщательно проверить ровность покрытия. Все обнаруженные понижения или неплотные места, являющиеся следствием неравномерной россыпи каменных частиц, дополнительно присыпают горячими черными высевками и прикатывают последующими проходами катка. Если после окончания работ на отдельных местах обнаруживается избыток битума (жирные места), то их следует посыпать мелкими каменными высевками и прикатать двумя-тремя проходами катка Не схватившиеся каменные частицы необходимо смести после окончания работ.
7.3. Ремонт выбоин
При заделке выбоин в качестве ремонтных материалов используют горячие, теплые и холодные асфальтобетонные смеси, литой асфальтобетон, щебеночные и гравийные материалы, обработанные органическими вяжущими, влажные органоминеральные смеси (ВОМС) и другие составы, в том числе на основе битумных эмульсий.
Литой асфальтобетон, ВОМС, холодные смеси на эмульсиях, и другие аналогичные материалы допускается применять при пониженных температурах воздуха (до -5°С, иногда до -10°С).
Ремонт покрытий с использованием горячих асфальтобетонных смесей, как правило, выполняют в сухое время при температуре воздуха не ниже + 5°С.
Заделку выбоин рекомендуется производить битумосодержащей смесью, соответствующей составу смеси ремонтируемого покрытия. Однако сделать это не всегда возможно.
Необходимо стремиться к использованию такой смеси, которая была бы близка к смеси в покрытии по показателям прочности, деформативности и шероховатости. В реальных условиях для ремонта выбоин чаще всего используют мелкозернистые горячие асфальтобетонные смеси типов Б, В и Г. Жесткие и прочные крупнозернистые и многощебенистые смеси (тип А) не очень технологичны для ручной работы на вспомогательных операциях.
Для ремонтных целей используют горячую асфальтобетонную смесь с АБЗ. Доставку смеси с АБЗ к месту ремонта покрытия целесообразно производить транспортным средством, оборудованным специальным термосным бункером, сохраняющим смесь в горячем состоянии несколько часов.
7.3.1. Требования и правила подготовки ремонтируемого участка покрытия
Перед началом работ по ремонту участков покрытий с выбоинами, проломами и другими аналогичными разрушениями требуется выполнить подготовительные работы.
Подготовка ремонтируемого места покрытия включает в себя следующие операции:
- очистку поверхности от пыли, грязи и влаги;
- разметку границ ремонта выбоин прямыми линиями вдоль и поперек оси элемента аэродрома с захватом неразрушенного слоя покрытия на 3 - 5 см, при этом несколько близко расположенных выбоин объединяют одним контуром или картой;
- вырубку или холодное фрезерование материала ремонтируемого места покрытия по очерченному контуру на всю глубину выбоины, но не менее чем на 2 - 3 см, при этом боковые стенки должны быть вертикальными;
- очистку дна и стенок места ремонта от мелких кусков, крошек и пыли;
- обработку дна и стенок тонким слоем горячего битума или битумной эмульсией.
Небольшие по площади выбоины (до 2 - 3 м2) рекомендуется оконтуривать с помощью ручных нарезчиков швов, снабженных специальными тонкими (2-3 мм) алмазными дисками диаметром 300-400 мм.
По очерченному контуру удаляют материал слоя покрытия с помощью отбойного молотка с соответствующим наконечником.
Отбойный молоток гидравлического типа весом 16 - 20 кг подключается к переносной гидростанции с двигателем внутреннего сгорания или к гидроприводу самоходной холодной фрезы, самоходного виброкатка или другой техники.
Для указанной работы может также быть использован пневматический отбойный молоток мощностью 0,8 - 1,0 кВт с подключением его к соответствующему компрессору (расход воздуха не менее 0,5 м3/мин, давление не ниже 6-7 атм.).
При подготовке к ремонту узких и длинных выбоин площадью более 2 - 3 м2 или трещин с разрушенными краями целесообразно использовать малогабаритные и компактные самоходные или прицепные холодные фрезы, срезающие дефектный материал покрытия шириной 200 - 500 мм на глубину 50-150 мм. Как правило, фреза может пройти 200 - 400 пог. м в час.
На значительных площадях разрушенного покрытия возможно применение более крупных холодных фрез с большей шириной срезаемого материала (500 - 1000 мм) и максимальной глубиной до 200 - 250 мм.
Отдельные модели холодных фрез дополнительно оснащаются ленточным транспортером, подающим срезаемый материал в ковш фронтального погрузчика или кузов транспортного средства, что заметно сокращает объем ручных работ.
Обработку или подгрунтовку дна и стенок оконтуренной выбоины, очищенной от мелких кусков и пыли, тонким слоем жидкого битума или битумной эмульсии (расход по битуму 0,3 - 0,5 л/м2) рекомендуется выполнять с использованием специальных средств, машин и механизмов таких, как битуморазогреватель передвижной, битумный котел, автогудронатор, дорожный ремонтер и т. п. При этом следует иметь в виду, что избыточная смазка битумом также плоха для качества сцепления нового слоя покрытия со старым, как и недостаточная.
Очень эффективны для смазки ремонтируемой выбоины малогабаритные установки (5 л. с.), подающие насосом битумную эмульсию в разбрызгивающее сопло ручной удочки со шлангом длиной 3 - 4 м. Есть и более простые подобные агрегаты и установки с накачиванием эмульсии из бочки ручной помпой или переносным насосом с ДВС.
При малых объемах работ и небольших размерах выбоины подгрунтовку эмульсией можно выполнять из переносных емкостей 10 - 20 л) с разбрызгиванием сжатым воздухом по принципу пульверизатора.
7.3.2. Ямочный ремонт покрытий с использованием асфальтобетонной смеси
Подготовленную выбоину заполняют ремонтным материалом слоями по 5 - 6 см с учетом коэффициента запаса на уплотнение, который для горячих асфальтобетонных смесей составляет ориентировочно 1,25 (щебенистые) - 1,35 (песчаные)
Если глубина выбоины превышает 5 - 6 см, допускается нижнюю ее часть заполнять черным щебнем с тщательной ее заклинкой и обработкой жидким битумом. При ремонте выбоин на двухслойном покрытии, когда сцепление верхнего слоя с нижним плохое, покрытие вырубают на толщину верхнего слоя, а если разрушение распространилось и на нижний слой, то на всю толщину покрытия.
При небольших размерах выбоин распределение и выравнивание смеси выполняют, как правило, вручную, а на больших ремонтируемых участках площадью более 20 - 25 м2 рекомендуется использовать небольшой тротуарный асфальтоукладчик с регулируемой шириной укладки смеси в пределах 1 - 2 м или тротуарный асфальтораскладчик, наполняющий свой ковш смесью, предварительно выгруженной самосвалом на покрытие.
После заполнения выбоины горячей асфальтобетонной смесью производят ее уплотнение специальными виброплитами или малогабаритными виброкатками.
Уплотнение уложенной смеси в изолированных одна от другой выбоинах площадью 0,2 –1 м2 производят с помощью трамбовки массой 12 - 16 кг или предварительно нагретыми ручными металлическими катками. Смесь уплотняют от краев к середине. Схема заделки выбоин представлена на рис. 7.4.
Заделку выбоин выполняют также с применением литой смеси. С этой целью используют смесь V типа по ТУ-400-24-158-89 [12].
Смесь готовят на АБЗ и транспортируют к месту ремонта в специальных термос-миксерах, оснащенных поворотными сливными лотками, позволяющими равномерно распределять смесь по поверхности ремонтируемой выбоины без уплотнения, слоем 5 - 8 см.
Подготовка ремонтной поверхности ведется в той же последовательности, что и при ремонте с использованием обычной асфальтобетонной смеси. На участках площадью более 3 м2, сразу после укладки литой смеси распределяют черный щебень (ТУ-400-24-163-89) из расчета 5-8 кг/м2, который втапливается в покрытие под собственной массой. По мере охлаждения покрытия невтопившийся щебень сметают.
В жаркое летнее время, для ускорения ввода покрытия в эксплуатацию предусматривается охлаждение отремонтированных мест холодной водой с помощью поливомоечных машин с расходом воды примерно 2 л/м2.
Обнаруженные на покрытии дефекты, особенно в местах сопряжения со старым покрытием, немедленно исправляют. Отремонтированные участки должны быть на уровне примыкания к существующему асфальтобетонному покрытию.
Ремонт участков с просадками и проломами выполняют в следующей последовательности: очерчивают границы пролома или просадки и в пределах контура вырубают асфальтобетон. После этого разбирают искусственное основание и проверяют подстилающий грунт, который в зависимости от состояния укрепляют вяжущими материалами или заменяют на другой, более устойчивый, затем восстанавливают искусственное основание и укладывают асфальтобетонную смесь.
