Федеральная
служба по экологическому,
технологическому и атомному надзору
НТЦ «Промышленная безопосность»
Н.Н. КОНОВАЛОВ
НОРМИРОВАНИЕ ДЕФЕКТОВ И ДОСТОВЕРНОСТЬ
НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ
Москва
ФГУП «НТЦ «Промышленная безопасность»
2006
На примере сварных соединений приведены рекомендации по обоснованию норм допустимости дефектов и оценке достоверности неразрушающего контроля. Рассмотрены методы неразрушающего (ультразвукового, радиационного, магнитопорошкового, капиллярного, вихретокового, визуального и измерительного) контроля сварных соединений конструкций. Особое внимание уделено технологическим приемам ультразвукового контроля как наиболее распространенного из физических методов контроля.
Рассмотрены вопросы организационного и справочно-аналитического обеспечения работ по неразрушающему контролю. Исследования проводились в НТЦ «Промышленная безопасность».
Книга предназначена для работников научно-исследовательских и проектных организаций, а также инженерно-технических работников заводов-изготовителей, ремонтных заводов, а также экспертных организаций.
СОДЕРЖАНИЕ
ПРЕДИСЛОВИЕ
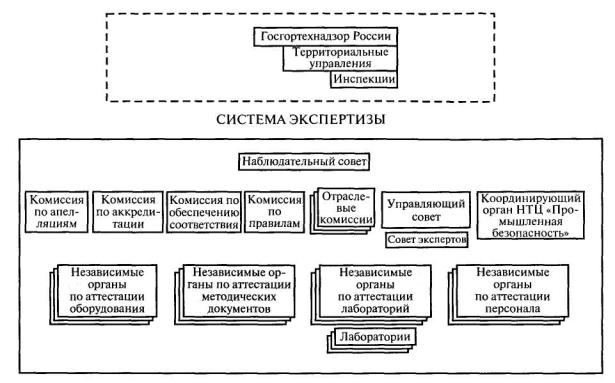
Развитие научно-технического прогресса в области производства сварных конструкций грузоподъемных кранов, кранов-манипуляторов, подъемников (вышек), экскаваторов и другого оборудования, решение задач по поддержанию их высокой эксплуатационной надежности требуют совершенствования и более широкого использования неразрушающего контроля, который является одним из важнейших способов получения информации о надежности оборудования, применяемого на опасных производственных объектах. Качество этой информации, ее достоверность и оперативность оценки в значительной мере определяют эффективность обеспечения промышленной безопасности. Организация деятельности по неразрушающему контролю осуществляется в рамках Системы экспертизы промышленной безопасности, создание которой - одно из направлений реализации Федерального закона от 21.07.97 № 116-ФЗ «О промышленной безопасности опасных производственных объектов».
Особую роль неразрушающего контроля обусловливают задача обеспечения промышленной безопасности в условиях продолжающегося износа оборудования на опасных производственных объектах и отсутствия средств на его замену и реконструкцию. Возрастает роль неразрушающего контроля при изготовлении и ремонте сварных конструкций. Это связано с применением высокопрочных сталей, которые более чувствительны к наличию различных видов дефектов, и использованием новых методов расчета конструкций, позволяющих значительно снизить запасы их прочности. Актуальность применения неразрушающего контроля в целях обеспечения эксплуатационной безопасности оборудования, применяемого на опасных производственных объектах, подтверждается постановлением Правительства Российской Федерации от 28.03.01 № 241 «О мерах по обеспечению промышленной безопасности опасных производственных объектов на территории Российской Федерации».
Неразрушающий контроль сварных соединений - важнейший этап работы при изготовлении, ремонте и техническом диагностировании сварных конструкций грузоподъемных кранов, кранов-манипуляторов, подъемников (вышек), экскаваторов и другого оборудования. При этом особую роль приобретают вопросы, связанные с допустимостью в сварных соединениях различных дефектов: непроваров, подрезов, пор, шлаковых включений, раковин и т.п. При контроле необходимо использовать нормы допустимости дефектов. Нормы, как правило, являются технологическими, то есть они ориентированы на возможности технологического процесса сварки и часто излишне жесткие с позиции обеспечения прочности [1, 2]. Вследствие этого велика вероятность необоснованных исправлений, что нецелесообразно как экономически, так и технически.
Многочисленные данные практики показывают, что места исправления дефектов часто могут служить потенциальными очагами разрушения конструкций в процессе эксплуатации. Причиной этого являются отрицательные последствия повторной сварки, а именно: остаточные напряжения растяжения, появление малопластичных структур, микротрещин с их склонностью к дальнейшему развитию и т.п. Необоснованная ремонтная сварка может причинить больший вред, чем неустраненный дефект. Таким образом, исправление сварных соединений с малозначительными дефектами целесообразно исключить в целях сохранения работоспособности сварных конструкций.
Наибольшая эффективность результатов неразрушающего контроля обеспечивается комплексным подходом к его организации, представляющим собой формирование Системы неразрушающего контроля. В связи с этим возникла необходимость разработки концепции, предусматривающей комплексный подход к вопросам обеспечения качества подготовки персонала и применяемых методических документов, организации процесса контроля, а также состояния и технического уровня используемых средств неразрушающего контроля.
ГЛАВА 1
КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ И УСЛОВИЯ ЭКСПЛУАТАЦИИ СВАРНЫХ КОНСТРУКЦИЙ
Сварные конструкции грузоподъемных и горно-транспортных машин достигают 55-80 % их массы [3]. На несущих конструкциях монтируют рабочие органы, а также все механизмы и сборочные единицы машин. Сварные конструкции машин настолько разнообразны по своему исполнению, что не представляется возможным дать их подробное описание. Конструкции изготовляют из стальных листов, стального фасонного проката, гнутых и штампованных профилей [4]. Несущие конструкции разделяют на балочные, рамные и решетчатые.
К балочным конструкциям относят главные и консольные балки мостовых кранов, стрелы и рукояти кранов-манипуляторов и карьерных экскаваторов. По типу сечения различают балки открытого и замкнутого сечения. Наибольшее распространение получили балки замкнутого сечения. Различают балки из прокатных профилей постоянного сечения (швеллер, двутавр, прямоугольное сечение, труба) и составные, которые можно изготовлять из листовых, гнутых и комбинированных элементов. Наиболее экономичными по затрате металла (при действии изгибающего момента в одной плоскости) являются балки двутаврового сечения. Балки замкнутого сечения применяют при действии изгибающих моментов в разных плоскостях или при действии крутящего момента. Для изготовления балочных конструкций значительных размеров все большее применение находят гнутые профили, при использовании которых металлоемкость конструкции значительно уменьшается.
Рамные конструкции ходовых рам самоходных кранов, поворотных платформ экскаваторов, порталов башенных кранов изготовляют, как правило, из листовых элементов, используют сортовой прокат и гнутые профили. Ходовые рамы, поворотные платформы и порталы имеют почти одинаковые габаритные размеры (длину и ширину). Как правило, в средней части ходовых рам самоходных кранов, поворотных платформ экскаваторов и порталов башенных кранов устанавливают опорно-поворотные устройства, и, следовательно, рамные конструкции должны обладать определенной жесткостью. Ходовые рамы автомобильных и пневмоколесных кранов изготовляют из отдельных балок (продольных и поперечных). У таких конструкций наиболее «опасными» при эксплуатации являются места сопряжения продольных и поперечных балок.
Стрелы самоходных и башенных кранов, башни башенных кранов, балки мостовых кранов, стойки и балки козловых кранов часто представляют собой решетчатые конструкции. При большой протяженности конструкции выполняют составными. Секции соединяют с помощью шарниров или фланцев. Решетчатые конструкции изготовляют из прокатных профилей открытого или замкнутого сечения, причем последние имеют существенное преимущество: они обладают большей несущей способностью при работе на сжатие или кручение. Наибольшее распространение при изготовлении решетчатых конструкций получили уголковые и трубчатые профили. При выполнении пояса из уголкового профиля элементы решеток изготовляют из уголкового или трубчатого профиля, при выполнении пояса из трубчатого профиля решетки изготовляют также из трубчатого профиля. Соединения решетки с поясами могут быть различными. В конструкциях из уголковых профилей наиболее распространенным является нахлесточное соединение, при котором полки раскосов приваривают к полкам поясов с внутренней стороны. В решетчатых конструкциях в последнее время пояса выполняют из уголков, решетки - из труб. Обычно при конструировании решетчатых конструкций из трубчатых элементов к поясам приваривают отрезки труб с разделкой по концам под сопряжение с поясом. Однако трудоемкость изготовления таких конструкций несколько увеличивается разделкой торца и сваркой по пространственному шву. Целесообразнее решетки выполнять из одного трубчатого профиля, изогнутого по нужной форме, и приваривать его к поясу без косынок. Для уменьшения трудоемкости пояса изготовляют из труб квадратного сечения, раскосы - из круглых труб. Применение в решетчатых конструкциях профилей замкнутых сечений, особенно для поясов, является перспективным и позволяет существенно увеличить несущую способность конструкций и экономить металл.
Сварные соединения грузоподъемных кранов, кранов-манипуляторов, подъемников (вышек), экскаваторов имеют сходные конструктивно-технологические признаки. В основном используют низкоуглеродистые и низколегированные стали (ВСт3пс, ВСт3сп, 09Г2, 09Г2С, 10ХСНД, 15ХСНД, 14Г2АФ и др.). Способы сварки ограничиваются ручной дуговой, в защитном газе и под флюсом. Диапазон толщин свариваемых элементов, как правило, составляет 4-50 мм. Основные толщины расчетных элементов конструкций: 4, 5, 6, 7, 8, 10, 12, 14, 16, 20, 22, 24, 30, 35, 40, 50 мм, - однако наиболее распространенный диапазон толщин элементов конструкций 6-16 мм. Наряду со стыковыми сварными соединениями широко используют нахлесточные и тавровые соединения, в том числе соединения с конструктивными непроварами. Наиболее распространенные типы соединений: С2, С5, С7, С8, Т1, Т3, H1 (ГОСТ 5264-80, ГОСТ 8713-79, ГОСТ 14771-76). Размеры катетов несущих угловых швов равны 4, 5, 6, 8, 10, 12 и 15 мм, причем катеты размером менее 6 мм применяют в основном в нахлесточных соединениях.
Условия эксплуатации машин весьма разнообразны. Грузоподъемные краны, краны-манипуляторы, экскаваторы и подъемники (вышки) работают в различных климатических районах, характеризующихся изменением температуры от -60 до +50 °С, влажности от 40 до 100% (туман, морской туман), различной скоростью ветра, воздействием атмосферных осадков и др. Под воздействием ветра и снега повышаются нагрузки на конструкции, а под влиянием отрицательных температур, повышенной влажности уменьшается несущая способность конструкций. Грузоподъемные и горно-транспортные машины предназначены для выполнения различных операций. От назначения машин во многом зависят их конструкция и условия эксплуатации. При эксплуатации на сварные соединения могут действовать различные сочетания нагрузок, изменяющихся во времени, например усилие растяжения-сжатия, крутящий и изгибающий моменты [4].
Несмотря на многообразие видов грузоподъемных и горно-транспортных машин, характер работы их конструкций имеет много общего. Это позволяет использовать единые принципы оценки прочности элементов и соединений [5].
Опыт эксплуатации грузоподъемных и горно-транспортных машин показывает, что определяющим фактором, от которого зависит их надежность, часто является выносливость конструкций [5]. Еще большее значение сопротивление усталости приобретает для машин, отработавших нормативный срок службы. По имеющимся прогнозам [6] к 2005 году доля грузоподъемных кранов с истекшим сроком службы может превысить 95 %.
ГЛАВА 2
МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
2.1. ВИЗУАЛЬНЫЙ И ИЗМЕРИТЕЛЬНЫЙ КОНТРОЛЬ
Визуальный и измерительный контроль - самый простой и в то же время информативный метод контроля. Это единственный метод неразрушающего контроля, который может выполняться и часто выполняется без какого-либо оборудования или проводится с использованием простейших измерительных средств. Он позволяет выявлять поверхностные поры и трещины, подрезы, кратеры, прожоги, свищи, наплывы, смещения кромок и другие дефекты. К недостаткам метода можно отнести низкую вероятность обнаружения мелких поверхностных дефектов, а также зависимость выявляемости дефектов от субъективных факторов (острота зрения, усталость, опыт работы выполняющего контроль специалиста) и условий контроля (освещенность, оптический контраст и др.). Тем не менее простота, малая трудоемкость и определенная информативность визуального и измерительного контроля делают его обязательным и предшествующим проведению неразрушающего контроля другими методами. Какими бы уникальными ни были методы и средства последующих контрольных операций, контроль изделий начинается с визуального осмотра невооруженным глазом. На оптимальном для глаз расстоянии - 250 мм различают детали размером ~0,15 мм, однако возможности глаза ограничены при осмотре удаленных, движущихся, недостаточно освещенных объектов.
