Министерство транспортного строительства СССР
ГОСУДАРСТВЕННЫЙ ВСЕСОЮЗНЫЙ ДОРОЖНЫЙ
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ
(СОЮЗДОРНИИ)
ПРЕДЛОЖЕНИЯ
ПО ПРОЕКТИРОВАНИЮ, ИЗГОТОВЛЕНИЮ И МОНТАЖУ
ПРОЛЕТНЫХ СТРОЕНИЙ АВТОДОРОЖНЫХ МОСТОВ
ИЗ КЛЕЕНЫХ И КЛЕЕФАНЕРНЫХ ЭЛЕМЕНТОВ
Балашиха
Московской области
1969
Излагаются требования к материалам, применяемым для клееных и клеефанерных конструкций пролетных строений автодорожных мостов, расчетные характеристики материалов, основные требования к конструированию и расчету. Предложения содержат также указания по технологии изготовления клееных и клеефанерных элементов пролетных строений, включая требования к сушке, подготовке материалов для склеивания, приготовлению клея, приемы стыкования деталей и склеивания крупных элементов, антисептирования, приемки и контроля готовой продукции. Освещены вопросы хранения, перевозки и монтажа конструкций; техника безопасности при изготовлении элементов и при монтаже пролетных строений.
ПРЕДИСЛОВИЕ
Клееные пролетные строения имеют ряд преимуществ перед другими конструкциями пролетных строений автодорожных мостов из древесины: изготовление их может быть организовано на заводах, а на объекте только сборка, производство их менее трудоемко ввиду возможности механизации и автоматизации процессов. Изготовленные из сухой древесины с применением биостойких синтетических клеев и антисептированные клееные конструкции могут служить 30-50 лет.
Действующая в настоящее время "Инструкция по проектированию и изготовлению деревянных конструкций и строительных деталей" (СН 11-57) Госстроя СССР регламентирует в основном производство строительных деталей и конструкций небольших размеров. В ней не учитывается, ряд специфических условий проектирования и изготовления таких длинномерных и крупногабаритных конструкций, как клееные балки пролетных строений автодорожных мостов. Это потребовало проведения специальных исследований, выполненных Союздорнии совместно с ЦНИИСом, в которых учтен опыт проектирования пролетных строений Киевским филиалом Союздорпроекта и Ленинградским филиалом Гипроавтотранса и изготовления клееных конструкций на Хотьковском заводе МЖБК, а также опыт постройки, эксплуатации и испытания мостов с пролетными строениями из клееной древесины.
При составлении настоящих Предложений использованы: "Предложения по проектированию и изготовлению конструкций пролетных строений автодорожных мостов из клееных и клеефанерных элементов", разработанные в 1962 г. Союздорнии, Военно-инженерной академией им В.В. Куйбышева и ЦНИИС Минтрансстроя СССР, "Технологические карты изготовления клееных пролетных строений из клееной древесины по результатам работы Хотьковского завода МЖБК", разработанные в 1864 г. ЦНИИС совместно с институтом "Оргтрансстрой" Минтрансстроя СССР, "Инструкция по проектированию и изготовлению клееных деревянных конструкций и строительных деталей" (СН 11-57) и "Временные технические условия на проектирование опытных переправочно-мостовых клеефанерных конструкций", изданные в 1964 г., а также материалы, опубликованные в отечественной и зарубежной литературе.
Предложения составлены в развитие глав СНиП: II-Д.7-62, III-Д.2-62, II-В.4-62, II-А.10-62, I-В.28-62, III-В.8-62, а также "Технических условий проектирования железнодорожных, автодорожных и городских мостов и труб" (СН 200-62).
Настоящие Предложения одобрены Технико-экономическим Советом Министерства автомобильного транспорта и шоссейных дорог РСФСР.
В составлении "Предложений" участвовали:
- канд. техн. наук Е.В. Тумас и инж. Н.Д. Поспелов - конструирование и расчетные характеристики; инж. Н.Д. Поспелов - расчеты и монтаж конструкций; канд. техн. наук Е.В. Тумас - общее руководство и редактирование (Союздорнии);
- кандидаты технических наук Ю.Н. Никифоров и О.Л. Милькевич - технология склеивания конструкций; канд. техн. наук Ю.Н. Никифоров и инж. О.Г. Тимофеева - технология сушки лесоматериалов и антисептирования конструкций; инж. Е.А. Антонов - редактирование технологической части (ЦНИИС).
