ЦЕНТРАЛЬНЫЙ ИНСТИТУТ НОРМАТИВНЫХ ИССЛЕДОВАНИЙ И НАУЧНО-ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ "ОРГТРАНССТРОЙ" МИНИСТЕРСТВА ТРАНСПОРТНОГО СТРОИТЕЛЬСТВА СССР
ТЕХНОЛОГИЧЕСКАЯ
КАРТА
УСТРОЙСТВО ШВОВ В СВЕЖЕУЛОЖЕННОМ ЦЕМЕНТНОБЕТОННОМ ПОКРЫТИИ НАРЕЗЧИКОМ ДНШС-60
Содержание
|
II. УКАЗАНИЯ ПО ТЕХНОЛОГИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА III. УКАЗАНИЯ ПО ОРГАНИЗАЦИИ ТРУДА |
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
Технологическая карта разработана на основе
применения методов научной организации труда и предназначена для использования
при разработке проекта производства работ и организации работ и труда на
объекте взамен действующей технологической карты «Устройство швов с эластичными
прокладками нарезчиком НШС», Оргтрансстрой,
Технологическая карта составлена на устройство температурных швов с одновременным введением изоловой прокладки в незатвердевшем цементнобетонном покрытии при строительстве автодорог и аэродромов.
Нарезчиком ДНШС-60 устраивают швы сжатия и швы расширения в
цементнобетонных покрытиях шириной 7,5; 7; 5; 3,75 и
Нарезчик имеет два рабочих органа - один для нарезки продольного шва, который установлен в средней части передней рамы машины и укреплен неподвижно, второй - для нарезки поперечных швов, перемещающийся по направляющим рейкам вдоль рамы нарезчика.
Нарезчик ДНШС-60 работает в комплекте бетоноукладочных машин
и движется по рельс-формам на расстоянии 5-
Технологическая карта составлена на устройство швов сжатия
через
При применении карты необходима привязка, к местным условиям производства работ.
II. УКАЗАНИЯ ПО ТЕХНОЛОГИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
До начала нарезки швов производят разбивку расположения поперечных швов. Расстояние между поперечными швами назначают в зависимости от температуры воздуха в соответствии с требованиями «Инструкции по устройству цементно-бетонных покрытий автомобильных дорог» ВСН 139-68, Оргтрансстрой, 1968.
Швы устраивают до начала схватывания бетона не позднее 10-30 мин (в зависимости от температуры воздуха) после обработки покрытия бетоноотделочной машиной. Все работы должны быть закончены до начала схватывания бетонной смеси. Если в бетоне начался процесс схватывания, то на этом участке нарезают швы в твердом бетоне дисковыми нарезчиками.
В качестве резино-битумной прокладки для швов применяют рулонный изол (ГОСТ 10296-62), который разрезают на ленты на специальном станке, одновременно скатывая их в бухты.
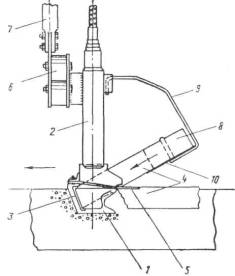
Рис. 1. Рабочий орган ДНШС-60 для нарезки продольного шва:
1-вибропластина; 2-вибронаконечник вибратора С-800; 3- прорезь на вибропластине; 4-изоловая лента; 5-резиновая гладилка; 6-резиновые шайбовые амортизаторы; 7-вал подъема и опускания рабочего органа; 8-бухта изоловой ленты; 9-подвеска бухтодержателя; 10-диск с осью, удерживающей бухту.
Ленты нарезают шириной, большей
глубины шва на
Для поперечных швов длина лент равна ширине покрытия, для
продольных -
При сращивании лент концы их зачищают, нагревают до
температуры 70-80 °С, накладывают внахлестку с перекрытием на 2-
Уширенные края обрезают ножницами до ширины ленты.