Наличие грубых поверхностных дефектов может указать на характер и место возможного разрушения конструкции. Учитывая, что различные дефекты имеют определенные доминирующие причины их образования, по результатам визуального и измерительного контроля можно ориентировочно оценить качество и стабильность технологического процесса изготовления или ремонта конструкций.
По внешнему виду сварного шва можно ориентировочно судить о внутреннем качестве шва. Превышение усиления сварного шва характерно для неполного проплавления кромок. Подрез на одной стороне сварного шва и наплыв на другой указывают на возможность непровара по кромке со стороны наплыва. При наличии поверхностных пор и грубой чешуйчатости шва, как правило, имеются и внутренние поры.
Первый руководящий документ по визуальному и измерительному контролю, который распространялся на оборудование, подконтрольное Госгортехнадзору России, был разработан АНТЦ «Энергомонтаж» [7]. Несмотря на всю необходимость и своевременность выхода документа, он имел ряд существенных недостатков. Документ был ориентирован в основном на объекты котлонадзора и не учитывал конструктивных особенностей грузоподъемных и горно-транспортных машин, в которых наряду со стыковыми широко применяются тавровые, угловые и нахлесточные сварные соединения. Отмеченные недостатки были учтены при разработке РД 03-606-03 [8], который применяется при контроле конструкций грузоподъемных и горно-транспортных машин. При разработке РД 03-606-03 были использованы положения EN 970:1997 «Неразрушающий контроль сварных швов, выполненных плавлением. Визуальный контроль» [9].
2.2. КАПИЛЛЯРНЫЙ КОНТРОЛЬ
Капиллярный контроль используют для выявления поверхностных дефектов, в том числе сквозных, для определения их протяженности, направления и характера распространения. Метод позволяет обнаруживать невидимые или слабо видимые невооруженным глазом дефекты. Выявляются дефекты, имеющие раскрытие порядка 1 мкм, а глубину более 0,02 мм.
Капиллярный контроль позволяет контролировать изделия любых размеров и форм, изготовленные из ферромагнитных и неферромагнитных металлов и сплавов, пластмасс, стекла, керамики и других конструкционных материалов, которые не растворяются и не набухают в дефектоскопических материалах.
Преимуществами капиллярного контроля по сравнению с другими методами неразрушающего контроля являются: высокие чувствительность и разрешающая способность, наглядность результатов контроля, возможность контроля больших поверхностей конструкций и деталей за один прием, простота технологических операций контроля, относительно низкая стоимость используемых дефектоскопических материалов и оборудования. Важным преимуществом метода является хорошая выявляемость трещин.
Недостатки метода следующие: возможность обнаружения только выходящих на поверхность дефектов и невозможность точного определения их глубины; сложность механизации и автоматизации процессов контроля и громоздкость стационарного оборудования; большая продолжительность контроля и снижение его достоверности при отрицательных температурах; необходимость тщательной подготовки контролируемой поверхности, ее очистки и удаления пенетранта, проявителя в процессе и после проведения контроля; вредность некоторых дефектоскопических материалов для обслуживающего персонала - необходимость использования различных защитных приспособлений и приточно-вытяжной вентиляции; ограниченный срок хранения дефектоскопических материалов, зависимость их свойств от продолжительности хранения и температуры окружающей среды. Для проведения капиллярного контроля необходимы наличие доступа к контролируемой поверхности для обработки ее дефектоскопическими материалами, достаточная интенсивность освещения или ультрафиолетового облучения и возможность выполнения температурных и временных режимов. Условием выявления дефектов является наличие полостей, свободных от загрязнений и других веществ, имеющих выход на контролируемую поверхность и глубину распространения, значительно превышающую ширину их раскрытия. Выявление дефектов, имеющих ширину раскрытия более 0,5 мм, не гарантируется. Контроль обычно выполняют при температуре от -40 до +40 °С и относительной влажности не более 90 %. Допускается применять данный метод при других условиях контроля (температуре и влажности), если позволяют технические характеристики дефектоскопических материалов, а чувствительность контроля подтверждена на образцах при соответствующих условиях. Капиллярный контроль может применяться как отдельно, так и в сочетании с другими методами контроля.
Применение метода для контроля сварных соединений, как правило, ограничивается плохим состоянием контролируемых поверхностей и возможными резкими переходами от наплавленного металла к основному. Для предотвращения появления при контроле окрашенного или светящегося слоя, который затрудняет оценку качества, необходимо проведение трудоемких работ по удалению окалины, брызг, грубой чешуйчатости и обеспечению плавного перехода от наплавленного металла к основному.
2.3. МАГНИТОПОРОШКОВЫЙ КОНТРОЛЬ
Магнитопорошковый контроль служит для выявления поверхностных и подповерхностных (залегающих на глубине до 10 мм) дефектов. Его применяют для контроля конструкций и деталей из ферромагнитных сталей обыкновенного качества, углеродистых качественных и низколегированных сталей.
При магнитопорошковом контроле выявляются трещины шириной от 1 мкм и глубиной от 0,01 мм. При контроле могут быть выявлены: волосовины, неметаллические включения, расслоения, закаты, подповерхностные флокены, поры, раковины в поковках и прокате; трещины шлифовочные, ковочные, штамповочные, надрывы, а также сварочные дефекты (трещины, непровары, шлаковые включения, поры, раковины и др.) в элементах конструкций и деталях; трещины, возникшие в элементах конструкций и деталях при эксплуатации машин.
Магнитопорошковым контролем не могут быть проконтролированы элементы конструкций и детали: из неферромагнитных сталей; на поверхности которых не обеспечена необходимая зона для намагничивания и нанесения индикаторных материалов; со структурной неоднородностью и резкими изменениями площади поперечного сечения; с несплошностями, плоскость раскрытия которых совпадает с направлением намагничивающего поля или составляет с ней угол менее 30°.
На выявляемость дефектов оказывают влияние многие факторы, связанные со свойствами объекта и принятой технологией магнитопорошкового контроля, а именно: магнитные свойства и структурные неоднородности материала, шероховатость, форма объекта контроля, его габаритные размеры, масса, наличие покрытий, их толщина и свойства, вид тока, схема намагничивания, способ контроля, а также значения таких параметров технологии контроля, как напряженность поля или сила тока. Допускается контроль по немагнитным покрытиям (хром, кадмий и др.). Наличие покрытий толщиной до ~20 мкм практически не влияет на выявляемость дефектов. При толщине покрытия более 100-150 мкм могут быть выявлены только дефекты размером более 0,15 мм.
Масштабность применения магнитопорошкового метода объясняется его высокой производительностью, наглядностью результатов контроля и высокой чувствительностью. При правильной технологии контроля элементов конструкций и деталей этим методом обнаруживаются трещины в начальной стадии их появления, когда обнаружить их без специальных средств контроля трудно или невозможно.
Применение данного метода практически не ограничивает, как правило, плохое состояние поверхностей сварных соединений: наличие брызг и чешуйчатости; имеющиеся в сварных швах резкие переходы от наплавленного металла к основному, создающие дополнительные магнитные потоки рассеяния, а следовательно, дополнительные индикации. Метод позволяет достаточно эффективно выявлять в сварных соединениях поверхностные трещины.
2.4. ВИХРЕТОКОВЫЙ КОНТРОЛЬ
Вихретоковый контроль позволяет обнаруживать как поверхностные, так и подповерхностные (залегающие на глубине 1-4 мм) дефекты. Его применяют только для контроля объектов из электропроводящих материалов. Контроль вихревыми токами можно выполнять без непосредственного механического контакта преобразователей с объектом, что позволяет вести контроль при взаимном перемещении преобразователя и объекта с большой скоростью.
Объектами вихретокового контроля являются основной металл и (при снятом усилении шва) сварные соединения конструкций, а также детали. Вихретоковым контролем могут быть выявлены: ковочные, штамповочные, шлифовочные трещины, надрывы в элементах конструкций и деталях; волосовины, неметаллические включения, поры в поковках и прокате; трещины, возникшие в элементах конструкций и деталях при эксплуатации машин.
Вихретоковым методом не могут быть проконтролированы элементы конструкций и детали: с резкими изменениями магнитных или электрических свойств; с дефектами, плоскости раскрытия которых параллельны контролируемой поверхности или составляют с ней угол менее 10°; сварные швы без снятого усиления.
При вихретоковом контроле не обнаруживаются дефекты в элементах конструкций и деталях: с поверхностями, на которые нанесены электропроводящие защитные покрытия, если дефект не выходит на поверхность покрытия; с дефектами, заполненными электропроводящими частицами; с поверхностями, покрытыми коррозией.
Выявляемость дефекта при прочих равных условиях зависит от его типа. Наилучшим образом выявляются дефекты типа усталостных трещин, ориентированные перпендикулярно контролируемой поверхности. Ширина раскрытия усталостных трещин в определенных пределах не влияет на их выявляемость (20-30 мкм), однако выявляемость очень плотных трещин резко уменьшается. Такое явление, например, характерно для закалочных трещин. Риски и надрезы по сравнению с усталостными трещинами, как правило, выявляются хуже. Заполнение полости дефекта грязью, нагаром, неэлектропроводящими окислами и т.п. не приводит к снижению их выявляемости.
Вихретоковый контроль наиболее эффективен при контроле немагнитных материалов. Возможность контроля ферромагнитных материалов и деталей из них определяется однородностью магнитных свойств, наличием локальных магнитных полюсов. Наличие локального изменения магнитных свойств материала детали может вызвать ложное срабатывание вихретокового дефектоскопа. Наличие на контролируемой поверхности зон структурной неоднородности, приводящих к изменению электропроводности, вызывает расстройку дефектоскопа. Увеличение электропроводности снижает чувствительность, уменьшение электропроводности вызывает эффект, аналогичный влиянию дефекта. Наличие на контролируемой поверхности значительных остаточных макронапряжений, возникающих в результате поверхностного упрочнения детали или под действием сжимающих остаточных напряжений, приводит к сжатию полостей трещин и других дефектов и к снижению их выявляемости. Чистота контролируемой поверхности оказывает значительное влияние на чувствительность контроля и износостойкость преобразователя. Максимальная чувствительность вихретокового вида контроля может быть достигнута при контроле деталей с шероховатостью поверхности не более Rz 20. Возможность и целесообразность контроля деталей с грубой поверхностью должна определяться в каждом конкретном случае специалистами по вихретоковому контролю.
2.5. АКУСТИКО-ЭМИССИОННЫЙ КОНТРОЛЬ
Акустико-эмиссионный контроль позволяет выявлять поверхностные и внутренние дефекты. Метод имеет достаточно сложную технологию, требует дорогого оборудования и очень высокой квалификации персонала.
Характерными особенностями, определяющими возможности, параметры и область применения акустико-эмиссионного метода, являются следующие: обеспечивается обнаружение и регистрация только развивающихся дефектов, что позволяет классифицировать дефекты не по размерам, а по степени их опасности; в производственных условиях метод позволяет выявить приращение трещины на десятые доли миллиметра; предельная чувствительность акустикоэмиссионной аппаратуры по расчетным оценкам составляет порядка 10-6 мм, что соответствует выявлению скачка трещины протяженностью 1 мкм на величину 1 мкм, что указывает на весьма высокую чувствительность к растущим дефектам; свойство интегральности метода обеспечивает контроль всего объекта с использованием одного или нескольких преобразователей, неподвижно установленных на поверхности объекта контроля; положение и ориентация дефектов не влияют на их выявляемость; метод имеет меньше ограничений, связанных со свойствами и структурой конструкционных материалов, чем другие методы неразрушающего контроля; особенностью метода, ограничивающей его применение, является в некоторых случаях трудность выделения акустико-эмиссионных сигналов из помех. Это связано с тем, что акустико-эмиссионные сигналы являются шумоподобными, поскольку акустическая эмиссия является случайным импульсным процессом. Вследствие этого, когда сигналы малы по амплитуде, выделение полезного сигнала из помех представляет собой сложную задачу. При развитии дефекта, когда его размеры приближаются к критическому значению, амплитуда сигналов и темп их генерации резко увеличиваются, что приводит к значительному возрастанию вероятности обнаружения такого источника акустической эмиссии.
Акустико-эмиссионный контроль проводится только при создании в контролируемой конструкции напряженного состояния, инициирующего в материале объекта работу источников акустической эмиссии. Для этого конструкция подвергается нагружению.
2.6. РАДИАЦИОННЫЙ КОНТРОЛЬ
Радиационный контроль служит для выявления как внутренних дефектов, так и недоступных для визуального контроля поверхностных дефектов. Чувствительность контроля зависит от плотности материала и толщины просвечиваемого объекта, характера дефекта, его формы и ориентации, режима и условий просвечивания, метода регистрации результатов контроля. Радиационный контроль проводится в целях выявления в сварных соединениях: внутренних дефектов в виде трещин, непроваров, раковин, пор и шлаковых (окисных и других) включений; недоступных для визуального контроля поверхностных дефектов в виде прожогов, подрезов, превышения проплава и т.п.