Все замечания и предложения просьба направлять по адресу: Московская область, Балашиха-6, Союздорнии.
Директор Союздорнии
доктор технических наук В.В. МИХАЙЛОВ
I ОБЩИЕ ПОЛОЖЕНИЯ
1. Настоящие "Предложения" распространяются на проектирование, изготовление и монтаж клееных пролетных строений автодорожных мостов с главными балками прямоугольного или двутаврового сечения.
Конструкции, склеенных из досок синтетическим клеем, названы клееными конструкциями, а из бакелизированной фанеры и досок или брусков - клеефанерными.
2. Мосты с клееными и клеефанерными пролетными строениями, защищенными от гниения, относятся к сооружениям постоянного типа. Расчетную нагрузку для них принимают в соответствии с категорией дороги.
3. Клееные и клеефанерные пролетные строения могут применяться в любом районе страны на автомобильных дорогах III-V категорий, без ограничений.
4. Опоры мостов под клееные и клеефанерные пролетные строения следует применять капитального типа.
5. Конструкции пролетных строений из клееных и клеефанерных элементов должны быть сборными и отвечать современным требованиям индустриального изготовления и строительства.
6 .Клееные и клеефанерные конструкции мостов необходимо изготовлять в специально оборудованных цехах деревообрабатывающих предприятий или на специализированных заводах, располагаемых в лесных районах или на реках, по которым лес может быть доставлен сплавом.
7. При проектировании новых предприятий необходимо предусматривать поточное производство клееных и клеефанерных конструкций на высокомеханизированных агрегатных установках.
8. К работам по изготовлению и антисептированию клееных и клеефанерных конструкций следует допускать только тех рабочих и инженерно-технический персонал, которые прошли специальное обучение и получили соответствующие удостоверения.
9. Серийное изготовление клееных и клеефанерных конструкций пролетных строений автодорожных мостов на предприятии может быть начато только после получения соответствующего разрешения вышестоящей организации (главное управление, министерство), выданного на ограниченный срок (6 - 12 месяцев), при документально зафиксированном наличии на предприятии всех условий, необходимых для получения клееных конструкций высокого качества. По истечении срока действия разрешение на дальнейшее производство конструкций должно систематически возобновляется.
10. Необходимое качество и долговечность клееных пролетных строений могут быть обеспечены только при строгом выполнении требований настоящих "Предложений", действующих ГОСТов, норм и правил производства соответствующих видов работ.
11. Контроль за соблюдением требований "Предложений" по всему технологическому циклу изготовления клееных конструкций осуществляет лаборатория и ОТК завода.
II. МАТЕРИАЛЫ
Пиломатериалы
12. Для элементов клееных и клеефанерных конструкций пролетных строений применяют пиломатериалы хвойных пород, в соответствии со СНиП II-Д.7-62, кроме пихты. Основным материалом для клееных конструкций является сосна. Пиломатериал должен удовлетворять требованиям ГОСТ 8486-66 "Пиломатериалы хвойных пород". Толщина пиломатериала до строжки должна быть не более 40 мм - для элементов главных балок и не более 50 мм - для остальных элементов. Ширина досок не регламентируется.
13. Для изготовления клееных и клеефанерных конструкций применяют пиломатериал I и II категории, который может быть отобран из досок соответствующих сортов. Могут быть использованы доски более низкого сорта. В этом случае из низкосортных досок вырезают участки длиной не менее 1 м, качество древесины которых удовлетворяет требованиям к пиломатериалам I и II категории. Отрезки склеивают по длине (пп. 112-128). Оставшийся после вырезки пиломатериал должен быть использован для изготовления другой продукции.
14. Пороки древесины в пиломатериалах I и II категории не должны превышать норм, приведенных в табл. 1. Качество обработки пиломатериала должно соответствовать требованиям, приведенным в табл. 2.