На месте работ бухты изоловой ленты укладывают в специальные ящики, установленные на раме нарезчика швов. Перед установкой в шов лента должна иметь температуру в пределах +10-25 °С.
При нарезке швов нарезают участок продольного шва, пересекая линию будущего поперечного шва; затем нарезают поперечный шов, перерезая, нарезанный продольный шов; потом продолжают нарезку продольного шва, перерезая, следующий поперечный шов, и т.д.
Нарезка продольного шва. Нарезчик ДНШС-60 устанавливают так, чтобы рабочий орган нарезки продольного шва (рис. 1) находился над начальной точкой нарезки. Бухту изоловой ленты надевают на стержень держателя так, чтобы разматывание ее происходило по часовой стрелке (рис. 2).
Для установки изоловой ленты в шов ее заправляют в прорезь
вибропластины с правой стороны (по ходу машины) и несколько протягивают. Конец
ленты на длине 1,5-
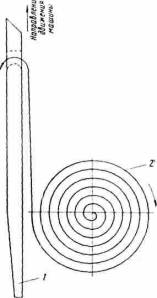
Рис. 2. Заправка изоловой ленты:
1-вибропластина; 2-бухта изоловой ленты бетона.
В начале нарезки шва фиксатор удерживают рукой. После устройства шва на длине 1-1,5 м машину останавливают, изоловую прокладку у фиксатора обрезают ножницами, фиксатор извлекают и продолжают нарезку шва. Обрезанный конец изоловой ленты тщательно заделывают в бетоне, а поверхность бетона заглаживают гладилкой.
Для лучшего омоноличивания изоловой ленты с бетоном скорость движения нарезчика назначают в пределах 1,5-2,5 м/мин. Чем больше жесткость бетона, тем меньше рабочая скорость движения и наоборот.
При движении нарезчика шлейф резиновой гладилки должен лежать на поверхности покрытия так, чтобы гребень прокладки входил в прорезь гладилки. Вибрируемый шлейф заглаживает поверхность покрытия по обе стороны изоловой прокладки. В случае необходимости поверхность бетона после прохода резиновой гладилки отделывают вручную с трапа машины гладилкой, имеющей продольную прорезь для гребня прокладки. Окончательную отделку осуществляют удлиненной гладилкой (рис. 3).
По сторонам прокладки не должны оставаться наплывы бетона, их нужно затереть вровень с покрытием. Прокладку устанавливают строго вертикально, завалы в верхней части прокладки не допускаются.
При выходе рабочего органа для нарезки поперечного шва на линию поперечного шва нарезку продольного шва останавливают выключением хода машины и вибратора, а рабочий орган оставляют в бетоне до тех пор, пока не будет нарезан поперечный шов.
После нарезки поперечного шва снова продолжают нарезку продольного шва, сначала включив вибратор, а затем механизм передвижения. Рабочий орган нарезки продольного шва извлекают из бетона только для перезарядки изоловой ленты, при подходе к шву расширения, при перерывах в работе и в конце смены.
При подходе рабочего органа к доске шва расширения (или доске рабочего шва) останавливают машину, а затем выключают вибратор.
Изоловую ленту обрезают так, чтобы свободного конца ее хватило до доски шва расширения (рис. 4). Затем специальным крючком высвобождают ленту из прорези вибропластины. Вращением штурвала вибропластину поднимают в транспортное положение, устанавливают прокладку в бетон впритык к доске и место сопряжения тщательно отделывают гладилкой.
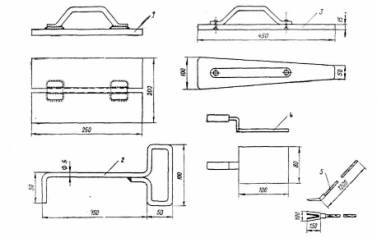
Рис. 3. Инструменты:
1-гладилка с прорезью; 2-крючок для вытаскивания изоловой ленты; 3-удлиненная гладилка; 4-лопаточка металлическая; 5-скребок для срезывания гребня изоловой ленты после твердения бетона
При пересечении шва расширения машину передвигают вперед настолько, чтобы хвостовик вибропластины вышел за доску. С другой стороны доски нарезку шва продолжают так же, как и в начале нарезки. При работе у шва расширения необходимо следить за тем, чтобы не сдвинуть доску шва расширения и не отклонить ее от вертикального положения.