Радиационный контроль не позволяет выявлять: поры и включения диаметром поперечного сечения или непровары и трещины высотой менее удвоенной чувствительности контроля; непровары и трещины с раскрытием менее 0,1 мм; непровары и трещины, плоскость раскрытия которых не совпадаете направлением просвечивания или (при радиоскопическом контроле) с направлением строк телевизионного растра; любые дефекты, если их изображение на снимках совпадает с изображением посторонних деталей, острых углов или резких перепадов толщин свариваемых элементов.
Наиболее целесообразен радиационный контроль для выявления объемных дефектов (пор, раковин и др.), им плохо выявляются плоскостные дефекты (непровары, трещины), плоскость раскрытия которых непараллельна направлению излучения. Самым распространенным методом радиационной дефектоскопии является радиография вследствие ее высокой чувствительности и простоты операций контроля. Важным преимуществом радиографического контроля является возможность определения типа (объемный или плоскостной) и вида (пора, шлаковое включение, непровар или трещина) выявленного дефекта. Однако, как показали результаты вскрытия, сварные швы грузоподъемных и горно-транспортных машин не содержат широко распространенных и значительных по величине объемных дефектов. Кроме того, конструкции грузоподъемных и горно-транспортных машин имеют сложную форму, не обеспечивающую просвечивание по основной схеме (рис. 2.1, а). Приходится использовать различные схемы, не гарантирующие хорошую выявляемость плоскостных дефектов (рис. 2.1, б, в, г). По данным [10] вероятность выявления объемных дефектов в стыковых соединениях составляет около 90-92 %, а вероятность выявления плоскостных дефектов не превышает 30 %.
При проведении радиационного контроля необходимо обеспечить радиационную безопасность персонала.
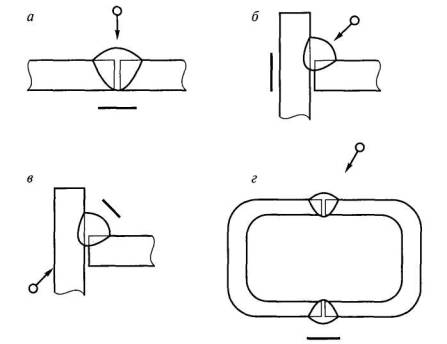
Рис. 2.1. Схемы просвечивания
2.7. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ
2.7.1. Преимущества, недостатки и области применения
Ультразвуковой контроль согласно отчету института доктора Ферстера [11] наиболее распространенный физический метод неразрушающего контроля. По сравнению с другими методами ультразвуковой контроль имеет следующие преимущества: высокую чувствительность и производительность, возможность контроля при одностороннем доступе, относительно низкую стоимость оборудования, безопасность. Недостатками ультразвукового контроля являются: сложная расшифровка дефектов, ограниченное применение для металлов с крупным зерном, сложность контроля изделий толщиной от 4 до 10 мм (при толщине до 4 мм ультразвуковой контроль практически не применяется), необходимость разработки специальных методик (технологических инструкций, технологических карт) при дефектоскопии изделий различных типов.
Ультразвуковой контроль сварных конструкций проводят в целях выявления: трещин, непроваров, пор и шлаковых включений в сварных швах; трещин и расслоений в околошовных зонах и основном металле. Контролируются листовые и трубчатые элементы конструкций толщиной 4-60 мм. При этом могут быть проконтролированы: сварные соединения (стыковые соединения, выполненные с остающейся подкладкой (кольцом) или без нее; угловые и тавровые соединения, выполненные с полным проплавлением свариваемых кромок; тавровые соединения без разделки кромок и с К-образной разделкой кромок, выполненные с конструктивным непроваром; нахлесточные сварные соединения); клепаные соединения (исключая тела заклепок); болтовые соединения; элементы, выполненные из листового проката. Допускается проведение ультразвукового контроля указанных выше соединений, один из соединяемых элементов которых получен прокаткой, а другой является литой, штампованной или кованой деталью. В этом случае ультразвуковой контроль соединения проводят со стороны элемента, полученного прокаткой. Ультразвуком не могут быть проконтролированы: соединения, в которых оба соединяемых элемента литые, штампованные или кованые; угловые наклонные (отклонения от перпендикулярности превышают 10°) сварные соединения трубчатых элементов друг с другом ил и с другими элементами (прокатом, литыми, штампованными или коваными деталями).
Контроль выполняется эхо-методом наклонными и прямыми совмещенными преобразователями контактным способом. Преобразователи перемещают по поверхности конструкций вручную.
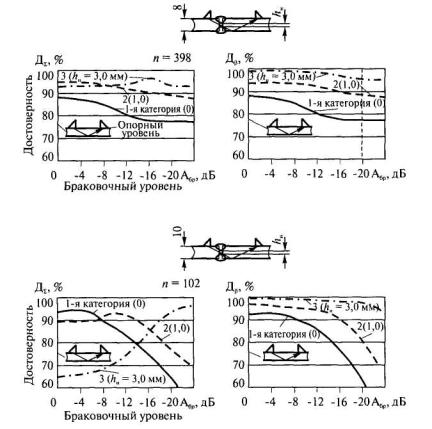
Ультразвуковой метод применяют в основном для выявления внутренних дефектов, но может быть использован и для выявления поверхностных дефектов. Важнейшим преимуществом ультразвукового контроля (в отличие от радиографии) является высокая вероятность выявления наиболее опасных плоскостных дефектов (рис. 2.2, 2.3). Экспериментальным путем установлено, что производительность ультразвукового контроля в среднем в 3-10 раз выше радиографического. Кроме того, себестоимость ультразвукового контроля в 4-8 раз ниже [10].
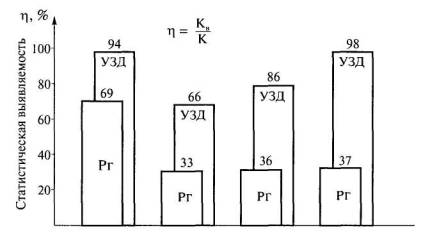
Рис. 2.2. Статистическая выявляемость плоскостных дефектов в сварных соединениях ультразвуковой дефектоскопией (УЗД) и радиографией (Рг) [12-15]
(К - общее количество дефектов; Кв - количество выявленных дефектов)
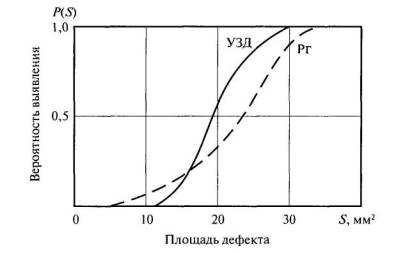
Рис. 2.3. Вероятность выявления плоскостных дефектов разной площади в сварных соединениях ультразвуковой дефектоскопией (УЗД) и радиографией (Рг) [12]
При ультразвуковом контроле сварных соединений толщиной 40 мм и более установить тип дефекта с достаточно высокой вероятностью (≈0,95) можно, определив коэффициент формы дефекта. При контроле сварных соединений меньшей толщины с большой точностью (за исключением ряда случаев) установить тип дефекта не представляется возможным. Поэтому радиографический контроль может быть рекомендован в ряде случаев в качестве дополнительного метода к ультразвуковому контролю. Так как ультразвуковой контроль не требует двухстороннего доступа к сварным швам, что особенно важно при контроле конструкций во время эксплуатации машин, возможен контроль практически всех встречающихся сварных соединений (более 95 % общей протяженности швов).
2.7.2. Методические особенности выявления дефектов в сварных соединениях при ультразвуковом контроле
Ультразвуковой контроль является наиболее востребованным физическим методом неразрушающего контроля сварных соединений конструкций. Однако необходимо учесть, что его применение связано со сложной расшифровкой результатов контроля, а методики контроля различных типов соединений существенно различаются. Кроме того, сварные соединения грузоподъемных кранов, подъемников (вышек) имеют особенности, осложняющие их ультразвуковой контроль: незначительные толщины и наличие конструктивных непроваров, то есть использование соединений типа Т1 и Т3 (ГОСТ 5264-80, ГОСТ 8713-79, ГОСТ 14771-76).
Возможности и особенности ультразвукового контроля сварных соединений оценивались как на образцах, вырезанных из натурных конструкций, так и на образцах, сваренных с соблюдением штатной технологии или появление дефектов в которых специально провоцировалось. Часть образцов независимо от результатов дефектоскопии подлежала вскрытию.
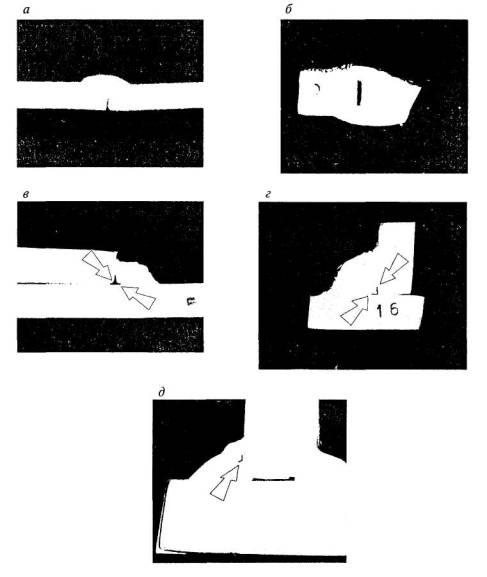
По результатам вскрытия установлено, что наиболее характерными плоскостными внутренними дефектами в сварных соединениях являются непровары. Глубина непровара в стыковых соединениях в значительной мере определяется типом соединения и толщиной свариваемых элементов (рис. 2.4, а, б). В угловых швах технологические непровары встречаются значительно реже и имеют, как правило, меньшую глубину. Обычно непровары располагаются в корне шва по поверхностям свариваемых кромок (рис. 2.4, в, г). Непровары между валиками наплавленного металла встречаются редко (рис. 2.4, д).
Внутренние трещины, как правило, располагаются в корне швов и начинаются от конструктивных непроваров в тавровых (рис. 2.5, а) и от зазоров в нахлесточных соединениях (рис. 2.5, б).
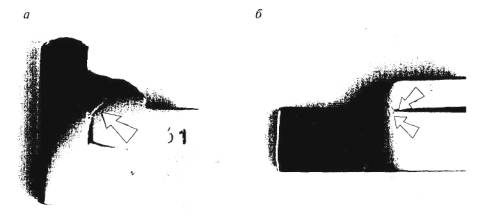
Рис. 2.5. Трещины
Внутренние поры обычно имеют диаметр 0,1 - 2,2 мм (рис. 2.6, а) и хаотично распределяются по объему наплавленного металла.
В односторонних стыковых соединениях, сваренных без разделки кромок, обнаружены «червячные поры». «Червячные поры» диаметром 0,5-3,1 мм располагались вертикально в средней части наплавленного металла и имели длину до 9 мм. Шлаковые включения в стыковых соединениях или являются продолжением непроваров - непровары зашлаковываются (рис. 2.6, б), или располагаются в средней части наплавленного металла (рис. 2.7). Длина шлаковых включений до 4 мм. В угловых швах шлаковые включения, как правило, располагаются в корне шва (рис. 2.6, в, г).
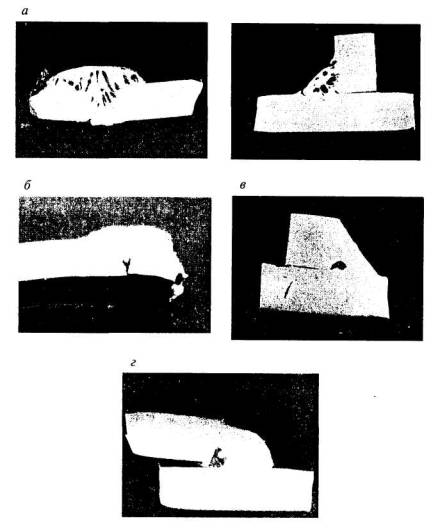
Рис. 2.6. Поры (а) и шлаковые включения в стыковых (б), тавровых (в) и нахлесточных (г) соединениях
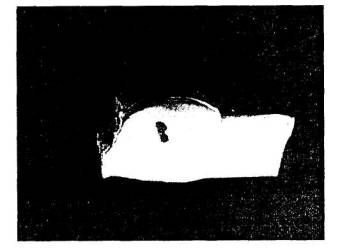
Рис. 2.7. Шлаковое включение, расположенное в средней части шва
В некоторых случаях ширина раскрытия конструктивного непровара в тавровом соединении или зазора в нахлесточном соединении в их начальной части из-за действия усадочных сил увеличивается, и может появиться поверхность, ориентированная перпендикулярно ультразвуковому лучу (рис. 2.8).