Табл. 1 и 2 составлены на основании СНиП 1-В.13-62 и ГОСТ 8486-66 с учетом дополнительных требований к элементам пиломатериалов клееных конструкций.
Таблица 1
Предельно допустимые нормы пороков древесины элементов пиломатериалов для клееных и клеефанерных конструкций
|
Наименование пороков |
Нормы для досок |
|
|
1 категории |
II категории |
|
|
Гнили внутренние и заболонные |
Не допускаются |
|
|
Червоточина |
Не допускается |
|
|
Сучки здоровые, темные, просмоленные (роговые) |
Попускаются при условии, если: а) расстояние в свету между мутовками не менее |
|
|
50 см |
40 см |
|
|
б) на длине 20 см сумма размеров всех сучков на пласти не более |
||
|
1/4 |
1/3 |
|
|
ширины пласти, а на кромке не более |
||
|
1/3 |
1/2 |
|
|
толщины кромки |
|
|
|
Сучки загнившие, гнилые и табачные |
Не допускаются |
Допускаются по норме, указанной в п. 3, при условии, если: |
|
а) размер сучка не более 20 мм; |
||
|
б) количество сучков на 1 м не более 1 шт. |
||
|
Пасынки |
Не допускаются |
|
|
Наклон волокон (косослой) |
Допускается не более |
|
|
7% |
10% |
|
|
Трещины |
Допускаются: |
|
|
а) глубиной (а при симметричном расположении на противоположных сторонах элемента - суммарной глубиной) не более |
||
|
1/4 |
1/3 |
|
|
толщины элемента; |
||
|
б) общим протяжением на одной стороне доски не более |
||
|
1/4 |
1/3 |
|
|
длины элемента пиломатериала. |
||
|
Сердцевинная трубка |
Не допускается |
Допускается |
|
Внутренняя темнина (внутренняя краснина) |
Допускается в виде полос и пятен общей площадью не более |
|
|
10% |
20% |
|
|
площади пиломатериала. |
||
|
Заболонные грибные окраски (синева, цветные заболонные пятна), плесень |
Допускаются поверхностные окраски в виде пятен и полос, а глубокие общей площадью не более |
|
|
10% |
20% |
|
|
площади пиломатериала |
||
|
Смоляной рак |
Не допускается |
Допускаются не более 1 шт. площадью до 1 см2 на длине 6 м. |
|
Смоляные кармашки |
Не допускаются |
|
Примечания:
1. Наименование пороков принято по ГОСТ 2140-61.
2. Размер сучка определяется расстоянием между двумя касательными к контуру сучка, проведенными параллельно продольной оси доски.
Требования к качеству обработки элементов пиломатериала
|
Наименование дефектов |
Нормы для досок |
|
|
1 категории |
II категории |
|
|
Трещины (после сушки) продольные на пластях и кромках, в том числе с выходом на торец |
|
|
|
глубиной не более |
8 мм |
10 мм |
|
суммарной длиной не более |
1/4 |
1/3 |
|
|
длины элемента пиломатериала |
|
|
Трещины торцовые, в том числе сквозные, общей длиной на обоих торцах |
|
|
|
после сушки |
150 мм |
200 мм |
|
после оторцовки |
Не допускаются |
|
|
Обзол после строжки |
Для элементов главных балок не допускается. |
|
|
|
Для остальных элементов допускается на кромке 10 мм и на пласти 20 мм на длине 1/5 длины доски. |
|
|
Кривизна, покоробленность продольная и винтовая |
Стрела прогиба не более 0,2% длины дефектного участка. |
|
|
Поперечная покоробленность |
Стрела прогиба не более 1% ширины пиломатериала. |
|
|
Чистота пропила |
Максимальные неровности 0,8-1,25 мм (не ниже 2-го класса по ГОСТ 7016-54). |
|
|
Чистота строжки (окончательной - перед склеиванием) |
Максимальные неровности 0,1-0,2мм (не ниже 6-го класса по ГОСТ 7016-54). |
|
|
Опиловка торцов |
Оба торца должны быть опилены, отклонение плоскости пропила от перпендикулярной не должно быть более 3% ширины и 3% толщины доски, а при чистой опиловке 0,5%. |
|
Примечание. Чистота пропила и строжки должна измеряться индикатором-волномером типа ВИ-2.
