|
СОГЛАСОВАНО |
|
УТВЕРЖДАЮ |
|
|
Зам. генерального директора ОАО «НПО ЦКТИ» _________________А.В. Судаков «____»___________2004 г |
Главный инженер ОАО ЛЗМ «Свободный сокол» ______________П.Н. Рублев «____»__________2004г |
|
|
|
СВАРКА И КОНТРОЛЬ ТРУБОПРОВОДОВ ТЕПЛОСНАБЖЕНИЯ ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА |
|
||
|
Технологическая инструкция |
|
||
|
Срок действия с 01.06.2004 г |
по 01.06.2009 г |
|
|
|
|
|||
Разработано |
|
||
|
Начальник отдела ОАО «НПО ЦКТИ» _______________А.А. Ланин «___»___________2004 г |
|
||
|
Директор по новым технологиям ОАО ЛМЗ «Свободный сокол» ______________И.Б. Лужанский «___»__________2004 |
|
||
Содержание
|
3. Квалификация сварщиков для допуска к сварке трубопроводов 5. Подготовка и сборка деталей под сварку
|
1. Общие положения
1.1 Настоящая технологическая инструкция определяет требования по подготовке, сборке, сварке, термообработке и контролю трубопроводов пара и горячей воды IV категории (температура до 150°С, давление до 16 кгс/см2) из высокопрочного чугуна.
1.2 Инструкция регламентирует требования технологии сварочных работ и предназначена для электросварщиков ручной дуговой сварки, руководителей сварочных работ и инженеров по сварке.
1.3 Инструкция содержит указания по выбору оборудования, сварочных материалов и способов резки, а также по подготовке и сборке изделий под сварку, технологии сварки и контролю.
1.4 Инструкция составлена на основании следующих документов:
- ГОСТ 16037-80. Соединения сварные стальных трубопроводов;
- РД 153-34.1-003-01. Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования (РТМ-1с, 2001 г.);
- ПБ 03-75-94. Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды;
- Экспертное заключение о работоспособности муфтовых сварных соединений труб из высокопрочного чугуна с шаровидным графитом ВЧ-40 для тепловых сетей (ОАО «НПО ЦКТИ» 2003 г.).
- СНиП 3.05.03-85. Тепловые сети.
- ПБ 03-164-97. Правила изготовления паровых и водогрейных котлов, сосудов, работающих под давлением, трубопроводов пара и горячей воды с применением сварочных технологий.
2. Исходные материалы
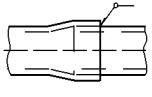
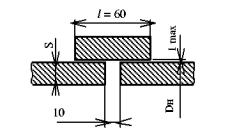
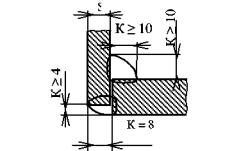
2.1 Трубы из высокопрочного чугуна, поступающие на монтаж, должны иметь сертификат, в котором указываются механические свойства (σВ ≥ 420 МПа; σТ ≥ 300 МПа; δ ≥ 10 %), химический состав (Таблица 1) и сведения о проведённых на заводе испытаниях, в соответствии с требованиями технических условий ТУ 1461-065-50254094-2004 «Трубы, фасонные части из высокопрочного чугуна с шаровидным графитом под сварное нахлёсточное соединение для теплотрасс». Чертёж трубы из ВЧШГ под сварку с основными размерами нахлёсточного соединения приведён на рис. 1.
Таблица 1 Химический состав металла трубы из высокоточного чугуна под сварку
|
массовая доля элементов, % |
||||||
|
С |
Si |
Мn |
Mg |
S |
Р |
Сг |
|
не более |
||||||
|
3,20-3,90 |
1,9-2,8 |
до 0,25 |
0,025-0,050 |
0,010 |
0,10 |
0,03 |
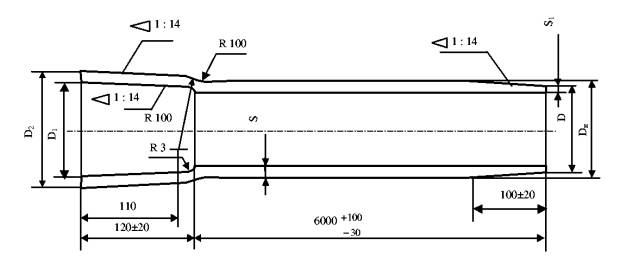
Рисунок 1. Труба для нахлесточного сварного соединения
|
Таблица 2 |
Размеры в миллиметрах |
|||||||
|
Условный диаметр, DY |
|
|
Di±l,0 |
D2±2,0 |
S |
|
Масса трубы с раструбом, кг, при длине 6000/5800 мм |
|
|
100 |
118 |
108 |
117,5 |
137,5 |
6,0-1,3 |
5 |
95,1 |
92,0 |
|
150 |
170 |
160 |
169,5 |
189,5 |
6,0-1,3 |
5 |
139,2 |
134,7 |
|
200 |
222 |
202 |
221,5 |
241,5 |
6,3-1,5 |
5,3 |
191,8 |