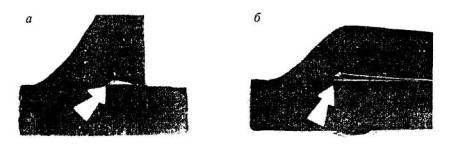
Рис. 2.8. Соединения с увеличенным конструктивным непроваром (а) и зазором (б)
Предварительно сварные соединения контролировались эхо-методом по совмещенной схеме, использовались преобразователи с углами ввода и рабочими частотами, приведенными в табл. 2.1.
Таблица 2.1
Углы ввода и рабочие частоты преобразователей
|
Тип соединения |
Толщина, мм |
Частота, МГц |
Угол ввода, град |
|
Стыковое |
6, 7, 8, 10 |
5,0 |
70 |
|
Тавровое одностороннее |
6, 7, 8, 10, 12 |
5,0 |
65 и 50 |
|
16 |
2,5 |
65 и 50 |
|
|
Тавровое двухстороннее |
12 |
5,0 |
70 и 65 |
|
16 |
2,5 |
65 |
|
|
Нахлесточное |
6, 7, 8, 10 |
5,0 |
65 и 50 |
При контроле сварных соединений характерно систематическое появление эхо-сигналов от внутренних и наружных поверхностей швов. Для исключения возможных ошибок при оценке результатов контроля предлагается изготовлять контрольные образцы, представляющие собой фрагменты контролируемых соединений. В наплавленном металле образцов вблизи поверхностей швов сверлят боковые цилиндрические отверстия диаметром 2-2,5 мм [16]. В процессе контроля рекомендуется сравнивать координаты и положение на экране дефектоскопа эхо-сигналов от дефектов с аналогичными характеристиками эхо-сигналов от боковых цилиндрических отверстий. Изготовление таких образцов достаточно трудоемко и при контроле сварных соединений толщиной до 16 мм нецелесообразно: диаметры отверстий соизмеримы с толщиной сварных соединений и эхо-сигналы от отверстий сложно идентифицировать. При контроле применялся способ настройки длительности развертки дефектоскопа по стандартным образцам предприятия (СОП) в форме пластин, имеющим плоские угловые отражатели (зарубки). Передний фронт строб-импульса дефектоскопа совмещался с передним фронтом максимума эхо-сигнала от «нижнего» отражателя, задний фронт строб-импульса - с задним фронтом максимума эхо-сигнала от «верхнего» отражателя. Сканирование выполнялось по всей длине швов путем последовательного перемещения преобразователя по поверхности сваренных элементов (рис. 2.9). Величина продольного шага сканирования не превышала 3 мм. Перемещение (X) преобразователя в поперечном направлении определяли по СОП.
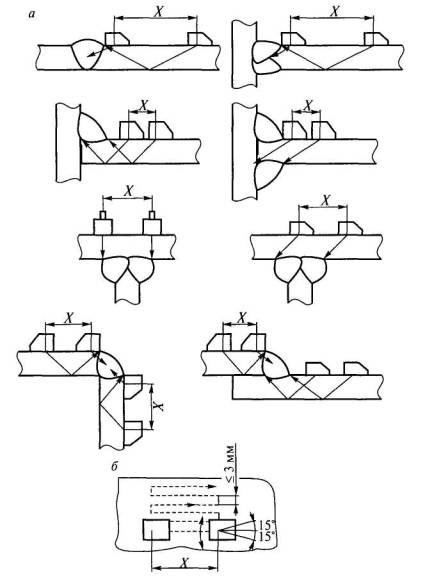
Рис. 2.9. Сканирование:
а - поперечное перемещение преобразователя; б - схема сканирования
При контроле фиксировались эхо-сигналы от предполагаемых дефектов с амплитудами А > А1, где А1 на 8-10 дБ меньше амплитуды, соответствующей эквивалентной площади Sэкв = 2 мм2.
Двухсторонние стыковые соединения дополнительно контролировались зеркально-теневым методом (рис. 2.10). Фиксировались ультразвуковые сигналы с амплитудами А > А2, где А2 на 28 дБ меньше амплитуды, соответствующей ультразвуковому сигналу, прошедшему от генератора к приемнику на пластине, толщина которой равна толщине свариваемых листов.
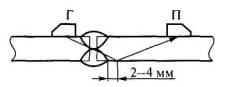
Рис. 2.10. Схема контроля зеркально-теневым методом (Г - генератор, П - приемник)
Контроль стыковых соединений. Наиболее вероятными выявляемыми дефектами являются непровары в корне швов. В односторонних соединениях корневой непровар выявляется прямым лучом и максимум эхо-сигнала от него располагается на переднем фронте строб-импульса (рис. 2.11, а). При толщинах сваренных элементов до 6 мм из-за деформации (подтягивания) соединения эхо-сигнал от непровара может быть смещен влево (рис. 2.11, б). В двухсторонних соединениях непровар в корне шва может быть выявлен как прямым, так и однократно отраженным лучом (рис. 2.11, в). При этом максимум эхо-сигнала от непровара располагается примерно на равных расстояниях от зондирующего импульса и переднего фронта строб-импульса при контроле прямым лучом или примерно на середине строб-им пульса при контроле однократно отраженным лучом. В двухсторонних соединениях непровары в корне шва выявляются значительно хуже, чем в односторонних.
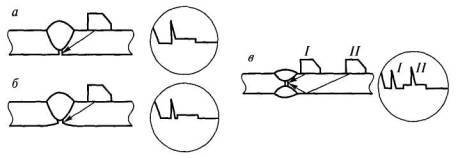
Рис. 2.11. Выявление непроваров в корне швов односторонних (а, б) и двухсторонних (в) стыковых соединений
Внутренние трещины, как правило, располагаются в средней зоне валика наплавленного металла, что позволяет идентифицировать характер обнаруженного дефекта путем измерения его координат. Кроме того, необходимо для оценки типа обнаруженного дефекта как трещиноподобного оценивать изменение амплитуды эхо-сигнала от выявленного дефекта вращательным сканированием.
Признаком обнаружения поверхностной трещины в наплавленном металле сварного соединения является значительное изменение амплитуды эхо-сигнала на экране дефектоскопа на «прощупывание» в месте отражения ультразвукового луча (рис. 2.12).
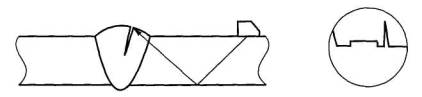
Рис. 2.12. Выявление поверхностной трещины в наплавленном металле (на примере стыкового соединения)
Поры и шлаковые включения характеризуются наличием на экране дефектоскопа импульсов, быстро исчезающих и появляющихся вновь при незначительных смещениях преобразователя. Скоплений пор или шлаковых включений, дающих на экране один эхо-сигнал или группу близко расположенных эхо-сигналов [17], или рыхлот, характеризующихся появлением широкого эхо-сигнала неопределенной формы [17, 18], не обнаружено.
Контроль угловых и тавровых соединений. Контроль угловых и тавровых сварных соединений, выполненных с разделкой кромок, со стороны привариваемого элемента аналогичен контролю стыковых соединений. В односторонних соединениях непровар в корне шва выявляется прямым лучом наклонным преобразователем и максимум эхо-сигнала от него располагается на переднем фронте строб-импульса (рис. 2.13, а).
В двухсторонних соединениях непровар может быть выявлен как прямым, так и однократно отраженным лучом (рис. 2.13, б). В двухсторонних соединениях непровар в корне шва более уверенно выявляется прямым раздельно-совмещенным преобразователем со стороны основного элемента (рис. 2.13, б). В угловых соединениях, у которых элементы свариваются торцевыми поверхностями, непровар выявляется со стороны меньшего катета (рис. 2.13, в).
Тавровые соединения, выполненные без разделки кромок с конструктивными непроварами, целесообразно контролировать со стороны привариваемого элемента: односторонние соединения - однократно отраженным лучом, двухсторонние - прямым лучом. При контроле односторонних соединений максимум эхо-сигнала от технологического непровара располагается на заднем фронте строб-импульса, а при контроле двухсторонних соединений - на переднем фронте строб-импульса (рис. 2.14, а).
Внутренние трещины, как правило, начинаются от зазора между основным и привариваемым элементом. Максимумы эхо-сигналов от трещин могут быть несколько смещены влево или вправо относительно заднего (при контроле односторонних соединений) или переднего (при контроле двухсторонних соединений) фронта строб-импульса (рис. 2.14, б). Так как шлаковые включения обычно располагаются в корневой части шва, расположение максимумов эхо-сигналов от них на экране дефектоскопа аналогично расположению максимумов эхо-сигналов от трещин в корне шва (рис. 2.14, в).
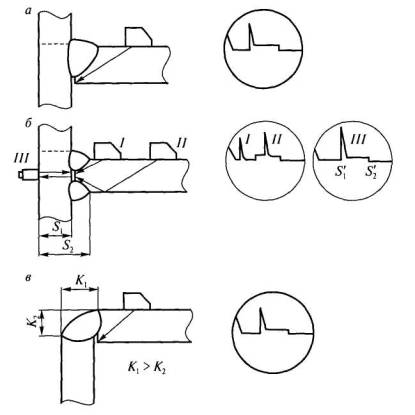
Рис. 2.13. Выявление непроваров в корне швов угловых и тавровых соединений, выполненных с разделкой кромок
Выявление дефектов, расположенных в корне шва, осложняется наличием конструктивных непроваров [19]. Контроль односторонних соединений преобразователями с углами ввода 65, 70° невозможен из-за появления на рабочем участке экрана дефектоскопа мощного ложного эхо-сигнала от нижнего угла привариваемого элемента. Избежать сигнала-помехи можно, если использовать преобразователь с углом ввода 50°. При этом катет шва не позволяет приблизить преобразователь на расстояние, необходимое для появления эхо-сигнала от нижнего угла.
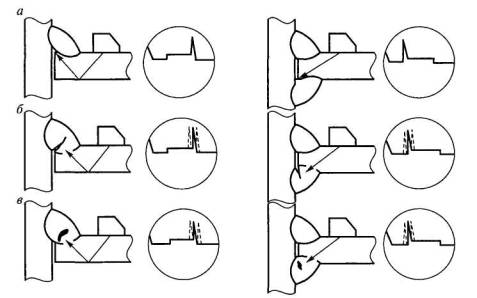
Рис. 2.14. Выявление дефектов в корне швов тавровых соединений, выполненных без разделки кромок
Контроль нахлесточных соединений. Соединения рекомендуется контролировать по схемам, приведенным на рис. 2.15.
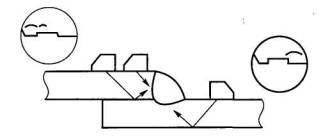
Рис.2.15. Схемы контроля нахлесточных соединений (∩ - зоны эхо-сигналов от дефектов)
Особенностью контроля является наличие эхо-сигналов от поверхности шва при контроле со стороны верхнего элемента. При перемещении преобразователя от шва относительно положения, при котором проводилось озвучивание корня шва, на строб-импульсе появляется эхо-сигнал, соответствующий отражению от поверхности шва (рис. 2.16). Сигнал-помеха практически не «прощупывается».
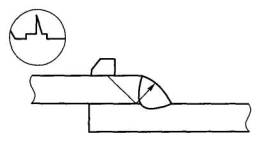
Рис. 2.16. Эхо-сигнал от поверхности шва нахлесточного соединения
Наиболее вероятными выявляемыми дефектами являются непровары в корне швов. Они могут быть выявлены только прямым лучом со стороны верхнего элемента. Максимумы эхо-сигналов от непроваров располагаются на переднем фронте строб-импульса (рис. 2.17, а).
Внутренние трещины, как правило, начинаются от зазора между свариваемыми элементами и могут выявляться как прямым лучом со стороны верхнего элемента, так и однократно отраженным лучом со стороны нижнего элемента (рис. 2.17, б). Максимум эхо-сигнала от трещины, выявленной прямым лучом, располагается на переднем фронте строб-импульса или, что бывает чаще, несколько смещается по экрану влево. Максимум эхо-сигнала от трещины, выявленной однократно отраженным лучом, располагается на заднем фронте строб-импульса или, что бывает чаще, несколько смещается по экрану вправо. Шлаковые включения обычно располагаются в корневой части швов (рис. 2.17, в). При контроле прямым лучом максимумы эхо-сигналов располагаются на переднем фронте строб-импульса или могут быть несколько смещены влево или вправо относительно переднего фронта. При контроле однократно отраженным лучом максимумы эхо-сигналов располагаются на заднем фронте строб-импульса или могут быть несколько смещены влево и вправо относительно заднего фронта. При этом для ликвидации помех, вызванных отражением от поверхностей швов поверхностной волны, целесообразно использовать преобразователи с углом ввода 50°.
