МИНИСТЕРСТВО СЕЛЬСКОГО ХОЗЯЙСТВА РОССИЙСКОЙ ФЕДЕРАЦИИ
МОНТАЖ, ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И РЕМОНТ ОБОРУДОВАНИЯ ПЕРЕРАБАТЫВАЮЩИХ ОТРАСЛЕЙ АПК
Москва 2005
Содержание
Изложены материалы по технологии и организации монтажа, технического обслуживания и ремонта машин и оборудования перерабатывающих отраслей АПК. Описаны производственные процессы выполнения монтажных и ремонтно-обслуживающих работ.
Справочник предназначен для руководителей и специалистов перерабатывающих и сервисных предприятий, может быть использован преподавателями и студентами вузов по агроинженерным специальностям.
Рассмотрен и одобрен секцией Ученого совета ФГНУ «Росинформагротех» (протокол № 8 от 04.11.04 г.).
ВВЕДЕНИЕ
Главной задачей сельскохозяйственного производства является обеспечение населения страны продовольствием, а перерабатывающих предприятий - необходимым сырьем. Равномерное поступление пищевой продукции в течение года можно обеспечить лишь при наличии хорошо налаженной системы ее длительного хранения в свежем виде, а также при организации ее переработки по месту производства.
В технологиях хранения и переработки сельскохозяйственной продукции проводятся существенные преобразования. Созданы технологии производства новых видов продуктов, которые все в большей степени используются в местах производства сельскохозяйственного сырья, что позволяет уменьшить потери сырья и энергии, увеличить выход готовой продукции и повысить ее качество. Найдены новые решения в организации малотоннажных производств, новые технологии получили необходимое аппаратурное оформление.
Хранение и переработка сельскохозяйственного сырья в местах его производства - малотоннажная переработка - позволяет более равномерно использовать трудовые ресурсы по сезонам года, сократить потери сырья и повысить рентабельность производства сельскохозяйственной продукции.
Важное направление профессиональной деятельности инженера - организация и технология монтажа технологического оборудования. Поэтому в справочнике изложены вопросы инженерной подготовки монтажных и организации такелажных работ, наладки и пуска технологического оборудования, приведены материально-технические средства монтажа и др.
На действующем перерабатывающем предприятии важное значение имеют организация и технология технической эксплуатации оборудования. В условиях рыночных отношений особое значение для перерабатывающих предприятий приобретают вопросы надежности оборудования.
Важным условием поддержания оборудования в работоспособном состоянии является современное и качественное проведение его ремонта. Эта проблема особенно актуальна в настоящее время, так как большинство оборудования перерабатывающих предприятий морально и физически устарело и лишь около 15% его отвечает современному техническому уровню. Поэтому подробно рассмотрены производственный процесс ремонта, способы восстановления посадок и технологические процессы восстановления изношенных деталей, технологии восстановления типовых деталей оборудования и ремонта его типовых сборочных единиц.
Справочник предназначен для специалистов перерабатывающих предприятий. Авторы будут благодарны читателям за замечания по содержанию издания, которые просим направлять в адрес ФГНУ «Росинформагротех».
1. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ МОНТАЖА ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
1.1. Организация монтажных работ
Проект на строительство предприятий содержит следующие разделы: общая пояснительная записка, генеральный план, технологические решения, строительные решения, организация строительства, охрана окружающей среды, сметная документация и паспорт проекта.
Технологическая часть проекта является основным разделом при проектировании предприятий.
В разделе организации строительства разрабатываются и вопросы, связанные с монтажом оборудования.
В состав сметной документации входят также сметы на монтаж оборудования и металлоконструкций, которые составляют с использованием сборников расценок на монтаж оборудования, предусматривающих следующие операции:
по такелажным работам - горизонтальное перемещение от приобъектных складов до монтажной зоны и внутри нее, погрузочно-разгрузочные работы, вертикальное перемещение монтируемого оборудования до его установки в проектное положение или до отметки, оговоренной ценником, установка и последующая разборка оснастки, перемещение основных грузоподъемных механизмов, транспортных средств, такелажной и монтажной оснастки, приспособлений и материалов;
по монтажным работам - ознакомление рабочих-монтажников с документацией, проверка соответствия фундаментов и опор под оборудование проекту и готовности их к монтажу оборудования, насечка отдельных мест фундаментов для установки подкладок, распаковка оборудования и уборка тары, очистка оборудования от консервационных покрытий и других загрязнений, детальный осмотр оборудования и его составных частей для выявления комплектности и оценки технического состояния, установка закладных деталей и анкерных болтов, сборка оборудования, поступающего в разобранном виде, установка, выверка и закрепление оборудования и его составных частей для выявления комплектности и оценки технического состояния, установка закладных деталей и анкерных болтов, сборка оборудования, поступающего в разобранном виде, установка, выверка и закрепление оборудования на фундаментах и других основаниях, установка ограждений оборудования, лестниц и площадок для его обслуживания, монтаж систем централизованной смазки оборудования, контроль монтажных соединений, испытания отдельных узлов и оборудования в целом, индивидуальное опробование смонтированного оборудования.
Строительство (реконструкцию) предприятий допускается проводить только на основе предварительно разработанных решений по организации и технологии производства работ, принятых в проекте организации строительства (ПОС) и проектах производства работ (ППР).
ПОС разрабатывает отраслевая проектная организация в составе рабочей документации (рабочего проекта), ППР - организация-исполнитель строительно-монтажных работ или по ее заказу - проектно-конструкторская организация. Проект производства работ является частью ПОС и входит в состав монтажно-технологической документации. Кроме ППР, к монтажно-технологической документации относятся технологические карты на монтаж сложного оборудования, поступающего отдельными поставочными блоками и элементами, рабочие чертежи металлоконструкций и технологических трубопроводов, технологические карты на изготовление нестандартизированного оборудования.
В ПОС и ППР предусматривают:
первоочередное выполнение подготовительных и общеплощадочных работ (устройство подъездных путей, планировка площадок и т.д.), необходимых для осуществления монтажных работ;
устройство площадок для складирования и укрупнительной сборки оборудования, металлоконструкций и трубопроводов;
применение комплектных укрупненных блоков оборудования, конструкций и трубопроводов заводского изготовления, а также блоков, оптимально укрупненных на предприятиях и производственных базах монтажных организаций;
поточность производства монтажных работ при равномерной занятости рабочих, рациональной организации труда и рациональной загрузке монтажных механизмов;
организацию производства монтажных работ, обеспечивающую фронт работ для смежных строительно-монтажных организаций, а также поэтапную сдачу отдельных смонтированных машин, линий, участков или цехов для производства наладочных работ;
выполнение монтажных работ индустриальными методами, рациональное совмещение строительных, монтажных и специальных работ;
максимальное использование для монтажа оборудования и металлоконструкций тех же грузоподъемных механизмов и приспособлений, которые предусмотрены для монтажа строительных конструкций и выполнения специальных работ, а также эксплуатационных подъемно-транспортных средств (тельферов, лифтов и т.п.);
устройство монтажных проемов для подачи оборудования на проектные отметки, необходимых отверстий для установки монтируемого оборудования, прокладки трубопроводов и установки закладных деталей;
обеспечение строительной площадки электроэнергией, водой, сжатым воздухом, канализацией, необходимыми для производства строительно-монтажных работ;
освещение монтажной площадки и отдельных объектов по установленным нормам;
применение средств оперативной связи;
мероприятия по безопасному производству работ, обеспечению санитарно-бытовых условий и пожарной безопасности;
систему управления качеством работ и меры по обеспечению высокого качества строительно-монтажных работ.
ППР содержит краткую характеристику объекта, данные по объему, стоимости и трудоемкости монтажа, схему монтажной площадки, генеральный план зоны выполнения работ, решения по технологии монтажа и организации труда, сведения о энергоресурсах, перечень монтажного оборудования, приспособлений, инструмента и материалов, технологические карты или схемы выполнения монтажа, схемы энергоснабжения, указания по проведению земляных, бетонных и сварочных работ, применению транспорта и строительных машин, мероприятия по механизации ручного труда, технике безопасности и охране окружающей среды, чертежи временных сооружений, графики движения рабочих кадров и перемещения механизмов, схемы строповки и перемещения монтируемых узлов.
В ряде случаев монтаж отдельных машин и сложные работы выполняют по технологическим картам.
В технологической карте указывают наименование и характеристику машины, объем работ, массу и число монтируемых узлов (блоков), сметную стоимость работ, сроки их производства, план монтажной площадки, маршруты движения рабочих и перемещения механизмов, порядок приемки строительной части объекта и оборудования (конструкций, материалов), требования к расконсервации и подготовке оборудования (конструкций) к монтажу, схемы перемещения, строповки, установки и выверки оборудования (конструкций), последовательность работ (сборки), потребность в монтажных механизмах, приспособлениях, инструменте и материалах, порядок испытания (обкатки) вхолостую, технико-экономические показатели, правила техники безопасности.
Работы по транспортировке и подъему оборудования (конструкций), не требующие сложных инженерных решений, выполняют по технологическим схемам, которые по составу аналогичны технологической карте, но имеют значительно меньший объем и оформляются на типовом бланке с приложением плана монтажной зоны, схем подъема и перемещения грузов.
Монтажно-технологические требования обязательно учитываются при разработке и согласовании технических условий на изготовление, комплектование и поставку оборудования.
Производственная подготовка и комплектация объектов к монтажу оборудования
В механомонтажном управлении инженерно-экономическую подготовку производства работ выполняют участок (группа) подготовки производства и функциональные отделы (службы) управления (плановый, сметно-договорной, материально-технического снабжения, главного механика и др.).
Участок подготовки производства монтажных работ (УПП) обеспечивает:
приемку проектно-сметной документации, контроль ее качества с привлечением сметно-договорного отдела и изучение инженерно-техническими работниками и бригадирами монтажных бригад;
разработку монтажно-технологической и проектно-конструкторской документации проектно-конструкторской организацией или собственными силами, контроль ее качества и изучение ИТР и бригадирами;
приемку и изучение технических описаний на поставляемое технологическое оборудование;
приемку строительных конструкций, связанных с монтажом технологического оборудования, конструкций и коммуникаций, с привлечением линейных ИТР;
приемку технологического оборудования, металлоконструкций, узлов трубопроводов, монтажных заготовок и материалов в монтаж с привлечением линейных ИТР;
производственно-технологическую комплектацию объектов материально-техническими ресурсами с привлечением отдела материально-технического снабжения и линейных ИТР;
метрологическое обеспечение монтажных работ;
организационно-плановую подготовку производства монтажных работ с привлечением планового отдела и отдела организации труда и заработной платы;
подготовку и повышение квалификации кадров, занятых инженерно-экономической подготовкой производства работ, с привлечением функциональных отделов и служб монтажного управления.
В состав УПП входят группы, решающие основные задачи инженерно-экономической подготовки производства и организации монтажной площадки: технологическая, производственно-комплектовочная, проектирования монтажных работ. В него также могут входить мастерские монтажных заготовок (ММЗ), изготовляющие узлы и секции технологических трубопроводов, элементы опорных и обслуживающих металлоконструкций, комплектные агрегированные блоки оборудования и нестандартизированное оборудование.
При комплектовании объектов оборудованием и материалами заказчик (генподрядчик) предварительно предъявляет монтажной организации следующие документы:
на оборудование и арматуру - сопроводительную документацию;
на сборочные единицы трубопроводов с Ру свыше 10 МПа - сборочные чертежи трубопроводов, опор и подвесок, а также документы, удостоверяющие их качество;
на материалы - сертификаты предприятий-поставщиков.
Технологическое оборудование заказчик поставляет в собранном виде или комплектно максимально укрупненными транспортабельными блоками. Комплектность оборудования проверяют по комплектовочным ведомостям и упаковочным листам завода-изготовителя, а также по чертежам на оборудование.
Оборудование передают в монтаж по заявкам монтажной организации в сроки, соответствующие принятой последовательности производства строительно-монтажных работ. Передача осуществляется работниками, уполномоченными заказчиком и монтажной организацией, и оформляется актом. При передаче проводят внешний осмотр оборудования без разборки на узлы и детали. При этом проверяют соответствие оборудования проекту, а по заводской документации - выполнение заводом-изготовителем контрольной сборки, обкатки и испытаний в соответствии с техническими условиями на оборудование, комплектность оборудования по заводским спецификациям, упаковочным и отправочным ведомостям, в том числе наличие специального инструмента и приспособлений, поставляемых заводом-изготовителем, отсутствие повреждений и дефектов оборудования, сохранность окраски, консервирующих и специальных покрытий, сохранность пломб, наличие и полноту технической документации заводов-изготовителей, необходимой для производства монтажных работ.
Заказчик обязан передать подрядчику в монтаж оборудование полностью скомплектованным, в исправном состоянии, не требующим подгоночных и доводочных работ, в окрашенном виде, прошедшим контрольную сборку и стендовую обкатку. При выявлении некомплектности оборудования в ходе приемки его в монтаж, а также дефектов при монтаже или испытаниях оборудования монтажная организация обязана немедленно поставить об этом в известность заказчика и принять участие в составлении соответствующего акта. Составление актов и предъявление рекламаций и претензий к заводу-изготовителю или поставщику оборудования являются обязанностями заказчика. Устранением дефектов оборудования должны заниматься заказчик и завод-изготовитель оборудования.
Группа производственно-технологической комплектации УПП проводит комплектацию материалов и изделий для изготовления металлоконструкций, трубных узлов и монтажных заготовок, необходимых для выполнения монтажных работ. Комплектование объектов производят по участкам, которые можно монтировать отдельно.
При размещении заказов на изготовление металлоконструкций, трубных узлов и монтажных заготовок указывают наименование и число изделий, номера чертежей, общую массу изделий по заказу. В заказах на крупногабаритные конструкции отмечают габариты отправочных марок металлоконструкций и узлов трубопроводов, сроки и последовательность выполнения заказа.
Группа производственно-технологической комплектации передает отделу снабжения монтажного управления заявки на необходимые материалы и контролирует их поступление.
Комплектацию объектов проводят в соответствии с технологической последовательностью работ по отдельным монтажным блокам. Отправка на объект неукомплектованных блоков не допускается. Комплект металлоконструкций включает в себя все отправочные марки монтируемого блока и метизы, необходимые для сборки. Комплект трубопроводов включает в себя все трубные заготовки монтируемого блока, трубы прямых участков, опоры и подвески, крепежный материал, прокладки, трубопроводную арматуру, прошедшую испытания, и другие элементы.
Метизы, фланцы, опоры, подвески, трубопроводную арматуру отправляют на объекты в контейнерах, которые должны передаваться бригаде, выполняющей монтаж данного блока. Группа производственно-технологической комплектации производит приемку изделий в мастерской монтажных заготовок и отправку их на объекты, а также комплектацию материалов на складах отдела снабжения. Отправку изделий и материалов осуществляют по лимитным картам, на которых делают отметку об отправке. Лимитную карту составляют на каждый объект или отдельный цех и передают монтажному участку для заполнения графы « Поступление » и контроля за последующим ходом комплектации объекта. В лимитную карту вносят все монтажные заготовки и материалы, необходимые для монтажных работ на объекте. Лимитную карту составляют при обработке технической документации, полученной от заказчика, а также на основании ППР и деталировочных чертежей на металлоконструкции и трубные узлы.
Предмонтажная ревизия оборудования
Условия хранения оборудования должны удовлетворять требованиям заводов- изготовителей, представленным в сопроводительной документации.
При длительном (сверх нормативных сроков) хранении оборудования перед монтажом проводят специальную проверку сохранности и соответствия его установленным техническим требованиям. Такая проверка называется предмонтажной ревизией.
Предмонтажную ревизию оборудования выполняет монтажная организация по отдельному договору с заказчиком. Заказчик обязан передать исполнителю дефектные ведомости, инструкции и паспорта заводов-изготовителей на ревизуемое оборудование. Перед началом ревизии оборудования тщательно подготавливают рабочие места. Во время нее проводят снятие тары и упаковки, полное или частичное удаление противокоррозионных покрытий и консервирующей смазки, промывку деталей, разборку на сборочные единицы и отдельные детали, устранение коррозии и повреждений, замену смазки, прокладок, сальниковых уплотнений, сборку оборудования. В ходе предмонтажной ревизии оборудования проверяют отсутствие забоин и задиров на поверхностях деталей, состояние рабочих поверхностей подшипников, резьбовых соединений и т. д. Выявленные во время ревизии незначительные дефекты устраняют.
Оборудование, поставляемое заводами-изготовителями в запломбированном виде, предмонтажной ревизии не подвергают.
Работы по предмонтажной ревизии оборудования оплачивает заказчик на основании актов приемки работ.
Приемка зданий и сооружений под монтаж оборудования
В зданиях и сооружениях, сдаваемых под монтаж оборудования, заканчивают сооружение рабочих площадок, фундаментов и опорных конструкций, прокладку подземных коммуникаций, засыпку и уплотнение грунта до проектных отметок, устройство стяжек под покрытия полов, монтаж подкрановых путей и монорельсов (если это предусмотрено проектом).
Строительные конструкции, связанные с монтажом оборудования, принимают с учетом допусков в соответствии со строительными нормами и правилами (СНиП).
При сдаче под монтаж фундаментов, расположенных на открытых площадках, заканчивают укладку подземных коммуникаций на прилегающих территориях.
Фундаменты, на которых оборудование устанавливают с последующей подливкой бетоном, согласно чертежам, сдают под монтаж забетонированными ниже уровня проектной отметки опорной поверхности оборудования на 50-80 мм.
Помещения и фундаменты, сдаваемые под монтаж оборудования, должны быть свободны от опалубки, строительных лесов и мусора. Проемы ограждают, а каналы, лотки и люки закрывают.
В зданиях и сооружениях наносят разбивочные оси, рабочие реперы или рабочие высотные отметки. На фундаменты наносят рабочие оси для монтируемого оборудования.
Оси и реперы на фундаментах располагают вне контура опорных конструкций устанавливаемого на нем оборудования. Точность разбивки осей, установки реперов и высотных отметок должна соответствовать требованиям СНиП.
При приемке фундаментов под монтаж оборудования монтажная организация обязана проверить соответствие действительных размеров фундаментов проектным, правильность расположения осей и высотных отметок. Должно быть полное соответствие геометрических размеров и расположения закладных деталей и отверстий проекту. Отклонения не должны превышать следующих значений:
основные размеры в плане ± 30 мм;
высотные отметки поверхности фундамента без учета высоты подливки ± 30 мм;
размеры уступов в плане -20 мм;
размеры колодцев в плане +20 мм;
отметки уступов в выемках и площадках -20 мм;
оси анкерных болтов в плане ± 5 мм;
оси закладных анкерных устройств в плане ± 10 мм;
отметки верхних торцов анкерных болтов +20 мм.
Отклонение забетонированных анкерных болтов от вертикали по всей высоте их выступающей части не должно превышать 1,5 мм.
Поверхность фундаментов должна быть ровной, без выступов, раковин, поврежденных углов и замасленных мест.
К началу работ по установке оборудования разрешается приступать после подписания актов готовности зданий и сооружений к монтажу, фундаментов - к установке оборудования. К актам приемки фундаментов под оборудование прилагается исполнительная техническая документация по фундаменту, подготовленная строительной организацией.
Организация монтажной площадки
Комплекс работ по организации монтажной площадки: выделение участков для разгрузки и временного хранения оборудования; создание площадок и стендов для укрупнительной сборки технологического оборудования и конструкций; оборудование монтажного городка из передвижных бытовок контейнерного типа; установка выносных площадок в монтажных проемах для подачи оборудования и конструкций на междуэтажные перекрытия; устройство материальных складов для хранения средств малой механизации, монтажных заготовок, материалов и инструментов, а также баллонов со сжиженными газами; создание приобъектных мастерских монтажных заготовок с инструментальным хозяйством; выделение мест для размещения грузоподъемных механизмов и устройств; оборудование подъездных путей, прокладывание временных инженерных коммуникаций для подачи воды, электроэнергии и т. д. с указанием мест подключения; освещение территории и ее охрана.
Для укрупнительной сборки технологического оборудования и конструкций отводится отдельная площадка, примыкающая к монтируемому объекту. Она должна быть выровнена, утрамбована и посыпана песком, гравием или шлаком. Несущая способность площадки должна быть не менее 0,3 МПа. Уклоны площадки в соответствии с условиями работы кранов не должны превышать 3°. Площадки, расположенные на болотистых грунтах, в случае применения тяжелых кранов грузоподъемностью более 25 т, выстилают бетонными плитами, что оговаривается при разработке проекта организации строительства и предусматривается в проекте производства работ при разработке генерального плана монтажной площадки.
Перевозка оборудования и монтажных кранов на объект
Перевозка технологического оборудования с предприятий-изготовителей на объект чаще всего осуществляется железнодорожным или автомобильным транспортом. При использовании железнодорожного транспорта следует учитывать требования по вписываемое™ перевозимого оборудования в нормальный габарит погрузки. Грузы, выходящие за пределы нормального габарита погрузки, называются негабаритными, их перевозка производится при условии специального согласования с администрацией железной дороги.
Погруженные на подвижной состав грузы могут иметь боковую, верхнюю или нижнюю негабаритность (в зависимости от выхода за габарит погрузки в вертикальной плоскости). К грузам с боковой негабаритностью относятся те, которые выходят за габарит погрузки на высоте 1230-4000 мм, считая от головки рельса. Нижнюю негабаритность имеют грузы, превышающие габариты погрузки в пределах высоты до 1230 мм от головки рельса.
Негабаритность грузов в зависимости от величины их выхода за габарит погрузки подразделяют на боковую - на пять степеней и верхнюю - на три степени. Нижняя негабаритность степеней не имеет и допускается в исключительных случаях.
Максимально допустимая ширина груза составляет 4450 мм по полу платформы, 3800 мм - на высоте 3600 мм, 2000 мм - на полной высоте 5300 мм. Высота груза от головки рельса при любой степени негабаритности не должна превышать 5300 мм.
При погрузке крупногабаритного оборудования, в том числе монтажных кранов, с администрацией железной дороги согласовывают схему погрузки и крепления оборудования на платформах. Схемы погрузки серийно изготавливаемого и часто перевозимого железнодорожным транспортом оборудования отражают в технических паспортах заводов-изготовителей.
При перевозках железнодорожным транспортом должны быть выдержаны требования по расположению центра массы оборудования относительно платформы. Его максимальная высота относительно четырехосной платформы составляет 1,8 м при массе груза до 35 т, 1,7 м при массе груза 35-40 т и 1,5 м при массе более 40 т. Смещение центра массы от продольной оси платформы не должно превышать 0,1 м.
Для закрепления оборудования на железнодорожных платформах используют растяжки, а под колеса и гусеницы машин устанавливают упорные подкладки.
Автоперевозки технологического оборудования в современных условиях осуществляют на автомобилях отечественного и иностранного производства. Они имеют различные грузоподъемность, размеры грузовых платформ, проходимость и т.д.
Выбор автотранспорта для перевозки технологического оборудования производят исходя из его технической возможности и экономической эффективности в каждом конкретном случае.
При движении по плохим дорогам на небольшие расстояния, в том числе при подаче оборудования со склада к месту монтажа, используют тракторы и автотягачи большой проходимости с прицепами. Перевозку монтажных гусеничных кранов производят на трайлерах. Крепление крана на прицепе должно исключать возможность перемещения его на платформе при движении трайлера.
Монтаж мостовых кранов, электротельферов и других транспортирующих устройств для производства монтажных работ
Мостовые краны, электротельферы и другие транспортирующие устройства монтируют до установки технологического оборудования.
Подъем мостовых кранов на подкрановые пути производят самоходным стреловым краном или с помощью такелажной оснастки. При монтаже мостового крана с помощью самоходного крана мост крана поднимают за два подъема полумостами. Их поднимают на 0,5 м выше подкрановых путей в положение, позволяющее полумостам пройти между путями, затем с помощью пеньковых или других канатов вручную оттягивают в положение, перпендикулярное путям, и устанавливают ходовой частью на подкрановые пути. Грузовую тележку поднимают тем же стреловым краном и поднятые ранее полумосты подкатывают под нее. После этого заканчивают сборку крана.
Монтаж кранов с помощью мачт проводят только в тех случаях, когда стрела монтажного крана не проходит между фермами (перекрытием), или в случае отказа проектной организации и заказчика в разрешении на дополнительную нагрузку на строительные конструкции.
При подъеме мостового крана с креплением грузоподъемного полиспаста к фермам здания к стойкам стальной фермы приваривают два упора, на которые сваркой крепят так называемую перекидку между двумя фермами, рассчитанную на нагрузку от подъема полумоста крана. На железобетонных фермах крепление перекидки иное (сварная конструкция с хомутами и др.). На перекидку крепится грузовой полиспаст, сбегающая нить которого идет на лебедку. Монтаж ведут полумостами.
Подъем мостового крана в сборе с помощью двух грузовых полиспастов и мачты принципиально не отличается от подъема с креплением полиспаста к ферме, но благодаря большой несущей способности мачты возможен подъем крана в сборе. Однако использование мачты связано с большой трудоемкостью подготовки к подъему и снижает производительность труда монтажников.
При разработке схемы монтажа с использованием конструкций зданий для крепления грузоподъемных устройств на стадии проектирования монтажных работ необходимо согласовывать с проектной организацией контрольный расчет несущей способности элементов здания и здания в целом.
При монтаже ручного мостового крана его подтягивают и прижимают к подкрановому пути, а колеса ходовых тележек заводят на полки двутавра подкранового пути. Грузовую тележку крана, представляющую собой электротельфер с управлением с пола, поднимают вместе с краном и крепят к нему временными скобами-стремянками. Монтаж ручных мостовых кранов под перекрытиями в основном проводят с помощью вспомогательных траверс, лебедки и самоходных подмостей. При монтаже с помощью двух траверс их устанавливают на нулевой отметке, на траверсы выкладывают на подкладках и крепят стропами кран в сборе. К концам ходовых тележек крана крепят четыре тяговых троса, перекинутых через отводные блоки, привязанные к подкрановым путям. Четырьмя ручными рычажными лебедками грузоподъемностью 1,5 т каждая, прикрепленными к колоннам на уровне пола, траверсы вместе с укрепленным на них краном подтягивают к подкрановым путям и устанавливают на них ходовые тележки. Увязку отводных блоков, установку ходовых тележек и расстроповку траверс производят с передвижных подмостей. Траверсы после установки крана через отводные блоки опускают вниз, а блоки демонтируют с помощью тех же подмостей.
Монтаж ручного мостового крана с помощью лебедки проводят подтягиванием его рычажной лебедкой через отверстие в перекрытии. Лебедку устанавливают на перекрытии на инвентарных козлах. В монолитном перекрытии обычно предусматривают монтажный проем для опускания грузового крюка.
При подъеме лебедкой кран стропят за основную несущую балку. Обычно используют два стропа УСК1,0-2/500, которые увязывают петлей на балке и набрасывают на крюк рычажной лебедки грузоподъемностью 1,5-3 т. Указанные стропы позволяют поднимать ручные краны массой в сборе до 3 т. Уравновешивание крана при подъеме обеспечивают вручную с помощью двух бельных канатов Æ 15-20 мм. После установки крана в проектное положение на подкрановых путях производят расстроповку с подмостей или автогидроподъемника.
При подъеме ручного мостового крана с помощью самоходных подмостей ПВС-8 или ПВС-12 кран на козлах выкладывают на рабочей площадке подмостей и поднимают на требуемую высоту для установки на подкрановых путях. Установку производят с подмостей или автогидроподъемника. Этот способ монтажа применяют для кранов, работающих в малых пролетах и имеющих небольшую массу.
Монтаж электротельферов ввиду их малой массы не вызывает затруднений. Их монтируют с помощью самоходных подмостей и автогидроподъемников.
Подъем и установку в рабочее положение грузоподъемных стрел, мачт, шевров, порталов осуществляют с помощью крана или такелажной оснастки. Поднимаемое приспособление (мачта, портал) полностью собирают и оснащают до подъема в горизонтальном положении. При монтаже приспособления краном с использованием на втором этапе средств его оснастки боковые ванты должны быть закреплены в плоскости, перпендикулярной плоскости подъема. При этом основание мачты должно быть закреплено от сдвигающих усилий. При подъеме мачты со стороны, обратной направлению подъема, все время должна быть натянута тормозная расчалка для предотвращения падения мачты. Боковые ванты также должны быть натянуты.
При подъеме мачты самоходным краном предварительно проверяют возможность его применения по грузоподъемности, вылету стрелы и высоте подъема. Место строповки мачты выбирают выше ее центра масс. При необходимости центр масс можно понизить за счет прикрепления дополнительного груза к опоре поднимаемой мачты. При этом общая масса мачты с грузом не должна превышать грузоподъемность крана при вылете стрелы, необходимом для подъема мачты в рабочее положение. До подъема мачты (или другого грузоподъемного приспособления) ее проверяют на прочность в начальный момент подъема, так как при этом изгибающий момент от массы консоли мачты может быть настолько велик, что напряжения в сечении, где производят строповку, будут больше допустимых. Практически строповку производят на расстоянии, равном примерно 2/3 длины мачты от опоры.
При монтаже мачты с помощью самоходного крана и лебедки ее выкладывают в горизонтальном положении, опорный шарнир пяты крепят к основанию и якорю в направлении, противоположном направлению подъема для предотвращения сдвига мачты. При подъеме мачта поворачивается вокруг опорного шарнира. Выбор места строповки производят с учетом прочности мачты и технической характеристики крана. Кран должен обеспечивать подъем мачты до угла, при котором возможен дальнейший подъем (доводка) полиспастом задней ванты или грузовым полиспастом и лебедкой. При отсутствии монтажных кранов мачту (шевр, портал) можно смонтировать с помощью вспомогательной мачты или путем крепления такелажной оснастки к строительным конструкциям существующих зданий и сооружений, предварительно согласовав дополнительные нагрузки на эти конструкции с проектной организацией и заказчиком.
Перемещение оборудования и конструкций в пределах монтируемого объекта
Перемещение оборудования и конструкций в пределах монтируемого объекта целесообразно осуществлять механизированным способом с использованием автотранспорта, погрузчиков и тракторов, а также штатных мостовых кранов и электротельферов, самоходных стреловых и козловых кранов. Часто перемещение грузов осуществляют с помощью лебедок.
На площадку для укрупнительной сборки и к месту монтажа оборудование подают автотранспортом или на специальных санях, реже - на стальном листе, трактором или другим тяговым средством. Для перемещения оборудования внутри помещения применяют тележки грузоподъемностью 0,5-3 т с гуммированными колесами. Тележки передвигают вручную, а при большой нагрузке - погрузчиками или лебедками. Со склада или от площадки для укрупнительной сборки к месту установки в проектное положение оборудование перемещают также с помощью монтажных кранов или лебедок и такелажной оснастки.
Тяговое усилие, необходимое для перемещения тяжеловесного оборудования по горизонтальной поверхности, определяют по формуле
P = Q×f,
где Q - масса груза, включая сани или лист, на которых перемещают груз, Н;
f - коэффициент трения скольжения груза (саней или листа) относительно опорной поверхности.
При перевозке грузов с подъемом более 15° тяговое усилие составит
Р = Q (sin а + f cos а),
где а - угол подъема.
При угле подъема меньше 15° формула может быть упрощена:
Р = Q (sin а + f).
В связи с тем, что коэффициент трения покоя в среднем в 1,5 раза больше коэффициента трения движения, расчетное тяговое усилие при сдвиге груза с места необходимо увеличить в 1,5 раза:
Рсдв=1,5×Р.
Значение коэффициента трения зависит от материала взаимодействующих поверхностей. Так, при перемещении стального листа по бетону f = 0,45, а по стали - f = 0,15.
При перемещении оборудования на катках из труб необходимое тяговое усилие определяют по следующим формулам:
по горизонтальной поверхности
Р = Q (Кк + Кг) / d,
где d - диаметр катков, см;
Кк и Кг - коэффициенты трения качения соответственно между поверхностью качения и катками и между катками и грузом (для стали по бетону 0,06, для стали по стали 0,05).
по наклонной поверхности (угол а больше 15°)
Р = Q (sin а + cos а (Кк + Кг) / d);
(угол а меньше 15°)
Р = Q (sin а + (Кк + Кг) / d).
По найденным тяговым усилиям Р рассчитывают такелажную оснастку и подбирают тяговый механизм.
Перемещение оборудования внутри здания часто производят с использованием электрических и ручных рычажных лебедок. Для предотвращения смещения в ходе работ их нагружают балластом или крепят к строительным конструкциям.
При креплении лебедок к строительным конструкциям необходимо предварительно произвести проверочный расчет несущей способности конструкции с учетом приложения дополнительной нагрузки и согласовать предлагаемый вариант крепления лебедки с проектной организацией или заказчиком.
Усилие, препятствующее горизонтальному смещению лебедки (Рсм), определяют по формуле
Рсм = S - Тс,
где S - усилие в канате, идущем на барабан лебедки, Н;
Тс - сила трения рамы лебедки об опорную поверхность, Н.
Тс = (Qл + Qб) - f,
где Qл - масса лебедки, Н;
Qб - масса балласта (если она имеется), Н.
Для изменения направления движения тягового каната (троса) устанавливают отводные блоки, которые крепят так, чтобы канат тяговой лебедки подходил к ним в горизонтальном или близком к горизонтальному положении. Отводные блоки должны быть установлены от лебедки на расстоянии большем двадцатикратной длины барабана лебедки. Угол схода каната с лебедки должен быть не менее 6°, что обеспечивает нормальную укладку каната на барабан.
Усилие, воспринимаемое строительными конструкциями в точке крепления отводного блока (Рск), больше тягового усилия лебедки и составляет
Рск = 2 Sk cos b/2,
где Sk - натяжение каната, Н;
b - угол между ветвями каната, град (рад).
При использовании барабанных лебедок небольшой грузоподъемности в условиях отсутствия возможности их закрепления к строительным конструкциям для предотвращения их опрокидывания применяют балласт, укладываемый на раму лебедки.
Для подъема грузов, масса которых превышает тяговое усилие лебедки (барабанной или рычажной), используют полиспасты, дающие выигрыш в силе.
Расчет прочности стальных канатов проводят с учетом коэффициентов запаса прочности: максимальные расчетные усилия в ветвях канатов определяют по нормативным нагрузкам ( без учета коэффициентов динамичности и перегрузки), умножают на коэффициент запаса прочности и сравнивают с разрывным усилием каната в целом. При расчете прочности стальных канатов используют соотношение
Pk/S*=Kз,
где Pk - разрывное усилие каната в целом, принимаемое по сертификату или ГОСТу;
S - наибольшее натяжение ветви каната (без учета динамических нагрузок);
Кз - коэффициент запаса прочности (для грузовых канатов с ручным приводом - 4, с машинным приводом - 5-6, для полиспастов - 3,5-5, для расчалок и оттяжек - 3-5, для стропов - 5-6).
При использовании погрузчиков следует учитывать, что их грузоподъемность для грузов равной массы, но различных габаритов неодинакова, так как она зависит от расположения центра масс груза относительно переднего моста погрузчика. Эта зависимость грузоподъемности погрузчика приводится в виде графика в его техническом паспорте, а также в кабине или на стреле. Поэтому для производства такелажных и погрузочно-разгрузочных работ погрузчик выбирают исходя из габаритов и массы перемещаемых грузов.
Подъем и установка оборудования и конструкций в проектное положение
Подъем и установку технологического оборудования, металлоконструкций и трубопроводов в проектное положение проводят с помощью самоходных стреловых кранов, подъемников и других средств.
При разработке ППР на монтаж оборудования и конструкций проверяют все параметры предстоящего подъема (массу и габариты монтируемого оборудования, высоту подъема груза на проектную отметку, компоновку оборудования, конфигурацию зданий и сооружений в монтажной зоне и др.).
Выбор стреловых самоходных кранов для монтажа технологического оборудования и конструкций производят по грузовысотным характеристикам, представляющим собой зависимость (в виде таблицы или графика) грузоподъемности крана от вылета стрелы и высоты подъема крюка.
При выборе монтажного крана проверяют возможность размещения груза по своим габаритам в подкрановом пространстве. В технических характеристиках кранов сведения по свободному подстреловому пространству для каждого положения стрелы отсутствуют, поэтому рекомендуется проверять его графически при подъеме крупногабаритного оборудования.
Наиболее совершенным является автоматизированный выбор кранов по их технико-экономическим характеристикам с использованием ПЭВМ. В результате получают следующую информацию: перечень кранов, пригодных для монтажа заданного оборудования, перечень требуемого стрелового оборудования для каждого принятого крана и наиболее рационального режима его работы (тип рабочего крюка, использование опор и т.д.), области возможных стоянок (или осей проходок) для каждого принятого крана, перечень причин, препятствующих использованию крана для монтажа оборудования.
При выборе грузоподъемных средств для монтажа технологического оборудования и конструкций конкретного объекта руководствуются также экономической целесообразностью. В общем случае сравнивают затраты, характеризующие применение тех или других грузоподъемных средств. Наиболее эффективным считается вариант с наименьшими затратами.
Подготовку исходных данных и обработку результатов расчетов могут выполнять специалисты проектно-конструкторских и монтажных организаций.
При выполнении механомонтажных работ в специфических условиях действующих предприятий возможности применения грузоподъемных машин, как правило, ограниченны. В связи с этим важное значение приобретают подбор и обеспечение эффективного применения кранов в стесненных условиях работ по реконструкции и техническому перевооружению действующих предприятий. Фактор стесненности по-разному сказывается на разных этапах строительства объекта и работы механизмов.
Первый этап - транспортирование кранов к месту работы. Показателями стесненности на этом этапе являются ограничение высотных габаритов и ширины проезжей части при передвижении по прямой, минимальный радиус поворота кранов, вписываемость в кривые при передвижении. Необходимость определения этих показателей возникает в связи с наличием на действующих предприятиях технологических коммуникаций и плотностью застройки площадей.
Второй этап - подготовка крана к работе. Показателями стесненности являются ограничения размеров площадки для доставки и установки рабочего оборудования крана, площадки для установки вспомогательного крана, необходимого при сборке основного крана, высотных габаритов при сборке и установке рабочих органов.
Третий этап - работа крана на демонтаже, монтаже или погрузочно-разгрузочных работах определяется ограничениями рабочей зоны крана, его маневренности.
Четвертый этап - подготовка крана к демонтажу и транспортированию.
Особенности работы в стесненных условиях заключаются в ограничении или отсутствии площадки для демонтажа сменного оборудования и установки вспомогательного крана. Такая ситуация возникает в тех случаях, когда смонтированные элементы здания или сооружения заняли имевшиеся на предыдущих этапах площади.
Возможными решениями в таких случаях являются опускание стрелового оборудования на место установки крана с одновременным передвижением в сторону контргруза, использование других грузоподъемных кранов, размещенных в зоне демонтируемого оборудования, и т.п.
Передвижение самоходных кранов по кривым имеет свои особенности, поэтому необходимо проверить краны на вписываемостъ в кривые при движении. Исходными данными для расчета являются минимальный радиус поворота крана при движении (Rmin), максимальная ширина крана в транспортном положении (В) (берутся из технической характеристики крана), координаты наиболее удаленной точки крана от центра поворота С.
Вписываемость определяется минимальной шириной коридора при движении по кривой.
Ширина коридора (S) по вписываемости крана в кривые (м):
S = Rнap - Rвн + (1-2).
Наружный максимальный радиус, описываемый наиболее удаленной точкой от центра поворота (Rнap) (м):
Rнap = (Rmin + АД) + СД ,
где АД - координаты точки С относительно продольной оси крана а-а;
СД - координаты точки С относительно поперечной оси крана в-в.
Внутренний радиус, описываемый наименее удаленной точкой крана (Rвн) (м), определяют по формуле
Rвн = Rmin - B/2.
Минимальные размеры площадки для работы кранов определяют путем нахождения площади, занимаемой краном, с учетом выступающих деталей и радиуса, описываемого поворотной частью противовеса.
Грузы с помощью стреловых кранов, как правило, поднимают и подают на междуэтажные перекрытия или на предварительно смонтированные с наружной стороны монтажного проема выносные площадки, а затем с помощью лебедок и отводных блоков перемещают внутри этажа.
Ограничение рабочей зоны по высоте возникает при необходимости работы внутри здания, под ранее смонтированными конструкциями, промышленными проводками и т.д. Если краны серийного производства для этих целей невозможно применить, то их модернизируют путем сокращения длины рабочих органов.
При монтаже вертикальных и горизонтальных аппаратов и агрегатов, а также блоков подвесных внутрицеховых конвейерных путей используют спаренные краны. Это может быть вызвано отсутствием на объекте крана необходимой грузоподъемности, конфигурацией и габаритами оборудования и конструкций, не вписывающихся в подстреловое пространство, и др.
Работу спаренными стреловыми кранами производят в соответствии с ППР (технологической картой), разработанным специализированной проектно-конструкторской организацией. В проекте приводятся схемы строповки и перемещения груза с описанием последовательности выполнения операций, положения грузовых канатов, указания по безопасному подъему и перемещению груза. При подъеме груза нагрузка, приходящаяся на каждый кран, не должна превышать 90% от их установленной грузоподъемности. При монтаже вертикальных аппаратов с помощью спаренных кранов обычно предусматривают один-два вида маневра (подъем и перемещение или подъем и поворот стрелы), при монтаже горизонтальных аппаратов - три-четыре вида маневра (подъем, поворот стрелы, изменение вылета стрелы и перемещение). При подъеме оборудования двумя кранами используют балансирную траверсу.
В тех случаях, когда масса, габариты и условия расположения поднимаемого оборудования и конструкций выходят за пределы паспортных грузовысотных характеристик кранов с обычным стреловым оснащением, целесообразно поднимать и устанавливать оборудование и конструкции кранами с маневренными расчаленными стрелами, со стрелами, опирающимися на А-образные шевры, а также спаренными кранами, соединенными ригелем. Эти способы обеспечивают расширение области применения самоходных кранов. При этом нагрузки на элементы кранов не должны превышать допустимых при обычном режиме и с помощью кранов можно только поднимать и опускать груз.
При монтаже технологического оборудования на значительной высоте и в случае выполнения работ, требующих большого под-стрелового пространства, монтаж проводят методом скольжения с помощью кранов, оснащенных башенно-стреловым оборудованием (БСО). Следует учитывать, что спаренные краны с БСО можно применять при выполнении рабочих операций подъема, опускания и изменения вылета крюка без передвижения и поворота платформы. Технология монтажа с применением этого оборудования аналогична технологии подъема кранами, оснащенными стрелами.
Самоходным стреловым краном с маневренной расчаленной стрелой можно поднимать и опускать груз, изменять вылет крюка и поворот платформы с грузом на крюке в секторе обслуживания (области, образованной продолжением горизонтальных проекций ветвей расчалки).
Крепление системы маневренного расчаливания к стреле крана не должно вызывать дополнительных изгибающих моментов в стреле. Обязательными являются расположение соединительной траверсы на продолжении оси вращения поворотной платформы крана, прикрепление расчалки к стреле крана за элементы, способные выдержать возникающие при этом нагрузки (проверяют расчетом), расположение полиспаста расчалки в плоскости подвеса стрелы, применение в качестве ветвей расчалки троса, диаметр которого рассчитывают с коэффициентом запаса не менее 3,5, применение приборов контроля за элементами системы расчаливания с обеспечением безопасной эксплуатации крана (датчик положения полиспаста расчалки относительно оси стрелы, контрольно-тяговое устройство контроля за положением соединительной траверсы относительно оси поворота платформы крана, динамометры для контроля натяжения ветвей расчалки). Рабочее натяжение ходовой нитки полиспаста расчалки не должно превышать тягового усилия лебедки вспомогательного подъема крана.
В стесненных условиях при монтаже оборудования, масса которого значительно превышает грузоподъемность имеющихся кранов, подъем можно проводить методом скольжения с применением опирающихся на А-образные шевры стрелами кранов.
Подъем оборудования спаренными кранами со стрелами, соединенными ригелем, проводят в случае, когда масса поднимаемого оборудования превышает суммарную грузоподъемность обоих кранов. При этом груз поднимают с использованием балансирных устройств.
При необходимости монтажа небольшого оборудования вдоль стен используют пристенный подъемник грузоподъемностью 1,5 т, высотой подъема 4 м.
Для подъема тяжелых грузов (20-30 т) используют Г-образные пристенные подъемники. С помощью полиспаста, работающего на оттяжке, постепенно перемещают оборудование в проектное положение.
Подъем и установку оборудования и конструкций с помощью такелажной оснастки производят в случаях, когда невозможно использовать более экономичные грузоподъемные машины и механизмы.
При небольших объемах работ, связанных с реконструкцией или техническим перевооружением, в многоэтажных зданиях для подъема оборудования и конструкций используют переносные монтажные стрелы. Стрелу можно поворачивать вручную в горизонтальной плоскости на угол до 180°. С помощью стрелового полиспаста можно изменять ее вылет. Такие стрелы необходимо проверять на нагрузки, возникающие при их работе в зависимости от расположения монтажной стрелы и стрелового полиспаста относительно горизонтальной плоскости.
При подъеме оборудования и конструкций монтажными мачтами необходимо правильно составить расчетную схему и определить усилия в оснастке, выбрать высоту и наклон мачты, обеспечивающие зазор в свету (около 500 мм) между поднимаемым грузом и самой мачтой при верхнем положении груза, подобрать верхние и нижние блоки грузовых полиспастов, а также отводных блоков с учетом максимальных нагрузок, возникающих при подъеме груза, определить параметры и выбрать канаты, определиться с креплением канатов к осям и проушинам (на коушах), определить место привязки нижнего отводного блока и его положение, выбрать лебедку и определиться с ее расположением, а также с конструктивным исполнением оснований под мачту и лебедки, указать место строповки груза, определить места расположения якорей и расчетную нагрузку на них, разработать указания о порядке производства работ по предлагаемой схеме подъема оборудования.
При подъеме грузов вертикально стоящей мачтой необходимо правильно определить центр масс поднимаемого груза, при выборе вант и якорей учесть нагрузки, возникающие при подъеме самой мачты в рабочее положение.
Методы монтажа технологического оборудования, конструкций и трубопроводов
Методы монтажа технологического оборудования, конструкций и трубопроводов в зависимости от последовательности производства строительно-монтажных работ подразделяют на поточно-совмещенный и последовательный, а в зависимости от организации монтажных работ - на комплектно-блочный, крупноблочный, поточно-узловой и бесподкладочный.
Поточно-совмещенный метод производства является наиболее экономичным. Он связан с тщательной инженерно-экономической подготовкой и обеспечивает сокращение продолжительности строительства объектов. Работы выполняют строго по разработанному графику, согласованному со всеми строительно-монтажными организациями, участвующими в строительстве объекта, а также с заказчиком, обеспечивающим своевременные поставки оборудования и материалов. Работы выполняют в такой последовательности: устройство фундаментов и площадок для монтажа оборудования, подъем и установка в проектное положение тяжеловесного оборудования и узлов внутрицеховых трубопроводов до монтажа плит междуэтажных перекрытий и т.д. При этом методе повышаются уровень механизации работ, коэффициент использования подъемно-транспортных машин и производительность труда, экономятся средства на устройство монтажных проемов и выносных площадок, изготовление индивидуальных такелажных средств и т.д. Недостаток метода - дополнительные затраты на защиту смонтированного оборудования от повреждений в ходе последующих строительных и отделочных работ.
Последовательный метод применяют при монтаже оборудования, которое по техническим условиям может быть установлено только в построенных зданиях, а также при небольшом объеме монтажных работ.
Комплектно-блочный метод монтажа оборудования связан с максимальным переносом работ с монтажной площадки в условиях промышленного производства (на предприятия-поставщики оборудования или производственные базы монтажных организаций). Это обеспечивает поставку под монтаж агрегированного оборудования в виде комплектов блочных устройств, включающих в себя опорные и другие конструкции, обвязочные технологические трубопроводы, элементы электротехнических и автоматизированных систем.
Крупноблочный метод обеспечивает минимальные сроки монтажа за счет поставки оборудования заводами-изготовителями в виде крупных транспортабельных комплектных блоков или за счет укрупнительной сборки на монтажной площадке до предоставления фронта работ по установке оборудования и коммуникаций.
Поточно-узловой метод применяют при монтаже оборудования, поступающего в монтаж с низкой степенью заводской готовности (в разобранном виде). Основной принцип метода -- непрерывное и равномерное производство работ, которое обеспечивается следующими организационно-техническими мероприятиями: разделение технологического процесса монтажа на операции; задание производственного ритма; разделение труда между исполнителями; совмещение операций укрупнительной сборки и монтажа во времени.
Бесподкладочный метод предусматривает монтаж оборудования без применения подкладок за счет использования отжимных регулирующих устройств, вмонтированных в основание оборудования, инвентарных регулируемых подкладок и специальных приспособлений.
Оборудование, поступающее с заводов-изготовителей в сборном виде, не требует сборочных операций при монтаже. В этом случае монтаж оборудования в проектные положения сводится в основном к его транспортированию с приобъектного склада в зону монтажа, такелажным работам внутри монтажной зоны, распаковке и расконсервации, установке на фундамент или другую опорную конструкцию, выверке в горизонтальной и вертикальной плоскостях, креплению фундаментными (анкерными) или самоанкерующимися болтами (дюбелями), испытанию на холостом ходу.
Часть оборудования ввиду значительных габаритов и массы поставляют в монтаж отдельными блоками, узлами и сборочными единицами. Технология монтажа такого оборудования включает в себя следующие операции: транспортирование с приобъектного склада на площадку для укрупнительной сборки; распаковка и расконсервация; укрупнительная сборка в соответствии с ППР; такелажные работы внутри монтажной зоны; разметка и установка оборудования в проектное положение; выверка в горизонтальной и вертикальной плоскостях с проверкой плоскостности и прямолинейности, параллельности и перпендикулярности, соосности; крепление оборудования; испытания на холостом ходу.
Монтажная разметка
Монтажная разметка заключается в определении положения монтажных осей и вспомогательных отметок, необходимых для обеспечения соответствия ориентации и расположения оборудования относительно строительных конструкций, заданной точности взаиморасположения монтируемого оборудования, сокращения затрат времени на выполнение измерительных операции при выверке оборудования.
Ориентация и расположение монтируемого оборудования регламентированы проектной документацией и представлены на рабочих чертежах системой основных и вспомогательных размеров. Они указывают расстояния, их допустимые отклонения между главными осями строительных конструкций и главными монтажными и привязочными осями, габаритные размеры оборудования в плане и координаты крепежных элементов, соединительных элементов сопрягаемого оборудования.
При монтажной разметке проводят проверку правильности расположения осей строительных конструкций и соответствия их чертежам, разбивку и разметку пространственного расположения монтажных осей, сверку по рабочим чертежам наличия и расположения закладных элементов, монтажных отверстий, опорных площадок и фундаментов под оборудование.
Координаты монтажных осей находят плоскопараллельным переносом строительных осей в горизонтальном и вертикальном направлениях, их поворотом или наклоном на заданный угол. Обеспечение точности взаимного расположения основных и вспомогательных монтажных осей достигают нивелировкой. Устройство физических аналогов монтажных осей (обычно на высоте 2-2,2 м) состоит в натяжении струны, закрепленной жестко одним концом к строительным конструкциям. Другой конец с натяжным грузом проходит через ролик. В натянутом состоянии струна должна совпадать с положением монтажной оси. Для этой цели используют капроновую, шелковую, нейлоновую нить либо стальную проволоку Æ 0,3-0,5 мм с массой натяжных грузов соответственно 7-20 кг, обеспечивающей натяжение струны до 2/3 ее разрывной нагрузки. Стрела прогиба струны Æ 0,5 мм при длине 5, 10 или 15 м не должна превышать 24, 86 или 160 мкм, что соответствует допустимым отклонениям в расположении монтируемого оборудования.
Соответствие положения струны монтажной оси обеспечивается путем вертикального и горизонтального перемещений одной из точек ее закрепления, выполняемой в виде кронштейна с двумя взаимно перпендикулярными микрометрическими винтами. При установке нескольких струн параллельность их определяют измерением расстояния между ними или отвесами, опущенными с этих струн, а перпендикулярность - с помощью угольника.
Оси балок, продольную и поперечную монтажные оси с помощью отвесов проектируют на перекрытие. Прижимая шнур, натертый мелом или синькой, к отмеченным точкам, отбивают проекцию монтажной оси на пол перекрытия. Для геодезического обоснования монтажа проводят параллельный и перпендикулярный переносы осей, применяя универсальные приспособления или проводя геометрические построения посредством шнурка с закрепленным мелком, линейки и угольника.
Для параллельного переноса монтажной оси контактируют со струной шнуры двух отвесов, через точки касания отвесов с перекрытием отбивают проекцию оси, далее, используя угольник, откладывают две перпендикулярные линии заданного размера, отбивают проекцию новой монтажной оси, которую с помощью отвесов поднимают на необходимую высоту, а затем закрепляют струну. Оси на этажи здания переносят с помощью отвесов, которые для предотвращения колебаний частично погружают в вязкую жидкость (масло, нефть, мазут). Монтажные оси переносят в соседние помещения с использованием имеющихся в стене проектных (дверной проем, вентиляционное отверстие и т.д.) либо специально выполненных отверстий, через которые пропускают параллельную строительной оси струну, служащую базой для разметки монтажных осей в соседних помещениях. На выше- или нижележащие этажи монтажные оси переносят также через отверстия с помощью отвесов.
Отмеченные на перекрытии проекции используют при разметке опорной поверхности для установки оборудования, а также координаты отверстий для его укрепления и расположения материалопроводов, передач и других элементов. В случае группового монтажа однотипного оборудования для разметки опорной поверхности целесообразно применять шаблон из листового материала или рамы, что существенно сокращает затраты времени на разметку и значительно повышает ее точность.
При разметке помещений под монтаж оборудования важным является нанесение на стены линий, отмечающих уровень чистых полов.
Проверку размеров по высоте производят посредством нивелира от постоянной точки, высота которой заранее известна. Такая точка называется репером, а численное значение высоты - отметкой. Высотным репером может служить заклепка Æ 25-30 мм, приваренная к арматуре фундамента или к пластине и залитая цементным раствором.
Верхняя скругленная поверхность репера служит началом отсчета всех высотных отметок. Высотные отметки наносят по гидростатическим уровням, точность которых ±1-2 мм. Гидростатический уровень состоит из прозрачных разградуированных трубок, соединенных резиновым шлангом и заполненных водой.
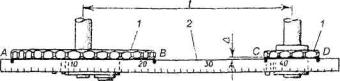
При расположении трубок на требуемом расстоянии одна от другой по закону сообщающихся сосудов уровень воды в них будет одинаковым, а линия, соединяющая мениски жидкости в трубках, - горизонтальной (см. пунктирную линию АБ). Установив одну из трубок около репера, а вторую - рядом с местом, куда необходимо перенести отметку, производят отсчет. Зная длину горизонтальной линии между менисками L и проектный уклон, можно определить разницу в уровнях трубок.
Установку оборудования с более высокой точностью (до 0,5 мм) проверяют геодезическим инструментом - нивелиром. Геодезическую проверку при монтаже целесообразно выполнять в том случае, если оборудование имеет значительную длину (ленточные транспортеры, скребковые конвейеры).
Установка, выверка и крепление оборудования
Оборудование устанавливают на фундаменты, металлические конструкции (рамы, кронштейны, подвески), железобетонные и стальные площадки, непосредственно на перекрытия и чистый пол. К работам по установке оборудования на фундамент приступают после подписания актов готовности фундаментов.
Обеспечение проектного положения оборудования на фундаменте: размещение машины или ее опорных элементов на фундаменте; предварительная установка на опорные элементы с совмещением отверстий базовой детали (станины, рамы, основания) и фундаментных болтов; установка оборудования в проектное положение и выверка его путем выполнения необходимых регулировочных перемещений с контролем фактического положения и предварительной фиксацией перед подливкой (закреплением); подливка зазора «оборудование-фундамент».
При выверке регулировочные перемещения осуществляют грузоподъемными механизмами, домкратами и монтажными приспособлениями в пределах зазоров между стенками отверстий базовой детали оборудования и стержнями предварительно установленных фундаментных болтов или в пределах зазоров колодцев под закрепляемые при подливке оборудования фундаментные болты.
Требуемая точность положения оборудования по высоте и в горизонтальной плоскости может быть достигнута методом безвыверочного монтажа за счет установки опорных элементов в пределах расчетных допусков. Оборудование выверяют с помощью регулировочных винтов, временных опорных элементов, установочных гаек, пакетов подкладок. При выверке регулировочными винтами в исходном положении они должны одинаково выступать ниже поверхности оборудования до 20 мм. Положение оборудования по высоте и в горизонтальной плоскости регулируют всеми винтами, не допуская в ходе выверки его отклонения от горизонтальности более чем 10 мм на 1 м. После окончания выверки оборудование закрепляют фундаментными болтами, затягивая их с заданным усилием.
При установке оборудования с выверкой с помощью установочных гаек последние вместе с шайбами регулируют по высоте так, чтобы верх тарельчатой шайбы был на 2-3 мм выше проектной отметки опорной поверхности оборудования, оборудование опускают на опорные элементы, его положение регулируют затяжкой крепежных гаек.
Применяемые при выверке металлические подкладки должны плотно прилегать к поверхности фундамента. Число подкладок в пакете должно быть минимальным и не превышать пяти. Пакеты набирают из стальных или чугунных установочных подкладок толщиной 5 мм и более и регулировочных подкладок толщиной 0,5-5 мм. Пакеты подразделяют на пирамидальные и клиновые, состоящие из плоских и клиновых подкладок. Пакеты металлических подкладок устанавливают на возможно близком расстоянии от фундаментов болтов и располагают один от другого через 300-800 мм. После окончательной выверки оборудования и затяжки болтов подкладки в пакете прихватывают электросваркой.
Положение оборудования при выверке контролируют в плане струнным, струнно-оптическим методами, боковым нивелированием теодолитами, прямым контролем линейных размеров. По высоте контролируют относительно рабочих реперов геометрическим или тригонометрическим нивелированием, гидростатическим методом или измерением размеров от промежуточной базы до репера. Для контроля оборудования по горизонтали применяют уровни, нивелиры, отвесы и теодолиты.
После выверки выполняется предварительное закрепление оборудования, при этом затягивают гайки только тех фундаментных болтов, которые расположены вблизи опорных элементов. Затем опять контролируют положение осей оборудования и подливают бетон (наращивание фундамента), который воспринимает эксплуатационную нагрузку от оборудования. Для качественного сцепления подливаемого бетона с поверхностью фундамента и монтируемого оборудования эти поверхности очищают от посторонних предметов, пыли, обезжиривают и промывают чистой водой, не допуская скопления воды в углублениях и приямках.
Марка бетона для подливки должна быть не ниже марки бетона фундамента, а размер элементов фракции заполнителя (щебень, гравий) - 5-20 мм. Толщина слоя подливки должна быть не менее 50 мм. При ширине опорной части базовой детали оборудования более 2 м толщину слоя подливки следует принимать равной 80-100 мм.
Бетонную смесь с применением вибраторов подают через отверстия в опорной части или с одной стороны подливаемой детали до тех пор, пока с противоположной стороны смесь не достигнет уровня, на 20-30 мм превышающего высоту основной части подливки. Расстояние от опорной части оборудования до края слоя подливки должно составлять 100-200 мм. Поверхность подливки, примыкающей к основной части оборудования, должна иметь уклон в сторону от оборудования, равный 1:50.
После достижения материалом подливки не менее 70% проектной прочности производят окончательную затяжку болтов динамометрическими и предельными трещоточными ключами, ключами-мультипликаторами, а также электрогайковертами и пневмогайковертами. При затяжке гаек фундаментных болтов обеспечивают равномерное натяжение всех болтов и плотное прижатие основания машины к фундаменту.
Предприятия-изготовители, как правило, поставляют фундаментные болты в комплекте с оборудованием и указывают момент их затяжки. Без таких указаний момент при окончательной затяжке болтов должен составлять 12-24 Н×м при диаметре резьбы болта 12 мм, 30-60 - при 16 мм, 130-250 - 24 мм, 300-350 - 30 мм, 600-950 - 36 мм, 1000-1500 - 42 мм, 1100-2300 Н·м - при 48 мм.
Стержни болтов должны выступать над поверхностью гаек (контргаек) на 1,5-2 нитки резьбы. В хорошо затянутом болтовом соединении зазоры между гайкой, шайбой и основанием корпуса машины не должны превышать 0,03 мм.
Эффективно применение креплений разжимного типа (самоанкерующихся болтов и дюбелей Æ 8-48 мм). Для сверления отверстий в строительных конструкциях применяют различные электрические и пневматические перфораторы. Самоанкерующийся болт (дюбель) в сборе вставляют в очищенное отверстие, после этого его ударами молотка по специальной оправке частично осаживают на конусе. При затяжке гайки конус втягивается в кольцо (цангу), расширяет его, заклинивая в отверстии.
1.2. Материально-технические средства монтажа оборудования
Тяговые устройства. В качестве гибких элементов грузоподъемных машин, а также монтажных приспособлений применяют канаты и цепи. Цепи бывают сварные и пластинчатые (рис. 1.1). Сварные цепи (см. рис. 1.1а) состоят из звеньев овальной формы, расположенных во взаимно перпендикулярных плоскостях, что обеспечивает им подвижность во всех направлениях, и бывают двух типов - короткозвенные и длиннозвенные. Их изготавливают из стали марок Ст.3 (sв=360-460 МПа), Ст.2 (sв=330-430 МПа) и стали 10 (sв=320 МПа).
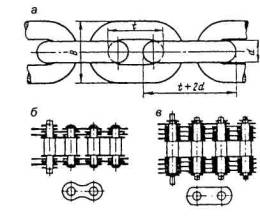
Рис. 1.1. Грузовые цепи:
а - сварная; б, в - пластинчатые; t - шаг цепи
Звенья цепи из Ст.3 изготовляют кузнечно-горновой и контактной сваркой, из остальных материалов - контактной электросваркой. После изготовления сварные цепи испытывают под нагрузкой, равной половине разрушающей. При этом не должно быть остаточных деформаций. По точности изготовления сварные цепи подразделяются на калиброванные и некалиброванные. Некалиброванная цепь предназначена для работы только с гладкими барабанами и блоками, калиброванная - со звездочкой, имеющей специальные гнезда.
Отношение диаметра (Д) барабана или блока, огибаемого сварной цепью, к диаметру (d) прутка, из которого изготовлена цепь, должно быть не менее 20 для ручных грузоподъемных механизмов и не менее 30 для грузоподъемных машин. Сварные цепи непригодны для работы с высокими скоростями: допускаемая скорость при работе на гладких барабанах и блоках составляет 1,5 м/с, на звездочках - 0,5 м/с. При превышении этих значений скорости увеличиваются износ участков соприкосновения звеньев и динамические нагрузки, возрастает опасность обрыва цепи. Допустимый износ звена сварной цепи ограничен значением 10% диаметра прутка. Пластинчатые грузовые цепи (см. рис. 1.1б) состоят из стальных пластин, соединенных валиками. Число пластин тем больше, чем больше разрушающая нагрузка. Элементы цепи - пластины и валики изготовляют из сталей 40, 45, 50 и подвергают термообработке (улучшению или нормализации). Все цепи подвергают на заводе-изготовителе испытанию под нагрузкой, составляющей 50% разрушающей. Так как пластинчатые цепи изготовляют без применения сварки, то они более надежны, чем сварные, поскольку в них нет остаточных напряжений и деформация звеньев у них значительно меньше. Движение пластинчатой цепи происходит более плавно, но максимальная рабочая скорость из-за повышенной чувствительности к инерционным нагрузкам не должна превышать 0,25 м/с. Пластинчатые цепи используют только со звездочками.
Более широко применяют канаты, которые бывают пеньковые, из синтетических волокон и стальные.
Пеньковые канаты разделяют на бельные, не имеющие специальной обработки, и пропитанные горячей древесной смолой. Их изготовляют в трех исполнениях: специальные, повышенной прочности и обыкновенные. В условном обозначении каната указываются наименование, линейная плотность и группа, а также обозначение стандарта. Например: ПБ 120 ктекс Сп ГОСТ 483 - канат пеньковый бельный (ПБ), линейной плотностью 120 ктекс (1 ктекс - масса 1000 м каната в килограммах), специальный (Сп); ПС 144 ктекс Пв ГОСТ 483 - канат пеньковый пропитанный (смоленый) (ПС), линейной плотностью 144 ктекс, повышенной прочности (Пв); ППБ 1924 ктекс Об ГОСТ 483 - канат пеньковый приводной бельный (ППБ), линейной плотностью 1924 ктекс, обыкновенный (Об).
Пеньковые канаты изготовляют Æ 10-112 мм с разрывной нагрузкой 7,9-537,75 кН. Наибольшая разрывная нагрузка у специальных канатов, наименьшая - у обыкновенных. Прочность пропитанных канатов на 1-3% ниже, чем бельных, которые по сравнению с пропитанными более гибкие и удобнее в работе, но подвержены гниению и при размокании теряют почти половину своей прочности.
Канаты из синтетических волокон обычно не поддаются гниению, плесени и грибковым заболеваниям. Сухие и чистые канаты не замерзают, они имеют хорошие диэлектрические свойства, но при высоких температурах подвержены плавлению, их нельзя использовать при значительном трении. Следует избегать их применения вблизи зоны сварочных работ.
Стальные канаты наиболее широко применяют в качестве гибкого элемента грузоподъемных машин. Их изготовляют из стальной светлой или оцинкованной проволоки марок В, I или II по ГОСТ 7372 Æ 0,2-3 мм с пределом прочности при растяжении 1600-2000 МПа. Срок службы каната зависит от конструкции и отношения диаметра огибаемого им барабана или блока к его диаметру. Рекомендуется, чтобы диаметр барабана или блока был больше диаметра каната не менее чем в 16 раз.
Стальные канаты подразделяются по следующим признакам:
конструктивному - на канаты одинарной, двойной и тройной свивок, канаты одинарной свивки свиваются из проволок, двойной - из прядей, предварительно свитых из проволок вокруг центральной проволоки, канаты тройной свивки свиваются из нескольких канатов двойной свивки;
материалу сердечника - с органическим и металлическим сердечником. В качестве металлического сердечника используют канат двойной свивки, органический сердечник изготовляют из пеньки, искусственных материалов (нейлон, капрон), асбеста. Канаты с органическим сердечником более гибкие и хорошо пропитываются смазочным материалом;
способу свивки - на нераскручивающиеся и раскручивающиеся, проволоки и пряди раскручивающихся канатов после снятия перевязки их концов стремятся выпрямиться, нераскручивающиеся канаты свиты из деформированных проволок и прядей, получающих перед свивкой форму, соответствующую их положению в канате, эти канаты имеют значительно больший срок службы, чем раскручивающиеся;
направлению свивки - односторонней и крестовой свивки, при односторонней направления навивки проволок в пряди и навивки прядей в канате совпадают, при крестовой они противоположны;
направлению свивки прядей - правые и левые, при правой свивке пряди направлены слева - вверх - направо, при левой - справа - вверх - налево;
по типу свивки прядей - с точечным касанием отдельных проволок между слоями прядей (ТК) (рис. 1.2а), с линейным (ЛК) и точечно-линейным (ТЛК). Канаты типа ЛК более гибки, износостойки и выдерживают больше число изгибов. Они имеют несколько разновидностей: ЛК-0 (рис. 1.2б), где проволоки отдельных слоев пряди имеют одинаковый диаметр; ЛК-Р (рис. 1.2в), у которых проволоки в верхнем слое пряди имеют разные диаметры; ЛК-РО (рис. 1.2г) - в прядях имеются слои, составленные из проволок одинакового диаметра; ЛК-3 (рис. 1.2д) - между двумя слоями проволок размещаются заполняющие проволоки меньшего диаметра; ТЛК-0 и ТЛК-Р (рис. 1.2е) - с комбинированным точечно-линейным канатом. Канаты с линейным касанием имеют лучшее заполнение сечения, они более гибки и износостойки. Их срок службы на 30-100% больше, чем срок службы канатов типа ТК.
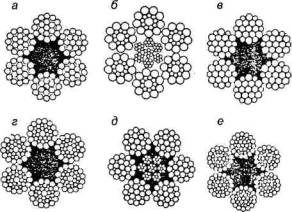
Рис. 1.2. Конструкция стальных канатов:
а - ТК 6x19+1 о.с; б - ЛК-0 6x19+7x7; в - ЛК-Р 6x19+1 о.с; г - ЛК-РО 6x36+1
о.с;д -ЛК-3 6x25+7x7;е - ТЛК-0 6x37+1 о.с
Условное обозначение каната нормируется ГОСТ, например, канат типа ЛК-0 конструкции 6х19(1+9+9)+1 о.с. (ГОСТ 3077). Буквы ЛК-0 означают, что по типу свивки прядей изготовлен с линейным касанием проволок между слоями прядей при одинаковом диаметре проволок по слоям пряди; цифра 6 - количество прядей в канате, 19 - количество проволок в каждой пряди каната, знак «х» - каждая из прядей имеет одно и то же число проволок, (1+9+9) - сечение пряди, где 1 - количество проволок в первом слое пряди, 9 - во втором, 9 - в третьем; знак «+» - имеется сердечник, 1 о.с. - органический сердечник (м. с. - металлический сердечник).
При заказе канатов указывают их диаметр, назначение, марку проволоки, вид ее покрытия, направление и способ свивки, сочетание направлений свивки каната и его элементов, маркировочную группу и ГОСТ на канат. Например: канат 27,0-Г-1-Н-1764 (180) ГОСТ 7668 - канат Æ 27 мм грузового назначения (Г), марка проволоки 1, проволока светлая правой крестовой свивки, нераскручивающийся (Н), маркировочной группы 1764 МПа (180 кг/мм2).
Наиболее широко рекомендуется применять в кранах в качестве подъемных и крановых элементов следующие конструкции канатов: канаты с органическим сердечником ЛК-Р 6x19 (ГОСТ 2688), ЛК-РО 6x36 (ГОСТ 7668), канат с металлическим сердечником ТЛК-РО 6x36+7x7 (ГОСТ 7669) и ЛК-3 6x36+7x7 (ГОСТ 7669).
Канаты разделяют на отрезки определенной длины с помощью зубила, дисковых пил трения, армированных абразивных кругов, сварочной дугой. Предварительно по обеим сторонам от намеченного места канат перевязывают мягкой проволокой Æ 1-2 мм. При этом направление перевязки должно быть противоположно направлению свивки, а длина перевязки не менее 1,5 диаметра каната.
Для уменьшения изнашивания и предупреждения повреждений канаты при хранении и эксплуатации покрывают защитной смазкой «Торсиол-35М» или «Торсиол-55». Перед смазыванием их очищают от старой смазки, грязи и следов коррозии, протирают обтирочным материалом, смоченным в бензине. Очищенные канаты смазывают при перемотке с одной катушки на другую, которые могут быть установлены на козлы, погружая при этом канат в ванну со смазочным материалом, подогретым до 60°С.
В процессе эксплуатации проволоки канатов изнашиваются, рвутся, перетираются, теряя прочность. Стальные канаты выбраковывают по числу оборванных проволок на длине одного шага свивки, который определяют следующим образом. На поверхность свивки наносят метку (точка «А», рис. 1.3), от которой отсчитывают вдоль оси каната столько прядей, сколько их имеется в его сечении. На поверхности следующей после отсчета пряди наносят вторую метку (точка «Б»). На отмеченном шаге подсчитывают число обрывов и сравнивают с данными, приведенными в табл. 1.1.
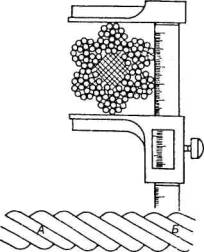
Рис. 1.3. Схема измерения диаметра и шага свивки каната
1.1. Число обрывов проволок на одном шаге каната различной свивки в зависимости от первоначального коэффициента запаса прочности, при котором канат должен быть выбракован
|
Конструкция каната с одним органическим сердечником при различной свивке |
Первоначальный коэффициент запаса прочности при установленном правилами соотношении (Д/д) Д - диаметр лебедки или ролика блока, мм; д - диаметр каната, мм) |
||
|
до 6 |
от 6 до 7 |
более 7 |
|
|
6x9=54: |
|
|
|
|
крестовая |
12 |
14 |
16 |
|
односторонняя |
6 |
7 |
8 |
|
6x37=222: |
|
|
|
|
крестовая |
22 |
26 |
30 |
|
односторонняя |
11 |
13 |
15 |
|
6x61=366: |
|
|
|
|
крестовая |
36 |
38 |
40 |
|
односторонняя |
18 |
19 |
20 |
Допустимое число обрывов проволоки на одном шаге свивки в зависимости от степени коррозионного разрушения уменьшается. Канат, у которого диаметр наружных проволок уменьшился в результате поверхностного износа или коррозии на 40% и более, выбраковывают.
К каждому канату согласно техническим условиям завод-изготовитель прикладывает сертификат, в котором указывает конструкцию и результаты испытаний каната, в том числе разрывное усилие.
Для предохранения петель каната от резких перегибов и истирания применяют коуш, который представляет собой стальное фасонное кольцо желобчатого сечения (рис. 1.4). Форма желоба соответствует диаметру каната. Конец каната (рис. 1.5) соединяют с основной его ветвью специальными зажимами (сжимами) или вплетая проволоки расплетенного каната в основную его ветвь с последующей оплеткой каната стальной проволокой на длине не менее 20 диаметров каната.
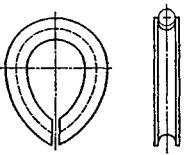
Рис. 1.4. Коуш
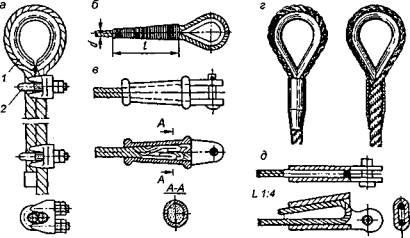
Рис. 1.5. Крепление концов каната:
а - винтовыми зажимами; б - заплеткой; в - коушем с заливкой; г - опрессовкой;
д - клиновым зажимом;
1 - канат; 2 - зажим
Согласно нормам Госгортехнадзора России при креплении каната сжимами число их не должно быть меньше трех, расстояние между ними принимается равным примерно шести диаметрам каната. Необходимое число сжимов находится в зависимости от диаметра каната и расстояния между сжимами и определяется из табл. 1.2.
1.2. Число сжимов и расстояние между ними в зависимости от диаметра каната
|
Диаметр каната, мм |
7-13 |
15 |
16,5 |
19,5 |
22 |
24 |
28 |
34 |
37-60 |
|
Число сжимов |
3 |
3 |
4 |
4 |
4 |
4 |
5 |
5 |
6 |
|
Расстояние между сжимами, мм |
100 |
100 |
120 |
120 |
140 |
150 |
180 |
230 |
250 |
При установке рожковых зажимов их дужка должна располагаться со стороны короткого конуса петли каната. Гайки зажима затягиваются так, чтобы общая ширина стянутых канатов составляла 0,6 суммы первоначальных диаметров (канатов), что проверяют штангенциркулем. Момент затяжки следует контролировать динамометрическим ключом. В процессе эксплуатации затяжку стропов проверяют еженедельно и перед каждым ответственным подъемом.
Достаточно надежным является крепление каната с помощью коуша с заливкой. При этом конец каната пропускают через стальной литой коуш-втулку, затем расплетают его на длине, равной двум длинам конуса. Вырезают органический сердечник, обезжиривают бензином или бензолом, протравляют соляной кислотой и промывают в горячей воде. Каждую проволоку сгибают пополам и втягивают конец каната в коуш. Затем коуш подогревают до 100°С и заливают легкоплавким сплавом с температурой плавления не более 360°С (например, баббитом). Получающееся соединение отличается целостностью и повышенной надежностью.
Клиновые зажимы позволяют осуществлять быструю сборку и разборку соединений. Они надежны и удобны в работе. При угле наклона 1:4 и коэффициенте трения между элементами зажима и канатом 0,15 запас надежности удерживания каната равен примерно трем.
Широко применяется и крепление конца каната опрессованием втулками, изготовленными из алюминиевых сплавов марок АДО, АД1, АД31, АМц и др. Овальную алюминиевую втулку (см. рис. 1.5г) надевают на предварительно очищенную ветвь каната, образующую петлю вокруг коуша, так, чтобы конец ветви каната выходил из втулки на 2-3 мм. Собранную заготовку помещают в матрицу и сдавливают пуансоном до получения круглого поперечного сечения втулки. Усилие опрессования зависит от диаметра каната и принимается по руководящему документу Р-10-33-93. Трудовые затраты при образовании петли на канате с помощью втулок в 5-6 раз меньше, чем при заплетке.
Грузозахватные устройства и приспособления. Для захватывания и перемещения грузов применяют крюки, петли, клещевые захваты, стропы. Крюки по форме разделяют на однорогие (рис. 1.6 а, в) и двурогие (рис. 1.6 б, г). Их размеры стандартизированы: для механизмов с ручным и машинным приводом - однорогие крюки по ГОСТ 6627, для механизмов с машинным приводом - двурогие по ГОСТ 6628.
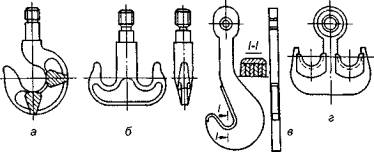
Рис. 1.6. Грузовые крюки:
а, б - кованые или штампованные; в, г - пластинчатые
Крюки изготавливают ковкой или штамповкой из низкоуглеродистой стали 20 (реже из стали 20 Г). После ковки или штамповки проводят нормализацию для снятия внутренних напряжений. Для предотвращения самопроизвольного выпадания грузозахватного приспособления крюки оборудуют предохранительными замками (рис. 1.7).
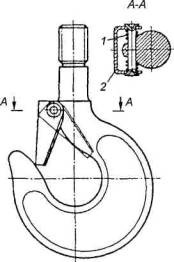
Рис. 1.7. Крюк с замком пружинного замыкания:
1 - пружина; 2 - защелка
После изготовления крюк испытывают на прочность под нагрузкой, превышающей его номинальную грузоподъемность на 25%. Продолжительность выдержки под нагрузкой не менее 10 мин. После снятия нагрузки на крюке не должно быть трещин, надрывов, следов остаточных деформаций.
Применение литых стальных крюков ограничено из-за возможности образования внутренних дефектов металла при литье.
Сборные (пластинчатые) крюки (см. рис. 1.6 в, г) состоят из отдельных пластин толщиной не менее 20 мм, вырезанных из листовой стали 20 или стали 16 МС, соединенных заклепками. Зевы крюков оснащают вкладышами из мягкой стали, что обеспечивает равномерное распределение нагрузки между пластинами и укладку строп без резких изгибов. Эти крюки легче кованых, их применяют на кранах большей грузоподъемности.
Крюки соединяют с гибким грузовым элементом грузоподъемной машины, прикрепляя гибкий элемент к проушине крюка (при подвесе груза на одной ветви) или (при подвесе груза на нескольких ветвях гибкого элемента) с помощью крюковых подвесок (ОСТ 24.191.08-81), которые бывают нормальные и укороченные. В нормальных подвесках (рис. 1.8а) траверса, на которой укреплен крюк, соединяется с осью канатных блоков щеками, а в укороченных (рис. 1.8б) блоки размещают на удлиненных цапфах траверсы. Укороченная подвеска позволяет поднимать груз на несколько большую высоту, но ее .можно применять только при четной кратности полиспаста.
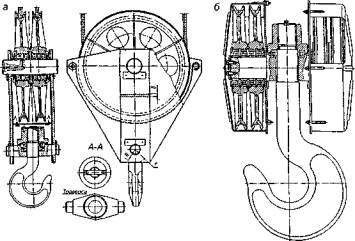
Рис. 1.8. Крановые подвески
а - нормальная; б - укороченная
Кроме грузовых крюков, применяют цельнокованые (рис. 1.9а) и составные (рис. 1.9б) грузовые петли. При одинаковой грузоподъемности они по сравнению с крюками имеют меньшие размеры и массу, однако в эксплуатации менее удобны, так как требуется продевание строп через отверстие петли.
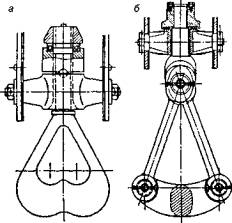
Рис. 1.9. Грузовые петли:
1 - цельнокованые; б - составные
Для подъема штучных грузов определенной формы и размеров применяют клещевые захваты, позволяющие сократить время на захватывание и освобождение грузов и уменьшить долю ручного труда.
Клещевые захваты подразделяются на захваты для штучных грузов в таре или упаковке и на захваты для штучных грузов без тары. В зависимости от степени автоматизации процесса захватывания и освобождения груза захваты подразделяются на полуавтоматические, обеспечивающие автоматический захват груза и освобождение вручную, и автоматические, обеспечивающие захват и освобождение груза без применения ручного труда. Захваты имеют рычажную систему в виде клещей (откуда происходит их название), свободные концы которых могут быть загнуты по форме груза или иметь специальные упоры или колодки, которыми они прижимаются к грузу и удерживают его силой трения между упором и грузом (фрикционные клещевые захваты). Примеры различного использования исполнения клещевых захватов показаны на рис. 1.10.
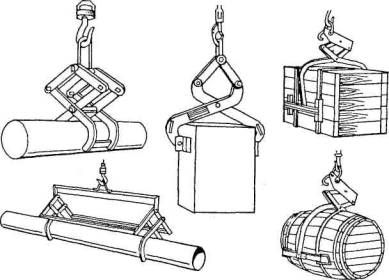
Рис. 1.10. Клещевые захваты
Стропы - это съемное приспособление, изготовленное из каната или цепи, соединенное в кольцо или снабженное подвесами для подвешивания оборудования к крюку грузоподъемной машины. Стропы грузовые канатные выпускают следующих типов: УСК-1 -универсальный, исполнение 1; УСК-2 - универсальный, исполнение 2; 1СК - одноветвевой; 2СК - двухветвевой; 3СК - трехветвевой; 4СК - четырехветвевой. Стропы типа УСК в первом и втором исполнениях показаны на рис. 1.11.
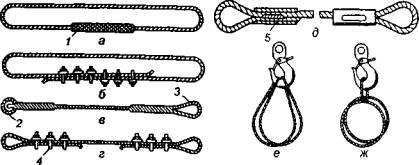
Рис. 1.11. Универсальные стропы:
а, б - во втором исполнении; в,г,д - в первом исполнении; е,ж - схемы подвески
на крюк универсальных стропов;
1 - заплетка; 2 - коуш; 3 - петля; 4 - сжим; 5 - гильзоклинное соединение
На чертежах универсальный строп в первом исполнении обозначается так: УСК - 0,32-1/5000, что означает строп грузоподъемностью 0,32 т в первом исполнении длиной 5000 мм. Если в обозначении перед косой чертой стоит цифра 2, то речь идет о стропе во втором исполнении. При изготовлении стропа в климатическом исполнении в обозначение вводится ХЛ.
При изготовлении стропов используют, как правило, канаты типа ЛК (6x19+1 о.с.) или ТК (6x19+1 о.с.) с расчетным временным сопротивлением разрыву 1764 МПа (180 кгс/мм2), в случае замены каната другим с меньшим сопротивлением разрыву производят перерасчет диаметра стропа. При изготовлении стропов допускается замена заплетай установкой рожковых зажимов.
Строповка грузов. Строп крепят только за надежные части груза. Все ветви стропа должны быть натянуты равномерно, равнодействующая сила от натяжения стропов должна проходить через центр массы груза. Ветви стропа не должны соскальзывать вдоль груза в случае нарушения равновесия. Между стропом, прямыми и острыми углами оборудования должны быть установлены подкладки. Строп не должен иметь переломов, перекручиваний.
Грузоподъемные механизмы и машины. Грузоподъемные механизмы и машины предназначены для перемещения грузов по вертикали и передачи их из одной точки площади обслуживаемой машины в другую. Они различаются по конструктивным признакам, назначению, характеру выполняемой работы. Для подъема оборудования на небольшую высоту (до 1 м), а также его перемещения по горизонтали служат переносные, простейшие грузоподъемные механизмы - домкраты (табл. 1.3, 1.4).
1.3. Техническая характеристика домкратов
|
Домкраты |
Грузоподъемность, т |
Высота в исходном положении, мм |
Основание, мм |
Высота подъема, мм |
Масса, кг |
|
|
диаметр |
ширина |
|||||
|
Винтовые |
||||||
|
БТ-5 |
5 |
510 |
148 |
|
300 |
18 |
|
БТ-10 |
10 |
580 |
180 |
|
330 |
30 |
|
РТ-3 |
3 |
280 |
- |
|
185 |
12 |
|
ДВ-10А |
10 |
400 |
255 |
|
157 |
30 |
|
ПС-20 |
20 |
670 |
- |
|
295 |
48 |
|
Реечные |
||||||
|
Р-5 |
|
850 |
|
227 |
370 |
50 |
|
РД-5 |
|
985 |
|
205 |
620 |
65 |
|
ДР1-5 |
|
881 |
|
253 |
370 |
50 |
|
ДР-5М |
|
715 |
|
320 |
400 |
40 |
1.4. Техническая характеристика гидравлических домкратов
|
Показатели |
ДГ 10сп |
ДГО-20 |
ДГО-50А |
ДГО-100А |
МДГ-25 |
МДГ-50 |
МДГ-80 |
МДГ-100 |
МДГ А-25 |
МДГ А-50 |
|
Грузоподъемность, т |
10 |
20 |
50 |
100 |
25 |
50 |
80 |
100 |
25 |
50 |
|
Максимальная высота подъема, мм |
120 |
100 |
100 |
160 |
75 |
100 |
100 |
155 |
75 |
100 |
|
Давление жидкости при максимальной грузоподъемности, МПа |
40 |
32 |
43 |
41 |
40 |
40 |
40 |
40 |
40 |
40 |
|
Максимальная высота домкрата, мм |
270 |
185 |
220 |
285 |
210 |
279 |
290 |
368 |
195 |
280 |
|
Масса (без масла), кг |
13 |
16,3 |
57 |
106 |
18,7 |
36,6 |
68 |
78,8 |
9,8 |
19,6 |
Примечание. Рабочей жидкостью во всех домкратах является масло индустриальное.
Домкраты различают по назначению:
выверочные - для небольших перемещений оборудования (10-40 мм) в проектное положение, которые выполняются обычно винтовыми и реже гидравлическими;
грузоподъемные - для значительных перемещений оборудования (50-350 мм), которые по конструктивному исполнению бывают винтовыми, реечными и гидравлическими.
Винтовые грузоподъемные домкраты наиболее простые по конструкции (рис 1.12а). Домкрат состоит из корпуса (7) с закрепленной в нем гайкой (4), в которую ввернут стальной винт (3). На верхней части винта установлена опорная рифленая головка (5), она может поворачиваться относительно винта. Вращение винта (3) производится рукояткой (6) с двусторонней трещоткой (10). В зависимости от положения трещотки, фиксируемой кулачком (9), осуществляют вращение винта (3) в одну или другую сторону, а следовательно, подъем или опускание оборудования. Корпус домкрата в нижней части имеет опорную плиту, перемещающуюся в горизонтальном направлении при вращении винта (1), что облегчает точную установку домкрата под грузом. Вращение винта (1) производится рукояткой (2), снабженной трещоткой (8). Грузоподъемность винтовых домкратов составляет от 20 до 200 кН. Применение винтовой пары с самотормозящейся резьбой обеспечивает удержание поднятого груза при коэффициенте полезного действия 0,3-0,4.