185,6 |
|
250 |
274 |
264 |
273,5 |
293,5 |
6,8-1,6 |
5,8 |
255,8 |
247,5 |
|
300 |
326 |
316 |
325,5 |
345,5 |
7,2-1,6 |
6,2 |
322,6 |
312,1 |
Таблица 3 Электроды для сварки труб из ВЧШГ
|
№ п/п |
Марка электрода |
Производитель |
Стандарт по AWSA - 5.15 |
Тип наплавленного металла |
|
1 |
CAST Ni Fe |
SZ-Elektrode Jesenice.d.j.j., Словения |
Е Ni Fe CI |
железо-никелевый |
|
2 |
CAST Ni Fe В |
SZ-Elektrode Jesenice.d.j.j., Словения |
E Ni Fe CI |
железо-никелевый |
|
3 |
SUPER Ni |
SZ-Elektrode Jesenice.d.j.j., Словения |
ENiCl |
никелевый |
|
4 |
Z-Ni 99 NC |
ELECTRODE WORKS ZIKA LTD, Израиль |
ENI-C1 |
никелевый |
|
5 |
TSE & M |
TSE, Босния и Герцеговина |
ENI-C1 |
никелевый |
|
6 |
GEKATEK Fe-CAST |
GEDIK KAYNAK, Турция |
ENiFeCL |
железо-никелевый |
2.2 Для сварки в монтажных условиях рекомендуется использовать электроды на железоникелевой и никелевой основе. Марки и характеристики рекомендуемых электродов приведены в таблице 3.
2.3 По согласованию с головным институтом ОАО «НПО ПКТИ им. Ползунова» (г. Санкт-Петербург) допускается применение других марок электродов, обеспечивающих возможность сварки в потолочном положении и получение необходимых характеристик сварного соединения.
2.4 Для монтажа трубопроводов применяются фасонные части из высокопрочного чугуна, изготовленные согласно ТУ 1461-065-50254094-2004.
2.5 В сварных соединениях элементов из разнородных материалов могут применяться детали (фланцы, трубы) из низкоуглеродистой конструкционной стали, поставляемых по ГОСТ 10705-80, ГОСТ 1050-88.
3. Квалификация сварщиков для допуска к сварке трубопроводов
3.1 К прихватке и сварке трубопроводов из высокопрочного чугуна допускаются сварщики после дополнительного обучения и аттестации по специальной программе.
3.2 Независимо от наличия соответствующего удостоверения сварщики должны перед началом работы заварить один контрольный образец в неповоротном положении. Качество образца проверяется визуальным контролем и исследованием макрошлифов.
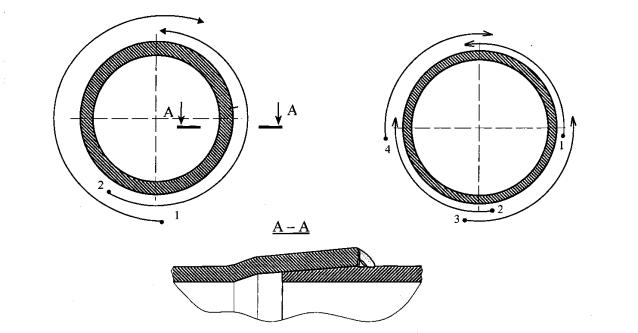
3.3 Из контрольного образца должны быть вырезаны не менее двух образцов из потолочного и двух образцов из вертикального положения сварки.
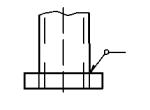
3.4 Схема вырезки образцов для изготовления макрошлифов приведена на рисунке 2.
3.5 Результаты визуального контроля должны удовлетворять п.5.16 СНиП 3.05.03-85. Тепловые сети. Результаты исследований макрошлифов считаются удовлетворительными, если обнаруженные дефекты не превышают размеры, указанные в таблице 3 СНиП 3.05.03-85 «Тепловые сети».
3.6 В случае получения неудовлетворительных результатов контроля качества пробного стыка (при надлежащем качестве сварочных материалов, установленном предварительной проверкой) сварщик к работе не допускается. Сварщик может быть допущен к сварке трубопроводов только после дополнительной практической подготовки и получения положительных результатов при сварке пробных стыков, но не ранее чем через 10 дней с момента отстранения от работы.
4. Сварочное оборудование
4.1 Для ручной дуговой сварки трубопроводов из высокопрочного чугуна рекомендуется применять источники постоянного тока с крутопадающей характеристикой, например, выпрямители типа ВДУ-506, ВД-300, а также инверторные источники питания дуги, например, ВДУЧ-200, ФЕБ-350М и др.
4.2 Для подогрева и термической обработки сварных соединений на монтаже рекомендуется применять кольцевые воздушно-пропановые горелки (рис. 3).