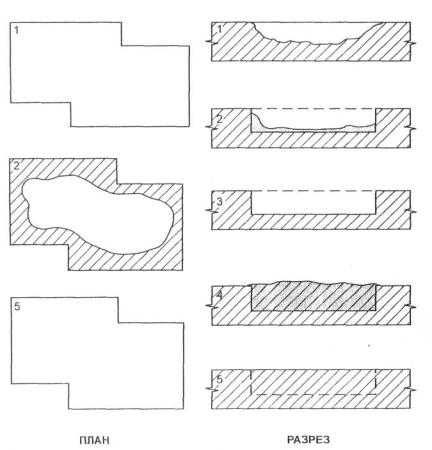
Рис.
7.4. Схема заделки выбоины:
1 - разметка выбоины; 2 - удаление поврежденного
асфальтобетона; 3 - смазка поверхности выбоины битумным материалом; 4 -
заполнение выбоины асфальтобетонной смесью; 5 - уплотнение асфальтобетонной
смеси
Проломы, возникающие в результате пучения подстилающих грунтов, ремонтируют только после устройства нового искусственного основания с термоизолирующим слоем.
7.3.3. Струйно-инъекционная холодная технология ямочного ремонта покрытий
Струйно-инъекционная технология заделки выбоин на покрытиях является одной из наиболее прогрессивных. Данная технология с успехом применяется в некоторых странах Европы и в США в течение 10 -12 лет.
Струйно-инъекционный метод заделки выбоин допускается применять в сухую погоду при температуре воздуха до -15°С [13].
Подготовка выбоины к ремонту сводится к тщательной ее очистке от пыли, мусора и влаги путем продувки высокоскоростной струей воздуха и к обработке поверхности выбоины битумной эмульсией. Операция обрезки, разлома или фрезерования асфальтобетона вокруг выбоины в этой технологии может не производиться.
Заделка выбоины осуществляется посредством ее заполнения мелким щебнем, предварительно обработанным битумной эмульсией в камере смешения. Все необходимые операции выполняются с помощью одной установки (рис. 7.5). За счет вовлечения и подачи щебня воздушной струей его укладка в выбоину происходит с высокой скоростью, что обеспечивает хорошую его упаковку (уплотнение), практически исключающую необходимость в дополнительном использовании виброплит и виброкатков.
Для ямочного ремонта по струйно-инъекционной технологии рекомендуется использовать щебень фракции 5 - 10 (15) мм и быстрораспадающуюся катионную (для кислых каменных пород, например, гранита) или анионную (для основных каменных пород, например, известняка) битумную эмульсию 50 - 60%-ной концентрации.
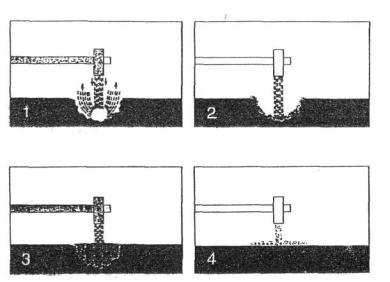
Рис 7.5.
Последовательность выполнения операций при струйно-инъекционном способе заделки
выбоин:
1 - очистка; 2 - обмазка; 3 - заполнение и уплотнение; 4 - сухая присыпка
Предварительно в лаборатории следует проверить прилипаемость битума к щебню и время распада эмульсии, которое не должно превышать 25 - 30 мин.
Расход эмульсии для подгрунтовки выбоины и обработки щебня в камере смешения установки ориентировочно может составлять 4 - 5% по весу.
Заделка выбоины выполняется с помощью специальной установки самоходного или прицепного типа.
Основными элементами установки для струйно-инъекционного метода заделки выбоины являются (рис. 7.6):
- емкость с битумной эмульсией (с подогревом);
- бункер с питателем или транспортером для щебня (в прицепном варианте щебень подается из кузова самосвала);
- нагнетатель воздуха;
- воздушный замок;
- камера смешения щебня с эмульсией;
- гибкий рукав с раздельной и совместной подачей воздуха, эмульсии и щебня к концевой насадке рукава и далее в выбоину;
- емкость с жидкостью для промывки труб, рукавов и насадки.
Все эти агрегаты могут стационарно монтироваться на легком прицепе или базовом грузовике. Пульт управления всеми операциями размещен в кабине грузовика, и водитель, не покидая рабочее место, выполняет заделку выбоины.
Как правило, таким способом ремонтируются выбоины небольшого размера диаметром не более 40 - 50 см. Крупную по площади выбоину целесообразно заполнять щебнем с эмульсией по частям или секциям.
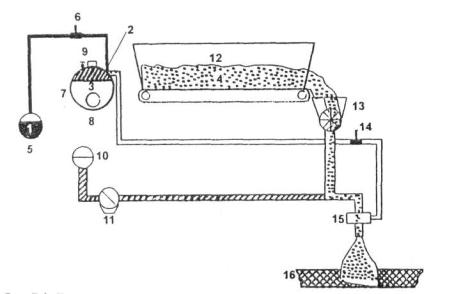
Рис.
7.6. Принципиальная технологическая схема установки по заделке выбоин на
покрытии струйно-инъекционным способом:
1 - жидкость для промывки труб; 2 - воздух; 3 - битумная эмульсия; 4 - щебень;
5 - емкость для промывочной жидкости; 6 - кран промывочной жидкости; 7 -
емкость для эмульсии; 8 - подогрев эмульсии; 9 - предохранительный воздушный
клапан; 10-воздушный фильтр; 11 - нагнетатель воздуха; 12 - бункер со щебнем и
транспортер; 13 - воздушный замок; 14 - эмульсионный кран;, 15 - камера
смешения щебня с эмульсией; 16 - покрытие с выбоиной

Рис 7.7. Схема заделки выбоин по вакуумно-струйно-инъекционной технологии
Струйно-инъекционная технология в последнее время подверглась дальнейшему качественному усовершенствованию, суть которого свелась к замене очистки и сушки выбоины продувкой высокоскоростной струей воздуха на вакуумную очистку (рис. 7.7).
Высокопроизводительный вакуумный насос отсасывает из выбоины мусор, пыль и влагу. Ее поверхность становится более сухой и чистой, чем при обычном подметании или продувке сжатым воздухом.
Подгрунтовка битумной эмульсией и заполнение выбоины щебнем, обработанным эмульсией, в вакуумно-струйно-инъекционной технологии аналогичны таким же операциям по струйно-инъекционной технологии.
8. ОПЕРАТИВНЫЙ РЕМОНТ АЭРОДРОМНЫХ ПОКРЫТИЙ
Оперативный ремонт осуществляется с целью устранения аварийных ситуаций, создающих предпосылки к летным происшествиям. Он проводится сразу после обнаружения дефектов и может вызвать необходимость временного прекращения полетов.
К аварийным ситуациям относятся следующие:
- засорение покрытий;
- оголение стержней арматуры;
- сколы кромок плит;
- разрушение (выкрашивание) поверхности покрытия на глубину более 25 мм под 3-метровой рейкой.
Засорение покрытия
При обнаружении посторонних предметов, включая продукты разрушения покрытия, на летном поле требуется немедленная очистка. Одиночные предметы удаляются вручную, а очистка площадей осуществляется при помощи КПМ или других машин, оборудованных щетками и воздуходувными машинами типа ветровых.
Оголение арматуры
Оголение арматурных каркасов и сеток происходит в местах разрушения защитного слоя бетона. Выходящая на поверхность арматура представляет опасность для пневматиков колесных шасси, проходящих по ней воздушных судов. Прокол пневматиков арматурой создает аварийную ситуацию на аэродроме. Во избежание такой ситуации необходимо закрыть дефектный участок для движения до окончания производства ремонтных работ.
Ликвидация обнаруженного дефекта включает два этапа:
- обрезка выходящих за плоскость поверхности покрытия концов арматуры с помощью газорезки заподлицо с неразрушенным бетоном;
- заполнение выбоины быстротвердеющим ремонтным составом с выравниванием поверхности на уровне смежных плит покрытия.
В качестве быстротвердеющего ремонтного состава могут быть использованы составы на основе цемента, полимербетон и др.
Выбор ремонтного материала зависит от времени схватывания, которое необходимо для достижения им минимально допустимых прочностных характеристик (прочность на сжатие 20 МПа).
Неровности покрытия
Неровности под трехметровой рейкой могут возникнуть при значительном шелушении (разрушении) поверхности покрытия как цементобетонного, так и асфальтобетонного. Недопустимыми неровностями «аварийными», требующими оперативного ремонта, следует считать неровности, расположенные в поперечном направлении к движению самолетов, т.е. при укладке трехметровой рейки вдоль движения.
Неровности покрытия величиной свыше 25 мм, расположенные вдоль движения, также являются недопустимыми, так как приводят к повышенной вибрации воздушного судна или угрозе преждевременного износа пневматиков при торможении, но в то же время они не являются аварийными. Такие неровности должны быть устранены в рамках текущего ремонта аэродромного покрытия.
Недопустимые неровности на асфальтобетоне устраняются вырезкой дефектного участка покрытия на глубину 10 - 20 мм с помощью дорожной фрезы типа Wirtgen и укладкой на это место нового покрытия. Причем состав укладываемой смеси должен отвечать требованиям первоначального проектного состава покрытия.