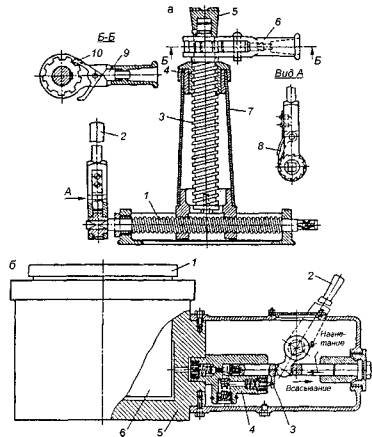
Рис. 1.12. Домкраты:
а - винтовой; б - гидравлический
Гидравлические домкраты имеют высокий КПД (0,75-0,8), малые габариты и массу, обеспечивают плавный подъем и спуск груза при весьма точной его фиксации в необходимом положении. Грузоподъемность гидравлических домкратов достигает 2000 кН. В качестве рабочей жидкости в них используют масло индустриальное. Недостатками их являются ограниченная высота подъема груза и малые скорости.
Одна из конструкций домкрата приведена на рис. 1.12б. Он состоит из скалки (6), снабженной в верхней части упорной головкой (1). Скалка входит в цилиндрический корпус (5), в нижнюю часть которого плунжерным насосом (4) через систему отверстий и клапанов попадает рабочая жидкость (обычно масло). Насос работает от рукоятки (2), при ее качании перемещается плунжер (3) насоса, и жидкость через нагнетательный клапан поступает в пространство между скалкой и дном корпуса. Для опускания скалки необходимо рукоятку (2) отклонить за пределы рабочего положения. При этом открывается выпускной клапан, жидкость под воздействием силы тяжести груза перетекает из-под скалки в запасной резервуар. При изменении отклонения рукоятки изменяется степень открытия отверстия выпускаемого клапана, таким образом регулируется скорость опускания груза.
Числовое значение скорости подъема груза определяется количеством рабочей жидкости, подаваемой под скалку (6) в единицу времени. Так как скорость подъема груза при ручном приводе весьма невелика, то при больших высотах подъема и большой грузоподъемности гидравлические домкраты имеют механический привод. Давление рабочей жидкости для домкратов с ручным приводом принимают до 6 МПа, а для механического привода - в зависимости от параметров примененного насоса - до 30 МПа.
Реечный домкрат (рис. 1.13) изготовляют грузоподъемностью до 100 кН с высотой подъема 0,3-0,4 м с ручным приводом. В корпусе домкрата перемещается стальная зубчатая рейка (2), на верхнем конце которой (7) установлена вращающаяся головка - подхват, а нижний конец загнут и образует лапу, что допускает захват груза на малой высоте. Грузоподъемность на лапе равна половине основной грузоподъемности домкрата. Рейка поднимается и опускается вращением рукоятки (1), которая связана с рейкой зубчатой передачей (6). На приводном валу (3) имеется храповое колесо (4), а на корпусе - собачка (5), которая, упираясь в зубья храпового колеса, препятствует опусканию рейки. Поднимать груз реечным домкратом с откинутой собачкой запрещается. Все реечные домкраты по правилам Госгортехнадзора России оборудуются устройствами, предотвращающими произвольное опускание груза. КПД реечных домкратов 0,6-0,8.
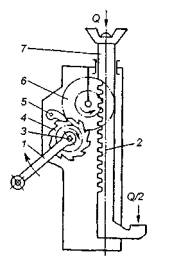
Рис. 1.13. Домкрат реечный
К числу простейших механизмов для подъема грузов относят блоки и полиспасты. Блоки применяют для оснащения мачт, гидроподъемников, порталов и других такелажных средств, а также при подъеме и перемещении грузов с помощью лебедок, кранов и других механизмов. Блоки, используемые для подъема груза, называют грузовыми, а для изменения направления движения каната - отводными.
Блок состоит из ролика, вращающегося на оси в подшипниках, двух щек, проушин для крепления мертвой петли, крюка или петли для подвешивания груза. Ролик по наружному периметру имеет канавку для каната. Его диаметр должен быть не менее 16-20 диаметров каната. В зависимости от числа роликов и назначения блоки подразделяют на блоки монтажные (БМ) и обоймы блочные монтажные (ОБМ) (табл. 1.5). БМ - однорольные блоки, применяют для подъема легких грузов и как отводные, для изменения направления движения каната, в том числе в полиспастных системах. Для удобства оснастки блоков канатом их выполняют с откидной щекой, съемной серьгой или крюком (рис. 1.14). ОБМ - многорольные блоки, число роликов может быть 13, вращаются они на оси самостоятельно, независимо один от другого. Их используют в основном для подъема груза. Исполнение блочных обойм с тяговым усилием 6300 кН показано на рис. 1.15.
1.5. Техническая характеристика блоков БМ и обойм ОБМ
|
Обозначение блоков и обойм |
Наибольшее тяговое усилие (не менее), кН(тс) |
Число блоков |
Диаметр блока по дну канавки, мм |
Максимальный диаметр каната, мм |
|
БМ 1,6-1 |
16(1,6) |
1 |
125 |
8,1 |
|
БМ 3,2-1 |
32(3,2) |
1 |
165 |
13,5 |
|
БМ5-1 |
50(5) |
1 |
|
|
|
ОБМ 10-2 |
100(10) |
9 |
200 |
16,5 |
|
ОБМ 16-3 |
160(16) |
3 |
|
|
|
БМ 10-1 |
100(10) |
1 |
|
|
|
ОБМ 32-4 |
320(32) |
4 |
270 |
22 |
|
ОБМ 50-5 |
500(50) |
5 |
|
|
|
БМ 16-1 |
160(16) |
1 |
|
|
|
ОБМ 63-5 |
630(63) |
5 |
330 |
22 |
|
ОБМ 80-6 |
800(80) |
6 |
|
|
|
БМ25-1 |
250(25) |
1 |
|
|
|
ОБМ 100-5 |
1000(100) |
5 |
|
|
|
ОБМ 160-8 |
1600(160) |
8 |
405 |
27 |
|
ОБМ 200-10 |
2000(200) |
10 |
|
|
|
БМ32-1 |
320(32) |
1 |
|
|
|
ОБМ 320-12 |
3200(320) |
12 |
465 |
31 |
|
БМ 63-1 |
630(63) |
1 |
|
|
|
ОБМ 400-8 |
4000 (400) |
8 |
630 |
42 |
|
ОБМ 630-13 |
6300(630) |
13 |
|
|
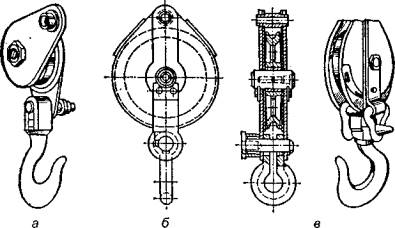
Рис. 1.14. Отводные блоки:
а - с откидной щекой; б - со съемной серьгой; в - со съемным крюком
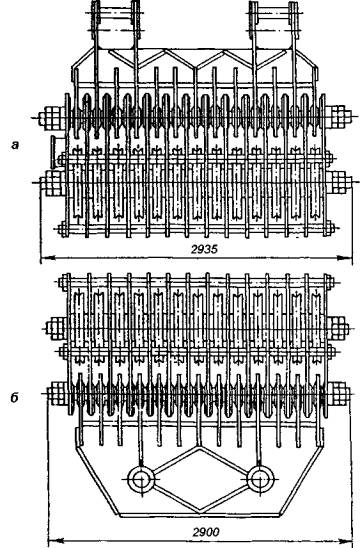
Рис. 1.15. Блочные обоймы ОБМ 630 с тяговой силой 6300 кН:
а - неподвижная; б - подвижная
Блоки и обоймы обозначают так: БМ 1,6-1 - блок монтажный, наибольшее тяговое усилие 16 кН, число блоков 1; ОБМ 630-13 - обойма блочная монтажная, наибольшее тяговое усилие 6300 кН, число блоков 13.
Полиспаст - устройство, состоящее из подвижной (нижней) и неподвижной (верхней) блочных обойм, соединенных канатом или другим гибким элементом (рис. 1.16). Такое соединение называют запасовкой полиспаста. При этом конец каната жестко крепят к нижней или верхней обойме, а другой - через отводной блок к барабану лебедки. Полиспасты имеют преимущество в силе и скорости. На монтажных работах в основном применяют силовые полиспасты, у которых за счет уменьшения скорости перемещения груза повышается грузоподъемная сила.
Наибольшее применение в практике монтажных работ нашли одинарные полиспасты (см. рис. 1.16а), а сдвоенные (см. рис. 1.16б) применяют в тех случаях, когда по условиям монтажных работ требуется полиспастная система с уравнительным устройством и при недостаточности тягового усилия имеющихся в наличии лебедок и блочных обойм.
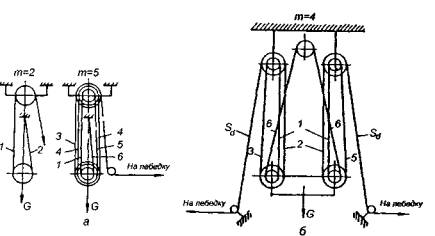
Рис. 1.16. Схемы полиспастов:
а - одинарных; б - сдвоенных;
1-6 - грузонесущие ветви полиспаста
Основной характеристикой полиспастов является крайность (т), определяемая как отношение числа ветвей, на которых висит груз (А), к числу ветвей, наматываемых на барабан (Ан) лебедки. На рис. 1.16а приведены полиспасты с m = 2 и m = 6, а на рис. 1.16б – c m = 4.
Для подъема груза на небольшую высоту применяют тали (табл. 1.6, 1.7). По приводу их разделяют на ручные и электрические. Ручные тали бывают червячные грузоподъемностью 1-12,5 т, высотой подъема до 3 м и шестеренные грузоподъемностью 0,25-5 т, высотой подъема до 12 м. Если таль устанавливают на тележке, передвигающейся по монорельсу, то это устройство называется тельфером.
1.6. Техническая характеристика рычажных талей (угол поворота 90°)
|
Показатели |
Грузоподъемность, т |
||||
|
0,5 |
1 |
1,5 |
2 |
3 |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Усилие на рукоятке, Н |
130 |
240 |
250 |
400 |
400 |
|
Расстояние между крюками, мм: |
|
|
|
|
|
|
минимальное |
- |
400 |
490 |
400 |
400 |
|
максимальное |
- |
- |
- |
1650 |
1865 |
|
Длина рукоятки, мм |
- |
440 |
432 |
715 |
750 |
|
Масса, кг |
9,85 |
20,0 |
25,4 |
20,0 |
24,0 |
1.7. Техническая характеристика шестеренных и червячных талей
|
Показатели |
Грузоподъемность, т |
||||||
|
0,25 |
0,5 |
1 |
2 |
3,2 |
5 |
8 |
|
|
Шестеренные |
|||||||
|
Высота подъема, м |
3 |
3 |
6 |
9 |
9 |
12 |
12 |
|
Тяговое усилие на цепи |
|
|
|
|
|
|
|
|
механизированного подъема, Н |
250 |
320 |
320 |
320 |
500 |
500 |
500 |
|
Длина в стянутом состоянии, мм |
280 |
320 |
360 |
460 |
680 |
800 |
1000 |
|
Масса (с цепями), кг |
15 |
20 |
30 |
50 |
70 |
125 |
170 |
|
Червячные |
|||||||
|
Высота подъема, м |
1 |
3,2 |
|
5 |
|
8 |
12,5 |
|
|
3 |
3 |
|
3 |
|
3 |
3 |
|
Тяговое усилие на цепи механизма подъема, Н |
350 |
650 |
|
750 |
|
750 |
750 |
|
Длина в стянутом состоянии, м |
570 |
800 |
|
1060 |
|
1200 |
1900 |
|
Масса (с цепями), кг |
32 |
75 |
|
145 |
|
270 |
410 |
Ручную червячную таль (рис. 1.17а) подвешивают к конструкциям на крюке (3). Приводное колесо (4) связано с червяком, который входит в зацепление с червячным колесом, находящимся на одной ступице со звездочкой (2). Через приводное колесо перекинута сварная калиброванная цепь. Перебирая руками цепь, приводят во вращение колесо, от которого через червячную передачу передается вращение звездочке. Через нижний блок тали и звездочку (5) проходит грузовая цепь (1). При вращении звездочки (2) цепь сокращается по длине и груз, подвешенный к крюку (6), перемещается. В зависимости от направления вращения приводного колеса груз будет подниматься или опускаться. Таль приводят в действие один или два рабочих в зависимости от массы груза. Грузовой крюк может вращаться вокруг своей оси. Для расширения зоны действия таль подвешивают к тележке, называемой кошкой, которая имеет два или четыре ходовых колеса для перемещения по полкам нижнего пояса двутавровой балки.
Шестеренную таль (рис. 1.17б) подвешивают к опоре за крюк (3), привод тали осуществляют с помощью бесконечной цепи (7), находящейся в зацеплении с приводным колесом (4). Грузовым элементом в таких талях служит пластинчатая цепь (1) или сварная калиброванная цепь. Поднятый груз удерживают в неподвижном состоянии дисковым тормозом (5), который замыкается массой транспортируемого груза. В этом случае ступицу цепного колеса (4) выполняют в виде гайки, зажимающей храповое колесо (6) тормоза. Собачку (2) тормоза укрепляют на корпусе тали.
Электрическая таль (рис. 1.18а) имеет грузоподъемность до 5 т и обеспечивает подъем груза на высоту до 18 м. По сравнению с ручными талями она более производительна, работать с ней легче. Механизм подъема тали (рис. 1.18б) состоит из электродвигателя (2), статор которого запрессован в нарезной барабан (1), вследствие этого уменьшаются длина тали и ее масса. Через двухпарный соосный редуктор (3) крутящий момент ротора двигателя передается на барабан. Таль оборудована двумя тормозами: стопорным колодочным электромагнитным (4) и автоматическим спускным дисковым (7), замыкаемым массой транспортируемого груза. Тормозной шкив (5) стопорного тормоза, снабженный лопастями (6), укреплен на консоли быстроходного вала редуктора и выполняет роль вентилятора, охлаждающего обмотки двигателя. Для улучшения охлаждения корпус редуктора дополнительно снабжен охлаждающими ребрами. Барабан соединен с выходным валом редуктора с помощью муфты (8), компенсирующей неточности монтажа. Со стороны, противоположной редуктору, расположен шкаф электроаппаратуры (14), в нем располагаются пускатели механизма подъема (10, 11), кольцевой токопровод (12) и конечные выключатели (13) подъема и опускания, ограничивающие крайние верхнее и нижнее положения крюка. Кабель управления вводится в шкаф электроаппаратуры через отверстие (9). Канат (15) крепится на барабане с помощью ковша с заливкой. Редуктор и шкаф электроаппаратуры соединены между собой сварным корпусом (16).
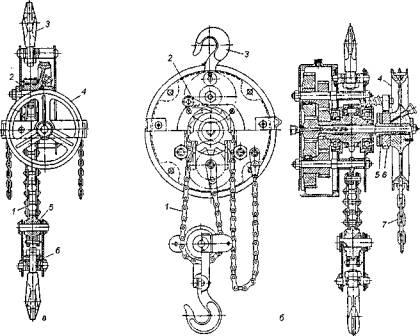
Рис. 1.17. Ручные тали:
а - червячная; б - шестеренчатая
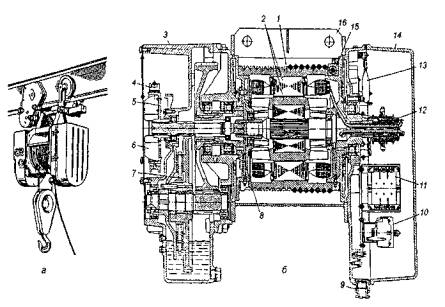
Рис. 1.18. Таль электрическая:
а - общий вид; б - механизм подъема
Техническая характеристика тали ручной шестеренчатой стационарной (ТРШС) грузоподъемностью 0,5 и 1 т
Грузоподъемность, т 0,5 1
Высота подъема, м 3; 6; 9; 12
Тяговое усилие, кг 16 26
Размеры, мм (Нmin х В х С) 300x170x170
Цепь грузовая по ТУ 14-178-255-93 1 - В- 6х19
Цепь тяговая по ТУ 14-4-1547-89 6x36
Масса (без цепей), кг 7 8
Техническая характеристика тали ручной шестеренной стационарной (ТРШС) грузоподъемностью 2 и 3,2 т
Грузоподъемность, т 2 3,2
Высота подъема, м 3; 6; 9; 12
Тяговое усилие, кг 30 32
Размеры, мм (Hmin x B x C) 450x175x238 480x170x265
Цепь грузовая по ТУ 14-178-255-93 1 - В- 6х19
Цепь тяговая по ТУ 14-4-1547-89 6x36
Масса (без цепей), кг 10,4 15
Техническая характеристика тали ручной шестеренной стационарной (ТРШС) грузоподъемностью 5 т
Грузоподъемность, т 5
Высота подъема, м 3; 6; 9; 12
Тяговое усилие, кг 50
Размеры, мм (Hmin x B x C) 840x280x350
Цепь грузовая по ТУ 14-178-255-93 1 - В- 6х19
Цепь тяговая по ТУ 12.017.3856.013-88 А1 13x36
Масса (без цепей), кг 36
Техническая характеристика тали ручной шестеренной рычажной (ТРШР) грузоподъемностью 0,5 и 1 т
Грузоподъемность, т 0,5 1
Высота подъема, м 3; 6; 9; 12
Тяговое усилие, кг 5,5 6,5
Размеры, мм (Hmin x B x C) 300x170x170
Длина рычага, мм 250
Цепь грузовая по ТУ 14-178-255-93 1 - В- 6х19
Масса (без цепей), кг 8 8,5
Техническая характеристика тали ручной шестеренной рычажной (ТРШР) грузоподъемностью 2 и 3,2 т
Грузоподъемность, т 2 3,2
Высота подъема, м 3; 6; 9; 12
Тяговое усилие, кг 7 8
Размеры, мм (Hmin x B x C) 460x190x235 480x190x265
Длина рычага, мм 250
Цепь грузовая по ТУ 14-178-255-93 1 - В- 6х19
Масса (без цепей), кг 11,9 16,5
Техническая характеристика тали ручной шестеренной передвижной (ТРШП) грузоподъемностью 0,5 и 1 т
Грузоподъемность, т 0,5 1
Высота подъема, м 3; 6; 9; 12
Тяговое усилие, кг 18 26
Размеры, мм (Hmin x B x C) 305x190x190 305x262x195
Монорельсовый путь по ГОСТ 19425-74 18М
Цепь грузовая по ТУ 14-178-255-93 1 - В- 6х19
Цепи тяговые по ТУ 14-4-1547-89 6x36
Масса (без цепей), кг 16,7
Техническая характеристика тали ручной шестеренной передвижной (ТРШП) грузоподъемностью 2 и 3,2 т
Грузоподъемность, т 2 3,2
Высота подъема, м 3; 6; 9; 12
Тяговое усилие, кг 30 34
Размеры, мм (Hmin x B x C) 450x320x332 458x320x362
Монорельсовый путь по ГОСТ 19425-74 24М-36М 24М-45М
Цепь грузовая по ТУ 14-178-255-93 1 - В- 6х19
Цепи тяговые по ТУ 14-4-1547-89 6x36
Масса (без цепей), кг 28,4 42
Техническая характеристика тали ручной червячной стационарной (ТРЧС) грузоподъемностью 1; 3,2; 5 и 8 т
|
Грузоподъемность, т |
1 |
3,2 |
5 |
8 |
|
Высота подъема, м |
|
3;6; |
9; 12 |
|
|
Тяговое усилие, кг |
35 |
50 |
75 |
75 |
|
Размеры, мм (HminxBxC) |
570х270х240 |
860х340х360 |
1060х420х420 |
1200х500х570 |
|
Цепь грузовая по ГОСТ 191-82 |
- |
- |
- |
G160-5-50 |
|
Цепь грузовая по ТУ 14-178-255-93 |
1-В-6x19 |
- |
1-В-9x27 |
- |
|
Цепь грузовая по ТУ 12.017.3856.017-88 |
- |
А1-13x36 |
- |
. |
|
Цепь тяговая по ТУ 14-178-255-93 |
1-н-6х19 |
|||
|
Масса (с цепями), кг |
30-75 |
63-150 |
100-200 |
155-255 |
Техническая характеристика тали ручной червячной передвижной (ТРЧП) грузоподъемностью 1; 3,2; 5 и 8 т
|
Грузоподъемность, т |
1 |
3,2 |
5 |
8 |
|
Высота подъема, м |
|
3;6; |
9; 12 |
|
|
Тяговое усилие, кг |
35 |
65 |
75 |
75 |
|
Размеры, мм (Hmin х В х С) |
335х320х220 |
585х430х295 |
730х520х355 |
980х595х460 |
|
Монорельсовый путь по ГОСТ 19425-74 |
18М-36М |
45М |
24М-45М |
30М-45М |
|
Цепь грузовая по ГОСТ 191-82 |
- |
- |
- |
G160-5-50 |
|
Цепь грузовая по ТУ 14-178-255-93 |
1-В-6x19 |
1-В-9х27 |
- |
|
|
Цепь тяговая по ТУ 14-178-255-93 |
1 - Н - 6x19 |
|||
|
Масса (с цепями), кг |
39-93 |
83-173 |
137-227 |
280-460 |
К простейшим грузоподъемным механизмам относятся лебедки, предназначенные для подъема, опускания, перемещения оборудования по горизонтальному или наклонному пути при производстве различных монтажных работ в тех условиях, где нельзя применять краны и другие грузоподъемные устройства.
В зависимости от исполнения лебедки можно подразделить: по типу привода - на лебедки с ручным и машинным приводом; по типу тягового элемента - на канатные и цепные; по типу установки - на неподвижные (закрепленные на полу, стене, потолке) и передвижные (на тележках, передвигающихся по полу или по подвесным путям); по числу барабанов - на одно-, двух- и многобарабанные лебедки; по типу барабанов - на нарезные, гладкие и фрикционные.
Ручная барабанная лебедка (рис. 1.19а) (табл. 1.8) состоит из двух щек, соединенных болтами (3), образующих станину, в которой установлена ось для свободного вращения барабана (5). Последний получает вращение от рукоятки (1) через зубчатые колеса. Поднимаемый груз в определенном положении удерживается храповым механизмом, состоящим из храпового колеса и собачки. Один конец каната присоединяют к барабану, а за второй крепят крюк.
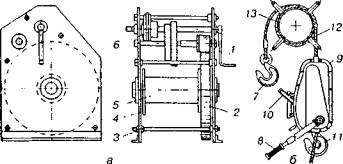
Рис. 1.19. Лебедки ручные:
а - с барабаном; б - рычажная
Ручная рычажная лебедка (рис. 1.19б) (табл. 1.9) состоит из корпуса (9), в котором располагается тяговый механизм. Лебедка имеет два крюка. Крюк (11) крепят к перемещаемому оборудованию, а крюк (7) к неподвижному опоре-якорю. При закреплении лебедки канат (12) сматывается с катушки (13). Канат перемещают сквозь механизм лебедки с помощью рукоятки (8), а возвращают с помощью рукоятки обратного хода.
1.8. Техническая характеристика ручных однобарабанных лебедок
|
Тип |
Тяговое усилие в канате на передаче, кН |
Канатоемкость барабана при многослойной навивке (не менее), м |
Диаметр каната, мм |
Габаритные размеры при снятых рукоятках (не менее), мм |
Масса без каната (не более), кг |
|
|
первой |
второй |
|||||
|
ЛР-1,25 |
12,5 |
8 |
50 |
11 |
800x600x800 |
160 |
|
Л-3,2 |
32 |
20 |
50 |
16,5 |
850x700x900 |
260 |
|
ЛР-5 |
50 |
32 |
75 |
21 |
1050x950x1000 |
500 |
|
ЛР-8 |
80 |
50 |
75 |
27,5 |
1300x1250x1300 |
900 |
|
Т-68В |
12,5 |
8 |
50 |
11 |
655x500x720 |
150 |
|
Т-69Г |
32 |
18 |
50 |
16,5 |
805x620x860 |
230 |
|
Т-102В |
50 |
32 |
75 |
21 |
935x900x860 |
465 |
1.9. Техническая характеристика ручных рычажных лебедок и монтажных тяговых механизмов
|
Показатели |
Лебедка |
МТМ-1,6 |
МТМ-3,2 |
|
|
Тяговое усилие, кН |
16 |
30 |
16 |
32 |
|
Подача каната за один ход |
|
|
|
|
|
рычага, мм |
25 |
17,5 |
27 |
28 |
|
Диаметр каната, мм |
12 |
16,5 |
12 |
17 |
|
Длина каната с крюком, м |
12 |
15 |
12 |
15 |
|
Масса механизма (общая), кг |
31,8 |
51,5 |
28 |
50 |
В электрических лебедках (рис. 1.20) (табл. 1.10) барабан (5) получает вращение от электродвигателя (4), укрепленного на корпусе редуктора (3). На свободном конце вала электродвигателя установлен шкив (1) колодочного тормоза, предназначенного для фиксации положения барабана. Направление вращения барабана изменяют путем реверсирования электродвигателя. На втором конце быстроходного вала редуктора установлен электроиндукционный тормоз (2), предназначенный для плавного регулирования скорости опускания груза.
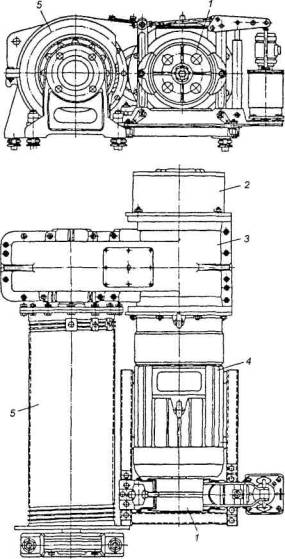
Рис. 1.20. Лебедка барабанная с электроприводом
1.10. Техническая характеристика электролебедок
|
Тип |
Тяговое усилие, кН |
Канатоемкость, м |
Диаметр каната, мм |
Скорость навивки каната, м/с |
Мощность электродвигателя, кВт |
Масса каната, т |
|
ЛМ-1-80 |
10 |
80 |
9,1 |
0,4 |
4,25 |
0,30 |
|
ТЛ-9А-1 |
12,5 |
80 |
11 |
0,5 |
8,50 |
0,47 |
|
ЛМ-3,2 |
32 |
250 |
16,5 |
0,4 |
12,5 |
0,83 |
|
ТЛ-7А-1 |
50 |
250 |
22,5 |
0,3 |
15 |
2,05 |
|
ЛМ-5М |
50 |
250 |
22,5 |
0,3 |
14,5 |
1,2 |
|
ПЛ5-69 |
50 |
450 |
22 |
0,68 |
22 |
1,83 |
|
СЛ5-78 |
50 |
1200 |
22 |
0,7 |
28 |
5,1 |
|
ЛМС-8/800 |
80 |
800 |
22 |
0,23 |
22 |
4,2 |
|
ЛМ-8 |
80 |
350 |
28 |
0,12 |
11 |
2,13 |
|
ЛМ-12,5 |
125 |
800 |
33 |
0,13 |
22 |
5,65 |
|
ЛМС-12,5/1200 |
125 |
1200 |
27 |
0,21 |
30 |
6,6 |
|
ЛМС-16/1300 |
160 |
1300 |
31 |
0,17 |
30 |
6,6 |
При выполнении монтажных работ лебедки должны быть закреплены от смещения. Для этого используют элементы строительных сооружений: колонны (рис. 1.21), ригеля, стены или специальные анкерные устройства - якоря.
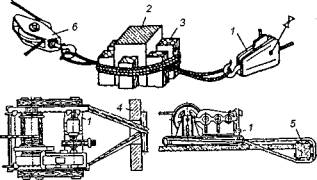
Рис. 1.21. Закрепление лебедок за колонну, стену и ригель:
1 - лебедка; 2 - колонна; 3 - подкладки; 4 - стена; 5 - ригель; 6 - отводный
блок
Техническая характеристика лебедки ручной червячной 0,1 т
Тяговое усилие суммарное, кН (тс) 1 (0,1)
Усилие на рукоятке, кг (max) 6
Диаметр каната, мм 3,3
Канатоемкость, м 7x2
Скорость навивки каната (при частоте вращения
рукоятки 35 мин-1), м/мин 1,35
Габаритные размеры, мм 560x410x375
Масса (без каната), кг 68
Техническая характеристика лебедки ручной червячной 0,15 т
Тяговое усилие суммарное, кН (тс) 1,5 (0,15)
Усилие на рукоятке, кг (max) 8
Диаметр каната, мм 3,3
Канатоемкость, м 4,2x3
Скорость навивки каната (при частоте вращения
рукоятки 35 мин-1), м/мин 1,35
Габаритные размеры, мм 500x410x375
Масса (без каната), кг 70
Техническая характеристика лебедки ручной червячной 0,3 т
Тяговое усилие суммарное, кН (тс) 3 (0,3)
Усилие на рукоятке, кг (max) 10
Диаметр каната, мм 4,8
Канатоемкость, м 8x3
Скорость навивки каната (при частоте вращения
рукоятки 35 мин-1), м/мин 0,6
Габаритные размеры, мм 630x410x375
Масса (без каната), кг 70
Техническая характеристика лебедки ручной цилиндрической 0,3 т двухскоростной (с бесшумным храповым тормозом)
На первой передаче На второй передаче
Тяговое усилие, кН (тс) 3 (0,3)
Усилие на рукоятке (при работе одного
человека), кг (max) 7 17
Усилие на рукоятках (при работе двух
человек), кг (max) 3,5 8,5
Диаметр каната, мм 5,1; 5,8
Канатоемкость, м 12
Скорость навивки каната (при частоте
вращения рукоятки 35 мин-1), м/мин 1,2 3,3
Габаритные размеры, мм 507x250x165
Масса (без каната), кг 28
Техническая характеристика лебедки ручной настенной 0,4 т
Тяговое усилие, кН (тс) 4 (0,4)
Усилие на рукоятке, кг (max) 15
Диаметр каната, мм 6,2 6,9
Канатоемкость, м 12 10
Скорость навивки каната (при частоте
вращения рукоятки 30 мин-1), м/мин 1,34
Габаритные размеры, мм 185x310x310
Масса (без каната), кг 19
Техническая характеристика лебедки ручной 0,5 т
Тяговое усилие , кН (тс) 5 (0,5)
Усилие на рукоятке (при длине рычага 0,5 м), кг (max) 26
Диаметр каната, мм 4,1
Канатоемкость, м 3,5
Габаритные размеры, мм 450х110х110
Масса (без каната), кг 3,5
Техническая характеристика рычажного тягового приспособления 0,5 т
Тяговое усилие, кН (тс) 5 (0,5)
Усилие на рукоятке, кг (max) 10
Диаметр каната, мм 5,1
Канатоемкость, м 6
Перемещение каната за рабочий ход рычага, мм 30-40
Габаритные размеры, мм 140х130x660
Масса (без каната), кг 4,2
Техническая характеристика лебедки ручной 1,5 т
Тяговое усилие, кН (тс) 15(1,5)
Усилие на рукоятке, кг (max) 18
Диаметр каната, мм 9,7; 9,9
Канатоемкость, м 45
Скорость навивки каната (при частоте вращения
рукоятки 45 мин-1), м/мин 0,4
Габаритные размеры, мм 580x430x410
Масса (без каната), кг 73
Техническая характеристика лебедки ручной планетарной 1,5 т
Тяговое усилие, кН (тс) 15(1,5)
Усилие на рукоятке, кг (max) 10
Диаметр каната, мм 11
Канатоемкость, м 50
Скорость навивки каната (при частоте вращения
рукоятки 45 мин-1), м/мин 0,17
Габаритные размеры, мм 695x320x375
Масса (без каната), кг 120
Техническая характеристика лебедки ручной планетарной 1,5 т
Тяговое усилие, кН (тс) 15(1,5)
Усилие на рукоятке, кг (max) 10
Диаметр каната, мм 11
Канатоемкость, м 100
Скорость навивки каната (при частоте вращения рукоятки
40 мин-1), м/мин 0,17
Габаритные размеры, мм 865x320x375
Масса (без каната), кг 150
Техническая характеристика монтажного тягового механизма МТМ-1,6
Тяговое усилие, кН (тс) 16(1,6)
Усилие на рычаге, кг (max) 32
Подача каната за рабочий ход рычага, мм 27
Диаметр каната, мм 12
Длина каната с крюком, м 12
Габаритные размеры (без каната и съемного
рычага), мм 620x850x240
Масса (без каната), кг 155
Техническая характеристика лебедки электрической 0,7 т
Тяговое усилие, кН (тс) 7(0,7)
Диаметр каната, мм 8,3
Канатоемкость, м 10
Скорость навивки каната, м/с 0,22
Мощность электродвигателя, кВт 2,2
Габаритные размеры, мм 600х750х1190
Масса (без каната), кг 247
Техническая характеристика лебедки электрической 1 т (двухбарабанная)
Тяговое усилие, кН (тс) 10(1)
Диаметр каната, мм 9,1
Канатоемкость, м 14x2
Скорость навивки каната, м/с 0,32
Мощность электродвигателя, кВт 4
Габаритные размеры, мм 1120x900x500
Масса (без каната), кг 330
Техническая характеристика лебедки электрической 2 т
Тяговое усилие, кН (тс) 20(2)
Диаметр каната, мм 12
Канатоемкость, м 30
Скорость навивки каната, м/с 0,2
Мощность электродвигателя, кВт 8,5
Габаритные размеры, мм 1215x1400x710
Масса (без каната), кг 625
Техническая характеристика лебедки электрической 2 т (с канатоукладчиком)
Тяговое усилие, кН (тс) 20(2)
Диаметр каната, мм 13; 13,5
Канатоемкость, м 100
Скорость навивки каната, м/с 0,11
Мощность электродвигателя, кВт 4
Габаритные размеры, мм 770x1150x700
Масса (без каната), кг 480
Техническая характеристика лебедки электрической 5 т
Тяговое усилие, кН (тс) 50(5)
Диаметр каната, мм 22,5
Канатоемкость, м 70
Скорость навивки каната, м/с 0,11
Мощность электродвигателя, кВт 7,5
Габаритные размеры, мм 1465x1450x640
Масса (без каната), кг 1550
Техническая характеристика лебедки электрической 4 т
Тяговое усилие, кН (тс) 40(4)
Диаметр каната, мм 19,5
Канатоемкость, м 100
Скорость навивки каната, м/с 0,11
Мощность электродвигателя. кВт 7,5
Габаритные размеры, мм 1200x1400x750
Масса (без каната), кг 1000
Техническая характеристика лебедки электрической 8 т (с канатоукладчиком)
Тяговое усилие, кН (тс) 80(8)
Диаметр каната, мм 28
Канатоемкость, м 400
Скорость навивки каната, м/с 0,12
Мощность электродвигателя, кВт 10
Габаритные размеры, мм 2020x2365x1280
Масса (без каната), кг 2700
Техническая характеристика лебедки электрической 12 т
Тяговое усилие, кН (тс) 120(12)
Диаметр каната, мм 32
Канатоемкость, м 200
Скорость навивки каната, м/с 0,25
Мощность электродвигателя, кВт 45
Габаритные размеры, мм 2070x2000x1380
Масса (без каната), кг 4500
К средствам погрузки, разгрузки, перемещения и монтажа оборудования и конструкций в монтажной зоне относят стационарные и самоходные краны, кран-балки, погрузчики и др.
Грузоподъемные краны по конструктивному признаку подразделяются на краны мостового типа, краны со стрелой, башенные и др. Мостовые краны применяются для внутрицеховых, погрузочно-разгрузочных работ. Кран (рис. 1.22) состоит из моста, который образуют две главные балки (1) и две концевые (3), и крановой тележки или тали (7), передвигающейся по мосту. В концевых балках моста установлены ходовые колеса (2) крана, опирающиеся на крановые рельсы (6), закрепленные на подкрановых балках (5). Балки устанавливают на колоннах цеха или эстакадах. На крановой тележке смонтированы механизмы подъема груза и передвижения тележки. К мосту прикреплена кабина крановщика (4).
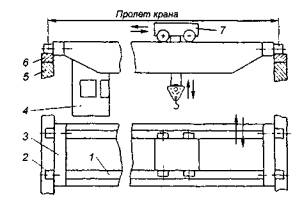
Рис. 1.22. Схема мостового крана
Основной характеристикой мостовых кранов является пролет - расстояние между осями крановых рельсов. У двухбалочных кранов опорного типа он составляет 10,5-34,5 м при грузоподъемности 5-500 т. При грузоподъемности до 5 т применяют облегченные одно- и двухбалочные кран-балки, у которых главная балка моста выполнена из двутавровой балки, а вместо крановой тележки используется электроталь. При больших пролетах балки снабжаются фермой, обеспечивающей высокую горизонтальную устойчивость моста. Управление кран-балкой часто осуществляется с пола с помощью подвесных коробок управления и магнитных пускателей.
Наряду с кранами опорного типа применяют краны подвесного типа, которые ходовыми колесами опираются на нижние полки двутавровых балок, подвешенных к потолочным конструкциям цеха. Главная балка этих кранов также выполнена из двутавровой балки.
При установке моста крана на двух высоких опорных стойках, перемещающихся по рельсам, уложенным на уровне земли, получается козловой кран. Для удобства монтажа его часто изготавливают как самомонтирующийся (рис. 1.23). Мостовое строение (1) собирают на подставках на небольшом расстоянии от земли. Поддерживающие ноги (2) соединяют шарнирами с мостом и балан-сирными тележками. Для подъема моста ноги соединяют полиспастами, канаты которых закреплены на барабанах (5) стягивающих механизмов, имеющих ручной привод. Когда мост занимает рабочее положение, балансирные тележки (4) соединяют балкой (3), а полиспастная система разбирается. Если одна опора крана передвигается по рельсу, уложенному на фундаменте, а вторая - по рельсу, расположенному на эстакаде или подкрановых балках, укрепленных на выступах колонны здания, то получается полукозловой кран (рис. 1.24).
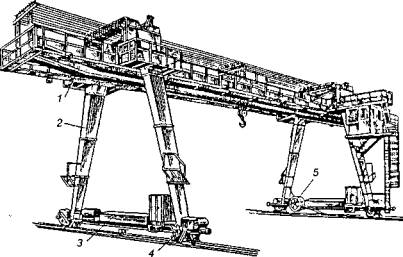
Рис. 1.23. Козловой самомонтирующийся кран
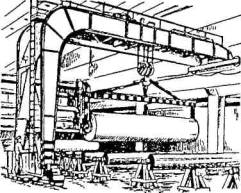
Рис. 1.24. Полукозловой кран
Промышленностью выпускаются козловые краны (табл. 1.11) грузоподъемностью 200 т и более при пролетах до 100 м и высоте подъема до 50 м.
1,11. Техническая характеристика козловых и башенных кранов
|
Показатели |
Козловые краны |
Башенные краны |
|||||
|
К-305Н |
К-0182 |
K-184 |
КК-32 |
УПК-50-50 |
КБ-674 |
БК-1000 |
|
|
Грузоподъемность, т |
30 |
18 |
18 |
32 |
50 |
25 |
50 |
|
Пролет, м |
32 |
44 |
44 |
32 |
50 |
- |
|
|
Ширина, м |
37,9 |
49,9 |
49,9 |
- |
- |
- |
- |
|
Высота подъема, м |
10,5 |
10,5 |
24 |
10,5 |
31 |
70 |
49,8 |
|
Скорость, м/с: |
|
|
|
|
|
|
|
|
подъема груза |
0,125 |
0,125 |
0,125 |
0,133 |
0,083 |
0,291-1,67 |
0,022-0,266 |
|
опускания |
0,125 |
0,125 |
0,125 |
0,133 |
0,083 |
0,02 |
- |
|
передвижения тележки |
0,416 |
0,416 |
0,416 |
0,533 |
0,37 |
- |
- |
|
передвижения крана |
0,334 |
0,334 |
0,333 |
1,05 |
0,35 |
0,21 |
0,203 |
|
Масса, т |
60 |
69 |
80 |
67 |
118 |
230 |
298 |
Краны стрелового типа - поворотные на колонне, имеющие постоянный или переменный вылет стрелы. Они бывают стационарные и нестационарные. На рис. 1.25 показана схема стрелового настенного поворотного крана с внешними опорами. Одна из опор (3) воспринимает горизонтальные нагрузки, а другая (1) - горизонтальные и вертикальные. Кран имеет металлоконструкцию (2) Г-образной формы, на которой расположены механизмы подъема груза, передвижения тележки и поворота крана. По верхней поворотной балке металлоконструкции (стреле) перемещается тележка (4) с подвешенным к ней грузозахватным приспособлением. При использовании в качестве верхней балки монорельса вместо тележки применяют электрическую таль, в которой объединены механизмы подъема груза и передвижения электротали.
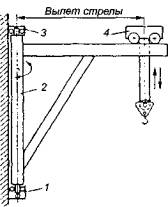
Рис. 1.25. Схема стрелового настенного поворотного крана
Нестационарные краны могут перемещаться на ходовых колесах по полу цеха или рельсовому пути.
Большое применение находят передвижные стреловые краны на гусеничном и автомобильном ходу. Они отличаются высокой маневренностью и не требуют укладки рельсовых путей.
Кран на гусеничном ходу (табл. 1.12, 1.13) состоит из стрелы, которая крепится к поворотной платформе. На платформе располагается двигатель внутреннего сгорания. Ходовая часть представляет собой раму, установленную на гусеничных тележках, приводимых в движение от двигателя. Грузоподъемность крана зависит от вылета стрелы, изменяющегося путем ее подъема. Скорость движения кранов не превышает 6 км/ч, поэтому на большие расстояния их транспортируют на специальной платформе, перемещаемой тягачом. Наличие гусеничного хода уменьшает давление на грунт, что позволяет использовать эти краны для работы на грунтах различной плотности.
1.12. Техническая характеристика гусеничных кранов типа МКГ
|
Показатели |
МКГ-6,3 |
МКГ-10 |
МКГ-16М |
МКГ-20 |
МКГ-25 (РДК-25) |
МКГ-25БР |
МКГС-100 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Грузоподъемность (максимальная), т |
6,3 |
10 |
16 |
20 |
25 |
25 |
100 |
|
Скорость подъема крюка, м/мин: |
|
|
|
|
|
|
|
|
основного |
3,92-3,84 |
3-34 |
2,3-3,3 |
2,9-6,2 |
0,9-6 |
7,25-14,5 |
0,5-7,5 |
|
вспомогательного |
- |
- |
- |
6-19 |
5,5-6,8 |
16,8 |
1,25-15 |
|
Скорость опускания крюка, м/мин: |
|
|
|
|
|
|
|
|
основного |
- |
- |
1,44-8,8 |
1,4-7,5 |
1,1-6,6 |
7,7-15,5 |
0,5-7,5 |
|
вспомогательного |
|
- |
- |
6-19 |
5,5-16,8 |
5,5-16,9 |
1,25-15 |
|
Частота вращения поворотной части, мин-1 |
0,43-2,14 |
0,3-1,7 |
0,35-1,7 |
0,5 |
0,56 |
0,3-1 |
0,5 |
|
Скорость передвижения крана, км/ч: |
|
|
|
|
|
|
|
|
рабочая |
1,5-2 |
0,87-4.35 |
3 |
0,65 |
0,75 |
1,05 |
0,5 |
|
транспортная |
- |
- |
- |
1,35 |
0,75 |
1,81 |
- |
|
Мощность электродвигателя, кВт |
55,16 |
55,16 |
58,16 |
58,84 |
79,23 |
79,23 |
132,39 |
|
Удельное давление на грунт, МПа: |
|
|
|
|
|
|
|
|
в транспортном положении |
0,05 |
0,06 |
0,06 |
0,1 |
0,08 |
0,06 |
0,06-0,09 |
|
рабочем |
0,07 |
0,08 |
0,08 |
- |
0,13 |
0,1 |
0,18 |
|
Радиус, описываемый хвостовой частью, м |
2,92 |
3,3 |
3,65 |
4 |
3,77 |
3,77 |
6,8 |
|
Габаритные размеры в транспортном положении, м |
3х4,15х3,58 |
3,2х4,6х3,51 |
3,2х4,8х3,49 |
3,22х6х4 |
3,21х4,7х3,72 |
3,21(4,3)х4,7х3,72 |
7х10,4х6,9 |
|
Масса, т: |
|
|
|
|
|
|
|
|
груза, перевозимого краном при минимальном вылете стрелы |
6,3 |
10 |
16 |
|
25 |
6 |
10 |
|
крана при минимальной длине стрелы и с противовесом |
15,9 |
20 |
25,5 |
36,5 |
39 |
41,75 |
155 |
1.13. Техническая характеристика стреловых гусеничных кранов типа СКГ
|
Показатели |
СКГ-30 |
СКГ-40/63 |
СКГ-50 |
СКГ-63А |
СКГ-100 |
KC8161 |
|
Грузоподъемность (максимальная), т |
30 |
40 |
50 |
63 |
100 |
100 |
|
Скорость подъема крюка, м/мин: |
|
|
|
|
|
|
|
основного |
6-22 |
0,75-180 |
2-18 |
0,65-8,5 |
0,47-6,6 |
3-8,6 |
|
вспомогательного |
9,85-26 |
3,6-11,2 |
2,9-18 |
2,4-9,8 |
2,4-9,8 |
9,7 |
|
Частота вращения поворотной части, мин-1 |
0,45 |
0,45 |
0,26 |
0,27 |
0,25 |
0,24 |
|
Скорость передвижения крана, км/ч |
0,7 |
0,8 |
0,7 |
0,48 |
0,5 |
0,45 |
|
Мощность электродвигателя, кВт |
73,5 |
101,5 |
110,3 |
45 |
155,5 |
155,5 |
|
Удельное давление на грунт, МПа: |
|
|
|
|
|
|
|
в транспортном положении |
0,1 |
0,09 |
0,12 |
0,10 |
0,1 |
|
|
рабочем |
- |
0,16 |
0,18 |
0,16 |
0,17 |
|
|
Радиус, описываемый хвостовой частью, м |
4 |
4 |
4,52 |
4,56 |
5,8 |
|
|
Габаритные размеры |
|
|
|
|
|
|
|
в транспортном положении, м |
4х4,9х4,67 |
4,1х4,9х4,17 |
5х6х4,4 |
5х6х4,37 |
6,3х7,5х4,65 |
|
|
Масса (с минимальной стрелой), т |
61,6 |
60,6 |
90 |
91,2 |
132,5 |
|
Примечания. 1. Скорость подъема (опускания) груза, удельное давление на грунт применительно к определенной длине стрелы, габаритные размеры необходимо уточнить по паспорту крана.
2. При специальном исполнении крана СКГ-40/63 с дополнительным противовесом массой 6,1 т максимальная грузоподъемность 63 т.
Автомобильные краны устанавливаются на стандартных или усиленных (при грузоподъемности до 7,5 т) шасси или специальной ходовой части в виде опорной рамы на пневматических колесах (пневмоколесные краны грузоподъемностью до 100 т). На рис. 1.26а представлен гидравлический (т.е. с гидравлическим приводом механизмов) автомобильный кран, предназначенный для саморазгрузки кузова автомобиля ЗИЛ-130 между кабиной и кузовом. При вылете стрелы 4,5 м грузоподъемность крана равна 1 т, а при вылете 1,8 м - 2,5 т. Максимальная высота подъема крюка от земли 6,16 м. Механизм поворота (8) обеспечивает поворот стрелы на угол 200°. Наличие дополнительного крюка (5) значительно расширяет возможности использования крана. Складывание стрелы осуществляется гидроцилиндром (7), перемещение груза - гидроцилиндром (2), выдвигающим внутреннюю балку (3) из средней балки (4), расположенной в верхнем звене стрелы (1). Скорость подъема груза изменяется от 0,2 до 15 м/мин. Рабочее давление в гидросистеме 10 МПа. Для обеспечения устойчивости крана и разгрузки ходовой части автомобиля кран снабжен выносными опорами (9) с гидравлическим приводом. Привод насоса гидросистемы выполняется через коробку отбора мощности.
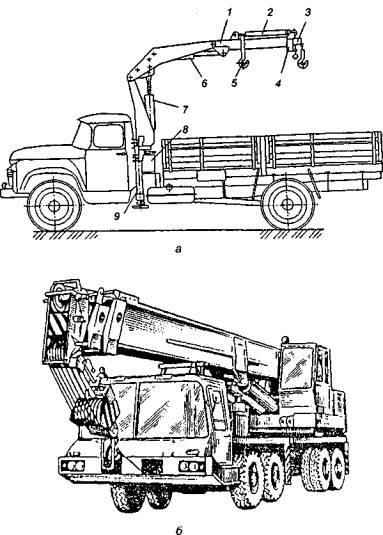
Рис. 1.26. Самоходные краны с гидравлическим приводом:
а - автомобильный; б - на пневмоколесном ходу
На рис. 1.26б представлен общий вид гидравлического крана на специальном шасси. Он предназначен для строительных, монтажных и погрузочных работ, связанных с частым перебазированием на значительное расстояние. Длина телескопической стрелы изменяется от 11 до 27 м. Наибольшая грузоподъемность при установке крана на выносных опорах равна 40 т. Скорость подъема груза от 0,1 до 9 м/мин.
Автомобильные краны с гидравлическим приводом имеют ряд преимуществ перед кранами с другими видами привода. Гидравлический привод позволяет получить большое тяговое усилие без применения громоздких передач и осуществлять в широких пределах плавное регулирование скорости движения механизмов. Управление краном с гидравлическим приводом значительно проще, чем кранами с механическими передачами.
Техническая характеристика кранов различных типов представлена в табл. 1.14-1.20.
Масса груза, поднимаемого передвижными кранами, зависит от того, на каком вылете стрелы L (т.е. на каком расстоянии от оси вращения поворотной части крана) находится груз. Это значение определяется условием обеспечения необходимой устойчивости крана, оно уменьшается с увеличением вылета.
1.14. Техническая характеристика стреловых кранов типов КС и МКП
|
Показатели |
КС-3571 |
КС-4571 |
КС-5473 |
КС-6471 |
МКП-16 |
МКП-25 |
МКП-25А |
МКП-40 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Грузоподъемность (максимальная), т |
10 |
16 |
25 |
40 |
16 |
25 |
25 |
40 |
|
Расстояние между выносными опорами, м |
2,8 |
4 |
4,4 |
5,8 |
3,6 |
4,4 |
4,93 |
5 |
|
Скорость подъема крюка, с: |
|
|
|
|
|
|
|
|
|
основного |
0,003-0,167 |
0,0034-0,14 |
0,0033-0,193 |
0,0016-0,25 |
0,05-0,3 |
0,015-0,1 |
0-0,14 |
0,01-0,73 |
|
вспомогательного |
|
|
0,6 |
0,0073-0,42 |
- |
5,5-16,8 |
0,0275 |
0,064-0,45 |
|
Частота вращения поворотной части, мин-1 |
0,4-1,1 |
0,4-1,1 |
0,1-1,2 |
0,1-1 |
0,35-1,7 |
0,56 |
1,05 |
0,5 |
|
Мощность силовой установки, кВт |
132,5 |
147 |
148,5 |
177 |
55,16 |
88 |
66,19 |
97 |
|
Радиус, описанный хвостовой частью, м |
- |
- |
3,05 |
3,6 |
2,8 |
3,77 |
7,7 |
3,1 |
|
Рабочая скорость передвижения крана, км/ч |
5 |
5 |
2,5 |
8,5 |
5 |
2 |
2 |
2 |
|
Габаритные размеры в транспортном положении, м |
9,8х2,8х3,38 |
10,5х2,5х3,73 |
12х3,6х3,46 |
13,65х2,75х3,8 |
14,5х3,2х4 |
19,5х3,2х4,2 |
19,5х3,35х4,2 |
12,7х4,14х4 |
|
Масса крана при минимальной длине стрелы, т |
15 |
25 |
29,3 |
48,8 |
24 |
39 |
35,6 |
35,8 |
Примечания. 1. Скорость подъема (опускания) груза, удельное давление на грунт применительно к определенной длине стрелы, габаритные размеры необходимо уточнять по паспорту крана.
2. Масса груза, перевозимого на крюке кранами МКП-16 при длине стрелы 10 м - 16 т, МКП-25 при длине стрелы 12,5 м - 12,5 т, МКП-40 при длине стрелы 15 м и ходе назад - 20 т.
1.15. Техническая характеристика стреловых автомобильных кранов типов АК, СМК, МКА, КС
|
Показатели |
КС-2561Е |
АК-75 |
АК-75В |
СМК-7 |
СМК-10 |
МКА-6,3 |
МКА-10М |
МКА-16 |
|
Грузоподъемность (максимальная), т |
6,3 |
7,5 |
7,5 |
7,5 |
10 |
6,3 |
10 |
16 |
|
Скорость подъема груза, м/мин |
2,2-19,2 |
1,96-7,8 |
1,7-7,4 |
3-15 |
0,4-19 |
2,5-15,6 |
4,2-42,7 |
2,7-40 |
|
Частота вращения поворотной части, мин-1 |
0,39-2,74 |
0,8-3,3 |
0,5-2,4 |
0,6-1,7 |
1-1,15 |
0,4-1,8 |
0,3-1,69 |
0,3-1,68 |
|
Скорость передвижения крана в транспортном положении, км/ч |
До 80 |
40 |
30 |
35 |
70 |
45 |
76,5 |
62 |
|
Базовый автомобиль |
ЗИЛ-130 |
ЗИЛ-130 |
ЗИЛ-164 |
МАЗ-200 |
МАЗ-500А |
ЗИЛ-130 |
MA3-500А |
КрАЗ-275К |
|
Мощность двигателя автомобиля, кВт |
108,8 |
73,5 |
70,5 |
80,9 |
115 |
107,8 |
132,5 |
177 |
|
Расстояние между выносными опорами, м |
8,5x2 |
2,5x2,5 |
2,5x2,5 |
2,68х3,9 |
5,4x5,4 |
3,6x3,5 |
4,15х4,4 |
4,4x4,5 |
|
Габаритные размеры в транспортном положении, м |
8,2х2,8х3,45 |
10,2х2,45х3,56 |
10,2х2,5х3,56 |
11,7х2,9х3,85 |
12,8х2,9х3,95 |
11,1х2,8х3,95 |
13,25х2,8х3,95 |
14,2х2,8х4 |
|
Масса (при минимальной длине стрелы), т |
8,7 |
9,2 |
9,2 |
13,9 |
14,7 |
9,8 |
15 |
23 |
Примечания. 1. Скорость подъема (опускания) груза, удельное давление на грунт применительно к определенной длине стрелы, габаритные размеры необходимо уточнять по паспорту крана.
2. Скорость передвижения кранов с грузом до 5 км/ч.
1.16. Техническая характеристика стреловых гидравлических кранов зарубежного производства
|
Показатели |
ИК-300 |
ИК-700-УС |
1250 |
1350 |
ТС-2000 |
|
«Като» |
«Либхер» |
«Демаг» |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Грузоподъемность(наибольшая), т: |
|
|
|
|
|
|
при минимальном вылете стрелы |
30 |
75 |
250(100) |
320(100) |
295(96) |
|
максимальном |
0,55 |
0,8 |
4,8(5) |
3,8(5) |
3(1,5) |
|
при наибольшей высоте подъема |
9 |
11 |
60(12) |
60(10,5) |
44(5,5) |
|
с наибольшим гуськом |
2,5 |
6 |
- |
- |
- |
|
Длина, м: |
|
|
|
|
|
|
стрелы |
10-31 |
12-44 |
21-91 |
- |
12-90 |
|
гуська |
8,45-13,5 |
9,5 |
21-84 |
(21-77) |
18-72 (18-84) |
|
Скорость подъема крюка (без груза), м/мин: |
|
|
|
|
|
|
наибольшая |
10 |
7,6 |
0-140 |
0-140 |
0-120 |
|
наименьшая |
4 |
3,8 |
0-70 |
0-70 |
0-13,5 |
|
Скорость подъема крюка на гуське, м/мин: |
|
|
|
|
|
|
наибольшая |
80 |
108 |
|
|
|
|
наименьшая |
32 |
54 |
|
|
|
|
Частота вращения поворотной части крана, мин-1 |
0,5-2,8 |
0,5-1,6 |
0-1,25 |
0-1,25 |
0-1,1 |
|
Угол поворота поворотной части крана |
360° |
360° |
360° |
||
|
Вылет крюка, м: |
|
|
|
|
|
|
наименьший |
3 |
3,5 |
8(11) |
5,5(11) |
6(12) |
|
наибольший |
27 |
31 |
80(82) |
80(82) |
70(70) |
|
при наибольшей высоте |
|
|
|
|
|
|
подъема |
6 |
9,5 |
11(32) |
11(32) |
|
|
с наибольшим гуськом |
10 |
11 |
|
|
|
|
Высота подъема крюка, м: |
|
|
|
|
|
|
при наименьшем вылете стрелы |
9,5 |
11,5 |
27(48) |
20,4(46) |
|
|
при наибольшем вылете стрелы |
12,5 |
31 |
45,7(120) |
45,7(112) |
|
|
наибольшая |
31,5 |
44 |
90,3(160) |
90,3(161) |
|
|
наибольшая с гуськом |
44,5 |
53,5 |
|
|
|
|
Скорость передвижения крана, км/ч |
50 |
55 |
50 |
50 |
61,9 |
|
Масса крана в рабочем состоянии, т |
32 |
61 |
(96) |
(96) |
(79,8) |
Примечания. 1. Стрелы кранов фирмы «Като» телескопические, краны фирмы «Либхер» имеют вставки длиной 7 м, кран фирмы «Демаг» - 6 м.
2. Значения в скобках показывают высоту башни, грузоподъемность, вылет крюка, высоту подъема для кранов в башенно-стреловом исполнении.
3. Масса крана, указанная в скобках, соответствует транспортному положению крана.
1.17. Техническая характеристика ручных мостовых кранов
|
Пролет крана, м |
Минимальное расстояние от оси подкранового рельса до стены, мм |
Высота от головки подкранового рельса до верха тележки, мм |
Габаритные размеры, мм |
|
||
|
ширина |
длина |
высота (с тележкой) |
Масса, т |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Однобалочные |
||||||
|
4,5 |
220-240 |
|
1,675-2,45 |
4,82-4,86 |
1,35-1,9 |
0,8-1,7 |
|
7,5 |
220-240 |
|
1,675-2,45 |
4,52-4,86 |
1,35-1,9 |
1-2,1 |
|
10,5 |
220-240 |
|
2,1-2,45 |
10,82-10,86 |
1,45-1,95 |
1,3-2,6 |
|
13,5 |
230-240 |
|
2,7 |
13,84-13,86 |
1,675-1,95 |
2,25-3,4 |
|
16,5 |
230-240 |
|
2,7 |
16,84-16,85 |
1,875-2 |
2,75-3,95 |
|
Двухбалочные |
||||||
|
7,5 |
250 |
1350-1400 |
4,2 |
7,83 |
1,5-1,675 |
5,59-5,85 |
|
10,5 |
250 |
1350-1400 |
4,2 |
10,88 |
1,9-2,125 |
6,25-6,7 |
|
13,5 |
250 |
1350-1400 |
4,2 |
13,88 |
2,1-2,325 |
7,43-7,7 |
|
16,5 |
250 |
1350-1400 |
4,2 |
16,88 |
2,35-2,575 |
8,2-8,47 |
Примечания. 1. Грузоподъемность кранов: однобалочных 3,2-8 т, двухбалочных 12,5 и 20 т для всех указанных в таблице пролетов (за исключением однобалочных, для которых пролеты 13,5 и 16,5 м имеют только краны грузоподъемностью 5 и 8 т).
2. Данные приведены для наименьшей и наибольшей грузоподъемности крана: промежуточные параметры необходимо уточнять по паспорту крана.
3. Минимальное расстояние от верха тележки до фермы 100 мм.
1.18. Техническая характеристика монтажных мачт
|
Грузоподъемность, т |
Диаметр х толщина стенки трубы (в мм) при высоте мачты, м |
||||
|
8 |
10 |
15 |
20 |
25 |
|
|
3 |
159x6 |
159x6 |
273x8 |
325x8 |
426x8 |
|
5 |
219x8 |
219x8 |
273x8 |
325x8 |
426x8 |
|
10 |
219x8 |
219x8 |
273x8 |
325x8 |
426x8 |
|
15 |
273x8 |
273x8 |
325x8 |
377x10 |
426x10 |
|
20 |
273x8 |
273x10 |
325x8 |
426x10 |
426x12 |
1.19. Техническая характеристика самомонтирующихся козловых кранов
|
Показатели |
Грузоподъемность, т |
|
|
2 |
5 |
|
|
1 |
2 |
3 |
|
Высота подъема механизма, мм: |
|
|
|
без вставки |
2400 |
1600 |
|
с одной вставкой |
3400 |
2675 |
|
с двумя вставками |
- |
3300 |
|
Габаритные размеры, мм |
5100x2500x4100 |
4650x2800x4600 |
|
Масса (максимальная), кг: |
|
|
|
одного узла |
110 |
129 |
|
общая |
841 |
988 |
1.20. Техническая характеристика электротельферов
|
Показатели |
Грузоподъемность, т |
||||
|
0,5 |
1,0 |
2,0 |
3,2 |
5,0 |
|
|
Подвесные пути: |
|
|
|
|
|
|
номер балки |
16-24 |
18-30 |
18-30 |
30-36 |
30-45 |
|
минимальный радиус закругления, м |
1,0 |
1,5 |
1,5 |
2,0 |
2,5 |
|
Масса тельфера, кг: |
|
|
|
|
|
|
ручного передвижения |
80/95 |
180/- |
270/- |
430/- |
- |
|
с электропередвижением |
86/111 |
195/220 |
290/325 |
470/515 |
700/755 |
Примечание. 1. Скорость подъема для всех тельферов 8 м/мин, скорость передвижения 2 м/мин.
2. В числителе приведены значения для высоты подъема 6 м, в знаменателе - для 12 м.
Для внутрицехового и межцехового транспортирования, а также транспортирования грузов по строительно-монтажной площадке применяют погрузчики, позволяющие производить захват, вертикальное и горизонтальное перемещение грузов и укладку на транспортные средства. Их выполняют на специальных шасси-автопогрузчики и электропогрузчики.
Автопогрузчики (рис. 1.27а, табл. 1.21) имеют привод от двигателя внутреннего сгорания и пневматические шины. Их трансмиссия выполнена на базе сборочных единиц автомобилей. Они предназначены для работы на опытных площадках, не имеющих ровного покрытия, грузоподъемность 3 т.
Электропогрузчики (рис. 1.27б) имеют механизм передвижения от электродвигателя с питанием от аккумуляторной батареи и массивные пневматические шины. Применяются при работе в закрытых помещениях, грузоподъемность до 1,5 т.
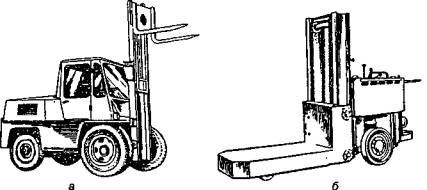
Рис. 1.27. Погрузчики:
а - автопогрузчик с вильчатым подхватом; б - электропогрузчик с платформой
1.21. Техническая характеристика автопогрузчиков
|
Показатели |
4015 |
4004 |
400М |
4045 |
4008 |
|
Грузоподъемность, т |
0,5 |
0,75 |
3 |
5 |
10 |
|
Наибольшая высота подъема груза, м |
2 |
1,6 |
4 |
4 |
7,5 |
|
Наименьший радиус поворота, м |
1,28 |
1,55 |
3,6 |
3,7 |
5,75 |
|
Наибольшая скорость передвижения, км/ч: |
|
|
|
|
|
|
с грузом |
9 |
8,5 |
40 |
36 |
35 |
|
без груза |
12 |
10 |
40 |
36 |
35 |
|
Источник энергии |
Аккумулятор |
Двигатель |
|||
|
Габаритные размеры, мм: |
|
|
|
|
|
|
общая длина |
2450 |
2400 |
4570 |
5172 |
6560 |
|
ширина |
920 |
910 |
2240 |
2250 |
2700 |
|
высота (с опущенным подъемником) |
1705 |
1445 |
3200 |
3260 |
3750 |
Авто- и электропогрузчики снабжены однотипным рабочим оборудованием - грузоподъемником с набором сменных грузозахватных приспособлений. Грузоподъемник имеет раму, по которой перемещается каретка с грузоподъемным приспособлением. Для удобства захвата, транспортирования грузов рама грузоподъемника может отклоняться вперед на 3-6 м и назад до 10-15 м от вертикального положения. Привод грузоподъемника может быть гидравлическим или механическим.
Специальные приспособления и оборудование. Производство монтажных работ на предприятиях по переработке сельскохозяйственной продукции в силу своей специфики (стесненные условия, отсутствие более совершенных грузоподъемных механизмов и др.) требует применения специальных материально-технических средств монтажа. Для транспортировки грузов на монтажных площадках, а также внутри помещений с твердым покрытием применяют тележки различной конструкции (рис. 1.28).
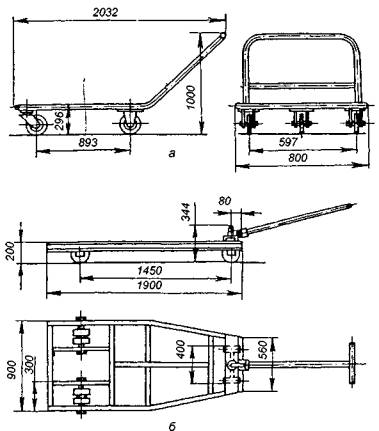
Рис. 1.28. Тележки для перевозки грузов и монтажных заготовок:
а - грузоподъемностью 0,5 т: б - грузоподъемностью 3 т
Для перемещения тяжеловесного оборудования с помощью тягачей или лебедок применяют полозы (рис. 1.29а) из листовой стали толщиной 4 мм, шириной 500-3500 мм, катки (рис. 1.29б), изготовленные из стальных труб Æ 80-150 мм, или бревна их твердых пород дерева 0 150-250 мм. Для горизонтального перемещения легкого оборудования (массой до 2 т) применяют роликовые ломы (рис 1.30). Один конец лома изготовлен в виде лопатки, на верхней поверхности которой сделана насечка, предотвращающая смешение груза.
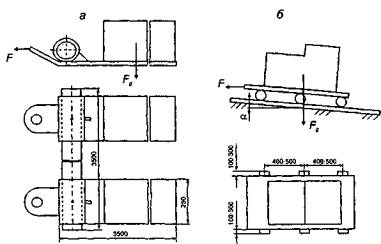
Рис. 1.29. Перемещение оборудования:
а - на полозьях; б - на катках

Рис. 1.30. Лом роликовый
Для монтажа оборудования массой до 1,5 т и трубопроводов, расположенных вдоль стен, используют пристенный подъемник (рис. 1.31а), а для подъема грузов большей массы - Г-образные пристенные подъемники (рис. 1.31б). Шевр из трубы Æ 300 мм, толщиной стенки 8 мм опирается ригелем из балки № 36 на упор (1) в колонне здания. Посредством полиспаста (7) грузоподъемностью 20 т груз поднимают на отметку +19,5 и полиспастом (8), работающим на оттяжке, груз постепенно перемещают в проектное положение. Почти всю нагрузку принимают опоры шевра и опорный ригель, работающий на сжатие и продольный изгиб.
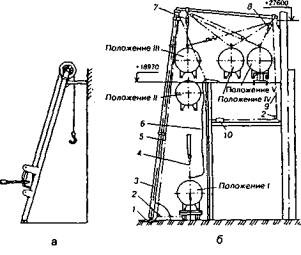
Рис. 1.31. Пристенные подъемники:
а - простой; б - отводной блок; 3 - стойка подъемника; 4 - строп; 5,9 -
стальные канаты; 6 - оттяжка; 7,8 - полиспасты; 10 - электрическая лебедка
Для резки труб и профильного металлопроката используют маятниковые дисковые пилы ПМ-500, ПДМ-75, ПМ 300/400, ПМС-80 и др. Основными сборочными единицами и деталями пил являются основание, маятник, устройство для закрепления заготовки (тиски), шпиндель с абразивным кругом, электродвигатель, клиноременная передача для передачи крутящего момента от электродвигателя на шпиндель, предохранительные кожуха. Разрезаемое изделие закрепляют в тисках, после включения электродвигателя оператор рукояткой опускает маятник и разрезает изделие. Рабочая скорость шлифовального круга 50-80 м/с.
Для гнутья труб Æ 8-50 мм в холодном состоянии без предварительной набивки песком применяют трубогиб типа ТГР с ручным гидроприводом, а для труб Æ 76-133 мм - трубогибочный станок с электроприводом ТГС-127 (рис. 1.32), состоящий из насоса, гидрораспределителя, гидроцилиндра, сварного корпуса, набора колодок на каждый размер изгибаемой трубы, двух упоров, сбрасывающего клапана, гидробака, электродвигателя, кнопочной станции, магнитного пускателя и манометра. Перед началом работы в отверстия корпуса, расположенные на расстоянии, соответствующем диаметру изгибаемой трубы, укладывают упоры, а на конец штока гидроцилиндра устанавливают колодку, размеры которой также соответствуют диаметру изгибаемой трубы. Трубу, подлежащую изгибу, укладывают между упорами и колодкой. При включении электродвигателя насос подает масло в гидроцилиндр, заставляя перемещаться его шток, и колодка изгибает трубу. В трубогибе типа ТГР одноплунжерный насос приводится в действие от руки оператора.
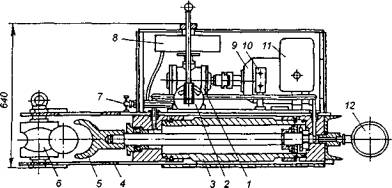
Рис. 1.32. Трубогибочный станок ТГС-127:
1 - насос; 2 - гидрораспределитель; 3 - гидроцилиндр; 4 - корпус; 5 - колодка;
6 - упор; 7 - сбрасывающий клапан; 8 - гидроток; 9 - электродвигатель; 10 -
кнопочная станция; 11 - магнитный пускатель; 12 - манометр
Манипуляторы, сборочные стенды, кантователи-вращатели (рис. 1.33) используют для сборки и сварки элементов технологических трубопроводных сборочных единиц и охлаждающих батарей холодильных установок.
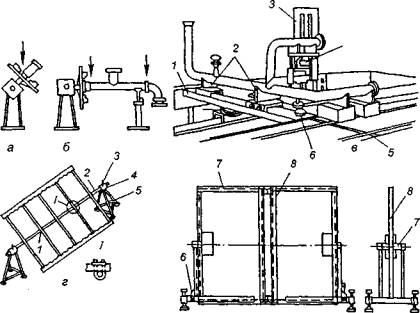
Рис. 1.33. Манипуляторы, стенды и кантователи-вращатели:
а - манипулятор для приварки фланца; б - манипулятор для приварки воротникового
фланца и отвода; в - стенд для сборки плоскостных и пространственных
трубопроводных узлов:
1 - траверса; 2 - передвижные каретки с призмами; 3 - направляющая колонка; 4 -
кронштейн; 5 - направляющие стола; 6 - грузовой винт;
г - кантователи-вращатели для сборки и сварки охлаждающих батарей из готовых
секций конструкций ЦПКБ Главлегпродмонтажа:
1 - хомут; 2 - опорная труба; 3 - стопорный палец; 4 - опорная втулка; 5 -
тренога; 6 - основание; 7 - поворотная рама; 8 - прижимная рамка
Для соединения концов сетчатой ленты хлебопекарных и кондитерских печей туннельного типа применяют приспособление (рис. 1.34), состоящее из двух квадратов с прижимами, соединенных двумя парами винтов с талрепами.
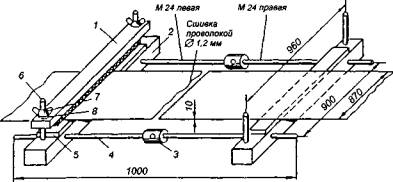
Рис. 1.34. Приспособление для соединения концов сетчатой ленты
хлебопекарных и кондитерских печей туннельного типа:
1 - прижим; 2 - квадрат; 3 - талреп; 4 - винт; 5 - прокладка; 6 - болт; 7 -
гайка; 8 - шайба
Для подъема бригад монтажников с материалами и инструментом, а также обеспечения безопасных условий труда на высоте применяют самоходные выдвижные подмости (рис. 1.35). Они представляют собой поворотную площадку, смонтированную на телескопическом подъемнике, который установлен на ходовые тележки. Поворотная площадка снабжена краном-укосиной и складными перилами. Телескоп подъемника выдвигается на разную высоту лебедкой с помощью канатных систем. Раздельный привод гусеничного хода позволяет перемещать подмости вперед, назад и делать повороты вокруг оси.
Слесарно-монтажные инструменты. При монтаже оборудования выполняют следующие слесарные операции: разметка, резка металла, отпиливание и шабрение, сверление, зенкерование, развертывание, нарезание резьбы и другие с применением соответствующего инструмента.
Чертилки и циркули для разметочных работ изготовляют из сталей У8 или стали 45 и оснащают пластинами из твердого сплава ВК 6 или ВК 8. Твердость ножей на длине 30 мм 52-56 HRC.
Кернеры изготовляют из сталей 7ХФ, 8ХФ, У7А или У8А. Твердость рабочей части на длине 15-30 мм составляет 54,5-60 HRC, а ударной части - 36,5-46,5 HRC на длине 15-25 мм.
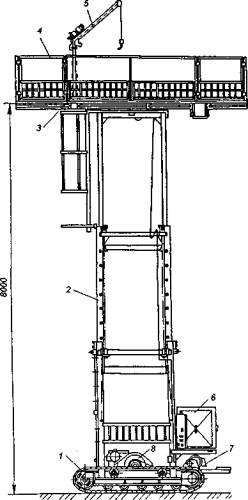
Рис. 1.35. Самоходные выдвижные подмости ПВС-8:
1 - гусеничные ходовые тележки; 2 - телескопический подъемник; 3 - площадка поворотная;
4 - перила; 5 - кран-укосина; 6 - бензоэлектрический агрегат; 7 - привод
гусеничного хода; 8-лебедка
Слесарные молотки изготовляют из сталей 50 или У7 массой 0,05-1 кг. Они бывают трех типов: с круглым бойком, с квадратным и с круглым бойком и сферическим носком. Твердость рабочей части молотка 49-56 HRC на глубине не менее 5 мм.
Кувалды изготовляют из сталей 50 или У7 тупоносыми массой 2-16 кг (ГОСТ 11401) и остроносыми массой 3-8 кг (ГОСТ 11402). Твердость рабочих частей на длине 30 мм не менее 39,5 HRC. Рукоятку, расклиненную с торца молотка или кувалды, делают из грата, кизила, клена, ясеня, березы, дуба, бука; клинья из Ст.3.
Для резки и рубки металла предназначены зубила, клейцмейсели, бородки, ножовочные полотна и ручные ножницы.
Зубила и крайцмейсели изготовляют из сталей 7ХФ, 8ХФ, У7А или У8А. Режущая часть зубила по ширине 5-20 мм (ГОСТ 7211), а клейцмейселя - 2-12 мм (ГОСТ 7212). Длина зубила 100-200 мм, клейцмейселя 125-200 мм. Твердость режущей кромки в пределах 55 HRC, бойка - 40 HRC.
Слесарные бородки изготовляют из сталей 7ХФ, 8ХФ, У7А или У8А диаметром рабочей части 1-8 мм (ГОСТ 7214). Твердость рабочей части на длине 10-40 мм 53-59 HRC, а ударной части на длине 20 мм - 35-45 HRC.
Ножовочные ручные полотна для металла (ГОСТ 6645) изготовляют длиной 250 (с шагом зубьев 0,8; 1 и 1,25 мм) и 300 мм (с шагом зубьев 0,8; 1; 1,25 и 1,6 мм) из сталей Х6ФВ, В2Ф с зоной повышенной твердости 61-64 HRC. Толщина полотен 0,65 мм.
При обработке полотна закрепляют в ножовочных рамках.
Для резки металла применяют три типа ручных ножниц: прямо-режущие, для фигурной резки и для вырезки отверстий. Рычаги ножниц всех типов изготовляют из стали У7 или У7А. Режущие элементы ножниц имеют твердость 56-60 HRC.
Для опиливания и шабрения применяют напильники, рашпили, надфили и шаберы.
Напильники изготовляют с рабочей частью длиной 60-350 мм из сталей 13Х, У12, У12А твердостью 57-61 HRC. Напильники имеют перекрестную основную и вспомогательную насечки шести размеров: 0; 1; 2; 3; 4; 5. Каждому номеру соответствует число насечек на 10 мм длины. Напильники с насечкой № 0 и 1 - драчевые, служат для грубого опиливания, № 2 и 3 - личные, для чистого опиливания, № 4 и 5 - бархатные, для окончательного опиливания. В зависимости от формы они бывают плоские, квадратные, трехгранные, ромбические, круглые и др.
Надфили изготовляют с рабочей частью длиной 50, 60 и 70 мм из тех же сталей, что и напильники. Их применяют для опиливания небольших поверхностей, не доступных для обработки слесарными напильниками.
Шаберы изготавливают цельными из инструментальных сталей У10-У13, режущая часть подвергается закалке до твердости 56-64 HRC. Иногда шаберы оснащают пластинами из быстрорежущей стали или твердого сплава. По форме режущей части шаберы бывают плоские, трехгранные, фасонные и специальные. Их применяют для выравнивания и пригонки плоских и криволинейных поверхностей с целью получения плотного прилегания сопрягаемых деталей.
К инструментам для обработки отверстий относятся сверла, зенкеры, развертки, зенковки.
Сверлением получают отверстия с точностью размеров Н12-Н14 и шероховатостью поверхности Rz 40 мкм. Спиральные сверла изготавливают из быстрорежущих сталей Р9, Р18, Р6М5, Р6АС5ФЗ и др. Принята единая градация диаметров сверл (ГОСТ 885), охватывающая отверстия диаметром до 70 мм. Для образования отверстий в труднообрабатываемых материалах сверла оснащают пластинами из твердого сплава ВК6, ВК8 и др., их выпускают с цилиндрическим и коническим хвостовиками.
Зенкерованием получают отверстия с точностью размеров Н11-Н10 и шероховатостью поверхности Rz20-Rz10 мкм и Ra6,3-Ra2,5 мкм. Зенкеры изготовляют хвостовыми и насадными (ГОСТ 12489), оснащенными пластинами из твердого сплава (ГОСТ 3231), со вставными ножами из быстрорежущей стали (ГОСТ 2255), со вставными ножами из твердого сплава (ГОСТ 12510) и др.
Развертыванием получают отверстия с точностью размеров Н9-Н6 и шероховатостью поверхности Ra2,5-Ra0,32 мкм. Ручные и машинные развертки изготовляют Æ 1-71 мм по ГОСТ 7122 из сталей 9ХС, ХВГ, В2, Р18 и др., а регулируемые развертки - Æ 6-50 мм по ГОСТ 3509.
Зенковки предназначены для формирования конического входного участка отверстия с углом конуса 60, 90 и 120°. Их изготовляют Æ 15-40 мм из быстрорежущей стали Р18.
Цековки предназначены для формирования цилиндрического входного участия отверстия и плоской поверхности на входе в отверстие.
Плашки служат для нарезания наружной резьбы. Их изготовляют из инструментальных сталей ХВСГ, 9ХС или быстрорежущих - Р9 и Р18. Централизованно выпускают плашки для нарезания правых и левых метрических резьб Æ 1-52 мм (ГОСТ 9740), правой и левой трубной цилиндрической резьбы Æ 1/16-2", дюймовой конической резьбы Æ 1/16-2" и трубной конической резьбы Æ K1/16-R2".
Метчики предназначены для нарезания внутренней резьбы. Метчики ручные изготавливают из сталей У10А, УНА и У12А, а метчики машинные и гаечные - из быстрорежущих сталей Р18 и Р6М5. Ручные и машинные метчики (соответственно для нарезания резьбы вручную и машинным способом) выпускают для метрической резьбы Æ 1-52 мм, для дюймовой 1/4-11/4", трубной 1/8-2", конической 1/16-2".
Ручные метчики применяют комплектами из двух метчиков (чернового и чистового). У гаечных метчиков (ГОСТ 1604) заборная часть длиннее, чем у ручных, что позволяет получить резьбу одним метчиком.
Для сборки и разборки болтовых соединений применяют гаечные ключи, которые бывают односторонние с открытым зевом (размер зева S 3,2-85 мм, рис. 1.36а, ГОСТ 2841) и двусторонние (Si х S2 от 2,5 х 3,2 до 75 х 80 мм, рис. 1.36б, ГОСТ 2839), комбинированные (Si х S2 от 5,5 х 5,5 до 55 х 55 мм, рис. 1.36в, ГОСТ 16983), кольцевые двусторонние коленчатые ключи (Si х S2 от 5,5 х 7,5 до 50 х 55 мм, рис. 1.36г, ГОСТ 2906). Их изготовляют термообработанными из Ст 40ХФА, 40Х и 45.
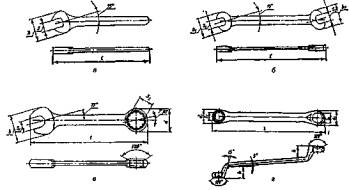
Рис. 1.36. Ключи гаечные односторонние и двусторонние с открытым зевом, комбинированные и кольцевые
Торцовые и гаечные ключи выпускают для деталей с шестигранным углублением «под ключ» с размером S 2,5-36 мм (рис. 1.37а, ГОСТ 11737), с внутренним шестигранником односторонние трубчатого (1) и стержневого исполнений (2) с размером S 3,2-75 мм (рис. 1.37б, ГОСТ 25787), с внутренним шестигранником двусторонние трубчатого (1) и стержневого исполнений (2) с размерами зевов Si х S2 от 4 х 5 до 75 х 80 мм (рис. 1.37в, ГОСТ 25789), с внутренним шестигранником изогнутые с размером S 4-55 мм (тип 1) и от 4x4 до 50x50 мм (тип 2), рис. 1.37г (ГОСТ 25788). Для изготовления ключей используют сталей 40Х, 20, 35,40.
Рис. 1.37. Ключи гаечные торцовые односторонние и двусторонние
Гаечные разводные ключи (рис. 1.38а) выпускают по ГОСТ 7275 с наибольшим гарантируемым раскрытием губок (S) 12, 19, 24, 30, 36 и 46 мм.
Ключи гаечные роликовые монтажные (рис. 1.38б) предназначены для сборки резьбовых соединений и совмещения за счет роликовой ручки отверстий в соединяемых деталях и сборочных единицах. Их выпускают с зевом размером 17-36 мм.
Рис. 1.38. Ключи:
а - разводной; б - коликовый
Для соединения труб и разных резьбовых соединений применяют трубные рычажные (рис. 1.39) (ГОСТ 18984), накидные (ГОСТ 19733) и цепные ключи (ГОСТ 19826).
Рис. 1.39. Ключ трубный рычажный
Наиболее широко распространены трубные рычажные ключи № 1-5 (№ 1 - для труб Æ 10-36 мм, № 5 - 32-120 мм).
К торцовым ключам, гайковертам, коловоротам, трещоточным ключам выпускают сменные головки (ГОСТ 25604), которые бывают с внутренним шестигранным зевом размером 3,2-80 мм, наружным шестигранным - 5-17 мм и внутренним четырехгранным - 3,45-25 мм. Присоединительный квадрат изготовляется со сторонами размером 6,3; 10; 12,5; 20 и 25 мм.
При сборке в тесных и неудобных местах применяют трещоточные ключи (ГОСТ 22402), а для шлицевых гаек - шарнирные (ГОСТ 16985).
Для нормирования затяжки ответственных резьбовых соединений, в том числе высокопрочных болтов, при монтаже технологического оборудования, трубопроводов и металлоконструкций используют динамометрические ключи, которые позволяют контролировать крутящий момент затяжки от 10 до 1400 Нм.
Для завинчивания и отвинчивания винтов и шурупов с прямыми (а) и крестообразными щипцами (в, г, д, е), а также гаек со шлицем на торце применяют отвертки, конструкция которых приведена на рис. 1.40(и).
Рис. 1.40. Отвертки слесарно-монтажные тип: 1:
а - со стержнем круглого сечения; б - с шестигранным поводком; в - для винтов
без головки с прямым шлицем; г - для круглых гаек со шлицем; д - со стержнем
квадратного сечения; е - с крестообразным шлицем;
тип 2: ж - с деревянной ручкой, стержнем круглого сечения для винтов с прямым
шлицем; з - с деревянной ручкой, накладками для винтов с прямым шлицем;
тип 3: и - двусторонние изогнутые
На монтажных объектах наиболее широко используют сверлильные машины с электро- и пневмоприводом (табл. 1.22, 1.23), ножевые и вырубные электроножницы, резьбонарезные машины, шпилькогайковерты и гайковерты, угловые и прямые шлифовальные машины и др. Каждая машина характеризуется основным параметром, например: машина сверлильная ИЭ-1023 - ручная, с электроприводом, максимальный диаметр сверления 23 мм; гайковерт ИЭ-3118 - ручная, с электроприводом, диаметр резьбы 12-30 мм; машина резьборезная ИЭ-3401 - ручная, с электроприводом, диаметр резьбы до 12 мм; машина шлифовальная ИП 2015 - ручная, с пневмоприводом, диаметр абразивного круга 100 мм.