Бакелизированная фанера
15. Для клеефанерных конструкций применяют бакелизированную фанеру марок ФБС и ФБСВ по ГОСТ 11539-65
При выборе бакелизированной фанеры предпочтение следует отдавать фанере марки ФБС - наиболее прочной и водостойкой.
Фанеру марки ФБСВ допускается применять в конструкциях, где не требуется ее склеивание по длине "на ус".
16. Бакелизированная фанера представляет собой водостойкий и биостойкий листовой материал, склеенный из березового лущеного шпона фенол- или крезолформальдегидными смолами. Бакелизированная фанера состоит из нечетного числа шпона с взаимно перпендикулярным расположением волокон. Волокна наружных шпонов - рубашек расположены вдоль длинной стороны.
17. Бакелизированная фанера выпускается в виде листов размером: 5600×1200 мм, 5000×1200 мм, 4400×1200 мм и толщиной 5, 7, 10, 12, 14, 16 и 18 мм.
Отклонения от установленных размеров фанеры не должны превышать
по длине . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ±40 мм
по ширине . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ±20 мм
по толщине для 5-мм фанеры . . . . . . . . . . . . . . . . . ±0,5 мм
7-мм . . . . . . . . . . . . . . . . . . . . . . . ±0,8 мм
10, 12-и 14-мм . . . . . . . . . . . . . . . . ±0,9 мм
16-мм . . . . . . . . . . . . . . . . . . . . . . . .+1,0;-0,9 мм
18-мм . . . . . . . . . . . . . . . . . . . . . . . +2,0;-0,9мм
Для клеефанерных конструкций следует применять фанеру толщиной не более 12 мм, как наиболее прочную и имеющую приемлемые отклонения размеров.
Клей
18. Для склеивания элементов конструкций из пиломатериалов, а также из пиломатериалов и фанеры применяют фенолформальдегидный клей КБ-3, обладающий высокой прочностью, водо- и биостойкостью и долговечностью. Могут быть применены после соответствующей проверки и другие клеи, обладающие этими свойствами.
19. Клей КБ-3 приготовляют перемешиванием в строго определенной пропорции двух основных компонентов: фенолформальдегидной смолы "Б" и отвердителя-керосинового контакта Петрова 1-го сорта (кислотное число в пределах 76-85), применение керосинового контакта 2-го сорта, а также контакта других видов запрещается.
20. На каждую партию смолы "Б" завод-изготовитель должен представить паспорт. Вязкость смолы, полученной с завода, должна быть в пределах 10-35° В-36 (150-450 сантипуаз). Требования к составу смолы в соответствии с ТУ МХП 4158-54 указаны в п. 1 приложения 1.
21. Смолу хранят в плотно закрытой таре ( во избежание улетучивания растворителя) при температуре не ниже 0°С и не выше 20°С в помещении, защищая от непосредственного воздействия солнечных лучей. Срок хранения 3-4 месяца. Длительность хранения может быть увеличена до 6 месяцев, если в хранилище будет обеспечена температура от 0 до 5 С. Хранение смолы при температуре выше 20°С вызывает быстрое увеличение ее вязкости; при замораживании смола теряет свои свойства и снижается качество приготовленного из нее клея.
Перед использованием необходимо проверять вязкость смолы способом, указанным в п. 1 приложения 2. Смола считается пригодной, если ее вязкость находится в пределах 10-110° В-36.
22. Загустевшую в период хранения смолу с вязкостью более 110° В-36 (1500 сантипуаз) можно применять для приготовления клея, разбавив ее ацетоном (ГОСТ 2768-67, ТУ МХП ОШ-263-54) или спиртом-сырцом (ГОСТ 131-67) до вязкости 110° В-36. Добавка этих растворителей разрешается в количестве не более 10% от веса смолы.
23. Керосиновый контакт Петрова должен удовлетворять требованиям ГОСТ 463-53, приведенным в п. 2 приложения 1.