Заменять дефектную часть плиты можно при помощи сборных плит типа ПАГ или асфальтобетонной смесью на всю глубину верхнего слоя покрытия. Марка плит ПАГ и конструкция асфальтобетонной вставки должны соответствовать несущей способности ремонтируемого покрытия. Также рекомендуется применять быстротвердеющие материалы. В качестве быстротвердеющего ремонтного состава могут быть использованы составы на основе цемента ВНВ, полимербетон, а также импортные специальные составы имеющие сертификат качества, например, материалы фирмы «Burke» (Burke Fast Patch - 928).
Продольные неровности на смежных плитах, превышающие допустимые пределы, могут быть устранены заменой дефектной плиты или срезанием выступающей кромки плиты с помощью алмазных фрез на ширину 30 - 50 см.
Разрушенные кромки швов (трещин)
Разрушение кромок деформационных швов цементобетонного покрытия является наиболее распространенным дефектом покрытия. Это относится как к продольным, так и поперечным швам.
Ремонт разрушенных кромок швов плит как поперечных, так и продольных осуществляется заменой разрушенной части покрытия. Замена может быть осуществлена на полную толщину или на часть толщины плиты. Это определяется вскрытием дефектного участка вручную или пробным бурением (взятием кернов).
Замена разрушенной части плиты на всю глубину осуществляется вырезанием дефектного участка с помощью алмазных дисков и устройством на этом месте монолитной железобетонной вставки-балки с пространственным арматурным каркасом. Ширина балки должна быть больше или равна толщине верхнего слоя покрытия. При изготовлении каркаса нужно использовать арматуру периодического профиля диаметром 12 - 16 мм с шагом 150 - 200 мм. При ремонте указанным способом поперечных швов обязательно устройство хотя бы с одной стороны сквозного шва шириной 15 - 20 мм с последующей его герметизацией по принятой на данном аэродроме технологии заполнения швов. Нижнюю часть шва следует заполнить любым податливым материалом, включая пористый, для беспрепятственного восприятия температурных подвижек. С другой стороны балки необходимо устройство хотя бы ложного шва (по типу швов сжатия) с последующей его герметизацией.
При устройстве балки-вставки вдоль продольного шва устройство сквозного температурного шва необязательно, достаточно двух ложных швов с обеих сторон.
Замена верхней разрушенной части плиты (1/2 - 1/3 толщины покрытия) осуществляется обрезкой по контуру разрушенного участка бетона, расчисткой его площади от продуктов разрушения на требуемую глубину и укладкой на это место ремонтного состава. При данном способе ремонта необходимо устройство шва шириной 15 - 20 мм со стороны смежной неповрежденной плиты на всю глубину новой ремонтной накладки во избежание скалывающего воздействия на нее смежной плиты при температурном расширении бетона. Устройство ложного шва с противоположной стороны не обязательно.
Потеря продольной устойчивости
Первые проявившиеся признаки потери продольной устойчивости покрытия (уступы, сколы и т.п.) должны быть тщательно исследованы и выявлены причины их появления. В случае установления причин, связанных с фактической потерей продольной устойчивости, необходимо принять срочные меры до появления аварийных деформаций, угрожающих безопасности полетов.
Устранить причины продольной устойчивости покрытия можно нарезкой дополнительных швов расширения на всю толщину верхнего слоя, которые должны погасить сжимающие усилия в плитах из-за их температурных подвижек. Для этого на аэродроме проводятся исследования и с учетом дорожно-климатической зоны, конструкции покрытия, прочности бетона делается расчет ширины и шага устройства компенсационных швов (швов расширения) с разработкой их конструкции и рекомендациями по их герметизации.
Ямочный ремонт
Для проведения оперативных ремонтных работ на нежестких аэродромных покрытиях наиболее целесообразно применять специальные заранее приготовленные смеси холодного применения, не требующие дополнительных технологических операций после их укладки в ремонтируемое покрытие.
При аварийном ремонте используются, как правило, такие способы временной заделки, которые не требуют специальной подготовки выбоин, за исключением возможной их очистки от грязи, влаги, снега и льда.
Главное при таком ремонте состоит в закреплении используемого материала в выбоине так, чтобы у него было сцепление с дном и стенками выбоины и чтобы частицы такого материала имели достаточно прочные контакты между собой: битумных, цементных, полимерных или других склеивающих прослоек.
Для аварийного ремонта рекомендуется использовать известняковые, доломитовые или другие не очень прочные щебеночные материалы (фракции 5-20 мм), предварительно обработанные («холодный» черный щебень) или обрабатываемые прямо в выбоине жидким битумом с ПАВ или битумной эмульсией.
Некоторые из этих материалов при соответствующих технологиях использования можно применять при отрицательных температурах воздуха до -15°С.
Для аварийного ремонта выбоин рекомендуются специальные ремонтные смеси со сроком хранения в готовом виде до 1 года, к таким смесям можно отнести «Репасфальт» (Германия), материал «Веспро», смесь «Силвакс» (США) и другие. Перед укладкой таких материалов не требуется специальной адгезионной подготовки ремонтируемых участков, поскольку материал обладает самоклеющимся свойством. «Репасфальт» может наноситься на поверхность даже при отрицательных температурах и на сырое основание. По свежеуложенной поверхности можно сразу же открывать движение.
Целесообразно для аварийного ямочного ремонта использовать струйно-инъекционный холодный способ. Однако из-за невозможности сделать тщательную очистку и подготовку выбоины срок службы такой заделки будет значительно ниже, чем в обычных нормальных условиях.
При отсутствии струйно-инъекционной установки заделка выбоины возможна путем заполнения ее вручную холодным щебнем с одновременной его обработкой битумной эмульсией путем разбрызгивания. В итоге получится заделка выбоины щебнем, пропитанным битумной эмульсией.
Метод пропитки щебня в выбоине разжиженным и горячим битумом также практикуется с целью ликвидации аварийной ямочности. В отличие от метода пропитки эмульсией, пропитка битумом состоит в том, что сама пропитка выполняется до трамбования щебня. При этом битум нагревают до температуры не ниже 170 - 180°С. Этот метод применяется даже при пониженных температурах воздуха до -10°С.
В последние годы при методе пропитки вместо битума используют полимерные материалы. В частности, при ремонте выбоин полимербетоном, последняя заполняется щебнем, который затем пропитывается жидким составом на основе полиуретановой, акриловой или другой смолы.
Такой ремонт возможен при температуре воздуха в достаточно широком диапазоне температур. Движение транспорта открывается через 30 мин.
Основным препятствием для качественного выполнения аварийного ямочного ремонта служат: пониженная температура воздуха, материала, выбоины и повышенная влажность материала, стенок и дна выбоин. Поэтому некоторые ремонтные технологии совершенствуются и разрабатываются с учетом этих факторов.
К таким технологическим приемам можно отнести Российский метод обратной пропитки, в котором битум, нагретый минимум до 170 - 180°С, попадая на оставшуюся на дне и стенках выбоины влагу и на сырой щебень, вспенивается с кратностью до 4 - 6 и покрывает тонким слоем поверхность выбоины и частиц щебня. Этот технологический прием ремонта получил название метод «обратной пропитки», так как проникновение битума между частицами и зернами щебня идет снизу вверх.
Последовательность выполнения работ по этому методу следующая. После очистки выбоины от грязи, пыли, мусора и избытка влаги ее стенки и дно Заливают горячим битумом при температуре 200 - 220°С с расходом на каждый см глубины около 1,0 л/м2 или примерно на 20% глубины выбоины. Сразу же (так как жизнестойкость битумной пены не превышает 20 - 30 с) выбоину заполняют щебнем (лучше черным), разравнивают и после прекращения пенообразования уплотняют трамбовкой. Метод обратной пропитки дает положительные результаты при температуре воздуха не ниже +5°С.
Аварийный ямочный ремонт в неблагоприятных погодных условиях (сырость, холод) может быть выполнен также влажной органоминеральной смесью (ВОМС), заранее заготовленной и хранящейся на складе ВОМС состоит из известнякового или доломитового щебня фракции 5-20 мм, песка с модулем крупности не менее 1,0, минерального порошка, вяжущего (гудрон, жидкий или разжиженный вязкий битум) и воды. Вместо щебня возможно использование отсевов дробления, ПГС, дробленого шлака.
Готовится такая смесь в холодном виде в смесительных установках АБЗ, дооборудованных системой подачи и дозировки воды в мешалку. После выгрузки из мешалки готовую смесь автосамосвалом подают на склад, где она хранится в штабеле в течение нескольких месяцев.
Ремонтируют такой смесью выбоины глубиной не менее 3-4 см. Главное достоинство ВОМС состоит в том, что она используется уже в готовом виде по холодной технологии, на сухом или сыром покрытии и при температуре воздуха до -10°С.
Уплотнение или набивку аварийной выбоины щебнем лучше осуществлять путем многократного ударного нагружения поверхности заделки ручной трамбовкой весом до 20 - 25 кг с круглым или квадратным основанием подошвы и удельным статическим давлением подошвы в пределах 400 - 500 кг/м2. Эту работу способна эффективно выполнить также малогабаритная механическая трамбовка с ДВС весом 50 - 90 кг, имеющая статическое давление подошвы 500 -1000 кг/м2 и совершающая 500 - 700 уд/мин.