Нарезка поперечного шва. Рабочий орган подводят к
рельс-форме и поворотом колонки устанавливают так, чтобы хвостовик
вибропластины был обращен к рельс-форме (рис.
5). Изоловую ленту заправляют в прорезь вибропластины и фиксатора так же,
как при нарезке продольного шва. Фиксатор с заправленной изоловой прокладкой
устанавливают вплотную с рельс-формой и погружают в бетон вручную до
соприкосновения нижней грани изоловой ленты с поверхностью бетона.
Вибропластину подводят к фиксатору, выправляют изоловую ленту, выбирая ее
слабину сматыванием бухты. Включают вибратор и погружают фиксатор и
вибропластину с лентой в бетон до упора головки фиксатора в поверхность рельс-формы.
Включают механизм передвижения каретки и продолжают нарезку шва. Фиксатор
придерживают рукой, пока не прорежут 1,5-
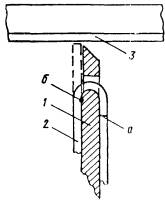
Рис. 4. Высвобождение изоловой прокладки из прорези вибропластины:
1-вибропластина; 2-изоловая прокладка (лента); 3-рельс-ферма; а-место разреза изоловой прокладки;
б - место зацепления изоловой прокладки крючком
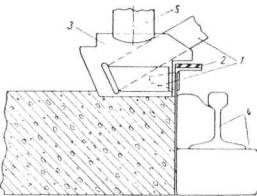
Рис. 5. Положение рабочего органа перед нарезкой поперечного шва:
1-изоловая: прокладка; 2-головка фиксатора; 3- вибропластина; 4-рельс-форма; 5-наконечник вибратора
Сопряжение прокладки с рельс-формой должно быть под углом
90°. Зазор между рельс-формой и прокладкой
не должен быть более
При подходе вибропластины к продольному шву прокладку продольного шва разрезают ножом или ножницами. Разрез делают точно по линии поперечного шва. Концы прокладок продольного шва в пересечении выправляют и устанавливают под углом 90°. Прокладка продольного шва должна соприкасаться с прокладкой поперечного шва. Не должно быть загибов прокладки продольного шва. Изоловая прокладка поперечного шва по всей ширине покрытия должна быть цельной.
В конце шва рабочий орган останавливается автоматически, в результате срабатывания муфты предельного момента. После этого выключают привод лебедки, а затем вибратор, изоловую ленту обрезают и вытягивают из прорези вибропластины крючком. Вибропластину поднимают, очищают от бетона и поворотом на 180° вокруг вертикальной оси (хвостовиком к рельс-формам) устанавливают для нарезки следующего поперечного шва. Изоловую ленту окончательно устанавливают в бетон, и место сопряжения тщательно заделывают гладилкой. Затем включают вибратор и механизм передвижения машины и продолжают нарезку продольного шва до выхода нарезчика на линию следующего поперечного шва.
В случаях необходимости нарезчик ДНШС-60 используют и для нарезки швов расширения. Для образования шва расширения нарезают два параллельных поперечных шва с обеих сторон деревянной прокладки шва расширения.
На второй день после устройства шва бетон между изоловыми прокладками скалывают ломиком, прокладки обрезают, образовавшийся паз тщательно очищают щеткой, подгрунтовывают горячим битумом, а затем заливают битумной мастикой. Все операции по заправке и установке изоловой ленты те же, что и при устройстве поперечных швов.
Доска шва расширения при нарезке всегда должна быть с левой стороны вибропластины (по ходу нарезки шва), вибропластина должна прижимать изоловую ленту на всем протяжении шва.