Контакт, поступивший с завода в железных бочкаx, разрешается хранить в них не более 6 месяцев. При более длительном хранении его переливают в плотно закрывающуюся стеклянную или деревянную тару. Контакт необходимо защищать от солнечных лучей. Перед использованием контакта определяют его кислотное число (п. 4 приложения 2).
24. Новые поступившие партии смолы и контакта должны быть проверены на жизнеспособность* и клеящую способность приготовленного клеевого состава в соответствии с пп. 2 и 3 приложения 2.
С этой целью приготовляют клей из средней пробы поступившего компонента (например, смолы) и ранее проверенного компонента (например, контакта) или из средних проб поступивших партий смолы и контакта и оценивают его жизнеспособность, которая при температуре +20° должна быть не менее 2 часов.
Клеящая способность, определенная по пределу прочности на скалывание, должна быть не менее 60 кг/см2 для стандартных образцов из сосны.
____________
*Жизнеспособность - время, в течение которого клей может быть использован для склеивания.
Антисептики
25. Клееные конструкции пропитывают маслянистым антисептиком - каменноугольным маслом (ГОСТ 2770-59), который хранят в плотно закрываемых емкостях.
Поступивший антисептик должен иметь паспорт и отвечать требованиям указанного ГОСТ (п. 3 приложения 1).
26. Клеефанерные конструкции антисептируют покрытием открытых поверхностей элементов из пиломатериалов пастой "Вагонка" или "ЦНИИ-1" (табл. 3).
Таблица 3
Состав в % антисептических паст-концентратов
|
Компоненты |
Пасты |
|
"Вагонка" |
"ЦНИИ-1" |
|
|
Фтористый натрий технический 2-го сорта (ГОСТ 2871-67) |
44 |
44 |
|
Каменноугольный лак "Б" (ГОСТ 1709-60) |
17 |
23 |
|
Каолин сухого обогащения (ОСТ НКТП 2871) |
13 |
10 |
|
Вода |
26 |
23 |
Антисептические пасты - концентраты доставляют в деревянных бочках весом 80-150 кг и хранят в закрытом помещении.
При хранении паст более месяца в теплое время года во избежание их высыхания в каждую бочку наливают 3-5 л воды.
III. ПРОЕКТИРОВАНИЕ КЛЕЕНЫХ И КЛЕЕФАНЕРНЫX ПРОЛЕТНЫХ СТРОЕНИЙ
Расчетные характеристики материалов и нормы проектирования
27. Нормативные сопротивления чистой (без пороков) древесины сосны с влажностью 15% и бакелизированной фанеры должны соответствовать величинам, указанным в табл. 4.
28. Коэффициенты однородности древесины и бакелизированной фанеры следует принимать по табл. 5.
Нормативные сопротивления R чистой древесины сосны и бакелизированной фанеры
|
Вид напряженного состояния |
Обозначения |
Нормативные сопротивления, кг/см2 |
|
|
наименьшие значения при испытаниях малых образцов |
с учетом длительности приложения расчетной нагрузки |
||
|
Древесина |
|||
|
Изгиб |
|
500 |
400 |
|
Растяжение вдоль волокон |
|
550 |
440 |
|
Сжатие и смятие вдоль волокон |
|
300 |
240 |
|
Сжатие и смятие по всей поверхности поперек волокон |
|
- |
23 |
|
Скалывание вдоль волокон, среднее напряжение |
|
40 |
35 |
|
Скалывание поперек волокон среднее напряжение |
|
20 |
17 |
|
Бакелизированная фанера |
|||
|
Растяжение вдоль волокон наружных шпонов |
|
800 |
600 |
|
Растяжение поперек волокон наружных шпонов |
|
550 |
415 |
|
Сжатие вдоль и поперек волокон наружных шпонов |
|
560 |
420 |
|
Изгиб вдоль волокон наружных шпонов |
|
1000 |
720 |
|
Изгиб поперек волокон наружных шпонов |
|
650 |
490 |
|
Срез вдоль и поперек наружных шпонов |
|
290 |
220 |
|
Скалывание по плоскостям между шпонами |
|
29 |
22 |
Таблица 5
Коэффициенты однородности древесины и бакелизированной фанеры
|
Вид напряженного состояния |
Коэффициент однородности |
|
Древесина |
|
|
Изгиб |
0,40 |
|
Растяжение вдоль волокон |
0,27 |
|
Сжатие и смятие вдоль волокон |
0,65 |
|
Сжатие и смятие по всей поверхности поперек волокон |
0,90 |
|
Скалывание вдоль волокон и пол углом к направлению волокон |
0,70 |
|
Бакелизированная фанера |
|
|
Растяжение вдоль волокон наружных шпонов |
0,70 |
|
Растяжение поперек волокон наружных шпонов |
0,61 |
|
Сжатие |
0,90 |
|
Изгиб вдоль волокон наружных шпонов |
0,60 |
|
Изгиб поперек волокон наружных шпонов |
0,60 |
|
Скалывание по плоскости между шпонами |
0,90 |
|
Cрез |
0,72 |
29. Коэффициенты условий работы склеенных из древесины элементов при назначении величин расчетных сопротивлений приняты по табл. 6.