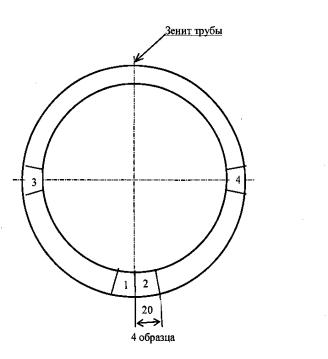
Рис. 2 Схема вырезки макрошлифов из контрольного образца сваренного в неповоротном положении.
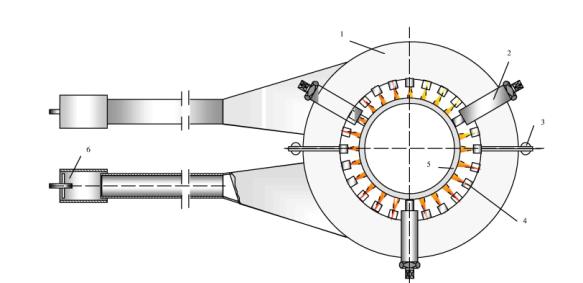
1. Корпус горелки. 2. Центратор. 3. Замок. 4. Сопло. 5. Свариваемая труба. 6. Инжекторный узел
Рисунок 3. Устройство пропаново-воздушной кольцевой горелки.
5. Подготовка и сборка деталей под сварку
5.1 Резка труб и снятие фасок должны производиться механическим способом шлифмашинкой с абразивным армированным кругом.
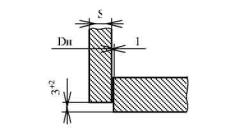
5.2 Подготовка кромок труб под сварку приведена в таблице 4.
5.3 Кромки стыкуемых деталей и прилегающие к ним поверхности (снаружи и внутри) перед сваркой должны зачищаться до металлического блеска для удаления грязи, масла и ржавчины на ширине не менее 10 мм от торца.
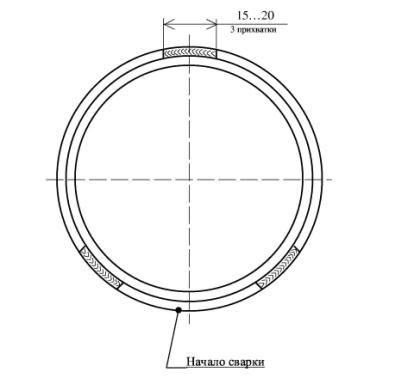
5.4 Сборка элементов трубопроводов под сварку может производиться с применением сборочных приспособлений (центраторов) или с помощью прихваток.
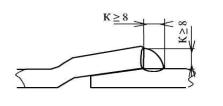
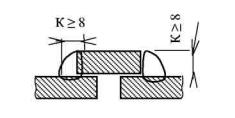
5.5 Размеры и расстояния между прихватками показаны на рис. 4. Прихватки должны выполняться на тех же режимах и по той же технологии, что и сварка. При сварке основного шва прихватки должны быть полностью, переплавлены.
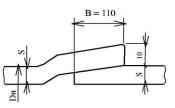
5.6 При использовании труб не мерной длины они должны обрезаться шлифмашинкой до нужного размера. На конце трубы для её захода в раструб должен сниматься конус 1:14 на длине 100 мм. Снятие конуса должно осуществляться механическим способом с применением шлифмашинки или специального инструмента.
5.7 Для сборки компенсаторов, установки задвижек, ответвлений должны использоваться фасонные части из ВЧШГ по ТУ 1461-065-50254094-2004.
6. Сварка
6.1 Сварка труб из ВЧШГ может производиться только в условиях надёжной защиты от ветра и попадания на стык атмосферных осадков и грязи.
6.2 Перед сваркой необходимо просушить электроды согласно режимам указанным на упаковке.
6.3 Сварка осуществляется на постоянном токе обратной полярности.
6.4 Режим сварки устанавливается в зависимости от пространственного положения и диаметра электрода:
|
При диаметре электрода: |
2,5 мм – Iсв = 60... 80 А |
|
3,0 (3,25) мм - Iсв = 80...100 А |
|
|
4 мм - Iсв =110... 140 А. |
6.5 Сварку труб Ду 100 и 150 мм можно осуществлять без предварительного подогрева, при сварке труб Ду 200, 250, 300 мм необходим предварительный подогрев 150-250°С. Предварительный подогрев необходимо осуществлять кольцевыми газовыми горелками (рис. 3).
6.6 При температуре окружающего воздуха ниже 8°С необходим предварительный подогрев 150.. .250°С независимо от диаметра трубы.
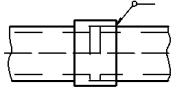
6.7 Сварку труб необходимо осуществлять в 2 прохода. Порядок наложения слоев показан на рис. 5. После сварки первого прохода необходимо полностью удалить шлаковую корку металлической щеткой.
6.8 Сварка должна осуществляться «короткой дугой» с минимальными колебаниями и отрывами электрода.