.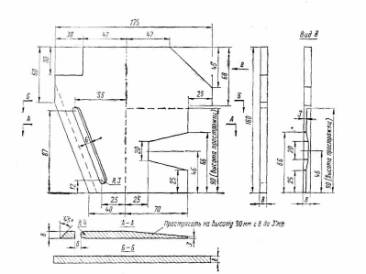
Рис. 6. Чертеж вибропластины
Вслед за нарезкой шва поверхность бетона отделывают гладилками.
Доски шва расширения должны быть ровными, остроганными, установлены по прямой линии и надежно закреплены.
Для нарезки паза шва расширения точно над доской в нижней части каретки извлекают фиксатор, а на коленчатую ось надевают рычаг, предназначенный для поджатия рабочего органа к доске шва.
Поджатие рабочего органа к доске шва требуется только при первом проходе. При обратном проходе прижатие рабочего органа к доске обеспечивается собственным весом каретки.
При нарезке всех видов швов необходимо выполнять следующие требования:
а) рабочие органы нарезчика должны быть в исправном состоянии;
б) вибропластина должна периодически (обязательно при перерывах в работе и в конце смены) очищаться от бетона и промываться водой. По мере износа вибропластина должна заменяться новой (рис. 6);
в) резиновая гладилка должна иметь хорошую эластичность. В
процессе работы она должна периодически очищаться от бетона и промываться
водой, изношенная резиновая гладилка должна заменяться новой, изготовленной из
диэлектрического коврика толщиной 6-
г) к электровибратору рабочего органа должен подаваться ток необходимого напряжения (36 в);
д) при работе в холодную погоду изоловая лента должна
подогреваться до температуры +
К качеству швов предъявляются следующие требования:
а) шов должен быть ровным, отклонение изоловой прокладки от
прямой линии на длине
б) изоловая лента должна быть заделана в бетон вертикально, хорошо омоноличена с бетоном: наплывы бетона у ленты, завал ленты от вертикального положения, зазоры и щели между бетоном и изоловой лентой не допускаются;
в) на пересечениях поперечных швов с продольным перерезаться
должна изоловая лента продольного шва, а лента поперечного шва должна быть
цельной, концы изоловой ленты продольного шва должны быть под прямым углом к
ленте поперечного шва и соприкасаться с ней; не разрешается оставлять концы
ленты загнутыми или оставлять зазоры более
г) поверхность бетона у шва должна быть тщательно отделана и
не иметь возвышений и впадин, превышение одной кромки шва над другой не должно
превышать
Дефекты в работе рабочего органа нарезчика и способы их устранения
|
|
Возможные причины |
Способы устранения |
|
Изоловая лента рвется при ее закладке в бетон |
1. Прорезь вибропластины имеет заусеницы или забита засохшим бетоном |
Очистить прорезь, устранить заусеницы |
|
|
2. Ширина ленты больше прорези |
Заправить пластину лентой требуемой ширины |
|
|
3. Изоловая лента неправильно заправлена в прорезь вибропластины |
Ленту заправить с правой стороны; разматывание ленты с катушки должно происходить по часовой стрелке |
|
Изоловая лента плохо омоноличивается с бетоном |