30. Расчетные сопротивления клееной Древесины сосны и бакелизированной фанеры приведены в табл. 7.
Расчетные сопротивления определены путем умножения нормативных длительных сопротивлений древесины и бакелизированной фанеры (табл. 4) на соответствующие коэффициенты однородности (табл. 5) условий работы (табл. 6), а для древесины, кроме того, на коэффициент 1,10, учитывающий заводское изготовление, и коэффициент, учитывающий влияние изменения влажности в период эксплуатации, равный 0,85 - для клееной древесины и 0,90 - для бакелизированной фанеры.
Таблица 6
Коэффициенты условий работы склеенных из древесины элементов, принятые при назначении расчетных сопротивлений
|
Вид напряженного состояния |
Коэффициент условий работы |
|
Изгиб клееного бруса |
1,2 |
|
Сжатие вдоль волокон |
1,1 |
|
Растяжение вдоль волокон |
1,25 |
|
Смятие опорных плоскостей конструкций |
1,3 |
|
Смятие под шайбами (при углах смятия от 90 до 60°) |
2,2 |
|
Смятие насадок и подушек |
1,3 |
|
Смятие на части длины в других случая, при длине загружения участков не менее длины площадки смятия и толщины элемента |
|
|
Скалывание клееного бруса при изгибе |
0,65 |
Расчетные сопротивления клееной древесины (сосны) и бакелизированной фанеры
|
Вид напряженного состояния |
Обозначения |
Расчетные сопротивления кг/см2 |
Древесина |
|
|
|
Изгиб клееного бруса |
Rи |
180 |
|
Растяжение вдоль волокон |
Rр |
140 |
|
Сжатие вдоль волокон |
Rс |
160 |
|
Смятие вдоль волокон |
Rсм |
145 |
|
Сжатие и смятие всей поверхности поперек волокон |
|
20 |
|
Смятие поперек волокон: |
|
|
|
в опорных плоскостях конструкций |
Rсм |
26 |
|
под шайбами при углах смятия от 90 до 60° |
Rсм |
44 |
|
в насадках и подушках |
Rсм |
36 |
|
Скалывание вдоль волокон по клеевым швам в клеевом брусе при изгибе |
|
12 |
|
Скалывание среднее вдоль волокон по клеевым швам |
Rск |
12 |
|
Скалывание поперек волокон по клеевым швам |
Rск |
8 |
|
Скалывание по клеевому шву между древесиной и бакелизированной фанерой |
Rск |
15 |
Бакелизированная фанера |
|
|
|
Растяжение вдоль волокон наружных шпонов |
|
380 |
|
Растяжение поперек волокон наружных шпонов |
|
230 |
|
Сжатие вдоль и поперек волокон наружных шпонов |
Rс |
340 |
|
Изгиб вдоль волокон наружных шпонов |
|
405 |
|
Изгиб поперек волокон наружных шпонов |
|
265 |
|
Срез вдоль и поперек наружных шпонов |
Rср |
142 |
|
Скалывание по плоскости между шпонами |
Rск |
16 |
Примечания: 1. Расчетное сопротивление древесины смятию или скалыванию под углом к направлению волокон, в том числе скалыванию в клеевом шве, определяют по формуле
где Rо, R90° - сопротивление смятию или скалыванию при α = 0° и α = 90°
2. Расчетное сопротивление древесины смятию поперек волокон, за исключением смятия поперек волокон, на части длины при длине незагруженных участков не менее ( в см ) длины площади смятия вдоль волокон lсм и толщины элемента определяют по формуле
![]()
31. Нормативные или расчетные сопротивления других пород древесины следует принимать по табл. 4 и 7 с умножением на коэффициенты перехода по табл. 8.