1.22. Характеристика ручных машин с пневмоприводом
|
Наименование |
Марка |
Масса, кг |
|
Машина сверлильная |
ИП 1010 |
1Д |
|
|
ИП 1020 |
1,9 |
|
|
ИП 1022 |
2,6 |
|
|
ИП 1016А |
8,4 |
|
|
ИП1023 |
5,4 |
|
Машина шлифовальная |
ИП 20009А |
1,9 |
|
|
ИП 2015 |
3,5 |
|
|
ИП2014А |
5,7 |
|
Машина шлифовальная: |
|
|
|
торцовая |
ИП2204 |
4,5 |
|
|
ИП 2205 |
5,5 |
|
|
ИП 2207 |
6,6 |
|
угловая |
ИП2105 |
5,0 |
|
|
ИП 2103 |
6,5 |
|
Ножницы |
ИП 5401А |
2,9 |
|
Машина резьбонарезная |
ИП 3403А |
2,5 |
|
Машина для развальцовки труб |
ИП 4802 |
10 |
|
Гайковерт: |
ИП3111 |
1,9 |
|
прямой |
ИП3112А |
2,3 |
|
|
ИП3113А |
2,6 |
|
|
ИП 3207 |
2,6 |
|
угловой |
ИП 3205 |
9,7 |
|
Шпильковерт |
ИП 7201 |
3,8 |
|
Молоток клепальный |
ИП 4009М |
6,5 |
|
|
ИП 4010М |
8,5 |
|
|
|
10 |
1.23. Техническая характеристика ручных машин с электроприводом
|
Наименование |
Марка |
Основной параметр |
Частота тока, Гц |
Напряжение, В |
Изоляция обмоток |
Масса, кг |
|
|
наименование |
величина, мм |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Машина |
ИЭ-1020 |
Диаметр |
6 |
50 |
220 |
Двойная |
1,85 |
|
сверлильная |
|
сверления |
|
|
|
|
|
|
|
ИЭ-1003Б |
То же |
6 |
50 |
220 |
- « - |
1,55 |
|
|
ИЭ-1019А |
- « - |
9 |
50 |
220 |
- « - |
2 |
|
|
ИЭ-1031А |
- « - |
9 |
50 |
220 |
- « - |
1,6 |
|
|
ИЭ-1022В |
Диаметр сверления |
14 |
50 |
220 |
- « - |
2,8 |
|
|
ИЭ-1023 |
То же |
23 |
50 |
220 |
- « - |
6,5 |
|
|
ИЭ-1026А |
- « - |
9 |
200 |
36 |
Одинарная |
1,6 |
|
|
ИЭ-1029 |
- « - |
25 |
200 |
36 |
- «- |
6,7 |
|
Гайковерт |
ИЭ-3116 |
Диаметр резьбы |
12 |
50 |
220 |
Двойная |
3,5 |
|
|
ИЭ-3113 |
Тоже |
16 |
50 |
220 |
- « - |
3,5 |
|
|
ИЭ-3115А |
Диаметр резьбы |
12-30 |
50 |
220 |
- « - |
5,1 |
|
|
ИЭ-3118 |
То же |
12-30 |
200 |
36 |
Одинарная |
5,7 |
|
Шуруповерт |
ИЭ-3602А |
- « - |
До 6 |
50 |
220 |
Двойная |
2,5 |
|
|
ИЭ-3607 |
- « - |
До 6 |
50 |
220 |
- «- |
2,3 |
|
|
ИЭ-3601Б |
- « - |
До 6 |
200 |
36 |
Одинарная |
2,3 |
|
Ножницы ножевые |
ИЭ-5403А |
Толщина резания |
До 2,5 |
50 |
220 |
Двойная |
4,7 |
|
|
ИЭ-5401 |
То же |
До 1,6 |
50 |
220 |
- «- |
3 |
|
Машина резьбонарезная |
ИЖ-3401 |
Диаметр резьбы |
До 12 |
50 |
220 |
Двойная |
6,5 |
|
Электровальцовки |
ЭВ-1 |
Ширина развальцовочного пояса |
20 |
200 |
36 |
Одинарная |
|
|
|
ЭВ-2 |
То же |
25 |
200 |
36 |
- « - |
- |
|
Кромкорез |
Э-21 |
Толщина кромки |
4-22 |
200 |
36 |
Одинарная |
15 |
|
|
ИЭ-6502 |
То же |
4-22 |
50 |
220 |
Двойная |
14 |
|
Станок передвижной для сверления бетона |
ИЭ-1801 |
Диаметр сверления |
50-200 |
50 |
220/ 380 |
Одинарная |
18 |
|
Машина шлифовальная: |
ИЭ-2008 |
Диаметр круга |
63 |
50 |
220 |
Двойная |
3,8 |
|
прямая |
ИЭ-2009 |
- « - |
125 |
50 |
220 |
- « - |
6,5 |
|
|
ИЭ-2004А |
- « - |
150 |
200 |
36 |
Одинарная |
6,5 |
|
угловая с гибким валом |
ИЭ-2106 |
- « - |
80 |
50 |
220 |
Двойная |
3,8 |
|
ИЭ-2107 |
- « - |
125 |
50 |
220 |
- « - |
6,2 |
|
|
ИЭ-820-1 |
- « - |
200 |
50 |
220 |
Одинарная |
15,8 |
|
|
Бороздодел |
ИЭ-6401 |
Размер паза |
20x8 |
220 |
36 |
- « - |
5 |
|
Перфоратор |
ИЭ-4707 |
Диаметр бура |
40 |
50 |
220 |
- « - |
11 |
|
|
ИЭ-4709 |
- « - |
16 |
50 |
220 |
- « - |
7 |
|
|
ИЭ-4712 |
- « - |
16 |
50 |
220 |
- « - |
10 |
Измерительные и контрольные инструменты. В качестве измерительных инструментов при монтаже применяют штангенциркули, микрометры, нутромеры, угломеры, нивелиры, уровни, теодолиты, струны и др.
Штангенциркули применяют для измерения наружных и внутренних диаметров, длины, толщины, глубины, высоты. Для определения дробной части интервала деления основной шкалы используется нониус. Согласно ГОСТ 166 штангенциркули выпускаются с диапазоном измерения от 0 до 2000 мм и величиной отсчета по нониусу 0,1 и 0,05 мм.
Микрометры предназначены для измерения наружных размеров детали. Микрометры гладкие типа МК (ГОСТ 6507) выпускают первого и второго классов точности, с диапазоном измерения 0-600 мм и ценой деления шкалы барабана 0,01 мм.
Для измерения толщины стенок труб с внутренним диаметром не менее 12 мм применяют трубный микрометр МТ (ГОСТ 6507). Рычажный зубомерный микрометр МРЗ (ГОСТ 4381) используют для измерения длины общей нормали зубчатых колес. Измерение среднего диаметра метрических и дюймовых резьб производят микрометром МВМ со вставками (ГОСТ 4380).
Для измерения внутренних размеров детали применяют микрометрические нутромеры (ГОСТ 10), для контроля линейных размеров, отклонений формы и расположения при абсолютных и относительных измерениях - индикаторные нутромеры (ГОСТ 9244 и ГОСТ 868), для измерения углов - универсальные угломеры, оптические, которые выпускают по ГОСТ 11197, маятниковые ЗУ-РИ-М.
Уровни (рис. 1.41) с разной ценой деления ампулы используют для контроля состояния поверхностей, а также при монтаже для проверки точности установки оборудования. Под ценой деления уровня понимают его наклон, соответствующий перемещению пузырька основной ампулы на одно деление шкалы в миллиметрах на 1 м, причем цене деления 0,01 мм/м соответствует угол наклона основания уровня 2".
Рамные уровни (ГОСТ 9392) (рис. 1.41а) имеют корпус в виде квадрата и предназначены для контроля как горизонтального, так и вертикального расположения поверхностей. Брусковые уровни (ГОСТ 9382) (рис. 1.41б) предназначены для измерения малых отклонений поверхностей оборудования от горизонтальности.
Удобны в применении брусковые уровни с микрометрической подачей ампулы (ГОСТ 1196) (рис. 1.41в), с помощью которой при любом положении основания уровня ампулы устанавливают в горизонтальном положении, а ее перемещение отсчитывают по микрометрической головке, что позволяет расширить диапазон измерения.
Рис. 1.41. Уровни: а -рамный; б - брусковый:
1 - корпус; 2 - основная ампула; 3 - установочная ампула; в - с
микрометрической подачей ампулы (тип 2): 1 - барабан; 2 - стебель; 3 -
микрометрический винт; 4 - трубка; 5 - основание; 6 - основная ампула; 7 -
установочная ампула; д -уклономер
Нивелиры используют при геометрическом нивелировании. Они бывают высокоточные (Н-05, Н-05к), точные (Н-3, Н-3к), технические (Н-10, Н-10к). Наибольшее распространение получили нивелиры Н-05 и Н-3, средняя квадратическая погрешность на 1 км двойного хода (а) составляет соответственно 0,5 и 3 мм. Для грубых работ применяют нивелиры Н-10 (s = 10).
При монтаже оборудования и конструкций, а также приемке геодезической основы строительной части зданий и фундаментов под монтаж используют теодолиты. Новые теодолиты 212 и 215 полностью соответствуют требованиям ГОСТ 10529.
К конструкции теодолита максимально приближается конструкция лазерного визира ЛВ-5М, позволяющего задавать оптическим лучом определенное направление в пространстве - опорную линию, относительно которой производят необходимые измерения. Лазерный визир ЛВ-5М можно применять в сочетании с визуальными и фотоэлектрическими методами индикации оси светового луча.
Для централизации оптико-механических приборов над точкой, а также вертикального проектирования точек переноса осей применяют отвесы, состоящие из тонкой нити с грузом. Конструкция груза может быть самой разнообразной: отвесы с грузом, имеющим подсетку острия, и т.п. Амплитуда колебаний и искривление нити отвеса под действием потоков воздуха зависят от диаметра нити и массы груза, поэтому при монтаже оборудования применяют отвесы из тонкой проволоки. Стальные строительные отвесы с трехпрядными капроновыми шнурами выпускают по ГОСТ 7948.
При монтаже оборудования для проверки точности разбивки осей, контроля отклонений формы поверхностей оборудования, расположения его сборочных единиц и деталей применяют струны. В качестве струн применяют стальную проволоку, реже - нити из капрона и нейлона. Наиболее целесообразно использовать в качестве струн стальную проволоку марки ОВС по ГОСТ 2771 Æ 0,2-0,4 мм.
Для хранения и воспроизведения единицы длины, проверки и градуировки штриховых мер и измерительных приборов, установки прибора на ноль при измерении по методу сравнения, при установке регулируемых калибров на размер, а также для особо точных измерительных разметочных работ и наладки при монтаже применяют концевые меры.
Размеры, точность и технические условия для концевых мер длины регламентированы ГОСТ 9038. Номинальные размеры концевых мер длины имеют градацию, которая позволяет составлять блоки с номинальными размерами через 0,001 мм. Точность изготовления концевых мер длины регламентирования классами точности 00, 01, 1, 2, 3. Классификация по классам точности проводится в зависимости от отклонений от параллельности и качества притираемых рабочих поверхностей.
Меры комплектуют в наборы. Наиболее широко применяют набор, состоящий из 112 концевых мер, с наибольшим размером меры 100 мм. В наборе имеются следующие меры: 1 - размером 1,005 мм, 51 - размером 1-0,5 мм через 0,01 мм, 5 - размером 1,6-2 мм через 0,1 мм; 1 - размером 0,5 мм; 46 - размером 2,5-25 мм через 0,5 мм и 8 - размером 30-100 мм через 10 мм.
Для проверки и настройки угломерных приборов, измерения методом сравнения применяют угловые призматические меры, выпускаемые по ГОСТ 2875 пяти типов: с одним рабочим углом со срезанной вершиной; с одним рабочим углом с несрезанной вершиной; с четырьмя рабочими углами; многогранные призмы с различным числом граней; с тремя рабочими углами. Угловые меры, как и плоскопараллельные концевые, можно собирать в блоки, поэтому их поставляют наборами № 1-7. Набор № 8 содержит принадлежности для сборки мер и специальную линейку.
Для проверки отклонений от плоскости и проведения различных работ используют проверочные и разметочные плиты классов точности 00, 0, 1, 2, 3 (третий класс предназначен только для разметочных работ). Размеры плит (длина х ширина): 160x160; 250x250; 400x400; 630x400; 1000x630; 1600x1000; 2000x1000; 2500x1600.
Для контроля отклонений формы и расположения поверхностей используют методы контроля «на просвет» и «на краску» с помощью поверочных линеек. Для контроля на «просвет» применяют лекальные линейки типов ЛД, ЛТ и ЛЧ, «на краску» - проверочные типов ШП, ШПУ, ШД, ШМ и др.
Для контроля формы выпуклых и вогнутых поверхностей применяют шаблоны (ГОСТ 4126). Имеются три набора радиусных шаблонов, в каждом из которых скомплектованы пластины для контроля наружного и внутреннего размеров. В радиусном шаблоне №1 имеются пластины для контроля радиуса 1; 1,2; 1,6; 2; 2,5; 3; 4; 5; 6 мм, в № 2 - 8, 10, 12, 16, 20, 25 мм, в № 3 - 7, 8, 9, 10, 11, 12, 14, 16, 18, 20, 22, 25 мм.
Резьбовые шаблоны (ГОСТ 519) применяют для контроля профиля номинального шага резьбы и числа ниток на один дюйм для дюймовых резьб. Метрический набор № 1 обозначают М60°, дюймовый № 2 - Д55°.
Щупы применяют при выверке оборудования, сборке и регулировке его узлов для определения величины зазоров. Их выпускают первого и второго классов точности по ГОСТ 882 с пластинами толщиной 0,02-0,1 мм с градацией через 0,01 и 0,05 мм, с пластинами толщиной 0,55-1 мм с градацией через 0,05 мм и толщиной 0,1-1 мм с градацией через 0,1 мм. Щупы длиной 100 мм поставляют наборами и отдельными пластинами, длиной 200 мм - отдельными пластинами.
При предварительных грубых измерениях на монтаже широкое распространение получили складные металлические и деревянные метры с ценой деления 1 или 0,5 мм, а при выполнении слесарных работ и разметке - измерительные металлические линейки. Линейки выпускают длиной 150, 300, 500 и 1000 мм с одной или двумя шкалами и ценой деления 0,5 или 1 мм.
Рулетки в процессе монтажа применяют для измерения заготовок, проката труб, размеров фундаментов и несущих строительных конструкций при их приемке, для контроля расположения осей фундаментов, фундаментных болтов и т.п. Металлические рулетки изготовляют второго и третьего классов точности по ГОСТ 7502.
Материалы, используемые при монтаже оборудования. Для изготовления и монтажа технологических трубопроводов применяют трубы, детали трубопроводов, средства крепления и трубопроводную арматуру.
Технологические трубопроводы изготовляют из стальных труб, цветных металлов и сплавов, а также из неметаллических материалов (полимеры, стекло и др.). По способу изготовления стальные трубы подразделяют на бесшовные и сварные (прямошовные и спиральные), бесшовные выпускают горяче- и холоднодеформированными. Сортамент стальных бесшовных труб Æ 25-351 мм регламентирован ГОСТ 8732, холодно деформируемых Æ 10-250 мм - ГОСТ 8734, электросварных прямошовных Æ 10-1420 мм - ГОСТ 10704, газопроводных труб - ГОСТ 3262 (условный проход 10-150 мм).
На перерабатывающих предприятиях используют следующие трубы: бесшовные из коррозионно-стойкой стали горячедеформированные (ГОСТ 9940), холоднодеформированные (ГОСТ 9941) и электросварные (ГОСТ 11068), бесшовные из алюминия и его сплавов (ГОСТ 18475), стеклянные с гладкими конусами (ГОСТ 8894), напорные из полиэтилена низкого (ПНД) и высокого давления (ПВД) (ГОСТ 18599), трубы бесшовные медные (ГОСТ 617) и др.
Деталями трубопроводов являются отводы, тройники, седловины, переходы, заглушки, фланцы и др.
К стальным бесшовным приварным деталям трубопроводов заводского изготовления (рис. 1.42) отнесены крутоизогнутые отводы по ГОСТ 17375, равнопроходные и переходные тройники, накладные седловины по ГОСТ 17377, концентрические и эксцентрические переходы, эллиптические заглушки.
Рис. 1.42. Детали трубопроводов из углеродистой стали:
а - крутоизогнутые отводы; б - тройники; в - накладная седловина; г - переходы;
д - эллиптическая заглушка
Детали трубопроводов Ду 500-1400 мм из углеродистой стали на ру=2,5 МПа изготовляют сварными, отводы - штампосварными и секционными сварными, тройники - равнопроходными, переходы концентрические и эксцентрические - штампосварными и сварными.
Типы фланцев, их присоединительные размеры и размеры уплотнительных поверхностей (рис. 1.43) установлены в зависимости от величины условных проходов (Ду) и давлений (ру) по ГОСТ 12815. Наиболее часто используются фланцы литые стальные (ГОСТ 12819), стальные плоские приварные (ГОСТ 12820), стальные приварные (ГОСТ 12821).
Рис. 1.43. Типы и уплотнительные поверхности фланцев технологических трубопроводов: а - с соединительным выступом; б - с выступом; в - с впадиной; г - с шипом; д - с пазом; е - под линзовую прокладку; ж - под прокладку овального сечения
К средствам крепления трубопроводов к строительным конструкциям относятся опоры и подвески. По назначению и устройству опоры и подвески для крепления стальных трубопроводов подразделяются на подвижные и неподвижные, а по способу крепления к трубам - на приварные и хомутовые. Опоры и подвески пластмассовых трубопроводов по конструктивному исполнению выполняются двух типов: без сплошного основания для трубопроводов с температурой транспортируемой среды или окружающего воздуха до 30°С и со сплошным основанием с температурой выше 30°С.
Промышленная трубопроводная арматура - вентили, краны, клапаны, регуляторы давления и конденсатоотводчики имеют условное обозначение, состоящее из четырех характеристик: вид изделия, материал корпуса, конструктивные особенности арматуры (указываются две или три цифры, первая обозначает тип привода), материал уплотнительных поверхностей (табл. 1.24).
1.24. Характеристики арматуры, условное обозначение
|
Характеристика |
Наименование |
Обозначение |
|
Вид изделия |
Кран пробнопропускной |
10 |
|
|
Кран для трубопровода |
11 |
|
|
Запорное устройство указателя уровня |
12 |
|
|
Вентиль |
13, 14, 15 |
|
|
Обратный подъемный и приемный клапан |
16 |
|
|
Предохранительный клапан |
17 |
|
|
Регулятор давления |
21 |
|
|
Клапан регулирующий |
25 |
|
|
Задвижка |
30,31 |
|
|
Конденсатоотводчик |
45 |
|
Материал корпуса |
Сталь углеродистая |
с |
|
|
Сталь легированная |
лс |
|
|
Сталь нержавеющая |
нж |
|
|
Чугун серый |
ч |
|
|
Чугун ковкий |
кч |
|
|
Латунь, бронза |
б |
|
|
Пластмассы |
п |
|
Вид привода |
Механический червячный |
3 |
|
|
Пневматический |
6 |
|
|
Электромагнитный |
8 |
|
|
Электрический |
9 |
|
Материал уплотнительных |
Бронза, латунь |
бр |
|
поверхностей |
Баббит |
бт |
|
|
Пластмассы |
п |
|
|
Коррозионно-стойкая сталь (нержавеющая) |
нж |
На арматуру наносят краску, показывающую материал корпуса, крышки и сальника. Если они изготовлены из углеродистой стали, то наносится краска серого цвета, из легированной - синего, из коррозионно-стойкой - голубого, из чугуна - черного. Арматура из цветных металлов не окрашивается. Окраска маховика, рычага и других приводных деталей указывает на материал уплотнительных поверхностей: бронза или латунь - красный цвет, коррозионно-стойкая сталь - голубой, баббит - желтый, полиэтилен - серый с красными полосками по периметру.
К вспомогательным материалам, применяемым при монтаже, относятся болты, гайки, шайбы, прокладочные и набивные, обтирочные и абразивные материалы.
Для крепления оборудования, работающего со статистическими и незначительными динамическими нагрузками, применяют самоанкерующиеся болты первого и второго типов (рис. 1.44).
Рис. 1.44. Самоанкерующиеся болты и дюбели:
а - самоанкерующийся болт типа I;
б - самоанкерующийся болт типа II;
в - дюбель
Самоанкерующийся болт первого типа состоит из шпильки с конической частью и цанги, которая внизу имеет четыре продольные прорези. Верхняя сплошная часть цанги обеспечивает ограничение величины распора. Диаметр резьбы болтов от М8 до М36. Самоанкерующийся болт второго типа состоит из шпильки с конической частью и разрезной трубчатой цанги с тремя продольными прорезями в нижней части. Диаметр резьбы шпильки от М12 до М24. Болты применяют для крепления оборудования и металлоконструкций к чистым полам без устройства фундаментов. Их устанавливают в отверстия, просверленные с помощью перфораторов ИЭ-4709, ИЭ-4712 или электросверлильных ручных машин С-455, ЭР-16, ИЭ-1015.
Для крепления оборудования и металлических конструкций к несущим строительным конструкциям используют распорные дюбели-втулки, представляющие собой изделия, состоящие из распорной втулки с внутренней резьбой и четырьмя прорезями и конического элемента, устанавливаемого в отверстие втулки. Распорную втулку концом с прорезями помещают в отверстие, предварительно пробуренное в материале. Затем в отверстие втулки устанавливают конический элемент, в результате происходит раздвижение конической части втулки и ее прижатие к стенке отверстия несущего строительного элемента. Оборудование или металлические конструкции закрепляют с помощью шпилек или болтов, ввинченных в резьбовые отверстия втулок.
Для уплотнения фланцевых и муфторезьбовых соединений трубопроводов, арматуры и аппаратуры, а также установки между
корпусом и крышкой арматуры применяют прокладки различной конструкции из листовой резины (тепло-, морозо-, кислощелочестойкая - ТМКЩ, повышенно маслобензостойкая - ПМБ, пищевая), паронита (общего назначения - ПОН, маслобензостойкий - ПМБ), картона, асбестовой бумаги и др.
При уплотнении валов и штоков трубопроводной арматуры используют сальниковые набивки квадратного и круглого сечений, которые бывают следующих видов: хлопчатобумажная сухая (ХБС), хлопчатобумажная пропитанная (ХБП), асбестовая пропитанная (АС), асбестопроволочная (АПР), асбестовая маслобензостойкая (АМБ), асбестовая прорезиненная графитированная (АПП), асбестовая прорезиненная сухая с латунной проволокой (АПРПС). Сальниковые набивки подбирают по максимально допустимым параметрам (температура, давление), размерам (сторона квадрата или диаметр), уплотняемой среде (сжатый воздух, пар, агрессивный газ, вода и т.п.).
В качестве обтирочных материалов используют салфетки из бязи, хлопчатобумажные суровые нитки, хлопчатобумажную, льняную и полульняную, джутовую, джутотканную и другую ветошь. Обтирочная ветошь может быть любой формы площадью не менее 400 см2, шириной не менее 20 см. В обтирочной ветоши площадью 400 см2 допускаются дыры площадью не более 5%, а в ветоши площадью не более 400 см2 - не более 155% от общей площади. Кондиционная влажность ветоши не более 12%.
При проведении притирочных и доводочных работ используют твердые (выше твердости закаленной стали) и мягкие (ниже твердости закаленной стали) абразивные материалы. К твердым относят шлифпорошки зернистостью 12, 10, 8, 6, 4 и микропорошки от М63 до М5 из корунда, электрокорунда (белого, нормального и легированного), карбида кремния, карбида бора и синтетических алмазов. Мягкими являются абразивные порошки оксида хрома, оксида железа, венской извести (смесь оксида кальция с оксидом магния в соотношении 1:1). Из мягких абразивных материалов изготовляют пасты ГОИ трех сортов, отличающихся размером абразивных частиц и цветом: темно-зеленая (40 мкм), зеленая (15 мкм), светло-зеленая (7 мкм).
Взамен сварки стыков трубопроводов из углеродистых и низколегированных сталей разного назначения до ДУ 100 мм, работающих при избыточном давлении до 1 МПа и рабочей температуре от -60 до + 90°С, применяют склеивание. Применение клеевых соединений при изготовлении и монтаже стальных трубопроводов позволяет в 2-3 раза сократить трудоемкость и энергозатраты. Для склеивания стальных трубопроводов разработаны специальные клеи на основе эпоксидной смолы. В зависимости от назначения клея в его состав вводят дибутилфталат, низкомолекулярную полиамидную смолу марок Л-19, Л-20, ТО-18, ТО-19, портландцемент марки 400, алюминиевую пудру, полиэтиленполиамин и др.
Для трубопроводов применяют клеевые соединения бандажного типа, клеемеханические, муфтовые и раструбные (рис. 1.45) с использованием конструкционной стеклоткани Т-13-П, тканевой конструкционной стеклянной ленты марки ЛСП, клеев БФ 2 или БФ 4, ацетона или бензина.
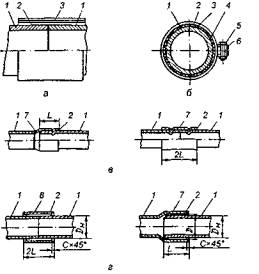
Рис. 1.45. Схемы клеевых соединений трубопроводов:
а - бандажного типа; б - бандаж из металлической ленты; в - клеемеханического
типа; г - муфтового и раструбного типов; 1 - склеиваемые трубы; 2 - клей; 3 -
стеклоткань; 4 - бандаж из металлической ленты; 5 - резьбовое соединение; 6 -
вкладыш; 7 - раструб; 8 - муфта
Выбор и расчет материально-технических средств монтажа.
Выбор того или иного типа грузоподъемной машины, механизма и приспособлений для производства погрузочно-разгрузочных и монтажных операций осуществляют на основе анализа следующих факторов: требуемая грузоподъемность, характеристика перемещаемого груза, режим работы, вид энергии, приводящей машину в действие и др.
Канат на прочность рассчитывают по формуле
P/S ³ К,
где Р - разрывное усилие каната в целом, Н (принимается по ГОСТ или сертификату);
S - усилие на канат, Н;
К - коэффициент запаса прочности для пеньковых принимают не менее 8, а для стальных - в зависимости от назначения каната и характеристики грузоподъемных машин, для машин с ручным приводом он составляет 4, с машинным приводом и легким (средним) режимом работы - 5-5,5, у стрелового, являющегося растяжкой расчалки - 3,5, для полиспастов равен 3,5-5, для расчалок и оттяжек - 3-5.
Значения S для канатов полиспаста, стропов и расчалок определяют по формуле
S = Q/n · cosa,
где Q - расчетная нагрузка, приложенная к подвижному блоку полиспаста (расчалке, стропу);
a - угол между осью действия расчетного усилия и ветвью каната;
n - общее число ветвей каната.
Допустимый диаметр (мм) барабана лебедки или блока, измеряемый по средней линии навитого стального каната, определяют по формуле
D = d·e,
где d - диаметр каната, мм;
е - коэффициент, значение которого зависит от типа грузоподъемной машины и режима работы (для электрических талей е=22, ручной лебедки е=12, машинной е=20, для грузоподъемных машин с машинным приводом и тяжелым режимом работы е=30).
1.3. Технология монтажа оборудования
Монтаж типовых сборочных единиц оборудования
Технические требования на монтаж типовых сборочных единиц (рамы, редукторы, резьбовые, шлицевые и шпоночные соединения, ремонтные и цепные передачи, муфты, подшипники, запорная и регулирующая аппаратура, санитарные приборы) являются общими.
Рама - основная базовая часть машины или оборудования, предназначенная для установки на ней деталей, сборочных единиц и механизмов. Представляет собой сварную конструкцию. Неправильное ее положение при монтаже ведет к преждевременному выходу машины из строя. Поэтому перед установкой рамы в проектное положение проверяют ее целостность, жесткость, отсутствие деформаций. Устанавливают раму на фундамент и выверяют ее положение в горизонтальной и вертикальной плоскостях по уровню, при необходимости подкладывают под основание металлические подкладки, собираемые в пакеты. Число подкладок в пакете - не более пяти, включая тонколистовые, применяемые для окончательной выверки.
После установки рамы на подкладки частично затягивают фундаментные болты, а затем контролируют ее положение. При необходимости раму приподнимают, добавляют в пакеты тонколистовые подкладки или заменяют ранее установленные подкладками другой толщины. Затем вновь затягивают фундаментные болты и контролируют положение рамы. Затягивают болты после полного затвердения бетона с помощью гаечных ключей с определенной силой, контролируемой по крутящему моменту, который измеряют с помощью предельных и динамометрических ключей.
После окончательной затяжки болтов подкладки прихватывают между собой сваркой. Конец фундаментного болта должен выступать над плоскостью гайки не более чем на высоту гайки.
В отдельных случаях под раму подливают жидкий цементный раствор, устанавливают ее на резиновые прокладки или ровную твердую площадку без крепления.
Шпоночные соединения применяют для соединения валов со ступицами деталей вращения (маховики, звездочки, шкивы и т.п.).
При сборке соединений следует проверить формы и размеры шпонки, пазов вала и ступицы, убрать забоины, задиры и заусенцы. Запрессовывают шпонку специальными приспособлениями или молотком с медным или свинцовым бойком. Перед запрессовкой клиновую шпонку и пазы смазывают машинным маслом. Качество сборки соединения проверяют по наличию бокового зазора, который не должен превышать 0,35 мм при ширине клиновой шпонки 13-18 мм, высоте 5-11 мм и 0,4 мм - при ширине шпонки 20-28 мм и высоте 8-16 мм и отсутствовать в соединениях с призматическими шпонками. Зазор проверяют щупом.
Ременная передача - распространенный тип механических передач из-за своих преимуществ: плавность и бесшумность хода, большая скорость и простота устройства, возможность передачи крутящего момента на большие расстояния.
Последовательность монтажа ременной передачи следующая:
проверка отклонения от формы шкивов;
проверка отклонения валов от расчетного ( проектного) положения;
балансировка шкивов;
установка шкивов на валы и их фиксация;
проверка параллельности шкивов;
установка и натяжение ремня (ремней).
При изготовлении центр массы шкива может быть смещен от оси вращения в радиальном направлении. Для совмещения центра массы с осью вращения проводят статическую балансировку.
Заключительными операциями являются установка и натяжение ремня, который устанавливается сначала на малый шкив, а затем на большой. Большое влияние на срок службы ремня оказывает усилие его предварительного натяжения. При слабом натяжении ремень будет проскальзывать, нагреваться, возможно биение его ветвей (резонанс), сильное натяжение обусловит быструю вытяжку, потерю эластичности, излишнюю нагрузку на опоры валов, износ ремня и шкивов.
Допустимым (нормальным) предварительным напряжением в ременных передачах принято:
для плоских ремней sо= 1,8 МПа, клиновых sо = 1,2-1,5 МПа.
Усилия предварительного натяжения (Fо) определяют как
Fо = sо A,
где A - площадь поперечного сечения ремня, мм.
Контроль правильности натяжения ремня определяют по величине его прогиба f от приложенного определенного усилия F. Связь указанных величин выражается зависимостью
![]()
где а - межосевое расстояние, мм.
Монтаж цепной передачи начинают с осмотра цепи, звездочек, посадочных мест на валах. Проверяют соответствие цепи и звездочек наложением их друг на друга. Звездочки насаживают на вал с помощью молотка и оправки, проверяют на радиальное и торцевое биение индикатором, закрепляют стопором и контргайкой. Устанавливают цепь на звездочку и соединяют ее концы специальными приспособлениями, при этом запорную часть замка втулочно-роликовых цепей направляют в сторону их движения. Оси валов, на которых расположены звездочки, должны быть взаимно параллельны (допустимое отклонение 0,1 мм на длине 1000 мм). Звездочки одной передачи устанавливают в одной плоскости (допустимое смещение продольных плоскостей звездочек 1-2 мм на каждые 1000 мм). Пластины цепи должны быть параллельны. Провисание цепи для горизонтальных передач и передач, имеющих угол наклона до 45°, допускается 0,005-0,02 А, а для передач с наклоном свыше 45° и вертикальных - 0,002 А. Натяжение цепи регулируют перемещением опор валов звездочек, роликов, оно считается нормальным, если при нажиме на цепь рукой угол обхвата звездочки увеличивается не более чем на 5%.
По окончании сборки выполняют пробное прокручивание вручную или рычагом. При этом цепь не должна соскакивать с зубьев звездочек, каждое звено должно свободно садиться на любой зуб и сходить с него. Передача должна работать плавно, без ударов роликов по зубьям.
Соосности валов добиваются подкладкой пластин под рамы соединяемых сборочных единиц и последующим их поворотам в горизонтальной плоскости.
Редукторы и вариаторы скоростей используют для изменения частоты вращения привода механизмов оборудования. Наиболее распространены цилиндрические и червячные редукторы. Поступающие в монтаж редукторы до их установки в проектное положение агрегируют с электродвигателями. Редуктор и электродвигатель монтируют на предусмотренную проектом сварную металлическую раму или конструкцию. До установки на раму проводят ревизию редуктора. При монтаже редуктора и электродвигателя должны быть обеспечены соосность и горизонтальность их валов с требуемой точностью. Соосность проверяют по изменениям во взаимном положении полумуфт, с помощью которых соединяют валы, при повороте обоих валов на 360°. Для достижения горизонтального положения редуктора и электродвигателя при необходимости под корпус редуктора и электродвигателя устанавливают металлические подкладки. После окончательной выверки затягивают болты крепления редуктора и электродвигателя к раме, прокручивают агрегат вручную, а затем испытывают его при включенном электродвигателе. Собранный и обкатанный агрегат доставляют на монтажную площадку, где предусмотренными ППР такелажными средствами устанавливают на фундамент или опорную металлическую конструкцию, обеспечивая требуемое сопряжение с механизмами оборудования.
Поступающий в монтаж вариатор скоростей также агрегируют с редуктором и электродвигателями (ведущим и датчиками) на опорной конструкции.
На валы устанавливают соединительные полумуфты. После этого производят выверку горизонтальности и соосности центрируемых валов электродвигателей и вариатора скоростей. Перед испытанием вариатора скоростей вхолостую очищают его конусные диски во избежание проскальзывания ремня при работе вариатора. Для проверки работы вариатора скоростей проворачивают его несколько раз вручную за муфту вала ведущего электродвигателя, а затем проводят испытание при включенном электродвигателе.
Трубопроводы монтируют так, чтобы все их соединения располагались вне стен и отстояли от них на 15-30 мм. Перед монтажом размечают оси и отдельные точки, определяющие положение трубопроводов в пространстве, и наносят их на сетки в плане и на высотные отметки здания или сооружения в разрезах.
Монтаж трубопроводов коммуникаций высокого давления выполняется в следующей последовательности. Сначала укрупненными блоками монтируют опорные металлоконструкции на эстакадах, в тоннелях и внутри цехов. Затем на установленные и проверенные по высоте опоры укладываются трубы, фасонные детали и арматура, соединяемая на фланцах с линзовым уплотнением. Перед монтажом трубопроводов опоры проверяют нивелированием, полученные результаты оформляют схемой, на которой указываются проектные и фактические отметки.
На участках трубопроводов с изгибами (колена, компенсаторы), около арматуры и фланцевых соединений опоры можно устанавливать только при условии выполнения следующих основных требований:
хомуты опор нельзя размещать на изогнутых участках трубопровода;
при наличии в трубопроводах вертикальных участков расположение опор не должно препятствовать тепловому удлинению этих участков и должно исключать неравномерность распределения массы трубопровода по ближайшим опорам;
при установке опор с двух сторон компенсатора их следует располагать возможно ближе к нему, чтобы дополнительно не нагружать компенсатор массой примыкающих участков трубопроводов;
опоры необходимо устанавливать возможно ближе к арматуре и фланцевым соединениям, имеющим значительную массу, но не ближе чем на 0,3 м от опоры для труб Ду до 60 мм, а при больших проходах - 0,5 м.
При сборке фланцевых соединений с использованием линз последние необходимо до установки осмотреть и убедиться в отсутствии дефектов. Плотность линзового соединения зависит, главным образом, от геометрической правильности и чистоты обработки уплотнительных поверхностей, а также от соблюдения следующих правил их установки:
во избежание повреждений поверхностей линзы от блуждающих токов их необходимо очищать от смазки и влаги и устанавливать сухими;
до установки линзы на место следует предварительно вставить во фланцы две-три шпильки, а после установки линзы сблизить трубы и зажать линзу между торцами деталей трубопроводов полностью вставленными во фланцы шпильками;
шпильки фланцевых соединений надо предварительно обработать водно-графитовой эмульсией или пастой;
для сборки фланцевого соединения надо применять гайки с чистыми гранями без забоин и вмятин;
затяжка гаек должна быть равномерной, ее необходимо производить в определенном порядке (крест-накрест, т.е. поочередно затягивать гайки, находящиеся в диаметрально противоположных местах фланцевого соединения); при затяжке необходимо постоянно проверять параллельность расположения фланцев; прилегание опорных поверхностей гаек к плоскости фланца контролируется щупом;
окончательная затяжка гаек фланцевого соединения должна производиться при температуре воздуха не ниже -15°С;
с целью создания оптимального крутящего момента при затяжке гаек фланцевых соединений необходимо применять гаечные ключи, длина плеч которых должна соответствовать данным табл. 1.25, а также использовать динамометрические ключи с регулируемым крутящим моментом;
при обнаружении в ходе гидравлического испытания неплотности фланцевого соединения линзу следует заменить, устранять неплотность дальнейшей затяжкой гаек запрещается;
при сборке фланцевого соединения, снабженного уплотнительной мягкой металлической прокладкой, необходимо проверить на фланцах наличие концентрических рисок, торцевые поверхности фланцев не должны иметь заусенцев.
1.25. Размеры ключей для сборки фланцевых соединений трубопроводов коммуникаций с рабочим давлением 32 и 70 МПа
|
Номинальный диаметр резьбы шпилек, мм |
Рабочее давление, МПа |
Условный проход Ду, мм |
Длина плеч ключей, мм |
|
|
для монтажа |
при дополнительной подтяжке |
|||
|
1 |
2 |
3 |
4 |
5 |
|
9,5 |
32 70 |
10; 15; 25; 6; 10; 15 |
250 |
320 |
|
М18 |
32 70 |
32 25 |
400 |
550 |
|
М22 |
32 70 |
40 32 |
500 |
650 |
|
М24 |
32 70 |
60 40 |
850 |
1150 |
|
М27 |
32 70 |
70 60 |
1400 |
1850 |
Компенсаторы для трубопроводов высокого давления изготовляют гнутьем труб (при Dy до 90 мм) или собирают на фланцах из прямых участков труб и фасонных деталей. При изготовлении П-образных компенсаторов посередине их не допускается сварка или установка фланцев.
Крепление П-образного компенсатора должно осуществляться в трех местах: в двух подвижных опорах вблизи фланцев на расстоянии, равном двум-трем наружным диаметрам трубы (считая от середины фланцевого соединения), и в подвижной опоре посередине вылета компенсатора. При монтаже П-образного компенсатора его средняя часть должна быть выше на величину около половины наружного диаметра трубы для предотвращения скапливания в нем конденсата, а вблизи компенсатора устанавливают дополнительные подвижные опоры для предотвращения отклонения магистрали от своей оси в поперечном направлении.
На трубопроводе, имеющем компенсатор, запрещается устанавливать неподвижную опору за поворотом трубопровода на 90° к его оси. Опоры должны располагаться за компенсатором на прямом участке.
На горизонтальных участках трубопроводов запорную арматуру надо устанавливать шпинделем вверх или под углом 90° к вертикали. Пружинные предохранительные клапаны располагают строго вертикально; их положение проверяют по уровню.
Задвижки всех типов при транспортировании загрязненных или быстрозастывающих продуктов, а также задвижки с ручным управлением и условным проходом (Ду) более 600 мм необходимо устанавливать только маховиком вверх.
При монтаже арматуры большой массы используют грузоподъемные приспособления (ручные рычажные лебедки, тали и др.). Строповку арматуры при подъеме выполняют только за корпус. Строповка за штурвалы, шпиндели, рычаги и другие детали арматуры не допускается.
Если при прокладке трубопровода встречаются стены, перегородки и перекрытия, то его пропускают через специальные гильзы, внутренний диаметр которых на 10-20 мм больше наружного диаметра трубопровода. Укладывают трубопроводы с уклоном в сторону водоразборных устройств. Резьба на трубах должна быть чистой и нарезана по длине на полвитка меньше, чем в арматуре.
При сборке труб на резьбе применяют муфты и контргайки. Для уплотнения резьбового соединения используют льняную прядь или асбестовый шнур, разделенный на отдельные пряди, суриковую замазку, приготовленную из свинцового сурика (2/3) и натуральной олифы (1/3). Намотку пряди ведут по направлению резьбы тонким и равномерным слоем.
Монтаж основных видов технологического оборудования
Насосы и насосные агрегаты. По принципу действия насосы и насосные агрегаты подразделяются на центробежные, шестеренные, поршневые и плунжерные. Их выпускают агрегированными с электродвигателями на общей чугунной плите 13 типоразмеров.
Насосы устанавливают на достаточно жестком основании с тем, чтобы при работе не было вибрации. Насосы и насосные агрегаты монтируют в соответствии с техническими условиями или инструкциями на монтаж данного типа насосов. Монтаж их заключается в установке на фундамент и выверке горизонтальности положения с точностью до 0,1 мм на 1 м длины. Отклонения от проектной высотной отметки не должны превышать ±10 мм. Положение насоса выверяют уровнем, укладываемым на обработанную поверхность фланца нагнетательного патрубка в двух взаимно перпендикулярных направлениях. Горизонтальность установки насосов регулируют с помощью плоских металлических подкладок или установочных винтов, размещаемых вблизи от анкерных болтов.
После выверки производят подливку плиты насоса бетонной смесью с заполнением анкерных колодцев. Ревизия насосов состоит в их промывке и сушке, осмотре, набивке сальников и проверке зазоров. При опробывании насосного агрегата следят за направлением вращения ротора, которое должно быть против часовой стрелки, если смотреть на него со стороны привода. Постепенно открывают задвижку на нагнетательном трубопроводе и следят за состоянием сальника, в нормальном состоянии он может слегка пропускать жидкость (15-20 капель в минуту). При опробовании шестеренного насоса проверяют направление вращения вала относительно всасывающего и нагнетательного патрубков. Всасывающий патрубок должен быть расположен с той стороны, где зубья шестерен выходят из зацепления. Шестеренные насосы испытывают под нагрузкой на воде. Перед пуском поршневого насоса проверяют наличие масла по уровню маслоуказателя и при необходимости доливают его, проверяют набивку сальников плунжеров. Проворачивают вручную коленчатый вал, оценивают плавность хода и отсутствия заеданий. При пуске электродвигателя проверяют вращение вала, которое должно быть по часовой стрелке, если смотреть со стороны шкива. Индивидуальное испытание насоса производят на воде, предварительно подав ее для охлаждения плунжеров.
Воздушные компрессоры и компрессорные агрегаты. Для получения сжатого воздуха, необходимого для работы многих установок, применяют воздушные компрессоры.
Монтаж компрессорной установки начинают с установки рамы-ресивера, на которой затем располагают компрессор и электродвигатель. Соосность маховика компрессора и полумуфты электродвигателя проверяют по равенству зазоров в четырех точках, а также с помощью контрольной линейки и специального приспособления. Контрольную линейку укладывают сверху и сбоку полумуфт и, регулируя положение электродвигателя, добиваются, чтобы она плотно прилегала к боковым и наружным цилиндрическим поверхностям полумуфт. Приспособление состоит из хомутов, на одном из которых размещен кронштейн с двумя болтами, а на другом - обработанная квадратная головка. Зазоры между болтами и квадратной головкой должны составлять 1-2 мм. Измерения проводят в четырех точках по окружности полумуфт. Для обеспечения соосности валов компрессора и электродвигателя зазоры, измеренные щупом в четырех точках, должны быть равны. Допустимый перекос валов для эластичных муфт составляет 0,1 мм при диаметре полумуфт до 300 мм.
Электродвигатель после выверки окончательно закрепляют на раме. Затем на нее устанавливают и закрепляют промежуточный воздухоохладитель (холодильник), а также предохранительный клапан второй ступени. Пуск компрессора (компрессорной установки) осуществляют после выполнения ревизии. Продолжительность испытания вхолостую 1-1,5 ч.
Вентиляторы и воздуходувные машины. Монтаж центробежных и осевых вентиляторов заключается в установке на фундамент или виброизолирующие опоры с выверкой горизонтальности вала и крепления. Допустимое отклонение от горизонтальности по оси вала составляет 0,1 мм на 1 м длины вала.
Воздуходувные машины устанавливают на первых этажах зданий на фундаментах, междуэтажных перекрытиях - на виброизолирующих опорах. Технология монтажа воздуходувной машины на опорах предусматривает разметку основания с расчисткой опорных поверхностей для виброизолирующих опор; установку плит под опоры; подъем машины на высоту с установкой опор под раму машины; выверку горизонтальности машины с помощью регулирующих болтов по уровню (допустимое отклонение не более 0,2 мм на 1 м), валов машины и электродвигателя; присоединение масло-, водо-, и воздухопроводов; установку задвижек на нагнетательном и всасывающем воздухопроводах; индивидуальное испытание на холостом ходу. Перед пуском машины подшипники промывают уайт-спиритом и продувают сжатым воздухом, смазывают соответствующим смазочным материалом.
Воздуходувные машины поступают сагрегированными с электродвигателем на общей чугунной плите или сварной раме. Их проверяют проворачиванием от руки ротора машины и электродвигателя (вращение должно быть свободным). Пробный пуск машины ведут при закрытых задвижках на нагнетании и всасывании. Затем открывают полностью задвижку на всасывании, а задвижкой на нагнетании устанавливают требуемый режим работы, не допуская перегрузки электродвигателя.
Сепараторы являются быстроходными машинами, у которых частота вращения веретена с тарелками достигает 5500-5600 мин-1, поэтому их монтаж выполняют с особой тщательностью, соблюдая требования, приведенные в инструкции предприятия-изготовителя. В комплект поставки сепаратора входит ключ для большого затяжного кольца. Сепаратор устанавливают на фундамент и крепят фундаментными болтами с использованием резиновых прокладок-амортизаторов, поставляемых с сепаратором. Если фундамент под сепаратор выполнен с колодцами для анкерных болтов, то последние располагают по шаблону или устанавливают вместе с сепаратором и заливают колодцы с болтами цементным раствором состава 1:3. Монтаж сепаратора продолжают после затвердевания подливки до 60% проектной прочности. Сепаратор устанавливают на фундамент так, чтобы веретено находилось строго в вертикальном положении, а фундаментные болты не касались стенок отверстий в лапах станины.
При установке сепаратора на перекрытии с креплением сквозными анкерными болтами резиновые прокладки помещают с двух сторон (под лапами станины и под головки болтов под перекрытием). При поставке сепараторов с резиновыми амортизаторами, вложенными в обечайки, на фундаментные болты сначала надевают донышком вниз обечайки, а затем вкладывают амортизаторы и закрепляют их колпачком.
Положение сепаратора выверяют по уровню и линейке, которые укладывают на верхнюю обработанную кромку чаши машины в двух взаимно перпендикулярных плоскостях при снятых крышке и барабане сепаратора. Уровень устанавливают сначала по оси сепаратора, совпадающей с осью электродвигателя, а затем по второй, перпендикулярной оси. Отклонение от горизонтальности в обоих направлениях должно быть не более 0,02-0,05 мм на 1 м диаметра чаши сепаратора. Положение сепаратора регулируют тонкими кольцевыми жестяными прокладками, которые размещают под лапами станины между фундаментом и амортизатором.
После выверки сепаратора по уровню на фундаментные болты под гайки с шайбами устанавливают резиновые прокладки и затягивают гайки, которыми закрепляют сепаратор на фундаменте. Гайки на фундаментных болтах следует затягивать равномерно и плавно. После затяжки гаек и установки контргаек сепаратор должен быть плотно прижат к фундаменту, но стоять на нем «мягко», чтобы резиновые прокладки не потеряли эластичность. Высота резиновых амортизаторов под лапами сепаратора должна уменьшиться не более чем на 20% от первоначальной. После установки и закрепления сепаратора проводят его ревизию. Подключают к сепаратору продуктопроводы, которые монтируют так, чтобы их масса не передавалась на сепаратор.
Испытание сепаратора на холостом ходу проводят при вывернутых стопорных винтах и обжатых тормозных колодках. В начале испытания (период разгона) вибрация сепаратора и нагрев фрикционных муфт (в отдельных случаях до дымления) считаются допустимыми. Требуемую частоту вращения сепаратор должен набрать в течение 5-6 мин после пуска, при этом вибрация должна прекратиться. Сепаратор испытывают вхолостую в течение 1 ч.
Ковшовые ленточные элеваторы (нории). Широкое применение нории нашли для вертикального перемещения сыпучих грузов на хлебозаводах, кондитерских и макаронных фабриках, маслопе-рерабатывающих и других предприятиях пищевой промышленности.
Нория поступает в монтаж отдельными узлами: башмак, головка, гладкие трубы, трубы со смотровым и натяжным люками, прорезиненная тканевая лента, ковши, элеваторные болты с гайками и шайбами, электродвигатель, редуктор, полумуфты. Перед монтажом нории на площадке для укрупнительной сборки оборудования проводят сборку привода с центровкой электродвигателя и редуктора, сборку норийных труб в блоки длиной 4-6 м и крепление ковшей на ленте. Норийные трубы собирают на болтах М8-М10 с постановкой во фланцевых соединениях прокладок из картона толщиной 2-2,5 мм, пропитанного суриком. Отклонение от прямолинейности не должно превышать 0,002 м длины одной трубы. Сборка труб сдвоенных норий отличается тем, что соединительные замки во внутренних перегородках следует отцентрировать по направлению движения ветвей. Во избежание вытягивания ленты во время работы и многократной ее перешивки ленту предварительно вытягивают в течение двух-трех суток. Ее перекидывают через барабан и за счет натяжения создают в ней напряжение, равное 3-3,5 МПа, при этом проверяют параллельность кромок. После вытяжки в ленте по шаблону сверлят электросверлильной машиной или пробивают просечкой отверстия под болты для крепления ковшей. Для надежности ковши крепят элеваторными болтами.
Монтаж нории начинают с разметки осей и проверки основания для установки башмака и головки. Правильность размещения отверстий в междуэтажных перекрытиях для прохода норийных труб и их установки проверяют с помощью проволочных струн-отвесов (допустимое смещение ±5 мм). Монтаж нории при поточно-совмещенном способе производства работ (снизу вверх) начинают с установки башмака на основании.
После установки звеньев труб на прокладках в точном соответствии с инструкцией к фланцам последних звеньев подсоединяют головку нории и крепят ее. Отвесами проверяют правильность установки головки и башмака по приводному и натяжному барабанам, а уровнем - горизонтальность. Струны отвесов должны касаться внешних кромок фланцев труб и проходить по средней части их смежных плоскостей. Затем приступают к монтажу привода. После проверки вертикальности установленных звеньев труб до сдачи в подливку их раскрепляют деревянными клиньями в отверстиях перекрытий. Для контроля вертикальности смонтированной нории присутствие представителя монтажной организации во время бетонирования норийных труб в междуэтажных железобетонных перекрытиях обязательно.
При монтаже нории (снизу вверх) на постамент головки укладывают шаблон, соответствующий расположению норийных труб, к нему прикрепляют проволочные струны-отвесы. На установленном башмаке закрепляют металлические планки, к ним присоединяют струны или, оставляя планки внизу незакрепленными, натягивают струны.
С помощью грузоподъемных средств на башмаке размещают нижний блок норийных труб, а затем проводят дальнейшее наращивание блоков. При последовательной сборке труб контролируют вертикальность и взаимную параллельность ветвей по четырем стальным проволокам-струнам (по две на каждую ветвь). По касанию кромок фланцев со струнами контролируют вертикальность норийных труб. Вместо верхнего шаблона устанавливают головку нории и ее привод. Сняв верхний кожух головки, с помощью отвесов проверяют нахождение осей горизонтально расположенных верхнего и нижнего барабанов в одной вертикальной плоскости.
Ленту с прикрепленными к ней ковшами поднимают тросом с помощью лебедки через натяжной люк по норийным трубам, перебрасывают через барабан головки и опускают до барабанов башмака, затем вытягивают приклеенной к ленте веревкой до натяжного люка. Концы ленты стягивают приспособлением и сшивают. Нории обкатывают на холостом ходу с включенным электродвигателем в течение 2-3 ч. Во время испытания устраняют сбегание ленты и задевание ее и ковшей за стенки норийных труб, головки и башмака.
Винтовые конвейеры (шнеки). На пищевых предприятиях для перемещения россыпью сыпучих продуктов (муки, сахара, какао-бобов и др.) в горизонтальном направлении или с подъемом до 30° используют винтовые конвейеры. В зависимости от расположения витков на валу шнеки выпускают правыми и левыми, под правыми подразумевают шнек, в котором продукт движется к наблюдателю при вращении винта по часовой стрелки, под левыми - при вращении винта против часовой стрелки.
Шнеки небольшой длины поступают в монтаж в собранном виде, а поступающие в монтаж отдельными узлами предварительно собирают на площадке для укрупнительной сборки оборудования. Перед монтажом проверяют состояние узлов шнека, вмятины в звеньях желоба, устраняют погнутости винта.
Монтаж шнека начинают с разметки главной продольной оси и установки секции желоба со стороны привода. Фланцы отдельных звеньев желоба шнека с прокладками соединяют болтами, выверяют прямолинейность в горизонтальной плоскости по струне, в вертикальной - по уровню. После выверки установленного желоба шнека приступают к монтажу подвесных подшипников и звеньев вала со стороны привода. Секции вала соединяют болтами.
Ориентацию вала шнека при его монтаже проверяют уровнем или шаблоном, регулируя при этом с помощью прокладок высоту и горизонтальность установки выносных подшипников. Радиальный зазор между внутренними поверхностями желоба и винтом при диаметре шнека до 250 мм должен составлять 10 мм, более 250 мм - 15 мм.
Допускаются отклонение оси винта до 0,2 мм на 1 м или до 1 мм на 10 м длины, смещение осей секций желоба - до 0,5 мм и центров подшипников - до 0,3 мм, радиальное биение вала винта - ±0,2 мм, а наружной кромки винта - ±1,5 мм; в нереверсивных конвейерах уступы на стыках секций желобов - до 0,5 мм по ходу материала, а в реверсивных их не должно быть, осевое смещение винта при работе до 1,5 мм, что обеспечивается при установке подвесных подшипников.
Затем монтируют привод вращения шнека и прокручивают его вручную. До начала испытания заливают масло в редуктор, смазывают выносные подшипники и проверяют надежность крепления шнека и привода. Если при прокручивании шнека вручную не наблюдается задевания перьев за стенки желоба, а радиальное и осевое биение вала не превышает соответственно 0,3 мм и 0,0001 длины шнека, то приступают к прокручиванию шнека с приводом от электродвигателя. Опробование шнека на холостом ходу проводят при установленных ограждениях привода и верхних крышках в течение 2 ч.
Ленточные и цепные транспортеры. Для перемещения сыпучих грузов россыпью на пищевых предприятиях применяют ленточные и цепные транспортеры с погруженными скребками, для перемещения сыпучих грузов в затаренном виде - ленточные транспортеры, тарных и штучных грузов - цепные и пластинчатые.
Ленточные транспортеры длиной до 5 м обычно поступают в монтаж полностью в собранном виде, более длинные - отдельными сборочными единицами. Ленточные транспортеры относят к нестандартизированному оборудованию, их может изготовить монтажная организация. Изготовление станин, сборку транспортеров с приводами производят в мастерских монтажных заготовок монтажной организации.
Технология монтажа ленточного транспортера предусматривает подачу к месту установки основных сборочных единиц (приводной и натяжной станций, секций рамы транспортера, поддерживающих роликов, ленты).
Новую ленту, если она хранилась при отрицательной температуре, выдерживают в течение суток при температуре не ниже +5°С. Затем ее подвергают предварительной вытяжке в течение двух-трех суток, создавая при этом натяжение в сечении ленты 3-3,5 МПа. Для этого ленту перекидывают через барабан, установленный на необходимой высоте, и подвешивают к концам ленты соответствующий груз. В ходе вытяжки проверяют параллельность кромок. Возникающий перекос устраняют перемещением груза с вытянутой стороны ленты на середину. После вытяжки ленту сматывают в рулон или наматывают на специальный барабан и доставляют к месту монтажа. Сборку секций рамы транспортера выполняют на специально заготовленном кондукторе для обеспечения прямоугольное™, прямолинейности, избежания скручиваний. Если секции поставляют в собранном виде, то на этом кондукторе проверяют их отклонение от формы. Проводят разметку продольной оси транспортера. Устанавливают приводную станцию. Выверяют горизонтальность оси приводного барабана, ее перпендикулярность продольной оси конвейера. Допустимое отклонение от горизонтальности 0,2 мм на 1 м длины барабана. Электродвигатель привода транспортера монтируют по выверенному валу приводного барабана. Закрепляют приводную станцию на фундаменте. Устанавливают последовательно секции рамы транспортера. С помощью прокладок выставляют их в проектное положение и временно скрепляют болтами. Выполняют монтаж натяжной станции. Проверяют горизонтальность оси натяжного барабана и ее параллельность оси приводного барабана. Выверяют положение всей конструкции. Допустимое отклонение продольной оси ленточного транспортера от проектного положения 1 мм на 10 м длины транспортера. После этого крепят раму секций натяжной станции к фундаменту и сваривают секции. Устанавливают роликоопоры, смещение середины от продольной оси транспортера не должно превышать 1 мм, а роликоопор по высоте - ±1 мм. Проверяют горизонтальность оси роликоопор и их перпендикулярность продольной оси. Для улучшения центрирования ленты каждую пятую-шестую роликоопору устанавливают с наклоном на 2-3° по ходу ленты. С этой же целью могут использоваться и самоустанавливающиеся роликоопоры, которые монтируют чуть выше остальных.
На элеваторах и складах для зерна используют транспортеры с разгрузочными тележками. При установке тележки обеспечивают горизонтальность барабанов и проверяют шаблоном ширину колеи (отклонение до 2 мм). Допустимая несимметричность относительно оси транспортера составляет 2 мм. Отклонение высоты левого и правого путей до 1 мм, зазор в стыке до 2 мм, разность уровней в стыке рельсов до 0,3 мм.
Выполняют монтаж ленты. Рулон с лентой устанавливают на козлы. При этом следят, чтобы толстая (рабочая) резиновая обкладка ленты была обращена наружу. Затягивают ленту с помощью лебедки. Смещают натяжной барабан в сторону приводного до упора и стягивают концы ленты до совмещения внахлестку на необходимую длину. Проводят стыковку ленты. Иногда сначала выполняют временную стыковку ленты на 1-1,5 месяца, так как в этот период ленты вытягиваются наиболее интенсивно. Но чаще стыкуют концы ленты постоянно. При выборе метода соединения конвейерных лент следует учитывать, что прочность вулканизированного, крючкового, планчатого (на болтах) соединений составляет соответственно 0,9; 0,6; 0,45 от прочности ленты.
Натягивают ленту перемещением барабана натяжной станции. Прокручивают привод вручную, затем 2-3 раза - электродвигателем. Если при этом лента смещается более чем на 25 мм от середины барабана, то устраняют отклонения от горизонтальности и параллельности осей барабанов, а также возможное осевое смещение барабанов по валу, неравномерную вытяжку ленты, перекос роликоопор.
Выполняют монтаж загрузочного устройства. Загрузочный лоток монтируют симметрично относительно продольной оси, так как односторонняя загрузка ленты вызывает ее сход в сторону. Металлические части лотка не должны касаться ленты. Для исключения просыпи груза к нижней части лотка крепятся прорезиненные накладки. Нередко возникает необходимость криволинейного транспортирования с применением ленточных конвейеров. Это объясняется тем, что прием груза после конвейера производится выше горизонтального участка. Кривая линия провисания ленты, образованная действием силы тяжести ленты и груза, является параболой. Поэтому роликовые опоры следует ставить, строго ориентируясь на обеспечение линии провисания. В случае, если они будут установлены выше или ниже, груз будет рассыпаться.
В зависимости от расположения опор ленты при постоянном ее натяжении возможны случаи, когда опора расположена на параболе и совпадает с ее низшей точкой или расположена выше нее - слева или справа. Расположение опоры левее низшей точки потребует некоторого снижения высоты расположения последующих роликоопор. Это неприемлемо по конструктивным соображениям. При расположении опоры правее низшей точки часть траектории, предшествующая опоре О2 (от опоры О2 до следующей роликоопоры), будет стремиться расположиться по параболической кривой, и лента будет провисать. С учетом этого наиболее приемлемо расположение опоры в низшей точке параболы. В этом случае стрела провисания h, равная разности высот расположения опор, будет определяться как
![]()
где q - линейная плотность (погонная масса) ленты и груза, кг/м;
L - расстояние (пролет) между опорами, м;
F - натяжение ленты, Н.
Натяжение ленты определяют на основе метода обхода по контуру или по несущей способности ленты:
![]()
где [Кр] - допускаемая линейная прочность одной прокладки ленты на разрыв, Н/м;
В - ширина ленты, м;
Z - число прокладок ленты;
[S] = 9-11 - запас прочности ленты.
Линейную плотность находят как
q = qл + qг,
где qл - погонная масса ленты, кг/м;
![]() - погонная масса груза, кг/м;
- погонная масса груза, кг/м;
П - производительность транспортера, кг/с;
V - скорость транспортера, м/с.
Расстояние между роликоопорами при ширине ленты 400-1200 мм рекомендуется принимать в пределах Lp = 1-1,5 м. Учитывая, что угол наклонного (криволинейного) участка конвейера незначительный, для удобства монтажа можно принять, что проекция расстояния между роликоопорами равна расстоянию между ними. Таким образом, определив значение Lp, рассчитывается необходимое h.
Склеивание ленты является наиболее трудоемкой и ответственной операцией. Стык склеивают непосредственно на транспортере. На его раму под ленту при снятых роликоопорах устанавливают деревянный щит, который шире рамы на 0,2-0,3 м и на 1 м длиннее стыка. Зажимы стяжного приспособления устанавливают строго перпендикулярно продольной оси ленты. После этого концы ленты стягивают внахлестку на всю длину стыка. Стыкуемые концы накладывают друг на друга и проверяют параллельность кромок. Для обеспечения одинаковой прочности стыкового соединения и самой ленты, а также для того, чтобы стык плавно набегал на ролики и барабаны, концы ленты отрезают наискось. Угол скоса 18°30' (катет в треугольнике равен 1/3 В). Затем подготавливают ступенчатый стык на обоих концах ленты, для этого размечают размеры средних ступенек длиной 250-300 мм. Крайние ступеньки делают больше остальных на 1/3. Ступеньку готовят следующим образом. Надрезают (поперек) по линии последней степени до первой прокладки резиновую обкладку и отверткой отслаивают ее немного от каркаса. Затем обкладку надрезают вдоль полосами по 25-30 мм и открывают клещами. Далее надрезают прокладку по линии границы другой ступени так, чтобы не повредить следующую прокладку. После этого подрезают прокладку полосами на 25-30 мм и отрывают полосы. Резиновые обкладки ленты на обеих ее сторонах срезают на скос. Стыкуемые поверхности аккуратно зачищают абразивным кругом или металлической щеткой, протирают бензином и сушат 15 мин. На стыкуемые поверхности кистью наносят клей и сушат 20-30 мин, затем повторно наносят клей и сушат 10-15 мин. На горизонтальные поверхности стыка накладывают куски каландрованной резины толщиной 0,5 мм, к вертикальным поверхностям прикатывают полоски каландрованной резины шириной 3-5 мм и толщиной 1,5 мм. Накладывают стыки один на другой, прикатывают их роликом, прокалывают шилом для выхода остатков воздуха. На оба торца накладывают брекер шириной 100 мм, а на него - резиновую заготовку толщиной на 1,5-2 мм больше резиновой обкладки.
Устанавливают с обеих сторон ленты пресс-вулканизатор, стягивают ленту до давления в стыке не менее 1 МПа. Вулканизацию проводят при температуре 150±2°С. Продолжительность вулканизации (мин) определяется как
t = 5×Z,
где Z - число прокладок ленты.
Отсчет времени начинают с момента достижения рабочей температуры. Пуск ленты возможен только после ее охлаждения до 30°С.
Цепной транспортер с погруженными скребками поступает в монтаж отдельными сборочными единицами: приводная станция, натяжная станция с выпускным патрубком и датчиком уровня, секции проходные и разгрузочные (длиной до 2,1 м) с направляющими для ветвей цепи, разгрузочные секции с круглыми смотровыми окнами, очистительными скребками, звенья тяговой скребковой цепи длиной до 3 м.
До установки транспортера в проектное положение производят укрупнительную сборку коробов и цепей. Сборку коробов осуществляют в соответствии с инструкцией завода-изготовителя на резиновых или картонных прокладках толщиной 2-2,5 мм, пропитанных суриком. При сборке цепей следят за тем, чтобы зазоры в шарнирах между валиком и втулкой были не более 0,25 мм, между втулкой и роликом - 1 мм. Подвижность шарнирных соединений цепи проверяют вручную, поворачивая звенья, при этом валики и втулки пластинчатой цепи должны быть запрессованы в отверстия пластин с гарантированным натягом по цилиндрическим поверхностям.
Монтаж укрупненных блоков включает в себя их перемещение подъемно-транспортными средствами к проектной отметке, разметку монтажных осей, монтаж приводной станции с ориентацией по продольной монтажной оси. После выверки горизонтальности и вертикальности приводной станции ее закрепляют фундаментными болтами к перекрытию (или подвешивают к потолку). Проводят последовательную, с уступами не более 1 мм, сборку блоков с подводом под них жестких и прочных опор или подвесок, присоединение после выверки горизонтальности блоков и установки направляющих для цепи в одной плоскости (допустимые отклонения составляют 1 мм) натяжной станции (допустимое отклонение от продольной оси 1 мм на 10 м длины транспортера), укладку тяговой скребковой цепи на звездочку приводной станции, вытягивание ее по верхним направляющим путем вращения вручную быстроходного вала редуктора, вытягивание после поворота цепи на натяжной звездочке по нижним направляющим, соединение концов цепи и регулирование ее натяжения (провисание цепи на сходе с приводной звездочки должно быть не более 100-150 мм).
Валы звездочек должны быть горизонтальны, параллельны между собой и перпендикулярны продольной оси, а средние плоскости звездочек - находиться в одной вертикальной плоскости. Шаг зубьев звездочек приводной и натяжной станций должен соответствовать шагу тяговой цепи.
При опробовании транспортера вхолостую в течение 2-3 ч он должен работать плавно, без стука и вибраций. Тяговая цепь при движении не должна касаться стенок. Редуктор привода не должен нагреваться до температуры выше 60°С. Нормально натянутая цепь при работе нагруженного транспортера должна двигаться без толчков и колебаний, плавно переходить со съемника на первую верхнюю направляющую, касаясь ее вблизи отогнутого конца и провисая не более чем на 20-30 мм.
Цепной транспортер для ящиков и корзин поступает в монтаж отдельными сборочными единицами. Установку секций транспортера производят на чистом полу, приводной станции - на фундаменте или чистом полу с креплением к нему болтами. Перед монтажом транспортера проводят разметку осей. Число осей должно соответствовать числу прямолинейных участков транспортера. Вначале собирают прямые секции. На выставленные опоры размещают направляющие цепи и регулируют опорные винты, устанавливая их в среднее положение. Затем, ориентируясь на размеченные оси, предварительно располагают секции и привод.
Выверяют положение одной из концевых секций транспортера, проверяя ее положение по отношению к смежному оборудованию и размеченной оси, далее последовательно собирают все остальные секции. При этом концевые секции и привод устанавливают на фундаменты, а прямые секции - непосредственно на чистый пол.
После предварительной установки транспортера окончательно выверяют и закрепляют секции в той последовательности, в которой их собирали предварительно. Фундаментные болты выверенных концевых секций заливают бетоном и сразу производят подливку фундаментов до проектной отметки. Окончательную выверку привода транспортера производят после затвердевания до 70% проектной прочности подливки фундаментов концевых секций транспортера. Привод поставляют для установки с правой или с левой стороны транспортера. При выверке привода обеспечивают его установку в строго горизонтальном положении по уровню, укладываемому в двух взаимно перпендикулярных плоскостях на верхнюю поверхность рамы, и совмещение звездочки на ведущем валу редуктора привода со звездочкой на приводном валу транспортера. При этом необходимо обеспечить соответствие межцентрового расстояния звездочек расстоянию, указанному в документации на транспортер.
При монтаже транспортеров допускаются следующие отклонения (мм):
вертикальность стоек каркаса 3
разность высот головок направляющих в поперечном направлении 1
отклонение верха направляющих от проектной отметки ± 2
совпадение элементов профиля звездочек в поперечном
направлении 2
После выверки привода его раму приваривают к трубам концевой секции и подливают фундамент, одновременно заполняя бетоном колодцы с фундаментными болтами. После затвердевания подливки всех фундаментов до проектной твердости и устройства чистых полов в помещении с транспортером последний испытывают на холостом ходу. Перед испытаниями проверяют прочность болтовых соединений на всех секциях, проводят контрольную проверку правильности сборки транспортера и регулируют при необходимости положение стоек прямых секций с помощью регулировочных винтов, приваривают перила к стойкам, устанавливают на место грузовые цепи (обе цепи прямых транспортеров должны иметь одинаковую длину, т.е. число звеньев, у радиальных транспортеров обеспечивают одинаковое провисание холостых ветвей), проверяют точность соединения валов электродвигателя и редуктора привода, устанавливают на место втулочно-роликовую цепь привода транспортера, удаляют противокоррозионные покрытия, смазывают все трущиеся поверхности. Проверяют отсутствие посторонних предметов между вращающимися частями и кратковременно пускают транспортер. При этом контролируют правильность направления движения грузовых цепей транспортера. Продолжительность обкатки транспортера на холостом ходу составляет 4 ч.
Изготовление и монтаж металлоконструкций и нестандартизированного оборудования
Металлоконструкции и нестандартизированное оборудование изготовляют на специализированных заводах монтажных заготовок и металлоконструкций, на производственной базе монтажных организаций или в ремонтно-механических цехах перерабатывающих предприятий.
Технология изготовления металлоконструкций и нестандартизированного оборудования включает в себя заготовительные операции, сборочные, сварочные и окрасочные работы. Заготовительные операции - изготовление шаблонов и разметка, резка и обработка кромок заготовок, гибка и вальцовка, штамповка и др.
Деформацию листовой стали в холодном состоянии выполняют на вальцах и прессах, разметку металла - с помощью шаблонов из фанеры, картона и т.п. и рулеток, обеспечивающих требуемую точность и экономное расходование металлопроката с припусками на усадку от сварки, которые указаны на чертежах.
Режут детали ножницами, дисковыми пилами, углошлифовальными машинами, а также автоматами и полуавтоматами для кислородной резки. Применяют также ручную кислородную резку. Детали не должны иметь неровностей, превышающих 1 мм после ручной кислородной резки и 0,3 мм после машинной кислородной и плазменно-дуговой. Кромки деталей из углеродистой стали зачищают. При обработке абразивным кругом следы зачистки должны быть направлены вдоль кромок.
Отверстия под болты изготовляют прошивкой или сверлением. Сверление монтажных отверстий производят после окончания сварки элементов.
При гибке деталей из углеродистой стали на кромкогибочных прессах внутренние радиусы закругления должны быть не менее 1,2 толщины стали для конструкций, воспринимающих статическую нагрузку, и 2,5 толщины для конструкций, воспринимающих динамическую нагрузку, а из низколегированной стали - на 50% больше, чем для углеродистой. При сборке металлоконструкций используют кондукторы и шаблоны. Сборку выполняют из деталей и укрупненных элементов, очищенных от заусенцев, грязи, масла, ржавчины, влаги, льда и снега. Прихватки для соединения собираемых деталей должны размещаться в местах расположения сварных швов. Длина прихваток должна составлять не менее 50 мм, а расстояние между ними - не более 500 мм.
Сборочные прихватки конструкций выполняют с применением сварочных материалов тех же марок, что и основные швы сварных соединений. Металлоконструкции сваривают преимущественно высокопроизводительными механизированными способами (автоматической и полуавтоматической сваркой под слоем флюса, в среде защитных газов, порошковой проволокой и др.). Способ сварки определяется характером конструкций и, как правило, указывается в документации. Сварку конструкций выполняют электросварщики, имеющие удостоверения в соответствии с Правилами аттестации сварщиков.
Сварные швы по внешнему виду должны удовлетворять следующим основным требованиям: гладкая или равномерная поверхность и плавный переход к основному металлу; наличие наплавленного металла по всей длине шва, отсутствие трещин; допустимая глубина подрезов основного металла 0,5 мм при толщине стали от 4 до 10 мм и 1 мм при толщине стали свыше 10 мм. Все кратеры должны быть заварены.
Методы контроля сварных швов стальных конструкций приводятся в документации. При изготовлении всех типов конструкций систематически проверяют выполнение заданного технологического процесса сборки и сварки, наружный осмотр 100% швов с проверкой размеров, а также выборочный контроль швов ультразвуковой или другой дефектоскопией. Листовые конструкции (баки, бункера), швы которых должны быть герметичными, испытывают на плотность методом опрыскивания керосином или мыльной эмульсией при избыточном давлении или вакууме в резервуаре.
Допускаемые отклонения от заданных проектом действительных линейных размеров деталей и отправочных элементов конструкций регламентированы СНиП.
Подготовку к окраске, грунтование, окраску и маркировку металлоконструкций и нестандартизированного оборудования осуществляют перед отправкой на монтажную площадку при положительных температурах (не ниже плюс 5°С). Материалами для грунтовки обычно служат органосиликатные мастики, густотертые краски и олифа. Лакокрасочные покрытия наносят последовательно после проверки качества очистки стальных конструкций и грунтования ровными слоями без пропусков и подтеков. Изготовленные конструкции маркируют в соответствии с документацией. Изготовитель должен выдавать сертификаты на металлоконструкции.
Монтаж металлоконструкций производят в соответствии с проектом производства монтажных работ. При этом должны быть обеспечены устойчивость и неизменность смонтированной части конструкций на всех стадиях монтажа, устойчивость монтируемых элементов и их прочность при монтажных нагрузках, безопасность производства строительно-монтажных работ по совмещенному графику.
Обычно монтаж металлоконструкций выполняют параллельно с монтажом технологического оборудования. Основным методом производства работ является монтаж крупными блоками. Степень укрупнения определяется ППР.
В подготовительный период тщательно изучают техническую документацию, принимают фундаменты, опорные плиты и строительные конструкции по акту, проверяют комплектность металлоконструкций. Разбивочные оси, необходимые для монтажа металлоконструкций, наносят на поверхности фундаментов вне контура опоры конструкций. Допускаемые отклонения (±) от проектных размеров положения разбивочных осей оснований, фундаментов и других мест опирания конструкций при интервале размеров между осями до 9 м должны составлять 3 мм, от 9 до 15 м - 4, от 15 до 21 - 5, от 21 до 27 - 6, от 27 до 33 м - 7 мм.
Укрупнительную сборку монтируемых металлоконструкций перед их подъемом и установкой в проектное положение производят на площадках для укрупнительной сборки. При монтаже конструкции сборку монтажных соединений под сварку выполняют на прихватках. Число, размеры и длина прихваток в монтажных соединениях, воспринимающих монтажные нагрузки, определяют расчетом.
Длина прихваток в монтажных сварных соединениях, не воспринимающих монтажных нагрузок, должна быть не менее 10% длины проектных монтажных швов этого соединения, но не короче 50 мм. Сварные прихватки конструкций выполняют электродами тех же марок, какие используют при сварке конструкций.
Сварку и окончательную затяжку болтов производят только после проверки правильности положения установленных конструкций. Головки и гайки болтов должны плотно соприкасаться с плоскостями элементов конструкций и шайб. Под головки и гайки болтов нормальной и повышенной точности устанавливают круглые шайбы (не более двух под гайку и одной под головку болта), а в местах примыкания к наклонным плоскостям - косые шайбы. Под головки и гайки высокопрочных болтов подкладывают термически обработанные шайбы (по одной под каждую головку и гайку).
Качество затяжки болтов нормальной и повышенной точности проверяют путем обстукивания молотком (болт не должен дрожать или перемещаться), а плотность стяжки - цупом толщиной 0,3 мм, который не должен проходить вглубь более чем на 20 мм между соединенными деталями. При установке высокопрочных болтов крутящий момент, необходимый для натяжения болтов, определяют по формуле ( Н×см)
Mкp = kpd,
где k - коэффициент закручивания, устанавливаемый стандартами или ТУ на болты;
p - заданное усилие натяжения болта, указанное в чертежах, Н;
d - номинальный диаметр болта, см.
Натяжение болта обеспечивают затяжкой гайки динамометрическим ключом до расчетного крутящего момента.
Укрупненные элементы устанавливают в проектное положение при инструментальном контроле правильности установки конструкций. Окончательную выверку и закрепление конструкций производят по ходу монтажа каждой пространственно-жесткой секции сооружения.
Смонтированные стальные конструкции, бетонируемые в ходе производства последующих работ, подлежат промежуточной приемке с составлением актов на скрытые работы. При монтаже элементов стальных конструкций допускаемые отклонения не должны превышать следующих величин (мм):
|
Колонны и опоры |
|
|
Отклонение отметки опорной поверхности колонн и опор |
±5 |
|
Смещение осей колонн и опор относительно разбивочных осей (в нижнем сечении) |
±5 |
|
Отклонение оси колонны и опоры от вертикали в верхнем сечении при высоте колонны: |
|
|
до 15 м |
15 |
|
более 15 м |
0,001 высоты колонны или опоры, но не более 35 |
|
Стрела прогиба(кривизна) колонны |
1/750 высоты колонны, но не более 15 |
|
Ригели, прогоны, пролетные строения транспортерных галерей |
|
|
Отклонение отметок опорных узлов: |
|
|
ригелей |
±20 |
|
пролетных строений транспортерных галерей |
±15 |
|
Стрела прогиба (кривизна) между точками закрепления участков сжатого пояса из плоскости ригеля или балки |
1/750 величины закрепленного участка, но не более 15 |
|
Отклонение расстояний между прогонами |
±5 |
1.4. Наладка и пуск технологического оборудования
Организационно-техническая подготовка
Различают два способа ведения пусконаладочных работ: подрядный и хозяйственный. При подрядном способе работы выполняет подрядная специализированная пусконаладочная организация, при хозяйственном - подразделение предприятия, которое в дальнейшем будет эксплуатировать объект. Более прогрессивным и эффективным считается подрядный способ.
На производство пусконаладочных работ заказчик заключает с пусконаладочной организацией договор в соответствии с Правилами о договорах подряда на капитальное строительство и пусконаладку. Подрядный договор заключается на основании проекта договора и особых условий к нему, составленных пусконаладочной организацией. Стоимость работ определяется на основании смет на ввод объекта в эксплуатацию. В договоре получают отражение вопросы обеспечения сырьем, вспомогательными материалами и другими ресурсами на период проведения индивидуального и комплексного опробования оборудования и систем под нагрузкой, а также имущественной ответственности сторон за нарушение договорных обязательств.
До начала пусконаладочных работ заказчик обязан:
• открыть финансирование;
• скомплектовать и передать для ознакомления пусконаладочной организации проектно-техническую документацию, включая паспорта и инструкции предприятий-изготовителей технологического оборудования;
• выполнить монтажные работы не менее чем на 80 %;
• представить акты готовности фундаментов к производству монтажных работ и проверки установки оборудования на фундаменты, освидетельствования скрытых работ, испытания сосудов и аппаратов, трубопроводов, машин и механизмов на холостом ходу;
• устранить дефекты строительно-монтажных работ и технологического оборудования.
При изучении проектно-сметной документации особое внимание обращают на расположение рабочих мест относительно оборудования, строительных конструкций в целях определения удобства обслуживания с соблюдением правил безопасности и промышленной санитарии. В процессе изучения документации оценивают недостатки и достоинства проекта, разрабатывают мероприятия по устранению выявленных упущений.
В период организационно-технической подготовки производства пусконаладочная организация разрабатывает проект производства работ, включающий в себя следующее:
• ведомость работ по цехам и отделениям;
• последовательность и технологию производства работ с указанием продолжительности опробования оборудования вхолостую и под нагрузкой;
• график производства работ;
• потребность в материалах, инструменте, приспособлениях, контрольно-измерительных приборах;
• проверочные расчеты;
• ведомости дефектов и недоделок, допущенных предприятиями-изготовителями, проектными институтами, монтажными организациями;
• мероприятия по безопасному производству работ и пожарной безопасности.
Кроме того, разрабатывают программу комплексного опробования оборудования и инженерных систем под нагрузкой. Все это согласовывается с генподрядчиком, заказчиком и субподрядными монтажными организациями, участвующими в комплексном опробовании оборудования.
Заказчик на время работы передает пусконаладочной организации специальные инструменты и приспособления, обеспечивает ее сырьем, вспомогательными материалами и топливно-энергетическими ресурсами в соответствии с потребностью, определенной на основании отраслевых правил приемки в эксплуатацию построенных предприятий, цехов и производств.
Технология пусконаладочных работ
Технология пусконаладочных работ включает в себя следующие этапы:
• ревизия технологического оборудования;
• испытание на холостом ходу;
• испытание и наладка под нагрузкой;
• комплексное опробование оборудования под нагрузкой;
• освоение проектных мощностей.
Ревизия технологического оборудования проводится заказчиком с целью выявления и устранения дефектов. Ее объем зависит от сложности оборудования, срока и условий его хранения.
К началу испытания на холостом ходу должны быть смонтированы следующие системы: смазочная, гидравлики, пневматики, охлаждения, управления и контроля, электрооборудования, защитного заземления, автоматики, противопожарной защиты, а также коммуникации для подвода воды, газа, сжатого воздуха и т. д.
При подготовке к испытаниям проверяют качество выполнения монтажных работ: точность установки оборудования; наличие ограждений, обеспечивающих безопасную работу, смазочного материала в редукторах и других сборочных единицах; затяжку резьбовых соединений и др. Кратковременным включением электродвигателя в работу проверяют направление вращения его вала и при необходимости изменяют на обратное, поменяв местами две фазы подключения электродвигателя. Натяжение ремней регулируют винтами или натяжными роликами.
Индивидуальное опробование оборудования проводят вхолостую и под нагрузкой. При испытании вхолостую обкатку машин начинают при малой частоте вращения валов и постоянно увеличивают ее до нормальной. При этом оборудование должно работать без стука, чрезмерного шума и вибраций, а все системы - бесперебойно и надежно. Нагрев корпусов подшипников допускается не более 70°С, кроме случаев, оговоренных в технических условиях завода-изготовителя. Дефекты, обнаруженные во время испытания, устраняют при остановленных электродвигателях, затем проводят повторное испытание.
Первые пуски непродолжительны - 5-10 мин, продолжительность дальнейшей обкатки на холостом ходу при нормальной работе первого пуска составляет 1-8 ч в зависимости от сложности оборудования. Обкатку холодильных компрессоров подразделяют на следующие режимы: первый - 3-5 мин, второй - 20-30 мин, третий - 6 ч, четвертый - 12 ч. После третьего периода обкатки полностью меняют масло.
При испытании под нагрузкой выполняют отдельные пуски оборудования, в процессе которых постепенно повышают производительность, мощность, давление и т.п. и контролируют те же параметры, что и при испытании вхолостую, кроме того, определяют вибрацию отдельных сборочных единиц и машин в целом. После испытания под нагрузкой проверяют затяжку гаек фундаментных болтов.
При испытаниях присутствуют представители монтажной организации и заказчика, которые по завершении испытаний подписывают акт приемки оборудования для комплексного опробования. После подписания акта за сохранность оборудования отвечает заказчик.
Комплексное опробование также проводят сначала на холостом ходу, а затем всю технологическую линию переводят на работу под нагрузкой с последующим выводом на устойчивый технологический режим, предусмотренный проектом и обеспечивающий выпуск продукции в установленном объеме.
После доведения оборудования до проектных технологических режимов, получения стандартной по сортности и качеству продукции, ликвидации неисправностей и получения обслуживающим персоналом необходимых производственных навыков отдельные агрегаты и линии испытывают на максимальной производительности. Результаты оформляют соответствующими актами, а оборудование передают заказчику в промышленную эксплуатацию.
Завершением пусконаладочных работ является передача заказчику отчетной технологической документации, оформленной в виде технического отчета, и разработанных рекомендаций по обеспечению бесперебойной работы оборудования и достижению оптимальных режимов его эксплуатации.
1.5. Охрана труда при монтаже и наладке оборудования
Общие положения по охране труда
Охрана труда - система сохранения жизни и здоровья работников в процессе трудовой деятельности, включая правовые, социально-экономические, организационно-технические, санитарно-гигиенические, лечебно-профилактические, реабилитационные и другие мероприятия.
Условия труда - совокупность факторов производственной сферы и трудового процесса, оказывающих влияние на работоспособность и здоровье работника. Обеспечение сохранения жизни и здоровья работников - одно из главных направлений государственной политики.
Единство требований по охране труда для организаций всех форм собственности независимо от сферы хозяйственной деятельности регламентирует Закон Российской Федерации от 17.06.1999 г. «Об основах охраны труда в Российской Федерации» в редакции Федерального закона от 20.05.2002 г. № 53-ФЗ.
В любой организации работа по охране труда ведется по следующим направлениям:
• законодательство в области охраны труда;
• основы техники безопасности;
• гигиена труда и производственная санитария;
• обязательное социальное страхование от несчастных случаев на производстве и профессиональных заболеваний;
• сертификация рабочих мест по охране труда.
Каждая организация должна иметь сертификат безопасности - документ, удостоверяющий соответствие проводимых работ по охране труда установленным государственным нормативным требованиям охраны труда, содержащихся в нормативных правовых актах (табл. 1.26). При производстве монтажных и пусконаладочных работ - это, в первую очередь, требования СНиП 12-03-2001 «Безопасность труда в строительстве. Ч.1. ПОТ РМ 020-2001 «Межотраслевые правила по охране труда при электро- и газосварочных работах», ГОСТ 12.3.003 ССБТ «Работы электросварочные», ГОСТ 12.3.009 ССБТ «Работы погрузочно-разгрузочные», РД 10-33-93 «Стропы грузовые общего назначения», ПБ 10-382-00 «Правила устройства и безопасной эксплуатации грузоподъемных кранов», а также инструкции по монтажу, наладке и эксплуатации предприятий-изготовителей технологического оборудования.
1.26. Перечень видов нормативных правовых актов, содержащих государственные и нормативные требования по охране труда в Российской Федерации
|
Наименование нормативного правового акта |
Органы, утверждающие нормативные правовые акты |
|
|
полное |
сокращенное |
|
|
1 |
2 |
3 |
|
Государственные стандарты системы стандартов безопасности труда |
ГОСТ Р ССБТ (ГОСТ ССБТ) |
Госстандарт России, Минстрой России, федеральные органы исполнительной власти |
|
Санитарные правила |
СП |
Минздрав России |
|
Санитарные нормы |
СП |
Минздрав России |
|
Гигиенические нормативы |
ГН |
Минздрав России |
|
Санитарные правила и нормы |
СанПиН |
Минздрав России |
|
Строительные нормы и правила |
СНиП |
Госстрой России |
|
Правила безопасности |
ПБ |
Госгортехнадзор России |
|
Правила устройства и безопасной эксплуатации |
ПУБЭ |
Госгортехнадзор России |
|
Правила по охране труда межотраслевые |
ПОТ РМ |
Минтруд России |
|
Правила по охране труда отраслевые |
ПОТ РО |
Федеральные органы исполнительной власти |
|
Инструкции по безопасности |
ИБ |
Госгортехнадзор России |
|
Межотраслевые типовые инструкции по охране труда |
ТИРМ |
Минтруд России |
|
Отраслевые типовые инструкции ТИ РО по охране труда |
Федеральные органы исполнительной власти |
|
|
Межотраслевые и отраслевые организационно-методические документы (положения, методические указания, рекомендации) |
|
|
Юридическую и моральную ответственность за жизнь, здоровье и благополучие работников с момента их зачисления в штат несет руководитель организации (работодатель), который в процессе трудовой деятельности должен обеспечивать проведение аттестации рабочих мест с последующей сертификацией работ по охране труда в организации, а также социальное страхование работников от несчастных случаев и профессиональных заболеваний.
Руководители организаций обязаны обеспечить рабочих и инженерно-технических работников спецодеждой, специальной обувью и защитными средствами в соответствии с типовыми или отраслевыми нормами.
Для организации работы по охране труда работодатель создает службу охраны труда или вводит должность специалиста (инженер) по охране труда. Основные задачи службы: организация и координация работы по охране труда, профилактика несчастных случаев и профессиональных заболеваний, осуществление контроля за соблюдением законодательных и иных требований охраны труда, а также консультирование работодателя и работников по вопросам охраны труда.
Служба охраны организации или специалист по охране труда подчиняется руководителю организации или по его поручению - одному из его заместителей.