9. КАПИТАЛЬНЫЙ РЕМОНТ АЭРОДРОМНЫХ ПОКРЫТИЙ
Капитальный ремонт покрытий производят в случае, когда образование повреждений покрытия на ВПП, РД и МС происходит настолько интенсивно, что дальнейшее поддержание покрытия в эксплуатационной готовности посредством текущего ремонта становится экономически нецелесообразным.
Если аэродромное покрытие находится в «закритической» стадии эксплуатации (табл.2.5), возможность его дальнейшей безопасной эксплуатации решается на основании актов дефектации покрытия. Покрытие подлежит капитальному ремонту при значении S менее 2,5 для жестких покрытий и при значении Ро более 70 для нежестких покрытий аэродромов.
9.1. Ремонт монолитных цементобетонных покрытий
Капитальный ремонт жестких покрытий может быть произведен с использованием монолитного предварительно напряженного железобетона, армобетона, цементобетона, сборных железобетонных плит и асфальтобетона.
Конструкция слоя усиления определяется в соответствии с действующими нормативами по проектированию аэродромных покрытий.
При капитальном ремонте жестких аэродромных покрытий с использованием цементобетона применяют комплекты машин те же, что и при новом строительстве.
Определение состава бетонной смеси, технология производства работ, контроль качества приготовления и укладки смеси, а также приемка готового покрытия должны проводиться как для нового строительства и отвечать требованиям СНиП 3.06.06-88 [14].
Капитальный ремонт жестких аэродромных покрытий асфальтобетоном выполняют с соблюдением норм и правил нового строительства асфальтобетонных покрытий.
Тип асфальтобетонной смеси и ее маркировку для различных участков аэродрома назначают в соответствии с ГОСТ 9128-97 с учетом категории расчетной нормативной нагрузки и климатической зоны расположения аэропорта [15].
Асфальтобетонное покрытие рекомендуется устраивать двухслойным. Толщину двухслойного асфальтобетонного покрытия устанавливают в соответствии с требованиями действующих нормативов.
Капитальный ремонт или усиление жестких аэродромных покрытий асфальтобетоном выполняют в два этапа. Сначала производят подготовительные работы, а затем устройство нового асфальтобетонного покрытия.
В состав подготовительных работ входит:
- очистка от грязи и пыли и просушка старого цементобетонного покрытия;
- проверка ровности, продольных и поперечных уклонов на старом покрытии;
- исправление всех имеющихся на существующем покрытии дефектов методами и средствами, применяемыми при текущем ремонте;
- подгрунтовка отремонтированной поверхности тонким слоем битумной эмульсии или горячим битумом, для обеспечения сцепления укладываемого слоя асфальтобетона с цементобетонным основанием;
- устройство разделительной прослойки над швами старого покрытия (из двух слоев пергамина);
- установка маяков в створе швов старого покрытия.
Для того, чтобы местоположение будущего деформационного шва не было потеряно, и совпало со швом в старом покрытии, в непосредственной близости от его края, с обеих сторон, напротив существующего шва устанавливают маяки.
При исправлении дефектов старого покрытия особое внимание уделяют состоянию плит. Сильно разрушенные плиты заменяются новыми, аналогичными по форме, толщине и прочности.
Пустоты под отдельными плитами ликвидируют путем устройства нового основания или нагнетанием под плиты песка или цементного раствора. Швы старого покрытия должны быть очищены от старой мастики, грязи, продуты сжатым воздухом и заполнены новой мастикой. Сколы углов, разрушенные кромки в швах плит заполняют горячей мелкозернистой или песчаной смесью с ее послойным уплотнением. Места заполнения предварительно обрабатывают тонким слоем битумной эмульсии или горячего битума.
Неровности старого покрытия устраняют выравнивающим слоем, по которому укладывают нижний, а затем верхний слой покрытия.
При устройстве асфальтобетонного покрытия не на всю ширину и длину ВПП по краям нового покрытия для плавного сопряжения его с существующим устраивают пандусы.
Основными рабочими операциями технологического процесса устройства покрытия являются:
- подача асфальтобетонной смеси к асфальтоукладчику;
- распределение смеси на ширину укладки;
- предварительное уплотнение смеси рабочими органами асфальтоукладчика;
- окончательное уплотнение слоя катками.
При усилении или капитальном ремонте жестких аэродромных покрытий классов А, Б и В асфальтобетонным слоем общей толщиной, не превышающей значений, указанных в СНиП 2.05.08-85, предусматривается его армирование в местах расположения швов старого покрытия.
В соответствии со схемой армирования, определенной проектом, после устройства выравнивающего или нижнего слоя покрытия, в створе выставленных маяков раскладывают армирующую сетку марки СПАП-КАМА или нитепрошивную сетку НПС. Крепление сетки производят двумя способами в зависимости от графика производства работ - без перерыва летной эксплуатации, т.е. в промежутках между полетами и с закрытием ВПП на время выполнения работ.
При выполнении работ без перерыва полетов армирующую сетку приклеивают к нижнему слою горячим битумом. С этой целью, при помощи автогудронатора по поверхности слоя разливают горячий вязкий битум с расходом 0,3 - 0,5 л/м2 и по нему до его остывания раскатывают армирующую сетку.
При производстве работ на ВПП, закрытой для полетов на время работ, по нижнему слою раскладывают армирующую сетку, по которой затем автогудронатором распределяют 50%-ную битумную эмульсию с расходом 0,6 - 0,8 л/м2. После распада эмульсии устраивают верхний слой асфальтобетонного покрытия.
В последнее время для армирования асфальтобетонных покрытий рекомендуется использовать гибкие, рулонные, синтетические материалы типа геосеток «Хателит» (HaTelit), которые повышают долговечность асфальтобетонных покрытий и в частности их трещиностойкость. Геосетка - гибкая армирующая решетка, изготавливаемая из высокомодульных волокон полиэстера, соединенных между собой специальным образом так, что образуется сетка с ячейками разного размера [16, 17].
Армирование асфальтобетонных покрытий целесообразно, как при усилении в процессе ремонта, так и при новом строительстве. Область применения геосетки и схемы армирования разнообразны и приведены ниже.
Большинство случаев ремонта заключается в укладке новых слоев асфальтобетона, причем при устройстве двух - и трехслойных асфальтобетонных покрытий целесообразно армировать асфальтобетон по схеме согласно рис. 9.1.
Для предотвращения возникновения отраженных трещин в новом асфальтобетонном покрытии и увеличения межремонтных сроков рекомендуется использовать гибкие армирующие геосетки в соответствии со схемой (рис. 9.2).
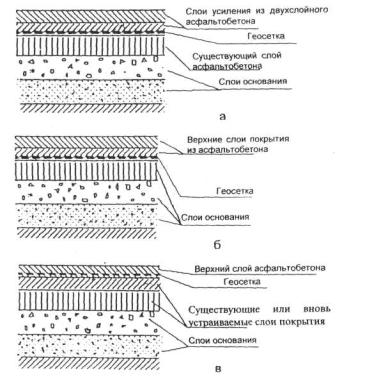
Рис.
9.1. Армирование асфальтобетонных покрытий геосеткой при усилении существующих
покрытий и новом строительстве:
а - усиление существующего покрытия двухслойным
асфальтобетоном с целью повышения его трещиностойкости; б - армирование вновь
устраиваемого асфальтобетонного покрытия с целью повышения его
трещиностойкости; в - усиление верхнего слоя существующего или вновь
устраиваемого асфальтобетонного покрытия с целью повышения его
сдвигоустойчивости
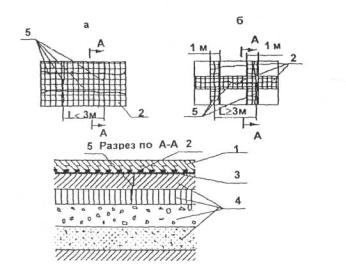
Рис.
9.2. Конструкция существующей аэродромной одежды с асфальтобетонным покрытием,
армированным геосеткой:
а - сплошное армирование; б - над трещинами; 1 - слой усиления из
асфальтобетона; 2 - геосетка; 3 - выравнивающий слой из асфальтобетона или
подгрунтовка органическим вяжущим; 4 - существующие слои аэродромной одежды; 5
- трещины в существующем асфальтобетонном или бетонном покрытий
Технологический процесс устройства армирующей сетки состоит из следующих операций:
- подготовка слоя, на который укладывается геосетка;
- укладка геосетки;
- устройство вышележащего слоя из асфальтобетона.
При подготовке существующего асфальтобетонного покрытия его очищают от пыли и грязи. При отсутствии неровностей на поверхности нижележащего асфальтобетонного слоя геосетка может укладываться без специальной подготовки поверхности, однако, поверхность покрытия должна быть сухой.