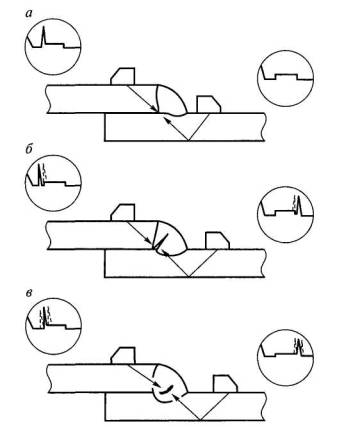
Рис. 2.17. Выявление дефектов в корне швов нахлесточных соединений
Длительность и положение строб-импульса могут быть изменены для срабатывания автоматического сигнализатора при выявлении всех возможных в контролируемом сварном соединении дефектов.
Корреляционные зависимости «амплитуда ультразвукового сигнала - глубина дефекта». Существует достаточно хорошая корреляционная связь между амплитудами эхо-сигналов и глубиной непроваров (рис. 2.18), расположенных в нижней части швов (см. рис. 2.4, а).
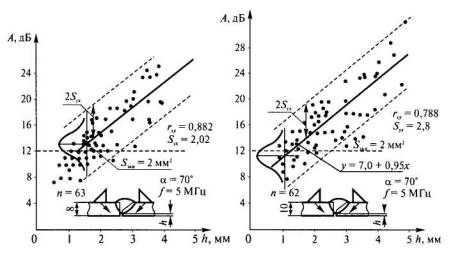
Рис. 2.18. Корреляционные зависимости «амплитуда эхо-сигнала - глубина дефекта» при контроле односторонних стыковых соединений
Непровары, расположенные в средней части швов (см. рис. 2.4, б), эхо-методом выявляются значительно хуже (рис. 2.19, а, б). Амплитуды эхо-сигналов от непроваров уменьшаются, а сигналы-помехи от верхних и нижних усилений швов затрудняют расшифровку.
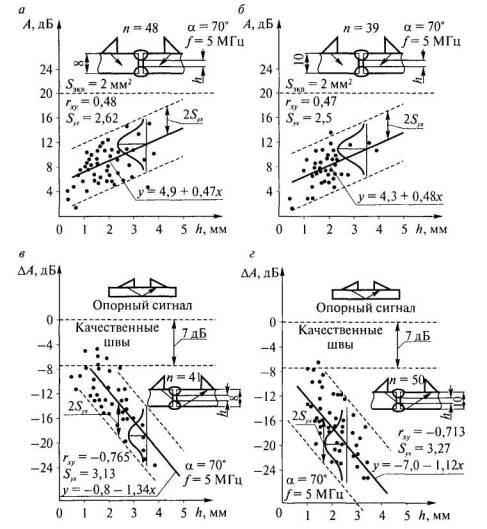
Рис. 2.19. Корреляционные зависимости «амплитуда эхо-сигнала - глубина дефекта» (а, б) и «относительная величина амплитуды - глубина дефекта» (в, г) при контроле двухсторонних стыковых соединений
При зеркально-теневом методе контроля корреляционная связь между величиной амлитуды, соответствующей ультразвуковому лучу, прошедшему сечение шва, и глубиной непровара значительно теснее (рис. 2.19, в, г), чем корреляционная связь между величиной амплитуды эхо-сигнала от непровара и глубиной непровара при эхо-методе. Однако техника проведения ультразвукового контроля зеркально-теневым методом значительно сложнее. Требуются специальные приспособления, обеспечивающие фиксацию преобразователей относительно друг друга. Сложнее обеспечивается акустический контакт преобразователей с поверхностью сканирования, и контроль практически невозможен при смещении свариваемых кромок.
При ультразвуковом контроле угловых швов эхо-сигнал формируется только одной частью непровара: непроваром по поверхности кромки верхнего элемента в нахлесточных и непроваром по поверхности привариваемого элемента в тавровых соединениях. Однако, как показали результаты вскрытия, имеется достаточно тесная корреляционная связь между величинами непроваров, расположенных на разных поверхностях свариваемых кромок (рис. 2.20). Если имеется непровар на одной поверхности, то, как правило, есть непровар и на другой поверхности, причем их величины близки.
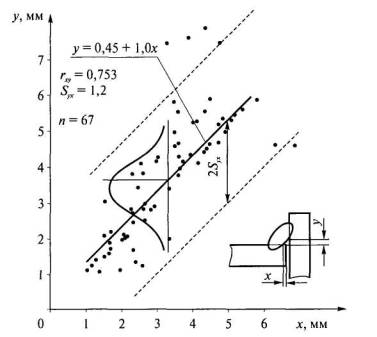
Рис. 2.20. Корреляционная связь между глубинами непроваров в тавровых соединениях
Так как в отличие от стыковых в угловых швах непровары встречаются значительно реже, для анализа топографии непроваров и определения корреляционной зависимости между величиной непровара и амплитудой эхо-сигнала кроме образцов, вырезанных из натурных конструкций или сваренных по штатной технологии, использовались образцы, в которых появление непроваров провоцировалось. Завышалась скорость сварки и применялось специальное манипулирование сварочной горелкой. Корреляционная связь между величинами непроваров в корне шва и амплитудами эхо-сигналов в угловых швах, например в тавровых соединениях, слабая (рис. 2.21). Непровары между валиками в многослойных швах (см. рис. 2.4, д) выявлять не удается.
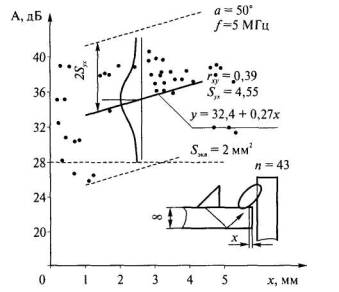
Рис. 2.21. Корреляционная связь «амплитуда эхо-сигнала - глубина дефекта» при контроле односторонних тавровых соединений
2.8. ВЫБОР МЕТОДОВ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
При выборе методов неразрушающего контроля конкретных элементов конструкций необходимо учитывать следующие основные факторы: характер (вид) возможных дефектов и их расположение; возможности методов контроля; виды деятельности, при которых применяется неразрушающий контроль (изготовление, ремонт, техническое диагностирование); формы и размеры контролируемых элементов конструкций; материалы, из которых изготовлены контролируемые элементы; состояние и шероховатость контролируемых поверхностей конструкций.
Рекомендуемые виды (методы) неразрушающего контроля при изготовлении, ремонте и техническом диагностировании сварных конструкций приведены в табл. 2.2.
В зависимости от происхождения дефекты различаются расположением, размерами, формой и средой, заполняющей их полости. Подрезы, наплывы, кратеры, прожоги и свищи являются поверхностными дефектами; непровары, шлаковые включения и расслоения - внутренними дефектами. Трещины, поры и раковины могут располагаться как на поверхности, так и внутри объекта контроля. Трещины, непровары и подрезы являются плоскостными дефектами. Они имеют протяженную форму с различными раскрытием и глубиной. В полости дефектов могут быть окислы, смазка, нагар и другие загрязнения. Для трещин, непроваров и подрезов характерны острые окончания, а для трещин также - резкие очертания. Поры, раковины и часто шлаковые включения - это объемные дефекты, имеющие округлую форму.
Таблица 2.2
Рекомендуемые виды (методы) неразрушающего контроля сварных конструкций
|
Вид деятельности |
Объект контроля |
Контролируемый материал |
Рекомендуемый метод контроля |
|
Изготовление, ремонт |
Основной металл |
Низкоуглеродистые и низколегированные стали |
ВИК, УК |
|
Высокопрочные низколегированные стали |
ВИК, УК, МК, КК |
||
|
Сварные швы |
Низкоуглеродистые и низколегированные стали |
ВИК, УК, РК |
|
|
Высокопрочные низколегированные стали |
ВИК, УК, РК, МК, КК |
||
|
Техническое диагностирование |
Основной металл |
Все стали |
ВИК, МК, УК, АЭ, ВК, КК |
|
Сварные швы |
Все стали |
ВИК, МК, УК, АЭ |
Примечание. Методы неразрушающего контроля: ВИК - визуальный и измерительный, УК - ультразвуковой, РК - радиационный, МК - магнитопорошковый, КК - капиллярный, АЭ - акустико-эмиссионный, ВК - вихретоковый.
При изготовлении и ремонте сварных конструкций из низкоуглеродистых и низколегированных сталей наиболее вероятно появление дефектов в сварных швах: трещин, непроваров, подрезов, пор, раковин, шлаковых включений, наплывов, кратеров, прожогов и свищей. В последнее время в краностроении находят применение высокопрочные низколегированные стали, например, 14Х2ГМ, 14Х2ГМР, 14ХГНМ, 12ГН2МФАЮ. Сварка конструкций из этих сталей сопряжена с резким увеличением вероятности возникновения трещин в сварных швах и околошовных зонах.
Неразрушающий контроль сварных конструкций при техническом диагностировании машин должен быть направлен на выявление трещин в сварных швах и основном металле, возникших в процессе их эксплуатации.
Визуальный и измерительный контроль позволяет выявлять наиболее часто встречающиеся поверхностные дефекты (за исключением дефектов, имеющих размеры до ~0,15 мм), и он является обязательным независимо от видов деятельности, при которых применяется неразрушающий контроль.
Радиационным контролем хорошо выявляются объемные сварочные дефекты, и его целесообразно использовать при контроле сварных швов в процессе изготовления или ремонта конструкций машин.
Ультразвуковой контроль - наиболее универсальный из физических методов неразрушающего контроля. Хорошая выявляемость при ультразвуковом контроле непроваров и трещин, в том числе трещин, возникающих в процессе эксплуатации машин, позволяет широко использовать этот метод контроля как при контроле качества изготовления и ремонта конструкций, так и при оценке их технического состояния в процессе эксплуатации машин.
Магнитопорошковый контроль, как правило, применяется для выявления поверхностных дефектов, не обнаруживаемых при визуальном контроле. Этот метод наиболее эффективен при выявлении поверхностных трещин. Магнитопорошковый контроль может быть использован как при контроле основного металла, так и при контроле сварных швов, причем при контроле сварных швов, как правило, не требуется их дополнительная обработка (обеспечение плавных переходов от наплавленного металла к основному, снятие усиления шва и пр.). Таким образом, магнитопорошковый контроль целесообразно применять при контроле сварных швов и околошовных зон в процессе изготовления или ремонта конструкций из высокопрочных низколегированных сталей, а также при оценке технического состояния конструкций в процессе эксплуатации машин.
Для некоторых элементов конструкций магнитопорошковый контроль не может быть использован, так как при контроле необходима определенная зона для намагничивания и нанесения индикаторных материалов. В этом случае его целесообразно заменить капиллярным или вихретоковым контролем. Однако в этом случае при капиллярном контроле сварных швов требуются по крайней мере обеспечение плавных переходов от наплавленного металла к основному и удаление грубой чешуйчатости сварных швов, а при вихретоковом контроле - снятие усиления швов.
Характерная особенность акустико-эмиссионного метода - возможность обнаружения и регистрации развивающихся дефектов, позволяющая классифицировать дефекты не по размерам, а по степени их опасности, позволяет эффективно его использовать при оценке технического состояния конструкций в процессе эксплуатации машин. Однако следует отметить, что более широкое применение акустико-эмиссионного контроля ограничивается его достаточно сложной технологией, дороговизной оборудования и очень высокими требованиями к квалификации персонала.
ГЛАВА 3
МЕТОДЫ ОЦЕНКИ НОРМ ДОПУСТИМОСТИ ДЕФЕКТОВ
3.1. ОБОСНОВАНИЕ ЕДИНИЦЫ ПРОДУКЦИИ
Для исследования дефектности сварных соединений необходимо использовать понятие единицы продукции. При контроле протяженных сварных швов за единицу продукции принимают наименьший участок шва, который можно контролировать, исправлять и испытывать [1]. Рекомендуется принимать длину единичного участка (ΔL) 100 или 300 мм или рассчитывать по формуле [1, 20]:
ΔL = 10δ,
где δ - толщина свариваемого элемента.
Рассмотрим основные критерии выбора единицы продукции применительно к сварным соединениям конструкций машин.
Возможность контроля. Наименьшая длина участка сварного шва, который можно проконтролировать отдельно от другого участка, определяется возможностями ультразвукового контроля. При контроле сварных соединений толщиной 6-16 мм используют преобразователи с рабочей частотой 2,5 и 5 МГц. При этом ультразвуковой пучок в зависимости от толщины свариваемых элементов и от размеров и конфигурации пьезоэлемента одновременно «охватывает» участок шва протяженностью примерно от 7 до 22 мм. Следовательно, исходя из возможностей применяемых методов неразрушающего контроля протяженность единичного участка должна быть не менее 22 мм.