Важные вопросы в организации работы по охране труда - обучение и проверка знаний по охране труда руководителей, специалистов и рабочих различных профессий. Для проверки знаний руководителей и специалистов в организации создаются постоянно действующие экзаменационные комиссии.
Руководители и специалисты, вновь поступившие в организацию, должны пройти вводный инструктаж, который проводит инженер по охране труда или другое ответственное лицо, на которое возложены эти обязанности. Не позднее одного месяца со дня вступления в должность они проходят проверку знаний в постоянно действующей экзаменационной комиссии или в специализированном образовательном учреждении. Результаты проверки оформляются протоколом установленной формы, успешно прошедшим проверку выдаются удостоверения установленной формы. Лица, получившие неудовлетворительную оценку, обязаны в течение месяца повторно пройти проверку знаний в комиссии.
Внеочередную проверку знаний руководителей и специалистов проводят:
при вводе в действие новых или переработанных документов по охране труда (проверка знаний осуществляется только по этим законодательным и нормативным правовым актам);
при вводе в эксплуатацию нового оборудования или внедрении новых технологических процессов;
при переводе работника на другое место работы или назначении его на другую должность, требующую дополнительных знаний по охране труда;
по требованию органов государственного надзора, инспекции труда, профсоюзов, вышестоящих хозяйственных органов и др.
Перед допуском к работе вновь зачисленных в штат организации работников, а также при переподготовке штатных сотрудников по другим рабочим профессиям работодатель должен организовать их обучение безопасным методам и приемам выполнения работ. Все рабочие, имеющие перерыв более одного года в работе по виду деятельности, которую им предстоит выполнять, должны пройти обучение по безопасности труда до начала самостоятельной работы. Обучение организуют в учебных пунктах организации или используют бригадные или индивидуальные формы обучения (прикрепление к мастеру или инженерно-техническому работнику). Электро- и газосварщики, стропальщики, крановщики должны пройти обучение на специальных курсах с получением соответствующего удостоверения.
Один из элементов учебы - инструктаж. По характеру и времени проведения инструктажи подразделяются на вводный, первичный на рабочем месте, повторный, внеплановый, целевой.
Вводный инструктаж по безопасности труда проводит инженер по охране труда со вновь принимаемыми на работу.
Первичный инструктаж по охране труда на рабочем месте до начала производственной деятельности осуществляет непосредственный руководитель работ:
• со всеми работниками, вновь принятыми в организацию и переводимыми из одного подразделения в другое;
• с работниками, выполняющими новую для них работу, командированными, временными работниками;
• со строителями, выполняющими строительно-монтажные работы на территории действующей организации.
Все работники после первичного инструктажа на рабочем месте в течение 2-14 смен должны пройти стажировку по безопасным методам и приемам труда на рабочем месте под руководством лиц, назначенных приказом (распоряжением) по предприятию (подразделению, участку).
Повторный инструктаж проходят все работающие (независимо от квалификации, образования и стажа работы) не реже одного раза в шесть месяцев на соответствующем рабочем месте.
Внеплановый инструктаж руководитель работ проводит:
• при введении в действие новых или переработанных стандартов, правил, инструкций по охране труда, а также изменений к ним;
• при изменении технологического процесса, замене или модернизации оборудования, приспособлений и инструмента, исходного сырья, материалов и других факторов, влияющих на безопасность труда;
• при нарушении работающими и учащимися требований безопасности труда, которые могут привести или привели к травме, аварии, взрыву или пожару, отравлению;
• по требованию органов надзора;
• при перерывах в работе: для работ, к которым предъявляются дополнительные (повышенные) требования безопасности труда, - более 30 календарных дней, для остальных - более двух месяцев.
Целевой инструктаж руководитель работ проводит:
• при выполнении разовых работ, не связанных с прямыми обязанностями работника по специальности (погрузка, выгрузка, уборка территории, разовые работы вне предприятия, цеха и т. п.);
• при ликвидации последствий аварии, стихийных бедствий, производстве работ, на которые оформляются наряд-допуск, разрешение и другие документы.
Основные требования безопасности при выполнении монтажных работ
Организация монтажной площадки, участков работ и рабочих мест должна обеспечивать безопасность труда работающих на всех этапах выполнения работ.
При организации монтажной площадки, размещении участков работ, рабочих мест, проездов для грузоподъемных машин и транспортных средств, проходов для людей устанавливают опасные для людей зоны, которые должны быть обозначены знаками безопасности и надписями установленной формы (ГОСТ Р 12.4.026-2001, РД 34.03.603).
При выполнении монтажных работ возникают следующие опасные и вредные производственные факторы:
• движущиеся машины и механизмы, подвижные части кранового оборудования, поднимаемые и перемещаемые грузы, цепи, канаты, стропы, траверсы, захваты, клещи и т.д.;
• для кранов с электрическим приводом - повышенное напряжение электрических цепей, замыкание которых может произойти через тело человека;
• опасность поражения людей при работе крана вблизи воздушных линий;
• повышенная или пониженная температура воздуха рабочей зоны, его влажность и подвижность;
• недостаточная освещенность рабочей зоны;
• повышенные запыленность и загазованность рабочей зоны;
• ультрафиолетовое, инфракрасное и другие излучения и магнитные поля;
• искры и брызги, выбросы расплавленного металла и шлака;
• расположение рабочего места на высоте;
• повышенные уровни шума и вибрации;
• прочие факторы.
Требования безопасности при использовании грузоподъемных механизмов устанавливают введенные в действие в 1993 г. новые «Правила устройства и безопасной эксплуатации грузоподъемных кранов». В соответствии с ними руководители организаций, эксплуатирующие краны, тару, съемные грузозахватные приспособления, крановые пути, обязаны обеспечить их содержание в исправном состоянии и безопасные условия работы путем организации освидетельствований, осмотров, ремонта, обслуживания и надзора.
Грузоподъемные машины в процессе эксплуатации должны подвергаться периодическому техническому освидетельствованию:
• частичному - не реже одного раза в 12 месяцев;
• полному - не реже одного раза в 3 года.
При частичном техническом освидетельствовании проводят досмотр грузоподъемной машины без испытания ее под нагрузкой. Полное техническое освидетельствование состоит из осмотра машины, а также статического и динамического испытаний под нагрузкой.
При осмотре убеждаются в отсутствии трещин в элементах металлоконструкций, устанавливают степень износа зева крюка (при износе вертикального сечения крюка в зеве свыше 10% от первоначального крюк бракуют, при меньшем - допускается восстановление изношенного места наплавкой); легкость вращения крюка на его опоре; надежность стопорного устройства крюка, крепления канатов; противоугонных устройств; состояние и степень износа грузовых канатов, а также пригодность их к дальнейшей работе; состояние механизмов и приборов обеспечения безопасности; ограждений и перил; наличие заземления, нулевой блокировки состояние и др. Особое внимание уделяется механизмам подъема груза и стрелы как наиболее ответственным.
Статическое испытание проводят с целью проверки прочности всех элементов грузоподъемной машины, а также отдельных ее элементов и грузовой устойчивости стреловых кранов. Испытание проводят под на грузкой, на 25% превышающей грузоподъемность механизма.
Статическое испытание мостового крана осуществляют следующим образом. Кран устанавливают над опорами крановых путей, а его тележку - в положение, отвечающее наибольшему прогибу балки. Груз поднимают на высоту h = 200-300 мм и выдерживают в таком положении в течение 10 мин. После этого его опускают и проверяют отсутствие остаточной деформации. Для этого следует прикрепить к металлоконструкции отвес - тонкую проволоку с указателем. Стрела прогиба определяется положением указателя до и после нагружения крана.
При статическом испытании кранов стрелового типа стрелу устанавливают относительно ходовой платформы в положение, отвечающее наименьшей устойчивости крана. Груз поднимают на высоту 100-200 мм. Кран считается выдержавшим испытание, если в течение 10 мин поднятый груз не опустился на землю, а также не обнаружено трещин, деформаций и других повреждений в конструкции крана. Машина, прошедшая статические испытания, подвергается динамическому испытанию.
При динамических испытаниях проверяют действие механизмов грузоподъемной машины и тормозной системы, груз при этом должен превышать номинальную грузоподъемность на 10%. Его поднимают и опускают не менее 2 раз, при этом проверяют действие всех механизмов грузоподъемной машины. Результаты технического освидетельствования записывают в паспорт механизма. Кроме того, на балке крана указывают регистрационный номер, грузоподъемность и дату следующего испытания.
Внеочередное полное техническое освидетельствование грузоподъемных машин проводят после монтажа на новом месте, реконструкции, ремонта металлоконструкций с заменой расчетных элементов или сборочных единиц, установки полученного от завода-изготовителя сменного стрелового оборудования, крана или крюковой подвески. Проверка возлагается на работника по надзору и проводится владельцем при участии лица, ответственного за исправное состояние.
Съемные грузозахватные приспособления подвергают осмотру в следующие сроки:
• траверсы - через каждые шесть месяцев;
• клещи и другие захваты - через один месяц;
• стропы - через десять дней.
Испытание приспособлений проводят под нагрузкой, в 1,25 раза превышающей их номинальную грузоподъемность. Результаты технического освидетельствования грузоподъемных средств и грузозахватных приспособлений заносят в специальные журналы учета и осмотра.
Контроль за содержанием и безопасной эксплуатацией грузоподъемных машин осуществляют инспекция Госгортехнадзора и инженер по техническому надзору, назначаемый администрацией предприятия, эксплуатирующего машину. Помимо ИТР по надзору, руководство предприятия назначает также ответственного за содержание грузоподъемных машин в исправном состоянии. В его подчинении находится персонал, обслуживающий краны.
Работы по закреплению грузов проводят стропальщики, прошедшие специальное обучение и аттестованные квалификационный комиссией. Перед началом работы крановщик и стропальщик обязаны убедиться в исправности крана и грузозахватных приспособлений. При подъеме груза стропальщик должен следить, чтобы грузовые канаты находились в вертикальном положении, не допускается подтаскивать груз при косом натяжении каната. Предварительно груз следует поднять на 200-300 мм и проверить равномерность натяжения строп и надежность обвязки груза. Если масса поднимаемого груза близка к грузоподъемности крана, то груз следует поднять на 100 мм и выдержать в течение нескольких минут, чтобы убедиться в надежности строповки груза, исправности тормозов и устойчивости крана, только после этого можно продолжать подъем и перемещение груза.
В особо опасных случаях (работа под линией электропередачи, у котлована или траншеи, подъем груза двумя кранами, подъем крупногабаритных грузов с высоким расположением центра тяжести и т.п.) подъемно-транспортные операции можно проводить только под непосредственным руководством и наблюдением лица, ответственного за безопасное перемещение грузов кранами.
Работа крана должна быть прекращена при скорости ветра, превышающей допустимую для данного крана, а также при снегопаде, дожде или тумане и в других случаях, когда крановщик плохо различает сигналы стропальщика или перемещаемый груз.
При производстве работ по подъему и перемещению грузов запрещается:
• поднимать груз, масса которого превышает грузоподъемность машины или есть основание считать, что она может превысить номинальную грузоподъемность;
• поднимать грузы, засыпанные землей, примерзшие к земле, укрепленные болтами или залитые бетоном, а также грузы, находящиеся в таре и заполняющие ее выше бортов;
• находиться стропальщику или подсобным рабочим на перемещаемом грузе или под поднятым грузом.
При выполнении работ вблизи воздушных линий (ВЛ) электропередачи необходимо исключить приближение стрелы к проводам ВЛ на недопустимо близкое расстояние из-за возможного возникновения между стрелой и проводами ВЛ электрической дуги. На выполнение этих работ необходимо получить письменное разрешение от владельца ВЛ, оформить наряд-допуск и назначить наблюдающего за производством работ.
Для предотвращения приближения стрелы крана к проводам ВЛ электропередачи на недопустимо близкое расстояние следует использовать приборы автоматической сигнализации и блокировки, а также установку деревянного шеста с красным флажком на границе минимально допустимого расстояния от проводов ВЛ.
У лебедок с электроприводом тормозной шкив должен быть скреплен непосредственно с барабаном лебедки или установлен на валу, имеющем неразмыкаемую кинематическую связь с барабаном. При подъеме груза одновременно двумя лебедками скорости навивки стальных канатов на барабаны должны быть одинаковыми. Ручные рычажно-реечные домкраты необходимо снабдить устройствами, исключающими самопроизвольное опускание груза при снятии усилия с рычага или рукоятки, в винтовых и реечных домкратах должны быть предусмотрены стопорные приспособления, исключающие выход винта или рейки. Гидравлические домкраты должны иметь плотные соединения, исключающие утечку жидкости из рабочего цилиндра во время подъема груза. Работы с применением разных погрузчиков и их сменного оборудования необходимо выполнять в соответствии с паспортом и инструкцией по эксплуатации завода-изготовителя. В зависимости от ширины перемещаемого груза надо рассчитать погрузчик на устойчивость, при его передвижении запрещается производить подъем, опускание и наклон груза. Грузы, закрывающие видимость пути перемещения погрузчика, необходимо перевозить в сопровождении специально выделенного ответственного лица.
При монтаже технологического оборудования, трубопроводов и металлоконструкций необходимо выполнять следующие основные требования:
• монтажные проемы в наружных стенах и перекрытиях до и после их использования закрывают сплошными настилами или переносными ограждениями;
• при выполнении работ на высоте более 1,3 м рабочие должны быть снабжены предохранительными поясами, отвечающими требованиям ГОСТ 12.4.089, которые через каждые шесть месяцев, а также перед выдачей в эксплуатацию подвергаются испытанию на статическую нагрузку, равную 4000 Н (400 кгс), в течение 5 мин;
• при перемещении оборудования несколькими подъемными или тяговыми средствами исключают возможность перегрузки любого из этих средств;
• при перемещении конструкций или оборудования расстояние между ними и выступающими частями смонтированного оборудования или других конструкций должно быть по горизонтали не менее 1 м, по вертикали - 0,5 м;
• при монтаже оборудования с использованием домкратов принимают меры, исключающие возможность перекоса или опрокидывания домкратов;
• при монтаже металлоконструкции и оборудование, установленные в вертикальном положении и не имеющие необходимой устойчивости, следует раскреплять в соответствии с ППР, но не менее чем тремя растяжками, снимать которые разрешается только после окончательного закрепления оборудования (конструкций);
• работать под подвешенным технологическим оборудованием, элементами металлоконструкций и трубопроводов категорически запрещается;
• рабочие места сварщиков в помещении при сварке открытой дугой для защиты глаз и лица от лучистой энергии, брызг и искр должны быть отделены от смежных рабочих мест и проходов несгораемыми экранами (ширмами, щитами) высотой не менее 1,8 м, при сварке на открытом воздухе такие ограждения следует ставить при одновременной работе нескольких сварщиков вблизи и на участках интенсивного движения людей;
• газовые баллоны должны быть предохранены от ударов и действия прямых солнечных лучей, а также удалены на расстояние не менее 1 м от приборов отопления и 5 м - от нагревательных печей и других сильных источников тепла, запрещается курить вблизи ацетиленового баллона;
• газопроводящие рукава на ниппелях горелок, резаков и редукторов, а также места наращивания рукавов необходимо закреплять стяжными хомутами;
• для подвода сварочного тока к электродвигателям необходимо применять изолированные гибкие кабели, сечение которых выбирается в зависимости от силы сварочного тока, а при прокладке или перемещении сварочных проводов - принимать меры против повреждения их изоляции и соприкосновения с водой, маслом, стальными канатами и горячими трубопроводами. Расстояние от сварочных проводов до горячих трубопроводов и баллонов с кислородом должно быть не менее 0,5 м, а с горючими газами - не менее 1 м;
• сварочные работы на аппаратах и трубопроводах, заполненных взрывоопасными средами, выполнять категорически запрещается;
• сварочные посты должны быть оборудованы местной вентиляцией, сварка внутри замкнутых пространств (цистерн, резервуаров, баков и т.п.) без вентиляции не разрешается, при этом сварочный трансформатор, ацетиленовый генератор, баллоны со сжиженным газом должны размещаться вне емкости;
• освещение при производстве сварочных работ внутри цистерн, резервуаров и т.п. должно осуществляться с помощью светильников, установленных снаружи, или ручных переносных ламп напряжением не более 12 В;
• питание электрической дуги разрешается производить только от сварочных трансформаторов, генераторов и выпрямителей, не допускается питание сварочной дуги от силовой, осветительной и контактной сетей;
• для подключения стационарного сварочного оборудования к силовой сети следует применять контакторы, специальные выключатели, а для передвижного - рубильники закрытого типа, длина между питающей сетью и передвижным сварочным агрегатом должна быть не более 10 м;
• металлические части электросварочного оборудования, не находящиеся под напряжением, а также свариваемые изделия на все время сварки должны быть заземлены. Перед проведением электросварочных работ на машинах, имеющих резиновые колеса, саму машину и корпус переносного трансформатора необходимо надежно заземлить;
• запрещается использовать провода сети заземления, трубы санитарно-технических сетей, металлические конструкции зданий, технологическое оборудование в качестве обратного провода электросварки.
Электро- и газосварочные работы могут проводить лица не моложе 18 лет, имеющие удостоверение на право выполнения сварочных работ и прошедшие медицинский осмотр.
Для обеспечения безопасного производства работ электросварщики должны быть обеспечены средствами индивидуальной защиты: брезентовым костюмом с огнезащитной пропиткой, ботинками и рукавицами. Спецодежда и рукавицы должны быть сухими и без следов масла.
Для защиты лица и глаз электросварщики должны быть обеспечены шлемами и (или) щитками и специальными светофильтрами в зависимости от силы сварочного тока. Вспомогательные рабочие при работе в цехах должны быть обеспечены светофильтрами типа В-2, а на открытых площадках - типа В-3 или Г. Газосварщики и газорезчики должны работать в защитных очках закрытого типа со стеклами, имеющими плотность светофильтров по ГОСТ 12.4.80.
Сварку цинка, латуни, свинца и резку металлов необходимо вести в масках для предохранения от вдыхания окислов и паров.
При производстве газосварочных работ на лесах деревянный настил (рабочее место) необходимо покрыть листами асбеста или другим огнестойким материалом. Стальные листы можно использовать для защиты деревянного настила только при укладке их на кирпичи.
При выполнении монтажных работ на высоте применяют средства подмащивания - устройства, предназначенные для размещения рабочих и материалов. Они бывают инвентарными (леса, подмости, люльки) и неинвентарными (лестницы, стремянки, трапы и мостики).
На инвентарные средства должны быть оформлены паспорта, конструкция их должна соответствовать ГОСТ 2458 и ГОСТ 12.2.012. Они должны испытываться ежегодно и каждый раз после изготовления и ремонта. Подвесные леса и подмости испытывают в течение 1 ч статической нагрузкой, превышающей нормативную на 20%. Подмости, кроме того, испытывают динамической нагрузкой, превышающей нормативную на 10%. Результаты испытаний должны быть отражены в акте приемки или в общем журнале работ.
Леса и подмости выполняются деревянными из древесины хвойных и лиственных пород не ниже второго сорта по ГОСТ 8486 и ГОСТ 9463 или металлическими разборными.
Для обеспечения устойчивости стойки лесов должны быть по всей высоте прикреплены к прочным частям здания или конструкции. При установке на открытом воздухе металлические и деревянные леса должны быть оборудованы грозозащитными устройствами - молниеотводами, которые включают в себя молниеприемник, токоотвод и заземлитель. Расстояние между молниеприемниками должно быть не более 20 м, а сопротивление - не более 15 Ом. Металлические леса должны быть заземлены.
На лесах и подмостях развешивают плакаты с указанием допустимой нагрузки и схемы ее размещения. Леса в процессе эксплуатации осматривает прораб или мастер не реже чем через каждые десять дней, а исполнитель работ - ежедневно. Результаты осмотра отражаются в журнале приемки и осмотра лесов и подмостей.
Неинвентарные средства подмащивания изготавливают также из металла или пиломатериалов хвойных пород не ниже второго сорта. Длина приставных лестниц не более 5 м, угол наклона лестниц при подъеме людей на леса не более 60°. Перед эксплуатацией лестницы должны быть испытаны статической нагрузкой 1200 Н, приложенной к одной из ступеней в середине пролета лестницы, находящейся в эксплуатационном положении. В процессе эксплуатации металлические лестницы подвергают испытанию один раз в год, а деревянные - каждые полгода.
Проводить монтажные работы на высоте на открытом воздухе при силе ветра более шести баллов (скорость 10-12 м/с), в гололед, сильный снегопад, дождь и грозу запрещаются.
Верхолазные работы вблизи проводов, находящихся под напряжением, производятся только с разрешения лица, ответственного за эксплуатацию электросети, и под руководством инженерно-технического работника, который обязан указать минимальное расстояние от рабочего места до линии электропередачи и обеспечить условия работы.
Бойки молотков и кувалд должны иметь гладкую, слегка выпуклую поверхность без сколов, выбоин, трещин и заусенцев, рукоятки - иметь по всей длине в сечении овальную форму, быть гладкими, без трещин. К свободному концу рукоятки должны несколько утолщаться во избежание выскальзывания из рук. Клинья для крепления инструмента на рукоятке должны выполняться из мягкой стали, иметь насечки. Деревянные рукоятки таких инструментов, как напильники, шаберы и других должны иметь металлические бандажные кольца. Инструмент ударного действия (зубила, крейцмейсели, бородки, керпы и др.) должны иметь гладкую затылочную часть без трещин, заусенцев, наклепа и скосов. На рабочем конце не должно быть повреждений.
Размеры зева гаечных ключей не должны превышать размеров головок болтов (граней гаек) более чем на 0,3 мм. Применять подкладки при зазоре между плоскостями губок и головок болтов или гаек более допустимого запрещается. Рабочие поверхности гаечных ключей не должны иметь сбитых скосов, а рукоятки - заусенцев. При отвертывании гаек и болтов удлинять гаечные ключи дополнительными рычагами, вторыми ключами или трубами запрещается.
Класть инструмент на перила ограждений или неогражденный край площадки лесов, подмостей, около открытых люков, колодцев запрещается.
Весь ручной слесарно-монтажный инструмент должен осматриваться не реже одного раза в десять дней.
Правила размещения оборудования в производственных помещениях
Технологическое и другое производственное оборудование, материало- и воздуховоды должны быть размещены так, чтобы их монтаж, ремонт и обслуживание обеспечивали безопасность и удобство, а также возможность поддержания необходимого санитарного состояния производственных помещений.
В соответствии с отраслевыми правилами техники безопасности и производственной санитарии при размещении оборудования предусматриваются определенные разрывы и проходы - минимальные расстояния между объектами, обеспечивающие их безопасную эксплуатацию. Например, при размещении стационарного оборудования в производственных помещениях предприятий по хранению и переработке зерна необходимо предусматривать поперечные и продольные проходы, непосредственно связанные с выходами на лестничные клетки или в смежные помещения, разрывы между группами машин шириной не менее 1 м, а между отдельными машинами - не менее 0,8 м (кроме отдельно оговариваемых случаев). Продольные и поперечные проходы между стенами здания и рассевами должны быть не менее 1,25 м, между рассевами (при двухрядном расположении) по короткой и длинной их сторонам - не менее 1,15 м.
Вальцовые станки могут быть смонтированы группами с общей длиной не более 15 м. При этом должна быть обеспечена возможность проведения ремонтных работ на любом станке, без остановки остальных, а разрывы между шкивами станков должны быть не менее 0,35 м.
Групповая установка технологического оборудования, требующего подхода обслуживающего персонала со всех сторон, не разрешается.
Оборудование, не имеющее движущихся частей совсем или с одной какой-либо стороны и не требующее с этой стороны обслуживания (воздуховод, материалопровод, трубопровод и др.), может быть установлено на расстоянии не менее 0,25 м от стены.
Основные требования безопасности при наладке оборудования
Перед испытаниями на холостом ходу и комплексным опробованием оборудования под нагрузкой необходимо ознакомить всех участвующих с порядком проведения испытания и мерами безопасности, а также проверить крепление фундаментных болтов и закладных деталей, защитное заземление электрической части оборудования, пусковых устройств, исправность специальных устройств для ограждения опасных зон. Опасные зоны - пространство, где постоянно или периодически действуют опасные факторы, создающие возможность травматизма. Например, опасными зонами являются ременные, зубчатые, цепные и другие передачи, зоны питания и измельчения вальцовых станков, бичевых роторов обоечных, моечных, вымольных, других машин и т.п.
В соответствии с ГОСТ 12.4.125 защитные устройства по принципу действия и конструкции подразделяются на оградительные, блокировочные, предохранительные, специальные, тормозные, автоматического контроля и сигнализации, дистанционного управления.
К оградительным устройствам относятся щиты, экраны, кожухи, козырьки, планки и т.п. Ограждения рекомендуется выполнять сплошными, но допускается использование сеток и решеток при обеспечении их достаточной жесткости. По условиям безопасности ими обязательно ограждают движущиеся части машин (шкивы, ремни, цепи, шестерни, муфты, выступающие концы валов и т. п.), открытые токоведущие части электрооборудования, зоны высоких температур и давлений, взрывоопасные зоны, люки, проемы, рабочие площадки на высоте. По способу установки они могут быть стационарными, съемными, передвижными и откидными.
Стационарные ограждения постоянно закрывают опасную зону, но могут быть сняты для осмотра, смазки или ремонта рабочих органов. Такие ограждения должны иметь прочные крепления к неподвижным частям оборудования или к строительным конструкциям не мене чем в трех точках.
Съемные ограждения устанавливают в зонах, требующих периодического доступа, например, замена инструмента, установка заготовки, регулирование и т.п. в машинах периодического действия. Съемные ограждения должны иметь блокировку с рабочими органами, исключающую возможность эксплуатации машин без ограждения.
Передвижные и откидные ограждения опасных зон устанавливают на ограниченный период, например, для перекрытия монтажных люков, траншей и других проемов.
В конструктивном исполнении различные виды ограждений должны иметь устройства, исключающие их случайное снятие или открытие (надежная фиксация, блокировка), и удовлетворять следующим требованиям:
• решетчатые (сетчатые) ограждения для ременных передач должны располагаться не ближе 50 мм от движущихся частей, размер зазоров, ширина прорезей в решетках, жалюзи должны быть не более 10 мм, а размеры ячеек в сетках - не более 20x20 мм;
• ограждения должны выдерживать случайные нагрузки со стороны обслуживающего персонала (сосредоточенные) не менее 70 кг;
• металлические ограждающие конструкции (сплошные) площадью более 0,75 м2 и толщиной менее 3 мм снабжают вибропоглощающими покрытиями;
• ограждения опасных зон с наружной стороны должны быть окрашены в желтый цвет, а с внутренней - в красный.
В настоящее время применяют блокировочные устройства различных типов: электромеханические, механические, электрические, фотоэлектрические и др. При снятии или неправильной установке ограждений нарушается цепь электропитания двигателя машины.
Предохранительные устройства служат для предотвращения аварий и поломок отдельных узлов оборудования, транспортных коммуникаций и связанной с этим опасностью травматизма. При нарушении установленных параметров предохранительные устройства срабатывают автоматически, отключая соответствующее оборудование. Например, сигнализаторы уровня продукта, установленные на всех разгрузителях зерноочистительного отделения, при наполнении продуктом отключают его подачу в направлении этого разгрузителя. После разгрузки подача продукта возобновляется.
Конструкция и принцип действия предохранительных устройств разнообразны и соответствуют конкретному назначению и практическому использованию. Они могут быть самовосстанавливающимися или заменяемыми, работать в автоматическом режиме или с ручным управлением.
Сигнализирующие устройства предназначены для информирования обслуживающего персонала о работе оборудования или нарушениях установленных режимов, при которых могут возникнуть опасные факторы.
В производственных условиях используют систему оперативной и предупредительной сигнализации. По способу оповещения сигнализацию выполняют световой, звуковой, знаковой и комбинированной. Сигнализация оповещает о достижении предельного уровня температуры, давления, о наличии и отсутствии продукта, воды, воздуха, о влажности зерна, белизне муки и других параметрах. К предупредительной сигнализации относят также указатели типов: «Не включать - ремонт!», «Работают люди!», «Осторожно, яд!» и т. п.
Дистанционное управление способствует улучшению условий работы, уменьшению воздействия на организм человека вибрации, шума и других вредных и опасных факторов. Внедрение высокомеханизированного и автоматизированного производственного процесса на новых мукомольных заводах, управляемого дистанционно с пульта, обеспечивает возможность сокращения времени нахождения обслуживающего персонала непосредственно в производственных помещениях.
2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ОБОРУДОВАНИЯ
2.1. Система технического обслуживания и ремонта машин и оборудования
Оборудование перерабатывающих отраслей АПК объединено, как правило, последовательно в технологические линии. В этих условиях потери от простоя даже несложного оборудования чрезвычайно велики. Это делает необходимым проведение ремонтно-обслуживающих работ не после отказа, а заблаговременно, в планово-предупредительном порядке.
Совокупность средств технического обслуживания и ремонта, документации, исполнителей и обслуживаемых машин (оборудования) образует систему технического обслуживания и ремонта (система ТОР). Эта система является важнейшей составной частью инженерной сферы АПК, обеспечивающей функционирование перерабатывающих отраслей.
В настоящее время в АПК действует более 30 Положений системы ТОР. Они охватывают почти вое перерабатывающие отрасли агропромышленного комплекса и широко используются как важнейший руководящий материал при решении практических вопросов технической эксплуатации машин и оборудования.
Основное место в системе технического обслуживания и ремонта занимают операции технического обслуживания, являющиеся обязательными профилактическими мероприятиями. Сюда входят работы по периодической проверке, очистке, смазыванию, креплению и регулированию узлов машин и оборудования, имеющие целью предупредить преждевременные износы, появление неисправностей и обеспечить работоспособное состояние изделия.
Виды технического обслуживания, периодичность проведения устанавливает изготовитель машин и оборудования, он же определяет и метод проведения технического обслуживания: без остановки или о остановкой производства продукции.
Необходимость той или иной конкретной операции технического обслуживания часто устанавливают только после соответствующего контроля технического состояния изделия методами диагностики.
Система технического обслуживания и ремонта технологического оборудования в перерабатывающих отраслях предусматривает, как правило, следующие вида ремонта: текущий (Т), средний (С), капитальный (К).
Текущий ремонт оборудования выполняют для обеспечения или восстановления работоспособности оборудования. Он состоит в замене и (или) восстановлении его отдельных составных частей.
Средний ремонт выполняют для восстановления исправности и частичного возобновления ресурса изделий с заменой или восстановлением составных частей ограниченной номенклатуры и контролем технического состояния составных частей в объеме, установленном в нормативно-технической документации.
Капитальный ремонт выполняют для восстановления исправности и полного или близкого к полному возобновлению ресурса оборудования с заменой или восстановлением любых его составных частей, включая базовые. Соответственно различают капитальный ремонт машины и капитальный ремонт составных частей.
Ремонт машин и оборудования предприятий перерабатывающих отраслей может быть плановым и неплановым. Остановка оборудования на плановый ремонт осуществляется в соответствии с требованиями нормативно-технической документации. При неплановом ремонте остановка производится без предварительного назначения.
При ремонте машин и оборудования предусмотрена их модернизация. Эти работы планируют к моменту проведения капитального ремонта. Модернизацию оборудования проводят согласно технической документации специализированными организациями или соответствующими службами перерабатывающего предприятия.
Для проведения технического обслуживания и ремонта оборудования используют различные технические средства, в том числе подъемно-транспортные механизмы, моечное и разборочно-сборочное оборудование, контрольно-измерительные и диагностические средства, оборудование для восстановления деталей, обкатки и испытания агрегатов и оборудования.
Для рациональной эксплуатации машин и оборудования предприятий перерабатывающих отраслей необходимо иметь комплект нормативно-технической документации, прежде всего, эксплуатационные и ремонтные документы.
К эксплуатационным документам (ЭД) относят текстовые и графические рабочие конструкторские документы, которые в отдельности или в совокупности дают возможность ознакомления с изделием и определяют правила его эксплуатации.
ГОСТ 2.601-95 устанавливает следующие виды эксплуатационных документов (табл. 2.1).
2.1. Виды эксплуатационных документов
|
Документ |
Определение |
|
Руководство по эксплуатации |
Содержит сведения о конструкции, принципе действия, характеристиках (свойствах) изделия, его составных частей и указания, необходимые для правильной и безопасной эксплуатации изделия (использования по назначению, технического обслуживания, текущего ремонта, хранения и транспортирования) и оценок его технического состояния при определении необходимости отправки его в ремонт, а также сведения по утилизации изделия и его составных частей |
|
Инструкция по монтажу, пуску, регулированию и обкатке изделия |
Содержит сведения, необходимые для монтажа, наладки, пуска, регулирования, обкатки и сдачи изделия и его составных частей в эксплуатацию на месте его применения |
|
Формуляр |
Содержит сведения, удостоверяющие гарантии изготовителя, значения основных параметров и характеристик (свойств) изделия, сведения, отражающие его техническое состояние, о сертификации и утилизации изделия, а также сведения, которые вносят в период его эксплуатации (длительность и условия работы, техническое обслуживание, ремонт и другие данные) |
|
Паспорт |
Содержит сведения, удостоверяющие гарантии изготовителя, значения основных параметров и характеристик (свойств) изделия, а также сведения о сертификации и утилизации изделий |
|
Этикетка |
Содержит гарантии изготовителя, значения основных параметров и характеристик (свойств) изделия, сведения о его сертификации |
|
Каталог деталей и сборочных единиц |
Содержит перечень деталей и сборочных единиц изделия с иллюстрациями и сведения об их числе, расположении в изделии, взаимозаменяемости, конструктивных особенностях и материалах |
|
Нормы расхода запасных частей |
Содержат номенклатуру запасных частей изделия и их число, расходуемое на нормируемое число изделий за период их эксплуатации |
|
Нормы расхода материалов |
Содержат номенклатуру материалов и их количество, расходуемое на нормированное число изделий за период их эксплуатации |
|
Ведомость комплекта запасных частей, инструмента и принадлежностей (ЗИП) |
Содержит номенклатуру, назначение, число и места укладки запасных частей, инструментов, принадлежностей и материалов, расходуемых за срок службы изделия |
|
Учебно-технические плакаты |
Содержат сведения о конструкции изделия, принципах действия, приемах использования, техническом обслуживании, областях технических знаний с необходимыми иллюстрациями |
|
Ведомость эксплуатационных документов |
Устанавливает комплект эксплуатационных документов и места укладки документов, поставляемых с изделием или отдельно от него |
Исполнителями технического обслуживания и ремонта оборудования могут быть службы перерабатывающих предприятий, районные сервисные и специализированные ремонтные предприятия, монтажные и пусконаладочные организации, дилерские пункты, технические центры заводов-изготовителей машин и оборудования и др.
К ремонтным документам (РД) относят текстовые и графические конструкторские документы, которые в отдельности или в совокупности дают возможность обеспечить подготовку ремонтного производства, произвести ремонт изделия и его контроль после ремонта.
ГОСТ 2.602-95 устанавливает следующие виды ремонтных документов (табл. 2.2).
2.2. Виды ремонтных документов
|
Документ |
Определение |
|
Руководство по ремонту |
Содержит указания по организации ремонта, правила и порядок выполнения капитального ремонта (среднего), контроля, регулирования, испытаний, консервации, транспортирования и хранения изделия после ремонта, монтажа и испытания изделия на объекте, значения показателей и нормы, которым должно удовлетворять изделие после ремонта |
|
Общее руководство по ремонту |
Содержит указания по организации ремонта определенной группы однотипных изделий, правила и порядок подготовки и проведения ремонта, значения показателей и нормы, которым должны удовлетворять изделия после ремонта, правила и порядок испытаний, консервации, транспортирования и хранения изделий после ремонта |
|
Технические условия на ремонт |
Содержит технические требования, требования к дефектации изделия, значения показателей и нормы, которым должно удовлетворять изделие после ремонта, требования к приемке, контрольным испытаниям, комплектации, упаковыванию, транспортированию и хранению изделия после ремонта, гарантийные обязательства |
|
Общие технические условия на ремонт |
Содержат общие технические требования к ремонту определенной группы однотипных изделий, требования к дефектации, значения показателей и нормы, которым должны удовлетворять изделия после ремонта |
|
Чертежи ремонтные |
Чертежи, спецификации, схемы содержат данные для подготовки ремонтного производства, ремонта и контроля изделия после ремонта. Чертежи, как правило, содержат только те изображения изделия, размеры, предельные отклонения размеров, составные части изделия, части и элементы схемы и дополнительные данные, которые необходимы для проведения ремонта и контроля изделия при выполнении ремонта и после него |
|
Нормы расхода запасных частей на ремонт |
Содержат номенклатуру запасных частей изделия и их число, необходимое для подготовки ремонтного производства нормируемого числа изделий, ремонта изделия и его контроля при выполнении ремонта и после него |
|
Нормы расхода материалов на ремонт |
Содержат номенклатуру материалов и их число, необходимое для подготовки ремонтного производства нормируемого числа изделий, ремонта изделия и его контроля при выполнении ремонта и после него |
|
Ведомость ЗИП на ремонт |
Содержит номенклатуру, назначение, число и место укладки запасных частей, инструментов, принадлежностей и материалов, необходимых для обеспечения ремонта |
|
Техническая документация на средства оснащения ремонта |
Содержит информацию для изготовления, испытания и приемки ремонтно-технологического и имитационно-стендового оснащения ремонта. В состав документации включают рабочую конструкторскую документацию на изготовление, испытания и приемку (при необходимости), эксплуатационные документы, технические условия (при необходимости) |
|
Ведомость документов для ремонта |
Устанавливает комплект конструкторских документов, необходимый для проведения ремонта изделия, его контроля при ремонте и после него |
2.2. Приемка и обкатка оборудования
После монтажа заказчик проводит ревизию технологического оборудования. Объем ее зависит от сложности оборудования, срока и условий его хранения. Ревизию с разборкой оборудования осуществляют в целях выявления и устранения дефектов, которые невозможно определить при визуальном осмотре.
В процессе ревизии необходимо убедиться в том, что литые детали не имеют трещин и остатков литейного песка; уплотняющие, трущиеся, сопрягаемые и центрирующие поверхности деталей и узлов находятся в хорошем состоянии; на обработанных поверхностях деталей отсутствуют забоины, видимые трещины и задиры; резьба на шпильках, болтах, гайках и других деталях не сорвана и не повреждена; шпонки, шпоночные канавки, элементы уплотнений и сальников не повреждены; на корпусах и вкладышах подшипников нет раковин, сквозных пор, трещин и других повреждений; поверхности шеек валов без рисок, царапин, забоин и коррозионных пятен; смазочные отверстия прочищены; маслопроводы свободны; шплинтовые соединения надежно закреплены.
После ревизии и устранения мелких дефектов машины собирают и регулируют зазоры в строгом соответствии с техническими условиями и инструкциями заводов-изготовителей. Далее тщательно смазывают все трущиеся части и подшипники, проверяют каналы поступления смазки к смазываемым поверхностям, а проворачиванием вручную - ход машины и готовность к обкатке на холостом ходу.
Ревизию запорно-регулирующей арматуры проводят после промывки (продувки) трубопроводов следующим образом: разбирают арматуру и осматривают места прилегания седла и клапана. Забоины и царапины устраняют пришабриванием, а при необходимости - проточкой или переливкой седел и клапанов, неплотности в пробковых кранах - притиркой или расточкой корпуса и проточкой пробки с последующей притиркой. Набивка сальников с регулировкой натяжения грундбуксы должна обеспечивать свободное вращение (без усилий) маховика, сидящего на шпинделе клапана.
При испытании после ревизии арматура не должна пропускать жидкость или газ при полном закрытии пробки, шибера или клапана, легко открываться и закрываться без применения дополнительных рычагов, не пропускать жидкость или газ через сальник.
Перед пуском оборудования в работу на холостом ходу тщательно смазывают все трущиеся детали, убирают посторонние предметы, проверяют зацепление зубчатых колес, правильность набегания ремней на шкивы и цепей на звездочки, для чего проворачивают машину вручную на полный оборот. Затем при снятых приводных ремнях включают электродвигатель и убеждаются в том, что его вал вращается в нужном направлении. Если вращение электродвигателя неправильное, то переключают фазы. Натяжение ремней регулируют винтами или натяжными роликами (грузами).
При обкатке оборудования следят за работой электродвигателя, редуктора, подшипников, трущихся поверхностей. Температура нагревания при обкатке не должна превышать пределов, указанных в технической документации заводов-изготовителей.
Первые пуски непродолжительны - 5-10 мин. Продолжительность дальнейшей обкатки на холостом ходу при нормальной работе первого запуска колеблется от 1 до 8 ч в зависимости от сложности оборудования.
2.3. Виды и периодичность технического обслуживания оборудования
Виды и периодичность технического обслуживания оборудования устанавливает завод-изготовитель. Для большинства оборудования перерабатывающих производств предусмотрены межремонтное обслуживание и профилактические осмотры.
Межремонтное обслуживание является повседневной работой профилактического характера и включает в себя наблюдение за выполнением правил технической эксплуатации оборудования, а также своевременное устранение мелких неисправностей и регулирование сборочных единиц. Оно выполняется во время перерывов в работе без нарушения режимов производства продукции.
Профилактические осмотры (0) проводят в целях проверки состояния оборудования, устранения мелких неисправностей и определения объема работ, подлежащих выполнению при очередном плановом ремонте. Профилактические осмотры выполняют по плану через определенные промежутки времени, установленные для каждой конкретной марки машины и аппарата.
Продолжительность межосмотровых периодов отдельных видов оборудования для переработки молока дана в табл. 2.3.
2.3. Продолжительность межосмотровых периодов некоторого оборудования для переработки молока
|
Группа оборудования |
Оборудование |
Продолжительность, месяцы |
|
Оборудование: |
|
|
|
для приемки, первичного охлаждения и хранения молока |
Установки для приемки и охлаждения |
1,5 |
|
Емкости для приемки и хранения |
3 |
|
|
тепловой обработки молока |
Пластинчатые пастеризаторы, охладители, подогреватели |
1 |
|
|
Емкостные аппараты длительной пастеризации, заквасочники, установки для приготовления кисломолочных продуктов |
1,5 |
|
механической обработки молока |
Гомогенизаторы для молока и молочных продуктов |
1 |
|
|
Сепараторы-молокоочистители, сепараторы для сливок, осветления сыворотки |
1 |
|
розлива, дозирования и |
Автоматы: |
|
|
упаковывания молочных продуктов |
для розлива молока в бутылки |
0,5 |
|
фасовки сметаны и молока в пакеты |
0,5 |
|
|
захваточные, для фасовки сыпучих продуктов |
1 |
|
|
Насосы |
Молочные центробежные, ротационные, водяные, вакуум-насосы, насосные установки |
1 |
|
Молокопроводы для молока и молочных продуктов |
Трубопроводы, арматура соединительная |
6 |
Для проведения профилактических осмотров составляют график.
Работы, связанные с осмотром оборудования, проводят в технологические перерывы между сменами или в нерабочее время, не нарушая процесса производства продукции.
Для некоторого оборудования, используемого на перерабатывающих предприятиях, установлены периодические технические обслуживания. Например, для холодильных машин предусмотрены ежесменное техническое обслуживание (ЕТО), которое проводится 1 раз в день, и ТО-1 - после 240 ч работы.
Для компрессорных и компрессорно-конденсаторных агрегатов, используемых на предприятиях по хранению и переработке плодоовощной продукции, кроме ежесменного технического обслуживания и ТО-1, предусмотрено ТО-2.
В сахарной отрасли системой планового технического обслуживания и ремонта оборудования предусмотрено регламентированное техническое обслуживание. В комплекс работ входят контроль за техническим состоянием оборудования, осмотр, устранение обнаруженных дефектов, замена отдельных составляющих частей оборудования или их регулирование, очистка и смазывание оборудования.
Периодичность технического обслуживания некоторого технологического оборудования для сахарной отрасли дана в табл. 2.4.
2.4. Периодичность технического обслуживания технологического оборудования сахарной отрасли
|
Оборудование |
Периодичность, сутки |
Число ТО между плановыми ремонтами |
|
Насос свекловичный |
10 |
4 |
|
Свекломойка |
10 |
4 |
|
Свеклорезка |
25 |
1 |
|
Аппарат диффузионный наклонный шнековый |
25 |
1 |
|
Пресс жомоотжимной |
10 |
4 |
|
Фильтр-очиститель |
25 |
1 |
|
Центрифуга автоматизированная |
10 |
4 |
|
Элеватор сахара |
10 |
4 |
Для определения сроков осмотров необходимо знать структуру межосмотровых периодов. Межосмотровым периодом называют продолжительность работы оборудования между двумя очередными плановыми осмотрами или между очередным ремонтом и осмотром.
Структура проведения осмотров в определенной последовательности зависит от конструктивных особенностей оборудования (агрегата). Например, для линии обработки кишок крупного рогатого скота К 6.ФЛК последовательность осмотров (о) за период между капитальными ремонтами следующая: -о-о-о-о-о-т-о-о-о-о-о-с-о-о-о-о-о-т-о-о-о-о-о-к.
Зарубежное оборудование для переработки сельскохозяйственной продукции, поступающее на российский рынок, имеет некоторые отличия в видах и периодичности технического обслуживания. Например, фирма «Alfa-Laval» в систему профилактического обслуживания выпускаемых сепараторов включает промежуточное, основное и ремонтное. Промежуточное обслуживание (профилактические осмотры в планово-предупредительной системе технического обслуживания и ремонта) проводят через каждые три месяца, основное (средний ремонт) - через три промежуточных обслуживания или приблизительно один раз в год. Ремонтное обслуживание (капитальный ремонт) обычно проводят через пять лет.
2.4. Технология технического обслуживания оборудования
Содержание и технология технического обслуживания изложены в руководствах по эксплуатации конкретной машины и оборудования. При межремонтном обслуживании оборудование, соприкасающееся с пищевыми продуктами и работающее в условиях большой загрязненности или запыленности, очищают. К такому оборудованию относят, прежде всего, центрифуги, волчки, шприцы, куттеры, дробилки, мельницы и др.
Основные рабочие органы агрегата разбирают, очищают от грязи, крови, волоса, щетины, фарша, жира и других загрязнений, протирают, смазывают и собирают.
После каждой рабочей смены производят санитарную обработку некоторого оборудования. Профилактическую дезинфекцию проводят с целью предупреждения возникновения инфекционных заболеваний. Применяют механические, физические, биологические и химические методы.
К механическим относят очистку поверхности механическим путем или смыванием загрязнений.
К физическим методам относится обработка поверхностей оборудования горячей водой, кипячением, паром, пастеризацией, ультрафиолетовыми лучами, ультразвуком и др.
Биологические способы дезинфекции основаны на естественно протекающих во внешней среде биологических процессах. По этому принципу работают, например, биотермические камеры, в которых происходит распад обеззараживаемого материала. К биологическому способу обеззараживания относятся также и естественные процессы самоочищения внешней среды, например, воды от патогенных микроорганизмов. Эти способы широко используют при очистке сточных вод.
Химические способы дезинфекции основаны на использовании различных химических средств, обладающих дезинфицирующим действием. Они существуют в различных состояниях: газообразном (хлор, сернистый газ и др.), жидком (растворы кислот и щелочей и т.д.), твердом (хлорная известь, хлорамин и пр.).
В практике дезинфекции чаще всего используют растворы различных препаратов: "Вимол", "Агросил-П", "Сконвел", "Катрил-Д" и др. На мясоперерабатывающих предприятиях применяют препарат нового поколения "Пудра-Д", позволяющий совместить мойку и дезинфекцию оборудования в одном процессе. Для дезинфекции производственных помещений перерабатывающих предприятий используют различные типы аппаратов аэрозолей: стационарные САГ-1, САГ-1М, ДАГ-2, МАГ-3, АГЭ-1, передвижные САГ-10М и малогабаритные ручные переносные с направленной струей САГ-РН.
Для быстрой дезинфекции помещений термомеханическими аэрозолями разработана дезинфекционная установка "Аист-2". Она представляет собой автономный модуль, монтируемый на шасси автомобиля или тележку. Работает установка следующим образом. Мощный газогенератор в виде газотурбинного двигателя выбрасывает в эжекторную приставку поток горячих газов. Окружающий воздух смешивается с газовым потоком. В режиме смешивания температура снижается до 100°С, а скорость потока - до 40 м/с. Форсунки, встроенные в эжекторную приставку, дробят дезинфицирующий раствор, подаваемый из баков, на мельчайшие капли и в виде аэрозоля направляют внутрь обрабатываемого помещения. Аэрозоль нагнетается через проем в двери помещения, подвергаемого санитарной обработке, и заполняет весь его объем. Характеристика материалов и установок, применяемых для дезинфекции оборудования и помещений, приводится в табл. 2.5 и 2.6.
2.5. Моющие и дезинфицирующие вещества, применяемые при обработке оборудования перерабатывающих отраслей АПК
|
Препарат |
Свойство |
Область применения |
Режим мойки (концентрация температуры ) |
Материал обрабатываемой поверхности |
|
1 |
2 |
3 |
4 |
5 |
|
Щелочные средства |
||||
|
ANTI-GERM® АХ fliissig |
Жидкое щелочное беспенное моющее средство. Используется при любой жесткости воды. Отлично эмульгирует жиры |
Циркуляционная мойка оборудования, инъекторы |
1-2% при Т = 50-70°С |
Высококачественная сталь |
|
ANTI-GERM® AT fliissig |
Жидкое моющее и дезинфицирующее средство на основе активного хлора. Не пригодно для мойки алюминиевых поверхностей |
Мойка и дезинфекция танков, трубопроводов, маслоделательных установок, линий по производству майонеза |
0,5-2% при Т = 55-60°С |
То же |
|
ANTI-GERM® AFB fliissig |
Жидкое щелочное моющее средство для молочных предприятий. Удаляет застарелые наслоения жиров, растительных масел, белка и прочих остатков |
Мойка испарителей, нагревателей, сепараторов, лагерных танков и трубопроводов |
0,8-2% при Т = 70-85°С |
Высококачественная сталь |
|
ANTI-GERM® Aluminium-und Zinnfest Pulver schau-mend |
Порошкообразное комбинированное моющее и дезинфицирующее средство на основе активного хлора |
Мойка и дезинфекция маслоформовочных автоматов |
0,3-1% при Т = 30-50°С |
Алюминий, олово, нержавеющая сталь |
|
ANTI-GERM® В fliissig |
Жидкое щелочное беспенное комбинированное моющее и дезинфицирующее средство с активным хлором |
Мойка и дезинфекция в маслодельной промышленности, линий по производству майонеза |
0,5-1% при Т = 65-70°С |
Высококачественная сталь и алюминий |
|
ANTI-GERM® Spezial Pulver |
Порошкообразное сильнощелочное моющее средство |
Мойка нагревателей, сепараторов, танков и трубопроводов, а также перфорированных форм и плоских перфорированных металлических поверхностей |
1-2% при Т = 75-85°С |
Высококачественная сталь |
|
ANTI-GERM® SRA20 fliissig |
Жидкое высокощелочное пенное моющее средство. Обладает эмульгирующим, диспергирующим действием |
Мойка коптильных камер, оборудования, полов, облицовочной плитки |
2-5% при Т = 20-50°С |
Высококачественная сталь, синтетические материалы |
|
ANTI-GERM® SR С 40 flussig |
Жидкое щелочное пенное моющее-дезинфицирующее средство с активным хлором. Прекрасно растворяет жиры, белки |
Мойка оборудования полов, облицовочной плитки |
2-5% при Т = 20-50°С |
Высококачественная сталь, алюминий, синтетические материалы |
|
ANTI-GERM® SRC 50 flussig |
Жидкое щелочное пенное моюще-дезинфицирующее средство с активным хлором |
То же |
То же |
Высококачественная сталь, синтетические материалы |
|
Кислотные средства |
||||
|
ANTI-GERM® SX fliissig |
Жидкое кислотное беспенное моющее средство. Растворяет полностью минеральные отложения |
Циркуляционная мойка оборудования, инъекторов |
1-2% при Т = 50-70°С |
Высококачественная сталь |
|
ANTI-GERM® AZ Saure 112 m. D. flussig |
Жидкое кислотное комбинированное моющее и дезинфицирующее средство для применения в молочном хозяйстве |
Периодическая кислотная контрамойка сборных резервуаров, лагерных танков, трубопроводов, сыродельных установок и маслоизготовителей |
1-2% при Т = 50-70°С |
Нержавеющая сталь, алюминий и кислотостойкие полимерные материалы |
|
ANTI-GERM® AZ Saure L flussig |
Жидкое кислотное однофазное моющее средство. Растворяет остатки белка, жира, извести |
Мойка молочных цистерн и танков, трубопроводов, сыродельных установок и маслоизготовителей |
1-2% при Т = 50-70°С |
Стальные, алюминиевые поверхности |
|
ANTI-GERM© SR S 15 fliissig |
Жидкое кислотное пенное моющее средство с дезинфицирующим эффектом. Удаляет остатки грязи и извести |
Мойка и дезинфекция оборудования, полов, стен |
2-5% при Т = до 60°С |
Высококачественная сталь, кислотостойкие пластмассы, оцинкованные поверхности |
|
ANTI-GERM® Antilith fliissig |
Жидкий кислотный растворитель накипи, содержит ингибиторы коррозии |
Удаление накипи с паровых котлов и бутылкомоечных машин, в нагревателях непрерывного действия, бойлерах, кондиционерах и холодильных башнях |
5-20% при Т = до 40°С |
Стальные поверхности |
|
ANTI-GERM® SER fliissig |
Жидкое кислотное однофазное моющее средство с дезинфицирующими свойствами |
Кислотная однофазная мойка в отделении холодного молока. Мойка молочных цистерн, молочных танков, трубопроводов, сыродельных установок, маслоизготовителей |
0,7-2,0% при Т = 50-75°С |
Стальные и алюминиевые поверхности |
|
Нейтральные средства |
||||
|
ANTI-GERM® FETT-EX Gel |
Нейтральный для кожи, высококонцентрированный растворитель жира, крахмала для ручной мойки |
Применяется для бережной мойки любых аппаратов, полов, дверей, окон, стен, керамической плитки. Особенно эффективен при сильных загрязнениях |
1-2% при Т = 20°С и выше |
Любые |
|
ANTI-GERM® Sintex m. D. fliissig |
Не содержащее щелочи моющее средство с дезинфицирующим компонентом обеспечивает снижение количества бактерий |
Для ручной мойки оборудования, полов, дверей, окон, стен, облицовочной плитки, приборов, стеклянной тары, в лабораториях |
0,2-1% при Т = 20°С и выше |
- « - |
|
Добавки |
||||
|
ANTI-GERM® Alktiv PF fliissig |
Концентрат действующего вещества, усилитель действия натрового щелока и его растворов, не содержит ЭДТА и НТА |
Применяется в качестве дополнительного компонента к натриевой щелочи для проведения производственной мойки (нагреватели, сепараторы, резервуары, трубопроводы и установки сверхвысоких температур) |
0,3-3% при Т=60-120°С |
Высококачественная сталь |
|
ANTI-GERM® Komposa fliissig |
Концентрированная присадка к азотной кислоте, усилитель действия кислоты |
Применяется в качестве присадки к азотной кислоте для мойки нагревателей и сепараторов |
|
То же |
|
ANTI-GERM® PENNGAR INHIB ODOR |
Специальное средство для абсорбирования запаха на основе ПАВ, органических солей и минералов |
Применяется для санации линий канализации, трубопроводов сточных вод, канализационных коллекторов, различных поверхностей и помещений |
0,5-10% при Т = 20°С |
Любые |
|
Дезинфектант |
||||
|
ANTI-GERM® Peroxan forte fliissig |
Жидкое кислотное дезинфицирующее средство для пищевой промышленности |
Используется в молочной промышленности и в производстве напитков для стерилизации и быстрой дезинфекции поверхностей и сепараторов, танков, охладителей, трубопроводов, устройств и приборов, контактирующих с пищевыми продуктами |
0,05-0,15% при Т = 8-90°С |
-«- |
|
Продукты личной гигиены |
||||
|
ANTI-GERM® Orlin Han-dreiniger |
Моющее средство для рук, жидкое мыло |
Моющее средство для рук, специально разработано для применения в пищевой промышленности |
|
|
|
Щелочные моющие препараты группы "neomosсап®" (неомоскан®) |
||||
|
Neomoscan FA 4 |
Жидкое среднещелочное универсальное моющее средство. Эффективно в жесткой воде. Обладает эмульгирующим и диспергирующим действием, отличной грязеуносящей способностью. Разлагает белковые и жировые загрязнения. Содержит специальные фосфаты и добавки |
Используется методами орошения, прокачки и отстаивания для мойки машин, изготовления полуфабрикатов, наполнительных и упаковочных препаратов трубопроводов, емкостей, полов и стен - вручную или с использованием машин низкого и высокого давления |
0,5-5% при Т = 40-60°С |
Хромоникелевая сталь, сталь, алюминий, щелочестойкие искусственные материалы, железо, медь, латунь, стекло, оцинкованные поверхности. Для лакированных и окрашенных поверхностей - предварительная проверка |
|
Neomoscan FA 12 |
Жидкое пенное высокощелочное специальное моющее средство. Эффективно в жесткой воде. Особая комбинация щелочи с пенообразующими и смачивающими веществами. Обладает эмульгирующим и диспергирующим действием, отличной грязеуносящей способностью. Разлагает особо пригоревшие и обугленные белковые и жировые загрязнения |
Используется при автоматической мойке через распылительные форсунки методом орошения преимущественно с помощью машин высокого и низкого давления для мойки: коптильных и варочных камеры варочных котлов из стали (время отстаивания 30-60 мин) оборудования из стали и щелочестойких искусственных материалов |
При использовании пенообразователей: 1-5% при Т = 60-80, 2-25% при Т = 60-80, 1-5% при Т до 80°С, 1-3% при Т = 60-80°С |
Сталь, резина, щелочестойкие искусственные материалы. Для алюминия, легких и цветных металлов, оцинкованных и луженых поверхностей не пригоден |
|
Neomoscan FA 19Z |
Жидкое беспенное высокощелочное моющее средство. Эффективно в жесткой воде. Обладает эмульгирующим и диспергирующим действием, отличной грязеуносящей способностью |
Используется всеми способами машинной мойки в закрытых системах для мойки фритюрниц, жарочных автоматов, ящиков, оборудования |
1,5-5% при Т = 50-80°С |
Хромоникелевая сталь, сталь, резина, щелочестойкие искусственные материалы. Для алюминия, легких и цветных металлов, оцинкованных и луженых поверхностей не пригоден |
|
Neomoscan RD-B |
Жидкое щелочное беспенное моюще-дезинфицирующее средство. Эффективно в жесткой воде. Препятствует отложению солей жесткости воды. Комбинация щелочности, специальных комплексообразователей, диспергаторов и активного хлора, 1%-ный раствор содержит 200 мг/л активного хлора. Не содержит фосфатов и ПАВ |
Используется всеми способами машинной и ручной мойки и дезинфекции для мойки цистерн, танков, емкостей трубопроводов, разливочных и упаковочных машин |
0,4-1% при Т = 40-85 °С |
Высококачественная сталь, сталь, железо, алюминий, латунь, медь, искусственные материалы, стекло-эмаль, резина, луженый материал |
|
Neomoscan S11 |
Жидкое пенное щелочное моющее средство. Эффективно в жесткой воде. Обладает эмульгирующим и диспергирующим действием, отличной грязеуносящей способностью. Комбинация щелочности, комплексообразователей, диспергаторов и ПАВ. Разлагает белковые и жировые отложения |
Используется преимущественно с помощью пенообразователей низкого давления, а также вручную для мойки оборудования, трубопроводов, транспортеров, наполнительных и упаковочных машин, рабочих мест, инвентаря, стен и полов |
0,5-5% (в сложных случаях до 10%) при Т = 20-50°С |
Хромоникелевая сталь, сталь, железо, искусственные материалы, резина. Для лакированных и окрашенных поверхностей предусмотрена предварительная проверка |
|
Neomoscan S22 |
Жидкое пенное щелочное моюще-дезинфицирующее средство. Эффективно в жесткой воде. Обладает эмульгирующим и диспергирующим действием, отличной грязеуносящей способностью. Комбинация щелочности, ком плексообразователей, диспергаторов и ПАВ, 1%-ный раствор содержит 350 мг/л активного хлора |
Используется преимущественно с помощью пенообразователей низкого давления, а также вручную для мойки оборудования, трубопроводов, рабочих мест, инвентаря, стен и полов |
1-5% (в сложных случаях до 10%) при Т = 20-50°С |
Хромоникелевая сталь, сталь, железо, алюминий, медь, латунь, стеклоэмаль, резина, искусственные материалы и луженые поверхности |
|
Neomoscan TE-S |
Жидкое пенное щелочное моюще-дезинфицирующее средство с целевым пенообразованием. Эффективно в жесткой воде. Комбинация щелочности, ПАВ, специальных комплексообразователей, диспергирующих и смачивающих веществ, 1%-ный раствор содержит 350 мг/л активного хлора |
Используется преимущественно с помощью пенообразователей низкого и высокого давления, а также вручную для мойки оборудования, трубопроводов, рабочих мест, инвентаря, стен и полов |
1-3% при Т = 20-50°С, в экстремальных случаях 20-50% |
Хромоникелевая сталь, сталь, медь, латунь, стеклоэмаль, щелочестойкие искусственные материалы. Резина не повреждается. Для алюминия, легких металлов, оцинкованных поверхностей не пригоден |
|
Neomoscan FA510/UHT |
Жидкое беспенное высокощелочное моющее средство. Эффективно в жесткой воде. Комбинация щелочности, специальных комплексообразователей, диспергирующих и смачивающих веществ. Не содержит ПАВ |
Используется всеми способами машинной мойки в закрытых системах (CIP) для мойки: пастеризационно-охладительных установок, фризеров, танков, трубопроводов |
1,5-2,5% при Т = 70-85°С 0,5-1,5% при Т = 70-85°С |
Хромоникелевая сталь, сталь, щелочестойкие пластмассы. Резиновые уплотнения не повреждаются. Для алюминия, его соединений, оцинкованных и луженых поверхностей не пригоден |
2.6. Характеристика установок для дезинфекции оборудования и помещений
|
Показатели |
«Аист-8» |
Я9-ЛУМ-4 |
Я9-ЛУМ-5 |
||
|
ГУ «ВНИМИ» (г. Москва) |
|||||
|
Мойка водой |
Влажная дезинфекция |
Мойка горячей водой |
Циркуляционная мойка горячей водой |
||
|
холодной |
горячей |
||||
|
Производительность, л/мин |
25-30 |
7-15 |
20-30 |
25 |
|
|
Вода: |
|
|
|
|
|
|
давление, МПа |
1 |
1,5 |
1,2 |
0,2-0,3 |
Н.д. |
|
температура, °С |
- |
До 60 |
- |
60-70 |
60-80 |
|
Установленная мощность, кВт |
2,2 |
3,2 |
2,2 |
- |
15 |
|
Габаритные размеры, мм |
1800x650x1100 |
2000x1000х1500 |
1800х900х1700 |
||
|
Масса, кг |
- |
200 |
- |
600 |
Н.д. |
При периодических осмотрах оборудования проверяют техническое состояние сборочных единиц и качество межремонтного обслуживания, производят замену деталей, которые не могут проработать до очередного планового ремонта. Периодические осмотры проводят без разборки и с разборкой оборудования. После осмотра с разборкой оборудования его собирают и пускают в ход. После проверки работы машины под нагрузкой ее сдают обслуживающему персоналу. Периодические проверки на точность и испытания отдельных агрегатов состоят из проверки правильности сборки оборудования и точности его работы.
При техническом обслуживании оборудования большое внимание уделяют своевременному и качественному выполнению смазочных работ. Например, по некоторым данным, более 20% отказов оборудования мясокомбинатов происходит из-за некачественного смазывания.
Для смазывания трущихся поверхностей оборудования перерабатывающих отраслей используют различные смазочные материалы, в том числе трансмиссионные, индустриальные и компрессорные масла, а также пластические смазки.
Трансмиссионные масла предназначены для смазывания агрегатов трансмиссий транспортных средств, а также зубчатых редукторов и червячных передач оборудования. Они представляют собой базовые масла, легированные функциональными присадками. В качестве базовых компонентов используют минеральные, частично или полностью синтетические масла. По классификации ГОСТ 17479-85 масла маркируют буквами ТМ (трансмиссионное масло) и цифрами, первая из которых указывает группу масла по эксплуатационным свойствам, вторая - класс вязкости. Например, трансмиссионное масло ТМ-5-18 относится к 5 группе по эксплуатационным свойствам и 18 классу вязкости. Для смазывания зубчатых передач применяют трансмиссионные масла ТМ-1-18, ТМ-2-9, ТМ-2-18, ТМ-3-9, ТМ-3-18, ТМ-5-34 и др.
Обозначение индустриальных масел включает в себя группу знаков, разделенных между собой дефисом. Первая буква "И" (индустриальное масло), вторая прописная буква определяет принадлежность к группе по назначению, третья - принадлежность к подгруппе по эксплуатационным свойствам и четвертый знак - цифра, которая характеризует класс по кинематической вязкости. Например, индустриальное масло И-Г-С-32 относится к группе Г, подгруппе С и имеет класс вязкости 32.
Для смазывания оборудования применяют индустриальные масла различных марок, в том числе И-Л-А-7, И-Г-А-32, И-Г-С-32 и др.
К компрессорным маслам для холодильных машин предъявляют специфические требования, обусловленные непрерывным контактом смазывающего материала с хладагентом, а также постоянным изменением температуры и давления среды. Для компрессоров холодильных машин рекомендуется применять минеральные и синтетические масла с достаточно низкой температурой застывания и высокой химической стабильностью. Под химической стабильностью принято понимать склонность масел к взаимодействию с хладагентами на основе галогенопроизводных углеводородов жирного ряда при повышенных температурах и давлении. Важнейшими эксплуатационными характеристиками холодильных масел являются их способность к взаимному растворению с хладонами, а также температура, при которой из растворов выпадают хлопья парафина.
Для компрессоров холодильных машин применяют масла серий ХА и ХФ в соответствии с ГОСТ 5546-86 (табл.2.7).
2.7. Характеристика масел для компрессоров холодильных машин
|
Показатели |
ХМ-35 |
ХА-30 |
ХФ12-16 |
ХФ22-24 |
ХФ22С-16 |
ХС-40 |
|
Кинематическая вязкость при температуре, мм2/с: |
|
|
|
|
|
|
|
20°С |
- |
£50 |
³17 |
- |
- |
- |
|
50°С |
32-37 |
28-32 |
³16 |
24,5-28,4 |
16 |
37-42 |
|
Кислотное число, мг КОН/г |
0,03 |
0,05 |
0,02 |
0,04 |
0,35 |
0,02 |
|
Температура, С: |
|
|
|
|
|
|
|
вспышки в открытом тигле |
190 |
185 |
174 |
130 |
225 |
200 |
|
застывания |
-37 |
-38 |
-42 |
-55 |
-58 |
-45 |
Кроме масел по ГОСТ 5546-86, для компрессоров холодильных машин, работающих в диапазоне температур от -50 до +150°С, можно применять синтетическое масло ВНИИНП ХС-40, а для промышленных фреоновых холодильных машин - нефтяное масло ХМ-35.
Основное назначение смазок - уменьшение износа поверхностей трения сборочных единиц оборудования. Смазки классифицируют по консистенции, составу и областям применения.
По консистенции смазки разделяют на полужидкие, пластические и твердые, по составу - на мыльные, неорганические, органические и углеводородные, по области применения - на антифрикционные, консервационные, уплотнительные и канатные.
Для смазывания оборудования нашли применение антифрикционные смазки Солидол С, Солидол Ж, Метол-24, Фиол-2 и др.
Правила и порядок замены и заправки оборудования смазочными материалами определены руководством по эксплуатации конкретного изделия. Ежесменное смазывание оборудования обычно выполняют рабочие, его обслуживающие, а периодическое заполнение масленок длительного действия, доливку и замену масла в картерах и емкостях - специальные смазчики или слесари-ремонтники.
Для транспортирования масел внутри помещений и его замены используют тележки с емкостями, снабженными насосами для перекачки масел. Для долива масла в картеры применяют шланговые маслоразборные устройства, для подачи пластической смазки через пресс-масленки к трущимся поверхностям - нагнетатели смазки, например, С322, 315М, 03-13973 - ГОСНИТИ и др.
Смазывание оборудования проводят согласно схемам и таблицам, которые содержат сведения о марках и количестве смазочного материала, условия и порядок заправки дублирующим (резервным) материалом, в том числе зарубежным. Для наглядности места смазывания схемы дают на контурном изображении оборудования.
Схема и таблица смазывания машины для снятия копыт В1-ФСК-ПС даны на рис. 2.1 и в табл. 2.8.
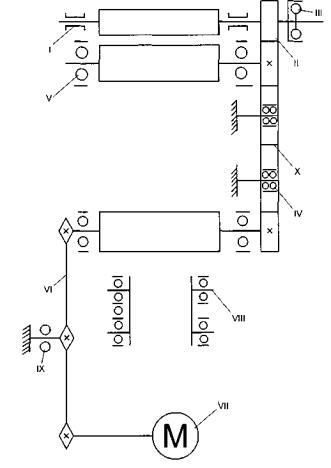
Рис. 2.1. Схема смазывания машины для снятия копыт В1-ФСК-ПС
2.8. Таблица смазывания машины В1-ФСК-ПС
|
Составная часть |
тем |
Масса (объем) заправки ТСМ, г |
Норма расхода ГСМ, г/ч |
Периодичность и способ смены (пополнения) ГСМ |
Номер позиции точек заправки ГСМ на схеме |
Примечание |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Подшипник: |
|
|
|
|
|
|
|
скольжения верхнего вала В1-ФСК.02.000 |
Солидол Ж ГОСТ 1033-79 |
32 |
0,4 |
Один раз в неделю заполнением пресс-масленкой |
I |
|
|
скольжения шестерни муфты В1-ФСК.02.000 |
То же |
20 |
0,4 |
То же |
II |
|
|
качения шестерни В1-ФСК.02.000 |
- «- |
50 |
0,05 |
Один раз в 3 месяца, заполнением пресс-масленкой |
IV |
|
|
качения промежуточного и нижнего валов В1-ФСК.02.000 |
- «- |
100 |
0,05 |
То же |
V |
|
|
качения разгрузочного механизма В1-ФСК.09.000 |
- «- |
28 |
0,001 |
Один раз в 12 месяцев заполнением полостей корпуса подшипника |
VIII |
Допускается заменитель Солидол С, ГОСТ 4366-76 |
|
качения натяжной звездочки В1-ФСК.08.000 |
Солидол Ж ГОСТ 1033-79 |
25 |
0,001 |
Один раз в 12 месяцев заполнением полостей корпуса подшипника |
IX |
Допускается заменитель Солидол С, ГОСТ 4366-76 |
|
Ролики обгонной муфты В1-ФСК.02.000 |
- « - |
20 |
0,02 |
Один раз в 6 месяцев заполнением полости корпуса муфты |
III |
То же |
|
Звездочки цепной передачи и цепь В1-ФСК-02.000 |
- « - |
50 |
0,25 |
Один раз в месяц нанесением на трущиеся поверхности |
VI |
- «- |
|
Шестерни и подшипники мотор-редуктора В1 -ФСК.00.000 |
|
По паспорту мотор-редуктора |
|
|
VII |
|
|
Зубчатые передачи В1-ФСК.02.00 |
- « - |
6 |
0,02 |
Один раз в неделю нанесением на трущиеся поверхности |
X |
- «- |
2.5. Особенности технического обслуживания основных машин и оборудования
Сепараторы. Предусматривается следующая технология технических обслуживании.
В течение смены проверяют частоту вращения барабана, уровень масла в картере, работу манометра, осматривают детали барабана на предмет коррозии и выявления возможных дефектов.
Через 200 ч работы при необходимости доливают масло, а в случае загрязнения заменяют его.
Через 750 ч работы при необходимости разбирают барабан, очищают его детали, тщательно проверяют состояние уплотнений, удаляют следы коррозии, устраняют дефекты, очищают и смазывают конус веретена.
Через 1500 ч работы очищают и смазывают конус веретена, проверяют состояние фрикционных и тормозных накладок и в случае их износа заменяют.
Через 9000 ч работы проводят полную ревизию сепаратора: тщательный осмотр, очистку и смазывание барабана, проверку состояния уплотнений, разборку вертикального и горизонтального валов, проверку и смазывание деталей. При осмотре обращают внимание на состояние подшипников, пружин и зубчатых зацеплений.
Для очистки механических деталей привода сепаратора (кроме деталей барабана и приемно-выводного устройства) применяют керосин, уайт-спирит, минеральные спирты и другие растворители. Уплотнительные кольца очищают раствором соды. Накладки, тормоза и муфты очищают керосином, уайт-спиритом. Для очистки деталей барабана и приемно-выводного устройства рекомендуется применять 1%-ный раствор каустической соды, а также 0,5-0,8%-ный раствор азотной кислоты.
Особое внимание при техническом обслуживании уделяют смазыванию сепаратора. Уровень масла в картере станины не должен быть ниже контрольной линии. Зубчатые зацепления, шарикоподшипники смазывают путем разбрызгивания масла из масляной ванны станины с помощью шестерни. В качестве смазочного материала рекомендуются масло М20А, масла вакуумные ВМ-6, ВМ-4 и другие. Масло для смазывания сепаратора должно быть чистым, бескислотным, не содержать воду и твердые частицы. При заливке масла пользуются фильтром.
В новом сепараторе первую замену масла рекомендуется проводить после 15 ч работы, вторую - после 30 и третью - после 50 ч. Периодичность смены масла дана в табл. 2.9.
2.9. Периодичность смены масла в узлах сепаратора
|
Место смазки |
Способ смазывания |
Периодичность нанесения или смены масла |
|
Детали приводного механизма, шестерни, втулки, шарикоподшипники, пружины горловой опоры |
Разбрызгивание из ванны станины |
Полная смена масла через 400 ч работы |
|
Посадочный конус веретена и основание барабана |
Вручную |
Один раз в месяц |
|
Резьбовой конец и посадочный конус веретена |
-«- |
Один раз в неделю |
|
Резьбовое соединение приемно-выводного устройства, резьба большого и малого затяжных колец барабана, резьбовые соединения посуды |
- «- |
Каждый раз перед сборкой приемно-выводного устройства, барабана и посуды |
|
Соприкасающиеся поверхности узла, «основание - поршень» |
-«- |
Один раз в месяц |
|
Детали клапана |
- «-- |
Перед каждой установкой, но не реже одного раза в месяц |
|
Подшипники электродвигателя |
- «- |
Согласно инструкции по эксплуатации |
В процессе нормальной эксплуатации сепараторов через каждые 50 ч работы сливают примерно 1/10 часть масла, находящегося в масляной ванне, предварительно дав ему отстояться. Затем доливают свежее масло до необходимого уровня. В дальнейшем масло следует менять через каждые 400 ч работы сепаратора. Раз в сутки сливают из масляной ванны постороннюю примесь. При полной замене масла масляную ванну станины необходимо промыть и насухо протереть чистой тканью. В процессе эксплуатации регулярно контролируют состояние уплотнительных прокладок, от которых зависит герметичность масляной ванны.
Через каждые 15-30 дней в зависимости от модели или марки сепаратора снимают основание барабана с веретена. Для этого используют съемник, наворачиваемый на резьбовой конец основания. Перед установкой барабана на веретено конус веретена смазывают тонким слоем смазки. С такой же периодичностью следует проводить разборку барабана, приемно-выводного устройства и мойку всех деталей, соприкасающихся с продуктом.
При каждой разборке и сборке барабана обращают внимание на возможные дефекты деталей (вмятины, забоины, задиры, трещины, раковины, износ посадочных поверхностей и т.п.). Неисправности немедленно устраняют или заменяют детали новыми. При наличии трещин или раковин на корпусных деталях барабана включать сепаратор запрещается. Следует обращать внимание на недопустимость появления на деталях при разборке и сборке задиров, вмятин и других дефектов.
При разборке и сборке пользуются приспособлениями и инструментом. Детали разобранных узлов промывают и осматривают, изношенные детали заменяют новыми. Как правило, в случае замены деталей (кроме уплотнительных прокладок и штифтов) барабан необходимо отбалансировать.
При полной разборке горизонтального вала проверяют состояние рабочей поверхности бандажа, накладок и колодок. При износе хотя бы одной накладки или колодки замене подлежат все накладки или колодки с подгонкой колодок по массе с разностью 3 г. Колодки устанавливают на приработанные с ними пальцы, поэтому пальцы и колодки подлежат маркировке.
При сборке верхней опоры вертикального вала стаканчик должен нажимать на грани корпуса. Крепежные болты и колпачки должны быть завернуты.
При перерыве в работе сепаратор подвергают консервации. Консервации подлежат неокрашенные поверхности приводного механизма, детали барабана, кроме тарелок и уплотнительного кольца. В качестве консерванта рекомендуются смазка ПВК, масло К-17 или другие материалы. По истечении срока консервации для данного материала сепаратор необходимо переконсервировать.
Оставлять сепаратор загрязненным даже на непродолжительное время запрещается. Это приводит к образованию трудноудаляемого осадка, который может нарушать балансировку и вывести из строя сепаратор. Своевременная и тщательная очистка сепаратора необходима также для соблюдения санитарных правил. Поэтому сразу после окончания сепарирования необходимо промыть барабан и приемно-выводное устройство вместе с трубопроводами и пастеризаторами. При очистке запрещается подавать избыток воды в чашу станины во избежание попадания ее в картер. Очистку проводят теплой, а полоскание - холодной водой.
Резиновые кольца моют теплой водой. В процессе эксплуатации их надо оберегать от попадания масла, так как оно быстро разрушает резину. Для предотвращения растягивания резиновые кольца сушат в горизонтальном положении.
Резервуары для охлаждения молока. Основной операцией по их обслуживанию является очистка. Ежедневно после опорожнения резервуар очищают в течение 2 мин теплой (25-30°С) водой, затем в течение 5 мин - горячим (55-60°С) 0,5%-ным моющим раствором порошка А, Б, В, потом в течение 2 мин ополаскивают теплой (25-30°С) водой. Для этого в резервуар заливают 40 л соответствующей жидкости. Моющую жидкость подают в полый вал мешалки и разбрызгивают через отверстия. При вращении мешалки очищается и внутренняя поверхность резервуара.
Перед окончанием операции открывают вентиль насоса для постепенного слива использованной жидкости в канализацию. Если ежедневно не промывать резервуар с помощью мешалки, то загрязняются внутренняя полая часть вала мешалки и молоко.
Моющий раствор готовят не в резервуаре, а в отдельном сосуде (ведро, бочка и др.), чтобы нерастворившиеся частицы моющего порошка не забивали отверстия мешалки.
При заключительном ополаскивании теплой водой не следует заливать воду в резервуар. В промывочный насос заливают воду из отдельной емкости с целью предупреждения попадания в резервуар воды, содержащей остатки моющей жидкости. Молочный кран при этом открывают, а электродвигатель насоса охлаждающей жидкости выключают.
Фильтр молока разбирают и моют вручную щеткой или ершом. Также промывают мерную линейку, трубы датчика электроконтактного термометра, вал и лопасти мешалки.
Наружную поверхность резервуара каждый день промывают моющим раствором щеткой и ополаскивают чистой водой. После мойки следует открыть крышки и сливной кран до следующего заполнения молоком. Фильтр молока оставляют разобранным.
Дезинфекцию проводят 0,1%-ным раствором гипохлорита натрия или кальция (возможно применение хлорамина) в течение 5 мин: зимой - один раз в три-пять дней, летом - через день. После дезинфекции резервуар промывают горячей водой.
Один раз в неделю снимают крышки, сливной кран, вал мешалки, мерную линейку и разбирают их на детали, которые ополаскивают теплой водой, а затем моют щетками и ершами в 0,5%-ном моющем растворе, нагретом до 40-45°С, и ополаскивают чистой теплой водой. Нужно очень тщательно промыть гнезда и отверстия, открывающиеся после частичной разборки резервуара, особенно внутреннюю полость вала мешалки. Промытые сборочные единицы гнезда и отверстия обрабатывают дезинфицирующим раствором.
Молочный камень очищают при обнаружении налета на поверхностях резервуара. В резервуар заливают 40 л 0,2%-ного раствора уксусной или 0,01%-ного раствора соляной кислоты. Включают мешалку и насос для удаления налета. Применение щеток и ершей ускоряет этот процесс. Обработка поверхности резервуара металлическими щетками и скребками не допускается.
После слива раствора резервуар промывают чистой холодной водой и дезинфицирующим раствором.
Очиститель-охладитель молока. Техническое обслуживание включает в себя мойку, дезинфекцию, замену масла в картере станины центрифуги, а также ручную очистку пластин охладителя и корпуса центрифуги. Мойку и дезинфекцию проводят в такой же последовательности, теми же моющими растворами и с той же периодичностью, как и резервуаров.
Первую замену масла в картере станины центрифуги осуществляют после 15 ч, вторую - после 50, затем - через 200-250 ч работы. Перед сливом отработавшее масло должно отстояться.
Через 15 суток основание барабана снимают с веретена и промывают внутреннюю часть корпуса центрифуги.
Техническое обслуживание электрооборудования заключается в проверке мегаомметром сопротивления изоляции, которое должно быть не менее 0,5 МОм, сопротивления заземления, состояния контактов магнитных пускателей и кнопок "Пуск" и "Стоп", надежности затяжки клеммных соединений.
Холодильные машины. Технология технического обслуживания рассмотрена на примере машин ХМФ-16, ХМФ-32, ХМ-ФУ 401, которые широко применяются на предприятиях по хранению и переработке плодоовощной продукции.
При ежесменном техническом обслуживании холодильных машин узлы и агрегаты очищают от пыли и грязи обтирочной ветошью или волосяными щетками. При этом холодильная машина должна быть отключена. Затем проверяют отсутствие подтекания смазки в компрессоре, крепление компрессоров, аппаратов, трубопроводов и приборов автоматики, состояние контрольно-измерительных приборов, сальников водяных и рассольных насосов, уровень масла в картере компрессора, герметичность запорной арматуры, трубопроводов, крышек конденсаторов и испарителя, температурный режим в камерах холодильных машин.
При ЕТО контролируют также нагрев компрессоров и электродвигателей. Температура картеров компрессоров и корпусов подшипников электродвигателей не должна превышать 50-60°С. Разность температуры воды на входе и выходе из конденсаторов должна составлять для основных машин 2-8°С, температура воздуха в машинном доении не более 25°С, давление масла в компрессоре 0,1-0,2 МПа. При ЕТО холодильных машин проверяют состояние испарительных батарей. При наличии снеговой шубы производят оттайку.
При ТО-1, кроме выполнения операций ежесменного технического обслуживания, проверяют герметичность систем. В случае ее нарушения откачивают хладон в баллоны, испытывают систему давления газа, определяют утечки и восстанавливают герметичность, заправляют системы хладоном.
Хладон удаляют из систем холодильных машин в баллоны следующим образом. Машину отключают от электрической сети, устанавливают свакуумированный баллон (рис. 2.2) для хладона в водосборник, расположенный на весах. Баллон должен быть установлен вентилем вверх. При этом запрещается использовать баллоны, у которых истек срок действия периодического освидетельствования и неисправны вентили. Устанавливают ороситель и соединяют его с помощью прорезиненного рукава и стяжных хомутов с водопроводной, а водосборник - с канализационной сетью. Затем устанавливают нагнетательный вентиль в положение "Открыто", выворачивают пробку из корпуса нагнетательного вентиля компрессора, а на ее место заворачивают тройник с манометром. Свободный штуцер тройника вентиля соединяют со штуцером вентиля баллона медной трубкой и накидными гайками. После этого нагнетательный вентиль устанавливают в положение "Закрыто". Трубку продувают хладоном и заворачивают накидную гайку на штуцере вентиля. Затем открывают запорный вентиль, регулируют подачу воды на ороситель, взвешивают баллон вместе с оросителем, водосборником, водой и записывают результаты взвешивания. При этом водяная пленка должна покрывать всю поверхность баллона, а уровень воды в водосборнике не должен быть выше сливного патрубка. После этого открывают вентиль, включают холодильную машину в автоматический режим работы и откачивают хладон в баллон. Давление нагнетения должно быть не более 1,3 МПа, а масса откачиваемого хладона не должна превышать объем баллона. Затем выключают холодильную машину и закрывают вентиль. Избыточное давление в системе должно быть не менее 0,05 МПа. Нагнетательный вентиль устанавливают в положение "Открыто", трубку снимают со штуцеров, тройник вместе с манометром выворачивают из вентиля, заворачивают в отверстие пробку и проверяют разъемные соединения на герметичность. Под пробку устанавливают медное уплотнительное кольцо. Утечка хладона из системы не допускается.
Порядок испытания системы давлением газа рассмотрен на примере холодильных машин ХМФ-16, ХМФ-32, ФМН-10 и ХМВ1-9.
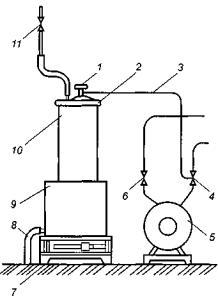
Рис. 2.2. Схема откачки хладона в баллон:
1 - вентиль; 2 - ороситель; 3 - трубка медная; 4 - вентиль компрессора
нагнетательный; 5 - компрессор; 6 - вентиль компрессора всасывающий; 7 - весы;
8 - рукав прорезиненный; 9 - водосборник; 10 - баллон; 11 - вентиль запорный
После отключения машины (рис. 2.3) баллон устанавливают в непосредственной близости от компрессора. Затем на штуцер баллона монтируют редуктор, а шпиндель всасывающего вентиля переводят в положение «Открыто». Со штуцера вентиля отвинчивают трубку мановакуумметра. Навинчивают на него накидную гайку медной трубки. Соединения должны быть плотными, трубка - отожженной. Перед закреплением гайки трубку продувают газом.
Вентиль устанавливают в положение «Рабочее», а запорные вентили с электромагнитными приводами - в положение «Открыто». Затем открывают вентиль на баллоне и редуктором создают в системе требуемое для испытания давление - 1 МПа. После этого закрывают вентиль и проверяют систему на герметичность. Обмыливанием возможных мест утечки газа из системы (резьбовые, фланцевые, сварные и паяные соединения, места изгиба труб и т.п.). Мыльный раствор должен содержать 10% глицерина и не должен быть вспененным.
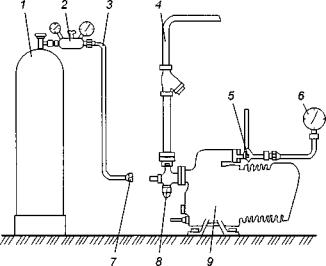
Рис. 2.3. Схема испытания системы давлением газа:
1 - баллон; 2 - редуктор; 3 - трубка медная; 4 - трубопровод всасывающий; 5 -
вентиль компрессора нагнетательный; 6 - манометр; 7 - гайка накидная; 8 -
вентиль компрессора всасывающий; 9 - компрессор
При обнаружении утечки газа понижают давление в системе до атмосферного, ослабив накидную гайку на штуцере редуктора. Устранение неплотностей в системе, находящейся под давлением, не допускается. После устранения неисправностей вновь доводят давление газа до 1,25 МПа и выдерживают систему под таким давлением 24 ч. Систему считают выдержавшей испытание, если в ней сохраняется указанное давление. Затем вентиль устанавливают в положение «Открыто», снимают медную трубку, отвинчивают накидные гайки со штуцера редуктора, выпускают газ из системы, завинчивают трубку манометра на штуцер тройника всасывающего вентиля, снимают редуктор и навинчивают на баллон защитный колпак.