При наличии на асфальтобетонном покрытии разрушений на отдельных участках (шелушения, просадок, выбоин) их устраняют путем ямочного ремонта и розлива битума марок БНД 130/200 или 200/300 в количестве 0,5 - 0,8 л/м2 или 60%-ной битумной эмульсии в количестве 0,6 - 0,9 л/м2 покрытия.
При глубине неровностей или колеи на старом покрытии более 1 - 3 см их следует предварительно заполнить асфальтобетонной смесью и уплотнить.
Толщина выравнивающего слоя в уплотненном состоянии должна быть порядка 3-5 см. Выравнивающий слой можно устраивать из песчаного асфальтобетона.
Геосетку доставляют на строительную площадку в рулонах, масса которых составляет от 43 до 140 кг. Разгрузку рулонов производят вручную или с применением кранов. Рулоны геосетки временно складируют таким образом, чтобы расстояние подноски рулонов к месту раскладки не превышало 25 - 50 м.
При укладке геосетки на всю ширину ремонтируемого покрытия рулоны раскладывают параллельно оси элемента аэродрома начиная с кромки. В процессе раскатки рулонов следят за параллельностью полотен геосетки, не допуская образования складок. Если необходимо, то могут быть использованы специальные средства для прикрепления геосетки к нижнему слою, например, гвозди с широкой шляпкой. При раскладке рулонов целесообразно создавать определенное натяжение полотен геосетки. Полотна геосетки раскладывают внахлест. При большом шаге между трещинами (более 3 м) возможно устройство геосетки только над трещинами. Ширина нахлеста между продольными краями полотен должна быть порядка 10-15 см, между торцами полотен - 20 - 25 см.
Возможна поперечная раскатка полотен геосетки, особенно при большой ширине перекрытия ею покрытия (при армировании различных площадок взлетно-посадочных полос аэродромов и т.д.). В этом случае улучшаются условия передачи нагрузки на геосетку, хотя количество стыковых соединений увеличивается, поскольку приходится рулоны геосетки длиной 150 м разрезать на полосы длиной по 15 - 30 м.
Ширина раскатки рулонов геосетки зависит от ширины захвата асфальтоукладчика. Если укладку асфальтобетонной смеси предполагается вести асфальтоукладчиком сопряженными полосами шириной 3,5 - 4,5 м, то геосетку раскатывают на ширину, превышающую ширину захвата асфальтоукладчика со стороны смежной полосы на 0,25 - 0,50 м. Соответственно ширине укладки асфальтобетонной смеси подбирают ширину рулонов геосетки 1,1; 1,7; 2,2 или 3,6 м и их количество.
Технология устройства покрытия из асфальтобетона, армированного геосеткой, при уширении аэродромной одежды и в местах локальных деформаций предусматривает укладывать геосетку на ширину одного рулона Необходимо только следить, чтобы геосетка укладывалась симметрично относительно вертикального стыка (рис. 9.3; 9.4) с тем, чтобы обеспечивалась передача усилий от существующей конструкции к вновь укладываемой.
Укладка горячей асфальтобетонной смеси производится непосредственно после укладки геосетки в сухую погоду при температуре окружающего воздуха весной и летом не ниже 5°С, осенью не ниже 10°С.
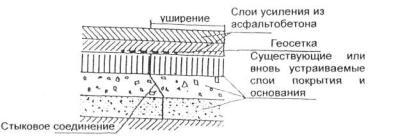
Рис. 9.3. Усиление стыкового соединения аэродромной одежды геосеткой при уширении элементов аэродрома при капитальном ремонте
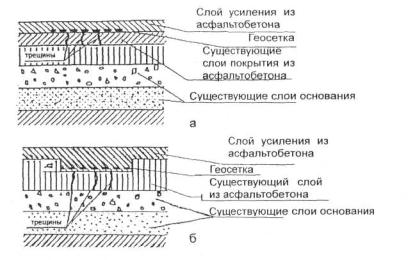
Рис.
9.4. Усиление асфальтобетонного покрытия геосеткой при его ремонте только над
трещинами или другими дефектами существующего покрытия:
а - без ликвидации трещин; б - с фрезерованием и удалением асфальтобетона на
разрушенных участках (h - глубина фрезерования)
Толщина укладываемого слоя из горячей смеси должна быть не менее 5 см в уплотненном состоянии. Уплотнение асфальтобетонной смеси и отделка поверхности производится по обычной технологии.
Деформационные швы в верхнем слое асфальтобетонного покрытия нарезают по типу швов сжатия (ложные швы). Для этого на готовом покрытии производят разметку швов по заранее выставленным маякам с помощью натянутого шнура. Нарезку швов производят с помощью самоходных нарезчиков с алмазными или корундовыми дисками. Глубина нарезки деформационных швов должна быть не более 1/3 толщины верхнего слоя покрытия, а ширина 10 - 12 мм. Заполнение швов всеми видами герметизирующих материалов производят только в теплую сухую погоду. Заполнению швов предшествует их очистка, подгрунтовка стенок швов и укладка уплотнительного шнура. Заполнение швов мастикой производят при помощи заливщика швов, передвижных бачков или леек. Швы должны быть залиты аккуратно, без разбрызгивания по поверхности покрытия. Излишки мастики после остывания должны быть удалены.
Эксплуатация покрытия построечным транспортом и строительными механизмами допускается только после заполнения швов герметизирующими материалами.
Трещиностойкость слоя усиления может быть обеспечена также применением специальных асфальтобетонов, в том числе асфальтобетона с добавками полимеров.
При проектировании асфальтобетонных покрытий слоев усиления следует предусматривать мероприятия по повышению трещиностойкости, особенно при усилении цементобетонных покрытий. Методы предупреждения образования трещин в асфальтобетонных слоях усиления изложены более подробно в учебном пособии [18].
9.2. Ремонт асфальтобетонных покрытий
Капитальный ремонт асфальтобетонных аэродромных покрытий предусматривает устройство дополнительных слоев асфальтобетона, толщина которых рассчитывается с учетом категории разрушения существующего покрытия.
При капитальном ремонте асфальтобетонных аэродромных покрытий, в зависимости от дорожно-климатической зоны и категории нормативной нагрузки, используют либо укатываемые асфальтобетонные смеси по ГОСТ 9128, либо литую асфальтобетонную смесь II типа по ТУ-400-24-158-89 (виброасфальтобетон) [15, 12]. В нижнем слое покрытия допускается использование регенерированного асфальтобетона. Технология производства работ по капитальному ремонту аэродромных покрытий с применением асфальтобетонных смесей не имеет существенных отличий от технологии устройства асфальтобетонных покрытий при новом строительстве.
Она должна отвечать требованиям СНиП [14], «Инструкции по строительству дорожных асфальтобетонных покрытий» [19].
При устройстве покрытия из виброасфальтобетона работы выполняют в соответствии с «Инструкцией по устройству дорожных покрытий из литого асфальта», «Инструкцией по строительству дорожных асфальтобетонных покрытий» и «Технологическими картами на капитальный ремонт».
Ремонт покрытия с регенерацией старого асфальтобетона осуществляют двумя основными способами: с повторным использованием старого материала, прошедшего регенерацию в заводских условиях, и с повторным использованием старого асфальтобетона, прошедшего регенерацию непосредственно на месте строительства.
Выбор того или иного способа связан со степенью износа старого материала и экономической целесообразностью [20]. Поток движения материалов при регенерации представлен на рис. 9.5.
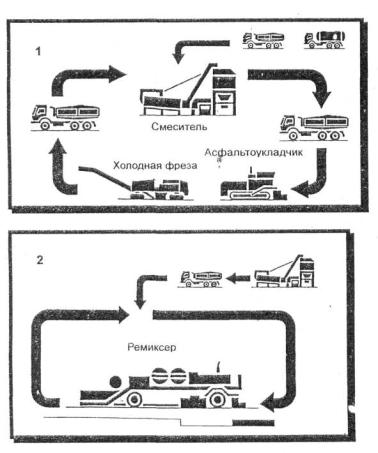
Рис. 9.5. Поток движения материалов при регенерации: 1 - на заводе; 2 - «на месте»
9.2.1. Регенерация асфальтобетона на заводе
Переработка старого асфальтобетона на заводе весьма трудоемкий и энергоемкий процесс, требующий строительства специальных цехов, создания специального оборудования для регенерации старого асфальтобетона и больших транспортных расходов по доставке снятого материала и обратно. Кроме того, необходимость добавления нового материала минимум на 20 % делает этот метод нерентабельным по сравнению с другими.
Регенерацию асфальтобетона в заводских условиях осуществляют, когда необходимо устранить дефекты не только верхнего, но и нижнего слоя покрытия, на специализированных смесительных установках периодического или непрерывного действия. Этот способ применяется при неудовлетворительном качестве материала покрытия для использования его на месте и при необходимости удаления большого количества материала, вследствие значительных разрушений покрытия большой толщины. Одной из основных операций этого способа является удаление дефектного слоя покрытия с помощью разлома или фрезерования. Фрезерование может осуществляться как с предварительным разогревом поверхности, так и без него (рис. 9.6).