Возможность исправления. При использовании методов неразрушающего контроля характер внутренней дефектности существенно меняется. Резко уменьшается количество протяженных дефектов, то есть дефектов, имеющих протяженность, превышающую 10-20 мм. Причем с последующим совершенствованием технологии и повышением культуры производства следует ожидать дальнейшего уменьшения количества протяженных дефектов. Как показывает практика исправления дефектных швов, протяженность вскрываемого и перевариваемого участка при устранении единичного дефекта не превышает 36-40 мм.
Возможность испытания. Сварные соединения конструкций представляют собой группу сварных элементов, степень нагруженности которых определяется прежде всего их расположением в конструкции. Поданным динамического тензометрирования конструкций нагруженность сварного соединения может существенно меняться по его длине [4]. Таким образом, принимая во внимание нагруженность сварного соединения, протяженность единичного участка должна быть минимальной.
Исходя из вышеизложенного протяженность единичного участка целесообразно выбрать равной 40 мм.
3.2. ОПРЕДЕЛЕНИЕ МАЛОЗНАЧИТЕЛЬНЫХ ДЕФЕКТОВ
Нецелесообразно производить углубленные исследования дефектов, которые редко встречаются или не оказывают существенного влияния на усталостную прочность сварных соединений, то есть являются малозначительными [2, 21]. Факторы распространенности и влияния на усталостную прочность являются основными факторами, определяющими опасность дефектов. Следует отметить, что эти факторы связаны между собой. Наличие в сварном соединении достаточно большого количества дефектов, в отдельности не опасных, может привести к резкому снижению прочности соединения. Кроме распространенности и влияния на несущую способность следует учитывать возможность предотвращения дефектов. Дефект, который трудно предотвратить, является более опасным.
Распространенность дефектов. Проведенные автором исследования позволили получить значения долей дефектности q (отношение количества элементов nд, содержащих данный вид дефекта, к общему количеству проконтролированных элементов nд по наиболее встречающимся дефектам для ряда заводов, изготовляющих сварные конструкции. Данные получены для благоприятных производственных условий (условия изготовления конструкций, поступающих на испытания; условия, позволившие достигнуть качественного изготовления сварных соединений на отдельных конструкциях). Следует отметить, что при неблагоприятных производственных условиях (применение некачественных сварочных материалов, ускорение работ в связи с угрозой невыполнения плановых заданий и т.д.) значения долей дефектности могут быть значительно больше. Однако при нормировании дефектности необходимо ориентироваться на оптимальные возможности сварочного производства.
Анализ долей дефектности позволяет сделать вывод, что прожоги, кратеры, свищи, шлаковые включения и цепочки пор в сварных соединениях грузоподъемных машин встречаются редко. Достигнутые значения долей дефектности qд по этим видам дефектов не превышают 0,1 %. Более часто встречаются наплывы (qд ≤ 0,96 %) и единичные поры и раковины (qд ≤ 0,45 %). Наиболее распространенными сварочными дефектами являются непровары в стыковых соединениях (qд ≤ 2,6 %) и подрезы (qд ≤ 4,8 %). Технологические непровары в угловых швах встречаются значительно реже (qд ≤ 0,3 %). Кроме того, при контроле соединений, сваренных с соблюдением технологического процесса, не отмечалось элементов, в которых близкое расположение пор и шлаковых включений могло привести к снижению несущей способности соединений.
Влияние дефектов на усталостную прочность. Шлаковые включения, в том числе и имеющие максимально возможные в сварных соединениях конструкций грузоподъемных кранов, подъемников (вышек) и другого оборудования размеры, и поры, как правило, не оказывают существенного влияния на усталостную прочность соединений [5, 22, 23]. Наплывы также практически не снижают характеристик выносливости сварных соединений [24]. Подрезы и непровары являются плоскостными дефектами, и их влияние очень значительно [22, 25-27].
Таким образом, принимая во внимание распространенность и влияние дефектов на усталостную прочность сварных соединений, можно сделать вывод, что наиболее опасными сварочными дефектами являются непровары в стыковых соединениях и подрезы. Аналогичный результат в отношении подрезов получен и при исследовании сварных соединений несущих систем сельскохозяйственных машин [28].
Кроме того, оптимальное проектирование и высокий уровень подготовки сварочного производства не гарантируют отсутствия непроваров и подрезов. Причиной появления данных дефектов могут быть нарушения режимов сварки, которые полностью исключить невозможно. Следовательно, углубленный анализ влияния основных конструктивно-технологических факторов качества на вероятность появления и размеры таких дефектов, как технологические непровары в угловых швах, поры, шлаковые включения, прожоги, кратеры, свищи и наплывы, при обосновании норм допустимости дефектов нецелесообразен.
3.3. ВЛИЯНИЕ ОСНОВНЫХ КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИХ ФАКТОРОВ КАЧЕСТВА НА ВЕРОЯТНОСТЬ ПОЯВЛЕНИЯ И РАЗМЕРЫ ДЕФЕКТОВ
Стабильный технологический процесс нецелесообразно изменять в зависимости от эксплуатационных требований, предъявляемых к различным изделиям. В связи с этим большинство норм допустимых дефектов, используемых в различных отраслях, являются технологическими, то есть нормы ориентированы прежде всего на возможности сварочного производства.
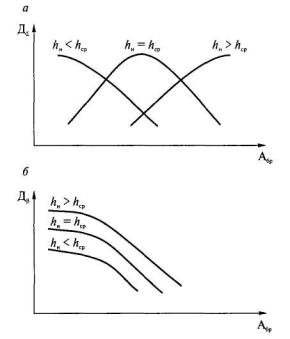
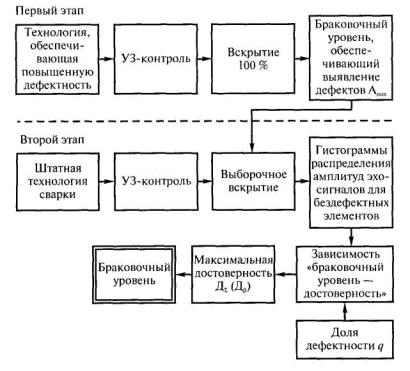
Для обоснования технологических требований к нормам допустимости дефектов требуется определение достигнутого уровня качества сварных конструкций (или уровня качества, который может быть достигнут). Такую «картину качества» можно представить в виде диаграмм (или таблиц) частот появления дефектов и гистограмм их распределения по размерам [26, 27].
Как показали результаты исследований, вероятность появления подрезов в значительной мере зависит от типа соединения и толщины свариваемых элементов и практически не зависит от положения свариваемых элементов в процессе сварки, а также от формы разделки кромок свариваемых элементов. Так как технологическими процессами предусматривается и сварочной оснасткой обеспечивается сварка стыковых соединений, как правило, в нижнем положении, при исследовании непроваров в стыковых соединениях фактор «положение свариваемых элементов в процессе сварки» не рассматривался. В результате исследований установлено, что на вероятность появления непроваров существенное влияние оказывают тип соединения и толщина свариваемых элементов. Основным фактором, влияющим на частоту появления подрезов, является толщина свариваемых элементов. С увеличением толщины свариваемых элементов вероятность появления подрезов резко увеличивается. Это связано с тем, что с увеличением толщины свариваемых элементов сварка проводится на режимах с большим сварочным током, что увеличивает вероятность появления подрезов. Частота появления непроваров при увеличении толщины свариваемых элементов также увеличивается, но на возможность обеспечения полного проплавления свариваемых элементов наряду с режимом сварки также оказывают влияние другие факторы: подготовка кромок свариваемых элементов, наличие подкладной пластины, одностороннее или двухстороннее сварное соединение.
Усталостная прочность сварных соединений, имеющих дефекты типа подрезов и непроваров, определяется в основном глубиной дефектов [22, 26]. Полученные гистограммы (рис. 3.1) позволяют сделать вывод, что распределение глубин подрезов хорошо описывается экспоненциальным законом. Характер распределения глубин непроваров, расположенных в корне шва (рис. 3.2), определяется типом применяемого сварного соединения. При односторонней сварке без разделки кромок распределение глубин непроваров может быть описано нормальным законом, при односторонней сварке с разделкой кромок - логарифмически нормальным и при двухсторонней сварке без разделки кромок - распределением Вейбулла.
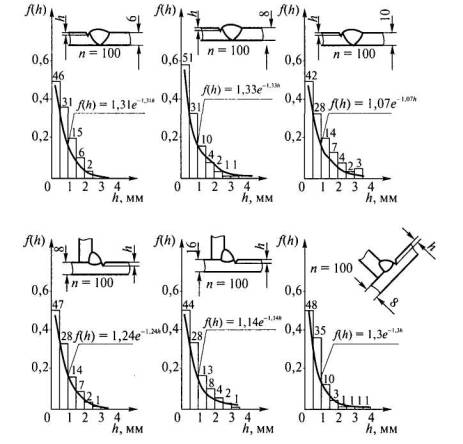
Рис. 3.1. Распределение глубин подрезов
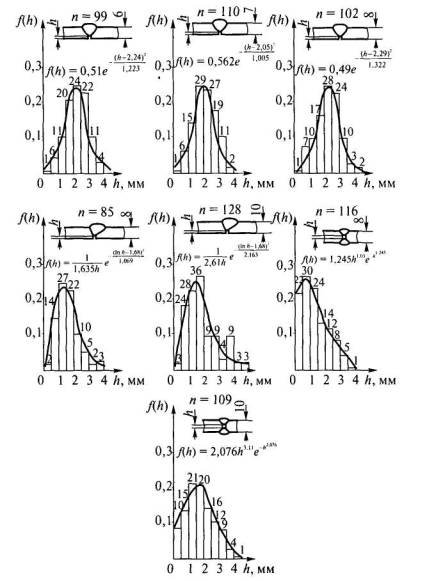
Рис. 3.2. Распределение глубин непроваров в стыковых сварных соединениях
Из анализа полученных данных можно сделать вывод, что с увеличением толщины свариваемых элементов наряду с увеличением долей дефектности по подрезам и непроварам увеличивается вероятность появления подрезов и непроваров, имеющих большую глубину. Это, как и в отношении вероятности появления дефектов, связано с тем, что с увеличением толщины свариваемых элементов сварка проводится на режимах с большим сварочным током, что увеличивает вероятность появления подрезов, имеющих большую глубину, и при больших толщинах сложнее обеспечить полный провар свариваемых элементов, вследствие чего увеличивается вероятность появления более глубоких непроваров. На глубину непроваров также оказывают влияние другие факторы: снятие кромки, наличие подкладной пластины, одностороннее или двухстороннее сварное соединение.
3.4. ОЦЕНКА ВЛИЯНИЯ ДЕФЕКТОВ НА НЕСУЩУЮ СПОСОБНОСТЬ СВАРНЫХ СОЕДИНЕНИЙ
Влияние дефектов на усталостную прочность сварных соединений многократно исследовалось [22, 23, 26, 27, 29, 30]. В настоящее время при оценке влияния дефектов на несущую способность сварных соединений нашли применение: метод прямого эксперимента; метод, использующий аппарат механики разрушения; метод концентрации напряжений. Каждый из методов имеет свои достоинства, недостатки и пределы применимости. Метод прямого эксперимента предусматривает прямое испытание сварных соединений с дефектами. Это основной метод накопления экспериментальных данных о влиянии дефектов на несущую способность сварных соединений. Исследования опасности дефектов основаны на прямых испытаниях сварных соединений с естественными или искусственными дефектами сварки. Преимуществом данного метода является возможность оценки опасности практически всех возможных видов дефектов. Экспериментальная оценка сводится, как правило, к определению предела выносливости сварного соединения в зависимости от типа, размеров и взаимного расположения в нем дефектов. Этот метод вследствие неповторимости однотипных дефектов по геометрической форме и расположению их в сварном шве не позволяет получить обобщенную оценку работоспособности сварных соединений с дефектами. Кроме того, для оценки влияния конкретного дефекта на усталостную прочность сварного соединения требуется выполнить большой объем работ, в том числе долговременных испытаний [24, 31-33]. Вследствие этого применение метода прямого эксперимента достаточно ограничено.
Достижения механики разрушения в части оценки роста трещин позволяют для плоскостных (трещиноподобных) дефектов, к которым относятся подрезы и непровары, применить аппарат механики разрушения [34-40]. Объясняется это следующим: уровень напряжений в машиностроительных конструкциях, работающих при переменных нагрузках, существенно ниже предела текучести металла; многолетний опыт изучения изломов усталостного многоциклового разрушения показал, что основным характерным признаком этих изломов является практически полное отсутствие пластической деформации в поперечном сечении излома, что, в свою очередь, свидетельствует о протекании процесса разрушения в условиях плоской деформации; сварочные дефекты типа непроваров и подрезов являются предельно острыми концентраторами, и инкубационный период зарождения усталостной трещины от них составляет менее нескольких процентов от общей долговечности образца с концентратором, причем острота окончания непровара практически не зависит от зазора между свариваемыми элементами. Таким образом, напряженное состояние, например, у концов плоскостных (трещиноподобных) дефектов может быть описано характеристикой, используемой в механике разрушения, а именно коэффициентом интенсивности напряжений K. Формулы механики разрушения для вычисления коэффициента интенсивности напряжений составляются в предположении упругой деформации в сварных соединениях. Оценка влияния дефекта сводится, как правило, к определению предела выносливости сварного соединения, содержащего данный плоскостной (трещиноподобный) дефект.