Системы холодильных машин ХМ-ФУ401, ХМ-ФУУ801 заправляют хладагентом следующим образом. Баллон с хладоном (рис. 2.4) и подставкой устанавливают на весы и взвешивают. Наполнительную трассу присоединяют одним концом к вентилю на баллоне, другим через технологический фильтр-осушитель - к наполнительному вентилю на фильтре-осушителе регулирующей станции. Открывают (рис. 2.5) электромагнитный вентиль, вентиль на баллоне, а затем наполнительный вентиль системы. Система должна заполняться самотеком. После прекращения поступления хладона самотеком закрывают вентиль на выходе из ресивера и всасывающий вентиль компрессора, пускают воду в конденсатор и запускают рассольный насос, после этого включают компрессор. Постепенно открывая всасывающий вентиль, откачивают часть хладона в ресивер и конденсатор. Давление всасывания должно быть не ниже 0,215, а в конденсаторе - не выше 0,9 МПа. Затем определяют количество хладона, заправленного в систему, периодически взвешивая баллон с хладоном и подставкой. В систему холодильной машины, например, ХМ-ФУ401 должно быть заправлено 140-150 кг хладона.
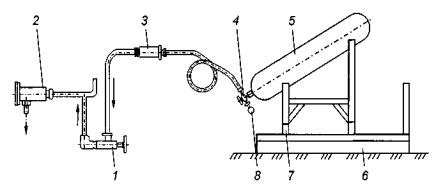
Рис. 2.4. Схема зарядки системы хладоном:
1 - вентиль заправочный; 2,3 - фильтры-осушители; 4 - вентиль запорный; 5 -
баллон с хладоном; 6 - весы; 7 - регулирующая подставка; 8 - манометр
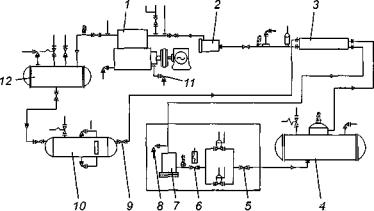
Рис. 2.5. Схема холодильных машин ХМ-ФУ401 и ХМ-ФУУ801:
1 - компрессор; 2 - фильтр угловой; 3 - теплообменник; 4 - испаритель;
5,6,8,9,11 - вентили; 7 - фильтр-осушитель; 10-ресивер; 12 - конденсатор
По окончании заправки системы хладоном открывают вентиль на выходе из ресивера, закрывают наполнительный вентиль и вентиль на баллоне, затем его отсоединяют.
При ТО-1 проверяют содержание влаги в хладоне, наличие воздуха в системах и масла в картерах компрессоров, настройку, при необходимости регулируют или заменяют терморегулирующий вентиль, визуально проверяют состояние сальников водяных и рассольных насосов, герметичность запорной аппаратуры, трубопроводов, крышек испарителей и конденсаторов.
При каждом десятом техническом обслуживании холодильных машин проверяют состояние клапанов компрессоров и при необходимости устраняют неисправности. При ТО-1 проверяют также техническое состояние, если нужно, то регулируют или заменяют датчики-реле давления, температуры, разности давления и электромагнитные вентили. Тарировку предохранительных клапанов проверяют один раз в год.
При наличии воздуха в системах его удаляют. При удалении воздуха из систем холодильных машин ХМФ-16 и ХМФ-32 (рис. 2.6) закрывают вентиль ресивера. Затем включают компрессор, откачивают хладон из системы в ресивер и конденсатор, закрывают всасывающий вентиль, выключают компрессор на 1-1,5 ч. Давление в системе должно установиться 0,02-0,03 МПа, а температура хладагента - стать равной температуре окружающей среды. После этого выпускают воздух из ресивера через спускную пробку. Воздух удаляют кратковременно, избегая больших потерь хладагента.
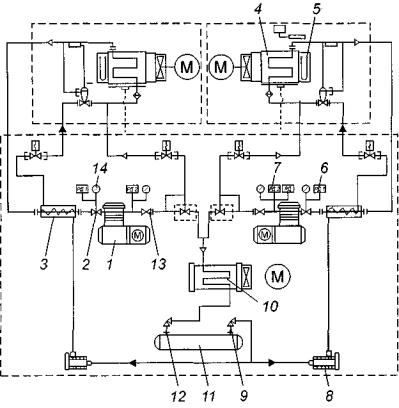
Рис. 2.6. Схема холодильно-нагревательных машин ХМФ-32 (ХМФ-16):
1 - компрессор; 2 - вентиль всасывающий; 3 - теплообменник; 4 -
воздухоохладитель; 5 - электронагреватель; 6, 7 - реле давления; 8 -
фильтр-осушитель; 9, 12 - вентили; 10 - конденсатор; 11 - ресивер; 13 - вентиль
нагревательный; 14 - мановакуумметр
Компрессор заправляют маслом при отключенной холодильной машине в следующей последовательности (рис. 2.7). Всасывающий вентиль устанавливают в положение «Открыто», накидную гайку трубки мановакуумметра отвинчивают от штуцера всасывающего вентиля, к штуцеру подсоединяют маслонаполнительную трубку. Соединения должны быть герметичными, свободный конец трубки - погружен в масло, а вентиль - закрыт.
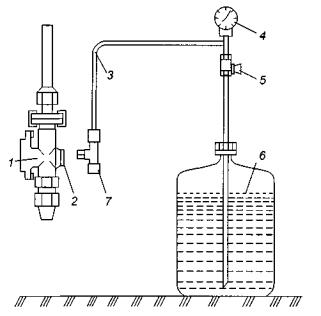
Рис. 2.7. Схема заправки компрессора:
1 - вентиль компрессора всасывающий; 2 - пробка; 3 - трубка
маслонаполнительная; 4 - мановакуумметр; 5 - вентиль запорный; 6 - емкость; 7 -
штуцер технологический
Замкнув клеммы реле давления всасывания, включают компрессор и снижают в нем давление. При появлении вакуума в компрессоре открывают запорный вентиль и наблюдают через смотровое кольцо за уровнем масла в компрессоре. При достижении требуемого уровня масла закрывают запорный вентиль и выключают компрессор. Масло должно закрывать 2/3 смотрового стекла. Затем всасывающий вентиль устанавливают в положение «Открыто», пробку отвинчивают, маслонаполнительную трубку снимают, всасывающий вентиль устанавливают в положение «Рабочее» и снимают перемычку с клемм реле давления всасывания.
У котлов-парообразователей при ЕТО проверяют техническое состояние приборов автоматики, арматуры, питательного насоса, топочных дверей, колосников, дымовой задвижки, вентиляторов, убеждаются в отсутствии утечек топлива, воды, пара из трубопроводов, проверяют состояние и правильность регулировки предохранительных клапанов, работу регулятора уровня воды, устраняют отмеченные недостатки, запускают котел в работу и убеждаются в нормальном сгорании топлива.
Один раз в месяц выполняют операции ЕТО, кроме того, очищают дымовую трубу и коробку от сажи, удаляют накипь с поверхностей котла, промывают топливные фильтры, проверяют и подтягивают сальниковые набивки вентилей и кранов водопроводной и паропроводной систем, проверяют техническое состояние водомерного устройства, очищают от накипи и при необходимости заменяют прокладки водомерного стекла, от нагара - распылитель, камеру газификации горелки и свечу запала, от накипи- электроды датчика уровня, придонную часть барабана - от шлама, регулятор уровня - от шлама и грязи, подтягивают подвижную гайку сальника топливного насоса, проверяют техническое состояние вентиляторов, срабатывание приборов безопасности при искусственном создании аварийных режимов (два раза в год выполняют указанные операции), техническое состояние питательного насоса, удаляют из подшипников отработавший смазочный материал и заполняют их новым, сливают топливо из бака, удаляют отстой воды и грязи, промывают отстойник и заполняют бак топливом, проверяют техническое состояние системы зажигания и горелки, регулируют ее производительность и оптимальное сгорание топлива на максимальном и минимальном режимах, проводят гидравлическое испытание котла, восстанавливают поврежденную окраску. Отмеченные недостатки устраняют.
Перед началом работы у неработающего вакуумного котла КВМ-4,6А проверяют наличие воды в ловушке мановакуумметра, при необходимости доливают воду, прочищают подводящие трубопроводы от котла к ловушке через узел прочистки, проверяют наличие и исправность шплинтов на осях крепления бугеля загрузонной горловины и крепления рычага и серьги разгрузочной горловины, наличие предохранительных устройств загрузочной и разгрузочной горловин и сливных кранов, прочищают пробные краны на крышке загрузочной горловины, смазывают подшипниковые узлы вала мешалки, проверяют правильность соединения "гайка-втулка" и пары "винт-гайка" крышки загрузочной горловины с бугелем, наличие смазки в паре "винт-гайка" крышек нагрузочной и разгрузочной горловин, при необходимости производят смазывание, проверяют состояние внутренней полости отражателя и употнительной поверхности крышки загрузочной горловины.
При неработающем котле ежесменно производят принудительное открывание предохранительного клапана, соединенного с рубашкой котла, продувают трубку, соединяющую полость корпуса котла с мановакуумметром.
В конце каждой смены очищают все площадки вокруг котлов и горловины котла от остатков сырья и шквары.
Не реже одного раза в неделю во время профилактических осмотров производят следующие работы. При наличии корки на внутренних стенках корпуса котла его необходимо промыть. Для этого котел заполняют на 2/3 объема водой, закрывают крышку загрузочной горловины, включают мешалку и в течение 2 ч поддерживают в котле давление 0,2-0,25 МПа, после чего сбрасывают давление до атмосферного, подавая воду через пробнопускной кран переднего днища в канализацию. Затем котел промывают струей горячей воды из шланга через загрузочную горловину. Для обезжиривания котел промывают 2-3%-ным раствором кальцинированной соды, после чего раствор соды смывают водой. Затем проверяют болтовые соединения фланца горловины котла и при необходимости их подтягивают, проверяют уровень масла в редукторе и затяжку болтов крепления привода, смазывают пару "винт-гайка" крышек загрузочной и разгрузочной горловин, очищают отражатель крошки загрузочной горловины.
При эксплуатации теплообменных аппаратов следует руководствоваться Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением, необходимо постоянно следить за температурой и давлением входящего теплоносителя и температурой выходящего продукта. В вакуум-аппаратах наблюдают за разрежением. Необходимо систематически контролировать состояние конденсатоотводчиков, предохранительных клапанов и воздушных кранов. Воздушный кран для отвода из парового пространства аппарата воздуха и других неконденсирующихся газов следует держать приоткрытым, чтобы температура отводящей трубы была не выше 50°С. Категорически запрещается повышать давление и температуру в аппаратах и трубопроводах сверх допустимых пределов.
Необходимо следить за плотностью фланцевых соединений и исправностью ограждений у движущихся деталей. Смазывание движущихся деталей и набивка сальников на ходу не разрешается.
Периодически, не реже одного раза в год, проводят наружный осмотр аппаратов, одновременно контролируют правильность их эксплуатации. Внутренний осмотр осуществляется не реже одного раза в три года. При этом проверяют состояние внутренних поверхностей аппарата, сварных и заклепочных швов. Если внутренний осмотр невозможен, то проводят гидравлическое испытание. Гидравлическое испытание с предварительным внутренним осмотром проводят не реже одного раза в шесть лет. Если аппарат не использовался свыше года или подвергался ремонту с нанесением заплат или сменой листов, то перед пуском обязательно должно быть проведено гидравлическое испытание.
При эксплуатации аппаратов необходимо систематически очищать поверхности теплообмена. Способ очистки зависит от вида и степени загрязнения, а также от конструкции аппарата. Существуют следующие способы очистки теплообменных поверхностей:
механический - для очистки мягких осадков применяют шомпола, щетки волосяные и из латунной проволоки, металлические ерши, резиновые шарики или пробки, проталкиваемые струей воды либо сжатым воздухом. Твердая накипь удаляется порошками, жесткими проволочными щетками и механическими долотами;
химический - аппараты заполняют химическими реактивами с последующей промывкой, загрязнения органического характера удаляются с помощью 5%-ного раствора каустической соды или раствора хлорной извести. Осадки, отлагающиеся в результате исходной жесткости воды, удаляют 3-5%-ным раствором соляной кислоты, слизь маслянистого, глинистого или илистого вида - 3-5%-ным раствором едкого натра, иногда с добавкой керосина;
гидравлический - для удаления неприлипающих отложений, например, песка, с помощью струи воды или потоком воды с повышенной циркуляционной скоростью;
термический -для удаления очень твердой накипи путем прогрева трубок паром с последующим опрыскиванием холодной водой. Вследствие резкого изменения температуры накипь отделяется и смывается. При очистке аппаратов жесткой конструкции пользоваться этим способом следует осторожно, так как из-за резких изменений температуры может нарушиться плотность вальцовки трубок.
Межремонтное обслуживание вальцового станка осуществляет сменный эксплуатационный и ремонтный персонал мукомольного завода. Основные задачи этого вида обслуживания - своевременное устранение несложных дефектов в механизме, наладка разрегулированных систем управления, замена изношенных вальцов.
При осмотре вальцовых станков проверяют: соответствие каждого узла предъявляемым к нему требованиям; устойчивость станка; отсутствие вибрации; установку дверок; наличие защелки у верхних дверок; состояние аспирационных щелей; установку щитков, предотвращающих выброс продукта из станка при открытой дверке, а также щеток и ножей для очистки поверхности вальцов (должны равномерно, но не очень плотно прилегать к вальцу по всей длине, при слишком большом прижатии они быстро изнашиваются, а вальцы нагреваются); правильность расположения рифлей; легкость перемещения рычага привала-отвала, вращения храпового колеса и маховика точной настройки зазора; зубья шестерен (не упираются ли они в «тело» при сближении вальцов); зазор питания между валиком и заслонкой; соосность вальцов.
В станках с роликовыми подшипниками проверяют затяжку закрепительных втулок. При пуске на холостом ходу подшипники не должны нагреваться. Причинами их нагрева могут быть перекос вальцов, отсутствие смазки, чрезмерное натяжение ремней.
В клиноременной передаче новые ремни по размеру должны соответствовать ранее работавшим. Все ремни следует менять одновременно.
Проворачивая от руки шкив привода питающих валиков, необходимо убедиться в том, что весь механизм вращается свободно. О пуске вальцового станка предупреждают всех работающих в смене.
Подшипниковые узлы смазывают согласно схемам смазывания (рис. 2.8, табл. 2.10).
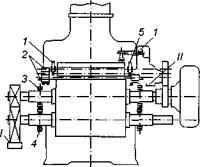
Рис. 2.8. Схема смазывания вальцового станка:
I - уровень до обода
шестерен; II - уровень
по указателю; 1-5 - места смазывания
2.10. Периодичность смазывания вальцового станка
|
Номер места смазывания (см. рис. 2.8) |
Место смазывания |
Материал |
Периодичность |
|
1 |
Подшипники питающих валиков |
Минеральное индустриальное масло 30 |
Ежесуточно |
|
2 |
Шестерни вальцов |
Автотракторное или моторное масло |
-«- |
|
3 |
Шейка эксцентрикового валика |
То же |
- «- |
|
4 |
Подшипники (роликовые) рабочих вальцов |
Универсальная среднеплавкая смазка УС-2 |
При замене вальцов, но не реже чем через 90 суток |
|
5 |
Детали автомата |
Минеральное индустриальное масло 20 |
Ежесуточно |
При смазывании обращают внимание на следующее. В корпусе механического автомата уровень масла должен равняться 25-30 мм. Замену масла или его очистку проводят ежемесячно. Зубья нижней шестерни межвальцовой передачи должны погружаться в смазку и при вращении захватывать ее. Если уровень смазки выше положенного, то она выступает наружу на шейках вала и в зазорах футляра и загрязняет пол.
После окончания работы моечного барабана БСН-2М выполняют очистку и санитарную обработку, затем проводят осмотр, который заключается в проверке состояния подвижных частей барабана, герметичности составных частей, устранении мелких неисправностей и смазывании подшипников.
Каждый месяц проводят профилактический осмотр, при котором проверяют состояние клиноременной передачи, герметичность составных частей, электроаппаратуры и заземления, выявляют детали и сборочные единицы, которые необходимо заменить при плановом ремонте.
Для обеспечения работоспособности оборудования, оснащенного центробежными насосами, выполняют ЕТО, ТО-1 и ТО-2.
В процессе ЕТО осматривают трубопроводы и арматуру, проверяют исправность приборов, интенсивность вибрации насосного агрегата, контролируют степень нагрева подшипников и корпуса сальниковых уплотнений, определяют их состояние. Температура нагрева подшипников не должна превышать 80°С, в противном случае насос останавливают, выявляют причину нагрева и устраняют ее.
При ТО-1 проверяют герметичность всех резьбовых и фланцевых соединений, состояние станции управления, надежность заземления металлических конструкций.
При ТО-2 измеряют мощность, потребляемую насосом, проверяют сопротивление изоляции обмоток электродвигателя, подачу насоса, устраняют неисправности оборудования и приборов, восстанавливают лакокрасочные покрытия, смазывают подшипниковые узлы. Измеряют сопротивление изоляции каждой обмотки относительно корпуса и между обмотками. Оно должно быть не менее 0,5 МОм при температуре 20°С. При сопротивлении ниже 0,5 МОм изоляцию обмоток необходимо высушить. Если после сушки сопротивление не превышает 0,5 МОм, то электродвигатель необходимо ремонтировать.
Для насосов НРМ-2, НРМ-5, 36МЦ6-12 и 36МЦ10-20, которые предназначены для перекачки по трубам вязких молочных продуктов (сливки, сгущенное молоко и др.), предусмотрены ЕТО и ТО-1.
ЕТО насосов НРМ-2 и НРМ-5 включает в себя их промывку и подтяжку сальников. Перед промывкой насосы разбирают, все снятые детали и внутреннюю часть корпуса промывают раствором кальцинированной соды (50 г соды и 10 л воды), а наружные части насоса протирают сухой ветошью. Затем насосы собирают, регулируют зазор между торцами крышки и зубьями ротора. Он должен быть 0,1-0,2 мм.
ТО-1 включает в себя операции ежесменного обслуживания, а также разборку насоса и замену изношенных деталей.
При ежесменном техническом обслуживании насосы 36МЦ6-12 и 36МЦ10-20 промывают. Для этого отсоединяют от насоса (рис. 2.9) присоединительную арматуру, снимают крышку, вынимают резиновое уплотнительное кольцо, отвинчивают конусную гайку, снимают с шейки наконечник и рабочее колесо. Все снятые детали и внутреннюю часть корпуса промывают раствором кальцинированной соды, а наружные части насоса протирают сухой ветошью.
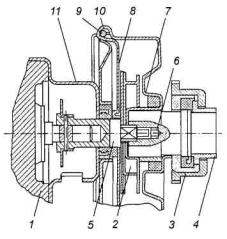
Рис. 2.9. Насос 36МЦ10-20 (36МЦ6-12):
1 - электродвигатель; 2 - колесо рабочее; 3 - гайка накидная; 4 - арматура
соединительная; 5 - наконечник; 6 - конусная гайка; 7 - крышка; 8 - корпус; 9 -
кольцо резиновое; 10 - кольцо зажимное; 11 - кронштейн
При ТО-1, кроме операций ЕТО, разбирают насос и заменяют изношенные детали.
У ленточного транспортера до начала работы проверяют исправность заземления электродвигателей, пусковых устройств, всех сборочных единиц транспортера, тормозов передвижной разгрузочной тележки, наличие ограждений, натяжение ленты.
После обкатки вхолостую транспортер испытывают под нагрузкой. Груз подается только после разгона ленты до нормальной скорости, останавливают транспортер только после освобождения ленты от груза. Необходимо следить, чтобы лента при движении опиралась на все роликовые опоры. Натяжная станция должна автоматически поддерживать натяжение в зависимости от массы груза.
При обслуживании транспортеров следят, чтобы во время работы лента не смещалась в сторону, в результате чего снижается производительность и увеличивается расход энергии. Буксования ленты конвейера не допускают, так как это вызывает повышенный расход электроэнергия, преждевременный износ ленты, а при длительном буксовании лента может загореться и вызвать пожар.
При осмотре ленточных транспортеров проверяют натяжение ленты, наличие смазки в подшипниках, состояние втулок муфт, зубчатых колес редукторов, крепежных деталей. При необходимости натяжение ленты регулируют и смазывают ее.
При обслуживании нории выполняют следующие требования. Норийные трубы, башмаки, колпаки головок и смотровые люки в сварных соединениях должны быть герметичными, не пропускать пыль и зерно, в случае обнаружения неисправностей их необходимо устранить. При необходимости расчистки башмака нории от завала рабочий должен убедиться в том, что привод нории выключен, поставлен на тормоз, исключена возможность обратного хода. Чистить башмак нории от продукта нужно только специальным скребком с гладкой ручкой. При этом следует быть особенно осторожным, чтобы в случае непроизвольного обратного хода норийной ленты ковшами не захватило руки. После ликвидации завала нории надо выявить его причины и принять меры к его устранению (слабо закрепленные и оторванные ковши, слабое натяжение ленты, нарушение ее центровки и т.п.).
У роликового элеватора Г6-ФЭР периодически наблюдают за натяжением цепи и при необходимости регулируют. При чрезмерном вытягивании цепи удаляют два звена, а натяжение регулируют вновь.
Не реже одного раза в год цепь с ведущими упорами тщательно очищают и промывают в керосине, после чего осматривают все изнашивающиеся детали. Изношенные пальцы, пластины и другие детали заменяют новыми или восстановленными.
Не реже одного раза в месяц цепь с ведущими упорами и места смазки звездочек смазывают солидолом жировым УС-1. Уровень масла в мотор-редукторе проверяют по рискам на стержне маслоуказателя. Марка масла, порядок его замены предусмотрены согласно паспорту и руководству по эксплуатации на мотор-редуктор.
При эксплуатации элеватора периодически проверяют заземлена. В конце каждой смены производят санитарную обработку элеватора.
При ежесменном осмотре стола конвейерного К7-ФН1-А проверяют натяжение ремней, цепей и транспортной ленты, уровень масла в редукторах, надежность заземления, выявляют детали, требующие замены при ближайшем плановом ремонте, с соответствующей записью в ведомости дефектов.
При профилактическом осмотре стола проверяют состояние сборочных единиц без их разборки, электрооборудования, заземления, заменяют масло в редукторах, смазывают подшипники, устраняют мелкие неисправности и выявляют детали, которые требуют замены при плановом ремонте.
Техническое обслуживание подъемно-опускной площадки В2-ФПП проводит дежурный обслуживающий персонал. Он ежесменно осматривает состояние площадки, устраняет мелкие неисправности, следит за состоянием защитного заземления, электродвигателей, подшипниковых узлов, исправностью щитка и кожухов.
При обслуживании ежесменно проводят мойку и уборку рабочего места.
При периодическом техническом обслуживании площадки проверяют состояние электроаппаратуры и защитного заземления, при необходимости смазывают подшипники, проверяют и регулируют натяжение ремней клиноременных передач. Прогиб ветви должен быть 4 мм при приложении усилия в середине ветви 5±0,5 Н.
У водопроводных трубопроводов при обнаружении течи в соединениях труб воду из них спускают и устраняют течь заменой уплотнений в резьбовых соединениях, прокладок - во фланцевых, заваркой трещин газовой или электрической сваркой в сварных соединениях.
Течь через сальник в задвижке устраняют перенабивкой уплотнения новым уплотнительным материалом (паклей), предварительно пропитанным солидолом.
Перенабивку сальниковых уплотнителей в кранах трубопроводов, находящихся под давлением, проводят следующим образом. Маховичок снимают с крана, захваты приспособления для набивки сальников (рис. 2.10) подводят под трубопровод. Поворотом винта с помощью воротка приспособление упирают в торец пробки крана и зажимают до отказа. Подвижной фланец сальника снимают специально изготовленным из проволоки крючком, удаляют старую сальниковую набивку и закладывают новую, пропитанную антифрикционным составом, включающим в себя тальк и графит. Набивку укладывают отдельными кольцами «вразбежку» с обжатием каждого кольца, кроме двух нижних, которые обжимают вместе. Высота обжатой в гнезде набивки должна быть такой, чтобы вставленный в гнездо стакан подвижного фланца сальника можно было при необходимости подтянуть.
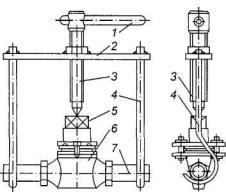
Рис. 2.10. Приспособление для перенабивки сальников:
1 - вороток; 2 - планка; 3 - поджимной винт; 4 - захват; 5 - пробка крана; 6 -
кран; 7 - трубопровод
Прокладки в местах фланцевых соединений арматуры с трубопроводом заменяют в следующем порядке. С помощью приспособления (рис. 2.11) вырезают прокладки нужного размера, отворачивают гайки болтов фланцевых соединений и вынимают болты из отверстий. Вводят (рис. 2.12) захваты в отверстия фланцев. В торцевую выточку винта устанавливают распорный клин и вращением винта рукояткой вдавливают клин в зазор между фланцами, раздвигая их. Поврежденную прокладку вынимают и ставят на ее место новую, снимают приспособление, вставляют болты и плотно затягивают
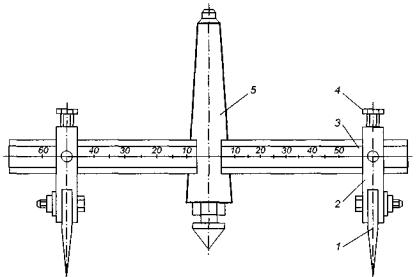
Рис. 2.11. Приспособление для изготовления прокладок для фланцевых
соединений:
1 - нож; 2 - ползун; 3 - линейка; 4 - стопорный винт; 5 - корпус
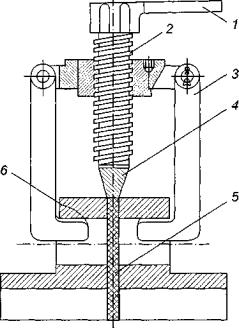
Рис. 2.12. Приспособление для смены прокладок во фланцевых
соединениях:
1 - рукоятка; 2 - винт; 3 - захват; 4 - распорный клин; 5 - прокладка; 6 -
фланец
Очистка водопроводной сети от отложений может осуществляться двумя способами: повышенными скоростями движения воды и гидропневматическим.
Повышенные (размывающие) скорости при обычной промывке достигаются за счет искусственного уменьшения сечения трубы.
С этой целью применяют шаровые деревянные пробки размером на 25 мм меньше внутреннего диаметра труб (рис. 2.13а). Деревянный шар вводят в промежуточный участок между гидрантами через пожарную подставку, предварительно сняв гидрант. Подставку закрывают фланцем с сальником, через который пропускают трос. Последний одним концом прикрепляется к деревянному шару, другим - к барабану лебедки. Вода, двигаясь от гидранта, увлекает шар, медленно спускаемый на тросе. При этом образуются повышенные, размывающие скорости воды между шаром и поверхностью трубы, и отложения смываются со стенок труб. Загрязнения вместе с промываемой водой выносятся через стояк, устанавливаемый на подставку гидранта. При отсутствии гидрантов сеть можно промывать таким же способом через корпус задвижки или специальные тройники.
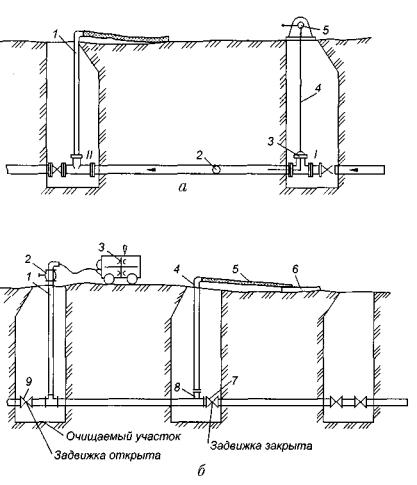
Рис. 2.13. Схема промывки водопроводной сети:
а - увеличением скорости движения воды: 1 - стояк; 2 - деревянный шар; 3 -
сальник; 4 - трос; 5 - лебедка;
I, II - гидранты;
б - гидропневматическим способом:
1 - напорный стояк; 2 - вентиль; 3 - передвижной компрессор; 4 - отводной
стояк; 5 - рукав; 6 - лоток; 7,9 - задвижки; 8 - подставка пожарного гидранта
Сущность гидропневматического способа очистки водопроводной сети на участке длиной 200-300 м заключается в подаче в сеть вместе с водой сжатого воздуха. При этом возникает ударная сила, разрушающая и удаляющая прочные отложения со стенок водопроводных труб. Схема гидравлической промывки приведена на рис. 2.13б.
В колодцах, расположенных в начале и конце промываемого участка сети, выключенного из эксплуатации, снимают или частично разбирают арматуру (вантузы, задвижки и др.). На место снятой арматуры в начале участка устанавливают приспособление для впуска сжатого воздуха, представляющее собой стояк с вентилем, соединенный гибким шлангом с компрессором. В конце участка на подставке пожарного гидранта устанавливают отводной стояк, к которому подсоединяют рукав. Открывают задвижку, закрывают задвижку, подают в очищаемый участок сети воду и через стояк - воздух от компрессора. Промывочную воду с отложениями через стояк и рукав выбрасывают наружу в лоток. Продолжительность промывки зависит от характера отложений и обычно составляет 2-4 ч.
Дезинфекцию водопроводных сетей проводят сразу же после промывки, используя для этого 4-5%-ный раствор хлорной извести или жидкий хлор из расчета 25 г активного хлора на 1 м воды в объеме промываемого участка. Раствор вводят через напорный стояк в местах установок пожарных гидрантов. Чистую воду подают в дезинфицируемый участок водопровода до тех пор, пока из отводного стояка с рукавом не будет выливаться вода, сильно пахнущая хлором. После этого задвижки закрывают и обеззараживаемый участок трубопровода на сутки оставляют заполненным хлорной водой. Через сутки воду удаляют и этот участок водопровода вторично промывают до исчезновения в воде хлорного запаха. Таким же образом дезинфицируют последующие участки сети.
При техническом обслуживании технологических трубопроводов мясоперерабатывающих предприятий большой объем работ связан с их очисткой и дезинфекцией. Это обусловлено тем, что сырье и мясопродукты проходят по трубам под давлением, образуют на контактирующей с ними поверхности различные отложения, являющиеся идеальной средой для роста и размножения микроорганизмов. Удаление отложений, последующая мойка и стерилизация труб являются важными операциями, от которых зависит качество продукции.
Мойку трубопроводов проводят по следующей схеме: очистка - мойка водой и (или) растворами - дезинфекция и (или) стерилизация - удаление осадка, который образует моющий раствор.
Оставшийся в трубе вязко-пластичный продукт удаляют с помощью пыжа, проталкиваемого сжатым воздухом или водой. Пыж имеет два резиновых диска, соединенных гибким стержнем длиной около 0,15 м. Вместо пыжа можно пользоваться резиновым шаром или цилиндром. Если трубопровод допускает легкую разборку, то продукт удаляют ручными пыжами.
На некоторых предприятиях внедряют централизованную подачу дезинфицирующих и стерилизующих растворов. Основными конструктивными элементами станции централизованной дозировки являются собственная система напорного водоснабжения, устройство для дозировки компонентов, из которых приготавливают растворы, резервуары, постоянно находящиеся под напором с запасом готового к употреблению раствора. Преимуществами станции централизованной дозировки являются надежная изоляция сети питьевого водоснабжения от раствора, точная дозировка, бесступенчатое регулирование концентрации раствора, возможность быстрой и удобной замены резервуаров с раствором, автоматическое отключение установки при снижении уровня раствора в ней ниже допустимого.
Мойка трубопроводного транспорта состоит из циркуляционной мойки трубопроводов, входящих в состав поточно-механизированных линий, мойки, спусков, желобов и отдельных трубопроводов.
Спуски для кускового мяса можно промыть, не демонтируя их. Для этого в спуск вводят резиновый шланг с разбрызгивающим устройством из перфорированной листовой стали. Устройство имеет вид конусов, сложенных основаниями, к одной из вершин конуса прикреплен резиновый шланг (рис. 2.14а). Сначала по шлангу подают теплую воду под давлением. Затем для стерилизации спуска через это же устройство подают воду температурой, близкой к точке кипения, или пар (можно подавать также стерилизующие растворы).
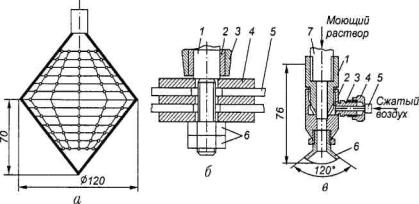
Рис. 2.14. Устройство для очистки технологических трубопроводов:
а - двухконусное разбрызгивающее устройство; б - моющая головка:
1 - штуцер; 2 - бронзовая втулка; 3 - корпус присоединения к гибкому шлангу; 4
- шайбы; 5 - моющие полоски; 6 - гайка с контргайкой;
в - водовоздушная моющая форсунка со щелевой насадкой:
1 - сопло; 2 - корпус; 3 - штуцер; 4 - гайка; 5 - гибкий шланг; 6 - насадка; 7
- труба
Этот способ неприменим для мойки фаршевых спусков, на стенках которых образуется плотный слой жиробелковой массы. В этих случаях рекомендуется использовать способ мойки спусков без демонтажа. Для этого применяют переносную электрошлифовальную машину с гибким валом, в которую внесены следующие изменения (рис.2.14б). Шлифовальный круг заменен моющей головкой, состоящей из трех металлических шайб диаметром по 60 мм, между которыми зажаты 12 полосок из прорезиненного ремня сечением 10x5 мм и длиной на 10-15 мм больше радиуса спуска. Для центровки гибкого вала внутри спуска на вал надеты два центрирующих кольца: одно - на расстоянии 400 мм от моющей головки, другое - на расстоянии 1400 мм от первого. Для мойки в спуск вводят головку, включают двигатель и пускают воду или моющий раствор. Этот способ позволяет промывать спуски значительно лучше, чем другие. Продолжительность процесса 20 мин. Машину обслуживают два человека.
Одно из устройств, интенсифицирующих мойку, - водовоздушная форсунка с щелевой насадкой (рис. 2.14в). Она работает следующим образом. Жидкость проходит через сопло, за счет введения сжатого воздуха увеличиваются скорость и кинетическая энергия истекающей струи. Воздух подают в форсунку по шести спиральным проточкам в наружной поверхности конуса сопла, отчего создается турбулентность. При этом воздух не только увеличивает скорость истечения, но и насыщает моющий раствор пузырьками воздуха, способствуя усилению ударного действия струи в результате микрогидравлических ударов об обмываемую поверхность. Радиальное введение сжатого воздуха в струю жидкости меньше дробит поток, чем центральное введение, т.е. конструкция форсунки со щелевой насадкой дает более сплошную струю. Изменением формы насадки и введением сжатого воздуха в середину потока достигается дробление потока на отдельные струи с сильным разбрызгиванием, образованием тумана из отдельных капель, жидкости, что используют при ополаскивании холодной водой.
Для создания необходимого напора, дальности и структуры во-довоздушных струй на подводящих трубопроводах моющего раствора и сжатого воздуха работу форсунки регулируют с помощью вентилей и сменных наконечников. Ударное действие водовоздушных струй в 1,5 раза больше действия неаэрированной жидкости. Форсунки с водовоздушными струями позволяют сократить расход моющего раствора до 40%.
3. ДИАГНОСТИРОВАНИЕ ОБОРУДОВАНИЯ
3.1. Методы диагностирования оборудования
Техническая диагностика - отрасль научно-технических знаний, сущность которой составляют теория, методы и средства обнаружения и поиска дефектов объектов технической природы (машины, оборудование). Под дефектом понимают любое несоответствие свойств объекта заданным, требуемым или ожидаемым его свойствам.
Обнаружение и поиск дефектов являются процессами определения технического состояния объекта и объединяются общим термином «диагностирование». Оно направлено на снижение трудоемкости обслуживания машин, эксплуатационных затрат и повышение качества работ. Достигается это своевременным обнаружением и предотвращением отказов, сохранением оптимальных регулировок, сокращением простоев машин и оборудования из-за технических неисправностей. При этом проводится безразборная оценка состояния машин и оборудования, позволяющая давать рекомендации по выполнению определенных ремонтно-технических воздействий или замене сборочных единиц и деталей.
Выполнение только необходимых операций по регулированию и ремонту механизмов сокращает расход запасных частей.
Диагностирование применяется практически при всех видах технического обслуживания и ремонта машин и оборудования. В последнее время диагностирование нашло применение при досборке машин в процессе предпродажного обслуживания, сертификации сервисных работ, техосмотре, оценке стоимости при приобретении и продаже подержанных машин и агрегатов. В связи с повышением конструктивной сложности машин область применения диагностирования значительно расширилась за счет контроля параметров при технологическом регулировании (настройке), а также при автоматизации различных технологических процессов.
Основные задачи диагностирования:
• проверка исправности (работоспособности) машин (оборудования) или их составных частей;
• поиск дефектов;
• сбор исходных данных для прогнозирования остаточного ресурса составных частей;
• выдача рекомендаций по результатам диагностирования о виде, объеме, месте и сроке ремонтно-обслуживающих работ.
Для каждой диагностируемой машины установлены нормативные показатели исправности (работоспособности) при использовании, техническом обслуживании и ремонте.
Техническое состояние - совокупность подверженных изменению в процессе эксплуатации свойств объекта, характеризующая его пригодность к использованию по назначению, определяемая в заданный момент времени значениями параметров и качественными признаками, состав которых установлен технической документацией. Различают следующие виды технического состояния: исправное и неисправное, работоспособное и неработоспособное.
Отказ - это событие, заключающееся в нарушении работоспособности объекта. В большинстве случаев оно выражается в достижении параметров состояния, определяющего работоспособность, предельной величины, установленной нормативно-технической документацией.
Параметры технического состояния - различные физические величины, характеризующие работоспособность или исправность объекта. Их можно количественно измерить. Различают структурные и диагностические параметры состояния машин.
К структурным параметрам относятся зазоры, натяги в соединениях, выходные характеристики машины - мощность, производительность, расход электроэнергии.
Диагностические параметры - параметры, используемые для определения технического состояния машин (температура, шум, вибрация, степень герметичности, давление, параметры движения деталей и др.), в основном косвенно характеризующие структурные параметры элементов машин.
Функциональный параметр - параметр, выход которого за предельное значение обуславливает утрату работоспособности или неисправность составных частей.
Качественные признаки - признаки, определяющие техническое состояние объекта. К ним относятся наличие или отсутствие подтекания масла и воды, трещин корпусных деталей, потеря герметичности, специфический запах, цвет, потеря пищевого сырья и др. Качественные признаки устанавливают без количественного измерения.
Номинальное значение параметра - значение параметра, определенное его функциональным назначением и служащее началом отсчета отклонений. Номинальное значение наблюдается у новых и капитально отремонтированных составных частей.
Допускаемое значение (отклонение) параметра характеризуется граничным его значением, при котором составную часть машины допускают после контроля к эксплуатации без операций технического обслуживания или ремонта. Это значение приводят в технической документации на обслуживание и ремонт машин. При допускаемом значении параметра составная часть надежно работает до следующего планового контроля.
Предельное значение параметра - это наибольшая или наименьшая величина, которую может иметь работоспособная составная часть машины, при которой целесообразно ее восстановление с оптимальной эффективностью.
Различают следующие виды диагностики:
функциональную - для оценки технического состояния оборудования по его эффективности; структурную - для выявления неисправных элементов оборудования и установления характера или существа их дефектов; причинную (генетическую) - в связи с возникшим отказом или обнаруженной неисправностью; прогнозтическую - для предсказания возможного состояния оборудования к определенному периоду времени или приближенного установления ресурса безотказной работы; методическую - для установления рациональных способов устранения неисправности элементов оборудования.
В зависимости от характера, объемов и периодичности выполнения работ диагностирование подразделяется на непрерывное (или ежедневное), общее и поэлементное (или углубленное). Непрерывное осуществляется перед началом и в процессе эксплуатации машин и оборудования с помощью встроенных средств контроля (различных приборов, датчиков, указателей и т.п.).
Например, для автоматического контроля за работой нории используют датчик скорости ДМ-12 (помещают на приводном барабане) и датчик уровня МДУ-20 (устанавливают в нижнем башмаке). Буксование можно оценить по разности скоростей вращения барабанов.
Диагностирование бывает заявочное и ресурсное вращение.
При заявочном диагностировании определяют место и при необходимости причину и вид дефекта или состояние машины и оборудования в целом. Ресурсное диагностирование проводят в период эксплуатации машин и по результатам определяют остаточный ресурс составных частей. Если он достаточен, то продлевают наработку, которая должна быть кратной чередованию видов технического обслуживания. В случае невозможности дальнейшей эксплуатации машины устанавливают вид ремонта. Обычно ресурсное диагностирование проводят перед техническими обслуживаниями и ремонтами машин и оборудования.
Диагностирование ведут на основании технологических карт, где указываются его целевое назначение и трудоемкость, перечень оборудования и приборов, порядок выполнения операций, режим работы машины в процессе проверки, значения контролируемых параметров.
Диагностирование сборочных единиц оборудования включает в себя три этапа: подготовительный, основной и заключительный. На подготовительном этапе проводят очистку, внешний осмотр, отдельные операции технического обслуживания, устанавливают датчики и измерительные приборы; на основном - устанавливают требуемый режим работы оборудования и замеряют параметры его технического состояния в целом или составных частей; на заключительном - сравнивают параметры с допустимыми и делают заключение о необходимости проведения работ, их объеме для поддержания оборудования в работоспособном состоянии, прогнозируют остаточный ресурс элементов и сборочных единиц, снимают датчики и приборы.
При выборе оптимальной последовательности поиска неисправностей основным критерием является минимальная стоимость контрольно-диагностических операций.
Для оценки технического состояния оборудования (диагностирования) используют органолептический и инструментальный методы. Органолептический относится к методам, проводимым с помощью органов чувств исполнителя по косвенным признакам или с использованием простейших технических средств, которые позволяют лишь качественно и ориентировочно оценить состояние оборудования, или на основе экспертных оценок.
Инструментальный метод осуществляется посредством контрольно-измерительных средств.
Они используются для измерения диагностических параметров, которые разделяют на следующие группы: кинематические, геометрические, статические, динамические, тепловые, акустические, электрические и магнитные, механические и молекулярные и др.
Геометрические параметры деталей машин и оборудования, кроме линейных размеров, включают в себя отклонения расположения и формы, волнистость, шероховатость поверхности и др.
Методы измерения размеров и расположения объектов делят на контактные (механические), бесконтактные (пневматические, оптические, радиометрические, ультразвуковые, электромагнитные), а также смешанные, совмещающие бесконтактный метод с контактным (оптико-механические).
Наиболее распространенный - механический метод контроля геометрических параметров посредством измерения калибрами, концевыми и штриховыми мерами, микрометрическими инструментами и т.д. С помощью калибров устанавливают наличие отклонений размеров и формы в границах, задаваемых калибром (предельные калибры). Наибольшее распространение получили калибры для валов и отверстий. Они характеризуют размеры и форму. Калибры служат для контроля внутренних и наружных размеров изделий, а также расстояний между поверхностями. К ним относятся также щупы для контроля ширины щелей, толщины лент, диаметра проволоки. Фасонными калибрами (шаблонами) контролируют форму объекта (радиусы, форму выступов или впадин на поверхности объектов, углы и резьбы). Существуют калибры для контроля резьбовых или других соединений.
При диагностировании перерабатывающего крупногабаритного оборудования часто проводят проверку прямолинейности, параллельности и перпендикулярности плоскостей.
Прямолинейность плоскостей деталей проверяют различными методами.
Метод контактных пятен - с помощью проверочных плит и линеек проверяют прямолинейность рабочих поверхностей деталей. Рабочую поверхность линейки или плиты покрывают слоем «синьки» и ставят на проверяемую деталь. Равномерное расположение краски на поверхности детали указывает на ее прямолинейность.
Метод световой щели (на просвет) - с помощью локальной линейки проверяют прямолинейность небольших поверхностей деталей. Прямолинейность поверхностей деталей больших размеров проверяют линейкой с широкой рабочей поверхностью. Угловые линейки применяют для одновременной проверки плоскостности и угла между двумя пересекающимися поверхностями.
Метод следа - проверяют плоскости высокой точности. Для этого ребром линейки проводят по проверяемой поверхности, оставляя след. Если след непрерывный и ровный, значит плоскость прямолинейная. Просвет между линейкой и проверяемой плоскостью измеряют щупом. При минимальных значениях просвета допускается вместо щупа применять папиросную бумагу. При этом методе достигается точность до 0,01 мм на длине 1 м.
Метод угловых отклонений - с помощью слесарного уровня проверяют прямолинейность рабочих поверхностей деталей. Контроль проводится последовательным перемещением уровня с одного участка на другой по всей длине поверхности. Отклонения уровня отсчитывают на его шкале. По полученным данным строят кривую угловых отклонений соответствующих участков. Затем по этой кривой определяют значения линейных отклонений. Этим методом определяют прямолинейность поверхностей любой длины, но расположенной только в горизонтальной плоскости.
Гидростатический метод - с помощью гидростатического уровня проверяют прямолинейность поверхностей длиной свыше 5 м. Метод широко применяется при монтаже отремонтированного крупногабаритного технологического оборудования.
Метод натянутой струны (стальная проволока диаметром 0,3-0,5 мм) - с помощью натянутой струны проверяют прямолинейность плоскостей длиной до 10 м и более. Размер от струны до плоскости измеряют штихмасом. При контроле прямолинейности длинных плоскостей учитывают провисание струны.
Оптический метод - с помощью зрительной трубки и визирной метки определяют прямолинейность плоскостей большой протяженности.
Параллельность плоскостей проверяют непосредственным измерением универсальными измерительными инструментами (штангенциркулем, штихмасом, масштабной линейкой, шаблоном), а также косвенными и комбинированными способами с помощью универсальных измерительных приборов (уровней, индикаторов) с использованием линеек и плит.
Перпендикулярность плоскостей проверяют различными инструментами и приборами - угольником со щупом, индикатором со стойкой и штихмасом.
Соосность отверстий проверяют с помощью контрольной линейки и щупа, различных калибров, скалок и специальных контрольных приспособлений. Соосность отверстий в крупных подшипниках или корпусных деталях, находящихся на большом расстоянии друг от друга, проверяют струной (стальная проволока диаметром 0,25-0,5 мм) и штихмасом.
Методы измерения температуры принято делить на две большие группы - контактные и бесконтактные, которые, в свою очередь, подразделяются по физическим эффектам, положенным в основу принципа их действия. В табл. 3.1 приведены основные методы и средства измерения температуры.
3.1. Методы и средства измерения температуры
|
Средства измерения |
Пороговая чувствительность, °С |
Температурный диапазон, °С |
|
1 |
2 |
3 |
|
Контактный метод |
||
|
Термометры расширения: |
|
|
|
жидкостные стеклянные |
0,01 |
-100¸+600 |
|
манометрические |
0,01 |
-100¸+700 |
|
дилатометрические |
0,1 |
-50¸+200 |
|
биметаллические |
0,1 |
-50¸+600 |
|
Электротермометры: |
|
|
|
термоэлектрические |
0,01 |
-260¸+2000 |
|
терморезистивные |
0,001 |
-270¸+1600 |
|
термошумовые |
0,01 |
-270¸+3000 |
|
термомагнитные |
0,01 |
-250¸+270 |
|
термочастотные |
0,0001 |
-40¸+200 |
|
термоемкостные |
0,01 |
-40¸+300 |
|
термотранзисторные |
0,1 |
-70¸+200 |
|
Волоконно-оптические термометры |
0,1 |
-10¸+150 |
|
Термоиндикаторы: |
|
|
|
термохромные |
0,5 |
+20¸+150 |
|
жидкокристаллические |
0,2 |
+18¸+120 |
|
плавящиеся |
1 |
+20¸+300 |
|
люминофорные |
0,5 |
+20¸+200 |
|
изоптические |
0,5 |
-20¸+150 |
|
Бесконтактный метод |
||
|
Пирометры излучения: |
|
|
|
яркостные |
1-10 |
+100¸+3000 |
|
цветовые |
1-5 |
+200¸+3500 |
|
радиационные |
0,1-1 |
-100¸+2000 |
|
Тепловизоры: |
|
|
|
оптико-механические |
0,01 |
-20¸+1500 |
|
пировидиконные |
0,1 |
+20¸+800 |
|
Пирометры: |
|
|
|
лазерные |
1-10 |
+400¸+3000 |
|
спектрофотометрические |
1-5 |
+600¸+6000 |
|
акустические |
1-10 |
+50¸+600 |
При диагностировании оборудования перерабатывающих отраслей АПК для определения температуры широко используют термоиндикаторы, к которым относятся термокарандаши и термокраски.
Термокарандаши представляют собой цилиндрические восковые стержни диаметром 8-10 мм, длиной 100-120 мм. Для измерения температуры на поверхность металла термокарандашом наносят штрихи-отметки. О температуре судят по изменению цвета нанесенных штрихов. Одним термокарандашом можно нанести около 2000 штрихов-отметок. Ориентировочно о температуре нагрева деталей можно судить по цветам каления и побежалости.
Наиболее распространенным методом измерения массы является гравитационный. Его разделяют на метод сравнения масс (гравитационное уравновешивание) и метод измерения силы гравитационного притяжения тела к Земле.
Взвешивающие приборы, использующие метод измерения сравнением масс, делятся на гирные (наложение гирь), коромысловые (перемещение груза по коромыслу) и маятниковые или квадратные (поворот маятника). Отличительной особенностью приборов с гравитационным уравновешиванием является независимость их показаний от ускорения свободного падения в точке их расположения, т.е. от места нахождения весов на поверхности Земли. Обладая высокой точностью при сравнительной простоте, приборы, использующие метод сравнения, получили наиболее широкое распространение.
Более высокой производительностью обладают весы с маятниковым уравновешивающим механизмом. Результаты измерения отсчитывают по шкале циферблата. Для расширения диапазона взвешивания на весах с маятниковым уравновешивающим механизмом применяют накладные гири, а также указатели с многооборотной стрелкой и автоматическим переключением диапазонов. В случае использования гирь результат взвешивания определяется как сумма массы, определенной по шкале циферблата, и массы, уравновешенной накладными гирями.
Другим методом определения массы тела является измерение силы тяжести, действующей на грузоприемное устройство. В основу метода измерения положены такие способы уравновешивания силы, как упругое уравновешивание, гироскопический эффект, а также способ компенсации. При этом методе измерения результаты измерения зависят от места расположения весоизмерительного устройства на поверхности Земли, т.е. градуировка весов зависит от ускорения свободного падения.
Простейшим весовым механизмом, использующим упругое уравновешивание, является пружина (спиральная, тарельчатая, плоская).
Способ упругого уравновешивания реализуется в весоизмерительных устройствах, построенных на базе электромеханических первичных преобразователей силы, таких, как тензорезисторные, вибростержневые, магнитоупругие, пьезоэлектрические. Они образуют большую группу электромеханических весов.
Весоизмерительные устройства с электромеханическими преобразователями состоят из грузоприемного устройства, первичного преобразователя и блока обработки информации.
Грузоприемное устройство в общем случае представляет собой комбинацию грузоприемной части (платформа, бункер, лента конвейера и т.п.) и механизма связи с первичным преобразователем (встраиваемый узел). Функциональное назначение грузоподъемного устройства состоит в передаче силы, создаваемой взвешиваемым грузом, на первичный преобразователь, который преобразует воздействующую на него механическую силу в электрический сигнал, содержащий информацию о массе груза.
Среди аналоговых преобразователей силы наиболее широкое применение получили тензорезисторные датчики. Их действие основано на использовании эффекта измерения электрического сопротивления проволочной (фольговой, монокристаллической) решетки, наклеенной (навитой) на упругий элемент, при ее деформации под нагрузкой.
Наиболее распространенными средствами измерения давления, уровня и расхода являются унифицированные датчики. Они предназначены для измерения абсолютного и избыточного давления, разрежения, разности давлений, объемного расхода жидкостей и газов, уровня жидкостей.
Унифицированные датчики используют манометрический или дифференциально-манометрический (дифманометрический) метод измерения. При использовании унифицированных датчиков для измерения расхода или уровня измеряемая величина сначала преобразуется в давление или разность давлений, а затем осуществляются дальнейшие преобразования.
Уровень жидкости измеряется по гидростатическому давлению либо по выталкивающей силе (буйковые датчики уровня); объемный расход - по разности давлений до и после сужающего устройства, устанавливаемого в трубопроводе.
Наиболее распространены поплавковый, буйковый, емкостный и ультразвуковой методы контроля уровня. Наиболее часто поплавковый метод используют для измерения уровня жидкости в больших открытых резервуарах, а также в закрытых резервуарах с низким давлением. Для измерения расхода применяют различные расходомеры.
Многочисленные методы измерения влажности и определения влагосодержания (заполнения микрополостей) подразделяют на прямые, в основе которых лежит разделение на влагу и полностью «обезвоженный» (сухой) остаток, и косвенные, когда влажность определяется по изменению параметра того или иного физического свойства, функционально связанного с влажностью.
Среди прямых методов измерений влажности наиболее распространенным является термогравиметрический (весовой) - воздушно-тепловое высушивание пробы при максимально допустимой температуре для данной химической структуры пробы до неизменной массы. Его точность обусловливается на аналитических весах пробы малой массы.
Выпускаются малогабаритные приборы, которые являются комбинацией нагревателя и «электронных весов», обеспечивающих быстрое измерение влагосодержания.
Диагностирование состояния машин на основе данных контроля вибрации - один из наиболее эффективных методов.
Вибрационное диагностирование оборудования проводится в три этапа: первичное описание вибрационного состояния, выделение признаков и принятие решения.
На этапе поиска информативных признаков ограничивают число измеряемых параметров вибрации, шума и ударов. При этом из множества параметров, характеризующих вибрационный процесс, выделяют только те, которые прямо или косвенно характеризуют состояние объекта. По этим параметрам формируют информативную систему признаков, используемых при диагностировании.
Выбор диагностических параметров вибрации зависит от типов исследуемых механизмов, амплитудного и частотного диапазонов измеряемых на них колебаний.
В низкочастотном диапазоне чаще измеряют параметры виброперемещения, в среднечастотном - виброскорости, а в высокочастотном - виброускорения.
Дефектоскопия - совокупность методов и средств неразрушающего контроля, предназначенных для обнаружения дефектов типа нарушения сплошности и неоднородности в материалах и изделиях.
Основными методами дефектоскопии являются магнитный, электрический, вихретоковый, радиоволновый, тепловой, оптический, радиационный, акустический и метод проникающих веществ.
Магнитная дефектоскопия основана на исследовании искажения магнитного поля, возникающего в местах дефектов в изделиях из ферромагнитных материалов. Индикаторами могут служить магнитный порошок (магнитопорошковый метод), магнитная лента (магнитографический метод), индукционная катушка, магниторезистор и др.
Чувствительность метода магнитной дефектоскопии зависит от магнитных характеристик материалов, применяемых индикаторов, преобразователей, режимов намагничивания и др.
Методом магнитной дефектоскопии можно обнаруживать макродефекты - трещины, раковины, непровары, расслоения на глубине до 10 мм минимальным размером более 0,1 мм.
Электрическая дефектоскопия основана на регистрации параметров электрического поля, взаимодействующего с объектом контроля. Наиболее распространен электроемкостный метод, определяющий дефекты диэлектрических материалов по изменению емкости при введении объекта в электрическое поле конденсатора.
Термоэлектрический метод основан на измерении электродвижущей силы, возникающей в замкнутой цепи при нагреве места контакта двух разнородных материалов. Если один из этих материалов принять за эталон, то при заданной разности температур горячего и холодного контактов величина и знак термо-ЭДС будут определять неоднородность и химический состав второго материала.
Электростатический метод основан на использовании электростатического поля, в которое помещают изделие. Для обнаружения поверхностных трещин изделия из неэлектропроводных материалов (фарфора, стекла, пластмасс), а также из металлов, покрытых теми же материалами, опыляют тонким порошком мела из пульверизатора с эбонитовым наконечником (порошковый метод). При этом частицы мела получают положительный заряд. В результате неоднородности электростатического поля частицы мела скапливаются у краев трещин.
Электроискровой метод основан на возникновении электрического разряда в месте нарушения сплошности. Применяют для контроля качества неэлектропроводных защитных покрытий (лакокрасочных, эмалиевых и других изоляционных покрытий) на трубах и различных деталях из металла. Максимальная толщина контроля покрытия 10 мм.
Вихретоковая дефектоскопия основана на анализе изменения в месте дефекта поля вихревых токов, наводимых в электропроводящем объекте электромагнитным полем преобразователя. Вихретоковую дефектоскопию применяют для обнаружения поверхностных дефектов (трещин, раковин, волосовину) глубиной более 0,1 мм на металлических изделиях (трубах, прутках, листах и др.), а также для обнаружения более грубых подповерхностных дефектов, расположенных на глубине до 8-10 мм.
Радиоволновая дефектоскопия основана на регистрации результатов взаимодействия электромагнитного излучения радиоволнового диапазона с объектом контроля. Применяется для обнаружения и регистрации внутренних дефектов в неметаллических материалах (полимерах, композитах, резине, стекле, керамике, строительных материалах и т.п.), а также поверхностных дефектов металлов.
Тепловая дефектоскопия основана на регистрации температурных полей объекта контроля. В качестве приемников излучения используют фотосопротивления, фотодиоды, фототриоды, термометры, термопары, пирометры и др. Объект контроля может подвергаться воздействию внешнего источника тепловой энергии - плазмотрона, лампы накаливания, лазера: при этом измеряют изменение прошедшего через объект или отраженного от него теплового излучения. Распространены пассивные тепловые методы без использования внешнего источника нагрева, такие, как тепловизионный метод.
Тепловую дефектоскопию применяют для обнаружения поверхностных и подповерхностных дефектов (трещин, расслоений, пор и др.) изделий из теплопроводных материалов.
Оптическая дефектоскопия основана на анализе взаимодействия оптического излучения объекта контроля. Наиболее простым является визуальный метод обнаружения поверхностных дефектов или дефекта внутри прозрачных для оптического диапазона волн материалов. Для получения увеличенного изображения дефекта используют проекторы и микроскопы. С целью обнаружения поверхностных дефектов (царапин, трещин, коррозионных пятен, выбоин размером более 0,01 мм) в труднодоступных местах применяют эндоскопы, позволяющие с помощью специальной оптической системы и волоконной оптики передавать оптическое изображение на расстояние до нескольких метров.
Радиационная дефектоскопия основана на регистрации и анализе ионизирующего излучения после взаимодействия с контролируемым объектом. Широко используют рентгеновское, гамма, нейтронное излучения, альфа- и бета-излучения.
Радиационная дефектоскопия обеспечивает выявление дефектов (раковин, пор, расслоений, непроваров, инородных включений и др.) с чувствительностью (отношение протяженности дефекта в направлении просвечивания к толщине стенки детали). Широко применяют для контроля качества сварных швов.
Акустическая дефектоскопия основана на анализе изменений, возбуждаемых или возникающих в контролируемом объекте упругих колебаний из-за наличия дефектов в диапазоне частот 50 Гц-50 МГц. Применяют для контроля качества сварных швов объектов из металла и диэлектриков. Для регистрации колебаний используют пьезоэлектрические, а также электромагнитно-акустические и магнитострикционные преобразователи. Основные методы акустической дефектации - эхо-метод, теневой, резонансный, веллосимметрический, свободных колебаний, акустико-эмиссионный.
Дефектоскопия проникающими веществами основана на проникновении веществ в полости дефектов объекта контроля. Для выявления поверхностных дефектов с помощью жидких веществ применяют капиллярную дефектоскопию. Искусственное повышение контрастности достигается вследствие нанесения материалов, заполняющих дефекты под действием капиллярных сил. Эффект обнаружения дефектов усиливается с помощью люминесцирующего в ультрафиолетовом излучении (УФ) вещества (люминесцентный метод) или контрастирующего цветного вещества (цветной метод). Капиллярную дефектоскопию широко применяют для обнаружения мельчайших поверхностных дефектов глубиной более 10 мкм и шириной раскрытия более 1 мкм на деталях из металлов, пластмасс и композиционных материалов.
Дефектоскопия течеисканием основана на проникновении газообразных и жидких веществ через сквозные дефекты с целью установления степени герметичности изделий, которая определяется потоком газа, расходом или наличием истечения жидкости, падением давления за единицу времени, размером пятна и пр.
Различают газовые, газожидкостные и жидкостные методы контроля герметичности.
При жидкостных испытаниях изделие заполняют жидкостью (водой, керосином, раствором люминофора) и определяют степень герметичности по появлению капель и пятен жидкости или светящихся точек на поверхности (компрессионный, керосиновый, люминесцентный методы).
Газожидкостные методы основаны на создании внутри изделия повышенного давления газа. Степень герметичности определяется по пузырькам газа, при погружении в жидкость или обмыливании мест течи.
Дефектоскопию течеисканием широко применяют для контроля герметичности сосудов высокого давления, сварных швов, многослойных изделий. Минимальный размер выявляемого сквозного дефекта порядка 0,001 мкм и более.
3.2. Технология диагностирования типовых сборочных единиц оборудования
Ременные и зубчатые передачи
Состояние клиновых ремней проверяют внешним осмотром, а в сомнительных случаях измеряют удлинение. Боковые (рабочие) поверхности ремня не должны иметь складок, трещин, выпуклостей, срывов резины, торчащих ниток и расслоения. При наличии указанных дефектов, а также при удлинении (вытяжке) ремня более 3-4% от первоначальной длины ремни выбраковывают.
На качество работы ременной передачи большое влияние оказывают биение и взаимное расположение ведущего и ведомого шкивов (рис. 3.1).
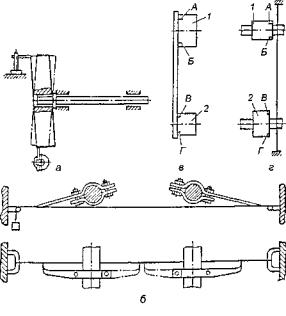
Рис. 3.1. Схемы контроля расположения валов ременной передачи
выполнением проверок:
а - осевого и радиального биений шкива (рейсмусом); б - прямолинейности осей
шкивов (отвесом и стрелками); в - параллельности осей шкивов (линейкой); г -
осей шкивов (отвесом); 1,2 - шкивы передачи
Проверку на биение выполняют с помощью рейсмуса-чертилки (рис. 3.1а) или индикатора. В первом случае значение величины биения определяют щупом, а во втором - отсчетом по шкале индикатора. Взаимное расположение ведущего и ведомого шкивов зависит от расположения валов передачи. Оси валов должны быть параллельны. Прямолинейность осей шкивов (их расположение на двух параллельных валах) определяют посредством стрелок и отвеса (рис. 3.1б). Вместо шкивов на валы устанавливают втулки со стрелками так, чтобы последние соприкасались со шнуром. Если после поворота валов на 180° стрелки не соприкасаются со шнуром, то это указывает на наличие отклонения оси вала от параллельности. Если на такие валы смонтировать шкивы, то при работе передачи возникает их биение.
Проверить взаимное расположение осей валов можно косвенным способом посредством линейки (при близком расположении шкивов) или шнура с отвесом. Ребро линейки прикладывают к торцевым поверхностям шкивов (рис. 3.1в), установленных на валах. Плотность прилегания линейки определяют щупом в точках А, Б, В и Г. Если линейка прилегает неплотно, то это свидетельствует о перекосе осей валов передачи.
При контроле посредством шнура и отвеса (рис. 3.1г) измеряют расстояние от шнура до торцевых поверхностей шкивов в точках А, Б, В и Г. Колебание этого расстояния также указывает на наличие перекоса осей валов. Шнур можно закрепить на одном из шкивов, затем отвести в сторону и, натянув, медленно подвести его к торцевой поверхности второго шкива. Если шнур коснется всех точек (по линии диаметра шкива) этой поверхности, то значит шкивы установлены правильно. При наличии расстояния между шнуром и торцом необходимо один из шкивов сместить в осевом направлении. При перекосе шкивов под клиновидные ремни более 1° происходит усиленный односторонний износ ремней и канавок под них.
Схема проверки натяжения привода сепаратора дана на рис. 3.2. Прогиб клинового ремня сепаратора СОМ-3-1000М от усилия 19-26 Н должен быть не более 5-6 мм. Регулировку натяжения ремня для указанной марки сепаратора производят перемещением электродвигателя.
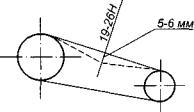
Рис. 3.2. Схема проверки натяжения ремня приводов сепараторов
Натяжение клиновидных ремней должно быть умеренным. При чрезмерном, сильном натяжении возрастают нагрузки на валы, а также их упругие деформации. Это приводит к ускорению износа подшипников, поломке валов вследствие усталостного износа, более интенсивному растягиванию ремней. Если ремни натянуты слабо, то они проскальзывают по канавкам шкивов и сильно нагреваются. Это приводит к интенсивному износу канавок и ремней.
В конструкции ременных передач используют различные устройства для регулирования натяжения ремней. Натяжение ремня передачи можно изменять посредством перемещения ведущего шкива, установленного на валу электродвигателя, совместно с последним (рис. 3.3). Электродвигатель монтируют на салазках (рис. 3.3а) либо на плите. В первом случае при вращении винта электродвигатель перемещается по направляющим плиты. Натяжение ремня изменяют также перемещением электродвигателя, установленного на качающейся плите (рис. 3.3б). Вращением одной из гаек винта поворачивают плиту вместе с электродвигателем вокруг оси. После обеспечения заданного натяжения ремня положение электродвигателя фиксируют второй гайкой винта.
Если в передаче для натяжения ремней применяют ролики (рис. 3.3в), то регулировку натяжения осуществляют следующим образом. Груз перемещают вдоль рычага, на котором установлен натяжной ролик. Изменением положения груза относительно оси рычага обеспечивают различную величину натяжения ремня. Натяжные ролики используют в основном для плоскоременных передач. В клиноременных передачах такие устройства применяют, если при малом межосевом расстоянии и большом передаточном отношении нужно увеличить угол обхвата ремнем малого шкива. Использование натяжных роликов позволяет без увеличения габаритных размеров передачи обеспечить передачу большей мощности, уменьшить давление на опоры валов, продлить срок службы ремня, обеспечить его установку на шкив.
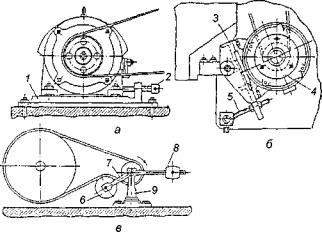
Рис. 3.3. Способы натяжения ремней ременной передачи:
а - перемещением электродвигателя с плитой в продольном направлении; б -
угловым перемещением электродвигателя со шкивом; в - посредством натяжного
ролика;
1,3 - плиты; 2,5 - винты; 4 - электродвигатель; 6 - натяжной ролик; 7 - рычаг;
8 - груз; 9 - стойка
Натяжение ремней у перерабатывающего оборудования контролируют приспособлением (рис. 3.4).
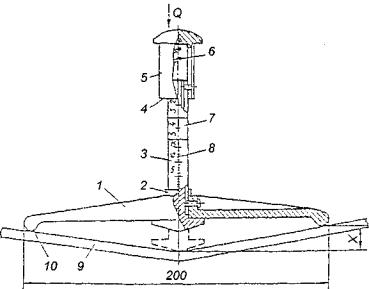
Рис. 3.4. Приспособление для контроля натяжения ремней:
1 - планка; 2 - кольцо; 3 - стержень; 4 - защитная насадка; 5 - колпак; 6 -
пружина; 7,8 - шкала; 9 - ветвь ремня; 10 - бортик
Установленное кольцо приспособления перемещают в исходное положение до касания с планкой. Затем приспособление прикладывают бортиками к ветви ремня. Приспособление располагают посередине между осями валов. Ветвь ремня нагружают посредством колпака с защитной насадкой, пружины и стержня. При этом следят за тем, чтобы торец колпака совмещался с определенным значением на шкале. Стержень, перемещаясь в отверстии планки, образует у ветви стрелу прогиба, по которой судят о состоянии натяжения ремня. Высоту стрелы прогиба определяют по соответствующему делению шкалы, на котором остановилось кольцо при нагружении ветви. Если стрела прогиба меньше установленной нормы, то натяжение уменьшают, и наоборот. Таким приспособлением контролируют натяжение ремней разных типоразмеров вне зависимости от расстояния между осями шкивов. Стрела прогиба зависит от длины ремня: чем больше расстояние между осями, тем длиннее ремень, а следовательно, больше общая стрела прогиба даже при одинаковом натяжении. Однако при контроле данным приспособлением расстояние между его бортиками будет неизменным, а стрела прогиба - одинаковой при условии, что и натяжения ремней также одинаковы. На рис. 3.5 показаны три пары шкивов с различными расстояниями между их осями L1, L2 и L3, при которых стрела прогиба f на длине А приспособления одинакова.
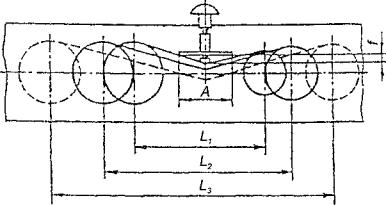
Рис. 3.5. Стрелы прогиба ремней различной длины
У зубчатых передач точка касания зубьев должна находиться на начальной окружности обоих зубчатых колес; переход от одного зуба к другому (выход из зацепления одного зуба и начало зацепления следующего) должен быть плавным (без толчков и рывков).
В зацеплении различают зазоры: боковой (кратчайшее расстояние по нормали между нерабочими профилями смежных зубьев пары сопряженных колес) и радиальный (кратчайшее расстояние между вершиной зуба и впадиной сопряженного колеса). Первоначальная величина этого зазора принимается 0,2-0,25т (для т>2), где m - нормальный модуль зубьев, мм.
Прилегание рабочих поверхностей
проверяют краской (синька, сажа). Для этого поверхность зубьев ведущего колеса
покрывают тонким слоем краски, разведенной машинным маслом, и поворачивают
колесо несколько раз, чтобы на зубьях ведомого колеса отпечатались следы
соприкосновения. Чем равномернее и на большей площади отпечаталась краска на
зубьях ведомого колеса, тем качественнее отремонтирована передача. Критерием
качества ремонта являются относительные размеры пятна контакта, выраженные в
процентном отношении к общей высоте и длине зуба (рис. 3.6): по высоте ![]() , по длине
, по длине ![]() , где hm – высота пятна контакта, мм; hp - высота зуба, мм; а - ширина пятна контакта, мм; b - ширина зубчатого колеса, мм (величина с не
учитывается, если она меньше модуля); с - разрыв пятна, мм; b - угол зацепления зубчатой пары.
, где hm – высота пятна контакта, мм; hp - высота зуба, мм; а - ширина пятна контакта, мм; b - ширина зубчатого колеса, мм (величина с не
учитывается, если она меньше модуля); с - разрыв пятна, мм; b - угол зацепления зубчатой пары.
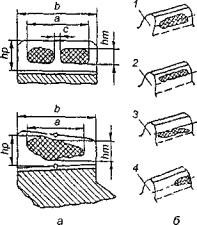
Рис. 3.6. Проверка зубчатых передач по пятнам контакта:
а - измерение пятен контакта на зубьях цилиндрического и конического колес; б -
примеры расположения пятен контакта;
1 - зацепление правильное; 2 - радиальный зазор велик; 3 - радиальный зазор
мал; 4 - перекос валов передачи
Размеры пятен контакта должны быть не меньше нормативных значений.
У цилиндрических зубчатых передач тщательно проверяют радиальное и торцевое биения колес, межцентровое расстояние, боковой зазор, прилегание (контакт) рабочих поверхностей зубьев.
Радиальное и торцевое биения зубчатых колес контролируют рейсмусом или индикатором непосредственно в подшипниках (рис. 3.7).
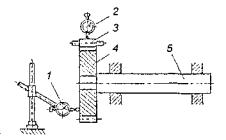
Рис. 3.7. Схема проверки зубчатого колеса на радиальное и торцевое
биения:
1,2 - индикаторы; 3 - контрольный ролик; 4 - зубчатое колесо; 5 - вал
Межцентровое расстояние зубчатой передачи проверяют с помощью штихмаса или специальных контрольных шаблонов и приспособлений. Параллельность валов определяют уровнем. При этом образующие измеряемых поверхностей должны быть параллельны осям зубчатых колес.
Боковой зазор Сn (рис. 3.8) между зубьями определяется щупом и узкой пластинкой свинца, раскатываемой между зубьями. Толщину пластинки после раскатки проверяют микрометром, боковой зазор - индикатором.
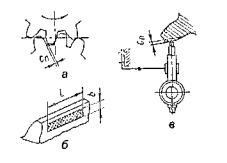
3.8. Проверка бокового зазора в зубчатом зацеплении:
а - боковой зазор; б - площадь поверхности соприкосновения зубьев; в - длина
соприкосновения
Для цилиндрических передач устанавливаются нормы нормального зазора, обеспечивающего компенсацию уменьшения бокового зазора от нагрева передачи, и гарантированного зазора, которые установлены ГОСТом.
У конических зубчатых передач проверяют биение конуса выступов, боковой зазор и контакт рабочих поверхностей зубьев, а при необходимости - пересечение осей, отклонение межосевого угла и смещение вершины делительного конуса.
Биение конуса выступов проверяют индикатором, установленным измерительным стержнем перпендикулярно боковой образующей конуса выступа, а боковой зазор - так же, как и в цилиндрической передаче. Величина бокового зазора зависит от точности зубчатых колес и их размеров.
У червячных передач проверяют межосевое расстояние валов червячного колеса и червяка, правильное положение валов (отсутствие перекоса), боковой зазор в зацеплении и точность прилегания рабочих поверхностей зубьев. Межцентровое расстояние проверяют микрометром или штихмасом.
Правильную установку червячного колеса по отношению к червяку проверяют с помощью шаблона А (рис. 3.9), который устанавливают на обод колеса, щупом измеряют зазор (с) между шаблоном и витками червяка, а также с помощью отвеса (б). От вала червяка опускают отвесы и нутромером замеряют расстояние (с), которое с обеих сторон червяка должно быть одинаковым.
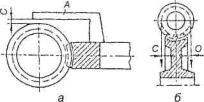
Рис. 3.9. Проверка установки червячного колеса
Боковой зазор проверяют щупом с рабочей стороны зубьев при отжатом колесе в четырех местах, поворачивая колесо на 90°, 180° и 270° от первоначального положения. Величину бокового зазора замеряют индикатором.
Прилегание рабочей стороны зубьев к виткам червяка в собранной передаче контролируют аналогично цилиндрическим передачам (рис. 3.10).
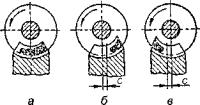
Рис. 3.10. Проверка червячных передач по пятнам контактов:
а - правильное положение; б - смещение вправо; в - смещение влево
Приводные втулочно-роликовые цепи проверяют внешним осмотром и измерением. Перед осмотром цепь очищают и промывают в керосине. Цепи с трещинами, выкрашиванием металла, разрушением и деформацией деталей, проворачиванием втулок во внутренних пластинах или валиков во внешних пластинах подлежат выбраковке без проверки на удлинение.
Удлинение цепи проверяют замером десяти звеньев с помощью прибора КИ-854-ГОСНИТИ на двух-трех участках, равномерно расположенных по всей длине проверяемой цепи. В измеряемые участки цепи не должны входить дефектные звенья.
Состояние рабочих поверхностей зубьев звездочек контролируют внешним осмотром, износ зубьев по толщине, посадочных отверстий и шпоночных пазов - измерением. Подлежат замене звездочки, имеющие трещины на дисках и ступицах, а также износ зубьев по толщине до размера, более допустимого. Допускается местное выкрашивание зубьев общей площадью не более 25% рабочей поверхности зуба.
Подшипниковые узлы. У подшипников качения проверяют внешний вид, маркировку, легкость вращения, габаритные размеры, радиальные зазоры и осевой люфт. Внешний вид подшипников проверяют визуально с целью определения качества рабочих поверхностей колец, тел качения и сепараторов. Легкость вращения и шум от работы подшипников малых и средних размеров поверяют вращением от руки. Они должны вращаться плавно, без заеданий и торможений. В особых случаях легкость вращения проверяют с помощью, специальных приборов. Габаритные размеры подшипников контролируют измерительным инструментом.
Радиальные зазоры в шарико- и роликоподшипниках с цилиндрическим и витыми роликами проверяют на специальных приспособлениях. Для этого внутреннее кольцо подшипников закрепляют по схеме (рис. 3.11), а к наружному подводят наконечник индикатора, закрепленного на стойке. Перемещая наружное кольцо в направлении индикатора и обратно, определяют величину радиального зазора по максимальному отклонению стрелки. Радиальный зазор проверяют в четырех точках, поворачивая наружное кольцо подшипника при каждом измерении на 90° (рис. 3.12). Данные о нормативных радиальных зазорах в подшипниках, наиболее распространенных в пищевой промышленности, приведены в табл. 3.2.
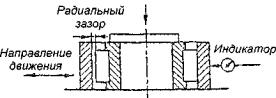
Рис. 3.11. Схема проверки радиального зазора в радиальных шарико- и роликоподшипниках
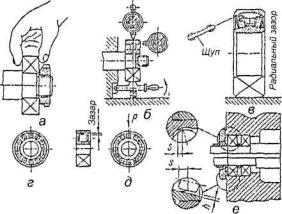
Рис. 3.12. Приемы проверки и регулировки зазоров в подшипниках
качения:
а - проверка радиальных осевых зазоров опробованием рукой; б - измерение
индикаторами; в - щупом; г - симметричное (правильное) и д - несимметричное
(свидетельствует о наличии дефектов) расположение радиальных зазоров
относительно линии действующей нагрузки; е - измерение посредством
регулировочной прокладки радиального и осевого зазоров радиально-упорных
шариковых и радиально-упорных роликовых подшипников; h - осевой зазор, S - радиальный зазор
3.2. Нормативные радиальные зазоры в подшипниках, мкм
|
Внутренний диаметр подшипника, мм |
Шарикоподшипники однорядные |
Роликоподшипники |
|
|
радиальные |
сферические с цилиндрическим отверстием |
||
|
Свыше |
|
|
|
|
10 до 18 |
8-22 |
- |
- |
|
18-30 |
10-24 |
15-45 |
- |
|
30-40 |
12-26 |
20-55 |
- |
|
40-50 |
12-29 |
20-55 |
30-45 |
|
50-65 |
13-33 |
25-65 |
30-40 |
|
65-80 |
14-34 |
30-70 |
40-60 |
|
80-100 |
16-40 |
35-80 |
45-70 |
|
100-120 |
20-46 |
40-90 |
50-80 |
|
120-140 |
23-53 |
45-100 |
60-90 |
Радиальные зазоры в шариковых и роликовых радиальных подшипниках качения можно замерять с помощью прибора КИ-1223.
Прибор (рис. 3.13) состоит из плиты с направляющими и моста. В направляющих перемещается каретка с индикатором часового типа и винтовым зажимом. Индикатор закреплен в каретке планкой и винтом. В центре моста запрессована втулка с трапецеидальной резьбой; во втулке перемещается винт. На конец винта насажен конус, посредством которого подшипник прижимается к плите.
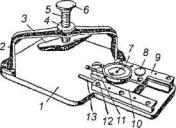
Рис. 3.13. Прибор КИ-1223 для измерения радиального зазора в
подшипниках качения:
1 - плита; 2 - мост; 3 - конус; 4 - втулка; 5, 12 - винты; 6 - головка; 7 -
индикатор; 8 - винтовой зажим; 9 - направляющие; 10 - каретка; 11 - планка; 13
- прямоугольный паз
По показанию индикатора определяют зазор между внутренним и наружным кольцами шарикоподшипника. Проверяемый подшипник укладывают торцевой частью на плиту и прижимают к ней конусом. После этого каретку с индикатором перемещают до соприкосновения его ножки с наружной обоймой подшипника. Стрелка индикатора должна быть повернута на один-два оборота. В таком положении каретку закрепляют на плите винтовым прижимом, который должен быть отвернут при перемещении каретки.
Чтобы определить радиальный зазор в подшипниках, необходимо наружное кольцо переместить вдоль оси ножки индикатора сначала в одну сторону, а потом в противоположную. По отклонению стрелки индикатора определяют радиальный зазор в подшипнике. Для получения более точного результата необходимо провести повторную проверку, провернув наружное кольцо подшипника на 90°.
Распространены электрические методы диагностирования, согласно которым эксплуатируемый узел, например, вращающуюся подшипниковую опору качения, подключают в качестве электросопротивления от источника ЭДС к электроизмерительной аппаратуре, а о состоянии опоры судят по изменениям сопротивления узла либо генерируемой им ЭДС.
На перерабатывающих предприятиях приходится контролировать плотность как разъемных (болтовых с прокладной), так и неразъемных (сварных, паяных и т.д.) соединений. Этот контроль проводится для открытых емкостей и закрытых сосудов, предназначенных для хранения жидкостей или газов. Наибольшее распространение получили следующие способы контроля.
Контроль керосином основан на его свойстве проникать в мельчайшие отверстия (трещины) за счет высокой капиллярной способности. С одной стороны изделия наносят водную суспензию мела, подсушивают ее, с другой - керосин. Если имеются трещины, то керосин проходит стенку насквозь и на поверхности, покрытой мелом, появляются темные пятна. Время контроля зависит от толщины металла и температуры воздуха: от 12 ч при температуре выше 5°С и до 24 ч при температуре ниже 5°С.
Контроль сжатым воздухом. Применяют в основном два варианта контроля: повышением давления в закрытом сосуде и обдувом изделия сжатым воздухом.
По первому варианту в закрытый сосуд подают сжатый воздух, а снаружи изделие (сварные швы) смачивают мыльным раствором. При появлении пузырьков судят о наличии неплотностей. Небольшое изделие можно опустить в воду и по пузырькам выходящего через отверстия и трещины воздуха обнаружить неплотности (рис. 3.14). Этот способ требует строгого соблюдения мер предосторожности.
Рис. 3.14. Схема испытания узла на герметичность сжатым воздухом
По второму варианту проверки одну сторону изделия покрывают мыльным раствором, а противоположную обдувают сжатым воздухом, при появлении пузырьков фиксируют неплотности. Расстояние между наконечником воздушного шланга и изделием должно быть не более 50 мм.
Гидравлические испытания. Применяют три варианта гидравлических испытаний: водой под давлением, водой без давления, струей воды под давлением. По первому варианту испытывают сосуды, работающие под давлением. Перед испытанием сварные швы предварительно осматривают с использованием неразрушающих методов контроля. Затем сосуд заполняют водой под определенным давлением и выдерживают установленное время. После испытаний давление плавно снижают до рабочего или атмосферного значения. При испытании сосуды не должны давать течи и запотевать.
Испытание водой без давления или наливом проводится заполнением изделий водой при температуре окружающего воздуха и воды не ниже 5°С. Время испытания должно быть не менее 1 ч.
При испытании струей воды или поливом сварные швы поливают из брандспойта с диаметром выходного отверстия не менее 15 мм. Давление воды в магистрали должно быть не ниже 0,1 МПа. Места дефектов определяются при появлении течи, запотевании поверхности сварного шва или близлежащей зоны.
Электрооборудование. При диагностировании электродвигателя его необходимо очистить от грязи и пыли сжатым воздухом или сухим обтирочным материалом. Обмотки электродвигателя очищают от пыли пылесосом. Проверяют надежность крепления всех устройств, подтягивают ослабленные винты, болты, гайки. Для этого можно использовать набор инструмента ПИМ-1424. Проверяют состояние заземления выводных концов, зажимов и коробки выводов обмоток.
Сопротивление изоляции обмоток статора электродвигателя относительно корпуса, а также между обмотками измеряют мегомметром при напряжении 1000 В поочередно для каждой электрической цепи.
Например, у электродвигателя серии А02 для привода сепаратора СОМ-3-100М сопротивление обмоток относительно корпуса и между собой должно быть не менее 1 МОм при температуре окружающей среды 10-20°С.
Для измерения сопротивления изоляции обмоток можно использовать мегомметр М 4100/3. Наиболее совершенные приборы для проверки электродвигателей - импульсные аппараты с электроннолучевой трубкой. С их помощью проверяют сопротивление обмоток, витковое замыкание или обрыв.
При диагностировании магнитных пускателей их очищают от грязи и пыли, проверяют надежность крепления, состояние заземления и механической системы (контактов, дугогасительных решеток и магнитной системы). Зачищают подгоревшие и окислившиеся контакты. Нагар удаляют обтирочным материалом, смоченным в уайт-спирите. Поврежденные пружины главных и блокировочных контактов заменяют новыми, а со следами коррозии - зачищают шлифовальной шкуркой и смазывают машинным маслом.
Проверяют катушку и короткозамкнутый виток. При обнаружении разрыва цепи, повреждении лакового покрытия и наличии следов подтекания лака от перегрева катушки пускателей устраняют дефекты. Дугогасительные камеры при обнаружении в них трещин, сколов, следов подгорания ремонтируют. Осматривают нагревательные элементы тепловых реле. Рычаг реле при легком нажатии должен свободно перемещаться в пазах и возвращаться в начальное положение под действием пружины.
При диагностировании автоматических выключателей проверяют работу механизма автомата двугасительных решеток, состояние возвратной пружины и контактов. При необходимости зачищают поверхность контактов. Проверяют толщину накладок, измеряют сопротивление изоляции полюсов, которое должно быть не менее 10 МОм. При опробовании работы механизм включения и выключения автомата должен действовать мгновенно.
При диагностировании предохранителей осматривают изоляционную панель, проверяют целостность плавкой вставки, заполнителя патрона, плотность прилегания контактных ножей и стоек.
Контактные ножи со следами окисления и подгорания зачищают. Они должны легко и одновременно входить в губки контактов. Для плотного прилегания ножей губки подгибают. Ослабленные контактные пружины заменяют новыми.
При диагностировании пакетных выключателей проверяют состояние контактов, места присоединения проводов и механизма фиксации. Зачищают следы потемнения, перегрева или окисления зажимов. При проверке механизма фиксации несколько раз включают и отключают пакетный выключатель или переключатель, при этом рукоятка должна переводиться без значительных усилий.
Электропроводку очищают от грязи и пыли волосяной щеткой или обтирочным материалом, проверяют натяжение проводов, крепление изоляторов, изоляцию проводов и разветвительных коробок. Места проводок с повреждениями изолируют лентой, а сильно поврежденные участки заменяют. Провода считают достаточно натянутыми, если они не касаются строительных конструкций и технологического оборудования. В разветвительных коробках осматривают соединения проводов и уплотнений, поврежденные участки изолируют. Сопротивление изоляции проводов измеряют мегомметром на 1000 В: между проводами и по отношению к земле оно должно быть не менее 0,5 МОм.