Недостаточная вибрация вибропластины вследствие неисправности электромотора вибратора, обрыва гибкого шланга, недостаточного напряжения тока, неправильной установки резиновых амортизаторов на валу колонки |
Устранить неисправности в моторе или гибком шланге; отрегулировать напряжение, исправить установку резиновых амортизаторов |
|
Чрезмерно высокая скорость перемещения рабочего органа |
Снизить рабочую скорость перемещения рабочего органа |
|
|
Бетон разрыхляется рабочим органом, происходит скалывание и разрушение бетона, изоловая лента не омоноличивается |
Упущено время нарезки шва, началось схватывание бетона |
На участке, на котором началось схватывание бетона, нарезку швов ДНШС-60 прекратить, а нарезчик переместить на участок со свежеуложенным бетоном |
|
Вибропластина перекошена или загрязнена затвердевшим бетоном |
Пластину установить так, чтобы ее плоскость совпадала с вертикальной плоскостью шва, очистить ее от затвердевшего бетона |
|
|
При включении электродвигатель не работает |
Загрязнились щетки кольца, истерлись щетки |
Зачистить щетки и притереть их к плоскости кольца, при необходимости поставить, новые щетки |
|
При включении электродвигатель гудит, а вал ротора не вращается или вращается медленно |
Нет напряжения в одной из фаз. Ослаб контакт в выключателе |
Проверить сеть и контактные соединения |
|
Сильно греется рубильник электромотора вибратора |
Изношены шарикоподшипники, отсутствует или загрязнена смазка вибратора |
Сменить подшипники, проверить состояние смазки, добавить или заменить ее |
|
Корпус вибратора под напряжением |
Замыкание токоведущих частей на корпус |
Найти и устранить замыкание |
|
Гибкий вал скручивается |
Нарушена центровка между электродвигателем и вибратором |
Исправить центровку электродвигателя с вибратором |
III. УКАЗАНИЯ ПО ОРГАНИЗАЦИИ ТРУДА
Нарезчик ДНШС-60 обслуживают машинист 4 разр. и бетонщик 4 разр. В жаркую и ветреную погоду, когда ускоряется схватывание бетона, в звено добавляют одного бетонщика 4 разр.
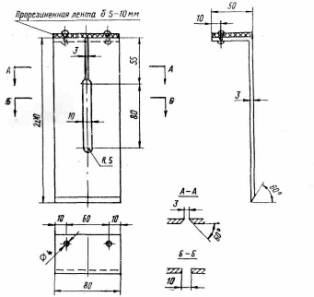
Рис. 7. Чертеж фиксатора ленты
Машинист является старшим в звене и ответственным за качество устройства и отделки швов. Во время нарезки швов он управляет машиной, наблюдает за правильной работой рабочих органов, следит за тем, чтобы лента хорошо омоноличивалась бетоном. Он заправляет изоловую ленту в прорезь вибропластины и выполняет другие операции, связанные с нарезкой швов. В начале смены машинист готовит машину к работе, а в конце смены очищает ее.
Бетонщик заправляет изоловую ленту в фиксатор, устанавливает фиксатор и придерживает его рукой при нарезке в начале шва, обрезает ленту, извлекает из бетона фиксатор, (рис. 7), очищает его от бетонной смеси, обрабатывает поверхность бетона у шва и в местах сопряжения. Бетонщик периодически очищает и промывает водой вибропластину и резиновую гладилку от налипшей бетонной смеси. В начале и в конце смены помогает машинисту в подготовке машины к работе и уборке рабочего места.