Элементы конструкций машин в течение нормативного срока эксплуатации могут испытывать более 106 циклов нагружения [4, 22]. Для данных элементов не допускается возможность подрастания трещины от дефекта, так как начавшая расти трещина может увеличиться до недопустимо опасных размеров [26]. Зависимость предела выносливости соединения σгд от величины трещиноподобного дефекта может быть определена по формуле [34]:
![]()
где ΔKtho - размах порогового коэффициента интенсивности напряжений при отнулевом цикле нагружения;
R - характеристика цикла;
γ - численный коэффициент, полученный из экспериментальных данных, γ = 0,75;
h - глубина дефекта (для консервативной оценки принимается h = const);
С - численный коэффициент, значение которого зависит от формы и расположения дефекта по отношению к силовому потоку.
Разброс значений предела выносливости целесообразно определять, принимая во внимание разброс значения коэффициента интенсивности напряжений, то есть S(σгд) = f[S(ΔKtho)].
Значения численного коэффициента С для наиболее распространенных сварных соединений и дефектов известны [41].
Учитывая, что величину и характер распределения остаточных напряжений в сварных конструкциях прогнозировать сложно, зависимости σ-1д = f(h) целесообразно рассчитывать с учетом максимально возможных (предельных) растягивающих напряжений: σост = σт.
Влияние остаточных напряжений учитывается изменением характеристики цикла [41]:
R = (σт - Δσ)/σт,
где σт - предел текучести;
Δσ - размах действующих напряжений.
Для получения консервативной оценки влияния дефектов на предел выносливости соединений (рис. 3.3) расчеты проведены для стали 10ХСНД. Из широко применяемых при изготовлении конструкций машин низколегированных сталей данная сталь имеет максимальную величину предела текучести σт = 390 МПа. Известно пороговое значение коэффициента интенсивности напряжений для околошовной зоны сварных соединений из стали 10ХСНД, выполненных полуавтоматической сваркой в среде углекислого газа:
(ΔKtho)cp = 9,2 МПа м1/2, S(ΔKtho) = 1,04 МПа м1/2 [42].
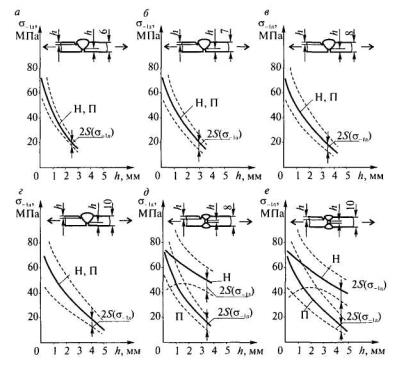
Рис. 3.3. Влияние дефектов на предел выносливости односторонних (а, б, в, г) и двухсторонних (д, е) стыковых соединений (П - подрезы, Н - непровары)
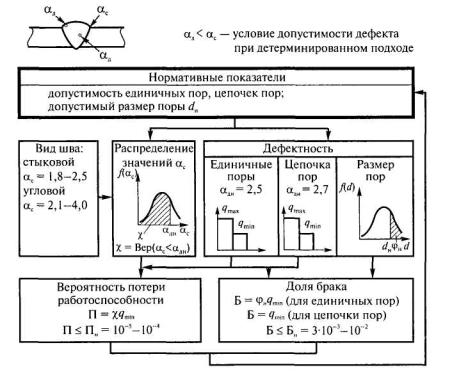
Более обобщенные результаты по оценке влияния дефектов на работоспособность сварных соединений по сравнению с методом прямого эксперимента, так же как метод, использующий аппарат механики разрушения, дает подход, основанный на изучении концентрации напряжений в зоне расположения дефектов. Этот метод применим для оценки влияния на несущую способность сварных соединений объемных дефектов - пор и округлых шлаковых включений [43]. В общем случае концентрация напряжений характеризуется теоретическим коэффициентом концентрации as, равным отношению максимального напряжения в зоне концентрации напряжений к номинальному напряжению при упругой деформации в предположении, что материал отвечает условиям сплошной однородной среды. Метод концентрации напряжений основывается на положении, что разрушение происходит от концентраторов, у которых коэффициент концентрации напряжений в упругой зоне максимален. При таком подходе все дефекты в сварном шве рассматриваются как концентраторы напряжений и при оценке их опасности должны быть сопоставлены теоретические коэффициенты концентрации напряжений от дефектов и формы сварного шва. Установлено [43], что концентрация напряжений, вызванная формой шва, может оказывать на работоспособность сварных соединений более сильное влияние, чем концентрация от расположенных внутри дефектов - несплошностей. На этом основании предложено [43] оценку допустимости дефектов в сварных швах производить сопоставлением теоретических коэффициентов концентрации напряжений от формы сварного соединения (шва) aс и от внутренних дефектов aд. Если по результатам неразрушающего контроля величина коэффициента концентрации напряжений выявленного дефекта aд <aс, то работоспособность конструкции будет определяться формой шва (соединения). В этом случае выявленный дефект не является опасным для конструкции. В работах [43, 44] приведены значения а для единичных дефектов простой конфигурации и для отдельных сочетаний и взаимного расположения дефектов.
Известен ряд зависимостей для определения теоретического коэффициента концентрации напряжений as, например, формулы, предложенные Г. Нейбером [45], Г.П. Турмовым [46], Г.А. Николаевым [47], В.А. Кархиным [48], Д.И. Навроцким [49], Н.Н. Афанасьевым [50] и Ю.А Шиманским [51]. В работе [4] выбор конкретных формул для определения as производили на основании сравнения значений теоретических коэффициентов концентрации напряжений, полученных расчетным путем, с экспериментальными значениями, полученными поляризационно-оптическим методом на моделях. Сравнение теоретических значений as, определяемых расчетом по формулам различных авторов, с экспериментальными показало, что для стыковых соединений наименьшее отклонение (15%) расчетного значения as по сравнению с экспериментальным получено по формуле (3.1), предложенной Ю.А. Шиманским:
as = l + (g / ρ)1/2sin ω, (3.1)
где g - высота выступа;
ρ - радиус концентратора;
ω - угол наклона торцевой кромки.
Для угловых швов нахлесточных и тавровых соединений наименьшее отклонение (9 %) получено по формуле (3.2), предложенной Н.Н. Афанасьевым:
as = 1,6 - 0,2а + l / [7a1/2(l + l/μ + 0,4al/3]; (3.2)
а = ρ / δ;
μ = g / δ,
где 2δ - толщина элемента.
Таким образом, для количественной оценки теоретических коэффициентов концентрации напряжений в сварных конструкциях целесообразно использовать формулы (3.1) и (3.2).
Для единичной сферической поры теоретические решения [43] дают значение aд = 2,0, что подтверждено экспериментально на оптических моделях. Удлиненная газовая полость в виде сфероида с соотношением осей 1:3, расположенная поперек силового потока, вызывает повышенную (aд = 2,5) концентрацию напряжений по сравнению со сферической порой [43, 44]. В случае, когда сферическая пора выходит на поверхность сварного шва, концентрация напряжений также повышается (aд = 2,5) [43, 44]. Анализ экспериментальных эпюр распределения напряжений показал, что концентрация напряжений локализуется вблизи поры на участке, равном радиусу поры [44]. Поэтому можно принять, что взаимное влияние двух пор начинает проявляться при расстоянии между порами, меньшем или равном радиусу поры. Так концентрация напряжений от цепочки пор при расстоянии между порами, равном одной трети радиуса поры, увеличивается до aд = 2,1 - 2,3. При этом минимально допустимое расстояние между порами следует назначать в долях от диаметра меньшей, а не большей поры, как часто принято в существующих нормативных документах. Значительного влияния глубины залегания цепочки пор на концентрацию напряжений автором работы [44] не обнаружено. Вместе с тем уменьшение расстояния до свободной поверхности приводит к возрастанию максимальной концентрации напряжений на контуре поры в близлежащей к свободной поверхности точке. Концентрация напряжений составляет: aд = 2,1 - при глубине залегания цепочки пор, равной диаметру поры; aд = 2,7 - при глубине залегания цепочки пор, равной радиусу поры. Учитывая, что поры, как правило, не имеют правильной сферической формы, могут располагаться произвольно по сечению шва и возможно расположение пор в непосредственной близости друг от друга, целесообразно принять коэффициент концентрации напряжений, вызванных пористостью aд, равным максимальным значениям: aд = 2,5 (для единичных пор), aд = 2,7 (для цепочки пор).
3.5. ТЕХНОЛОГИЧЕСКИЕ И ЭКСПЛУАТАЦИОННЫЕ НОРМЫ ДОПУСТИМОСТИ ДЕФЕКТОВ
Проведение контроля возможно при наличии документации, содержащей нормы допустимости дефектов. В общем случае назначение норм - гарантировать необходимые прочностные свойства сварных соединений и оказывать дисциплинирующее воздействие на технологию сварки. Различают технологические и эксплуатационные нормы допустимости дефектов [2, 26, 52]. Технологические нормы ориентированы на возможности технологического процесса и практически всегда превышают требования по прочности. Эксплуатационные нормы являются расчетными, то есть они связаны с ожидаемой опасностью дефектов при эксплуатации конструкций и базируются на теоретических знаниях и экспериментальных данных о влиянии дефектов на несущую способность сварных соединений. В англоязычной литературе используются аналогичные по смыслу понятия: для технологических норм - «good workmanship», для эксплуатационных - «fitness for purpose».
Большинство существующих норм дефектности, в том числе на конструкции дорожно-строительных, подъемно-строительных, горно-транспортных, сельскохозяйственных и других машин, являются технологическими. Это связано с тем, что оценить влияние дефектов на работоспособность сварных соединений сложно, так как оно зависит от большого количества различных конструктивных, технологических и эксплуатационных факторов, из которых основными являются: тип и размеры сварного соединения; вид, конфигурация и расположение дефекта; характер и величина действующих нагрузок, уровень остаточных (сварочных) напряжений.
Эксплуатационные нормы могут быть разработаны на основе достаточно сложных и трудоемких экспериментов и расчетов. При расчетах в ряде случаев размер безопасного дефекта может оказаться неестественно большим и он не может быть указан как нормативно-допустимый. Если эксплуатационные требования допускают более крупные дефекты, чем технологические, то нормы следует устанавливать, учитывая технологические требования, иначе это может привести к снижению культуры производства и более высокой вероятности появления брака в ответственных соединениях. В других случаях, которые встречаются достаточно редко, безопасные размеры дефектов могут оказаться настолько малы, что рассчитывать на обычное качество изготовления сварных конструкций нецелесообразно. В этом случае необходимо предусмотреть организационно-технические мероприятия по повышению качества технологического процесса, введение, как правило, 100 %-ного контроля и исправление дефектных участков с обязательным последующим контролем. Обоснование норм допустимости дефектов только исходя из технологических требований, когда опасность дефектов не оценивается и интуитивно применяются излишне большие «запасы прочности», как правило, приводит к излишнему ужесточению норм. Следовательно, при обосновании необходимо комплексно использовать как технологические, так и эксплуатационные требования.