Таблица 8
Коэффициенты перехода к древесине других пород
Породы |
Изгиб, сжатие, смятие, растяжение вдоль волокон |
Сжатие и смятие поперек волокон |
Скалывание |
|
Ель |
1,0 |
1,0 |
1,0 |
|
Лиственница |
1,1 |
1,2 |
0,9 |
|
Кедр сибирский |
0,9 |
0,9 |
0,9 |
32. Модуль упругости Е клееной древесины на сжатие и растяжение вдоль волокон, а также на изгиб принимают равным для сосны и лиственницы 100000 кг/см2 а для ели и кедра - 80000 кг/см2. Модуль упругости бакелизированной фанеры на сжатие и растяжение вдоль волокон наружных шпонов, а также на изгиб принимают равным 160000 кг/см2 Модуль упругости бакелизированной фанеры поперек волокон наружных шпонов на изгиб принимают равным 100000 кг/см2, а на растяжение и сжатие - 120000 кг/см2. Модуль сдвига G бакелизировнной фанеры принимают равным 15000 кг/см2.
33. Коэффициент перегрузки n веса частей из клееной древесины и бакелизированной фанеры при расчете на прочность и устойчивость принимают равным 1,1 и 0,9 (n = 0,9 принимают в случаях, когда нагрузка от веса частей уменьшает суммарное воздействие).
34. При определении собственного веса пролетных строений объемный вес клееной пропитанной древесины принимают равным для сосны, ели и кедра 0,6, лиственницы- 0,8 и бакелизированной фанеры - 1,1 т/м3.
35. Вертикальные прогибы клееных и клеефанерных пролетных строений мостов, а также элементов проезжей части, вычиcленные при проектировании от расчетной временной нагрузки, не должны превышать:
от автомобильной нагрузки 1/180 l;
от гусеничной и колесной нагрузки 1/150 l.
36. Главным балкам разрезных пролетных строений следует придавать строительный подъем, величину которого принимают равной прогибу от постоянной и половины нормативной временной нагрузок.
Расчет элементов пролетного строения
37. Усилия, напряжения и деформации в элементах конструкций определяют в упругой стадии работы материала.
38. Многослойные элементы клееных и клеефанерных конструкций рассчитывают, как монолитные, без учета податливости клееных швов.
39. Клееная или дощато-гвоздевая плиты проезжей части и поперечные балки пролетных строений рассчитывают, как неразрезные (при условии их фактической неразрезности).
40. При определении давления на поперечные и главные балки необходимо учитывать упругое распределение нагрузки плитой проезжей части и поперечными балками.
41. Расчет изгибаемых клееных элементов конструкции на прочность производят по формуле
![]()
где Мр - расчетный изгибающий момент;
Wнт - момент сопротивления нетто рассматриваемого сечения;
mв - коэффициент условий работы элемента на изгиб в зависимости от размеров сечения, принимаемый по табл. 9;
mф - коэффициент условий работы элемента на изгиб в зависимости от формы сечения, принимаемый в балках прямоугольного сечения - 1,0; в балках двутаврового сечения в зависимости от отношения толщины стенки к ширине полки:
отношение толщины стенки к ширине
полки . . . . . . . . . . . . . . . . . . . . .1/2 1/3 1/4
mф . . . . . . . . . . . . . . . . . . . . . . . .0,90 0,80 0,75
Промежуточные значения mф определяют интерполяцией.