При диагностировании заземляющих устройств необходимо очистить проводники заземления, осмотреть открыто проложенные элементы. Поврежденные участки восстанавливают сваркой, пайкой или заменяют новыми. Стальные заземлители сваривают внахлест. Длина сварного шва должна быть не менее шести диаметров при круглом сечении проводника и не менее удвоенной его ширины при прямоугольном сечении. Надежность заземления проверяют измерителем МС-08. При повреждении проводника заземления и плохом контакте на оборудовании измеритель покажет очень большое сопротивление. Нормальное сопротивление заземления должно быть не более 4 Ом.
В последние годы для диагностирования электрооборудования разработано множество диагностических комплексов и систем.
Например, устройство диагностики вальцового станка УДТСВС определяет неисправный узел и возможные причины неисправности. В качестве показателя принят коэффициент вариации тока в фазе двигателя, а неисправные узлы находят из анализа частотного спектра. Это устройство было использовано при разработке автоматизированной системы диагностики парка вальцовых станков, которая может контролировать нагрузку вальцовой линии. Диагностирование сборочных единиц холодильных установок проводится специализированной бригадой, имеющей допуск к обслуживанию холодильных установок и осуществляющей текущий ремонт.
Техническое состояние холодильных аппаратов оценивается путем внешнего осмотра и по наличию несвойственных шумов и стуков, по работе смазочной системы, перепаду давления после масляного насоса и на нагнетании компрессора, срабатыванию приборов защитной автоматики (табл. 3.3).
В качестве основного диагностического параметра приняты температура, измеренная в различных местах установки, а также потребляемая мощность и шумовая характеристика. Температуру измеряют с помощью ртутного термометра и специально разработанного для этой цели измерителя температур. Срабатывание датчиков реле температуры, входящих в состав холодильного компрессора, следует проверять погружением термобаллона реле в среду контрольной температуры.
3.3. Диагностирование контрольно-измерительных приборов и приборов защитной автоматики холодильных установок
|
Наименование и марка прибора |
Контролируемый параметр |
Значение |
|
Датчик реле давления Д-220-А13 |
Давление всасывания |
0,01 МПа |
|
|
Давление нагнетания |
1,6 МПа |
|
Датчик-реле разности давлений PKC1A-O1 |
Разность давления масла в системе смазки компрессора |
0,17 МПа |
|
Датчик реле температуры ТР-ОМ5-09 |
Температура нагнетания |
95°С |
|
Датчик реле температуры ТР-ОМ5-04 |
Температура масла |
55°С |
|
Датчик реле температуры ТР-ОМ5-03 |
-«- |
15°С |
|
Предохранительный клапан 026.170 |
Защита компрессора |
1,6 МПа |
|
Предохранительный клапан 25АПК-18 |
Защита маслоотделителя |
1,8 МПа |
Редукционный клапан (вентиль) проверяют и регулируют по манометру, подсоединенному к бобышке на нагнетательном маслопроводе маслонасоса.
Проверяют утечку смазочного масла через уплотнение (сальник) ведущего коленчатого вала ротора компрессора (не должно превышать 30 г/ч).
Исправность электронасоса проверяют в соответствии с руководством по эксплуатации.
Диагностирование электрооборудования установок осуществляет специалист, имеющий допуск к обслуживанию электроустановок, в соответствии с требованиями табл. 3.4.
3.4. Последовательность диагностирования электрооборудования холодильных установок
|
Операция |
Средство контроля |
Заключение |
|
Внешний осмотр изоляции обмоток статора электродвигателя |
- |
При наличии механических повреждений обмотку ремонтировать |
|
Измерение сопротивления обмоток статора и ротора |
Мост постоянного тока Р-333 |
При величинах сопротивлений фаз обмоток, отличающихся друг от друга более чем на 5%, обмотки ремонтировать |
|
Измерение сопротивления изоляции обмоток статора и ротора относительно корпуса и межфазного сопротивления |
Мегомметр М4100/3 |
При сопротивлении изоляции меньше 4 МОм обмотки высушить |
|
Определение межвитковых замыканий обмоток статора и ротора |
Аппарат ВИФ-5-3 |
При обнаружении межвитковых замыканий электродвигатель ремонтировать |
|
Измерение величины токов утечек изоляции обмоток статора и ротора |
Источник напряжения постоянного тока ВС-23 Микроамперметр М-95 Шунт Р-4 |
При несоответствии состояния изоляции обмоток требованиям (ток утечки выше допустимого значения, коэффициент асимметрии больше 2 и т.д.) электродвигатель отправить на капитальный ремонт |
|
Определение состояния контактных колец, щеткодержателей, щеток |
Штангенциркуль ШЦ-1-125-0,1 |
При биении более 0,3 мм контактные кольца ремонтировать |
|
|
Динамометр ДПУ-0,01-2,0 |
Изношенные щетки заменить |
|
|
Индикатор часового типаИЧ-10 |
Сила нажатия щеток и величина зазора между щеткодержателем и кольцами должны соответствовать норме |
|
|
Прибор КИ-4850-ГОСНИТИ |
Подшипники с зазором более допустимого подлежат замене |
4. РЕМОНТ ОБОРУДОВАНИЯ
4.1. Технологический процесс ремонта оборудования
Общие сведения
Ремонт - это комплекс операций по восстановлению исправности или работоспособности и ресурса оборудования.
Технологический процесс - часть производственного процесса, содержащая целенаправленные действия по изменению и определению состояния ремонтируемого оборудования (очистка разборка, диагностика и т.д.).
Технологический процесс включает в себя операции, которые, в свою очередь, делят на установы, позиции, переходы и проходы.
Операция - это законченная часть технологического процесса, выполняемая на одном рабочем месте и включающая в себя все действия рабочего и оборудования по сборке (разборке) сборочной единицы или агрегата, по обработке детали. Наименование операции записывают в именительном падеже в соответствии с названием применяемого оборудования (очистная, токарная, наплавочная, прессовая, контрольная и т.д.).
Установ - это часть технологической операции, выполняемая при неизменном закреплении изделия (обрабатываемой детали, собираемого агрегата и т.д.). Например, напрессовка под прессом подшипника на один конец вала - первый установ, а напрессовка его на другой конец вала - второй.
Позиция - это фиксированное положение, занимаемое неизменно закрепленной деталью или сборочной единицей совместно с приспособлением относительно инструмента или оборудования.
Технологический переход - законченная часть технологической операции, которую выполняет рабочий (рабочие без смены инструмента, неизменности установки объекта ремонта, обрабатываемой поверхности и режима работы оборудования. Переход состоит из проходов.
Проход - часть перехода, охватывающая действия, связанные со снятием одного слоя металла при постоянстве инструмента, обрабатываемой поверхности и режима работы станка.
На рис. 4.1 показана схема технологического процесса капитального ремонта сложных машин и оборудования. В отличие от технологии изготовления машин технологический процесс их капитального ремонта сложен и включает в себя ряд дополнительных специфических работ (приемку в ремонт, очистку, разборку, дефектацию и др.). Далее приведены сведения о выполнении наиболее важных технологических процессов, приведенных на рис. 4.1.
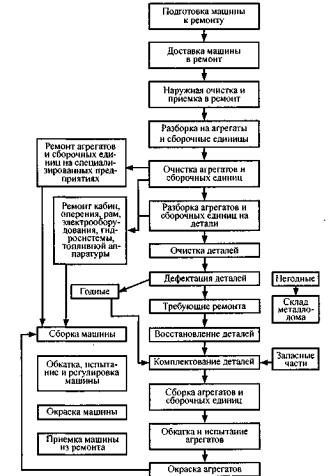
Рис. 4.1. Схема технологического процесса капитального ремонта машин (оборудования)
Производственным процессом ремонта называется совокупность всех действий людей и орудий производства, выполняемых для восстановления работоспособности оборудования.
Производственный процесс ремонта охватывает не только все технологические работы, но и другие необходимые виды деятельности (организационно-экономические, снабженческие, хранение, транспортирование и т.д.). Он относится к участку, цеху, предприятию (производственный процесс механического участка и т.д.).
Технологический процесс относится к детали, агрегату, машине, стенду и т.д. (технологический процесс механической обработки вала и т.д.). Он представляет собой наиболее значимую часть производственного процесса. Его структура и степень расчленения зависят от устройства ремонтируемого оборудования, вида и метода ремонта (текущий, средний, капитальный, индивидуальный эксплуатирующей организацией, поточный на специализированном предприятии и др.).
Очистка оборудования
В процессе эксплуатации оборудования перерабатывающих предприятий на их поверхностях откладываются загрязнения, различающиеся составом, свойствами, прочностью сцепления с поверхностью деталей. Эти загрязнения могут быть причиной нарушения технологии переработки сельскохозяйственной продукции, санитарно-гигиенических норм.
Их наличие на поверхностях деталей препятствует проведению контрольных и регулировочных работ, обнаружению дефектов, вызывает коррозию металла, снижает производительность труда при выполнении операций и общую культуру эксплуатации и ремонта оборудования. Поэтому очистка оборудования и его составных частей является важнейшей и необходимой технологической операцией при межремонтном обслуживании, профилактическом осмотре и ремонте.
Объектами очистки при эксплуатации и ремонте служат оборудование в сборе, его агрегаты, узлы и детали, тара. С точки зрения очистки объекты характеризуются:
видом и характером загрязнений очищаемых поверхностей;
конфигурацией очищаемых поверхностей;
массой и габаритными размерами;
свойствами материалов, из которых они изготовлены;
шероховатостью поверхностей;
требованиями к качеству очистки.
Сложность конфигурации поверхностей машин характеризуется наличием глубоких ниш, замкнутых и экранированных пространств, выемок, глубоких карманов, являющихся аккумуляторами загрязнений.
После разборки оборудования узлы и детали, уложенные в тару, образуют как бы новый объект, для которого также характерны экранизация одной детали другой, наличие замкнутых пространств, ниш, карманов.
При разработке процессов и выборе оборудования для очистки необходимо учитывать массу и габаритные размеры очищаемых объектов, которые могут быть соответственно от нескольких граммов до нескольких тонн и от нескольких миллиметров до нескольких метров.
При очистке следует учитывать возможные изменения физико-механических свойств материалов, из которых изготовлены детали, под воздействием агрессивных свойств некоторых очищающих растворов, высокой температуры, знакопеременных или ударных нагрузок, вызывающих коррозию, коробление, изменение прочностных свойств или поломку обрабатываемых изделий.
Различная шероховатость поверхностей деталей, особенности их микрорельефа существенно влияют на накопление загрязнений и их связь с поверхностью и, следовательно, на качество очистки.
Сложность очистки обусловливается многообразием составов и свойств загрязнений, представляющих собой продукты как органических, так и неорганических соединений, различных по природе образования и условиям формирования. Виды загрязнений машин условно можно подразделить на масляно-грязевые и асфальтосмолистые отложения, остатки трансмиссионных масел, нагар, накипь, продукты коррозии и другие оксидные пленки, старые лакокрасочные покрытия, консервационные смазки, герметизирующие мастики, пасты и старые прокладки, технологические остатки перерабатываемых продуктов.
Требования к качеству очистки формируются исходя из характера последующих технологических операций при техническом обслуживании и ремонте, надежности ремонтируемой техники, а также требований к чистоте технологического оборудования для переработки и хранения сельскохозяйственной продукции.
В самом широком понимании очищающее действие заключается в удалении загрязнений с поверхностей, в результате чего получают очищенный объект и загрязненную очищающую среду (рис. 4.2). Важным условием высококачественной очистки является комплексное и синхронное воздействие на удаляемые загрязнения физико-химического и механического факторов.
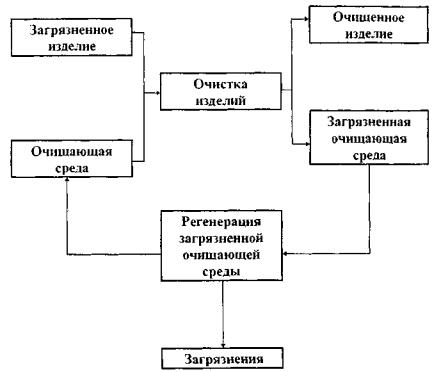
Рис. 4.2. Схема очистки загрязненных изделий
Очистка поверхностей связана с затратой тепловой, механической и физико-химической энергии на разрушение загрязнений (преодоление прочностных, когезионных сил) и их удаление с поверхности (преодоление удерживающих адгезионных сил).
Тепловая энергия необходима для снижения когезионно-адгезионных связей удаляемых загрязнений. Так, вязкость асфальтосмолистых отложений при повышении температуры от 20 до 100°С уменьшается в 100 раз и более. Однако нагрев только загрязнений при очистке невозможен, поэтому приходится затрачивать энергию и на нагрев очищаемых оборудования, агрегатов, узлов и деталей. Эти затраты еще более увеличиваются с учетом компенсации тепловых потерь, обусловленных условиями тепло- и массообмена (циркуляция раствора, тепловое излучение через стенки камер и баков моечных машин, вентиляцию моечных машин и т.д.).
Механическая энергия необходима для деформации и разрушения загрязнений при очистке, а также их транспортирования из зоны очистки. Механическое воздействие на загрязненные поверхности может осуществляться различными приемами: подачей твердых частиц в воздушной или водяной струе, различными видами щеток, гидравлическими струями, потоками моющей жидкости и др.
Непременным условием качественной очистки во многих случаях является применение моющих средств, представляющих собой своеобразный концентрат и источник физико-химической энергии, используемой при очистке.
Для очистки машин и оборудования и их деталей применяют различные моющие средства, которые можно классифицировать на несколько групп: щелочные и кислотные растворы, органические растворители, растворяюще-эмульгирующие (РЭС) и синтетические моющие средства (CMC).
Наиболее эффективны CMC. Отечественной и зарубежной промышленностью выпускается большая их номенклатура. При очистке и дезинфекции оборудования и помещений перерабатывающих предприятий целесообразно использовать отечественные синтетические моюще-дезинфицирующие средства типа МСЖ (МСЖ-1, МСЖ-ЗС, МСЖ-28).
В качестве моющих средств на предприятиях молочной промышленности в соответствии с Инструкцией по санитарной обработке оборудования, инвентаря и тары рекомендуется использовать следующие моющие средства и их концентрации (%) при ручном и механизированном способах очистки:
|
ТМС: |
По массе: |
|
МД-1 |
0,7-0,8 |
|
Ром-АЦ-1 |
0,6-0,8 |
|
МСТА |
2,0-3 |
|
МС-37 |
0,7-0,9 |
|
Витязь АЛМ |
0,9-1,2 |
|
Катрил 4 |
0,9-1 (по объему) |
|
ДП-4 |
0,5-0,7 |
|
ТМС: |
|
|
Стекломой |
0,5-0,6 |
|
Катрил-Д |
0,7-0,9 (по объему) |
|
Ника 2 |
1,0-1,2 |
|
ЕС Промоль Супер |
0,8-1,2 |
|
ПЗ МИЛ СИП |
0,5-0,6 |
|
ПЗ МИП ЦЕНТРА |
0,5-0,6 |
|
Кальцинированная сода |
2,0-4,0 |
Рекомендуются дезинфицирующие средства:
гипохлорит натрия марки А, Б - 150-200 мг/л акт. С1 (жидкость концентрированная (0,1-0,11%) 150-170 г/л);
нейтральный анолит АНК - 130-160 мг/л акт. С1, получаемый на установке СТЕЛ-60-03;
хлорамин Б (порошок) (0,1-0,11%), по массе 150-200 мг/л акт. С1;
Септабик (порошок), по массе 0,025-0,05%;
Септофор, по объему 0,015-0,02%;
Санэфект-128, по объему 0,1-0,2%;
ПЗ-Оксания Актив, по объему 1-2%.
В состав средств входят поверхностно-активные вещества (ПАВ), силикаты, фосфаты, карбонаты и наполнители (сера, диактилфталат, соли треххлорциануровой кислоты), активизирующие очистку и дезинфекцию. Они нетоксичны, негорючи, пожаро-, взрывобезопасны, биологически разлагаемы, не оказывают вредного влияния на обслуживающий персонал и окружающую среду. В технологическом отношении обладают высокоэффективный моюще-очищающим действием, низким пенообразованием, не вызывают коррозию очищаемых поверхностей, хорошо растворяются в воде, не имеют резкого и устойчивого запаха.
Водными растворами синтетических моюще-дезинфицирующих средств можно очищать и дезинфицировать загрязненные поверхности из металла, стекла, резины, керамики, полимерных и других материалов. Входящие в состав CMC ПАВ адсорбируются на границе «загрязнение-моющий раствор», что приводит к снижению свободной поверхностной энергии загрязнений и облегчает очистку. При использовании CMC удаление загрязнений с поверхности происходит эмульгированием жидкой фазы (образованием эмульсий) и диспергированием твердой фазы (образованием дисперсий).
Эмульгирование жидкой фазы загрязнений происходит в водных растворах ПАВ, которые создают на поверхности капель масла прочные адсорбционные слои. Благодаря этому образуется эмульсия - система несмешивающихся жидкостей, одна из которых распределена в виде мелких капель в другой.
Диспергирование твердой фазы загрязнений происходит за счет адсорбции ПАВ на частицах загрязнений. Малое поверхностное натяжение моющего раствора обеспечивает его проникновение в мельчайшие трещины частиц загрязнения и возможность адсорбироваться ПАВам на поверхностях этих частиц. При этом создается расклеивающее давление на частицы, происходит их разрушение и измельчение.
Важные свойства моющих растворов - стабилизация в растворе отмытых загрязнений и предупреждение их повторного осаждения на очищенную поверхность. Молекулы моющего средства обволакивают загрязнения и очищенную поверхность, препятствуя укрупнению частиц загрязнений и оседанию их на уже очищенную поверхность. Это свойство играет весьма положительную роль на этапе очистки изделий. Однако образующиеся при этом устойчивые эмульсии и дисперсии на этапе регенерации загрязненной очищающей среды серьезно усложняют и удорожают выделение накопившихся загрязнений из очищающей среды. Это следует учитывать и не злоупотреблять применением эффективных моющих средств.
При отсутствии синтетических моющих средств на предприятиях для очистки оборудования можно применять моющие смеси, которые можно заказать или приготовить на месте (табл. 4.1).
4.1. Моющие смеси, рекомендуемые для очистки оборудования
|
Назначение смеси |
Состав смеси (в весовых ), % частях |
||||
|
сода каустическая |
сода кальцинированная |
тринатрий фосфат |
жидкое стекло |
||
|
Для очистки оборудования, не соприкасающегося с горячим молоком и изготовленного из нержавеющей стали или другого металла с оловянным покрытием |
|
50 |
40 |
10 |
|
|
Для очистки оборудования, изготовленного из алюминия |
|
18,5 |
18,5 |
63 |
|
|
Для удаления молочного камня с оборудования, соприкасающегося с горячим молоком (кроме выполненного из алюминия) |
10 |
50 |
35 |
5 |
|
|
Для очистки оборудования и тары, изготовленных из стекла и фарфора |
65 |
30 |
|
5 |
|
Рабочие растворы моющих средств необходимой концентрации готовят из концентрированных растворов или серийных порошков с соблюдением необходимой предосторожности. Емкости для рабочих растворов должны быть изготовлены из нержавеющей стали. Допускается приготовление рабочих растворов в емкостях фляго-, бутылко- и банкомоечных машин, а также в резервуарах, предназначенных для циркуляции моющих растворов.
Для очистки изделий используется широкая номенклатура моечного оборудования. По принципу действия моечные машины разделяют на струйные, погружные, циркуляционные, комбинированные и др.
В струйных моечных машинах физико-химический фактор воздействия водных растворов моющих средств дополняется механическими воздействиями (ударами) струи на удаляемые загрязнения, что приводит к разрушению и размыву последних за счет возникших при ударе нормальных и касательных напряжений. Для формирования струй используют различные насадки, а создания давления - центробежные, плунжерные и другие насосы.
Струйные моечные машины по конструктивным признакам подразделяются на следующие типы: струйно-мониторные, струйные камерные, струйные конвейерные.
Струйно-мониторные моечные машины используют для наружной очистки машин, оборудования и производственных помещений.
В последние годы развитие струйно-мониторных машин шло по пути повышения давления истечения струи до 10-20 МПа. Установки оснащают различными насадками, нагревателями для воды, устройствами, позволяющими применять моющие и дезинфицирующие средства и добавляющими в струю твердые частицы.
Преимущества этих машин - мобильность, универсальность небольшой расход воды и электроэнергии на очистку.
Струйные камерные и конвейерные моечные машины используют для наружной очистки полнокомплектных машин (камерные) и очистки узлов и деталей (камерные и конвейерные).
Струйные камерные моечные машины состоят из следующих основных конструктивных элементов: моечные камеры, системы гидрантов с соплами для формирования струй, нагнетательный насос, ванны для приготовления, хранения и нагрева моющего раствора.
Струйные конвейерные моечные машины имеют те же конструктивные элементы, что и струйные камерные, а транспортировка деталей в зону очистки и из нее осуществляется подвесным или напольным конвейером.
Эксплуатация этих машин в производстве выявила существенные недостатки:
большие потери теплоты в рабочей камере и безвозвратный унос ее в систему вентиляции;
многократное перекачивание моющей жидкости по контуру «насос - сопла коллекторов гидранта - рабочая зона - насос - бак» приводит к дроблению уже удаленных с очищаемых изделий твердых и масляных загрязнений, росту их поверхности и аккумулированию на этих поверхностях ПАВ, что приводит к быстрому старению раствора;
трудоемкость технического обслуживания, связанная с прочисткой сопел гидрантов. За недельный срок работы засоряется до 60% отверстий сопел;
наработка на отказ у большинства моечных машин струйного типа не превышает 40-60 ч, а ресурс до ремонта напорных насосов - 500-600 ч;
некачественная очистка узлов и деталей сложной формы.
Очистка погружением - обработка в ваннах с моющим раствором. Преимуществом погружных моечных машин по сравнению со струйными является эффективное удаление масляных и асфальто-смолистых загрязнений путем комплексного воздействия физико-химического фактора моющего действия растворов и механического воздействия потоков жидкости на загрязненную поверхность. При очистке погружением моющий раствор воздействует и очищает внутренние и другие поверхности деталей сложной формы, не доступные воздействию струй при струйной обработке. Наконец, при удалении указанных загрязнений этот способ требует значительно меньше затрат энергии.
В существующих конструкциях погружных моечные машин создаются скоростные потоки движения жидкости у поверхности в пределах 0,15-6 м/с. С ростом скоростей потоков резко снижается продолжительность очистки поверхностей и повышается производительность.
В комбинированных моечных машинах сочетается применение нескольких способов очистки в одном агрегате: погружного и струйного, очистки в различных моющих жидкостях.
В этих машинах удачно сочетаются достоинства погружных машин (малая энергоемкость, простота конструкции) и струйных моечных машин, которые выполняют, в основном, функции ополаскивания и пассивации. Использование многосекционных ванн, объединенных транспортными системами, и автоматических линий позволяет вести обработку изделий в требуемой последовательности.
Механическая очистка деталей должна быть обязательной принадлежностью моечных участков. Она применяется для очистки поверхностей от продуктов коррозии, удаления пригоревших пищевых продуктов с оборудования и тары, а также прокладок с поверхностей разъема, очистки деталей от нагара, накипи и других прочных загрязнений.
Для очистки используют ручной и механический инструмент. Часто применяют механизированные металлические и капроновые щетки, иглофрезы. В качестве привода инструмента используются пневматические и электрические машины.
Энергоемкость очистки щетками составляет около 0,5 кВт×ч/м2 и находится на уровне лучших способов погружной очистки.
Пневмодинамическая очистка представляет собой процесс, при котором мелкие твердые частицы захватываются воздушной струей и направляются на очищаемую поверхность. Процесс характеризуется малыми удельными затратами энергии на очистку.
На ремонтных предприятиях нашли применение установки для очистки деталей косточковой крошкой и другими твердыми частицами, которые, вылетая из сопла со скоростью 40 м/с и более, легко разрушают твердые загрязнения - нагар, накипь и т.п., не повреждая при этом поверхность деталей. Пневмодинамической очистке поддаются лишь те поверхности, которые попадают в зону прямого воздействия струи. Внутренние полости, карманы и углубления сложной формы остаются неочищенными.
Эффективность очистки зависит от свойств поверхности детали, характера загрязнений, твердости и размера частиц песка или дроби, скорости и угла наклона струи, расстояний от сопла до очищаемой поверхности и других факторов.
Устранение вредного для здоровья пылеобразования обеспечивает гидроабразивная очистка, при которой на загрязненную поверхность действует струя воды с абразивом. При этом основным энергоносителем является сжатый воздух, который увлекает смесь абразива с жидкостью и с большой скоростью выбрасывает ее на очищаемую поверхность.
Твердые частицы находятся в жидкости во взвешенном состоянии. Для приготовления смеси применяют кварцевый песок, оксид алюминия, карбид бора и другие частицы размером 0,8-1 мм. Содержание твердых частиц в воде находится в соотношении от 1:2 до 1:6 (по объему).
Очистку изделий от прочносвязанных загрязнений (нагар, пригоревшие продукты питания и т.п.) можно проводить в галтовочных барабанах, вращающихся с постоянной скоростью.
При галтовке детали помещают во вращающиеся барабаны, в которых очищаемые поверхности подвергаются абразивному действию загружаемых в те же барабаны абразивных частиц (фарфоровой крошки, боя абразивных кругов и т.п.) и очищаются благодаря взаимному трению деталей между собой и абразивным наполнителем.
В случае мокрой галтовки в барабаны наряду с абразивными частицами добавляют органические растворители или водные растворы синтетических моющих средств. Чаще всего барабаны погружают в ванны с соответствующими моющими жидкостями, которые проникают в полость барабана через его перфорированную поверхность. Детали вместе с абразивным наполнителем занимают 70-80% объема барабана.
Частоту вращения барабана выбирают исходя из анализа фаз движения сыпучих тел во вращающемся барабане. При небольшой частоте вращения барабана наблюдается «каскадное» движение, при котором постепенно обваливаются поверхностные слои материала. При некотором увеличении частоты вращения материал начинает осыпаться потоком - «критическое» состояние, далее следуют состояние «равновесия» и полное прекращение движения сыпучих тел относительно стенок барабана.
Частота вращения барабана, при которой наступает момент прекращения движения, определяется из выражения
![]() (4.1)
(4.1)
где n - частота вращения барабана, мин-1;
d - диаметр барабана, м;
с - постоянная (с = 42,3).
По опытным данным, оптимальную частоту вращения барабана принимают на 35-40% меньше значения, полученного расчетом по формуле (4.1). В России разработана галтовочная установка, в которой барабан с очищаемыми изделиями совершает колебания, перекатываясь по дугообразным направляющим с изменяющейся по величине и направлению скоростью. Такая установка не имеет ограничений по частоте колебаний и вращения барабана (рис. 4.3).
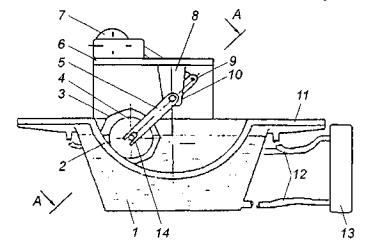
Рис. 4.3. Схема галтовочной установки:
1 - ванна; 2 - направляющая; 3 - барабан; 4 - опора; 5 - коромысло; 6 - рама; 7
- привод; 8 - кронштейн; 9 - рычаг; 10 - вал; 11 - карман; 12 - соединительные
шланги; 13 - блок очистки раствора; 14 - шейка опоры
В современной технологии ремонта машин находит применение виброабразивная очистка деталей от нагара, продуктов коррозии, накипи и других трудноудаляемых загрязнений.
Виброабразивная очистка заключается в том, что загрязненные детали и абразивный наполнитель помещают в контейнер, которому сообщают колебательное движение, т.е. он вибрирует. Содержимое контейнера движется по сложной траектории. Процесс сопровождается последовательным нанесением микроударов частицами абразивного наполнителя по поверхности очищаемых деталей. Загрязнения при этом разрушаются и детали очищаются. Для удаления продуктов загрязнений и интенсификации очистки в контейнер подают моющую жидкость или сжатый воздух.
Опыт эксплуатации устройств для виброабразивной обработки деталей показывает высокую эффективность воздействия абразивного материала на поверхность обрабатываемых деталей. Удаление загрязнений следует проводить без повреждения очищаемых изделий, сохраняя заданные размеры и шероховатость поверхности. С этой целью при разработке технологического процесса очистки выбирают соответствующее оборудование, абразивные наполнители, моющие жидкости, параметры вибраций (амплитуду и частоту колебаний).
Под воздействием вибраций заданной частоты (35-40 Гц) и амплитуды (до 2,5 мм) вся загрузка контейнера приобретает псевдосжиженное состояние. Абразивный наполнитель вследствие текучести заполняет полости и отверстия, чем и обеспечивается очистка сложных по форме деталей.
В качестве наполнителя при очистке деталей от прочносвязанных загрязнений применяют отходы керамической промышленности, крошку шлифовальных кругов, уралит, гальку и др. Размеры и форма частиц наполнителя должны обеспечивать их контакт со всей очищаемой поверхностью деталей.
Виброабразивный способ очистки - один из перспективных, позволяет получать высокое качество очистки при относительно малых удельных затратах энергии.
Внутренние замкнутые системы, как правило, моют и дезинфицируют способом безразборной циркуляции растворов в автоматическом или ручном режиме.
Автоматизированная система безразборной очистки обычно работает по принципу вытеснения потока: остатки продукта вытесняются ополаскивающей водой, ополаскивающая вода - моющий раствор, моющий раствор - новой порцией ополаскивающей воды и т.д.
Оборудование, снабженное этой системой, имеет емкость для раствора вместимостью 50-200 л с электроподогревом, центробежный насос, дополнительные трубопроводы с трехходовым и пневматическим клапанами и электрическим шкафом с пультом управления.
Цикл очистки замкнутых молокопроводящих систем включает в себя следующие операции:
ополаскивание системы холодной водой (15-25°С) до полного удаления остатков молока в течение 3-5 мин (контроль визуальный);
очистка моющим раствором при концентрации 2-5 г/л и температуре 50-70°С в течение 10-15 мин;
ополаскивание теплой водой (35-45°С) до полного удаления остатков моющего раствора в течение 5 мин (контроль с помощью индикатора).
Емкости для хранения молока при очистке подключают к трубопроводу системы. Включают установку с пульта управления. Очистка осуществляется по программе, заданной на программирующем устройстве, или в ручном режиме. Моют моющим раствором. Цикл очистки включает в себя следующие операции:
ополаскивание холодной водой (15-25°С) до полного удаления остатков молока в течение 3-5 мин (контроль визуальный);
очистка раствором моющего средства при концентрации раствора 2-3 г/л, температуре 60-70°С (в течение 5-8 мин);
ополаскивание теплой или холодной водой (20-30°С) до полного удаления остатков моющего раствора в течение 5-6 мин (контроль с помощью индикатора).
В случае образования известковых остатков или отложений типа «молочный камень» рекомендуется один раз в месяц проводить кислотную обработку (или по необходимости).
Очистку пастеризаторов осуществляют моющим раствором в следующих технологических режимах:
ополаскивание холодной водой (15-20°С) в течение 5-6 мин (контроль выходящей ополаскивающей воды - визуальный);
очистка раствором кислоты (0,2%) при температуре 60-65°С в течение 10-15 мин;
ополаскивание холодной водой в течение 5 мин;
очистка раствором моющего средства при концентрации 3-5 г/л, температуре 65-70°С и времени воздействия 10-15 мин;
ополаскивание теплой водой (30-40°С) в течение 5-8 мин (контроль с помощью индикатора).
Детали и сборочные единицы после разборки сепараторов, пастеризаторов, молочных насосов, фильтров и других с незначительными остатками отложений и детали сложной конфигурации (краны, переходники) очищают вручную щетками и ершами в ваннах с раствором типа МСЖ при концентрации 5 г/л и температуре 30-50°С.
Сильно загрязненные агрегаты или детали с прочно связанными отложениями предварительно замачивают в ваннах с электроподогревом в моющих растворах при концентрации 10-15 г/л и температуре 50-70°С. После замачивания очищают вручную ершами или в специальных моечных машинах.
Очистку и дезинфекцию оборудования для переработки мяса и рыбы осуществляют в водных растворах моющих средств при концентрации раствора 3-5 г/л и температуре 40-60°С. Очищают мониторными моечными машинами или щетками и ершами.
Современные способы очистки поверхностей предусматривают комплексное механическое и физико-химическое воздействие активной очищающей среды на загрязненную поверхность, в результате которого загрязнения удаляются с поверхности и распределяются в объеме очищающей среды (табл. 4.2-4.7).
4.2. Режимы работы моечных машин для очистки и мойки оборудования цехов малой мощности и малотоннажных предприятий
|
Наименование объекта |
Режим работы моечной машины |
Основные параметры струи воды |
|
|
температура, °С |
давление перед насадкой, МПа |
||
|
1 |
2 |
3 |
4 |
|
Технологическое оборудование (сепараторы, маслоизготовители, волчки, куттеры, машины для разделки теста, плодов и овощей, прессы и др.) |
Моющее средство; |
10-80 |
8-10 |
|
вращающаяся (плоская) щетка |
10-80 |
3-4 |
|
|
Резервуары и емкости различных типоразмеров (танки, ванны, дежи и др.) |
Основной режим; |
10-90 |
8-16 |
|
вращающаяся (плоская) щетка |
10-90 |
3-4 |
|
|
Оборудование для тепловой обработки (печи, термокамеры, конвейерные установки, шкафы варочные, жарочные, расстойные, автоклавы, котлы и др.): |
|
|
|
|
наружные поверхности |
Основной режим; |
10-90 |
8-16 |
|
|
вращающаяся (плоская) щетка; |
10-90 |
3-4 |
|
|
моющее средство; |
До 80 |
До 10 |
|
|
моющее средство и вращающаяся (плоская) щетка |
До 80 |
3-4 |
|
внутренние |
Основной режим; |
10-140 |
8-16 |
|
|
вращающаяся(плоская) щетка; |
10-140 |
3-4 |
|
|
турболазер, турбонасадка; |
10-140 |
8-9 |
|
|
моющее средство; |
До 80 |
До 10 |
|
|
моющее средство и вращающаяся (плоская) щетка |
До 80 |
3-4 |
|
Столы технологические (обвалочные, жиловочные, формовочные, разделочные и др.) |
Основной режим; |
10-90 |
До 6 |
|
вращающаяся (плоская) щетка |
10-90 |
3-4 |
|
|
Передвижные рамы, технологические тележки (тележка-чан, тележка-этажерка, ванна-тележка, пресс-тележка и др.) |
Турболазер, турбонасадка |
10-90 |
До 16 |
|
Поддоны, противни, формы |
Основной режим; |
10-90 |
8-16 |
|
турболазер, турбонасадка; |
10-90 |
До 19 |
|
|
устройство для гидропескоструйной обработки; |
10-90 |
До 13 |
|
|
|
моющее средство |
До 80 |
До 10 |
|
Мелкий инструмент и приспособления (крюки, ножи, вилки, скалки и др.) |
Основной режим; |
10-90 |
6-9 |
|
моющее средство |
До 80 |
6-9 |
|
|
Транспортеры, конвейеры, калиброватели: |
|
|
|
|
боковые ограждающие поверхности; щиты ограждения |
Вращающаяся (плоская) щетка |
10-90 |
3-4 |
|
планки, звенья, ленты резинотканевые |
Основной режим; |
10-90 |
8-16 |
|
|
турболазер, турбонасадка |
10-90 |
До 19 |
|
Технологические трубопроводы, резиновые рукава различного диаметра и длины |
Устройство для очистки внутренних поверхностей труб |
10-90 |
4-9 |
4.3. Модели моечного и очистного технологического оборудования для предприятий перерабатывающих отраслей АПК
|
Модель |
Давление максимальное, МПа |
Расход воды, л/ч |
Температура воды (максимальная), |
Напряжение питания, В |
Мощность, кВт |
Масса, кг |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Битовые моечные машины без подогрева воды |
||||||
|
Италия |
|
|
|
|
|
|
|
РТ JETBOX |
10 |
420 |
До 50 |
220 |
1,8 |
14 |
|
Германия |
|
|
|
|
|
|
|
KarcherK520M |
12 |
450 |
До 50 |
220 |
2 |
12,5 |
|
Karcher К502М |
12 |
450 |
До 50 |
220 |
2 |
13 |
|
Karcher 720МХ |
15 |
500 |
До 50 |
220 |
3 |
21 |
|
Профессиональные моечные машины без подогрева воды |
||||||
|
Германия |
|
|
|
|
|
|
|
Kranzle 135 |
13,5 |
660 |
До 60 |
220 |
2,4 |
32 |
|
Kranzle 160TST |
14 |
660 |
До 70 |
220 |
2,3 |
36 |
|
Kranzle 155 |
15,6 |
720 |
До 60 |
380 |
2,6 |
32 |
|
Kranzle 195TST |
18 |
450 |
До 70 |
220 |
2,4 |
36 |
|
Kranzle 185 |
18,5 |
840 |
До 60 |
380 |
4 |
36 |
|
Kranzle 205T |
19 |
840 |
До 60 |
380 |
4 |
36 |
|
Karcher HD650 |
15 |
550 |
До 60 |
220 |
3,1 |
27 |
|
Karcher HD855S |
15 |
550 |
До 60 |
220 |
3,4 |
37 |
|
Karcher HD690 |
16 |
700 |
До 60 |
380 |
4,7 |
27 |
|
Karcher HD895S |
19,5 |
850 |
До 60 |
380 |
6,5 |
37 |
|
Karcher HD1090 |
23 |
900 |
До 60 |
380 |
8,4 |
55 |
|
Дания и Германия |
|
|
|
|
|
|
|
WAP/KEW 1000TRITON |
19,5 |
1000 |
До 60 |
380 |
4,8 |
43 |
|
WAP/KEW 44СЗКА |
17 |
1200 |
До 85 |
380 |
6,7 |
70 |
|
WAP/KEW 52СЗКА |
19 |
1280 |
До 85 |
380 |
8 |
75 |
|
Профессиональные моечные машины с подогревом воды |
||||||
|
Германия |
|
|
|
|
|
|
|
Karcher HDS695VEX |
15 |
800 |
140 |
380 |
6,4 |
117 |
|
Karcher HDS895VEX |
17 |
1000 |
140 |
380 |
6,7 |
133 |
|
Дания и Германия |
|
|
|
|
|
|
|
WAP/KEW ЗОНА |
14,5 |
570 |
150 |
220 |
3 |
85 |
|
WAP/KEW 3840НА |
19,5 |
960 |
150 |
380 |
5,4 |
95 |
4.4. Режимы работы моечных машин на мясоперерабатывающих предприятиях
|
Наименование оборудования |
Режим работы моечной машины |
Основные параметры струи воды |
|
|
температура, °С |
давление перед насадкой, МПа |
||
|
1 |
2 |
3 |
4 |
|
Технологические столы: |
Основной режим; |
10-90 |
3-6 |
|
обвалочные, жиловочные, формовочные, разделочные; термокамеры (наружные поверхности) |
вращающаяся (плоская) щетка |
10-90 |
3-4 |
|
Ножи, крюки и другой мелкий инструмент и приспособления |
Основной режим |
10-90 |
6-9 |
|
Волчки, мясорубки, куттеры, измельчители, фаршемешалки, шприцы, чаны, шкафы жарочные: |
Основной режим |
50-90 |
8-16 |
|
внутренние поверхности |
Турболазер, турбонасадка |
50-90 |
8-19 |
|
наружные окрашенные поверхности |
Вращающаяся (плоская) щетка |
50-90 |
3-4 |
|
Рамы универсальные, тележки-чаны, тележки- этажерки, формы |
Турболазер, турбонасадка |
50-90 |
До 16 |
|
Термокамеры (внутренние поверхности - пол, стены, потолок, двери) |
Турбонасадка, |
50-100 |
До 16 |
|
устройство для гидропескоструйной обработки |
50-100 |
До 13 |
|
|
Моющее средство |
50-80 |
До 10 |
|
4.5. Режимы работы моечных машин на предприятиях по производству молочной продукции
|
Наименование оборудования |
Режим работы моечной машины |
Основные параметры струи воды |
|
|
температура, °С |
давление перед насадкой, МПа |
||
|
1 |
2 |
3 |
4 |
|
Резервуары и емкости различных типоразмеров для сбора, хранения и охлаждения молока, сепараторы, пленочные охладители, пастеризаторы, масло- и сыроизготовители, вакуум-выпарные установки, гомогенизаторы, прессы, холодильные шкафы, камеры хранения и др. |
Основной режим; |
10-90 |
8-16
|
|
вращающаяся (плоская) щетка; |
10-90
|
3-4
|
|
|
моющее средство; |
До 80 |
8-10
|
|
|
моющее средство и вращающаяся (плоская) щетка |
До 80 |
3-4 |
|
|
Контейнеры, передвижные тележки и стеллажи |
Основной режим |
До 80 |
До 16 |
|
Столы технологические (приемный, фасовочный) |
Основной режим; |
До 80 |
До 6 |
|
турболазер, турбо-насадка; |
До 80 |
До 19 |
|
|
вращающаяся (плоская) щетка |
До 80 |
3-4 |
|
|
Мелкий инвентарь и оборудование (фляги, бидоны, ложки, поддоны, бачки, формы и др.) |
Основной режим; |
10-90 |
6-9 |
|
вращающаяся (плоская) щетка; |
10-90 |
3-4 |
|
|
моющее средство; |
До 80 |
6-9
|
|
|
моющее средство и вращающаяся (плоская) щетка |
До 80 |
3-4 |
|
|
Молокопроводы, гофрированные рукава различных диаметров и длины |
Устройство для очистки внутренних поверхностей труб |
10-90 |
4-9 |
4.6. Физико-химические свойства жидких моющих средств и порошкового моющего средства МСЖ-ЗС
|
Моющее средство |
Температура, °С |
||||
|
25 |
60 |
||||
|
устойчивость пены |
коррозионное действие, г/м2·ч |
смачиваемость, с |
рН |
моющее действие, с |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
ЭМС-Щ |
0,33 |
0,0025 |
8 |
12,4 |
80 |
|
Биомол |
0,45 |
0,0131 |
3 |
12,9 |
70 |
|
Тигма |
0,5 |
0,0071 |
15 |
12,2 |
65 |
|
Модус |
0,61 |
0,0063 |
26 |
11,5 |
210 |
|
МСЖ-Щ |
0,75 |
0,0066 |
19 |
10,8 |
130 |
|
Хайджиниус |
0,77 |
0,0058 |
13 |
10,6 |
25 |
|
Ультра |
|
|
|
|
|
|
МСЖ-ЗС |
0,8 |
0,0052 |
12 |
10,5 |
15 |
4.7. Технологические режимы очистки растворами жидких моющих средств
|
Моющее средство |
Концентрация % |
Время (Т), с |
Температура (t), °С |
|
Тигма |
0,6-1,0 |
240-120 |
50-70 |
|
ЭМС-Щ |
0,75-1,2 |
360-150 |
50-70 |
|
Биомол |
0,6-1,0 |
180-120 |
50-70 |
С целью увеличения срока использования очищающей среды, снижения расхода материалов и загрязнения окружающей среды очищающую среду в современных условиях необходимо регенерировать, а выделяющиеся при этом загрязнения перерабатывать, обезвреживать и утилизировать.
Регенерацию жидкой очищающей среды проводят с применением отстаивания, центрифугирования, флотации, коагуляции, ультрафильтрации и других процессов.
Для выполнения этих работ требуются соответствующее оборудование, существенные дополнительные затраты энергии и других ресурсов. Уменьшение этих затрат является важной задачей, над решением которой работают исследователи.
Разборка оборудования
Трудоемкость разборочно-сборочних работ составляет более 50% от общей трудоемкости ремонта оборудования. Степень и технология разборки машин и оборудования зависят от их конструкции и технического состояния, вида и метода ремонта. При текущем ремонте оборудование разбирают частично, при капитальном - полностью.
При разборке применяют различное оборудование, приспособления и инструмент: стенды, прессы, съемники, гайковерты, ключи и др. Многие машины, оборудование и их агрегаты при разборке закрепляют на специальных стендах, конструкция которых зависит от габаритных размеров, массы, устройства и других параметров разбираемых объектов. Конструкция стендов должна обеспечить безопасность и минимальную трудоемкость работ.
Общие правила разборки. Разбираемые машины или агрегаты должны быть чистыми, для чего их подвергают наружной очистке.
Последовательность разборки должна соответствовать технологической карте или инструкции. Вначале снимают легкоповреждаемые и защитные части (электрооборудование, трубопроводы, шланги, кожухи, капоты, тяги и др.). Затем снимают самостоятельные узлы и агрегаты, моют их и разбирают на детали. Некоторые узлы и агрегаты со специфической технологией ремонта (электрооборудование, гидравлическая аппаратура, баки, радиаторы, рамы и др.) не разбирают, а направляют на соответствующие рабочие места, где их проверяют и ремонтируют.
Во время разборки и ремонта запрещается разукомплектовывать детали, которые при изготовлении обрабатывают в сборе или балансируют: крышки коренных подшипников с блоком компрессора, крышки шатунов с шатунами, противовесы коленчатых валов, коленчатые валы с маховиками и др. С этой целью их метят, связывают проволокой, вновь соединяют болтами и т.д.
При разборке необходимо пользоваться съемниками, приспособлениями и инструментами, которые обеспечивают правильное центрирование деталей и равномерное распределение усилий. Не разрешается ударять стальным молотком или кувалдой по снимаемым или выпрессовываемым подшипникам, втулкам, сальникам и т.д. Для этого при необходимости следует применять наставки, оправки, выколотки с более мягкими наконечниками (молотки с медными бойками). Нельзя прилагать чрезмерных усилий там, где это не предусмотрено технологией. При выпрессовке подшипника из гнезда усилие прикладывают к наружному кольцу, а при спрессовке с вала - к внутреннему. Запрещается выпрессовывать подшипники ударным инструментом.
Крепежные детали (болты, гайки, шайбы и др.) следует уложить в сетчатые ящики или вновь установить на свои места. Нельзя разукомплектовывать соединения с резьбой повышенной точности (болты крепления крышек шатунов, маховика к коленчатому валу и др.). Во избежание появления трещин при снятии чугунных деталей, закрепленных несколькими болтами, сначала отпускают все болты или гайки на пол-оборота, а затем постепенно отворачивают их полностью.
Открытые полости и отверстия, через которые внутрь детали или узла может проникнуть грязь, нужно закрывать крышками и пробками. Детали и агрегаты массой более 20 кг необходимо поднимать и перемещать подъемно-транспортными средствами с надежными захватами.
Разборка резьбовых соединений. 60-65% трудоемкости разборочных работ приходится на резьбовые соединения (PC). В зависимости от условий эксплуатации PC классифицируют на три группы (табл. 4.8).
4.8. Классификация PC в зависимости от условий эксплуатации
|
Группа |
Местоположение PC в машине и условия эксплуатации |
Примеры PC |
|
Тяжелая |
Расположены снаружи машины в нижней части, работающей в условиях запыления, загрязнения и повышенной коррозии |
Крепление колес, стремянок, рессор, редукторов машин и др. |
|
Средняя |
Расположены снаружи машины в верхней ее части, закрыты кожухами, капотами и т.п. |
Крепление головки блока, корпуса сцепления, крышек шестерен силовых агрегатов и пр. |
|
Легкая |
Расположены внутри корпусов, находятся в масляной среде |
Крепление крышек коренных подшипников, крышек шатунов, фланцев и стаканов редукторов и др. |
Значение крутящего момента при разборке PC определяют по табл. 4.9.
4.9. Значения крутящего момента при разборке PC
|
Группа соединений |
Момент Н·м при диаметре резьбы, мм |
||||||
|
М8 |
М10 |
М12 |
М14 |
М16 |
М20 |
М24 |
|
|
Тяжелая |
До 45 |
До 80 |
До 190 |
До 260 |
До 350 |
До 600 |
До 800 |
|
Средняя |
До 40 |
До 60 |
До 180 |
До 190 |
До 320 |
|
- |
|
Легкая |
До 35 |
До 45 |
До 160 |
До 180 |
До 300 |
- |
- |
Разбирают резьбовые соединения с помощью ручного и механизированного инструмента. В первом случае используют гаечные ключи (рожковые, торцевые, накидные, коловоротные, трещеточные и др.), отвертки, шпильковерты и др.
Применение механизированных инструментов (гайковертов, шуруповертов, шпильковертов) в несколько раз повышает производительность труда и улучшает его условия. По типу привода их разделяют на электрические, пневматические и гидравлические, а по конструктивным признакам - без фиксированного крутящего момента, с самоостановом двигателя в конце затяжки PC, с механизмом ударного действия одно- и многошпиндельные.
Пневматические инструменты (табл. 4.10) по сравнению с другими имеют меньшие массу и реактивный момент, но обладают низкими долговечностью и КПД (7-11%), создают высокий уровень шума и вибраций.
4.10. Техническая характеристика ударных пневматических гайковертов
|
Показатели |
Гайковерт |
|||||
|
ИП3111 |
ИП3112А |
ипззпз |
ИП3106 |
ИП3205 |
ГИП3207 |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Наибольший диаметр резьбы, мм |
12 |
14 |
18 |
42 |
42 |
16 |
|
Наибольший крутящий момент, Н·м |
63 |
100 |
250 |
|
|
100 |
|
Расход сжатого воздуха, м /мин |
0,7 |
0,97 |
0,9 |
1 |
1 |
0,7 |
|
Рабочее давление воздуха, МПа |
0,5 |
0,5 |
0,5 |
0,5 |
0,5 |
0,5 |
|
Масса (без сменной торцовой головки), кг |
1,9 |
2,2 |
3 |
9 |
9,5 |
2,6 |
* Регулируемый.
Машины без фиксированного крутящего момента применяют редко. Машины с регулируемой муфтой позволяют устанавливать заданный крутящий момент. Гайковерты ударного действия имеют меньшую массу и малый реактивный момент по сравнению с гайковертами вращательного действия. Их момент затяжки зависит от продолжительности работы, а для обеспечения нужного крутящего момента необходимо ее регулировать.
Разборка прессовых соединений. Трудоемкость этих работ составляет 20-25% от общего объема разборочных работ. Усилия распрессовки часто значительно превосходят теоретически необходимые, особенно при наличии коррозии соединения. Для разборки прессовых соединений (ПС) применяют съемники, прессы, стенды и приспособления. Они бывают специальные (для снятия определенной детали) и универсальные, ручные и приводные, механические, пневматические, гидравлические, стационарные и переносные.
Механические и пневматические съемники и приспособления применяют для разборки соединений, не требующих значительных усилий. При больших усилиях ПС разбирают с помощью гидравлических стендов и прессов.
Съемники действуют по принципу захвата снимаемой детали или упора в нее (рис. 4.4). Применяемые при ремонте машин гидравлические стенды и прессы имеют ряд недостатков: недостаточное давление (10-20 МПа), высокие материале- и энергоемкость и др.
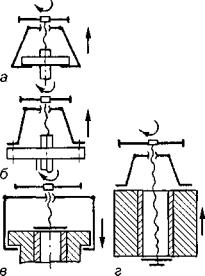
Рис. 4.4. Схема применения съемников:
а - с лапками для захвата детали при выпрессовке; б - с лапками, закрепленными
на детали для выпрессовки; в - для выталкивания детали; г - для вытаскивания
детали
В ГОСНИТИ разработан комплект гидрофицированного инструмента высокого давления (до 80 МПа), состоящий из универсальной переносной гидравлической станции, наборов исполнительных механизмов (гидроцилиндров) широкого диапазона усилий (от 1 до 20 т), набора рабочих органов (съемников, захватов и т.д.).
Универсальная гидравлическая станция ОР-12516-ГОСНИТИ с электрическим приводом состоит из масляного бака, двухпоточного насоса, гидравлической панели, крана управления, электрооборудования и аварийного клапана.
Техническая характеристика ОР-12516-ГОСНИТИ
Подача, л/мин:
ступени низкого давления 10
высокого 1,5
Рабочее давление, МПа 70±2
Мощность, кВт 1,5
Вместимость бака, л 20
Масса, кг 40
Для ремонта машин и оборудования на месте их установки (в цехе, полевых условиях) разработана переносная гидравлическая станция высокого давления с ручным приводом ОР-12565-ГОСНИТИ (рис. 4.5).
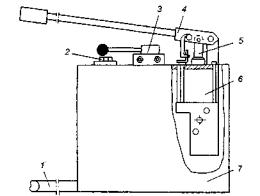
Рис. 4.5. Гидростанция высокого давления с ручным приводом:
1 - опора; 2 - заливной патрубок; 3 - кран управления; 4 - рукоятка; 5 -
плунжер; 6 - насос высокого давления; 7 - масляный бак
Техническая характеристика станции ОР-12565-ГОСНИТИ
Рабочее давление, МПа 70
Подача насоса, см3/ход 2
Вместимость бака, л 8
Габаритные размеры, мм 800x220x300
Масса, кг 20
Использование различных комбинаций рабочих органов гидрофицированного инструмента позволяет повысить производительность труда на разборочно-сборочных работах на 25-30%.
Съемники, прессы и другое оборудование подбирают по усилию распрессовки с коэффициентом запаса 1,5-2. Усилие распрессовки обычно больше усилия запрессовки на 20-30% и приближенно определяется по формуле
 (4.2)
(4.2)
где Рр - усилие распрессовки, кН;
dH - наружный диаметр охватывающей детали (ступицы), мм;
d - номинальный диаметр соединения, мм;
N - натяг в соединении, мм;
L - длина запрессовки (ступицы), мм;
Кр - коэффициент, равный для стали 7,5, чугуна - 4,3.
Ориентировочно это усилие определяют из выражений:
Рр = 2NL - для стального вала и стальной ступицы;
Рр = 15NL - для стального вала и чугунной ступицы.
Дефектация деталей
Дефектация - это операция, выполняемая для оценки технического состояния детали с целью определения пригодности ее к дальнейшей работе или необходимости восстановления. При дефектации определяют искажение геометрической формы деталей, изменение их размеров, физико-механические свойства материала (твердость поверхности, упругость и другие свойства), усталостные и другие разрушения. В первую очередь проверяют дефекты, по которым деталь чаще всего выбраковывается и не полежит восстановлению. При обнаружении такого дефекта остальные дефекты этой детали не проверяют.
При дефектации руководствуются техническими требованиями на ремонт каждого вида оборудования, в которых указаны краткая характеристика и возможные дефекты деталей, приведены размеры поверхностей по чертежу, допустимые размеры и другие параметры, а также применяемые средства контроля. При отсутствии технических требований руководствуются инструкциями по эксплуатации оборудования и другими документами.
Допустимыми называют размеры и другие параметры, при которых остаточный ресурс детали не меньше межремонтного ресурса агрегата и она может быть поставлена на него без восстановления, гарантируя удовлетворительную работу до очередного ремонта.
Контролируют обычно только те размеры и параметры, которые могут изменяться при эксплуатации машины. При этом сравнивают фактические значения параметров с их допустимыми значениями и делают заключение. Например, если измеренный диаметр шейки вала под подшипник больше допустимого, то, значит, вал по этой поверхности годен для дальнейшей эксплуатации и может быть установлен на ремонтируемый агрегат. Детали сортируют на пять групп и маркируют краской соответствующего цвета: годные (зеленым), годные в соединении только с новыми деталями (желтым), подлежащие восстановлению на данном предприятии (белым), подлежащие восстановлению на специализированном ремонтном предприятии (синим) и негодные - утиль (красным).
Для контроля геометрических параметров деталей применяют различные методы измерения и контрольно-измерительные средства. Используют абсолютный метод измерения, когда прибор показывает абсолютное значение измеряемого параметра (измерение диаметра вала микрометром), и относительный - определяют отклонение измеряемого параметра от установленного значения (измерение внутреннего диаметра гильзы цилиндров индикаторным нутромером). Если искомое значение параметра отсчитывают непосредственно по прибору, то это прямой метод измерения, если же его получают по результатам измерения другого параметра, связанного с искомым определенной зависимостью, то это косвенный метод. По числу измеряемых параметров различают дифференциальные и комплексные методы контроля. При первом измеряют значение каждого параметра в отдельности, при втором - суммарную погрешность нескольких параметров изделия (например, радиальный зазор подшипника, который зависит от износов беговых дорожек колец и тел качения).
При дефектации деталей технологического оборудования обычно проводят осмотр, применяют универсальный измерительный инструмент и специальные приборы. При выборе средства измерения необходимо учитывать его метрологические характеристики (цена и интервал деления шкалы, погрешность и пределы измерения и др.), а также допустимую погрешность измерения, которая связана с точностью (допуском) изготовления измеряемого элемента детали. На рис. 4.6 приведена номограмма для выбора средства измерения в зависимости от размера и точности (допуска) изготовления элемента детали.
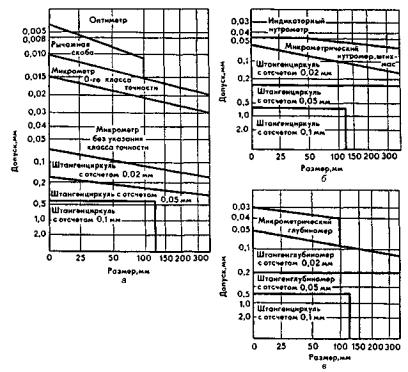
Рис. 4.6. Номограммы выбора средств измерения:
а - для валов; б - для отверстий; в - для глубин
Ряд параметров ремонтируемых соединений и деталей дефектуют с помощью универсальных и специальных приборов. Например, при дефектации радиальных подшипников качения определяют радиальный зазор с помощью прибора КИ-1223.
Дефекты пружин устанавливают осмотром и измерением упругости с помощью приборов МИП-100М, МИП-10 и других, измеряя усилие, которое нужно приложить к пружине для сжатия (растяжения) ее до длины в рабочем состоянии. Если усилие меньше допустимого, то пружину бракуют.
Дефектацию втулочно-роликовых цепей выполняют с помощью штангенциркуля (рис. 4.7) или приспособлений КИ-1854, КИ-16354 и др. При этом измеряют длину 20 звеньев цепи, предварительно растянутой с усилием 200 Н.
1. Длина измеряемого участка равна
![]() (43)
(43)
где L - показания штангенциркуля, мм;
d1 и d2 - диаметры крайних роликов, мм.
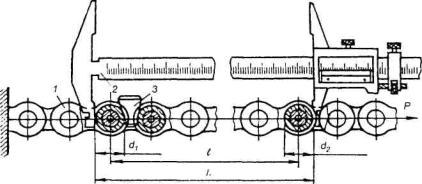
Рис. 4.7. Измерение среднего шага цепи:
1 - цепь; 2 - штангенциркуль; 3 - клин; d1 и d2
- диаметры крайних роликов; I
- длина измеряемого участка цепи; L - показания штангенциркуля; Р - нагрузка
Полученную длину делят на 20 и определяют средний шаг цепи. Если он больше допустимого, то ремонтируют или выбраковывают.
Параллельность осей валов и отверстий, перпендикулярность плоскостей и осей и другие пространственные параметры деталей определяют с помощью индикаторных приспособлений и оправок.
При дефектации коленчатых валов, корпусных деталей, емкостей и других сложных деталей определяют их герметичность, наличие трещин и других скрытых дефектов. Для этого используют различные методы: остукивания, гидравлический, пневматический, капиллярный, магнитный и др.
Гидравлический и пневматический методы применяют для контроля герметичности полых деталей (баки, радиаторы и др.) В полость нагнетают, например, воду под давлением 0,3-0,5 МПа и выдерживают 3-5 мин. Течь воды и падение давления указывают на наличие трещин и других повреждений.
Из капиллярных наиболее прост цветной способ: очищенную деталь смачивают в течение 10-30 мин керосином и вытирают досуха. Затем на поверхность наносят тонкий слой мела. После высыхания меловой обмазки керосин, выходя из трещины (капилляра), смачивает и окрашивает обмазку, выявляя дефект.
При магнитном способе деталь намагничивают дефектоскопом (типа МК, МД, ПМД и др.) и посыпают мелким железным порошком. В месте расположения трещины порошок скапливается и по нему определяют ее границы. Так проверяют, например, коленчатые валы компрессоров, двигателей.
Комплектование деталей
Это подготовительная операция перед сборкой. Она включает в себя сортирование деталей, их подбор для сборки соединений в соответствии с техническими требованиями, комплектование по номенклатуре и числу в соответствии с принадлежностью к агрегатам и узлам, раскладку в тару, доставку комплектов на место сборки.
Сортирование деталей предусматривает раскладку их по принадлежности к узлам и агрегатам. При этом часто детали сортируют по размерным группам, массе и другим показателям. Например, детали цилиндропоршевой группы двигателей и компрессоров подбирают в комплект одной размерной группы, а шатунно-поршневой - по массе. При ремонте оборудования детали комплектуют штучным и селективным (групповым) подбором.
При ремонте технологического оборудования непосредственно на перерабатывающих предприятиях применяют, как правило, штучный подбор, который заключается в том, что к одной детали с каким-то размером подбирают вторую деталь соединения, исходя из допустимого при их сборке зазора или натяга. Этот метод прост, но трудоемок.
Селективный (групповой) подбор применяют на специализированных ремонтных предприятиях. Суть его в том, что соединяемые детали после их обработки и контроля предварительно сортируют на размерные группы, клеймят или помечают красками. При сборке соединений используют детали одной группы.
Число размерных групп зависит от конструктивного и монтажного допусков зазора:
h = бк.з/бм.з, (4.4)
где бк.з = бк. max - бк.min и бм.з = бм. max - бм. min;
бк. max и бк. min - максимальный и минимальный конструктивные допуски зазора, мм;
бм. max и бм. min - максимальный и минимальный монтажные допуски зазора, мм.
Допуск каждой группы равен
конструктивному допуску, разделенному на число размерных групп. Размеры деталей
для каждой группы определяют по верхним и нижним отклонениям. Например, если
диаметр отверстия в поршне под поршневой палец равен ![]() мм, то
конструктивный допуск равен
0,015-0,005 = 0,01 мм. Если число размерных групп h=2, то допуск размера каждой из них будет
равен 0,01:2 = 0,005 мм.
мм, то
конструктивный допуск равен
0,015-0,005 = 0,01 мм. Если число размерных групп h=2, то допуск размера каждой из них будет
равен 0,01:2 = 0,005 мм.
Максимальные и минимальные монтажные зазоры для всех групп принимают одинаковыми в соответствии с техническими требованиями на сборку данного соединения.
При комплектовании некоторых деталей проводят пригоночные работы: припиловку, шабрение, притирку, зачистку заусенцев и др. Припиловку применяют для устранения коробления плоскостей деталей, обеспечения заданного зазора в стыке поршневых колец и др. Шабрением осуществляют точную взаимную подгонку деталей. Притиркой достигается необходимая герметичность соединений (клапаны, краны и др.).
Балансировка деталей и сборочных единиц
При вращении многих деталей и сборочных единиц (коленчатых валов, маховиков, шкивов, дисков, карданных валов, барабанов и т.д.) из-за наличия неуравновешенных масс возникают центробежные силы. Неуравновешенность деталей и узлов возникает из-за неточности их изготовления (даже в пределах допуска) и сборки (несоосность и др.), неравномерного изнашивания поверхностей и др. Неуравновешенность очень вредна, так как в результате ее возникают вибрации, резко возрастают нагрузки на детали и машину в целом, что в итоге приводит к ускорению изнашивания подшипниковых узлов и разрушению многих деталей.
Известно, что балансировка двигателя внутреннего сгорания повышает его надежность на 25%. После ремонта коленчатых валов перешлифовкой под ремонтный размер без последующей их балансировки дисбаланс в 2-5 раз превышает допустимое значение. Только из-за неуравновешенности отремонтированных коленчатых валов срок службы двигателей сокращается на 10-12%. Поэтому уравновешивание вращающихся деталей и сборочных единиц - один из важных резервов повышения надежности отремонтированных машин.
Различают статическую и динамическую неуравновешенность и соответственно статическую и динамическую балансировку.
Статическая балансировка. Статическая неуравновешенность обусловлена тем, что центр масс детали не лежит на оси ее вращения. При этом главная ось инерции детали параллельна оси ее вращения. В результате этого при вращении детали возникает неуравновешенная центробежная сила инерции:
F = mrw2, (4.5)
где F - центробежная сила, Н;
m - неуравновешенная масса, кг;
r - расстояние от массы m до оси вращения детали, м;
w - угловая скорость вращения, рад/с.
Из формулы видно, что неуравновешенность особенно опасна при большой частоте вращения, так как сила инерции пропорциональна ее квадрату.
При статической балансировке опытным путем определяют массу, которую необходимо удалить с детали или прибавить к ней, чтобы центр масс детали располагался на оси ее вращения. Для этого деталь (например, маховик), смонтированную на точно обработанную и уравновешенную оправку, устанавливают на горизонтальные призмы или ролики с малым сопротивлением в опорах. Под действием неуравновешенной массы, создающей крутящий момент, деталь самопроизвольно повернется и установится так, что эта масса будет находиться в нижнем положении. Устраняют дисбаланс удалением металла с утяжеленной (нижней) стороны детали сверлением, фрезерованием, опиловкой или прикреплением корректирующего груза на противоположной стороне (например, у колес автомобилей). Массу удаляемого металла или прикрепляемого груза определяют опытным путем, добиваясь, чтобы после поворота детали на любой угол она оставалась бы неподвижной (как бы в состоянии безразличного равновесия). Статическая балансировка на роликах точнее, чем на призмах.
Динамическая балансировка. Динамическая неуравновешенность возникает тогда, когда ось вращения детали не совпадает с ее главной осью инерции. При этом оси пересекаются или перекрещиваются.
Допустим, что при статической балансировке неуравновешенную массу m уравновесили массой Q. Поскольку положение плоскости, в которой расположена масса ш, неизвестно, то и вводимая компенсирующая масса Q расположится в любом поперечном сечении детали на каком-то расстоянии от первой плоскости. При этом центр масс совпадает с осью вращения, деталь на призмах установится в любом положении. Но при вращении такой детали возникнут центробежные, противоположно направленные силы F1 и F2 (рис. 4.8), т.е. возникает пара сил, образующая возмущающий момент,
M = F1·L = m·r·w2·L. (4.6)
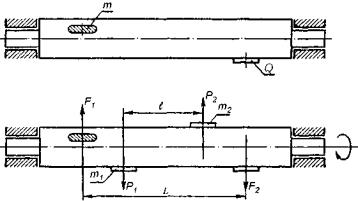
Рис. 4.8. Схема динамического уравновешивания детали:
т - неуравновешенная масса; Q
- статистически уравновешивающая масса; т1 и т2 -
динамически уравновешивающие массы; F1 и F2
- центробежные силы; P1
и Р2 - центробежные силы от уравновешивающих масс
Этот момент стремится повернуть вал вокруг его центра масс на некоторый угол, но опора вала мешает этому, воспринимая дополнительную нагрузку, в результате чего возникают вибрации работающего агрегата (например, компрессора).
Для динамической уравновешенности детали необходимо убрать возмущающий момент и создать равный противодействующий момент, прикрепив к детали в той же плоскости две массы т, и т, на равном расстоянии от оси вращения так, чтобы F1·L = P1·l, где l - расстояние между уравновешенными массами.
Динамическую балансировку деталей и сборочных единиц проводят на специальных стендах, принцип действия которых заключается в следующем (рис. 4.9). Деталь помещают на упругие опоры (люльки) стенда и вращают. Под действием неуравновешенных центробежных сил инерции и их моментов люльки будут колебаться в горизонтальной плоскости.
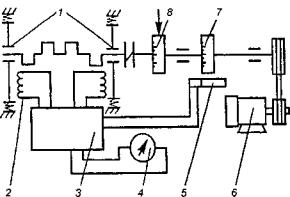
Рис. 4.9. Схема машины для динамической балансировки коленчатых
валов:
1 - люльки; 2 - датчик колебаний; 3 - блок усиления; 4 - миллиамперметр; 5 -
лампа стробоскопа; 6 - электродвигатель; 7 - лимб стробоскопа; 8 - маховик
Колебания опор приводят в движение связанные с ними катушки датчиков, находящиеся в магнитном поле постоянных магнитов, в результате чего в обмотках катушек наводится ЭДС, значение которой будет пропорционально амплитуде колебаний. Таким образом, датчики преобразуют механические колебания люлек в электрические. Сигналы от датчиков подводятся к блоку усиления и далее поступают на миллиамперметр, шкала которого проградуирована в единицах дисбаланса (г·см), и на безинерционную лампу стробоскопа, которая освещает цифры на вращающемся лимбе. Цифры показывают угол (в градусах) расположения дисбаланса. Угловое расположение дисбаланса отсчитывают по лимбу и устанавливают по стрелке на маховике.
Измерение дисбаланса и его уравновешивание осуществляют поочередно для каждой из опор (правой и левой), для чего на пульте управления имеется переключатель.
На таком принципе основано устройство универсальной балансировочной машины МБ-У4. Она состоит из механический части, измерительного устройства с датчиком и стробоскопом и электропривода с устройством для автоматической смазки вкладышей под шейки балансируемой детали. Для контроля и настройки балансировочной машины к ней придается контрольный вал с эталонным грузом.
При балансировке включают вращение детали. По достижении заданной частоты вращения детали с помощью электромагнитов автоматически растормаживаются люльки. После этого определяют дисбаланс и угол его расположения для одной опоры. Снимают часть металла (у коленчатого вала, например, с противовеса), добиваясь допустимого значения дисбаланса. Затем те же операции выполняют для другого конца детали. Когда двигатель выключают, электромагниты обесточиваются и запирают люльки.
Массу (г) снимаемого или добавляемого металла определяют по формуле
![]() (4.7)
(4.7)
где М - дисбаланс (показания миллиамперметра), г·см;
r - расстояние от оси вращения детали до места снятия металла или прикрепления груза, см.
Возникает вопрос, для каких деталей достаточно статической балансировки, а для каких необходима динамическая? Ответ на него дает формула (4.6): статической балансировки достаточно для коротких деталей (шкивы, маховики, диски сцепления и др.), у которых длина меньше диаметра и не может быть большого плеча L пары сил, а значит, возмущающий момент практически равен нулю. В то же время вследствие большого диаметра (большое r) статическая их неуравновешенность может быть большой (см. формулу 4.5). И наоборот, для деталей, имеющих большую длину, значительно превосходящую диаметр (коленчатые валы, барабаны и др.), первостепенное значение имеет динамическая неуравновешенность, и их обязательно повергают динамической балансировке. Динамическая неуравновешенность включает в себя и статическую неуравновешенность, но не наоборот.
Обычно детали ответственных сборочных единиц динамически балансируют отдельно, а затем всю сборочную единицу балансируют в сборе. Так поступают, например, с коленчатым валом в сборе с маховиком и сцеплением. Нормы дисбаланса приведены в технических требованиях на ремонт машин.
Сборка, обкатка и испытание
Последовательность сборки зависит от конструкции оборудования и выполняется в порядке, обратном разборке. При этом необходимо следить за тем, чтобы предшествующие операции не затрудняли выполнение последующих. Детали, поступающие на сборку, должны быть чистыми, без коррозии, заусенцев, забоин, задиров и других дефектов. При их наличии поверхности исправляют. Трущиеся поверхности следует протереть и смазать маслом, каналы - продуть.
При сборке необходимо соблюдать и контролировать зазоры, натяги, люфты, соосности и другие параметры в соответствии с техническими требованиями на ремонт или инструкцией завода-изготовителя. Особенно важно следить за обеспечением герметичности соединений трубопроводов, фланцев и др., не допускать подтекания топлива, воды, рабочих жидкостей, подсоса воздуха.
Резьбовые поверхности перед сборкой смазывают. Концы болтов и шпилек должны выступать из гаек не менее чем на один и не более чем на три шага резьбы. В случае крепления детали несколькими болтами гайки нужно затягивать в определенном порядке и постепенно, сначала наполовину затяжки, а затем окончательно и с одинаковой силой.
Крутящий момент затяжки неответственных PC принимают согласно табл. 4.11.
4.11. Значения крутящих моментов при сборке PC
|
Диаметр PC |
Мб |
М8 |
М10 |
М12 |
М14 |
М16 |
М18 |
М20 |
М22 |
|
Крутящий момент затяжки, Н·м |
6-8 |
14-17 |
30-35 |
55-60 |
89 |
120-140 |
160-190 |
230-270 М24-420-480 |
300-360 |
При завинчивании деталей значительной твердости момент затяжки можно уменьшить на 20%, а при мягких деталях и применении резиновых, пластмассовых и других упругих прокладок или уплотнений между деталями крутящий момент следует увеличить на 25-35%. При креплении наиболее ответственных сборочных единиц (головки блоков цилиндров и др.) необходимо строго соблюдать последовательность и момент затяжки, указанные в нормативно-технической документации (рис. 4.10).
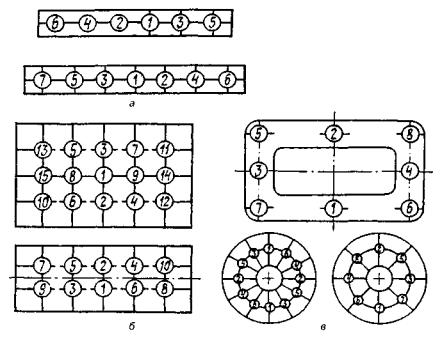
Рис. 4.10. Последовательность затяжки стыков:
а - полосовых; б - прямоугольных; в - фланцевых
С целью предотвращения самоотвинчивания резьбовые соединения стопорят контргайками, шплинтами, пружинными и специальными шайбами, герметиками и другими способами.
При сборке резьбовых соединений применяют те же инструменты, что и при разборке. Момент затяжки контролируют динамометрическим ключом.
Неразъемные соединения с гарантированным натягом по способу сборки условно разделяют на продольно-прессовые и поперечно-прессовые. Первые собирают запрессовкой охватываемой детали (вала) в охватывающую (втулка, ступица и т.д.) или в продольном направлении, вторые - путем нагревания охватывающей детали, охлаждения охватываемой или комбинированным способом (нагрев и охлаждение). Прочность соединения во втором случае значительно больше, чем при механической сборке.
Приближенно усилие запрессовки можно определить по формуле
 (4.8)
(4.8)
где Р3 - усилие запрессовки, Н;
dH - наружный диаметр охватывающей детали (ступицы), мм;
d - номинальный диаметр соединения, мм;
N - натяг, мм;
L - длина запрессовки (ступицы), мм;
Кр - коэффициент, принимаемый для стали равным 7,5, для чугуна - 4,3.
Температуру нагрева охватывающей детали при сборке поперечно-прессовых соединений определяют по формуле
![]() (4.9)
(4.9)
где tH - температура нагрева, °С;
N - натяг, мм;
L - коэффициент линейного расширения материала нагреваемой детали, мм/м·град;
d - диаметр соединения, мм;
Kt - 1,2-1,3 - коэффициент, учитывающий охлаждение детали во время ее установки перед запрессовкой. Температура нагрева не выше 400°С.
Температуру охлаждения охватываемой детали определяют по формуле
![]() (4.10)
(4.10)
где Δ - минимальный зазор, необходимый для свободного введения детали в отверстие и компенсации расширения детали за счет частичного ее нагревания при установке, мм.
Значение Δ зависит от диаметра соединения и времени, затрачиваемого на посадку детали. Для диаметров свыше 30 мм и времени установки детали до 10 мин Δ = (0,5¸5-1,1) 10-3 L.
Значение коэффициента линейного расширения металла при нагревании и охлаждении перед запрессовкой приведено в табл. 4.12.
4.12. Значения коэффициента линейного расширения
|
Материал |
Коэффициент, мм/м·град |
|
|
при нагревании |
при охлаждении |
|
|
Сталь углеродистая и низколегированная |
11·10-6 |
-8,5·10-6 |
|
Серый чугун |
10·10-6 |
-8,6·10-6 |
|
Ковкий чугун |
10·10-6 |
-8,0·10-6 |
|
Бронза оловянистая |
17·10-6 |
-15,0·10-6 |
|
Латунь |
18·10-6 |
-16,7·10-6 |
|
Алюминиевые сплавы |
23·10-6 |
-18,6·10-6 |
|
Магниевые сплавы |
26·10-6 |
-21,0·10-6 |
Детали обычно нагревают в кипящей воде, масле (110-130°С), расплавленном свинце (327°С), электропечах и др., не допуская окисления сопрягаемых поверхностей. Охлаждают детали в термостате в среде сухого льда (-79°С), жидкого кислорода (-180°С), жидкого азота (-190°С), жидкого воздуха (-193°С).
Термопосадку применяют, как правило, при больших диаметрах деталей или натягах больше 0,1 мм и в случае, если мощность имеющегося оборудования недостаточна для запрессовки в холодном состоянии.
Шпоночное соединение собирают так. Сначала призматическую или сегментную шпонку устанавливают легкими ударами медного молотка, а затем на вал насаживают охватывающую деталь (шкив, звездочку и т.д.). В собранном состоянии зазор между верхней гранью шпонки и основанием паза ступицы должен быть равным: при диаметре вала 25-90 мм - 0,3 мм, 90-170 мм - 0,4 мм. При необходимости шпонки подгоняют по пазам соединяемых деталей припиливанием или шабрением.
При сборке соединения с клиновой шпонкой нужно следить за тем, чтобы шпонка плотно прилегала к дну паза вала и ступицы и имела зазоры по боковым стенкам. Уклоны на поверхности шпонки и в пазу ступицы должны совпадать. Для обеспечения этого часто приходится прибегать к ручной подгонке. Боковые зазоры зависят от размеров шпонки и колеблются в пределах 0,17-0,2 мм с каждой стороны при ширине шпонки до 30 мм и высоте до 16 мм.
При сборке шлицевых соединений поверхности шлицев осматривают, очищают и смазывают. Подвижные шлицевые соединения собирают вручную, неподвижные - при напрессовывании охватывающей детали на вал. Неподвижные шлицевые соединения после сборки проверяют на биение, а подвижные - на угловое смещение.
Сборку неразъемных подшипников скольжения выполняют запрессовкой втулки в корпус, стопорением ее от проворачивания (штифтами, винтами и др.) и подгонкой отверстия по валу. Перед запрессовкой втулки смазывают. После запрессовки внутренний диаметр втулки может уменьшиться. В этом случае ее обрабатывают разверткой. Соосность подшипников многоопорных валов обеспечивается при совместном развертывании втулок.
Перед установкой вкладышей разъемных подшипников скольжения проверяют правильность их прилегания к корпусу (постели) с помощью щупа (щуп толщиной 0,05 мм не должен входить) или на краску (пятно отпечатка должно быть не менее 80% от общей площади). Зазор между валом и подшипником должен соответствовать техническим требованиям (обычно он равен 0,0018-6,0025 диаметра вала), проверяют его щупом или по свинцовому оттиску. Внутреннюю поверхность подгоняют к валу шабрением по краске так, чтобы равномерно распределенные отпечатки краски занимали не менее 75-80% от общей поверхности вкладыша. Вал в подшипниках скольжения должен свободно проворачиваться вручную.
Перед монтажом подшипников качения их тщательно промывают дизельным топливом и смазывают. Очищают и вмазывают маслом так же посадочные поверхности вала и корпуса. Для облегчения напрессовки подшипника его подогревают в масляной ванне до 90°С. Затем подшипник напрессовывают на вал и запрессовывают до упора в корпус.
При сборке подшипников очень важно обеспечить заданный натяг в соединении. Если подшипник смонтирован без натяга или с недостаточным натягом, то это приводит к проскальзыванию колец, вибрации и повышенному изнашиванию подшипника. Это часто имеет место при монтаже подшипников, бывших в эксплуатации. Недостаточный натяг в этом случае можно компенсировать нанесением компенсаторов, например, анаэробных герметиков. Герметики при сборке неподвижных соединений заполняют зазор в соединении, в том числе макро- и микронеровности.
При напрессовке на вал усилие следует прикладывать к внутреннему кольцу подшипника, а при запрессовке в гнездо - к наружному. Для напрессовки и запрессовки подшипника одновременно на вал и в корпус служат специальные оправки, которые одновременно опираются на оба кольца. При посадке необходимо следить, чтобы кольца подшипника были плотно, без зазора доведены по торца буртиков. После сборки подшипник должен проворачиваться без шума и заедания.
Перед установкой соединительных муфт необходимо проверить соосность валов с помощью линейки и щупа, натянутой струны и другими методами. При монтаже жестких муфт биение концов валов не должно превышать 0,01-0,02 мм, радиальное и торцовое биение смонтированных муфт - 0,03-0,04 мм, а торцовое биение полумуфт фланцевых муфт - 0,02-0,03 мм.
У пальцевых муфт проверяют прилегание пальцев к поверхности отверстий. Для этого одну половину муфты смещают по отношению к другой по ходу вращения и определяют количество пальцев, участвующих в работе, и щупом проверяют их прилегание к поверхности отверстий. Зазор между соприкасающимися поверхностями у отдельных пальцев не должен превышать 0,4-0,6 мм.
При сборке зубчатых передач тщательно проверяют радиальное и торцовое биение зубчатых цилиндрических колес, межцентровое расстояние, боковой зазор между зубьями и прилегание (контакт) рабочих поверхностей зубьев, биение конуса выступов в конических передачах, отсутствие перекоса червяка и червячного колеса в червячных передачах.
Боковой зазор зубчатой передачи определяют щупом или прокатыванием между ними узкой свинцовой пластины. В последнем случае боковой зазор равен
С=С1+С2, (4.11)
где С1 и С2 - толщина свинцового оттиска соответственно с рабочей и нерабочей сторон зуба, мкм.
Боковой зазор в червячной передаче определяется наличием свободного хода. Зазор проверяют щупом с рабочей стороны зубьев при отжатом червячном колесе в четырех диаметрально противоположных положениях. Нормы бокового зазора приведены в технических требованиях на ремонт оборудования или в инструкции завода-изготовителя.
Биение проверяют с помощью стойки с индикатором. Межцентровое расстояние, непараллельность и скрещивание осей зубчатых колес проверяют микрометрическим нутромером и уровнями или индикаторными приспособлениями.
Окончательно качество сборки зубчатых и червячных передач проверяют по пятну контакта (касания) зубьев. Для этого на поверхность зубьев ведущего колеса наносят тонкий слой краски и проворачивают его несколько раз. По отпечаткам на зубьях ведомого колеса судят о качестве сборки передачи: чем равномернее и на большей площади они расположены, тем лучше собрана передача. Нормы на контакт и характер отпечатков приведены в технических требованиях на ремонт машин и оборудования.
При сборке цепной передачи звездочки устанавливают на валы и закрепляют, надевают цепь и натягивают ее до необходимого значения. Звездочки проверяют с помощью индикатора на радиальное и торцевое биение, которые не должны превышать следующих значений (для втулочно-роликовых цепей):
Диаметр звездочек, мм до 100 100-200 200-300 300-400 свыше 400
Допуск на биение, мм:
радиальное 0,25 0,5 0,75 1 1,2
торцевое 0,3 0,5 0,8 1 1,5
Натяжение цепи проверяют по стреле ее провисания, которая для горизонтальных и наклонных (до 45°) цепных передач должна быть не более 2% межцентрового расстояния, а для передач с наклоном более 45° и вертикальных - 0,2-0,3% от этого расстояния. Звездочки должны располагаться в одной плоскости, а их валы - параллельно (рис. 4.11).
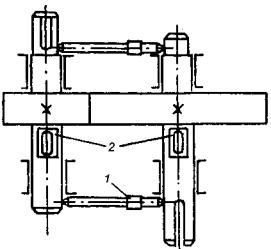
Рис. 4.11. Контроль параллельности валов:
1 - нутромер; 2 - уровни
Собирая ременную передачу, необходимо обеспечить параллельность валов ведущего и ведомого шкивов и совпадение их средних плоскостей. Совпадение средних плоскостей шкивов проверяют по боковым поверхностям их ободов, прикладывая линейку или натягивая струну (при больших межцентровых расстояниях). Торцевое и радиальное биение шкивов не должно превышать следующих значений:
Диаметр шкивов, мм до 150 150-300 300-600 свыше 600
Допуск на биение, мм:
торцевое 0,10 0,15 0,25 0,40
радиальное 0,05 0,08 0,12 0,25
При сборке различных передач проверяют параллельность и перпендикулярность валов. Параллельность валов можно проверить с помощью линейки или струны (рис. 4.12). Струна (нить) должна соприкасаться с торцами деталей без переломов. Перпендикулярность валов проверяют с помощью специального хомута, проворачиваемого вместе с валом (рис. 4.13). Если при проворачивании вала зазор «а» равен зазору «в», то валы перпендикулярны.
Рис. 4.12. Проверка параллельности валов шнуром
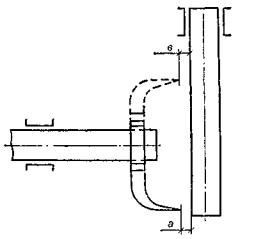
Рис. 4.13. Проверка перпендикулярности валов
Обкатка и испытание оборудования. Цель обкатки - приработать поверхности трения с наименьшим износом их, что повышает долговечность оборудования. При нагружении неприработанных (необкатанных) машин и агрегатов, когда площадь взаимного контакта сопрягаемых деталей мала (не более 20-40% от расчетной), резко возрастает давление, повышается температура в зоне трения, что значительно усиливает изнашивание деталей и снижает их ресурс.
При обкатке при определенном режиме происходит постепенное сглаживание неровностей поверхностей деталей и значительное (многократное) увеличение площади их взаимного контакта. Поэтому обкатка машин и оборудования - это специальная технологическая операция, цель которой состоит в том, чтобы при определенных, специально установленных, минимальных во времени режимах подготовить машину или агрегат к восприятию эксплуатационных нагрузок.
Кроме того, при обкатке проверяют правильность сборки оборудования, герметичность соединений, регулировку зазоров и т.д., определяют шумность работы, температуру отдельных узлов и др. Выявленные недостатки устраняют. Отремонтированное оборудование обкатывают сначала на холостом ходу, а затем под нагрузкой. При этом изменяют скоростной режим. Режимы обкатки конкретных видов оборудования указаны в паспорте завода-изготовителя.
После обкатки оборудование подвергают испытаниям в соответствии с требованиями паспорта завода-изготовителя. Сосуды, аппараты и трубопроводы испытывают на прочность и герметичность. Вид (прочность, герметичность), способ (гидравлический, пневматический) и продолжительность испытаний принимают в соответствии с технической документацией. При ее отсутствии или отсутствии в ней указаний давление во время испытания принимают в соответствии со СНиП «Технологическое оборудование и технологические трубопроводы» (табл. 4.13).
4.13. Значение давления при испытаний на прочность, МПа
|
Материал трубопровода |
Давление |
|
|
рабочее (Р) |
при испытании |
|
|
Сталь, футерованная пластмассой, эмалью и другими материалами |
До 0,5 |
1,5Р, но не менее 0,2 |
|
Свыше 0,5 |
1,25Р, но не менее 0,8 |
|
|
Пластмассы, стекло и другие материалы |
По СНиП |
1,25Р, но не менее 0,2 |
|
Цветные металлы и сплавы |
-«- |
1,25Р, но не менее 0,1 |
Испытание пластмассовых трубопроводов на прочность и герметичность проводят не ранее чем через 24 ч после сварки и склеивания. При пневматическом испытании давление поднимаю постепенно на следующих ступенях: при достижении 60%-ного давления для трубопроводов, работающих при давлении но 0,2 МПа, и при достижении 30 и 60% давления для трубопроводов, эксплуатируемых при рабочем давлении выше 0,2 МПа.
При гидравлическом или пневматическом испытании на прочность давление выдерживают в течение 5 мин, после чего его снижают до рабочего.