3.6. ВЕРОЯТНОСТНЫЕ МОДЕЛИ ОЦЕНКИ НОРМ ДОПУСТИМОСТИ ДЕФЕКТОВ
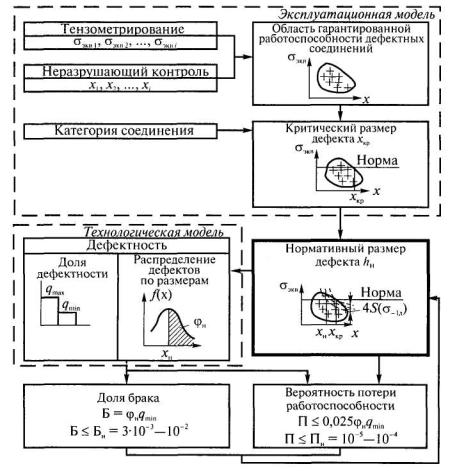
При оценке норм допустимости дефектов целесообразно использовать вероятностные модели, которые позволяют количественно рассчитать вероятность появления дефектов (технологическая модель) и вероятность их влияния на прочность сварных соединений (эксплуатационная модель) [1, 2]. Соответственно рассматриваются две вероятностные характеристики дефектов:
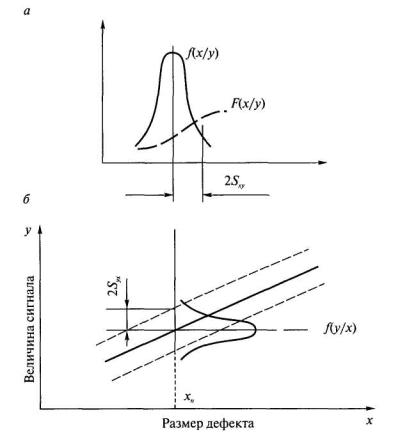
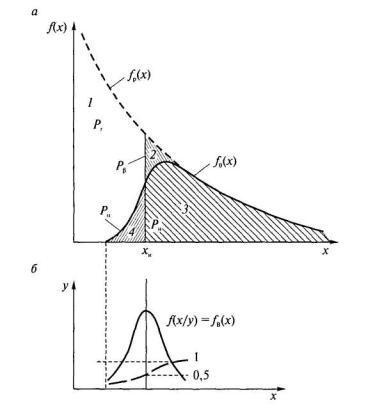
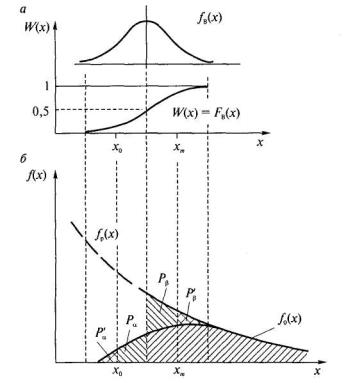
φ(х) = φ - вероятность появления (из общего числа дефектных участков) участков с дефектами, имеющими размеры X, больше некоторого нормативного уровня хн (рис. 3.4, а);
ψ(х) = ψ - вероятность потери прочности Y соединения ниже некоторого нормативного уровня Y= ун из-за наличия дефектов размером х (рис. 3.4, б).
Условия расчета норм по каждой модели:
φ = Вер (X > хн) < φн - технологическая модель;
ψ = Вер (Y < ун) < ψн - эксплуатационная модель,
где φн, ψн - нормативные значения φ и ψ.
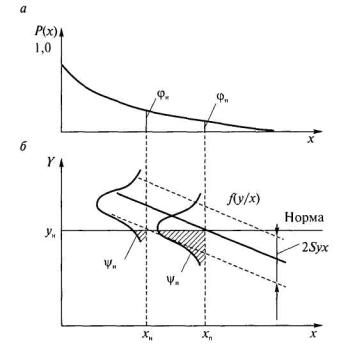
Рис 3.4. Вероятностные модели определения нормативного хн и порогового хп размеров дефекта:
а - вероятность появления дефектов; б - регрессия влияния дефектов на прочность Y соединения
Влияние дефектов размером X на прочность Y выражается регрессией Y=f(X), а также условным распределением f(у/x). Пересечение линии регрессии и нормативного уровня прочности сварного соединения ун соответствует так называемому пороговому размеру хп дефекта. Для Х = хп вероятность влияния дефекта на прочность ψп = 0,5.
Для оценки норм допустимости дефектов рекомендуется использовать понятия их запаса по размеру ηх и по вероятности ηвер
ηх = хп/ хн;
ηвер = φп ψп/φн ψн = 0,5 φп/φн ψн.
В случае, когда ηх > 5 - 10 и ηвер > 10 - 50, нормы условно считают технологическими, в противном случае нормы эксплуатационные. Однако предложенная оценка норм только характеризует опасность влияния дефектов нормативных размеров относительно пороговых. Предлагается при разработке норм допустимости дефектов в сварных соединениях на основе вероятностных моделей оценивать показатели, которые напрямую связаны с интересами потребителя (вероятность потери работоспособности) и производителя (доля брака) [27, 52].
Вероятность потери работоспособности из-за наличия дефектов определяется по формуле
П = φн ψнq.
В соответствии с требованиями, предъявляемыми к деталям (элементам конструкций) автомобильного, железнодорожного и морского транспорта, сельскохозяйственных, горных, дорожностроительных и подъемно-транспортных машин, величина П не должна быть более 10-5 - 10-4 [53, 54].
Ожидаемая доля брака Б может быть рассчитана по формуле
Б = φнq.
Исследования, проведенные в МГТУ им. Н.Э. Баумана, показали, что оптимальные доли брака при изготовлении сварных конструкций (при отсутствии причин, вызывающих повышенный уровень дефектности) составляют (2-7)·10-2 [1].
Эти данные получены при контроле сварных элементов длиной 300 мм. Учитывая, что в условиях стабильного производства преобладают единичные дефекты и вероятность забраковки элемента из-за наличия двух и более дефектов, как показали исследования, не превышает 10-5, можно предположить, что при длине элементов 40 мм доля брака уменьшается в 7,5 раза (ΔL300/ΔL40 = 300/40 = 7,5). Следовательно, при использовании единичных участков протяженностью 40 мм приемлемый уровень брака, который может быть взят за нормативное значение доли брака Б, составляет 3·10-3 - 10-2.
3.7. МЕТОДЫ ОБОСНОВАНИЯ НОРМ ДОПУСТИМОСТИ ДЕФЕКТОВ
Обобщенная схема обоснования норм допустимости дефектов представлена на рис. 3.5. Для формирования технологических требований к нормам допустимости дефектов по результатам неразрушающего контроля и выборочного вскрытия как эталонного метода определяется «картина качества», которая отражает достигнутый уровень качества сварных конструкций (или уровня, который может быть достигнут). «Картина качества» представляется в виде диаграмм (или таблиц) распределения дефектов по видам и законов (гистограмм) их распределения по размерам. При этом на частоту появления и размеры непроваров в стыковых соединениях и подрезов как значительных дефектов (часто встречаются, оказывают существенное влияние на несущую способность соединений, и их появление трудно предотвратить) необходимо оценить влияние таких факторов, как тип сварного соединения и толщина свариваемых элементов.
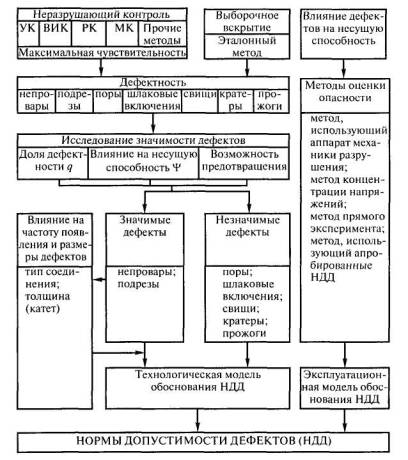
Рис. 3.5. Обобщенная схема обоснования норм допустимости дефектов
Для формирования эксплуатационных требований к нормам допустимости дефектов необходимо оценить влияние дефектов на работоспособность сварных соединений. Для оценки опасности непроваров и подрезов как плоскостных (трещиноподобных) дефектов целесообразно применить метод, использующий аппарат механики разрушения (табл. 3.1).
Таблица 3.1
Выбор метода обоснования норм допустимости дефектов в зависимости от типов и видов дефектов
|
Типы дефектов |
Виды дефектов |
Метод обоснования норм допустимости дефектов |
|
1 |
2 |
3 |
|
Плоскостные |
Непровары, подрезы |
Метод, использующий аппарат механики разрушения; метод прямого эксперимента; метод тензометрирования; метод использования апробированных норм |
|
Объемные |
Поры |
Метод концентрации напряжений; метод прямого эксперимента; метод тензометрирования; метод использования апробированных норм |
|
Сложной формы |
Шлаковые включения, свищи, кратеры, прожоги, наплывы |
Метод прямого эксперимента; метод тензометрирования; метод использования апробированных норм |
Применение метода концентрации напряжений корректно для оценки опасности таких объемных дефектов, как поры. Шлаковые включения, хотя и являются объемными дефектами, могут иметь острые края. Таким образом, по наибольшему количеству встречающихся дефектов, имеющих сложную форму: шлаковых включений, свищей, кратеров, прожогов и наплывов, - необходимо использование метода прямого эксперимента, преимуществом которого является возможность оценки опасности практически всех возможных видов дефектов. Однако для оценки влияния конкретного дефекта на усталостную прочность сварного соединения методом прямого эксперимента требуется выполнение большого объема дорогостоящих испытаний.
Наиболее достоверную информацию о влиянии дефектов на работоспособность можно получить на основе анализа отказов в эксплуатации или ускоренных испытаний конструкций. Однако получить эту информацию сложно. В первом случае необходимо проводить контроль большого количества сварных конструкций и создать систему сбора и обработки информации об их отказах. Во втором случае для определения корреляционной зависимости «несущая способность - дефектность» потребовалось бы проведение большого количества дорогостоящих испытаний конструкций. Разработан метод обоснования норм допустимости дефектов на основе данных тензометрирования конструкций. При этом эксплуатационная модель не использует корреляционную зависимость «прочность - дефектность», а базируется на информации о дефектности элемента, проработавшего при определенных нагрузках заданное время без разрушения. Данный метод может быть использован для различных дефектов.
Учитывая, что технологические нормы обеспечивают достаточно высокую работоспособность сварных соединений, они могут быть использованы при консервативной оценке эксплуатационных требований к нормам допустимости дефектов. При этом целесообразно снять требования к устранению дефектов, которые не оказывают существенного влияния на работоспособность сварных соединений. Выбор норм допустимости дефектов должен исходить из требования, чтобы они не отличались по возможности для одних и тех же типов сварных соединений в различных типах машин. В конструкциях одного типа машин могут быть как более, так и менее нагруженные швы по сравнению со швами сварных соединений другого типа машин. При разработке рекомендуемых норм допустимости дефектов целесообразно провести анализ апробированных норм допустимости дефектов, и так как запасы прочности сварных конструкций достаточно велики, за основу взять наиболее «мягкие» [52]. Данный метод можно назвать «методом использования апробированных норм», он может быть использован для обоснования допустимости различных дефектов. При этом целесообразно введение категорий сварных соединений, позволяющих учесть характер действующих на сварное соединение нагрузок в процессе эксплуатации машины.
Схема обоснования норм допустимости дефектов (непроваров и подрезов) на основе применения аппарата механики разрушения представлена на рис. 3.6. Для формирования технологических требований к нормам допустимости дефектов на частоту появления и размеры непроваров в стыковых соединениях и подрезов как значительных дефектов необходимо оценить влияние основных конструктивно-технологических факторов.

Рис. 3.6. Схема обоснования норм допустимости дефектов на основе применения аппарата механики разрушения
Показателем нагруженности изделий, испытывающих случайный режим нагружения и работающих в области многоцикловой усталости, рекомендуется использовать величину эквивалентного (приведенного) напряжения σэкв, дающего на принятой базе такую же повреждаемость, что и реальный спектр нагружения. В случае если σ-1д и σэкв представляют собой амплитуды симметричных циклов, дающих одинаковую повреждаемость на базе 2·106, величина σ-1д на зависимостях σ-1д = f(h) (см. рис. 3.3) может быть заменена на величину σэкв. Для повышения экономичности сварочного производства целесообразно введение категорий сварных соединений в зависимости от показателя нагруженности σэкв [28]. Предложены следующие категории: 1-я - σэкв>60 МПа; 2-я - 60 Мпа≥σэкв>40 МПа; 3-я - 40 МПа≥σэкв>20 МПа; 4-я - σэкв ≤ 20 Мпа (рис. 3.7). На примере стыковых соединений (табл. 3.2) видно, что принятые нормативные уровни нагруженности реализуют удобные для выбора нормативных значений глубин hн непроваров и подрезов пороговые значения hп. Для соединений 1-й категории наличие дефектов даже малых величин - 0,5-1,0 мм приводит к недопустимому снижению их несущей способности. Таким образом, дефекты в данных соединениях недопустимы.
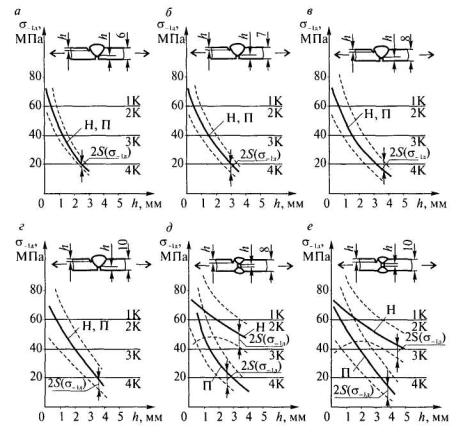
Рис. 3.7. Категории качества односторонних (а, б, в, г) и двухсторонних (д, е) стыковых соединений (П - подрезы, Н - непровары, К - категории)
В соединениях 2, 3 и 4-й категории в зависимости от типа соединения и толщины свариваемых элементов реализуются различные пороговые значения hп глубин дефектов. Нормативные величины (табл. 3.2) выбраны таким образом, чтобы при достигнутом уровне дефектности вероятность потери работоспособности П и ожидаемая доля брака Б не превышали 10-5 - 10-4 и 3·10-3 - 10-2 соответственно.