Предварительно размельченный или «кусковой» асфальтобетон поступает на АБЗ, где хранится до его переработки в штабелях. Если материал сфрезерован холодным способом, то при хранении он не слеживается. В случае горячего способа фрезерования для предотвращения слеживания материала в него добавляется песок или минеральный порошок. Материал, полученный разными способами, а также различный по виду и сроку службы, должен храниться в различных штабелях.
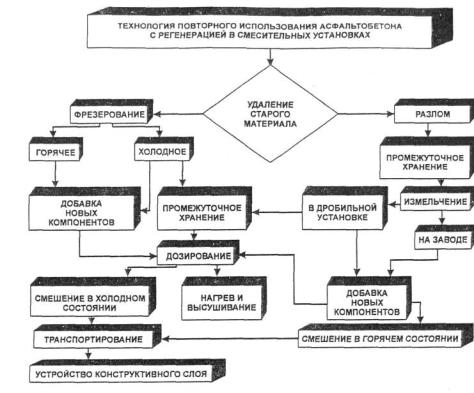
Рис. 9.6. Классификация способов регенерации асфальтобетона на заводе
Переработку старого асфальтобетона осуществляют в специальных смесителях. Наиболее трудоемкой операцией при переработке является нагрев без ухудшения свойств старого битума и без образования большого количества дыма. Применяемые способы нагрева можно разделить на три основные группы: с прямым нагревом, с косвенным и с нагревом от перегретого каменного материала [21].
Прямой нагрев выполняется в обычных смесительных агрегатах барабанного типа. С целью устранения перегрева старого асфальтобетона в смесительных агрегатах устраивают теплорассеивающие экраны (рис. 9.7,а), предусматривают подогрев старого материала в дополнительной камере нагрева, раздельную подачу материалов и т.п. С помощью этого вида оборудования можно регенерировать смеси, содержащие до 70% старого асфальтобетона. Косвенный нагрев производят с помощью теплообменных трубок специального строительного агрегата (рис. 9.7,б), что исключает непосредственный контакт смеси с пламенем. С помощью таких установок можно регенерировать смеси, содержащие до 100% старого асфальтобетона. При способе, когда перегретый каменный материал используют для нагрева старого асфальтобетона, можно применять обычные смесительные установки (рис. 9.7,в, г), при этом в процессе смешения происходит теплообмен между перегретыми (до температуры 220 - 260°С) в барабане минеральными материалами и снятым материалом, подаваемом в холодном состоянии. Основными достоинствами способов с прямым нагревом и с теплообменом между перегретыми минеральными материалами является возможность использования стандартного оборудования после внесения некоторых конструктивных изменений, но эти способы не отвечают требованиям охраны окружающей среды. Преимуществом установки с косвенным нагревом является возможность регенерировать смеси, содержащие 100% старого асфальтобетона без снижения качества, кроме того этот способ полнее отвечает требованиям охраны окружающей среды. К недостаткам можно отнести конструктивную сложность смесителя и его низкую производительность. Существуют установки, в которых сочетаются перечисленные методы.
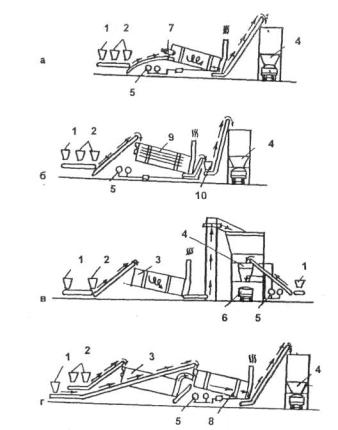
Рис.
9.7. Основные схемы установок для восстановления старого асфальтобетона:
а - прямой нагрев; б - косвенный нагрев; в, г - нагрев старого материала от перегретого
каменного материала (в - обычного типа, г - со сдвоенным сушильным барабаном).
1 - бункер с измельченным старым асфальтобетоном, 2 - бункер с новым
минеральным материалом; 3 - сушильный барабан, 4 - смеситель принудительного
действия с дозатором; 5 - емкость для битума; 6 - транспортное средство; 7 -
горелка с защитным экраном; 8 - сушильный барабан с нагревом от горячих газов;
9 - барабан с теплообменными трубками; 10 - обогащение битумом
Технология переработки старого асфальтобетона на заводе следующая. Слой старого покрытия снимается: холодным фрезерованием, фрезерованием с разогревом покрытия или взламыванием; транспортируется на завод к смесителю и там хранится до момента применения.
В случае фрезерования с предварительным разогревом покрытия или взламывания необходимо дополнительное измельчение и просеивание материала для получения асфальтового гранулята. Полученный гранулят поступает на асфальтобетонный завод, его доля по отношению к другим составляющим смеси определяется здесь же по результатам испытаний его характеристик.
Процесс приготовления регенерированной асфальтобетонной смеси выполняется по заданной программе. Готовая смесь с температурой 140 - 160°С выгружается в накопительные бункера или в кузова автомобилей самосвалов и транспортируется к месту укладки, где укладывается по обычной технологии.
9.2.2. Регенерация асфальтобетона «на месте»
При производстве работ способом повторного использования материала непосредственно «на месте» восстановление асфальтобетонного покрытия осуществляется за счет нескольких выполняемых рабочих операций за один проход специального агрегата или набора агрегатов, обеспечивающих переработку и новую укладку смеси. При этом ремонт может производиться как с разогревом поверхности старого покрытия (горячий метод), так и без разогрева (холодный метод), как с добавлением, так и без добавления нового материала (рис. 9.8). Регенерация «на месте» выполняется различными способами.
Каждый из известных способов регенерации имеет свои преимущества и недостатки и, в зависимости от цели и условий ремонтных работ может быть в том или ином конкретном случае наиболее эффективным.
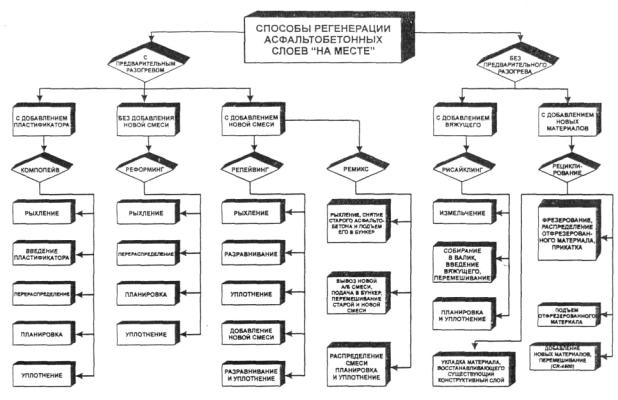
Рис. 9.8. Классификационная схема способов повторного использования асфальтобетона "на месте"
Существующие способы регенерации «на месте» асфальтобетонных слоев аэродромных одежд можно разделить на две основные группы:
- с предварительным разогревом асфальтобетона;
- без предварительного разогрева асфальтобетона.
В свою очередь, каждая группа включает в себя несколько технологий производства работ.
Регенерация асфальтобетона «на месте» с предварительным разогревом
КОМПОПЕЙВ - с добавлением пластификатора
Пластификатор рекомендуется вводить с целью замедления появления отраженных трещин, для улучшения уплотняемости старого разрыхленного асфальтобетона, увеличения в нем количества вяжущего, а также для улучшения сцепления между слоями. В настоящее время пластификатор применяется в виде эмульсии типа рекламайта, циклогена, компдиля и им подобных.
Основные технологические операции данного метода:
- рыхление асфальтобетона,
- введение пластификатора,
- перераспределение смеси,
- планировка,
- уплотнение.
РЕФОРМИНГ - без добавления новой смеси
Способ включает следующие технологические операции:
- рыхление асфальтобетона,
- перераспределение смеси,
- планировка,
- уплотнение.
Применять способ ремонта Реформинг (термопрофилирование) рекомендуется в следующих случаях:
- когда физико-механические свойства асфальтобетона в процессе эксплуатации покрытия практически не изменились; когда асфальтобетон в покрытии содержит битум менее вязкий, чем требуется стандартом (при регенерации такого покрытия повторное образование колей можно исключить или замедлить за счет повышения вязкости битума в результате нагрева покрытия);
- при толщине регенерируемого слоя не менее 40 мм, а покрытия - 60 мм.
Применение этого метода снижает стоимость работ на - 50% по отношению к традиционным способам работ.
РЕПЕЙВИНГ - с добавлением новой смеси, но без ее ремешивания со старой.
Режим Репейвинг (термоукладки) предусматривает восстановление покрытия с добавлением новой смеси в количестве 10 до 60 кг/м2, укладываемой поверх разрыхленной смеси старого покрытия. При необходимости выдерживания старых высотных меток покрытия часть разрыхленного старого материала может быть удалена. При термоукладке восстанавливаются ровность и шероховатость покрытия и исправляется поперечный профиль. Ремонт может выполняться как «заподлицо» с недеформированной поверхностью покрытия, так и с повышением высотных отметок его ремонтируемого участка. Укладка новой смеси ведется в едином технологическом процессе одной машиной, которая:
- рыхлит асфальтобетон,
- разравнивает,
- предварительно уплотняет,
- добавляет новую смесь,
- разравнивает,
- уплотняет.