После обкатки и испытания оборудование специальная комиссия принимает его из ремонта. Для каждого вида ремонта установлен испытательный срок работы машины под нагрузкой: после текущего ремонта - 8 ч, среднего - 16, капитального - 24 ч.
4.2. Восстановление деталей
Классификация быстроизнашиваемых деталей
По назначению и условиям работы детали можно сгруппировать по следующим признакам: обеспечивающие измельчение массы; обеспечивающие процессы экструдирования и продавливания; режущие; детали привода; копиры; зубчатые и цепные передачи; уплотнения; корпусные детали; сборочные единицы, обеспечивающие герметичную упаковку (склеивание, сваривание).
По характеристике среды: работающие в нормальных условиях; в условиях повышенных температур, при которых, происходят фазовые или структурные изменения в металлах и сплавах; в условиях абразивного износа-истирания; в условиях абразивного износа, давления и повышенных температур; работающие в агрессивных средах.
По геометрическим характеристикам: детали правильной геометрической формы (круглые, плоские и др.); сложной пространственной формы с правильными геометрическими элементами; профильные; имеющие лекальные профили; мелкие (Æ 5-30 мм); средние (Æ 30-150 мм); крупногабаритные (диаметром более 150 мм). Анализ геометрических форм показывает, что детали типа тел вращения составляют около 60% от общего количества, в том числе шайбы, кольца, гайки, болты, пальцы (около 10%); валы, червяки, оси, штоки шестерни (40%); диски, фланцы, ролики, цилиндры (около 10%). В оборудовании мясной и пищевой промышленности преобладают детали плоской формы: ножи, планки, сетки, рейки, копиры. Их доля составляет 40-80%.
По применяемым материалам: детали из черных и цветных металлов, сплавов, металлокерамики, неметаллических материалов.
По механическим показателям детали изготовляют в очень широком диапазоне свойств в соответствии с технологическими возможностями применяемых материалов.
Номенклатура деталей технологического оборудования мясной промышленности, подлежащих восстановлению, приведена в табл. 4.14.
4.14. Номенклатура деталей технологического оборудования мясной промышленности, подлежащих восстановлению
|
Оборудование и детали |
ГОСТ, ТУ, номер чертежа. Обозначение |
Материал детали |
Масса детали, кг |
Срок службы детали, годы (двухсменная работа) |
Основные дефекты |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Оборудование для разделки туш и обработки субпродуктов |
|||||
|
Установка РЗ-ФУВ для съемки шкур с туш крупного рогатого скота: |
|
|
|
|
|
|
палец |
РЗ-ФУВ 01.018 |
Сталь 45 |
12,4 |
0,5 |
Износ по наружному диаметру |
|
полумуфта |
РЗ-ФУВ 03.265 |
СЧ 15-32 |
7,4 |
1 |
Износ по отверстиям |
|
-«- |
РЗ-ФУВ 03.266 |
СЧ 15-32 |
6,9 |
1 |
То же |
|
-«- |
РЗ-ФУВ 01.031 |
СЧ 18-36 |
32,0 |
4 |
-«- |
|
полумуфта |
РЗ-ФУВ 01.032 |
СЧ 18-36 |
31,0 |
4 |
Износ по отверстиям |
|
вал |
РЗ-ФУВ 01.004 |
Сталь 45 |
92,8 |
4 |
Износ шеек |
|
-«- |
РЗ-ФУВ 03.403 |
Сталь 45 |
23,4 |
4 |
-«- |
|
-«- |
РЗ-ФУВ 03.238 |
Ст3 |
13,0 |
4 |
-«- |
|
-«- |
РЗ-ФУВ 03.243 |
Ст3 |
12,5 |
4 |
-«- |
|
-«- |
РЗ-ФУВ 01.005 |
Сталь 45 |
87,5 |
4 |
-«- |
|
Лебедка электрическая ЛМБ-1-1000: |
|
|
|
|
|
|
кулачок |
Р9-ФПВ 02.002А |
Сталь 45 |
4,2 |
2,5 |
Износ рабочей поверхности |
|
-«- |
Р9-ФПВ 02.003А |
Сталь 45 |
2,3 |
2,5 |
То же |
|
ролик |
Р9-ФП А 01.003 СЧ 18-36 |
37,0 |
4 |
-«- |
|
|
обойма |
Р9-ФПВ 01.002 |
СЧ 15-32 |
17,0 |
4 |
-«- |
|
муфта |
Р9-ФПВ 00.023 |
Сталь 45 |
7,0 |
4 |
Износ по отверстию |
|
Элеваторы роликовые Г6-ФЭР, Р6-ФЭК: |
|
|
|
|
|
|
звездочка |
Г6-ФЭК 00.100СБ |
Сталь 45 |
6,0 |
1 |
Износ зубьев |
|
-«- |
Г6-ФЭК 00.200СБ |
Сталь 45 |
6,1 |
1 |
-«- |
|
-«- |
Г6-ФЭК 00.009 |
Отливка |
4,8 |
1 |
-«- |
|
ось |
Г6-ФЭК 00.001 |
45 Л-1, Сталь 45 |
1,1 |
1 |
Износ наружной поверхности |
|
ось |
Г6-ФЭК 00.002 |
Сталь 20 |
0,8 |
1 |
Износ наружной поверхности |
|
Пила электрическая ФЭГ для расчленения грудной кости: |
|
|
|
|
|
|
полумуфта |
ФЭГ01.030СБ |
Ст3, сталь 45 |
0,6 |
2 |
Износ по отверстию |
|
коленчатый |
ФЭГ01.070СБ |
12ХНЗА |
3,4 |
2 |
Износ шеек |
|
вал |
|
|
|
|
|
|
шатун |
105-105 15АСБ, 105-104 16А |
12ХНЗА |
0,17 |
1 |
Износ по отверстию |
|
палец кривошипа |
105-104 ПА |
12ХНЗА |
0,11 |
1 |
Износ рабочей поверхности |
|
цапфа левая |
105-104 30СБ |
20X8 |
2,3 |
1 |
То же |
|
цапфа правая |
105-104.35СБ |
20X8 |
2,3 |
1 |
-«- |
|
шток |
ФЭГ01.040СБ |
Сталь 20 |
0,75 |
2 |
-«- |
|
Пила электрическая ФРП-2 (ФЭГ) для продольного расчленения туш: |
|
|
|
|
|
|
полумуфта |
ФРП-200.024 |
20Х |
0,24 |
2 |
Износ по отверстиям |
|
шток |
ФРП-200.002 |
Сталь 45 |
0,66 |
2 |
Износ рабочей поверхности |
|
шатун |
ФРП-203.000 |
Сталь 45 |
0,98 |
1 |
Износ рабочей поверхности |
|
эксцентрик |
ФРП-202.001 |
Сталь 45 |
0,28 |
1 |
То же |
|
втулка штока |
ФЭГ01.004 |
Бр. ОЦС 3,5-7-5 |
0,6 |
1 |
-«- |
|
Машина В2-ФПМ для обрезки рогов: |
|
|
|
|
|
|
нож неподвижный |
В2-ФРМ 00.003 |
У8А |
2,0 |
0,3 |
Износ лезвия |
|
нож подвижный |
В2-ФРМ 00.018 |
У8А |
2,0 |
0,35 |
-«- |
|
палец |
В2-ФРМ 00.012 |
Сталь 45 |
1,75 |
0,25 |
Износ по наружному диаметру |
|
-«- |
В2-ФРМ 00.007 |
Сталь 45 |
1,1 |
0,3 |
То же |
|
ось |
В2-ФРМ 01.023 |
Ст3 |
0,6 |
1 |
-«- |
|
Машины Г6-ФЦШ для обработки субпродуктов: |
|
|
|
|
|
|
вал |
Г6-ФЦШ 03.103 |
Сталь 45 |
9,8 |
2 |
Износ шеек |
|
полумуфта |
Г6-ФЦШ 03.003 |
СЧ 21-40 |
6,94 |
2 |
Износ по отверстиям |
|
стакан |
Г6-ФЦШ 03.110СБ |
Ст3 |
18,3 |
2 |
Износ рабочей поверхности |
|
Линия ЛОШС для обработки шерстных субпродуктов: |
|
|
|
|
|
|
вал |
МОС-1 38.01.06А |
Сталь 45 |
16,0 |
0,5 |
Износ шеек |
|
червяк |
МОС-1 38.01.05 |
Сталь 45 |
12,4 |
0,5 |
-«- |
|
полу муфта |
МОС-1 38.10.01 |
СЧ 15-36 |
3,4 |
2 |
Износ по отверстиям |
|
-«- |
МОС-1 38.10.02 СЧ 15-36 |
2,8 |
2 |
То же |
|
|
Линия ФОК-К для обработки кишок крупного рогатого скота: |
|
|
|
|
|
|
вал |
К6-ФОК2-К203.00-0СБ |
Стали 08X13, 20 |
26,7 |
4 |
Износ шеек |
|
валик |
К6-ФОК2-К 14.000 |
Сталь 45 |
0,94 |
2,4 |
-«- |
|
вал |
К6-ФОК2-К00.012 |
Сталь 45 |
1,1 |
1 |
-«- |
|
колесо зубчатое |
К6-ФОК2-К00.009 |
Сталь 45 |
1,5 |
1 |
Износ зубьев |
|
колесо зубчатое |
К6-ФОК2-К00.021 ФОК-Сдл |
Сталь 45 |
0,46 |
1 |
-«- |
|
Линия ФОК-С для обработки кишок: |
|
|
|
|
|
|
вал стальной |
ФОК-С 02.02 |
Х18Н9Т |
19,5 |
4 |
Износ шеек |
|
вал |
ФОК-С 04,12 |
Х18Н9Т |
12,2 |
4 |
Износ шеек |
|
вал приводной |
ФОК-С 02.00.17 |
Резина пищевая, сталь 45 |
1,33 |
1 |
-«- |
|
вал |
ФОК-С 04.00.29 |
То же |
1,2 |
2,5 |
-«- |
|
полумуфта |
ФОК-С 02.00.43 |
СЧ 18-36 |
1,25 |
1 |
Износ по отверстиям |
|
Машина центробежная АВЖ-245М: |
|
|
|
|
|
|
нож левого вращения ротора |
АВЖ-245М 671.00.03.01 |
Стали 40, 85Л |
0,67 |
0,25 |
Износ лезвия |
|
нож правого вращения ротора |
АВЖ-245М 671.00.03.04 |
Стали 40, 85Л |
0,7 |
0,25 |
-«- |
|
нож подвижный |
АВЖ-245М 00.00,08 |
Сталь 65 |
0,7 |
0,5 |
-«- |
|
ось ножа |
АВЖ-245М 00.03.02 |
Сталь 35 |
2,3 |
0,5 |
Износ рабочей поверхности |
|
Машина центробежная АВЖ-130: |
|
|
|
|
|
|
лезвие |
АВЖ-130.00.03.01 |
Сталь рессорная 65Г |
0,15 |
0,25 |
Износ лезвия |
|
Сепаратор СК-1 |
|
|
|
|
|
|
веретено |
5.03.01 |
Сталь 50, латунь |
3,54 |
1 |
Износ шеек |
|
шестерня веретена |
5.05.04 |
ЛК-80-ЗЛ |
2,1 |
1 |
Износ зубьев |
|
Сепаратор ФК-ЖС: |
|
|
|
|
|
|
веретено |
157.03.01 |
Сталь 50 |
3,54 |
1 |
Износ шеек |
|
шестерня веретена |
157.05.04 |
ЛК-80-ЗЛ |
3,1 |
1 |
Износ зубьев |
|
вал |
5.05.01 |
Сталь 45 |
2,15 |
0,5 |
Износ шеек |
|
Сепаратор жировой РТОМ-4,6М: |
|
|
|
|
|
|
веретено |
РТОМ-4,6М 01-02 |
40Х |
5,3 |
1 |
-«- |
|
уплотнение |
ПОМ-02-01-03-3 |
Латунь Л-63 |
0,7 |
0,25 |
Износ рабочей поверхности |
|
Котел вакуумный горизонтальный КВМ-4,6М: |
|
|
|
|
|
|
ось |
КВМ-4,6-770/ 5923 |
Сталь 45 |
4,8 |
2 |
Износ рабочей поверхности |
|
Установка ФКАМ для съемки шкур с туш крупного рогатого скота: |
|
|
|
|
|
|
приводной вал |
ФУАМ 02.15.05 |
Сталь 45 |
16,5 |
2 |
Износ шеек |
|
валик (64 шт.) |
ФУАМ 02.04.055 |
Сталь 40 |
0,21 |
1,5 |
Износ рабочей поверхности |
|
звездочка |
ФУАМ 02.15.04 |
СЧ 18-36 |
44,0 |
3 |
Износ зубьев |
|
звездочка ведомая |
ФУАМ 02.15.06 |
СЧ 18-36 |
52,0 |
2 |
-«- |
|
звездочка ведущая |
ФУАМ 02.00.01 |
СЧ 15-32 |
6,2 |
2 |
-«- |
|
Бокс Г6-ФБА для оглушения крупного рогатого скота: |
|
|
|
|
|
|
ролик |
Г6-ФБА 00.200СБ |
СЧ 18-36, резина |
5,45 |
2 |
Износ рабочей поверхности |
|
ролик Æ 166 |
Г6-ФБА 00.200СБ |
То же |
5,2 |
2 |
То же |
|
ролик Æ 158 |
Г6-ФБА 02.200СБ |
Ст3, резина |
0,72 |
2 |
-«- |
|
-«- |
Г6-ФБВ 02.009 |
Сталь 45 |
0Ю62 |
1 |
-«- |
|
-«- |
Г6-ФБВ 02.005 |
Сталь 45 |
0,31 |
2 |
-«- |
|
Подъемник гидравлический К6-ФПГ-500: |
|
|
|
|
|
|
каток |
К6-ФПГ 12.030СБ |
СЧ 18-36, Бр. ОЦСН |
3,6 |
2 |
-«- |
|
ролик |
К6-ФПГ 11.070СБ |
Сталь 45, СЧ 18-36 |
5,1 |
2 |
-«- |
|
-«- |
К6-ФПГ 13.051 |
Сталь 45 |
0,21 |
2 |
-«- |
|
Элеватор цепной Г60ФЭЦ: |
|
|
|
|
|
|
ось |
Г6-ФЭЦ 01.002 |
Ст3 |
0,9 |
1 |
-«- |
|
сухарь |
Г6-ФЭЦ 01.003 |
СЧ 18-36 |
1,2 |
1 |
Износ рабочей поверхности |
|
Машины В2-ФГМ для разрубки голов: |
|
|
|
|
|
|
нож |
В2-ФГМ 05.002 |
У10А6 |
1 |
24 |
Износ лезвия |
|
клин левый |
В2-ФГМ 05.003 |
Сталь 45 |
5,02 |
12,3 |
Износ рабочей поверхности |
|
клин правый |
В2-ФГМ 05.004 |
Сталь 45 |
5 |
2 |
То же |
|
валик левый |
В2-ФГМ 01.001 |
12X13 |
0,36 |
1 |
-«- |
|
валик правый |
В2-ФГМ 01.003 |
12X13 |
0,36 |
1 |
-«- |
|
Скребковая машина ФУШ-100: |
|
|
|
|
|
|
звездочка |
ФУ Щ-100 01.00.03 |
Сталь 45 |
22,7 |
2 |
Износ зубьев |
|
-«- |
ФУЩ-100 02.00.04 |
Сталь 45 |
2,2 |
2 |
-«- |
|
-«- |
ФУЩ-100 02.02.000 |
Ст3, сталь 45 |
10,9 |
2 |
-«- |
|
-«- |
ФУЩ-100 03.02.00 |
Сталь 45 |
23,8 |
2 |
-«- |
|
звездочка двойная |
ФУЩ-100 04.00.03 |
Сталь 45 |
16,1 |
2 |
-«- |
|
звездочка ведомая |
ФУЩ-100 04.00.05 |
Сталь 45 |
11,3 |
2 |
-«- |
|
Машина универсальная шлямовочная ФОК: |
|
|
|
|
|
|
шестерня |
ФОК 00.00.24 |
Сталь 45 |
1,3 |
1,5 |
Износ зубьев |
|
-«- |
ФОК 00.00.23 |
Сталь 45 |
3,1 |
2 |
-«- |
|
эксцентрик |
ФОК 00.00.30 |
40X13 |
0,13 |
1 |
Износ рабочей поверхности |
|
Охладитель жира Д5-ФОЖ: |
|
|
|
|
|
|
звездочка |
Д5-ФОЖ 02.01.04 |
Сталь 45 |
0,48 |
2 |
Износ зубьев |
|
-«- |
Д5-ФОЖ 02.01.03 |
Сталь 45 |
0,3 |
2 |
-«- |
|
-«- |
Д5-ФОЖ 08.00.003 |
Сталь 45 |
0,5 |
1,8 |
-«- |
|
шестерня |
Д5-ФОЖ 08.00.002 |
20Х |
1 |
2 |
-«- |
|
нож |
Д5-ФОЖ 08.00.020 |
Сталь 35 |
1,35 |
1 |
Износ лезвия |
|
Машина мездрильная СМГ-3200-1-К: |
|
|
|
|
|
|
звездочка |
ММ-3200-4-3 |
СЧ 21-40 |
11 |
2 |
Износ зубьев |
|
шестерня |
МЗ-10 |
СЧ 21-40 |
9,8 |
1,5 |
-«- |
|
шестерня резинового вала |
М5-6 |
Сталь 45 |
16,2 |
2,5 |
-«- |
|
вкладыш ползуна |
М-05-00-00-03 |
Бр. ОЦС |
1,24 |
2 |
Износ рабочей поверхности |
|
Агрегат ФГБ для обработки свиных голов: |
|
|
|
|
|
|
шестерня коническая |
ФГБ 40.002 |
40Х |
8,9 |
2 |
Износ зубьев |
|
звездочка |
ФГБ 06.020 |
Сталь 45 |
19,5 |
2,5 |
-«- |
|
колесо коническое |
ФГБ 04.036 |
Сталь 45 |
4,2 |
2 |
-«- |
|
звездочка |
ФГБ 03.003 |
СЧ 18-36 |
11 |
2,5 |
-«- |
|
-«- |
ФГБ 02.219 |
Сталь 45 |
130,3 |
2,5 |
-«- |
|
втулка |
ФГБ 06.029 |
Бр. АЖ9-4 |
1 |
0,5 |
Износ внутренней поверхности |
|
ось |
ФГБ 03.019 |
Сталь 35 |
3,9 |
2 |
Износ наружной поверхности |
|
втулка |
ФГБ 02.016 |
Бр. АЖ9-4 |
1,15 |
0,5 |
Износ внешней поверхности |
|
ось |
ФГБ 07.013 |
Ст5 |
6,2 |
3 |
Износ наружной поверхности |
|
Измельчитель силовой К7-ФИ2-С: |
|
|
|
|
|
|
нож |
К7-ФИ2-С 00.011 |
Сталь 45Л |
16,3 |
1 |
Износ лезвия |
|
-«- |
К7-ФИ2-С 00. 009.242 |
Сталь 45Л |
20,2 |
1 |
-«- |
|
втулка распорная |
К7-ФИ2-С 00.008 |
СЧ 20-38 |
1,44 |
0,5 |
Износ внешней поверхности |
|
полу муфта |
К7-ФИ2-С 00.028 |
Сталь 45Л |
36 |
1 |
Износ по отверстиям |
|
вал ножевой |
К7-ФИ2-С 00.020 |
Сталь 20 |
288,2 |
1 |
- |
|
полумуфта |
К7-ФИ2-С 00.017 |
Сталь 45Л |
40 |
1 |
Износ по отверстиям |
|
сухарь |
К7-ФИ2-С 00.012 |
Сталь 45 |
6,2 |
0,5 |
Износ рабочей поверхности |
|
Элеватор роликовый ЭР-1,85: |
|
|
|
|
|
|
звездочка |
ЭР-1,85 01.00.05 |
СЧ 24-44 |
4 |
1 |
Износ зубьев |
|
-«- |
ЭР-1,85 00.06 |
СЧ 24-44 |
4 |
1 |
-«- |
|
Цепной элеватор ЦЭ-2М: |
|
|
|
|
|
|
звездочка |
ЦЭ-2М 00.00.01 СЧ 24-44 |
4,5 |
1 |
-«- |
|
|
-«- |
ЦЭ-2М 01.00.05 СЧ 24-44 |
4 |
1 |
-«- |
|
|
Оборудование для производства колбасных изделий и полуфабрикатов |
|||||
|
Волчок МП-1-160: |
|
|
|
|
|
|
нож двухсторонний МП-8 |
|
У7А |
1,6 |
0,125 |
Износ режущей кромки |
|
решетка приемная |
МП-9 |
У7А |
1 |
0,25 |
Износ рабочей поверхности |
|
решетка с отверстием Æ 3 мм |
МП-14 |
У7А |
1,2 |
0,25 |
То же |
|
решетка с отверстием Æ 6 мм |
МП-13 |
У7А |
1,46 |
0,25 |
-«- |
|
решетка с отверстием Æ 16 мм |
МП-11 |
У7А |
1,43 |
0,25 |
-«- |
|
решетка с отверстием Æ 25 мм |
МП-10 |
У7А |
1,3 |
0,25 |
Износ рабочей поверхности |
|
решетка с отверстием Æ 25 мм |
МП-10А |
У7А |
1,25 |
0,25 |
-«- |
|
шнек приемный |
МП-19 |
СЧ 18-36 |
14,2 |
2 |
Износ витков |
|
палец шнека |
МП-17 |
Сталь 45 |
1,25 |
0,25 |
Износ по наружной поверхности |
|
колесо зубчатое |
МП-28М |
40Х |
7,9 |
2 |
Износ зубьев |
|
то же |
МП-29 |
Сталь 45 |
4,7 |
2 |
-«- |
|
вал-шестерня |
МП-32М |
Сталь 40Х |
3,9 |
2 |
Износ шеек и зубьев |
|
шнек |
МП-7 |
СЧ 21-40 |
24,65 |
1 |
Износ витков |
|
вал |
МП-306 |
Сталь 45 |
2,6 |
2 |
- |
|
Волчок К6-ФВЗП-200: |
|
|
|
|
|
|
нож двухсторонний |
К6-ФВЗП-200.00.002 |
У7А |
2,1 |
0,125 |
Износ режущей кромки |
|
решетка приемная |
К6-ФВЗП-200.00.001 |
У7А |
1,12 |
0,25 |
Износ рабочей поверхности |
|
решетка с отверстием Æ 25 мм |
К6-ФВЗП-200.00.003 |
У7А |
1,86 |
0,25 |
То же |
|
решетка с отверстием Æ 16 мм |
К6-ФВЗП-200.00.007 |
У7А |
2,11 |
0,25 |
-«- |
|
решетка с отверстием Æ 12 мм |
К6-ФВЗП-200.00.006 |
У7А |
2,15 |
0,25 |
Износ рабочей поверхности |
|
решетка с отверстием Æ 5 мм |
К6-ФВЗП-200.00.006 |
У7А |
1,48 |
0,25 |
То же |
|
вал-шестерня |
К6-ФВЗП-200.00.023 |
Сталь 45 |
5,92 |
2 |
Износ шеек и зубьев |
|
колесо зубчатое |
К6-ФВЗП-200.02.044 |
Сталь 45 |
1,5 |
2 |
Износ зубьев |
|
то же |
К6-ФВЗП-200.02.024 |
Сталь 45 |
13,1 |
2 |
-«- |
|
червяк |
К6-ФВЗП-200.02.045 |
Сталь 45 |
1,32 |
2,5 |
Износ шеек |
|
колесо червячное |
К6-ФВЗП-200.02.060 |
СЧ 18-36, Бр. АЖ9-4Л |
6,5 |
27,1 |
Износ рабочей поверхности |
|
шнек |
К6-ФВЗП-200.04.010 |
Стали 08X13,45 |
16 |
3 |
Износ витков |
|
Куттер Л5-ФКБ: |
|
|
|
|
|
|
нож |
ЛС-ФКБ 02.032 40X13 |
1,5 |
0,25 |
Износ режущей кромки |
|
|
сектор червячный |
ЛС-ФКБ 03.028 |
Бр. АЖ9-8Л |
1,8 |
1 |
Износ рабочей поверхности |
|
вал-шестерня |
ЛС-ФКБ 03.027Б |
Сталь 45 |
0,5 |
2 |
Износ шеек и зубьев |
|
шестерня |
ЛС-ФКБ 03.014А |
Сталь 45 |
0,71 |
2 |
То же |
|
-«- |
ЛС-ФКБ 03.019 Сталь 45 |
1,61 |
2 |
Износ зубьев |
|
|
шестерня |
ЛС-ФКБ 03.031 А |
Сталь 45 |
2,8 |
2 |
-«- |
|
колесо червячное |
ЛС-ФКБ 03.008 |
Бр. АЖ9-3Л |
10,5 |
1 |
Износ рабочей поверхности |
|
Куттер Л5-ФКМ: |
|
|
|
|
|
|
нож |
Л5-ФКБ 00.031 А |
40Х |
0,96 |
0,25 |
Износ режущей кромки |
|
муфта с червяком |
Л5-ФКБ 03.013А |
Сталь 45Л |
2,1 |
1,5 |
Износ рабочей поверхности |
|
червяк |
Л5-ФКБ 03.013 |
Сталь 45 |
1,34 |
2 |
Износ шеек |
|
-«- |
Л5-ФКБ 06.017 |
Сталь 45 |
7,1 |
1 |
-«- |
|
-«- |
Л5-ФКБ 06.007 |
Сталь 45 |
2,34 |
2 |
-«- |
|
Куттер Л5-ФКН: |
|
|
|
|
|
|
нож серповидный |
Л5-ФКН 00.001 |
У8А |
1,35 |
0,5 |
Износ режущей кромки |
|
колесо червячное |
Л5-ФК1-Н 06.002 |
Бр. АЖ9-4Л |
0,68 |
2 |
Износ рабочей поверхности |
|
венец |
Л5-ФКН 01.019 |
Бр. АЖ9-4Л |
15,8 |
1 |
То же |
|
ножевой вал |
Л5-ФКН 02.004 45Х |
28,3 |
2 |
-«- |
|
|
вал |
Л5-ФКН 03.003 |
Ст5 |
5,38 |
2 |
-«- |
|
Куттер Л5-ФК1-Н: |
|
|
|
|
|
|
нож |
ФК4-120 04.00.07 |
40X13 |
0,7 |
0,25 |
Износ режущей кромки |
|
колесо червячное |
ФК4-120 02.01.01 |
СЧ 21-40 |
4,2 |
2 |
Износ рабочей поверхности |
|
червяк |
Л5ФКН-Н 02.001 |
Сталь 45 |
6,8 |
2 |
Износ шеек |
|
вал |
Л5ФКН-Н 06.003 |
Ст 5 |
4,32 |
2 |
-«- |
|
-«- |
Л5ФКН-Н 04.022 |
Сталь 40 |
8,35 |
2 |
-«- |
|
Куттер-мешалка РЗ-ФСЕ: |
|
|
|
|
|
|
нож серповидный |
РЗ-ФСЕ 01.031 |
У10А |
1,48 |
0,5 |
Износ режущей кромки |
|
блок шестерен |
РЗ-ФСЕ 34.008 |
Сталь 45 |
4,93 |
2 |
Износ зубьев |
|
-«- |
РЗ-ФСЕ 31.040 |
Сталь 45 |
4,26 |
2 |
-«- |
|
звездочка |
РЗ-ФСЕ 03.124 |
Сталь 45 |
4,9 |
2 |
-«- |
|
ось |
РЗ-ФСЕ 02.124 |
Сталь 45 |
0,68 |
0,5 |
-«- |
|
вал |
РЗ-ФСЕ 31.001 |
Сталь 45 |
7,2 |
2 |
-«- |
|
Фаршемешалка Л5-ФМУ-335: |
|
|
|
|
». |
|
колесо червячное |
Л5-ФКБ 06.041 |
Бр. АЖ9-3Л |
3,1 |
2 |
Износ рабочей поверхности |
|
сектор червячный |
Л5-ФКБ 06.040 |
Бр. АЖ9-3Л |
9,92 |
1,5 |
То же |
|
колесо червячное |
Л5-ФМУ 335.01.010 |
Бр. АЖ9-3Л |
14,9 |
2 |
-«- |
|
червяк |
Л5-ФМУ 01.003 |
Сталь 45 |
3,8 |
2 |
-«- |
|
Фаршемешалка Л5-ФМ2-М-340: |
|
|
|
|
|
|
червяк |
ФММ-300 04.00.04А |
Ст 6 |
3,31 |
2 |
-«- |
|
зубчатый сектор |
ФММ-300 04.02.01 |
СЧ 21-40 |
8 |
2,5 |
-«- |
|
шестерня |
ФММ-300 02.00.06 |
СЧ 18-36 |
23,1 |
2,5 |
Износ зубьев |
|
вал |
ФММ-300 02.01.04 |
Ст5 |
7 |
2,5 |
Износ рабочей поверхности |
|
конус |
Л5-ФМ2-М -340 03.004 |
Сталь 45 |
4,4 |
2 |
То же |
|
-«- |
Л5-ФМ2-М 03.008 |
Сталь 45 |
2,25 |
1,5 |
-«- |
|
вал |
Л5-ФМ2-М 03.025 |
Сталь 45 |
4,2 |
2 |
-«- |
|
-«- |
Л5-ФМ2-М 03.016 |
Сталь 45 |
7,4 |
2 |
-«- |
|
ось блока |
Л5-ФМ2-М 05.009а |
Сталь 45 |
2,98 |
2 |
-«- |
|
Фаршемешалка Л5-ФМБ с боковой выгрузкой: |
|
|
|
|
|
|
вал |
Л5-ФМБ 03.021а |
Сталь 45 |
6,2 |
2 |
-«- |
|
-«- |
Л5-ФМБ 03.019 Сталь 45 |
9,2 |
2 |
-«- |
|
|
Агрегат К6-АТИМ-2 для измельчения мяса (накопитель с фаршевым насосом К6-ФНФ-220): |
|
|
|
|
|
|
звездочка |
ФНФ 01-16 |
Сталь 45 |
1,2 |
2 |
Износ зубьев |
|
вал насоса |
ФНФ 02-10 |
Сталь 45 |
1,5 |
1,5 |
Износ рабочей поверхности |
|
вал |
ФНФ 02-11 |
Сталь 45 |
4,3 |
2 |
То же |
|
-«- |
С-П-05-14 |
30X13 |
3,65 |
1 |
-«- |
|
фаршемешалка |
С-05-12 |
Сталь 45 |
2,5 |
2 |
Износ зубьев |
|
К6-ФММ-150: |
|
|
|
|
|
|
вал |
Л5-ФМ2-М-150 Сталь 45 |
2,47 |
2 |
Износ посадочных мест |
|
|
-«- |
03.026а |
Сталь 45 |
1,6 |
2 |
То же |
|
-«- |
03.025а |
Сталь 45 |
4,4 |
2 |
-«- |
|
-«- |
ФММ-150 04.01.05 |
Ст5 |
2,3 |
2 |
-«- |
|
-«- |
03-21 |
Сталь 45 |
4,2 |
1 |
-«- |
|
вал-шестерня |
03-04 |
Сталь 45 |
|
|
Износ шеек и зубьев |
|
Измельчитель К6-ФИ2-М: |
|
|
|
|
|
|
ступица |
К6-ФИ2-М 00.034 |
12Х18Н9Т |
2,15 |
1 |
-«- |
|
нож |
К6-ФИ2-М 00.029 |
У7А |
2,4 |
0,25 |
Износ режущей кромки |
|
сетка |
К6-ФИ2-М 00.028 |
У7А |
1,6 |
0,5 |
Износ рабочей поверхности |
|
Коллоидная мельница К6-ФКМ: |
|
|
|
|
|
|
диск верхний |
К6-ФКМ 01.032 40X13 |
2,4 |
0,5 |
То же |
|
|
диск средний |
К6-ФКМ 01.031 40X13 |
3,8 |
0,5 |
-«- |
|
|
диск нижний |
К6-ФКМ 01.021 СЧ 18-36 |
|
0,5 |
-«- |
|
|
кольцо нижнее |
К6-ФКМ 01.012 |
40X13 |
|
0,5 |
Износ рабочей поверхности |
|
кольцо верхнее |
К6-ФКМ 01.011 |
40X13 |
|
0,5 |
То же |
|
Шпигорезка горизонтальная ГГШМ-1: |
|
|
|
|
|
|
рамка для кубиков 6x6x6 |
ФШГ 08.011 |
Сталь 45 |
2 |
2,5 |
Износ гнезд для ножей |
|
рамка ножевая для кубиков: |
|
|
|
|
|
|
6x6x6 |
ФШГ 08.030 |
Сталь 45 |
2,76 |
2,5 |
То же |
|
8x8x8 |
ФШГ 08.040 |
Сталь 45 |
2,76 |
2,5 |
-«- |
|
8x8x8 |
ФШГ 08.014 |
Сталь 45 |
2,02 |
2,5 |
-«- |
|
Автомат Л5-ФАЛ: |
|
|
|
|
|
|
матрица |
Л5-ФАЛ 42.007 |
40X13 |
0,41 |
0,5 |
Износ рабочей поверхности |
|
боковина |
Л5-ФАЛ 42.101 |
40X13 |
4,1 |
0,5 |
То же |
|
-«- |
Л5-ФАЛ 42.102 |
40X13 |
4,1 |
0,5 |
-«- |
|
вал-шестерня |
Л5-Ф АЛ 11.102 |
40Х |
0,45 |
1,5 |
Износ шеек и зубьев |
|
вал |
Л5-ФАЛ 14.003 |
Сталь 45 |
1,4 |
2 |
То же |
|
ролик |
Л5-ФАЛ 44.002 |
40Х |
0,36 |
1 |
Износ наружной поверхности |
|
-«- |
Л5-ФАЛ 31.000 |
Сталь 20 |
1,62 |
0,5 |
То же |
|
толкатель |
Л5-ФАЛ 42.008 |
65Г |
0,06 |
0,5 |
Износ рабочей поверхности |
|
-«- |
Л5-ФАЛ 42.005а |
40X13 |
0,11 |
0,5 |
То же |
|
вкладыш |
Л5-ФАЛ42.103 |
40x13 |
3 |
1 |
-«- |
|
-«- |
Л5-ФАЛ42.104 40x13 |
2,4 |
1 |
-«- |
|
|
Шприц ФШ2-ЛМ: |
|
|
|
|
|
|
шнек левый |
ФШ2-ЛМ 02.03.000 |
12Х18Н10Т |
2,9 |
2 |
Износ витков |
|
шнек правый |
ФШ2-ЛМ 02.04.00 |
12Х18Н10Т |
2,9 |
2 |
-«- |
|
звездочка |
ФШ2-ЛМ 01.00.01 |
Сталь 45 |
0,62 |
1 |
Износ зубьев |
|
-«- |
ФШ2-ЛМ 02-02-17 |
Сталь 45 |
2,5 |
1 |
-«- |
|
полумуфта |
ФШ2-ЛМ 03.02.01 |
СЧ 18-36 |
1,25 |
1 |
-«- |
|
Льдогенератор Л-250: |
|
|
|
|
|
|
нож торцевой |
Л-250 00.002 |
Ст3 |
0,81 |
0,5 |
Износ режущей кромки |
|
нож |
Л-250 00.022 |
У7А |
1,12 |
0,5 |
То же |
|
колесо зубчатое |
Л-250 00.005 |
Сталь 45 |
8,5 |
2 |
Износ зубьев |
|
-«- |
Л-250 02.004 |
СЧ 18-36 |
26 |
2 |
-«- |
|
вал |
Л-700 40.08.04 |
Ст5 |
4,1 |
2 |
Износ шеек |
|
червяк |
Л-700 03.300 |
Сталь 45 |
3,1 |
2 |
-«- |
|
полумуфта |
Л-700 00.055 |
Сталь 45Л |
1,31 |
1 |
Износ по отверстиям |
|
-«- |
Л-700 00.055.01 |
Сталь 45Л |
1,2 |
1 |
То же |
|
Автомат котлетный АК-2М-40: |
|
|
|
|
|
|
червяк |
АК-2М-1-16 |
Сталь 45 |
0,8 |
2 |
Износ рабочей поверхности |
|
червячное колесо |
АК-2М-2-10 |
Бр. АЖ9-4 |
0,75 |
1 |
То же |
|
ось стола |
АК-2М-2-73 |
Бр. АЖ9-4 |
0,98 |
2 |
-«- |
|
поршень |
АК-2М-4-05 |
СЧ 15-32 |
0,55 |
1 |
-«- |
|
шестерня |
АК-2М-2-46 |
СЧ 15-32 |
0,6 |
2 |
Износ зубьев |
|
-«- |
АК-2М-2-45 |
Сталь 45 |
0,67 |
2 |
-«- |
|
-«- |
АК-2М-2-11 |
Сталь 45 |
0,49 |
2 |
-«- |
|
вал |
АК-2М-2-22а |
Ст5 |
1Д7 |
2 |
Износ рабочей поверхности |
|
Автомат АР-1М для фасования фарша: |
|
|
|
|
|
|
нож |
АР-2М 04.01.03/1 |
12Х18Н10Т |
0,05 |
0,25 |
Износ лезвия |
|
ползун |
APT 04.01.08 |
Бр. АЖ94Л |
3,86 |
2 |
Износ рабочей поверхности |
|
поршень |
АРМ 04.02.03 |
Бр. АЖ9-4 |
2,1 |
1 |
То же |
|
направляющая |
APT 01.02.06 |
12X17 |
1,5 |
2 |
-«- |
|
Подъемник для загрузки волчков К6-ФПЗ-1: |
|
|
|
|
|
|
звездочка |
К6-ФПЗ-1 03.012 |
Сталь 45 |
0,48 |
2 |
Износ зубьев |
|
-«- |
К6-ФПЗ-1 00.270 |
СЧ 18-36 |
2 |
3 |
-«- |
|
диск звездочки |
К6-ФПЗ-1 00.181 |
Сталь 45 |
0,75 |
2 |
-«- |
|
Пельменный автомат П6-ФПВ (СУБ-ЗМ): |
|
|
|
|
|
|
вал эксцентриковый |
П6-ФПВ 06.001 |
Ст5 |
2,85 |
1,5 |
Износ рабочей поверхности |
|
звездочка |
П6-ФПВ 10.001 |
Сталь 45 |
1 |
2 |
Износ зубьев |
|
вал |
П6-ФПВ 12.003 |
Сталь 45 |
3,3 |
2 |
Износ рабочей поверхности |
|
-«- |
П6-ФПВ 09.001 |
Сталь 45 |
1,45 |
2 |
То же |
|
-«- |
П6-ФПВ 02.401 |
Ст5 |
1,9 |
2 |
-«- |
|
шнек |
П6-ФПВ 10.002 |
12X17 |
4,2 |
2 |
Износ витков |
|
шестерня |
П6-ФПВ 14.003 |
СЧ 15-32 |
7,5 |
1 |
Износ зубьев |
|
Измельчитель А1-ФКЕ/3: |
|
|
|
|
|
|
нож с внешними зубьями |
А1-ФКЕ/3 00.004 |
40X13 |
1,55 |
0,5 |
Износ рабочей поверхности |
|
то же |
А1-ФКЕ/3 00.006 |
40X13 |
1,4 |
0,5 |
То же |
|
нож серповидный |
А1-ФКЕ/3 01.028 |
40X13 |
0,57 |
0,5 |
-«- |
|
то же |
А1-ФКЕ/3 00.027 |
40X13 |
0,15 |
0,5 |
-«- |
|
нож с внутренними зубьями |
А1-ФКЕ/3 01-14 |
40X13 |
2,5 |
0,5 |
Износ рабочей поверхности |
|
то же |
А1-ФКЕ/3 01-011 |
40X13 |
2,1 |
0,5 |
То же |
|
-«- |
А1-ФКЕ/З 01.007 |
40X13 |
2,6 |
0,5 |
-«- |
|
-«- |
А1-ФКЕ/З 00.008 |
40X13 |
2,7 |
0,5 |
-«- |
|
нож с |
А 1-ФКЕ/З 01.004 |
40X13 |
2,1 |
0,5 |
-«- |
|
наружными зубьями |
|
|
|
|
|
|
то же |
А1-ФКЕ/3 01.004 |
40X13 |
2,1 |
0,5 |
-«- |
|
Автомат В2хФИО для производства сосисок в искусственной оболочке: |
|
|
|
|
|
|
шестерня |
В2-ФИО/1.01.007 |
40X13 |
0,7 |
2 |
Износ зубьев |
|
шестерня |
В2-ФИО/1.04.062 |
Сталь 45 |
0,4 |
2 |
-«- |
|
колесо зубчатое |
В2-ФИО/1.05.280 |
Сталь 45 |
1,3 |
2 |
-«- |
|
колесо червячное |
В2-ФИО/1.05.340 |
Сталь 45 |
0,8 |
2 |
-«- |
|
червяк |
В2-ФИО/1.05.091 |
Сталь 45 |
0,58 |
2 |
Износ рабочей поверхности |
|
вал |
В2-ФИО/1.05.031 |
Сталь 45 |
0,2 |
2 |
То же |
|
-«- |
В2-ФИО/1.05.092 |
Сталь 45 |
0,67 |
2 |
-«- |
|
Волчок К6-ФВП-120-1: |
|
|
|
|
|
|
нож |
К6-ФВП-120-1 00.011 |
У7А |
0,4 |
0,125 |
Износ режущей кромки |
|
решетка с отверстием Æ 3 мм |
К6-ФВП-120-1 00.005 |
У7А |
0,54 |
0,25 |
-«- |
|
решетка с отверстием Æ 16 мм |
К6-ФВП-120-1 00.006 |
У7А |
0,5 |
0,5 |
-«- |
|
решетка приемная |
К6-ФВП-120-1 00.007 |
У7А |
0,81 |
0,25 |
-«- |
|
решетка с отверстием Æ 25 мм |
К6-ФВП-120-1 00.008 |
У7А |
0,7 |
0,5 |
-«- |
|
решетка с отверстием Æ 5 мм |
К6-ФВП-120-1 00.009 |
У7А |
0,56 |
0,5 |
-«- |
|
решетка с отверстием Æ 12 мм |
К6-ФВП-120-1 00.028 |
У7А |
0,54 |
0,5 |
-«- |
|
шнек |
К6-ФВП-120-1 03.000 |
40X13 |
10,9 |
1,5 |
Износ рабочей поверхности |
|
-«- |
К6-ФВП-120-1 04.000 |
40X13 |
17,0 |
1,53 |
То же |
|
вал |
К6-ФВП-120-1 02.002 |
Сталь 45 |
4,65 |
1,5 |
-«- |
|
звездочка |
К6-ФВП-120-1 02.003 |
Сталь 45 |
2,2 |
1,0 |
Износ зубьев |
|
Волчок К6-ФВП-160-1: |
|
|
|
|
|
|
корпус |
К6-ФВП-160-1 16.051 |
Сталь 45, Л1 |
2,4 |
2 |
Износ внутренней поверхности |
|
решетка |
К6-ФВП-160-1 00.019 |
У7А |
1,18 |
0,25 |
Износ рабочей поверхности |
|
-«- |
К6-ФВП-160-1 00.018 |
У7А |
|
|
То же |
|
-«- |
К6-ФВП-160-1 00.017 |
У7А |
|
|
-«- |
|
-«- |
К6-ФВП-160-1 00.027 |
У7А |
|
|
-«- |
|
решетка с отверстием Æ 12 мм |
К6-ФВП-160-1 00.016 |
У7А |
|
|
-«- |
|
решетка с отверстием Æ 5 мм |
К6-ФВП-160-1 00.015 |
У7А |
|
|
-«- |
|
нож левый |
К6-ФВП-160-1 12.001 |
9ХС |
|
|
Износ режущей кромки |
|
нож правый |
К6-ФВП-160-1 12.001 |
9ХС |
|
|
То же |
|
вал |
К6-ФВП-160-1 01.015 |
Сталь 45 |
|
|
Износ рабочей поверхности |
|
-«- |
К6-ФВП-160-1 01.030 |
Сталь 20 |
|
|
То же |
|
-«- |
К6-ФВП-160-1 13.001 |
40X13 |
|
|
-«- |
|
вал-эксцентрик |
К6-ФВП-160-1 03.005 |
Сталь 45 |
|
|
-«- |
|
шнек |
К6-ФВ03.005П-160-1 04.000 |
08X13 |
|
|
Износ витков и шеек |
Способы восстановления посадок
Изнашивание сопряженных деталей приводит к изменению их размеров и нарушению заданных посадок (зазоров, натягов). Восстановление посадок - основная задача при ремонте машин и оборудования. Способы восстановления посадок можно разделить на три группы: без изменения размеров деталей, с изменением размеров деталей, восстановлением размеров сопряженных деталей.
Восстанавливать посадку без изменения размеров деталей можно регулировкой зазора (постановкой или удалением прокладок и др.), заменой детали новой или установкой ее в другое положение так, чтобы в соединении оказалась неизношенная сторона. Это самые простые способы, при которых восстанавливается лишь работоспособность соединений, а межремонтный ресурс не восстанавливается1. Поэтому их применяют обычно при техническом обслуживании и текущем ремонте.
1 Межремонтный ресурс - это наработка от одного капитального ремонта до другого.
Восстановление посадок с изменением размеров деталей осуществляют двумя способами: ремонтных размеров и дополнительных деталей.
Сущность способа ремонтных размеров заключается в том, что одну из сопрягаемых деталей, как правило, наиболее ценную и сложную, обрабатывают на станке до определенного размера, а другую - изготовляют или восстанавливают (наращивают) под этот размер. При этом изменяется номинальный размер соединения, но восстанавливаются его посадка и ресурс. Этот метод широко применяют в силу его простоты и доступности. Его недостатки - увеличение номенклатуры запасных частей и нарушение взаимозаменяемости (если применяют нестандартные ремонтные размеры, когда заводы-изготовители не выпускают деталей ремонтных размеров). Часто этот способ приводит к снижению ресурса соединения из-за уменьшения твердости поверхности детали и других причин.
Так восстанавливают, например, посадки некоторых соединений кривошипно-шатунного механизма. Шейки коленчатого вала шлифуют до ремонтного размера и соединяют с вкладышами того же ремонтного размера. Гильзы цилиндров растачивают и хонингуют до увеличенного (ремонтного) размера и соединяют с поршнями и кольцами соответствующего размера.
Сущность способа постановки дополнительных деталей заключается в том, что изношенную поверхность детали обрабатывают и устанавливают на нее с натягом специально изготовленную дополнительную деталь, которая компенсирует износ поверхности. Часто дополнительную деталь крепят сваркой, винтами и штифтами, постановкой на клей. После закрепления ее обычно обрабатывают до нужного размера. Таким способом восстанавливают, например, посадочные отверстия под подшипники в корпусных деталях. Этот метод восстановления посадок прост, обеспечивает хорошее качество ремонта, но материалоемок и трудоемок.
При ремонте посадок восстановлением сопряженных деталей диаметры изношенных валов увеличивают, а отверстий уменьшают нанесением какого-либо покрытия, а затем обрабатывают их до номинальных размеров. Это самый лучший способ, так как он позволяет восстанавливать геометрию поверхностей деталей, посадку и ресурс соединения. Разработаны способы, позволяющие не только восстановить, но и увеличить ресурс (износостойкость) деталей.
Классификация способов восстановления деталей
Под восстановлением детали (ВД) понимают комплекс технологических операций по устранению дефектов, обеспечивающих восстановление работоспособности и геометрических параметров, установленных нормативно-технической документацией. Восстановление изношенных деталей - основной путь снижения себестоимости и повышения качества ремонта машин и оборудования, так как в структуре себестоимости ремонта расходы на запасные части достигают 50-70%, а себестоимость восстановления деталей в 2-3 раза ниже цены новой.
В зависимости от физической сущности процессов, технологических и других признаков существующие способы ВД можно разделить на десять групп (табл. 4.15).
Краткая характеристика способа. Общим для первой группы способов является то, что износ поверхностей устраняют слесарной или механической обработкой с изменением их первоначальных размеров. При этом необходимую посадку обеспечивают применением сопряженной детали с измененными размерами или постановкой компенсатора износа (кольца, бандажи, свертные втулки, резьбовые спиральные вставки и т.д.). Иногда поверхность детали обрабатывают до придания ей правильной геометрической формы (диски нажимные, плоскости головок цилиндров и др.).
4.15. Способы восстановления деталей
|
Номер группы |
Группа способов |
Способы |
|
1 |
2 |
3 |
|
1 |
Слесарно-механическая обработка |
1. Обработка под ремонтный размер (P.P.). 2. Постановка дополнительной ремонтной детали (ДРД). 3. Обработка до выведения следов износа и приданий правильной геометрической формы. 4. Перекожшектовка |
|
2 |
Пластическое деформирование |
1. Вытяжка, оттяжка. 2. Правка (на прессах, наклепом). 3. Раздача механическая. 4. Раздача гидротермическая. 5. Раздача электрогидравлическая. 6. Раскатка. 7. Обжатие механическое. 8. Обжатие термопластическое. 9. Осадка. 10. Выдавливание. 11. Накатка. 12. Электромеханическая высадка |
|
3 |
Нанесение полимерных материалов |
1. Напыление: газопламенное, в псевдосжиженном слое (вихревое, вибрационное, вибровихревое) и др. 2. Опрессовка. 3. Литье под давлением. 4. Намазывание (шпателем, валиком, кистью и др.) |
|
4 |
Ручная сварка и наплавка |
1. Газовая. 2. Дуговая. 3. Аргонно-дуговая. 4. Плазменная. 5. Контактная |
|
5 |
Механизированная дуговая сварка и наплавка |
1. Автоматическая под флюсом. 2. В среде защитных газов (в аргоне, углекислом газе, водяном паре и др.). 3. С комбинированной защитой. 4. Дуговая с газопламенной защитой. 5. Вибродуговая. 6. Порошковой проволокой или лентой. 7. Широкослойная. о. Лежачим электродом. 9. Плазменная. 10. Многоэлектродная. 11. С одновременным деформированием |
|
6 |
Механизированные бездуговые способы сварки и наплавки |
1. Индукционная (высокочастотная). 2. Электрошлаковая. 3. Контактная сварка и наварка. 4. Трением. 5. Газовая. 6. Лазерная |
|
7 |
Газотермическое напыление (металлизация) |
1. Дуговое. 2. Газопламенное. 3. Плазменное. 4. Детонационное. 5. Высокочастотное |
|
8 |
Гальванические и химические покрытия |
1. Железнение постоянным током. 2. Железнение периодическим током. 3. Железнение проточное. 4. Железнение местное (вневанное). 5. Хромирование. 6. Хромирование проточное, струйное. 7. Меднение. 8. Цинкование. 9. Нанесение сплавов. 10. Нанесение композиционных покрытий. 11. Электроконтактное нанесение (электронатирание). 12. Гальваномеханический способ. 13. Химическое никелирование |
|
9 |
Термическая и химико-термическая обработка |
1. Закалка, отпуск. 2. Диффузионное борирование. 3. Диффузионное цинкование. 4. Диффузионное титанирование. 5. Диффузионное хромирование. 6. Диффузионное хромотитанирование. 7. Диффузионное хромоазотирование. 8. Обработка холодом |
|
10 |
Другие способы |
1. Заливка жидким металлом. 2. Намораживание. 3. Напекание. 4. Пайка. 5. Пайка-сварка. 6. Электроискровое наращивание и легирование. 7. Микродуговое оксидирование |
При пластическом деформировании восстановление размеров изношенных поверхностей осуществляется за счет перераспределения металла от нерабочих участков детали к рабочим. При этом объем детали остается постоянным. Основные достоинства этих способов: не требуется присадочный материал, простота, высокие производительность и качество.
Технология восстановления деталей полимерными материалами отличается простотой и доступностью (применима даже в полевых условиях), низкой себестоимостью, высокой производительностью и хорошим качеством.
Ручная сварка и наплавка получили широкое применение из-за простоты и доступности. Однако эти процессы малопроизводительны, материалоемки, не всегда обеспечивают высокое качество.
Механизированные способы сварки и наплавки могут быть автоматическими и полуавтоматическими. Большинство из них обеспечивают высокую производительность и качество.
При дуговых способах источником теплоты для плавления присадочного материала и поверхности детали является теплота электрической дуги. При бездуговых способах таким источником служат потери от вихревых токов (ТВЧ), джоулева теплота (электрошлаковая наплавка, контактная приварка), теплота сгорания газов и др.
Ручные и механизированные сварочно-наплавочные способы получили наибольшее применение (75-80% от общего объема восстановления). Их недостатками являются термическое воздействие на основной металл, в том числе на невосстанавливаемые поверхности, деформации деталей, значительные припуски на механическую обработку. Применение большинства из этих способов целесообразно для восстановления сильноизношенных деталей.
При напылении расплавленный присадочный материал (проволока или порошок) с помощью сжатого воздуха распыляется и наносится на подготовленную поверхность детали. Способы напыления различают в зависимости от источника теплоты: дуговое - теплота электрической дуги, газопламенное - теплота газового пламени и т.д. Напылять можно металлы, полимеры и другие материалы. Процесс напыления металла называется металлизацией. Большинство способов напыления обладает высокой производительностью, позволяет достаточно точно регулировать толщину покрытия и припуск на механическую обработку. Серьезный недостаток напыления - низкая сцепляемость покрытий с основой. Для ее повышения применяют нанесение специального подслоя, последующее оплавление и другие способы.
В основе гальванических способов лежит явление электролиза. Различаются они видом осаждаемого металла, родом используемого тока, способом осаждения и другими признаками. Гальванические способы высокопроизводительны, не оказывают термического воздействия на деталь, позволяют точно регулировать толщину покрытий и свести к минимуму или исключить механическую обработку, обеспечивают высокое качество покрытий при дешевых исходных материалах. Применяются они для восстановления малоизношенных деталей. Недостатки гальванопокрытий - многооперационность, сложность и экологическая вредность технологий.
Термическая обработка применяется для упрочнения и восстановления физико-механических свойств деталей (упругости пружин и др.). При химико-термических способах происходит диффузионное насыщение поверхности детали тугоплавкими металлами (хромом, титаном и др.) при некотором изменении размеров. Эти способы применяют для восстановления и повышения износостойкости малоизношенных деталей (плунжерные пары и др.).
Далее приведены сведения по наиболее часто применяемым при ремонте машин способам ВД.
Восстановление деталей пластическим деформированием
Общие сведения. Этот способ основан на способности деталей изменять форму и размеры без разрушения путем перераспределения металла под давлением. В этом случае объем детали остается постоянным, а металл от нерабочих поверхностей перемещается на изношенные рабочие поверхности. Детали деформируют как в холодном, так и нагретом состояниях. Стальные детали твердостью до HRC 30, а также детали из цветных металлов и сплавов обычно деформируют в холодном состоянии без предварительной термообработки.
Применяют следующие виды пластического деформирования деталей: осадку, вдавливание, раздачу, обжатие, вытяжку, правку, электромеханическую обработку и др. (рис. 4.14).
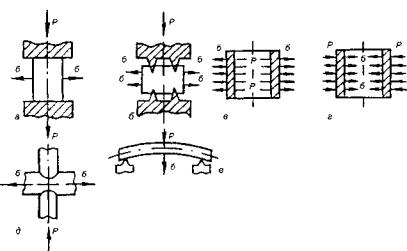
Рис. 4.14. Виды пластического деформирования:
а - осадка; б - вдавливание; в - раздача; г - обжатие; д - вытяжка; е - правка
Осадку применяют для увеличения наружного диаметра сплошных и полых деталей, а также уменьшения внутреннего диаметра полых деталей за счет уменьшения их высоты (бронзовые втулки и др.). Допускается уменьшение высоты втулок на 8-10%.
Вдавливание отличается от осадки тем, что высота детали не изменяется, а увеличение ее диаметра происходит за счет выдавливания металла из нерабочей части. Вдавливанием восстанавливают тарелки клапанов двигателей, боковые поверхности шлицев на валах и др.
Раздачу применяют для восстановления пустотелых деталей с изношенной наружной поверхностью (втулок, поршневых пальцев и др.). При механической раздаче через отверстие детали продавливают шарик или специальный пуансон (оправку). При этом возможно укорочение детали и появление в ней трещин.
В последние годы применяют термопластическую раздачу поршневых пальцев, сущность которой состоит в том, что пальцы нагревают в индукторе ТВЧ до 780-830°С в течение 20-25 с и охлаждают водой, пропускаемой через отверстие пальца под давлением 0,4-0,5 МПа в течение 14-16 с. При этом происходит увеличение наружного диаметра пальца до 0,25 мм с одновременной закалкой его поверхностного слоя. После раздачи пальцы подвергают механической обработке, контролю и сортировке.
Обжатие применяют для восстановления деталей с изношенными внутренними поверхностями, уменьшение наружных размеров которых не имеет значения (корпуса насосов гидросистем, проушины рычагов, вилок и др.).
Вытяжку применяют для увеличения длины деталей за счет уменьшения их поперечного сечения (тяги, штанги и т.д.). Деформируют детали в горячем состоянии.
Правку применяют для ремонта деталей, в которых во время работы возникли остаточные деформации (изгиб, скручивание) или коробление (валы, оси, рычаги, рамы и др.).
Прикладываемое при правке усилие должно обеспечить деформацию, в 10-15 раз превышающую устраняемый изгиб детали. Нагрузку прикладывают несколько раз в течение 1,5-2 мин. Для повышения усталостной прочности и стабильности геометрической формы детали после холодной правки подвергают нагреву до 400-500°С и выдерживают 0,5-1 ч. Закаленные ТВЧ детали нагревают до 180-200°С и выдерживают 5-6 ч.
При правке статическим изгибом на прессе снижаются усталостная прочность и пластичность вала. Поэтому для правки ответственных деталей (например, коленчатых валов) рекомендуется применять более прогрессивный способ наклепа (рис. 4.15). В этом случае наклеп галтелей вала выполняют клепальным пневматическим молотком КМП-14М или ручным слесарным молотком массой 0,8 кг со специальными бойками, размеры которых должны соответствовать размерам галтелей. Прямолинейность вала восстанавливается за счет возникающих в поверхностном слое металла внутренних напряжений сжатия.
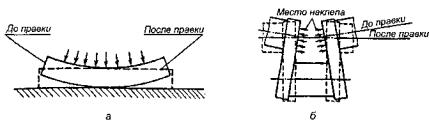
Рис. 4.15. Схема правки наклепом:
а - бруса; б - коленчатого вала
Электромеханическая обработка заключается в следующем. Деталь закрепляют в шпиндель токарного станка. В резцедержателе суппорта закрепляют специальную оправку с рабочим инструментом. Деталь и инструмент подключают к вторичной обмотке понижающего трансформатора. Включают вращение детали, прижимают к ней с определенным усилием инструмент и включают его продольную подачу. При этом через зону контакта детали и инструмента протекает ток 350-700 А при напряжении 1-6 В, так как площадь контакта детали и инструмента очень мала, а сила тока большая, то металл детали в зоне контакта мгновенно нагревается до температуры 800-900°С и легко деформируется инструментом. Последующий быстрый отвод теплоты внутрь детали (охлаждение) способствует закалке поверхностного слоя.
В качестве инструмента используют пластинку или ролик из твердого сплава. При восстановлении детали (рис. 4.16) изношенную поверхность сначала высаживают заостренной пластиной или роликом. При этом нагретый в зоне контакта металл выдавливается, образуя выступы, аналогичные резьбе, в результате чего диаметр детали увеличивается от dH до dB. Затем высаженную поверхность обрабатывают сглаживающей пластиной или роликом до номинального диаметра dH.
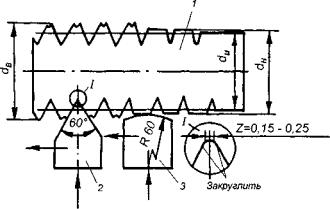
Рис. 4.16. Схема восстановления деталей электромеханическим
способом:
1 - деталь; 2 - высаживающий инструмент; 3 - сглаживающий инструмент; du - диаметр
изношенной детали; dB - диаметр детали после высадки; dH - номинальный
диаметр детали
Восстановленная поверхность получается прерывистой, площадь ее контакта с сопрягаемой деталью меньше номинальной. Допускается уменьшение площади контакта не более чем на 20% по сравнению с номинальной. Для этого нужно, чтобы dB-dH ³ 3(dH-dИ). Увеличение диаметра незакаленных деталей возможно на 0,4, а закаленных - на 0,2 мм. Для большего увеличения диаметра при сохранении необходимой площади контакта применяют заполнение образовавшейся винтовой канавки проволокой или составами на основе эпоксидных смол.
Восстановление деталей полимерными материалами
Общие сведения. Полимеры - это высокомолекулярные органические соединения искусственного или естественного происхождения. Пластмассы - это композиционные материалы, изготовленные на основе полимеров, способные при определенных температуре и давлении принимать определенную форму, которая сохраняется в условиях эксплуатации. Кроме полимера, являющегося связующим веществом, в состав пластмассы входят наполнители, пластификаторы, отвердители, ускорители, красители и другие добавки. Содержание наполнителей (металлический порошок, цемент, графит, ткань и т.д.) может достигать 70%.
Полимеры делят на две группы: термопластичные (термопласты) и термореактивные (реактопласты). Термопласты (полиэтилен, полиамиды и др.) при нагревании способны размягчаться и подвергаться многократной переработке. Реактопласты (эпоксидные композиции, текстолит и др.) при нагревании вначале размягчаются, а затем в результате химических реакций затвердевают и необратимо переходят в неплавкое и нерастворимое состояние.
В ремонтном производстве пластмассы применяют для восстановления размеров деталей, заделки трещин и пробоин, герметизации и стабилизации неподвижных соединений, изготовления некоторых деталей и т.д. Пластмассы наносят намазыванием, газопламенным напылением, вихревым, вибрационным и вибровихревым способами, литьем под давлением, прессованием и другими способами.
В ремонтном производстве широко применяют составы на основе эпоксидных смол. Чаще всего используется смола ЭД-16. Она затвердевает под действием отвердителя, в качестве которого применяют полиэтиленполиамин (ПЭПА), ароматические амины (АФ-2), низкомолекулярные полиамиды (Л-18, Л-19 и Л-20). Для повышения эластичности и ударной прочности в состав вводят пластификатор, чаще всего дибутилфталат. Введение в состав композиции наполнителей (железный и алюминиевый порошок, асбест и др.) позволяет улучшить физико-механические свойства и снизить стоимость.
Эпоксидную композицию (табл. 4.16) готовят следующим образом. Эпоксидную смолу разогревают в термошкафу или в емкости с горячей водой до 60-30°С и отбирают в ванночку необходимое ее количество. В смолу добавляют небольшими порциями пластификатор (дибутилфталат) и перемешивают смесь в течение 5-8 мин. Затем так же вводят наполнитель и перемешивают в течение 8-10 мин. Такой состав можно хранить длительное время. Непосредственно перед применением в него вливают отвердитель и тщательно перемешивают в течение 5 мин. Приготовленная композиция должна быть использована за 20-25 мин.
4.16. Составы эпоксидных композиций
|
Компонент |
Состав (по массе) |
||||
|
А |
Б |
В |
Г |
Д |
|
|
Смола ЭД-16 |
100 |
100 |
100 |
100 |
100 |
|
Дибутилфталат |
10-15 |
15 |
15 |
- |
45 |
|
Полиэтиленполиамин |
8-9 |
10 |
10 |
- |
9 |
|
Олигоамид Л-19 |
- |
- |
- |
30 |
- |
|
Железный порошок |
- |
160 |
|
120 |
- |
|
Цемент |
- |
- |
- |
60 |
- |
|
Алюминиевая пудра |
- |
- |
25 |
- |
- |
В последние годы для герметизации и восстановления посадок неподвижных соединений находят широкое применение различные эластомеры и герметики, в том числе анаэробные. Обычные герметики имеют низкую теплостойкость, длительное время отверждения и другие недостатки, которые в значительной мере лишены анаэробные герметики («Анатермы», «Унигермы» и др.), диапазон рабочих температур которых колеблется в широких пределах (от -50...-60°С до +120...+150°С), а при отсутствии кислорода воздуха они способны полимеризоваться с высокой скоростью.
Далее приведены примеры применения полимерных материалов при ремонте машин.
Устранение трещин и пробоин. По концам трещины сверлят отверстия Æ 2,5-3 мм. Снимают фаску вдоль трещин под углом 60-70°С на глубину 1-3 мм. Зачищают поверхность на расстоянии 40-50 мм от трещины и дважды обезжиривают ее ацетоном с последующей просушкой в течение 8-10 мин. Наносят на поверхность эпоксидный состав Б (см. табл. 4.16) при ремонте чугунных и стальных деталей, состав В - при ремонте алюминиевых деталей. Если длина трещины меньше 20 мм (рис. 4.17), то проводят отверждение композиций при комнатной температуре в течение 72 ч или при той же температуре 12 ч, а затем при нагревании в термошкафу по одному из режимов: при температуре 40°С в течение 48 ч, при 60°С - 24, при 80°С - 5, при 100°С - 3 ч.
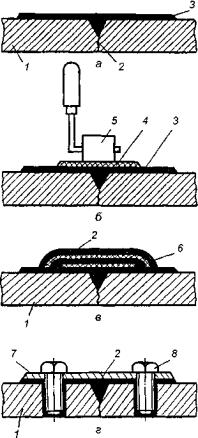
Рис. 4.17. Схемы заделки трещин:
а-г - варианты; 1 - деталь; 2 - трещина; 3 - эпоксидный состав; 4,6 - накладки
из стеклоткани; 5 - ролик; 7 - металлическая накладка; 8 - болт
Трещину длиной 20-150 мм заделывают так же, но после нанесения первого слоя эпоксидного состава на нее дополнительно накладывают стеклоткань с перекрытием трещины на 20-25 мм и прикатывают ее роликом. Затем вновь наносят слой эпоксидного состава, накладывают стеклоткань и прикатывают роликом. После этого вновь наносят эпоксидную композицию и отверждают, как описано ранее.
Трещину длиной более 150 мм разделывают и подготавливают, как было описано ранее. Изготовляют стальную накладку толщиной 1,5-2 мм с перекрытием трещины на 40-50 мм, сверлят в ней отверстия Æ 10 мм на расстоянии 50-70 мм друг от друга. По этим отверстиям накернивают и сверлят отверстия в ремонтируемой детали, нарезают в них резьбу М8. Затем наносят на деталь и пластину эпоксидный состав, закрепляют накладку винтами и отверждают.
Пробоины на деталях заделывают так же, как трещины длиной более 150 мм с помощью постановки на эпоксидный состав и винты стальных накладок.
Восстановление неподвижных подшипниковых соединений. Для этого применяет эпоксидные композиции, эластомеры и анаэробные герметики. Поверхности из любого материала зачищают до блеска, дважды обезжиривают ацетоном с последующей просушкой в течение 10 мин.
При малом износе (зазор до 0,2 мм) на поверхность детали наносят эпоксидный состав А (см. табл. 4.16), выдерживают 10 мин и соединяют детали (например, корпус и подшипник). Удаляют излишки эпоксидного состава и отверждают.
При большем износе на подготовленные посадочные поверхности шпателем наносят эпоксидный состав (Б или Г - для стальных и чугунных деталей, В - для алюминиевых). Затем деталь с составом Б выдерживают на воздухе при комнатной температуре в течение 2 ч, с составом Г - 1 ч, устанавливают на кондуктор (плиту с направляющими втулками и фиксирующими штифтами), закрепленный на столе сверлильного станка (пресса или другого оборудования), и формуют слой эпоксидного состава под номинальный размер с помощью калибрующей стальной оправки, закрепленной в шпинделе станка (без вращения оправки). Это обеспечивает соблюдение параллельности осей восстанавливаемых отверстий и их межцентровых расстояний. Оправку предварительно смазывают маслом или техническим солидолом. После калибрования состава отверждают. Вместо формования отверстия можно расточить после полного отверждения эпоксидного состава.
При ремонте неподвижных подшипниковых соединений (корпус-подшипник, вал-подшипник и др.) часто применяют эластомер ГЭН-150(B) и герметик 6Ф. Эластомеры выпускаются в виде листов толщиной 2-3 мм. Эластомер или герметик нарезают кусачками и растворяют в ацетоне (20 частей по массе на 100 частей ацетона) в герметически закрываемой емкости в течение 10-12 ч, периодически взбалтывая содержимое. На тщательно подготовленную поверхность кистью, окунанием, центробежным или другим способом наносят равномерно несколько слоев покрытия (каждый слой сушат при комнаткой температуре в течение 10-15 мин) до получения необходимой толщины. При необходимости проводят термообработку покрытий: ГЭН-150 (В) при температуре 115°С в течение 40 мин, герметик 6Ф - 150-160°С в течение 3 ч.
Неподвижные соединения с покрытиями из эластомера или герметика собирают запрессовкой с натягом 0,01-0,03 мм.
Часто посадочные поверхности в корпусах (иногда и на валах) восстанавливают вклеиванием с помощью эпоксидного состава А и заранее изготовленных с необходимой точностью втулок. В этом случае исключается последующая механическая обработка втулки. Иногда в подготовленное отверстие с нанесенным эпоксидным клеем вставляют обезжиренную тонкую пластину - свертную втулку и раскатывают отверстие роликовым раскатником (метод свертных втулок).
Анаэробные герметики - это многокомпанентные жидкие составы, способные длительное время храниться на воздухе без изменения свойств и быстро отверждаться (полимеризоваться) при температуре 15-35°С без доступа воздуха с образованием прочного твердого полимера.
При фиксации колец подшипников в корпусе и на валу с помощью анаэробных герметиков поверхности обеих деталей очищают и тщательно обезжиривают. На их поверхности наносят из капельницы флакона герметик, разравнивая его капли кистью. При сборке детали центрируют с помощью оправок и приспособлений. После сборки вал проворачивают в подшипниках на два-три оборота, что способствует улучшению центрирования колец подшипников. Собранное соединение выдерживают в неподвижном состоянии при комнатной температуре 30-40 мин, после чего анаэробный материал набирает технологическую прочность и с ремонтируемого узла можно снимать центрирующие приспособления. По истечении 5-24 ч герметик набирает рабочую прочность.
Марку герметика выбирают в зависимости от зазора в соединении. Следует иметь в виду, что с увеличением толщины слоя герметика его долговечность снижается. Поэтому для повышения прочности и расширения технологических возможностей в герметики добавляют наполнители. Например, большинство герметиков «Анатерм» используются при зазоре до 0,15 мм. Добавление в них наполнителей позволяет значительно расширить диапазон применения.
Составы на основе анаэробных материалов приготавливают непосредственно перед их употреблением путем тщательного перемешивания наполнителей с герметиком. Состав следует использовать в течение 1 ч.
Ремонт и стопорение резьбовых соединений. Сильно изношенные резьбовые отверстия в корпусных деталях часто восстанавливают установкой ввертышей. В этом случае ввертыши удобно закреплять нанесением на поверхности отверстий и ввертыша эпоксидного состава А. При небольших износах соединения его восстанавливают путем нанесения эпоксидного состава на подготовленные отверстия и шпильку (болт). При износе до 0,3 мм наносят состав Д, более 0,3 мм - состав Б, а при восстановлении соединения с алюминиевой деталью - состав В. Зазор резьбового соединения до 0,3 мм можно восстановить нанесением на подготовленные поверхности анаэробного герметика. Для стопорения резьбовых соединений применяют анаэробные герметики или эпоксидный состав Д. Во всех случаях необходимо соблюдать условия подготовки поверхностей и режим отверждения полимера.
Обеспечение герметичности соединений. При ремонте машин из-за деформации сопрягаемых деталей разъемного неподвижного соединения, повреждений прокладок не всегда удается добиться надежной герметичности. В этом случае эффективно применение полимерных герметизирующих материалов. Они могут быть невысыхающими, высыхающими и отверждающими (вулканизирующиеся и полимеризующиеся).
Невысыхающие герметики (51Г-4М, 51Г-6, УМ-01) представляют собой высоконаполненные материалы на основе синтетических каучуков в сочетании с полиэтиленом или полипропиленом. Их используют для уплотнения стеков автомобилей, сварных швов, защиты паяных соединений от коррозии.
Высыхающие герметики (У-20А) - растворы резиновых смесей в органических растворителях, применяющиеся для герметизации фланцевых соединений. Однако их использование ограничено из-за длительной сушки и возможности размягчения под действием нагрева, топлива и масла.
Вулканизирующиеся герметики (автогерметик, автогермесил) - термореактивные материалы, которые под влиянием теплоты, влаги и вулканизирующих агентов подвергаются необратимым физико-механическим изменениям, превращаясь из вязких в резиноподобные материалы. Автогерметик и автогермесил используют для устранения подтекания воды, антифриза и масла.
Перед нанесением герметика поверхность очищают от старой прокладки. Герметик выдавливают на одну поверхность соединения из тубы или пневматическим шприцем и разравнивают шпателем. Нанесенный герметик выдерживают в течение 6 ч, автогермесил - 8-9 ч до сборки соединения. За это время герметик вулканизируется. Если при сборке машины нет такой возможности, то эту операцию выполняют после сборки соединения.
Полимеризующиеся герметики (Анатерм-501) - анаэробные композиции на основе смол акрилового или метакрилового ряда. Перед нанесением анаэробных герметиков с поверхности фланцев удаляют старую прокладку и обезжиривают ее ацетоном или бензином. После нанесения анаэробного герметика собирают соединение и выдерживают его без нагрузки и воздействия рабочих жидкостей 8-24 ч в зависимости от толщины слоя герметика (табл. 4.17).
4.17. Основное оборудование для ремонта деталей полимерными материалами и изготовления полимерных деталей на специализированных ремонтных предприятиях
|
Оборудование |
Мощность, кВт |
Габаритные размеры, мм |
Масса, кг |
|
1 |
2 |
3 |
4 |
|
Стол рабочий с вытяжным шкафом ОП-2078 |
0,6 |
2500x800x2660 |
285 |
|
Шкаф сушильный: |
|
|
|
|
вакуумный ВШ-0,035А электрический |
2 |
735x585x700 |
|
|
СНОЛ-3,5.3,5.3,5/3 |
2 |
610x645x760 |
100 |
|
Литьевая машина: |
|
|
|
|
термопластавтомат Д3127 |
5,5 (нагрев), 17 (электродвигатель) |
3925x785x1810 |
3000 |
|
вертикальная ПЛ-71 |
2,4 (нагрев) |
1010x1016x2840 |
1000 |
|
Пресс гидравлический Д2424Б |
2,2 |
1920x1460x3050 |
2800 |
|
Установка газопламенного напыления УПН-6-63 |
- |
335x110x200 (горелка), 245x390 (бачок) |
9,2 |
|
Комплект оборудования для приклеивания накладок муфт сцепления ОП-10585: |
|
|
|
|
установка для зачистки дисков |
0,75 |
1280x950x1240 |
250 |
|
устройство: |
|
|
|
|
для промывки дисков |
0,75 |
1200x110x1160 |
220 |
|
зачистки накладок |
0,37 |
920x300x1430 |
70 |
|
установки дисков |
- |
850x735x1380 |
130 |
|
приспособление для сжатия дисков |
- |
0 400x570 |
41 |
|
Устройство для полимеризации клеевых соединений ОП-16614 |
15 |
950x1000x2000 |
700 |
|
Установка: |
|
|
|
|
для нанесения композиционных материалов КИМС-223М |
0,6 |
820x455x1150 |
75 |
|
сушильная передвижная оптического излучения УСПО-1 |
19 |
1080x1430 (излучающая панель) |
240 |
Анаэробные и вулканизирующиеся герметики характеризуются высокими герметизирующими свойствами при давлении до 60 МПа, высокой стойкостью в воде, антифризе и маслах, бензинах и дизельном топливе.
Техника безопасности. Работы по ремонту деталей полимерными материалами выполняют в помещении, изолированном от других участков и цехов, оборудованном общей приточно-вытяжной и местной вентиляцией. Составы на основе эпоксидных смол необходимо готовить в вытяжном шкафу. Перед работой руки покрывают специальной пастой. Во время работы пользуются спецодеждой (халат, перчатки и др.). Запрещается хранить и принимать пищу, а также курить в рабочем помещении.
Восстановление деталей ручной сваркой и наплавкой
Сваркой называют процесс получения неразъемных соединений деталей или частей одной детали путем установления межатомных связей между ними при их нагревании и (или) пластическом деформировании. Поэтому обычно все способы сварки делят на две группы: сварку плавлением и сварку давлением.
Наплавка - разновидность сварки, заключающаяся в нанесении на поверхность детали слоя металла (покрытия) для восстановления ее размеров или повышения износостойкости.
В зависимости от источника теплоты для расплавления металла существует много видов. При ремонте машин и оборудования в сельском хозяйстве чаще всего применяют дуговую и газовую сварку, наплавку, иногда плазменную и электроконтактную.
Различные металлы обладают разной свариваемостью (способностью свариваться). С увеличением содержания в стали углерода и легирующих элементов свариваемость ее, как правило, ухудшается. Хорошо свариваются малоуглеродистые (до 0,3% С) и низколегированные (до 5% легирующих элементов) стали. Высокоуглеродистые и высоколегированные стали, легко поддающиеся закалке, во избежание появления в сварочном шве внутренних напряжений и трещин перед сваркой подогревают до 200-250°С. Чугун и алюминиевые сплавы, из которых изготовляют большинство корпусных деталей машин и оборудования, относятся к трудносвариваемым материалам.
При сварке металл плавится, образуя сварочную ванночку, а затем затвердевает в виде сварочного шва. Из-за взаимодействия кислорода, азота и водорода воздуха с расплавленным металлом свойства сварного шва ухудшаются: в нем значительно уменьшается содержание углерода и легирующих элементов, возникают поры и трещины, снижается его прочность и повышается хрупкость. Поэтому при сварке и наплавке, как правило, сварочную ванну защищают от окружающего воздуха. По способу защиты сварку подразделяют на следующие виды: сварка покрытыми электродами, порошковой проволокой, под флюсом, в среде защитных газов и др. В состав покрытий электродов, порошковой проволоки и флюсов обычно входят легирующие элементы, что также улучшает свойства шва.
Дуговая сварка и наплавка. Дуговой называют сварку плавлением, при которой нагрев и расплавление металла осуществляются электрической дугой, возникающей между свариваемой деталью и электродом при пропускании через них электрического тока (рис. 4.18). В центре дуги температура достигает 6000-7000°С. Электроды для сварки могут быть плавящимися и неплавящимися1 (угольные и вольфрамовые). Наибольшее применение получила более простая сварка и наплавка плавящимся электродом, при которой электрод одновременно служит и для образования дуги и используется как присадочный материал. Плавление электрода оценивается коэффициентом расплавления
![]() (4.12)
(4.12)
где Lp - коэффициент расплавления, г/Ач;
Qp - масса расплавленного металла, г;
J - сила сварочного тока, А;
to - продолжительность сварки, ч.
1Сварка угольным электродом изобретена в 1882 г. русским инженером Н. Н. Бенардосом, а плавящимся металлическим электродом - в 1988 г. русским инженером Н. Г. Славяновым.
Аналогично определяют коэффициент наплавки. При этом Qp - масса наплавленного металла (г).
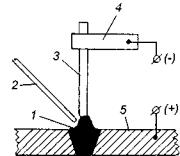
Рис. 4.18. Схема сварки неплавящимся электродом:
1 - электрическая дуга; 2 - присадочный пруток; 3 - угольный электрод; 4 -
электрододержатель; 5 - свариваемые детали
Для питания сварочной дуги применяют источники постоянного и переменного тока. При сварке и наплавке на постоянном токе дуга горит более стабильно при меньших токах, чем при сварке на переменном токе, что улучшает качество сварного шва и позволяет сваривать более тонкие детали. Однако источники постоянного тока, в качестве которых используют сварочные преобразователи, выпрямители и другие, дороже и сложнее источников переменного тока - сварочных трансформаторов.
Если при сварке на постоянном токе электрод подключен к минусу источника тока, а деталь к плюсу, то это сварка на прямой полярности; если деталь подключена к минусу, то эта сварка на обратной полярности. Чаще применяют сварку на обратной полярности, так как в этом случае значительно меньше глубина проплавления и деформация детали. Свойства сварного шва зависят от режима сварки и марки электрода. Основной параметр режима ручной сварки - сила тока, зависящая от диаметра стержня электрода и толщины свариваемой детали. Диаметр электрода также зависит от толщины свариваемых деталей (табл. 4.18).
4.18. Режимы дуговой сварки
|
Толщина свариваемого металла, мм |
Диаметр электрода, м |
Сила тока, А |
|
До 2 |
1-2,5 |
50-100 |
|
3-5 |
3-4 |
90-160 |
|
5-10 |
4-5 |
160-240 |
|
Более 10 |
5-7 |
220-370 |
Плавящийся электрод для дуговой сварки представляет собой металлический стержень, покрытый специальной обмазкой. Марку электрода выбирают в зависимости от материала свариваемых деталей.
Стальные детали сваривают электродами, представляющими собой стержни из малоуглеродистой сварочной проволоки Св-08, Св-10, Св-08 ГА, Св-08 Г2С1 и других марок, покрытые стабилизирующей (тонкой) или защитной (толстой) обмазкой. Стабилизирующие покрытия облегчают возбуждение дуги и повышают стабильность ее горения. Для получения такого покрытия стержень обычно обмазывают тонким слоем (0,1-0,3 мм) мела, разведенного на жидком стекле (80-85% мела и 15-20% жидкого стекла). В состав качественных защитных покрытий (толщина 0,7-2,5 мм) входят разнообразные вещества, стабилизирующие горение дуги, защищающие расплавленный металл от воздействия воздуха и легирующие его, в результате чего значительно повышается прочность сварного соединения.
1Св - сварочная. Цифры и буквы в марке проволоки обозначают то же, что и в сталях (содержание углерода и легирующих добавок).
Малоуглеродистые и низколегированные стали сваривают обычно электродами типов Э-42, Э-42А, Э-46, среднеуглеродистые и малолегированные - типов Э-50, Э-50А, Э-55, легированные стали повышенной прочности - типов Э-60, Э-702 и др. Для наплавки изношенных деталей, имеющих высокую твердость, применяют наплавочные электроды марок ОЗН-350, ОЗН-400, Т-590, Т-6203 и др.
2Цифры показывают прочность шва на растяжение, кг/мм2.
3Цифры показывают твердость наплавленного слоя по Бринеллю.
Сварка чугунных деталей представляет большие трудности, обусловленные его химическим составом и особыми механическими свойствами. Чугун жидкотекуч и мгновенно переходит из твердого состояния в жидкое (и наоборот), минуя пластическое. При быстром охлаждении чугуна (например, через массу корпусной детали) происходят его отбел (образование цементита Fe3C) и закалка, что сопровождается возникновением больших внутренних напряжений и трещин. Чтобы избежать этого, применяют специальные технологические приемы и электроды. Например, распространена и обеспечивает хорошее качество горячая сварка чугуна, при которой детали нагревают в печи до 600-680°С, заваривают, вновь помещают в печь и медленно охлаждают вместе с ней. Охлаждение детали при сварке ниже температуры 500°С не допускается. Мелкие неответственные детали подогревают до 200-400°С (полугорячая сварка). В качестве электродов используют чугунные прутки марок А и Б, покрытые специальной обмазкой.
При холодной сварке чугуна с целью предотвращения его отбела и закалки обычно применяют специальные электроды (например, ЦЧ-3А и ЦЧ-4, самозащитную порошковую проволоку ПАНЧ-11, медно-никелевые МЕЧ-2, медно-железные ОЗЧ-2 и железо-никелевые ОЗЖН-1 электроды и др.), иногда - специальные приемы сварки, например, метод отжигающих валиков, сварку косвенной дугой, пайко-сварку. Особенно эффективна проволока ПАНЧ-11. Сила тока при сварке указанными электродами 110-130 А. Холодную сварку выполняют короткими швами (длиной до 50 мм) вразброс с перерывами для охлаждения каждого участка до 50-60°С. Для уменьшения внутренних напряжений и пористости наплавленный металл в горячем состоянии рекомендуется проковывать. Пайко-сварку выполняют при температуре 700-750°С, что исключает отбел чугуна. Для этого используют латунные электроды (ЛОК-59-1-03, ЛОМНА-49-1-10-02 и др.) и специальные флюсы (ПСН-1, ФПСН-2, АН-ШТ-1 и др.). Медь проникает в поры чугуна на глубину до 0,5 мм, обеспечивая высокую прочность соединения.
Сварка деталей из алюминия и его сплавов затруднена в связи с тем, что на их поверхности всегда, существует плотная, прочная и тугоплавкая пленка оксида алюминия Аl2O3 (температура ее плавления 2050, алюминия - 657°С), препятствующая сплавлению деталей и ухудшающая прочность шва. Кроме того, при нагревании алюминий и его сплавы не изменяют цвета, а в расплавленном состоянии имеют большую жидкотекучесть; при 400-500°С алюминий и его сплавы обладают повышенной хрупкостью, из-за чего возможно появление трещин и даже разрушение.
Перед сваркой алюминиевые детали тщательно очищают (на 20-30 мм по обе стороны трещины), зачищают до блеска и подогревают до 250-300°С. Сварку осуществляют на постоянном токе обратной полярности алюминиевыми электродами со специальным покрытием, в которое входят хлористые и фтористые соли натрия, калия, лития и другие вещества, растворяющие оксид алюминия с образованием шлака на поверхности сварочной ванны. Для сварки чистого алюминия применяют электроды ОЗА-1, а для сплавов типа силумин (кремнистые) - ОЗА-2, а также сварку угольным электродом и удаление оксидной пленки с помощью флюса АФ-4А.
Хорошие результаты дает аргонно-дуговая сварка алюминия и его сплавов. Подаваемый в зону сварки аргон стабилизирует горение дуги и защищает металл от воздействия окружающего воздуха. В этом случае использует присадочный материал или электрод того же состава, что и свариваемый металл, без покрытая и флюсов. Режимы аргонно-дуговой сварки алюминиевых деталей неплавящимся электродом приведены в табл. 4.19.
4.19. Режимы аргонно-дуговой сварки алюминиевых деталей
|
Толщина свариваемого металла, мм |
Режим сварки |
|||
|
ток, А |
напряжение, В |
диаметр, мм |
||
|
вольфрамового электрода |
присадочной проволоки |
|||
|
2-3 |
70-100 |
22-24 |
2-3 |
2 |
|
4-6 |
100-120 |
22-24 |
4 |
3 |
|
6-10 |
120-160 |
22-24 |
3-4 |
3-4 |
|
10-15 |
160-240 |
20-22 |
4-5 |
4-5 |
|
15 и более |
200-240 |
20-22 |
5 |
5 |
Газовая сварка и наплавка. Газовой называют сварку плавлением, при которой для нагрева детали и присадочного материала используется теплота пламени смеси газов, сжигаемой с помощью горелки. В качестве горючего газа используют ацетилен, водород, природный газ и др. В большинстве случаев применяется ацетилен, при сгорании которого в кислороде температура пламени достигает 3200°С. Для смешивания горючего газа с кислородом и получения сварочного пламени применяют устройства, называемые горелками. Регулируя количество поступающих в горелку кислорода (O2) и ацетилена (С2Н2), можно изменять состав горючей смеси и получать пламя трех основных видов: нейтральное или нормальное (O2 : С2Н2 = 1,1-1,2), окислительное (O2 : С2Н2 > 1,3) и науглероживающее (O2 : С2Н2 < 1,1). При сварке и наплавке обычно используют нейтральное, при резке металлов - окислительное пламя.