IV. ГРАФИК ПРОИЗВОДСТВА РАБОТ ПО УСТРОЙСТВУ ШВОВ С ЭЛАСТИЧНЫМИ ПРОКЛАДКАМИ НАРЕЗЧИКОМ ДНШС-60 В ЦЕМЕНТНОБЕТОННОМ ПОКРЫТИИ ШИРИНОЙ 7 м
(поперечные
швы через
На
сменную захватку
|
Наименование операций |
Единица измерения |
Объем работ |
Трудоемкость на весь объем работ, чел-ч |
Состав звена |
Часы |
|
|
|
||||||
|
Подготовка машины к работе, проезд от стоянки машины к месту работы |
чел-ч |
- |
0,65 |
Машинист 4 разр. Бетонщик 4 разр. |
||
|
Нарезка продольных и поперечных швов с окончательной отделкой их |
м шва |
5,04 |
14,7 |
» |
||
|
Осмотр и очистка машины, проезд к месту стоянки |
чел-ч |
- |
0,65 |
» |
||
|
Итого |
|
|
16 |
|
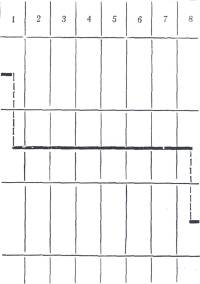
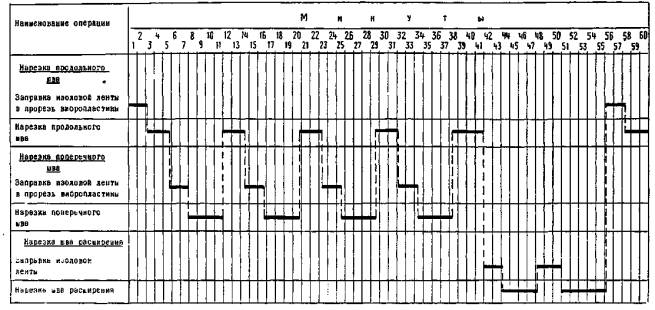
ЦИКЛОГРАММА НАРЕЗКИ ШВОВ НАРЕЗЧИКОМ ДНШС-60
Примечание
(длина срощенной ленты в рулоне равна
V. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ НА УСТРОЙСТВО ШВОВ
С ЭЛАСТИЧНЫМИ ПРОКЛАДКАМИ НАРЕЗЧИКОМ ДНШС-60 НА 504
м ШВА
(
|
Шифр норм и расценок |
Состав звена |
Описание работы |
Единица измерения |
Объем работ |
Норма времени, чел-ч |
Расценка, руб.-коп. |
Нормативное время на полный объем работ, чел-ч |
Стоимость затрат труда на полный объем работ, руб.-коп. |
|
ЕНиР, § 17-19, № 3 |
Машинист 4 разр. Бетонщик 4 разр. |
Одновременная нарезка продольных и поперечных швов |
шва |
5,04 |
5,4 |
3-38 |
27,22 |
17-04 |
|
|
|
Итого на |
|
|
|
|
27,22 |
17-04 |
VI. ОСНОВНЫЕ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
|
Наименование показателей |
Единица измерения |
По калькуляции |
По графику |
На сколько процентов показатель по графику больше (+) или меньше (-), чем по калькуляции |
|
Трудоемкость на |
чел-дн |
0,67 |
0,4 |
-40 |
|
Средний разряд рабочих |
разр. |
4 |
4 |
- |
|
Среднедневная заработная плата на одного рабочего |
руб. |
5-01 |
8-52 |
+70 |
|
Сменная производительность |
м шва |
296 |
504 |
+70 |
Повышение сменной
производительности нарезчика ДНШС-60 и сокращение трудоемкости по сравнению с
прежней моделью этой машины (НШС) достигается в результате уменьшения числа
заправок изоловой ленты в рабочий орган для нарезки продольного шва (одна
заправка на
Техническая производительность нарезчика ДНШС-60 при работе одного бетоноукладочного комплекта Д-375, Д-376 используется не полностью.
VII. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
а) Основные материалы на
|
Наименование |
ГОСТ |
Единица измерения |
Количество |
|
|
на единицу продукции |
на смену |
|||
|
Изол рулонный |
10296-62 |
м2 |
7 |
35 |
б) Машины, оборудование и инвентарь
|
Наименование |
Марка |
Количество |
Примечание |
|
Нарезчик швов |
ДНШС-60 |
1 |
|
|
Станок для резания рулонного изола |
|
1 |
Поставляется заводом по заказу организации |
|
Фиксатор для продольного и поперечного швов. |
|
2 |
Входит в комплект нарезчика |
|
Ножницы |
|
1 |
Изготовляют в мастерских строительства (см. рис. 3) |
|
Гладилки |
|
2 |
|
|
Крючок |
|
1 |
То же |
|
Лопаточка |
|
1 |
|
|
Скалка |
|
1 |
Труба
диаметром |