На рис. 9.9 показана последовательность технологических операций, выполняемых способом Репейвинг.
Во всех случаях ремонт можно выполнять только при отсутствии деформаций нижележащих слоев аэродромной одежды.
Общая толщина покрытия должна быть не менее 80 мм, а толщина регенерируемого слоя на 10 мм больше максимальной глубины рыхления. Выполнение работ допускается при температуре окружающего воздуха не ниже +5 °С.
Машина для реализации этого способа называется Репейвер фирмы Виртген (ФРГ). В России для регенерации асфальтобетонных покрытий данным способом выпускается комплект машин ДЭ-232, ДЭ-233.
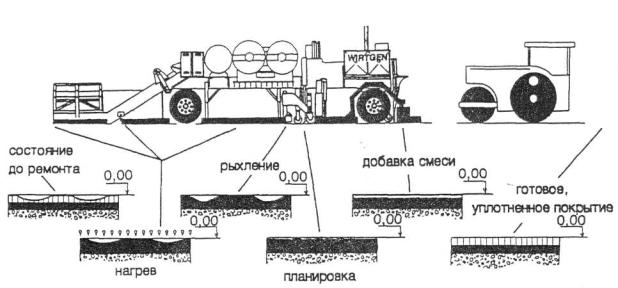
Рис. 9.9. Последовательность технологических операций, выполняемых в режиме Репейвинг
РЕМИКС (термосмешение) - с перемешиванием
В отличие от способа Репейвинг здесь разрыхленную старую асфальтобетонную смесь перемешивают с новой. При ремонте способом Ремикс можно устранять те же дефекты, как и при ремонте способом Репейвинг. В отличие от ранее описанных способов, благодаря направленному изменению физико-механических свойств старого асфальтобетона, данный способ можно применять без ограничений, связанных с качеством асфальтобетона ремонтируемого покрытия. Способ применим при ремонте, когда на покрытии много выбоин, волн, наплывов, а также для улучшения свойств асфальтобетонной смеси верхнего слоя старого покрытия. Для выбора нового состава смеси с учетом свойств старого асфальтобетона из покрытия берут керны, исследуют смесь и проектируют новый состав с учетом имеющихся материалов и вяжущих. Расход новой смеси 25 - 50 кг/м2.
Последовательность технологических операций следующая: разогрев, рыхление старой смеси с добавлением новой и перемешивание. Весь процесс протекает в едином технологическом цикле на месте производства работ с помощью машин фирмы Виртген - Асфальторазогреватель и Ремиксер или с применением термопрофилировщика (ДЭ-234), оснащенного, кроме оборудования для термоукладки, также и мешалкой. Использование техники при ремиксировании показано на рис. 9.10.

Рис. 9.10. Использование техники при ремиксировании
РЕМИКС-ПЛЮС - во время процесса ремиксирования наносится дополнительный слой новой смеси
Распределительный шнек, который загружается транспортером, укладывает на ремиксированный материал слой новой смеси. Результат - 100% применения старого материала с поверхностным покрытием из новой асфальтобетонной смеси. Уплотнение происходит одновременно. Ход работы Ремиксера по технологии Ремикс-плюс показан на рис. 9.11.
Регенерация асфальтобетона «на месте» без предварительного разогрева
Метод ремонта асфальтобетона на месте холодным способом заключается в холодном фрезеровании дефектного слоя покрытия, загрузке удаленного материала в передвижной смеситель, обеспечивающий добавку необходимых компонентов и перемешивание загруженных материалов, выгрузке готового материала в приемный бункер асфальтоукладчика и укладке последним нового слоя из регенерированного материала.
Этот метод применяется при восстановлении участков с большой и однородной толщиной покрытия, где эффективность фрезерования на большую глубину обеспечивает экономичность метода, несмотря на значительную трудоемкость.
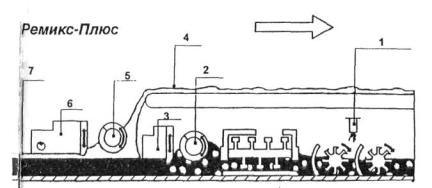
Профилирование распределение смешение подача вяжущего и укладка
Рис.
9.11. Ход работы Ремиксера по технологии Ремикс - Плюс:
1 - введение вяжущего; 2, 5 - 1-ый и 2-ой распределительные шнеки; 3, 6 - 1- й
и 2-ой трамбующие брусы; 4 - подача смеси; 7 - слой новой смеси
РИСАЙКЛИНГ - с добавлением вяжущего
В зависимости от толщины слоев аэродромной одежды размельчение или разлом материала производят на всю толщину (если она менее 50 мм) или послойно (если более 50 мм). Если применен метод разлома, то через 0,5 -1ч кусковой материал размельчают передвижной молотковой дробилкой за 2 - 3 прохода до максимального размера зерен 50 мм. После размельчения или разламывания материал собирают в валик и в него добавляют катионную масляную или битумную эмульсию в количестве 1,5 - 3,0 л/м2 или цемент до 40 кг/м2, при необходимости добавляется вода Холодный ресайклинг может выполняться с добавлением битумной эмульсии и цемента одновременно. При проведении работ послойно валик из размельченного материала отодвигают и те же самые операции производят с нижележащими слоями. Материал верхних слоев в обратном порядке возвращают из валиков в корыто, разравнивают и уплотняют.
Технологические операции:
- измельчение,
- собирание в валик,
- введение вяжущего,
- перемешивание,
- планировка,
- уплотнение.
РЕЦИКЛИРОВАНИЕ - с добавлением новых материалов
Данный вид работ заключается в измельчении материала покрытия (а при необходимости - частично и основания) методом холодного фрезерования; подгрунтовке основания (если это необходимо); добавлении щебня, необработанного или черного, или сфрезерованного материала асфальтобетонного гранулята (если это необходимо); добавлении органического или минерального вяжущего (например, цемента, или битумной эмульсии, или в комплексе обоих видов вяжущего), воды, а также регенерирующих добавок (если это необходимо); перемешивании компонентов; распределении смеси в виде конструктивного слоя; уплотнении смеси. Все перечисленные операции должны производиться «на месте», в сухую погоду при температуре воздуха не ниже +10°С. Работы выполняются в едином технологическом процессе с помощью машины фирмы Виртген - Рисайклер CR 4500. Схема процессов, реализуемых при работе Рисайклера CR 4500, показана на рис. 9.12.
Здесь перечислены далеко не все способы регенерации, то есть восстановление первоначальных, эксплуатационных свойств асфальтобетонных покрытий. Каждое из указанных направлений является рациональным, но в определенных условиях. Некоторые из перечисленных способов могут применяться при текущем ремонте покрытий.
В настоящее время наиболее распространенную технологию ремонта асфальтобетонных покрытий аэродромов обеспечивает комплект машин Ремиксер фирмы Виртген (ФРГ) с дополнительным разогревателем, обеспечивающий выравнивание поверхности с добавлением новой смеси и перемешиванием. Машины типа Супер-1700-АРФ (фирм Фогель и Филхабен) осуществляют разогрев покрытия, рыхление на глубину до 10 см, перемешивание разрыхленного слоя и предварительное уплотнение. При этом допускается укладка нового слоя на разогретый слой старого покрытия. Выравнивание при нагреве без добавления новой смеси реализуется машинами Реформер фирмы Фогель (ФРГ). Выравнивание при нагреве с добавлением новой смеси без перемешивания осуществляют машины типа Репейвер фирмы Виртген (ФРГ) и Cutler Engineering Inc. (США).
Имеются также комплекты машин ДЭ-232, ДЭ-233, ДЭ-234, разработанные в бывшем СССР и применяемые ныне при ремонте на аэродромах.
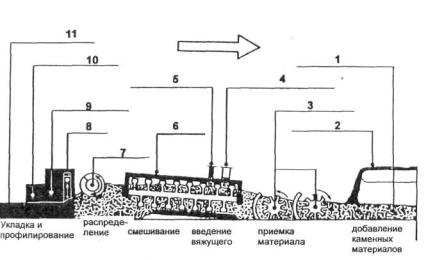
Рис. 9.12. Схема процессов, реализуемых при работе Рисайклера CR 4500:
1 - сфрезерованный материал существующего покрытия; 2 - добавление минерального материала; 3 - приемочный агрегат изменяемой ширины; 4 - введение цементно-водяной суспензии; 5 - введение эмульсии; 6 - двухвальцовый смеситель; 7 - распределительный шнек; 8 - трамбующий брус; 9 - укладывающий вибробрус с предварительным уплотнением; 10 - высокочастотный виброуплотнитель; 11 - укрепленный, предварительно уплотненный слой.