При сварке конец присадочного прутка расплавляют пламенем горелки и вводят его в сварочную зону, где он сплавляется с основным металлом. Материал прутка по своим химическому составу и физико-механическим свойствам должен быть близким к металлу детали, но с большим содержанием легкоокисляющихся компонентов. В зависимости от направления перемещения горелки различают два способа сварки: левый и правый. При левом способе горелку перемещают справа налево, а присадочный пруток переносят впереди пламени, при правом способе - наоборот. Правый способ используют обычно при сварке металла толщиной более 5 мм, а левый - при сварке тонких листов.
Стальные детали сваривают и наплавляют, как правило, нормальным пламенем. При этом шов рекомендуется проковывать в горячем состоянии. В качестве присадочного материала используют сварочную проволоку Св-08, Св-08Г, Св-12ГС, Св-18ХГСА и др. Средне- и высокоуглеродистые стали перед сваркой подогревают до 250-350°С, сваривают с применением флюсов. Чугун сваривают нормальным или науглероживающим пламенем с применением чугунных прутков марок А, Б, ПЧЗ, ПЧН1 ПЧН2 и флюсов (техническая бура и др.). Так же, как и при дуговой сварке, обычно производят общий или местный подогрев детали. Качество газовой сварки чугуна выше, чем дуговой. Алюминий и его сплавы сваривают нормальным пламенем с применением флюсов (АФ-4А и др.). При этом детали предварительно подогревают до 280-300°С. Иногда шов проковывают.
Преимущества газовой сварки по сравнению с дуговой следующие: более простое и дешевое оборудование, возможность широкого регулирования мощности, состава и направления пламени при сварке. Однако производительность газовой сварки, особенно при толщине изделий более 6-8 мм, значительно ниже, а стоимость выше, чем дуговой, больше коробление свариваемых деталей.
Техника безопасности. Баллоны с газом и кислородом располагают вертикально не ближе 5 м от источников с открытым пламенем и не ближе 1 м от приборов отопления. Нельзя расходовать весь газ из баллона: остаточное давление кислорода в баллоне должно быть не менее 0,05, ацетилена - не менее 0,05-0,2 МПа. Сварщики должны работать в рукавицах и спецодежде из трудновоспламеняющегося материала, газосварщики - в очках с защитными стеклами, а электросварщики - применять щитки и маски со специальными светофильтрами. На рабочем месте сварщика должна быть хорошая приточно-вытяжная вентиляция.
Восстановление деталей механизированной сваркой и наплавкой
При механизированной сварке и наплавке механизированы и выполняются автоматически или полуавтоматически взаимное перемещение детали и электродной проволоки, подача в зону горения дуги электродной проволоки со скоростью ее плавления (поддержание дуги), автоматически поддерживаются основные параметры режима наплавки.
Наплавку деталей проводят на станках или специальных приспособлениях. Валы, оси и другие цилиндрические детали обычно вращаются в шпинделе токарного станка, наплавочная головка (устройство для автоматической подачи электродной проволоки) закреплена на суппорте станка и имеет продольную подачу. Наплавочная головка, автоматически подающая в зону горения дуги электродную проволоку, и шпиндель станка подключены к источнику тока для питания дуги. Механизированная сварка и наплавка позволяют многократно увеличить допустимую плотность тока, за счет чего производительность работ повышается в 6-8 раз по сравнению с ручной дуговой сваркой и наплавкой.
Для механизированных способов сварки и наплавки выпускается много марок проволоки, из которых можно выделить несколько групп: сварочную типа Св (Св-08, Св-08ГС, Св-10Г2 и др.), подразделяемую на низколегированную, легированную и высоколегированную; наплавочную типа Нп (Нп-30, Нп-80, Нп-30ХГСА, Нп-30Х12 и т.п.), подразделяемую на углеродистую, легированную и высоколегированную; порошковую (ПП-АН8, ПП-30Х2В8Т и др.), которая представляет собой металлическую оболочку, заполненную порошком.
Режим механизированной наплавки характеризуется следующими параметрами: сила тока, напряжение, скорость наплавки (частота вращения детали), скорость подачи проволоки, шаг наплавки (продольная подача суппорта), диаметр и марка проволоки, защитная среда (флюс, газ и т.д.), относительное расположение детали и проволоки (смещение и вылет электрода и др.).
Для восстановления деталей широко применяют следующие виды механизированной наплавки: под флюсом, в среде защитных газов, вибрирующим электродом и др.
При наплавке под флюсом в зону горения дуги (рис. 4.19) по устройству непрерывно подают гранулированный флюс. Часть флюса плавится под действием высокой температуры дуги, образуя вокруг нее эластичную оболочку, которая надежно защищает жидкий металл от вредного воздействия воздуха, уменьшает разбрызгивание металла и улучшает формирование структуры шва. Флюс может содержать легирующие элементы, которые улучшают свойства наплавленного металла, а также ионизирующие вещества, стабилизирующие горение дуги.
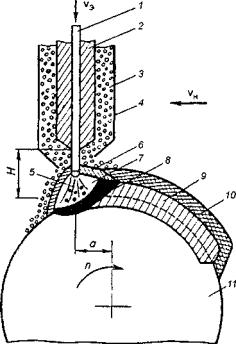
Рис. 4.19. Схема наплавки под флюсом:
1 - электродная проволока; 2 - мундштук; 3 - флюс; 4 - флюсопровод; 5 -
электрическая дуга; 6 - расплавленный флюс; 7 - газовая (газошлаковая)
оболочка; 8 - расплавленный металл; 9 - наплавленный металл; 10 - шлаковая
корка; 11 - деталь; Н - вылет электрода; а - смещение электрода; Vн - скорость наплавки; Vэ - скорость
подачи электродной проволоки; п - частота вращения детали
При медленном вращении детали выходящий из зоны горения дуги жидкий металл затвердевает, образуя наплавленный слой. Флюс также затвердевает, покрывая наплавленный слой шлаковой коркой. Флюсы по способу изготовления разделяют на плавленые (АН-60, ОСЦ-45, АН-348А и др.) и неплавленые керамические (АНК-18, АНК-19, АНК-30 и т.п.). Чаще всего используют флюс АН-348А. Изменяя марки электродной проволоки и флюса, можно регулировать в широких пределах свойства наплавленного металла. Например, применяя распространенный флюс АН-348А и высокоуглеродистую наплавочную проволоку Нп-80, получают твердость наплавленной поверхности HRC 32-35. Если же применить керамический флюс АНК-18, то даже при использовании низкоуглеродистой сварочной проволоки Св-08 твердость покрытия составит HRC 39-47, а той же проволоки Нп-80 - HRC 60-63.
Наплавку обычно проводят на постоянном токе обратной полярности, реже - на переменном токе. Диаметр проволоки чаще всего составляет 1,2-3 мм, ток при этом достигает 500 А и более. Толщина наплавленного слоя составляет 1,5-3 мм. Наплавку под флюсом применяют для восстановления деталей с большими износами. Этот способ обеспечивает большую производительность и хорошее качество покрытий. Однако им невозможно наплавлять детали диаметром менее 40-50 мм из-за большой глубины проплавления и медленного охлаждения металла под флюсом.
При наплавке в среде защитных газов в зону горения дуги вместо флюса подают газ (аргон, углекислый газ и др.), который оттесняет воздух и защищает от его воздействия расплавленный металл. Лучшая защита достигается в среде инертного газа аргона. Однако этот газ дорогой и применяется лишь при восстановлении деталей из алюминиевых и других трудносвариваемых сплавов. Чаще всего используют углекислый газ (СО2). Для получения хорошего качества наплавленного металла при наплавке в среде СО2 применяют проволоку, легированную марганцем, кремнием и другими раскислителями (Св-08ГС, Нп-30ХГСА и др.). Наплавляют металл обычно на постоянном токе обратной полярности.
Благодаря меньшей по сравнению с наплавкой под флюсом глубине проплавления, быстрому охлаждению металла, применению проволоки небольших диаметров (0,5-1 мм) и малых токов в среде защитных газов можно наплавлять детали практически любых диаметров. При этом можно получить меньшую толщину наплавленного слоя (0,8-1,5 мм). Достоинства наплавки в среде углекислого газа: отсутствие шлаковой корки, дешевизна газа по сравнению с флюсом, больший коэффициент наплавки. Недостатки по сравнению с наплавкой под слоем флюса: более низкое качество покрытий, большее разбрызгивание металла. Применяют ее в основном для восстановления деталей, изготовленных из мало- и среднеуглеродистых сталей и чугуна, а также при ремонте кабин, кузовов и других тонколистовых изделий.
При вибродуговой наплавке электродная проволока с помощью вибратора, расположенного в наплавочной головке, вибрирует с частотой 50-100 Гц и амплитудой 1-3 мм. Наплавку чаще всего проводят на постоянном токе обратной полярности. При этом в цепь питания дуги последовательно включают регулируемое индуктивное сопротивление (дроссель). В зону горения дуги иногда подают флюс или защитный газ. Однако чаще детали наплавляют открытой дугой или подают охлаждающую жидкость (3-5%-ный водный раствор кальцинированной соды) на расстоянии 10-40 мм от электрода. Наплавку чугунных и стальных незакаленных деталей осуществляют открытой дугой, используя малоуглеродистую проволоку, а стальных закаленных - высокоуглеродистую или легированную проволоку с охлаждением (для закалки наплавленного слоя). Толщина слоя зависит от диаметра проволоки и составляет 0,5-2,5 мм.
Вибрация электрода в сочетании с индуктивностью позволяет примерно в 2 раза снизить напряжение дуги и мощность в сварочной цепи, в результате чего резко уменьшаются глубина проплавления и зона термического влияния, особенно при наплавке с охлаждением, что позволяет наплавлять детали диаметром более 10 мм. При этом уменьшается деформация детали, а при подаче охлаждающей жидкости образуются твердые износостойкие покрытия без последующей термической обработки и применения дорогостоящих проволоки и флюсов. Однако наплавленный металл имеет неравномерную твердость, в нем часто появляются поры и микротрещины, в результате чего почти в 2 раза снижается усталостная прочность. Поэтому вибродуговую наплавку не рекомендуется применять для восстановления ответственных деталей, подвергающихся большим знакопеременным нагрузкам (коленчатые валы и др.).
Из механизированных бездуговых способов сварки и наплавки при ремонте машин и оборудования наибольшее применение получила контактная наплавка (наварка) лентой или проволокой.
Сущность процесса заключается в том, что изношенную поверхность детали обворачивают стальной лентой (проволокой), которую прижимают к детали токоподводящими роликами (электродами) и приваривают к ней мощными короткими импульсами тока. Металл ленты в точке контакта нагревается до пластического состояния за счет джоулевой теплоты, выделяемой при прохождении импульса тока. При этом тонкие поверхностные слои металла детали и ленты оплавляются и свариваются в точке. Сила импульсного тока достигает 20 кА.
Сварочные точки располагаются по винтовой линии и перекрываются как вдоль рядов, так и между ними на 25% (рис. 4.20), что достигается вращением детали со скоростью, пропорциональной частоте импульсов, продольным перемещением сварочных клещей (электродов), правильным выбором продолжительности импульса тока и паузы. С целью уменьшения нагрева роликовых электродов, деталей и закалки наваренного слоя в зону сварки подают охлаждающую жидкость.
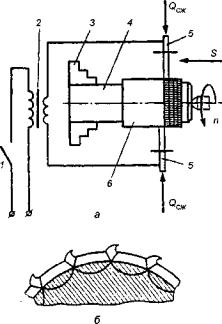
Рис. 4.20. Схема электроконтактной приварки ленты (а) и перекрытия
сварочных точек (б):
1 - прерыватель тока; 2 - трансформатор; 3 - патрон; 4 - деталь; 5 - роликовые
электроды; 6 - привариваемая лента
Технология восстановления деталей данным способом заключается в шлифовании детали с уменьшением диаметра на 0,3-0,5 мм (отверстие - увеличение), подготовке ленты, ее приварке и последующей обработке слоя. Заготовки нарезают из лент толщиной 0,3-1 мм в зависимости от износа детали. Ширина их должна быть равна ширине восстанавливаемой поверхности, а длина - длине ее окружности. Зазор в стыке концов ленты не должен быть больше 0,5-0,8 мм, нахлест концов не допускается. С поверхности ленты удаляют следы коррозии и масел.
Режимы приварки зависят от размеров и других характеристик детали и колеблются в следующих пределах: частота вращения детали 2-10 мин-1 (чем больше диаметр, тем меньше частота), продольная подача электродов 3-4 мин-1, ток 4-10 кА, продолжительность импульса 0,06-0,08, паузы - 0,10-0,12 с, усилие сжатия электродов 2-3 кН. Материал ленты выбирают в зависимости от требуемой твердости поверхности детали. Обычно твердость по Роквеллу после наплавки примерно соответствует содержанию углерода в стали ленты. Легированная сталь обеспечивает большую твердость. Например, лента из стали 45 обеспечивает твердость HRC 45-50, из стали 40Х - HRC 55-60.
Контактная наварка имеет ряд преимуществ перед другими способами ВД:
нанесение покрытия заданной толщины с минимальным припуском на последующую обработку;
незначительный нагрев и деформация детали;
малые потери металла и отсутствие выгорания легирующих элементов;
высокая производительность - до 100 см2/мин;
высокое качество и прочность сцепления покрытия;
широкие технологические возможности - возможна приварка ленты, проволоки, различных порошковых материалов и т.д.;
повышение износостойкости покрытий в несколько раз при приварке композиционных материалов (порошков, отходов шлифовального производства и др.).
Восстановление деталей газотермическим напылением
Сущность газотермического напыления состоит в том, что расплавленный каким-либо источником теплоты материал (металл, полимер, керамика и др.) распыляют сжатым воздухом или газом на мелкие частицы и направляют на подготовленную поверхность детали. Чаще всего напыляют металлы, поэтому процесс обычно называют металлизацией. Частицы расплавленного металла, соприкасаясь с воздухом, охлаждаются, но достигают поверхности детали в пластическом состоянии. Ударяясь о нее с большой скоростью (до 300 м/с и более), они расплющиваются, заклиниваются в неровностях поверхности и охлаждаются, формируя покрытия.
Соединение покрытия с основой происходит за счет механического зацепления и лишь частично - за счет молекулярных связей, а также из-за усадки его при охлаждении. Поэтому для обеспечения надежного сцепления покрытия поверхность детали тщательно очищают и подвергают дробеструйной или струйно-абразивной обработке, создающей повышенную шероховатость. Покрытия имеют высокую пористость, что положительно влияет на работу подвижных соединений.
В зависимости от способа расплавления металла металлизацию разделяют на дуговую, газовую, плазменную, детонационную и др. При дуговой металлизации электрическая дуга горит между двумя проволоками, расплавляет их, а струя сжатого воздуха наносит расплавленный металл на восстанавливаемую деталь (рис. 4.21).
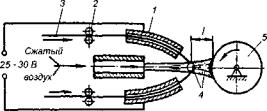
Рис. 4.21. Схема дуговой металлизации:
1 - латунный наконечник; 2 - подающие ролики; 3 - проволока; 4 - электрическая
дуга; 5 - деталь; I -
расстояние от детали до дуги
При плазменной* металлизации электрическая дуга горит в узком канале плазмотрона, через который пропускают плазмообразующий газ (аргон, азот и др.) и металлический порошок. Температура сжатой дуги достигает 15-18 тыс. °С, что позволяет расплавлять и наносить на детали тугоплавкие износостойкие порошки.
*Плазма представляет собой сильно ионизированный газ.
При газовой металлизации проволоку или порошок расплавляют в пламени горючего газа. Детонационное напыление проводят на специальной установке (пушке) с использованием для расплавления и нанесения материала энергии, выделяющейся при мгновенном сгорании взрывчатой смеси. Этот способ обеспечивает наиболее высокие свойства покрытий.
Достоинства газотермического напыления: нагрев детали не превышает 200°С, что сохраняет ее структуру и свойства; возможно получение покрытий с заданными свойствами и толщиной (от сотых долей до нескольких миллиметров), что уменьшает припуск на обработку; высокая производительность и др. Недостатки - низкая сцепляемость и повышенная хрупкость покрытий. Для повышения сцепляемости покрытий с основой их часто оплавляют.
Гальванические способы восстановления деталей
Восстановление деталей гальваническими покрытиями основано на использовании явления электролиза. Электролизом называют химический процесс, протекающий на электродах при прохождении через электролит электрического тока. Электролиты - растворы, проводящие электрический ток (растворы солей, кислот, щелочей). Схема электролиза водного раствора хлористой меди с медным электродом показана на рис. 4.22.
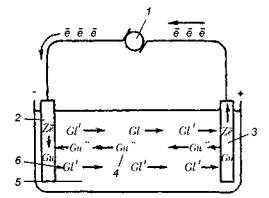
Рис. 4.22. Схема электролиза:
1 - источник постоянного тока; 2 - катод; 3 - анод; 4 - катион; 5 - электролит;
6 - анион; ē - электрон
Молекулы солей, кислот и щелочей при растворении в воде распадаются на положительно и отрицательно заряженные частицы - ионы, которые при отсутствии тока находятся в хаотическом движении. Если через электролит пропускать постоянный ток, то под действием электрического поля ионы будут двигаться направленно: положительно заряженные (ионы металлов и водорода) перемещаются к отрицательному электроду - катоду и поэтому называются катионами, а отрицательно заряженные (ионы металлоидов и кислотных остатков) движутся к положительному электроду - аноду и называются анионами. На поверхности электродов ионы разряжаются, превращаясь в нейтральные атомы или группы атомов. При этом на катоде осаждаются атомы металла, образуя кристаллическую решетку и постепенно покрывая его поверхность слоем металла, а анод растворяется (в случае электролиза с растворимым анодом), образуя новые ионы металла взамен выделившихся на катоде и поддерживая их концентрацию в электролите.
Основным компонентом электролита обычно является соль осаждаемого металла. Катодами при электролизе служат предварительно подготовленные детали, подлежащие покрытию, а анодами - пластины из осаждаемого металла.
Количественно электролиз подчиняется двум законам Фарадея, которые в общем виде выражаются формулой
Мт = CJtо, (4.13)
где Мт - масса выделяющегося на катоде или растворившегося на аноде вещества, г;
С - электрохимический эквивалент вещества (для каждого металла величина постоянная, например, для хрома С = 0,324, для железа С = 1,043), г/Ач;
J - сила тока, проходящего через электролит, А;
tо - продолжительность электролиза, ч.
Действительная масса осажденного металла будет меньше теоретически возможной, так как одновременно с осаждением металла на катоде могут протекать другие побочные процессы (например, выделение водорода и др.). Отношение практически полученного на катоде количества металла к теоретически возможному называют катодным выходом металла по току, который выражают в процентах. Выход по току - важнейший показатель электролиза, представляющий собой коэффициент полезного использования электрического тока (например, при хромировании он равен 10-18, при железнении - 85-95%).
Режим электролиза при заданном составе электролита характеризуется кислотностью и температурой электролита и катодной плотностью тока, определяемой по формуле
![]() (4.14)
(4.14)
где ДК - катодная плотность тока, А/дм2;
J - сила тока, проходящего через электролит, А;
Sk - площадь покрываемой поверхности (катода), дм2.
Восстановление деталей гальваническими покрытиями имеет ряд преимуществ: отсутствие термического воздействия на детали, вызывающего их деформирование и ухудшение свойств; возможность достаточно точного регулирования толщины покрытия, что обеспечивает минимальный припуск на механическую обработку или вообще наращивание поверхности в размер (без обработки); одновременное наращивание большого числа деталей (в ванну загружают десятки деталей); легкость механизации и автоматизации процесса и др. Однако технология гальванопокрытий сложна, сопровождается образованием большого количества загрязненных стоков, подлежащих очистке. Поэтому гальванические покрытия применяет в основном на крупных специализированных ремонтных предприятиях для восстановления деталей с небольшими износами (несколько десятых миллиметра). Для получения высокой прочности сцепления покрытия с деталью необходимо обеспечить идеальную чистоту ее поверхности. С этой целью перед покрытием детали тщательно промывают, шлифуют или протачивают покрываемые поверхности до выведения следов износа, изолируют места, не подлежащие покрытию, и монтируют на специальные подвески для завешивания в ванны. Затем покрываемые поверхности обезжиривают венской известью* либо в горячих щелочных растворах химическим или электрохимическим (при пропускании тока) способом и промывают горячей, а потом холодной водой. После этого для удаления оксидных пленок детали подвергают химическому или электрохимическому травлению в кислотных растворах, тщательно промывают горячей водой и переносят в ванну для осаждения металла.
*Венская известь - смесь оксидов кальция и магния в отношении 1:1, разведенная водой.
После нанесения покрытия детали промывают горячей водой, подвергают нейтрализации в горячем растворе каустической соды и снова промывают, демонтируют с подвески и проверяют качество покрытия.
Для восстановления деталей широко применяют железнение и хромирование, реже - цинкование, никелирование и меднение.
Железнение (осталивание) широко применяют для восстановления стальных и чугунных деталей с износом до 1 мм. Перед железнением стальные детали подвергают анодному (на аноде) травлению в 30%-ном растворе серной кислоты при плотности тока 50-70 А/дм2 в течение 2-3 мин (чугунные детали - 18-20 А/дм2 и 1,5-2 мин) и промывают горячей водой. Для осаждения железа наибольшее применение получили хлористые электролиты, например, хлористое железо (FeCl2 × 4Н2O) - 300-350 г/л, соляная кислота (НС1) - до рН = 0,8-1,2. Режим железнения: катодная плотность тока 20-50 А/дм2, температура электролита 60-80°С. В этом случае скорость осаждения покрытия составляет 0,2-0,5 мм/ч. В качестве анодов используют пластины из малоуглеродистой стали, площадь которых должна быть в 1,5-2 раза больше площади покрываемой детали. Применяют и холодное железнение (температура электролита комнатная).
Хромирование позволяет получать покрытия, обладающие высокими твердостью, износостойкостью и стойкостью к коррозии. Однако хромирование - дорогой и малопроизводительный процесс (выход по току 10-18%, скорость осаждения хрома 0,02-0,05 мм/ч), поэтому его применяют для восстановления и упрочнения ответственных деталей с малыми износами (до 0,2-0,3 мм), а также в качестве защитно-декоративной отделки поверхностей деталей.
При хромировании чаще всего применяют так называемый универсальный электролит в составе: хромовый ангидрид (СrO3) - 200-250, серная кислота (H2SO4) 2-2,5 г/л. Режим электролиза - катодная плотность тока 30-60 А/дм , температура электролита 45-60°С. При этом используют нерастворимые свинцовые аноды, площадь которых должна в 2-3 раза превышать площадь хромируемой поверхности. Травление перед хромированием обычно производят в том же электролите путем переключения полярности электродов (деталь - на анод) при плотности тока 25-40 А/дм2 в течение 30-60 с для стальных и 20-25 А/дм2 в течение 20-30 с для чугунных деталей.
Способы нанесения гальванопокрытий. Кроме рассмотренного способа покрытия деталей в ваннах широко применяют вневанные способы: струйный, проточный, местный, электронатиранием. Принцип вневанного осаждения покрытий заключается в том, что в зоне восстанавливаемой поверхности детали создают местную ванночку (электролитическую ячейку), в которую подают электролит и пропускают электрический ток. При струйном способе электролит насосом подают струями через отверстие в аноде, при проточном - электролит прокачивают насосом между катодом и анодом. При местном способе электролитом заполняют ячейку, образованную у покрываемой поверхности (например, заливают в плотно закрытое снизу отверстие под подшипник в корпусной детали). Технология получения покрытий в этих случаях примерно такая же, как и при ванном способе. Непокрываемые поверхности деталей не изолируют. Эти способы применяют обычно для восстановления крупногабаритных деталей (корпусные детали и т.д.).
В последние годы для питания гальванических ванн вместо постоянного тока все шире используются некоторые формы переменного тока (асимметричный, реверсированный и др.). Это во многих случаях позволяет увеличить производительность процесса и улучшить качество покрытий.
Техника безопасности. Гальванический цех или участок должен быть расположен в отдельном, изолированном от других цехов помещении и оборудован общей проточно-вытяжной и местной вентиляцией. К работе разрешается приступать только при исправно действующей и выключенной вентиляции. Рабочий должен пользоваться спецодеждой: резиновыми сапогами, перчатками, прорезиненным фартуком, халатом и очками. Нельзя хранить и принимать пищу, а также курить в рабочем помещении. При разбавлении кислот нужно обязательно лить кислоту в воду, а не наоборот.
При попадании кислоты, щелочи или электролита на открытие части тела или в глаза пораженные места нужно немедленно обмыть струей воды. Затем пораженные кислотой или кислым электролитом места промывают 2-3%-ным раствором питьевой соды, а пораженные щелочью - 1%-ным раствором уксусной кислоты. Затем снова промывают водой.
Применение пайки при ремонте машин и оборудования
Паяние - соединение деталей в нагретом твердом состоянии при помощи расплавленного присадочного материала - припоя. При паянии основной материал не расплавляется, так как температура его плавления значительно выше температуры плавления припоя. Прочность паяного соединения определяется прочностью сплава, который образуется в шве при взаимодействии припоя с основным металлом, и, как правило, она ниже прочности основного металла. Поэтому паянием соединяют детали, которые не подвергаются большим нагрузкам. При ремонте машин и оборудования паяние часто применяют для устранения трещин в тонкостенных баках и трубах, сборки радиаторов, соединения электропроводов и т.д.
В зависимости от применяемых способов нагрева различают пайку в печах, индукционную, пайку электрическим током, погружением и др. В ремонтном производстве обычно применяют пайку паяльником ввиду простоты его устройства и доступности. При этом способе нагревают основной металл и расплавляют припой теплотой, аккумулированной (накопленной) в массе металла паяльника, который перед паянием или в процессе паяния подогревается.
Основные материалы при паянии - припои и флюсы.
В зависимости от температуры плавления припои разделяют на особолегкоплавкие (до 145°С), легкоплавкие (145-450°С), среднеплавкие (450-1100°С), высокоплавкие (1100-1850°С) и тугоплавкие (более 1850°С). При ремонте машин и оборудования используют обычно легко- и среднеплавкие припои, которые называют соответственно мягкими и твердыми, а пайку - мягкой и твердой.
Мягкие припои обеспечивают небольшую механическую прочность (30-60 МПа) и имеют низкую температуру плавления (до 450°С). Они применяются тогда, когда соединение работает при небольшой нагрузке, а требуется лишь герметичность или плотность места спая.
Твердые припои имеют высокую температуру плавления (более 550°С) и обеспечивают не только герметичность соединения, но и достаточно высокую их прочность (до 500 МПа).
Из всего многообразия припоев в ремонтном производстве наибольшее применение получили мягкие оловянно-свинцовистые и твердые медно-цинковые припои и латунь. Первые состоят из олова и свинца с небольшим количеством сурьмы, вторые - из меди и цинка. Обозначаются они буквами соответственно ПОС или ПМЦ и числом, указывающим среднее содержание олова или меди в процентах. Например, ПОС-30 - припой оловянно-свинцовистый с содержанием олова 30%, а остальное - свинец; ПМЦ-48 - припой медно-цинковый с содержанием меди 48%, остальное - цинк.
Флюсы служат для защиты мест паяния и припоя от окисления и удаления оксидных пленок, а также для улучшения растекания (смачиваемости) припоя и заполнения им зазоров в соединении. При пайке оловянно-свинцовистыми припоями в качестве флюса чаще всего используют водные растворы хлористого цинка (ZnCl2), нашатыря (NH4Cl) и их смесей, а также канифоль, а при пайке медно-цинковыми припоями - буру или ее смесь с борной кислотой (Н2ВО2), борным ангидридом (В2О3) и др. Надо помнить, что остатки флюсов на основе хлористого цинка, нашатыря, борной кислоты и других кислотных флюсов вызывают коррозию металлов. Поэтому после паяния спай необходимо тщательно промыть водой.
Последовательность паяния мягкими припоями такова. Места деталей, подлежащие паянию, очищают и подгоняют друг к другу напильником. Зазор между соединяемыми деталями в большинстве случаев равен 0,05-0,15 мм. Подготовленные поверхности деталей покрывают флюсом. Затем зачищают напильником клин паяльника, нагревают его до 300-400°С и опускают во флюс. После этого набирают им несколько капель припоя и медленно передвигают его вдоль шва, подогревая детали и покрывая их тонким слоем припоя.
Затем наносят и разравнивают окончательный слой припоя. Припой можно также укладывать кусочками в шов заранее. Готовый шов зачищают, промывают и насухо вытирают. При паянии твердых припоев подготовленное место спая покрывают флюсом и накладывают на него припой, смешанный с бурой, а затем разогревают детали паяльной лампой или газовой горелкой до плавления припоя. Детали устанавливают так, чтобы расплавленный припой затекал в шов.
Наиболее распространенными дефектами паяния являются несоединение припоя с металлом, шов прерывистый или пористый. Причинами этих дефектов могут быть плохая зачистка и очистка детали от жира и влаги, недостаточный прогрев детали, недостаток или отсутствие флюса в месте дефекта и др.
Особенности обработки восстанавливаемых деталей
Механическая обработка применяется в качестве подготовительной и окончательной операции при восстановлении деталей различными способами. Она является основной при восстановлений деталей способами ремонтных размеров и постановкой ДРД. От качества выполнения механической обработки зависит и качество восстановленных деталей, а следовательно, и отремонтированного оборудования.
При ремонте машин и оборудования встречаются практически все виды механической обработки, применяемые в машиностроении. Однако предварительная обработка изношенных деталей и окончательная обработка после их наращивания имеют свои особенности:
трудности с выбором технологических баз, так как часто после эксплуатации деталей они изношены, повреждены либо вообще отсутствуют (заводская технологическая база отрезана);
ограниченные и неравномерные по толщине припуски на обработку;
поверхностный слой металла детали после ее эксплуатации приобретает совершенно другие свойства по сравнению с исходным состоянием (вторичные структуры и т.д.);
специфические свойства и плохая обрабатываемость различных покрытий (после наплавки, гальванопокрытий и т.д.), применяемых для наращивания изношенных поверхностей.
Выбор и восстановление технологических баз. Технологической базой называют поверхность (линию, точку), служащую для установки детали на станке и ориентирующую ее относительно режущего инструмента. Технологические базы разделяют на основные и вспомогательные: основная - поверхность, которая предназначена для ориентации детали не только на станке, но и в сборочной единице или машине, например, отверстие зубчатого колеса используют для ориентации его при сборке относительно других деталей; вспомогательная технологическая база используется только при установке детали на станке при обработке (центровые гнезда валов и др.).
Применяют следующие виды базирующих поверхностей:
при точении и круглом шлифовании - два центровых гнезда, цилиндрическая поверхность и центровое гнездо, цилиндрическая поверхность и торец;
при фрезеровании, сверлении и плоском шлифовании - две перпендикулярные поверхности и точка в третьей перпендикулярной плоскости, плоскость и два отверстия, три или четыре центровых гнезда, цилиндрические и конические поверхности для зажима детали в призмах;
при бесцентровом шлифовании и развертывании самоустанавливающейся разверткой базами служат обрабатываемые поверхности деталей.
Выбирая технологические базы, следует руководствоваться следующими положениями:
если основные технологические базы изнашиваются при эксплуатации, то используют вспомогательные базы (центровые гнезда и т.д.). Если и вспомогательные базы повреждены, то их проверяют и поправляют;
если у детали нет вспомогательных баз, а основные базы изношены, то в качестве технологической базы выбирают наименее изношенную основную базу, обрабатывают ее, а затем обрабатывают остальные поверхности относительно исправленной основной базы;
иногда обрабатываемую деталь более точно можно установить на станок вместе с соединяемой;
в случае невозможности использования баз, применяемых при изготовлении деталей, следует создавать новую базу, выбирая в качестве нее обработанную поверхность, которая связана с обрабатываемой поверхностью прямым, возможно, более точным размером;
нужно стремиться вести обработку (предварительную, нанесение покрытия и заключительную) при использовании одних и тех же технологических баз (принцип единства баз).
Выбранные базы должны гарантировать надежное крепление, минимальные деформации и требуемую точность детали.
Учитывая эти особенности обработки восстанавливаемых деталей, очень важно определить вид обработки (точение, шлифование и др.), выбрать инструмент и режимы обработки. Как правило, покрытия твердостью до HRC 40-45 обрабатывают точением, более твердые - шлифованием. При этом учитывают значение припуска. Детали обрабатывают с применением охлаждающей жидкости (эмуль-сол - 5-8, кальцинированная сода - 0,2%, остальное - вода).
Обработка наплавленных поверхностей. Трудности при обработке наплавленных поверхностей связаны с геометрией поверхности (волнистость, макронеровности до 1-1,5 мм и т.д.), неравномерной твердостью поверхности (при вибродуговой наплавке с охлаждением разброс твердости достигает 50%), наличием раковин, неметаллических включений и др. Предварительная обработка наплавленных деталей выполняется, как правило, резцами с пластинками из сплава Т30К4, Т15К6 или Т5К10. Резец затачивают с отрицательным передним углом g = 8-10°, положительным задним углом a = 10-15°, главным углом в плане j = 45-65°. Глубина резания 2-3 мм, подача 0,1-0,4 мм/об, скорость резания 90-120 м/мин. При этом стойкость резцов превышает 30 мин. Перспективно применение резцов из сверхтвердых материалов (эльбор, киборит и др.). Это позволяет в несколько раз увеличить производительность обработки и стойкость резца, а также обрабатывать покрытая твердостью выше HRC 40.
Чистовую обработку наплавленных поверхностей выполняют шлифованием. В качестве абразивного материала используют, как правило, электрокорунд нормальный (Э), электрокорунд белый (ЭБ) и монокорунд (М) на болелитовой или вулканитовой связке твердостью СМ2-С1. Зернистость 24-40, скорость круга 35 м/с, скорость детали 10-12 м/мин.
Обработка деталей с газотермическими покрытиями. Своеобразие структуры напыленных покрытий, сформированных из отдельных частиц, обладающих пониженными сцепляемостью и теплопроводностью и содержащих включения оксидов и нитридов, требует особого подхода к выбору вида инструмента и режимов обработки.
При токарной обработке таких покрытий обычно используют резцы, оснащенные пластинками из твердых сплавов ВК2, ВК6, ВКЗМ, Т15К6 и др. Покрытия из самофлюсующихся сплавов хорошо обрабатываются резцами из Гексанита-Р и Эльбора-Р. Целесообразные режимы резания: скорость 15-45 м/мин, подача 0,1-0,15 мм/об при черновой и 0,05-0,08 мм/об при чистовой обработке.
Шлифование напыленных покрытий выполняют кругами алмазными, из карбида кремния, реже - корундовыми, на балелитовой или керамической связке. Окружная скорость круга 25-35 м/с, скорость детали 12-36 м/мин, поперечная подача до 12 мкм за проход, продольная подача не более 2 мм/об. Для шлифования покрытий из самофлюсующихся сплавов после оплавления используют круги из карбида кремния зеленого (КЗ) зернистостью М25-М40 и твердостью CM 1-СТ1.
Обработка гальванических покрытий. При ремонте машин и оборудования чаще всего применяют железнение (осталивание). Механическая обработка железных покрытий представляет определенные трудности, обусловленные их специфическими свойствами: с одной стороны, это практически чистое железо, с другой - высокая твердость, достигающая 5000-7000 МПа. Поэтому при точении таких покрытий резец интенсивно изнашивается, а при шлифовании возможно «засаливание» круга.
Обработку твердых железных покрытий выполняют, как правило, шлифованием. При этом используют чаще всего круги марок 33А40СМ2К, 24А25СМ2К. Поперечная подача до 0,012 мм.
Обработку железных покрытий (осталенных деталей) точением выполняют резцами с пластинами из твердых сплавов Т30К4, ЦМ332, Эльбора-Р или Гексанита-Р. Точение резцами Т30К4 выполняют при режиме: V = 50 м/мин, S = 0,12 мм/об, t = 0,2 мм. Геометрия резца: a = 10°, g = 0°, j = 60°, j1 = 30° и l = +5°.
Хромированные детали шлифуют кругами из электрокорунда на керамической связке зернистостью 40-50 и твердостью С1-С2. Скорость круга 30-40 м/с, детали - 15-20 м/мин.
В последние годы при обработке восстанавливаемых деталей все более широко применяют алмазный инструмент (алмазное шлифование, хонингование, притирка, полирование и т.д.), в результате чего значительно увеличиваются производительность процесса и ресурс деталей, снижается себестоимость их восстановления. В частности, при шлифовании используют круги марки АСП25К6-50. Разработаны и применяются также электрохимические способы обработки (анодно-механическая обработка, электрохимическое шлифование и др.). Они особенно эффективны при обработке твердых покрытий.
Оборудование для сварки, аргонно-дуговой сварки, газопламенного напыления и воздушно-дуговой резки, пайки, напыления, нагрева, электроды, сварочные материалы, проволока, сварочные флюсы представлены в табл. 4.20-4.90.
4.20. Выпрямители сварочные многопостовые
|
Марка |
Номинальный сварочный ток выпрямителя/поста, А |
Потребляемая мощность при ПН=100%, кВ×А |
Число постов/ коэффициент одновременной работы постов |
Габаритные размеры, мм |
Масса, кг |
|
ВДМ-6302 |
630/315 |
45 |
4/0,5 |
700x750x900 |
280 |
|
ВДМ-1201 |
1250/315 |
99 |
8/0,5 |
660x1000x830 |
380 |
|
ВДМ-8001 |
800/315 |
- |
4/0,75 |
610x614x558 |
212 |
|
ВДМ-6303 |
630/315 |
60 |
4/0,5 |
755x605x950 |
270 |
|
ВДМ-1202С |
1250/315 |
100 |
8/0,5 |
1050x620x800 |
350 |
|
«Дуга-408» |
500/250 |
36,5 |
2 |
415x300x620 |
70 |
4.21. Универсальные сварочные выпрямители инверторного типа
|
Показатели |
«Малыш» |
«Классик-160» |
«Классик-160 HF» |
«Пайп-200» |
«Магнум-250HF» |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Пределы регулирования сварочного тока, А |
3-160 |
3-160 |
3-160 |
5-200 |
3-250 |
|
ПВ при I max, %: |
|
|
|
|
|
|
при 25 °С |
40 |
70 |
- |
||
|
при 40°С |
- |
40 |
60 |
||
|
Сварочный ток при ПВ=100%, А |
100 |
95 |
160 |
170 |
|
|
Напряжение, В: |
|
|
|
|
|
|
холостого тока |
60 |
110 |
85 |
105 |
|
|
питающей сети |
220 |
220 |
220 |
380 |
|
|
Частота питающей сети, Гц |
50 |
50 |
50 |
50 (трехфазный) |
|
|
Потребляемый из сети ток, А: |
|
|
|
|
|
|
максимальный |
22 |
27 |
28 |
10,5 |
15 |
|
при ПВ=100%, А |
16 |
16 |
16 |
6,5 |
9 |
|
Потребляемая мощность, кВА: |
|
|
|
|
|
|
при I max |
3,9 |
6,2 |
7 |
9,8 |
|
|
при ПВ=100% |
3,5 |
3,7 |
4,3 |
6 |
|
|
Масса, кг |
3,7 |
12 |
16,4 |
20,3 |
24,6 |
4.22. Техническая характеристика выпрямителей для многопостовой сварки
|
Показатели |
ВКСМ-100-1-1 |
ВДМ-1001 |
ВДМ-1601 |
ВМГ-5000 |
ВДУМ-401 |
|
Напряжение, В: |
|
|
|
|
|
|
рабочее |
60 |
60 |
60 |
60 |
45 |
|
холостого хода |
70 |
70 |
70 |
60 |
100 |
|
Номинальная потребляемая мощность, кВ×А |
74 |
118 |
317 |
89 |
|
|
Номинальный сварочный ток, А |
1000 |
1600 |
5000 |
400 |
|
|
Номинальный режим работы ПВ, % |
Продолжительный |
60 |
|||
|
КПД, % |
90 |
90 |
90 |
92 |
75 |
|
Габаритные размеры, мм |
825х803х1300 |
1100х700х900 |
1050х820х1500 |
1500х1150х1685 |
1350х850х1250 |
|
Масса, кг |
450 |
420 |
650 |
2490 |
820 |
4.23. Сварочные выпрямители для ручной дуговой сварки
|
Марка |
Номинальный сварочный ток, А (ПН, %) |
Диапазон регулирования сварочного тока, А |
Потребляемая мощность, кВ×А |
Габаритные размеры, мм |
Масса, кг |
|
Напряжение питающей сети 220 В, 50 Гц |
|||||
|
ВД-1210 |
125 (20) |
75-125 |
9 |
180x490x330 |
27 |
|
«Дуга-318МА» |
120(100) |
30-160 |
4,7 |
400x200x360 |
25 |
|
«Дуга-318М1» |
220(100) |
50-300 |
10 |
400x300x360 |
50 |
|
ВД-131 |
180(20) |
АС 38-180 |
10,5 |
330x360x930 |
60 |
|
ВД-201 |
200 (60) |
30-200 |
38 |
730x550x890 |
114 |
|
Напряжение питающей сети 380 В, 50 Гц |
|||||
|
ВД-2010 |
200 (40) |
65-200 |
15 |
450x450x920 |
70 |
|
ВД-306Э |
315(60) |
45-315 |
24 |
795x745x785 |
150 |
|
ВД-306 |
315 (60) |
45-315 |
24 |
620x760x750 |
150 |
|
ВД-306Б |
315(60) |
125-315 |
46 |
785x765x600 |
150 |
|
ВД/ТДМВ-300 |
300 (60) |
70-325 |
14 |
375x390x822 |
90 |
|
ВД-306С |
315(60) |
80-320 |
22 |
760x420x950 |
140 |
|
ВД-306М |
315(15) |
45-315 |
30 |
360x360x1250 |
100 |
|
ВД-306Д |
315(60) |
5-315 |
18 |
550x400x600 |
140 |
|
ВД-506Д |
500 (60) |
35-500 |
30 |
615x400x670 |
160 |
|
«Дуга-318М1» |
300 (60) |
50-300 |
8,3 |
300x360x415 |
50 |
|
«Дуга-318МГ» (профессионал) |
300 (60) |
50-300 |
9 |
400x300x360 |
53 |
|
«Дуга-338» |
375 (60) |
80-375 |
16 |
280x550x570 |
90 |
|
ВД-316 |
315(40) |
50-325 |
23 |
730x550x890 |
130 |
4.24. Выпрямители сварочные универсальные и специализированные
|
Марка |
Номинальный сварочный ток, А (ПН, %) |
Диапазон регулирования сварочного тока, А |
Потребляемая мощность, кВ×А |
Габаритные размеры, мм |
Масса, кг |
|
ВДУ-251 |
250 (60) |
40-315 |
12,1 |
490x710x940 |
150 |
|
ВДУ-3010 |
315(60) |
40-315 |
22 |
545x935x940 |
195 |
|
ВДУ-505 |
500 (60) |
50-500 |
40 |
700x760x900 |
300 |
|
ВДУ-1202 |
1250(100) |
250-1250 |
120 |
685x1080x885 |
540 |
|
ВДУ-506 |
500 (60) |
50-500 |
40 |
620x830x1080 |
290 |
|
ВС-300Б |
350 (60) |
50-350 |
17 |
850x450x750 |
120 |
|
ВДГ-303 |
315(60) |
40-325 |
21 |
605x735x750 |
200 |
|
ВДГ-304 |
350(80) |
50-350 |
21 |
830x400x710 |
ПО |
|
ВДГ-401 |
400(60) |
80-500 |
22 |
735x605x950 |
270 |
|
ВДУ-506С |
500 (60) |
50-500 |
34 |
750x650x1150 |
270 |
|
ВДУ-601 |
630 (40) |
50-630 |
45 |
735x605x950 |
250 |
4.25. Техническая характеристика выпрямителей
|
Показатели |
ВДУ-303 |
ВДУ-403 |
ВДУ-503 |
ВД-171 |
ВД-203 |
ВД-303 |
|
Сварочный ток, А |
30-300 |
30-400 |
30-500 |
60-170 |
60-250 |
60-350 |
|
Максимальный диаметр электрода, мм |
5 |
6 |
4 |
5 |
6 |
|
|
Мощность, кВт |
18,5 |
24 |
30 |
6 |
10 |
18 |
|
Габаритные размеры, мм |
470x180х430 |
800x320x795 |
400х180х300 |
565х180х390 |
690х370х680 |
|
|
Масса, кг |
42 |
95 |
99 |
19 |
28 |
48 |
4.26. Техническая характеристика сварочных преобразователей
|
Показатели |
ПСО-300-2 |
ПСО-315М |
ПД-501 |
ПД-305 |
ПСГ-500-1 |
|
Тип генератора |
ГСО-300-2 |
ГСО-300М |
ГСО-500 |
ГД-311 |
ГСГ-500-1 |
|
Напряжение, В: |
|
|
|
|
|
|
холостого хода |
90 |
90 |
90 |
85 |
40 |
|
номинальное |
30 |
32 |
40 |
32 |
40(16-40) |
|
Номинальный сварочный ток, А |
|
|
500 |
315 |
500 |
|
Диапазон регулирования сварочного тока, А |
115-315 |
100-315 |
125-500 |
40-350 |
60-500 |
|
Внешняя характеристика |
Крутопадающая |
Жесткая |
|||
|
Электродвигатель: |
|
|
|
|
|
|
тип |
АВ2-61-48 |
АВ2-61-4В |
АВ2-71-2В |
АВ2-51-2В |
АВ2-71-2С |
|
мощность, кВт |
16 |
17 |
30 |
10,4 |
31 |
|
Габаритные размеры, мм |
1070х620х1030 |
1225х485х780 |
1057х650х1085 |
1300х580x845 |
1050х560х1015 |
|
Масса, кг |
435 |
393 |
570 |
310 |
460 |
4.27. Сварочные трансформаторы малогабаритные для ручной дуговой сварки штучными электродами
|
Марка |
Номинальный сварочный ток, А (ПН, %) |
Диапазон регулирования сварочного тока, А |
Потребляемая мощность, кВ×А |
Габаритные размеры, мм |
Масса, кг |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Напряжение питающей сети 220 В |
|||||
|
ТСБ-103 |
100(20) |
65-100 |
8 |
320x180x320 |
21 |
|
ТСБ-201 |
200 (20) |
80-200 |
11 |
470x200x300 |
35 |
|
ТД-1210 |
125 (20) |
75-125 |
9 |
180x425x330 |
20 |
|
ТС-151/152 |
150(20) |
40-150 |
12 |
290x470x400 |
40 |
|
ТДМ-163 |
160(20) |
50-150 |
7 |
355x190x220 |
15 |
|
ТДВ-171 |
170(20) |
80-200 |
5 |
310x235x430 |
19 |
|
ТДМ-168 |
160(2) |
50-175 |
5,3 |
198x325x380 |
31 |
|
ТДМ-209 |
200 (40) |
18-200 |
10 |
386x225x415 |
40 |
|
ТДМ-301 |
300 (40) |
90-320 |
19 |
470x350x350 |
65 |
|
ТДМ-121 |
125(15) |
50-125 |
7,5 |
185x270x430 |
25 |
|
ТДМ-180 |
180 (20) |
45-180 |
13,5 |
360x360x950 |
55 |
|
ТСБ-145 |
145 (20) |
60-145 |
1,8 |
320x220x340 |
20 |
|
Напряжение питающей сети 380 В, 50 Гц |
|||||
|
ТДМ-2510 |
250 (60) |
50-250 |
15 |
460x520x920 |
100 |
|
ТДМ-401Э |
400 (60) |
70-460 |
28 |
585x555x850 |
140 |
|
ТДМ-300 |
320 (60) |
80-320 |
18 |
375x390x590 |
70 |
|
ТДМ-504 |
500 (40) |
90-500 |
35 |
520x590x810 |
180 |
|
ТДМ-301 |
300 (40) |
90-320 |
19 |
470x350x350 |
75 |
|
ТДМ-401 |
400 (60) |
70-460 |
17,3 |
585x760x850 |
155 |
|
ТДМ-402 |
400 (60) |
70-460 |
26,6 |
555x505x848 |
150 |
|
ТДМ-403 |
400 (60) |
80-420 |
30,4 |
650x550x750 |
150 |
|
ТДМ-411 |
400(10) |
50-400 |
38 |
360x360x1130 |
80 |
|
ТДМ-505 |
500 (60) |
80-500 |
40 |
650x550x950 |
175 |
4.28. Техническая характеристика трансформаторов
|
Показатели |
ТДМ-163 |
ТДМ-163М |
ДТМ-300 |
|
Сварочный ток, А |
50-160 |
50-180 |
60-300 |
|
Напряжение сети, В |
220 |
380 |
|
|
Мощность, кВт |
7 |
8 |
18 |
|
Диаметр электрода, мм |
|
|
2-6 |
|
Габаритные размеры, мм |
355x180x220 |
400x180x300 |
430x250x520 |
|
Масса, кг |
15 |
19 |
25 |
4.29. Техническая характеристика трансформаторов для ручной сварки и наплавки
|
Показатели |
ТД-300 |
ТД-500 |
СТШ-500 |
СГШ-500-80 |
ТДМ-503У2 |
|
Напряжение, В: |
|
|
|
|
|
|
номинальное рабочее |
30 |
40 |
30 |
50 |
40 |
|
холостого хода |
61 и 79 |
59 и 73 |
60 |
80 |
65 и 75 |
|
Номинальная потребляемая мощность, кВ×А |
19,4 |
32 |
33 |
44,5 |
23,8 |
|
Номинальный сварочный ток, А |
300 |
500 |
500 |
500 |
500 |
|
Диапазон регулирования сварочного тока, А |
60-400 |
100-550 |
145-650 |
60-800 |
90-560 |
|
КПД, % |
86 |
87 |
- |
- |
- |
4.30. Техническая характеристика трансформаторов для механизированной сварки и наплавки
|
Показатели |
ТДФ-1001 |
ТДФ-1002 |
ТДФ-1601 |
|
Напряжение, В: |
|
|
|
|
первичное |
220 или 380 |
380 |
|
|
номинальное рабочее |
44 |
56 |
60 |
|
холостого хода |
68-71 |
112 |
96-105 |
|
Номинальная потребляемая мощность, кВ×А |
82 |
130 |
182 |
|
Номинальный сварочный ток, А |
1000 |
1600 |
|
|
Диапазон регулирования сварочного тока, А |
400-1200 |
300-1200 |
600-1800 |
|
Габаритные размеры, мм |
1200x880x1200 |
925x1660x700 |
1200x830x1200 |
|
Масса, кг |
720 |
500 |
1000 |
4.31. Трансформатор сварочный специализированный
|
Марка |
Номинальный сварочный ток, А (ПН, %) |
Диапазон регулирования сварочного тока, А |
Потребляемая мощность, кВ×А |
Габаритные размеры, мм |
Масса, кг |
|
ТДФЖ-1002 |
1000 (100) |
300-1200 |
67 |
1430x760x1220 |
540 |
4.32. Техническая характеристика многоцелевых источников питания
|
Показатели |
СПЗ-135 |
220-УЗ |
МА-150 |
|
Напряжение, В: |
|
|
|
|
питающей сети |
220 |
220 |
220 |
|
холостого хода |
60-100 |
40 |
|
|
Диапазон регулирования сварочного тока, А |
45-135 |
30-150 |
|
|
Габаритные размеры, мм |
370x330x940 |
525x270x320 |
|
|
Масса, кг |
44 |
28 |
|
4.33. Установки для дуговой наплавки
|
Установка |
Проволока |
Защитная среда |
Наплавляемые поверхности |
|
1 |
2 |
3 |
4 |
|
УД-209 |
Самозащитная порошковая |
- |
Наружные цилиндрические |
|
|
Сплошного сечения |
Углекислый газ |
|
|
УД-510 |
Сплошного сечения, самозащитная порошковая |
Флюс |
Опорных и направляющих катков |
|
УД-602-02 «Ремдеталь» |
Порошковая |
|
Цилиндрические, конические и шлицевые |
|
УД-609-03 «Ремдеталь» |
Сплошного сечения |
-«- |
Цилиндрические и конические |
|
УД-609-04 «Ремдеталь» |
-«- |
Углекислый газ |
Плоские |
|
УД-609-05 «Ремдеталь» |
-«- |
Природный газ и кислород |
Цилиндрические |
|
УД-609-06 «Ремдеталь» |
-«- |
Углекислый газ |
-«- |
|
УД-609-07 «Ремдеталь» |
Порошковая |
-«- |
-«- |
|
01.06-081 «Ремдеталь» |
Сплошного сечения |
Углекислый газ, флюс |
Цилиндрические и шлицевые (зубчатые) валов |
|
01.06-152 «Ремдеталь» |
-«- |
То же |
Наружные шлицевые, резьбовые и гладкие цилиндрические |
|
У-653М |
Сплошного сечения, самозащитная порошковая |
Открытой дугой |
Наружные и внутренние (цилиндрические), конические и плоские |
4.34. Техническая характеристика установок для дуговой наплавки гладких и шлицевых валов
|
Показатели |
01.06-081 «Ремдеталь» |
01.06-152 «Ремдеталь» |
|
Размеры восстанавливаемого вала, мм: |
|
|
|
диаметр |
16-65 65-220 |
16-65 65-220 220-250 |
|
длина |
3000 1000 |
3000 1600 1000 |
|
Потребляемая мощность кВ×А |
|
20 |
|
Скорость продольного движения каретки, м/ч |
0,2-96 |
0,21-130 |
|
Габаритные размеры, мм |
2800x960x1725 |
2700x960x1700 |
|
Масса, кг |
950 |
700 |
4.35. Техническая характеристика установок для дуговой наплавки
|
Показатели |
УД-209 |
УД-609.07 |
У-653М |
|
Размеры наплавляемых деталей, мм: |
|
|
|
|
диаметр |
25-360 |
400 |
50-800 |
|
длина |
100-800 |
1500 |
1300 |
|
Скорость подачи электродной проволоки, м/ч |
100-350 |
180 |
50-500 |
|
Сварочный ток, А |
500 |
180-210 |
1000 |
|
Габаритные размеры, мм |
1680x1350x1750 |
1420x760x1600 |
2720x1500x2650 |
|
Масса, кг |
650 |
600 |
1840 |
4.36. Автономные сварочные установки (сварочные агрегаты стационарные и передвижные)
|
Марка |
Двигатель |
Номинальный ток, А |
Расход топлива, кг/ч |
Габаритные размеры, мм |
Масса, кг |
|
АДД-4001 |
Д-144 |
400 |
5 |
2240x1000x1300 |
820 |
|
АДД-4002 |
Д-144 |
400 |
5 |
3400x2010x2200 |
1260* |
|
АДД-4003 |
Д-144 |
400 |
5 |
3400x2010x2200 |
1370** |
|
АДД-4004 |
Д-144 |
400 |
5 |
1870x950x1200 |
850 |
*Масса агрегата с шасси.
**Наличие системы электропитания.
4.37. Установки дуговой сварки неплавящимся электродом в среде инертных газов
|
Марка |
Номинальный сварочный ток, А (ПВ, %) |
Режим работы/ диапазон регулирования сварочного тока, А |
Потребляемая мощность, кВ×А |
Габаритные размеры установки (возбудителя), мм |
Масса установки возбудителя, кг |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
Напряжение питающей сети 220 В, 50 Гц |
|
|||
|
УДГ-82 |
80 (20) |
DC/8-80 |
7 |
500x292x394 (463x292x210) |
50(10) |
|
УДГ-121 |
125 (20) |
АС/20-125 |
10 |
500x292x394 (463x292x210) |
50(10) |
|
УДГУ-122 |
125 (20) |
DC/20-125, АС/20-125 |
10 |
490x292x394 (463x292x210) |
52(10) |
|
УДГ-161 |
150(35) |
DC/5-150 |
8 |
360x360x930 |
60 |
|
УДГ-180 |
170(20) |
АС/40-170 |
13,5 |
360x380x960 |
60 |
|
Напряжение питающей сети 380 В, 50 Гц |
|||||
|
УДГУ-302 |
315(60) |
DC/10-315, АС/10-315 |
25 |
800x700x900 |
250 |
|
УДГ-501-1 |
500 (60) |
АС/40-500 |
40 |
700x685x885 |
300 |
|
УДГ-251-1 |
250 (35) |
DC / 5-250, АС / 5-275 |
21 |
370x800x730 |
120 |
|
УДГ-350 |
315 (60) |
DC/12-315 |
7,5 |
650x335x450 |
50 |
|
УДГУ-351 AC/DC |
315(60) |
DC/10-350, АС/10-350 |
25 |
650x450x1000 |
160 |
|
УДГУ-351 AC |
315(60) |
АС/10-350 |
25 |
650x450x1000 |
110 |
|
УДГУ-501 |
500 (60) |
АС / 25-525 |
35 |
650x450x1000 |
140 |
|
ТИР-315 |
315(100) |
DC/20-315, АС/20-315 |
25 |
1220x730x980 |
510 |
|
ТИР-300 ДМ |
300(100) |
DC/10-300, АС/10-300 |
18 |
1230x620x1000 |
500 |
4.38. Техническая характеристика сварочных установок
|
Показатели |
УДГ-501-1УХЛ4 |
УДГ-201УХЛ4 |
УДГУ-301УХЛ4 |
|
Сварочный ток, А: |
|
|
|
|
номинальный |
500 |
200 |
315 |
|
диапазон регулирования |
40-500 |
12-200 |
15-315 |
|
Расход защитного газа, л/мин |
5-15 |
2-10 |
5-10 |
|
Габаритные размеры, мм |
1000x630x1220 |
570x400x600 |
800x700x900 (силовой блок), 520x400x350 (блок установки) |
|
Масса, кг |
420 |
50 |
350 |
4.39. Техническая характеристика сварочных агрегатов с дизельным двигателем
|
Показатели |
АСД-300М |
АДЦ-303 |
АДЦ-304 |
АДЦ-305 |
АДД-309 |
АДД-502 |
АСДП-500Г |
|
Генератор |
ГСО-300 |
ГСО-300-12 |
ГД-307 |
ГД-310 |
- |
ГСМ-500 |
|
|
Напряжение, В: |
|
|
|
|
|
|
|
|
холостого хода |
90 |
90 |
90 |
90 |
90 |
90 |
80 |
|
номинальное |
32 |
30 |
32 |
32 |
32 |
40 |
|
|
Номинальный сварочный ток, А |
315 |
250 |
315 |
500 |
|||
|
Диапазон регулирования сварочного тока, А |
100-315 |
100-300 |
100-350 |
100-300 |
100-500 |
120-500 |
|
|
Двигатель Частота |
4ч-8,5/11 |
Д-37М |
2ч-8,5/11 |
Д-37Е-СЗ |
Д-37Е |
ЯМЗ-М201Г |
|
|
вращения, мин-1 |
1500 |
1600 |
1800 |
1600 |
1800 |
1500 |
|
|
Габаритные размеры, мм |
1915х895х1400 |
1915х895х1250 |
1820х980х1430 |
1915х895х1140 |
1970х875х1140 |
2660х1200х1270 |
8350х2350х2785 |
|
Масса, кг |
920 |
900 |
850 |
900 |
850 |
3000 |
4450 |
4.40. Техническая характеристика сварных аппаратов
|
Показатели |
«Фора-60» |
«Фора-120» |
«Фора-160Б» |
«Фора-160ПР» |
|||
|
Напряжение холостого хода, В |
50 |
50 |
50 |
90 |
|||
|
Сварочный ток, А |
30-60 |
30-120 |
30-160 |
||||
|
Совокупное значение параметров сварочных свойств (по пятибалльной системе ГОСТ 25616-83), баллы |
4,5 |
4,5 |
|||||
|
Время непрерывной сварки (ПА), % |
100 |
60 |
60 |
60 |
|||
|
Выходная характеристика |
Падающая |
Падающая и жесткая |
|||||
|
Электропитание (однофазная сеть) |
187-242 В, 50-60 Гц |
||||||
|
Конструктивное исполнение |
|
Моноблок |
|||||
|
Диаметр электрода, мм |
1,6-2 |
1,6-3 |
|
1,6-4 |
|||
|
Толщина свариваемого металла, мм |
0,4-3 |
0,4-6 |
0,4-10 |
||||
|
Габаритные размеры, мм |
298x120x226 |
298x240x226 |
410x180x290 |
||||
|
Масса, кг |
5,2 |
11 |
|
10 |
|||
|
Гарантийный срок эксплуатации, месяцы |
12 |
12 |
|||||
4.41. Техническая характеристика сварочных полуавтоматов
|
Показатели |
МИГ-171 |
МИГ-171А |
МИГ-191 |
МИГ-191А |
|
Сварочный ток, А |
30-170 |
30-190 |
||
|
Диаметр сварочной |
|
|
||
|
проволоки, мм |
0,6-1 |
0,8-1,2 |
||
|
Мощность, кВт |
6 |
8 |
||
|
Габаритные размеры, мм |
480x240x520 |
610x240x630 |
||
|
Масса, кг |
31 |
33 |
35,7 |
38 |
4.42. Полуавтоматы в среде защитных газов плавящимся электродом
|
Марка |
Диапазон регулирования сварочного тока, А (ПВ, %) |
Диаметр проволоки сплошной (порошковой), мм |
Габаритные размеры подающего механизма/ источника, мм |
Масса падающего механизма/ источника, кг |
|
1 |
2 |
3 |
4 |
5 |
|
Напряжение питающей сети 220 В, 50 Гц |
||||
|
ПДГ-164-2 с ВДГ-164 |
40-160(32) |
0,8-1,2 |
160x525x300/300x525x400 |
10/50 |
|
ПДГ-165-1 |
40-160(60) |
0,8-1,2 |
545x285x532 |
60 однокорпусный |
|
ПДГ-171 |
30-170(25) |
0,6-1,2 |
400x250x525 |
35 однокорпусный |
|
ПДГ-191 |
30-210(25) |
06-1,2 |
520x250x635 |
45 однокорпусный |
|
ПДГ-101 |
35-110(35) |
0,6-1,2 |
470x210x400 |
35 однокорпусный |
|
ПДГ-125 |
40-120(20) |
0,8-1 |
625x275x600 |
50 однокорпусный |
|
Напряжение питающей сети 380 В |
||||
|
ПДГ-2010 |
30-200 (60) |
0,8-1,2 |
720x285x700 |
90 однокорпусный |
|
ПДГ-2510 |
35-315(32) |
0,8-1,4 (1,2-1,4) |
470x910x810 |
168 однокорпусный |
|
ПДГ-252 с ВДУ-251 |
40-315(32) |
0,8-1,4 (1,2-1,4) |
230x590x420/ 490x710x90 |
16 (МПЗ-2А)/ 150 |
|
ПДГ-3010 с ВДУ-3010 |
40-315(60) |
0,8-1,6 |
230x590x420/ 545x935x940 |
16 (МПЗ-2А)/ 195 |
|
ПДГ-525-2 с ВДУ-505 |
60-500 (60) |
1,2-2 |
340x440x220/ 700x760x900 |
13(МПО-2, МПО-3)/300 |
|
ПДГ-525Ч с ВДУ-505 |
60-500 (60) |
0,8-2 (1,2-2) |
230x650x440/ 700x760x900 |
16(МПЗ-4А)/ 300 |
|
ПДГ-151 |
30-150(35) |
0,6-1,2 |
1050x450x750 |
90 |
|
ПДГ-251 |
60-315(35) |
0,8-1,4 |
830x400x730 |
120 |
|
ПДГ-312-4С ВДГ-303-3 |
40-325 (60) |
0,8-1,4 |
290x390x310/ 800x560x850 |
12/150 |
|
А-547 с ВС-300Б |
30-350(60) |
0,8-1,4 |
355x235x130/ 850x450x750 |
6/120 |
|
ПДГ-321 с ВС-300Б |
40-350 (60) |
0,8-1,4 |
450x300x150, 250x120x120/ 850x450x750 |
5+3,5 (блок управления)/ 120 |
|
ПДГ-322 с ВДГ-304 |
50-350 (80) |
0,8-1,4 |
420x250x400/ 830x400x710 |
12/120 |
|
ПДГ-401 с ВДГ-401 |
80-500 (60) |
12-1,6 |
290x390x310/ 750x605x950 |
13/270 |
|
ПДГО-508С СВДУ-506С |
60-500(60) |
1,2-2 (1,2-2,8) |
500x300x350/ 750x650x1150 |
14,5/270 |
|
ПДГО-510 СВДУ-506С |
60-500 (60) |
1,2-2 (1,6-3,2) |
550x270x400/ 750x650x1150 |
15/270 |
|
ПДГ-601 с ВДУ-601 |
50-630 (60) |
1,2-2,2 |
290x390x310/ 750x605x950 |
14/270 |
|
ПДГ-508М с ВДУ-506 |
60-500 (60) |
1,2-2 |
445x363x403/ 620x830x1080 |
23/270 |
|
ПДГО-501 с ВДГ-506 |
60-500(100) |
1,2-3,2 |
170x320x240/ 730x550x870 |
50/230 |
4.43. Техническая характеристика сварочных полуавтоматов
|
Показатели |
МИГ-203 |
МИГ-303 |
МИГ-303М |
МИГ-403 |
МИГ-503 |
|
Сварочный ток, А |
30-210 |
30-320 |
30-400 |
30-500 |
|
|
Диаметр электродной проволоки, мм |
|
0,8-1,2 |
0,8-3,2 |
||
|
Мощность, кВт |
8 |
18 |
18,5 |
24 |
30 |
|
Габаритные размеры, мм |
520х250х635 |
520х280х760 |
600x180х430 |
800х320x795 |
600x180х430 |
|
Масса, кг |
49 |
60 |
50+11 |
95+11 |
99+11 |
4.44. Техническая характеристика сварочных полуавтоматов
|
Показатели |
ПДГ-515УЗ |
ПДГ-312УЗ |
ПДГ-508УЗ |
«Дуга-500» |
«Импульс-200» |
«Импульс-300м» |
«Импульс-500» |
|
|
Напряжение питающей сети, В |
380 |
380 |
380 |
380 |
380 |
380 |
380 |
|
|
Номинальный сварочный ток, А |
500 |
315 |
500 |
315 |
500 |
|||
|
Электродная проволока: |
|
|
|
|
|
|
||
|
диаметр, мм |
1,2-2 |
1-1,4 |
1,2-2 |
1,6-3 |
0,8-2 |
0,8-3 |
||
|
скорость подачи, м/ч |
75-960 |
108-932 |
100-1000 |
100-1000 |
100-1000 |
120-1200 |
||
|
Габаритные размеры, мм: |
|
|
|
|
|
|
||
|
выпрямителя |
620х820x1100 |
735х605х950 |
800х700х920 |
- |
633х570х897 |
800х600х1000 |
850х700х850 |
|
|
механизма подачи |
438х340х220 |
438х220х340 |
445х316х370 |
500х360х190 |
|
|
||
|
Масса, кг: |
|
|
|
|
|
|
||
|
выпрямителя |
330 |
230 |
300 |
- |
111 |
230 |
303 |
|
|
механизма подачи |
13 |
12,5 |
25 |
15 |
|
|
||
4.45. Техническая характеристика сварочных автоматов
|
Показатели |
А-140УХЛ4 |
А-1416УХЛ4 |
|
Напряжение питающей сети, В |
380 |
|
|
Номинальный сварочный ток, А |
1000 |
|
|
Число электродов |
1 |
|
|
Электродная проволока: |
|
|
|
диаметр, мм |
2-5 |
|
|
скорость подачи, м/ч |
17-553 |
47-509 |
|
Перемещение сварочной головки, мм: |
|
|
|
вертикальный ход |
500 |
250 |
|
поперечный |
±70 |
±75 |
|
Скорость перемещения, м/мин |
0,5 |
0,49 |
|
Вместимость флюсобункера, дм3 |
40 |
25 |
|
Габаритные размеры, мм: |
|
|
|
автомата |
1010x890x1725 |
815x900x1860 |
|
выпрямителя |
800x700x920 |
1400x850x1250 |
|
Масса, кг: |
|
|
|
автомата |
215 |
325 |
|
выпрямителя |
300 |
730 |
4.46. Автоматы для дуговой сварки в среде защитных газов и под флюсом (самоходные и подвесные)
|
Марка |
Тип |
Защитная среда |
Диаметр проволоки, мм (число электродов) |
Габаритные размеры установки (источника), мм |
Масса установки (источника), кг |
|
АДГ-515 |
Т |
Газовая |
1,2-3(1) |
800x450x600 |
56 (300) |
|
с ВДУ-505 |
|
|
|
(790x700x900) |
|
|
АДФ-1202 |
Т |
Флюс |
2-6(1) |
1100x450x770 |
78 (540) |
|
с ВДУ-1202 |
|
|
|
(1080x700x900) |
|
|
АДФ-1002 |
Т |
-«- |
3-5(1) |
850x370x730 |
47 (540) |
|
сТДФЖ-1001 |
|
|
|
(1430x760x1220) |
|
|
А-1416 |
г |
-«- |
2-5 (1) |
960x860x1860, |
295, |
|
с ВДУ-506/ |
|
|
|
620x830x1080 |
310(540) |
|
ВДУ-1202 |
|
|
|
(685x1000x885) |
|
|
А-1412 |
г |
-«- |
2-5 (2) |
1388x800x1820 |
350(840) |
|
с ТДФЖ-2002 |
|
|
|
(1430x760x1220) |
|
|
А-1406 |
г |
-«- |
2-5(1) |
1010x890x1725 |
445 (300) |
|
с ВДУ-505 |
|
|
|
(700x760x900) |
|
4.47. Горелки для аргонно-дуговой сварки
|
Изделие |
Толщина свариваемого металла, мм |
Давление, МПа |
Габаритные размеры (без кабель-шлангового пакета), мм |
Масса, кг |
|
|
защитного газа |
охлаждающей воды |
||||
|
ГДС-80 |
1,5 (по алюминию) |
0,003 |
- |
212x23x125 |
0,18 |
|
ГДС-160 |
3 (по алюминию) |
0,003 |
- |
200x133x22 |
0,6 (без кабель-шлангового пакета) |
|
ГДС- 500 |
12 |
0,003 |
0,15 |
200x140x120 |
0,64 (без кабель-шлангового пакета) |
4.48. Техническая характеристика плазмотронов для сварки
|
Плазмотрон |
Максимальный сварочный ток и полярность, А |
Толщина свариваемого металла, мм |
Максимальный расход, л/мин |
Масса, кг |
||
|
прямой |
обратной
|
газов (суммарный) |
охлаждающей воды |
|||
|
ПРС-0201 |
60 20 |
0,05-1,5 |
6,6 |
2,0 |
0,1 |
|
|
ПРС-0401 |
100 40 |
0,1-2,5 |
6,6 |
2,0 |
0,3 |
|
|
ПРС-0301 |
315 |
0,5 |
17 |
4,0 |
1,0 |
|
|
ПМС-501 |
500 |
- |
- |
- |
- |
|
|
ПМС-804 |
800 |
6-12 |
- |
- |
- |
|
|
Многодуговой |
600 400 |
1-60 |
45 |
8,4 |
3,0 |
|
4.49. Оборудование для восстановления деталей наваркой материала
|
Установка |
Назначение |
Привариваемый материал |
Производительность |
Размеры восстанавливаемой детали, мм |
Толщина привариваемого материала, мм |
Габаритные размеры, мм |
|
|
диаметр |
длина |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
01.11.022 «Ремдеталь» |
Восстановление крупногабаритных деталей массой до 200 кг |
Стальная спеченная лента, проволока |
До 100 см2 в минуту |
Внутренний 50-200, наружный 15-350 |
До 80-2000 мм, больше 80-1500 мм |
0,1-1 |
3500x1200x1500 |
|
011-1.10 «Ремдеталь» |
Восстановление стаканов подшипников |
Стальная лента |
До 60 см2 в минуту |
Внутренний 60-180, наружный 100-250 |
100 |
0,2-1 |
1970x886x1280 |
|
01.08.005 «Ремдеталь» |
Восстановление клапанных гнезд головок блоков цилиндров двигателей А-01, А-41.Д-240, СМД-14.Д-50, ЯМЗ-238 |
Порошковые материалы |
2 головки в час |
38-70 |
- |
- |
2230x1800x1250 |
|
01.08.025 «Ремдеталь» |
Восстановление рабочих фасок тарелок клапанов двигателей Д-48, Д-50.Д-108, Д-240, СМД-14, ЯМЗ-238НБ, ЗМЗ-53 |
Порошковые твердые сплавы |
26-55 клапанов в час |
35-60 |
0,2-1,5 |
|
1200x845x1580 |
|
01.01-095 «Ремдеталь» |
Восстановление шестерен гидронасосов всех модификаций |
Порошковые материалы |
60-80 зубьев шестерен в час |
- |
- |
- |
1600x600x2300 |
|
01.12.280 «Ремдеталь» |
Восстановление коренных подшипников блоков цилиндров двигателей А-41,А-01, ЯМЗ-238НБ |
Металлический порошок |
40 см2 в минуту |
100-130 |
- |
- |
1500x1200x2000 |
|
01.01.187 «Ремдеталь» |
Восстановление наружных цилиндрических поверхностей |
Стальная лента, проволока, порошковые материалы |
60 см2 в минуту |
15-120 |
1000 |
Лентой 0,15-1, проволокой 0,8-2 |
3030x1160x1730 |
4.50. Машины для рельефной контактной сварки
|
Тип |
Напряжение питания, В |
Сварочный ток |
Наибольший вторичный ток, кА |
Вылет до центра контактных плит, мм |
Максимальное усилие сжатия, даН |
Число рельефов при сварке низкоуглеродистых сталей |
||
|
1+1 мм |
2+2 мм |
4+4 мм |
||||||
|
МР-4020 |
380 |
Переменный |
40 (44*) |
300 |
1870 |
4 |
3 |
1 |
|
МР-4501 |
380 |
-«- |
45 |
240 |
1950 |
5 |
3 |
1 |
|
МР-6924 |
380 |
-«- |
69 (75,9*) |
300 |
3028 |
6 |
4 |
2 |
|
МР-8010 |
380 |
-«- |
80 |
240 |
3100 |
8 |
5 |
2 |
|
МРН-24009** |
3x380 |
Низкой частоты |
240 |
300 |
5000 |
10 |
8 |
5 |
*Наибольший вторичный ток при полнофазном режиме.
** Для сварки ответственных соединений.
4.51. Машины контактной сварки
|
Тип |
Напряжение питания, В |
Наибольший вторичный ток, кА |
Вылет, мм |
Максимальное усилие, даН |
Свариваемая толщина, мм |
||
|
низкоуглеродистой стали |
нержавеющей стали |
алюминиевых сплавов |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Машины с радиальным ходом верхнего электрода |
|||||||
|
МТР-1001* |
380 |
14 |
200-400 |
250 |
0,5+0,5; 4+4 |
0,5+0,5 |
- |
|
МТР-1601* |
380 |
16 |
200-500 |
250 |
0,5+0,5; 4+4 |
0,5+0,5 |
- |
|
МТР-1801 |
380 |
18 |
180-500 (900) |
800 |
0,5+0,5; 5+5 |
0,5+0,5; 1+1 |
- |
|
МТР-2403 |
380 |
24 |
280-530 |
900 |
0,5+0,5; 6+6 |
0,5+0,5; 1,5+1,5 |
0,8+0,8 |
|
Машины с прямолинейным ходом верхнего электрода |
|||||||
|
МТ-1229 |
380 |
12,5 |
500 |
440 |
0,5+0,5; 4+4 |
0,5+0,5 |
- |
|
МТ-1928; МТ-1932 |
380 |
20 |
500 |
680 |
0,5+0,5; 5+5 |
0,5+0,5; 1,5+1,5 |
0,6+0,6 |
|
МТ-2024 |
380 |
22 |
500 |
1900 |
0,8+0,8; 5+5 |
0,5+0,5; 4+4 |
- |
|
МТ-2103 |
380 |
21 |
1200 |
2350 |
0,8+0,8; 6+6 |
0,8+0,8; 4+4 |
0,5+0,5; 0,8+0,8 |
|
МТ-3001 |
380 |
30 |
500 |
1500 |
0,8+0,8; 7+7 |
1 + 1; 3+3 |
0,5+0,5; 1+1 |
|
МТ-4021 |
380 |
40 |
500 |
1900 |
0,5+0,5; 8+8 |
0,5+0,5; 5+5 |
0,3+0,3; 1,7+1,7 |
|
МТ-4224 |
380 |
42 |
500 |
3000 |
1+1; 10+10 |
2+2; 4+4 |
1+1; 2+2 |
*С пружинным приводом давления, остальные - с пневматическим приводом.
4.52. Техническая характеристика установок для электродугового напыления
|
Показатели |
УД-609.01 «Ремдеталь» |
УД-609.10 «Ремдеталь» |
|
Назначение |
Для нанесения покрытии на детали типа «вал» |
Для нанесения покрытии на плоские детали |
|
Производительность, кг/ч |
До 10 |
18,8 (сталь), 12 (алюминий), 40 (цинк) |
|
Рабочее напряжение, В |
24-36 |
17-40 |
|
Ток, А |
240-310 |
50-400 |
|
Частота вращения детали, мин-1 |
80 |
- |
|
Диаметр применяемых проволок, мм |
1,6-2 |
1,5-2 (сталь) |
|
Сжатый воздух: |
|
|
|
расход, м3/ч |
120 |
До 150 |
|
рабочее давление, МПа |
0,5-0,6 |
0,3-0,6 |
|
Максимальная толщина нажимного покрытия, мм |
5 |
|
|
Максимальные размеры восстанавливаемых деталей, мм: |
|
|
|
длина |
2500 |
600 |
|
диаметр (ширина) |
400 |
450 |
|
Занимаемая площадь, м2 |
9 |
6 |
|
Габаритные размеры, мм |
2620x760x1600 |
1420x760x1600 |
|
Масса, кг |
700 |
600 |
4.53. Техническая характеристика электрометаллизаторов
|
Показатели |
ЭМ-12М |
ЭМ-14* |
ЭМ-14М |
ЭМ-15 |
|
Тип |
Стационарный Переносной |
Стационарный |
||
|
Производительность при распылении (ПР= 100%), кг/ч: |
|
|
|
|
|
алюминия |
До 14 |
До 8 |
До 12,5 |
До 25 |
|
цинка |
До 45 |
До 30 |
До 32 |
До 65 |
|
стали |
До 45 |
До 10 |
|
|
|
Диаметр распыляемой проволоки, мм |
1,5-2,5 |
1,5-2 |
2-3 |
|
|
Скорость подачи проволоки, м/мин |
3,8-14,2 |
1-12 |
2-12 |
1-14 |
|
Сжатый воздух: |
|
|
||
|
наибольший расход, м3/ч |
150 |
90 |
150 |
|
|
рабочее давление, МПа |
0,5-0,6 |
0,5-0,6 |
||
|
Рабочий ток, А |
До 500 |
До 320 |
До 400 |
До 800 (при ПР = 60%) |
|
Напряжение, В: |
|
|
||
|
дуги (рабочее) |
17-35 |
17-40 |
17-44 |
17-35 |
|
питающей сети |
380 |
380 |
|
|
|
Частота, Гц |
50 |
50 |
|
|
|
Мощность: |
|
|
||
|
дуги, кВт |
До 16 |
До 14 |
До 16 |
До 25 |
|
электродвигателя привода, Вт |
120 |
|
0 |
160 |
|
Габаритные размеры, мм |
525х295х200 |
230х108х220 |
230x133x220 |
520х175х224 |
|
Масса, кг: |
|
|
|
|
|
металлизатора |
18,2 совмещенные |
2,2 |
2,3 |
15 |
|
пульта управления |
5,2 |
|
- |
31,5 |
*Модель снята с производства.
4.54. Техническая характеристика комплектов оборудования КДМ-1, КДМ-2
|
Показатели |
КДМ-1 |
КДМ-2 |
|
Производительность при распылении, кг/ч: |
|
|
|
цинка |
До 25 |
До 32 |
|
алюминия |
До 7,5 |
До 12,5 |
|
стали |
До 9 |
До 10 |
|
Диаметр распыляемой проволоки, мм |
1,5-2 |
|
|
Скорость подачи проволоки, м/мин |
1-12 |
2-12 |
|
Сжатый воздух: |
|
|
|
наибольший расход, м3/ч |
84 |
90 |
|
рабочее давление, МПа |
0,5-0,6 |
|
|
Рабочий ток, А |
До 315 |
400 |
|
Рабочее напряжение дуги, В |
17-40 |
17-44 |
|
Напряжение питающей сети, В |
380 |
|
|
Потребляемая мощность, кВт-ч |
До 13 |
До 25 |
|
Габаритные размеры, мм |
1045x875x1330 |
1330x710x1390 |
|
Масса, кг |
326 |
470 |
|
Комплект поставки: |
|
|
|
электрометаллизатор |
ЭМ-14(1 шт.) |
ЭМ-14М(2шт.) |
|
выпрямитель |
ВДГ-301 |
«Тимез-500» |
|
воздушный фильтр |
ДВ-41-16 |
|
|
стойки с кассетами |
+ |
|
|
наушники, защитные очки |
+ |
|
|
респиратор |
+ |
|
|
запасные части |
+ |
|
4.55. Аппаратура для электродугового нанесения металлических покрытий
|
Показатели |
Комплект электродуговой металлизации типа КДМ-3 |
Стационарный электродуговой металлизатор |
|
|
ЭМ-17 |
ЭМ-14 |
||
|
Рабочий ток дуги, А |
50-400 |
500-400 |
|
|
Напряжение, В |
380 |
- |
- |
|
Давление воздуха, МПа |
0,36-0,6 |
0,3-0,6 |
0,5-0,6 |
|
Производительность, кг |
18,8 (сталь), |
18,8 (сталь), |
12,5 (алюминий) |
|
12,5 (алюминий), |
12,5 (алюминий), |
|
|
|
40 (цинк) |
40 (цинк) |
|
|
|
Габаритные размеры, мм |
710x1105x1215 |
6200x120x190 (аппарат), 370x440x300 (пульт управления) |
230x220x133 |
|
Масса, кг |
380 |
39,5 |
2,3 |
4.56. Техническая характеристика оборудования для плазменной наплавки
|
Показатели |
Комплект КПН-01.23-215 «Ремдеталь» |
Пост 01.23-2Г «Ремдеталь» |
Установка УД-415 |
|
Диаметр наплавляемой детали, мм |
10-200 |
20-600 |
40-360 |
|
Расход, л/мин: |
|
|
|
|
плазмообразующего (защитного) газа (аргона) |
2-3 (6-10) |
2-4 (5-7) |
10-15 |
|
воды |
3-4 |
3 |
10 |
|
Напряжение плазменной дуги, В |
20-30 |
20-35 |
30-44 |
|
Масса, кг |
400 |
600 |
950 |
4.57. Техническая характеристика плазмотронов для наплавки
|
Показатели |
Плазмотрон для наплавки |
||
|
наружных поверхностей |
внутренних поверхностей |
универсальный |
|
|
Допустимый ток, А |
260 |
230 |
310 |
|
Производительность наплавки, кг/ч |
0,5-5,2 |
0,3-3 |
0,5-3,8 |
|
Диаметр, мм: |
|
|
|
|
плазмообразующего сопла |
4 |
3-4 |
|
|
выходного отверстия защитного сопла |
12-13 |
10-12 |
|
|
Высота плазмотрона, мм |
135 |
48 |
12 |
4.58. Техническая характеристика аппаратов для электрошлаковой наплавки
|
Показатели |
А-535 |
А-306М |
|
Скорость наплавки, м/ч |
0,4-9 |
1,1-8 |
|
Число электродных проволок |
3 |
1 |
|
Скорость подачи проволоки, м/ч |
65-480 |
56-360 |
|
Напряжение сети, В |
380 |
|
4.59. Техническая характеристика лазерных технологических модулей
|
Показатели |
01.03.178 «Ремдеталь» |
01.12.376 «Ремдеталь» |
|
Частота вращения детали, с-1 |
0,06-0,3 |
0,5 |
|
Потребляемая мощность, кВ А |
0,4 |
Не более 1,5 |
|
Габаритные размеры, мм |
3000x950x1800 |
2700x1450x1750 |
|
Масса, кг |
950 |
1000 |
4.60. Установка и комплекты для газопламенного нанесения покрытий
|
Показатели |
Комплект УГМ-1 |
Установка |
|
|
УГПУ |
УГПЛ-П (для нанесения полимеров) |
||
|
Тип |
Проволочный |
Порошковая |
|
|
Давление газов, МПа |
|
|
|
|
кислород |
0,2-0,45 |
0,2-0,6 |
- |
|
горячий газ |
0,06-0,1 (ацителен) |
0,03-0,1 (ацителен), 0,03-0,15 (пропан) |
0,05-0,15 (пропан) |
|
воздух |
0,4-0,5 |
- |
0,36-0,6 |
|
Производительность по распыленному материалу, кг/ч |
4,8 (алюминий), 23 (цинк) |
Керамика (А12О3) ПГ-10Н-1:18 |
Полимер ПФН-12:11 |
|
Габаритные размеры, мм |
800x800x830 |
530x270x481 |
550x300x300 |
|
Масса, кг |
25 |
30 |
14,5 |
4.61. Техническая характеристика оборудования для газоплазменного напыления
|
Показатели |
Аппарат горелка |
|||||
|
021-400-000 |
УПТР-1-78М |
ГН-2 |
ГН-2, модернизированная под пропан |
ГАЛ-6 |
УПН-8 |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Тип |
Переносной |
Универсальный |
Переносной |
Универсальный |
||
|
Давление, МПа: |
|
|
|
|
|
|
|
кислорода |
0,15-0,25 |
0,15 |
0,3-0,35 |
0,45 |
0,4-0,5 |
0,4 |
|
ацетилена |
0,025-0,15 |
0,095 |
0,01 |
- |
0,02-0,07 |
0,035-0,5 |
|
пропана |
- |
- |
- |
0,005 |
- |
|
|
Расход, м3/ч: |
|
|
|
|
|
|
|
кислорода |
0,1 |
1,75 |
0,8 |
0,7-0,8 |
0,75-1,15 |
2,2 |
|
ацетилена |
0,6-0,8 |
0,95 |
0,6 |
- |
0,7-1,05 |
1,7 |
|
пропана |
- |
- |
- |
0,4-0,5 |
|
|
|
Максимальная производительность, кг/ч |
1,6-2,6 |
9,6 |
2-3 |
1,5-2,5 |
8 |
10 |
|
Полезный объем порошкового питателя, л |
0,4 |
0,66 |
0 |
2 |
10,5 |
2 |
|
Размер частиц порошка, мкм |
40-100 |
40-160 |
40-100 |
40-100 |
40-100 |
30-150 |
|
Масса, кг |
2,6 |
1,3 |
1 |
1,53 |
17 |
|
4.62. Горелки наплавочные
|
Изделие |
Количество наплавляемого порошка, кг/ч |
Давление газа, МПа |
Масса, кг |
||
|
кислород |
ацетилен |
пропан |
|||
|
ГН-2 |
2 |
0,2-0,35 |
0,01 |
- |
1,0 |
|
ГН-2П |
2 |
0,2-0,3 |
- |
0,02 |
1,4 |
|
ГН-5П |
5 |
0,3-0,4 |
- |
0,02 |
1,35 |