10. ПРИМЕНЕНИЕ АЛМАЗНОГО ИНСТРУМЕНТА ПРИ РЕМОНТЕ АЭРОДРОМНЫХ ПОКРЫТИЙ
Из отечественного и зарубежного опыта эксплуатации и ремонта аэродромных и дорожных покрытий хорошо известно, что применение алмазного инструмента в большинстве случаев имеет несомненные преимущества перед другими, альтернативными способами разборки потерявших свои эксплуатационные качества бетонных поверхностей, отслуживших инженерных сооружений, оконтуривания дефектных мест. Твердосплавный инструмент (фрезы типа «Wirtgen»), инструменты ударного действия (отбойные молотки, перфораторы) нарушают внутреннюю структуру остающегося «здорового» материала, вызывают микротрещины в прилегающих к месту резания зонах, значительно уменьшают прочность на отрыв контактных поверхностей старого материала и, таким образом, уменьшают долговечность отремонтированных участков. Алмазный инструмент не имеет этих недостатков, обеспечивает абсолютно безупречные края реза и точность разделки.
Для резки бетона алмазным инструментом используют специальные машины - нарезчики, мощностью от 7 до 65 л. с. с приводом от бензинового, дизельного или электродвигателя, наиболее мощные машины оснащены обычно гидравлическим приводом. Глубина разреза как по бетону, так и по асфальту достигает 60 см при диаметре режущего диска до 1,5 м.
10.1. Устройство алмазных дисковых пил и сверлильных коронок
Алмазные дисковые пилы состоят из двух частей - стального диска и алмазной режущей части, выполненной в виде сегментов или замкнутого режущего контура (рис. 10.1). Сверлильные коронки состоят из трубы с крепежным элементом и алмазных сегментов (рис. 10.1). Сегменты состоят из искусственных алмазов, спеченных в металлической связке. Они напаиваются по периметру диска (торцу трубы коронки) или привариваются с помощью лазерной сварки. Замкнутый режущий контур спекается непосредственно с наружной кромкой диска (коронки). В середине диска расположено отверстие для установки на вал машины.
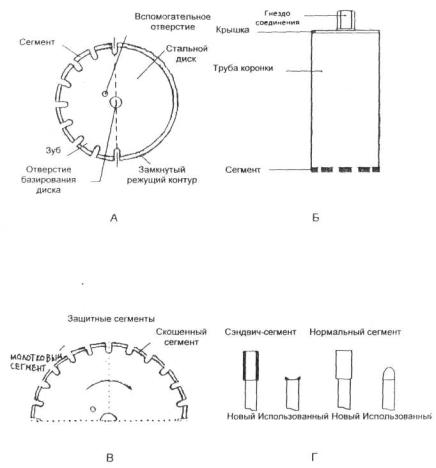
Рис.
10.1 Алмазные дисковые пилы и сверлильные коронки:
А - дисковая пила, Б - сверлильная коронка, В - защитные
сегменты, Г - виды сегментов
10.2. Принцип работы алмазного инструмента
В сегментах находятся равномерно расположенные искусственные алмазы. Острые кромки кристалла, выглядывающего из удерживающей его связки, снимают слой за слоем разрезаемый материал. Одновременно с износом работающих алмазов происходит износ связки и высвобождение новых кристаллов. Этот процесс называется самозатачиванием и он происходит постоянно во время резания бетона.
Алмазные дисковые пилы подразделяются на две основные группы: для сухого резания и для мокрой резки. Необходимым условием долговременной работы алмазного инструмента является его эффективное охлаждение. Алмаз, как чистый углерод, при нагревании выше 1000°С превращается в графит и преждевременно разрушается. Диски для сухой резки охлаждаются воздухом, поэтому они выпускаются малых диаметров, где процесс воздушного охлаждения может быть эффективен. Кроме этого, их сегменты привариваются более прочной лазерной сваркой. Период стойкости этих дисков все-таки ниже, чем у дисков для мокрой резки. Для увеличения продолжительности их службы можно использовать воду в качестве охлаждающей жидкости.
Диски для мокрой резки выпускаются различных диаметров. Ими запрещается резать без водяного охлаждения. Начиная с Ø 600 мм сегменты напаиваются на тело диска, что дает возможность многократного восстановления, напаивая новые сегменты взамен сработавшихся.
10.3. Выбор алмазного инструмента
Для эффективной и экономичной работы алмазный инструмент подбирается для каждого конкретного материала. Различают диски и коронки:
для асфальта:
- с наполнителем высокой прочности;
- с наполнителем средней прочности;
для бетона:
- свежего;
- старого;
- с наполнителем высокой прочности;
- с наполнителем средней прочности;
- различного процента армирования.
Для принятия решения о приобретении алмазного инструмента необходимо взять пробы материала, на котором предстоит работать, и провести соответствующие испытания для подбора типа и концентрации алмазов, параметров связки и пр.
При выборе дисков и коронок учитывают также вид и мощность применяемой машины, частоту вращения режущего вала. Для учета этих факторов существуют специальные диаграммы и таблицы.
10.4. Виды алмазных сегментов
Для увеличения рабочего периода инструмента его оснащают сэндвич-сегментами (рис. 10.1). Они имеют особое строение: концентрация алмазов наружного слоя выше, чем внутреннего. У таких сегментов выше режущая способность, как и лезвия коньков, заточенных с желобком, лучше режут лед, чем лезвия, заточенные с прямыми углами. При работе сэндвич-сегменты полностью используют заключенные в них алмазы, сохраняя режущую способность до окончательного стачивания столбика сегмента, в отличие от обыкновенных сегментов.
При работе с абразивными материалами, такими как асфальт и свежий бетон, для предотвращения преждевременного износа зубьев стального диска фирмы - производители применяют защитные сегменты Период службы такого инструмента значительно выше. На дисках для резания асфальта защитные сегменты изготавливаются в виде молотковых или скошенных сегментов (рис. 10.1).
Литература
1. Руководство по эксплуатации гражданских аэродромов Российской Федерации (РЭГА РФ - 94) - М.: Воздушный транспорт, 1995. - 231 с.
2 Нормы годности к эксплуатации аэродромов НГЭА - 90 - М.: Воздушный транспорт, 1992. - 136 с.
3. СНиП 2.05.08-85 Аэродромы / Госстрой СССР. - М.: ЦИТП Госстроя СССР, 1985. - 59 с.
4. Эксплуатация аэродромов. Справочник / Под ред. Л.И. Горецкого - М.: Транспорт, 1990. - 287 с.
5. Руководство по ремонту аэродромных сооружений. - М.: ГПИ и НИИ ГА «Аэропроект», 1996. - 150 с.
6. Козлов Л.Н., Ральф Альте-Тайгелер, Виноградов А.П. Современные методы ремонта и профилактической защиты искусственных покрытий аэродромов и автомобильных дорог - М.: 1997. - 21 с.
7. Виноградов А.П. и др. Во что обходится отложенный ремонт /Автомобильные дороги, 1998, № 5. - С.18-20.
8. Рекомендации по продлению срока службы искусственных покрытий жесткого типа эксплуатируемых аэродромов. - М.: Ассоциация «Аэропорт» ГА, 1997. - 23 с.
9. Виноградов А.П. Надежность и сертификация прочности цементобетонных покрытий аэродромов - М.: ИПП Министерство экономики Республики Беларусь, 1994. - 125 с.
10. Рекомендации по расчету и эксплуатационной оценки несущей способности аэродромных сооружений - М.: Академия транспорта РФ, 1995. - 45 с.
11. СНиП 32-03-96. Аэродромы / Минстрой России. - М.: ГУП ЦПП, 1996. - 22 с.
12. Технические условия ТУ 400-24-158-89. Смеси асфальтобетонные и литой асфальтобетон - М.: Госснаб РФ, 1989. - 15 с.
13. Современные методы и средства ямочного ремонта покрытий автомобильных дорог Ленинградской области. Дорожный комитет Ленинградской области - Санкт-Петербург, 1996. - 63 с.
14. СНиП 3.06.06-88 Аэродромы / Госстрой СССР. - М.: Стройиздат, 1989. - 111 с.
15. ГОСТ 9128-97 Технические условия. Смеси асфальтобетонные дорожные, аэродромные и асфальтобетон. Минземстрой России, ГУП ЦПП - М.: 1998. - 24 с.
16. Technical Information «HaTelit» in Road Construction. Huesker Synthetics GmbH. Gesher/Westf., 1987.
17. The influence of HaTelit reinforced asphalt in comparison with unreinforced asphalt. Netherlands pavement consultants, Hoevelaken, January 1990.
18. Тригони В.Е., Лещицкая Т.П., Юрченко А.И. Повышение долговечности асфальтобетонных слоев усиления при реконструкции аэродромов: Учебное пособие - М.: 1998. - 44 с.
19. Инструкция по строительству дорожных асфальтобетонных покрытий. ВСН 14-95 - М.: Департамент строительства, 1995. - 49 с.
20. Лещицкая Т.П. Методы повторного использования асфальтобетона//Автомобильные дороги, 1992, № 4. - С. 9-10.
21. Бахрах Г.С, Горлина Г.С, Эрастов А.Я. Регенерация асфальтобетонных слоев дорожных одежд - М.: ЦБНТИ Минавтодора РСФСР, 1981. - 65 с.