Таблица 9
Коэффициент условий работы mв в зависимости от размеров сечения элемента
|
Ширина элемента |
Коэффициент mв при высоте элемента h см |
|||||
|
до 50 |
60 |
70 |
80 |
90 |
100 и более |
|
|
До 14 см |
1,00 |
0,95 |
0,90 |
0,85 |
0,80 |
0,75 |
|
14 см и более |
1,15 |
1,05 |
0,95 |
0,90 |
0,85 |
0,80 |
Промежуточные значения коэффициентов mв определяют интерполяцией
42. Прочность клееных балок прямоугольного и двутаврового сечений должна быть проверена на скалывание.
43. Прогиб клееных балок прямоугольного сечения определяют без учета влияния перерезывающих сил. Прогиб двутавровых клееных балок, определенный от изгибающего момента, принимают с увеличением на 20%.
44. При расчете клеефанерных конструкций на прочность и жесткость геометрические характеристики древесины и фанеры, имеющие различные модули упругости, приводятся к древесине либо фанере в зависимости от определяемых напряжений.
45. Расчет изгибаемых двутавровых клеефанерных балок на прочность производят по формуле
![]()
Wпр - приведенный момент сопротивления сечения;
mи - коэффициент условий работы, принимаемый для двутавровых балок, стенки которых состоят из бакелизированной фанеры, а полки из клееной древесины mи = 1;
для двутавровых балок, полки которых склеены из древесины и бакелизированной фанеры: при проверке прочности фанеры, пояса - mи = 0,9, остальных элементов - mи = 1,0.
46. Проверку на скалывание двутавровых клеефанерных балок производят по формулам
в стенках по нейтральной оси балки

по клеевым швам между стенкой и полкой

где δ - толщина фанерной стенки;
Sфпр - приведенный к фанере статический момент отсеченной части балки;
q - расчетная поперечная сила;
в - высота пояса;
Sgпр - приведенный к древесине статический момент отсеченной части пояса;
Jфпр - момент инерции балки, приведенный к фанере;
Jgпр - момент инерции балки, приведенный к древесине.
47. Прогиб двутавровых клеефанерных балок определяют только от изгибающего момента, но с увеличением его на 20%.
48. Стенки клеефанерных балок необходимо проверять на местную устойчивость. При толщине стенки изгибаемой балки, равной или более 1/30 высоты стенки в свету (между поясами балки), такая проверка не требуется. В этом случае ребра жесткости устанавливают конструктивно.
В местах передачи сосредоточенных сил (опорные сечения, места опирания поперечных балок и пр.) установка ребер жесткости обязательна.
49. Толщину фанеры стенок балок из условия местной устойчивости следует принимать не менее 1/120 - полной высоты балки.
50. Расстояния между поперечными ребрами жесткости в изгибаемых элементах назначают из условия:
где m - коэффициент условий работы, принимаемый равным 0,85;
σ - краевое нормальное сжимающее напряжение от расчетной нагрузки проверяемой пластинки, определяемое по среднему значению изгибающего момента в пределах данного отсека, если его длина не превосходит высоты, или по среднему значению момента для наиболее напряженного участка с длиной, равной высоте отсека, если длина последнего превосходит его высоту;
τ - среднее касательное напряжение от расчет -ной нагрузки в проверяемой пластинке, определяемое по среднему значению поперечной силы в пределах отсека и равное при отсутствии продольных ребер жесткости 2/3 максимальных касательных напряжений, а при наличии их - полусумме касательных напряжений для верхней и нижней границ проверяемого отсека стенки;
σкр - нормальное критическое сжимающее напряжение:
![]()
где К1 - определяется по табл. 10;
τкр - касательное критическое напряжение:
где К2 - определяется по табл. 11;
вmin - меньшая из сторон пластинки;
а - длина пластинки, равная расстоянию между внутренними гранями поперечных ребер жесткости;
в - высота пластинки, равная расстоянию между внутренними гранями поясов;
δ - толщина пластинки, равная толщине фанеры стенки балки.
Таблица 10
Значения коэффициента К1
|
Сжатие волокон вдоль рубашки |
||||||
|
|
0,2 |
0,3 |
0,4 |
0,5 |
0,6 |
0,8 и более |
|
К1 |
919 |
451 |
239 |
226 |
198 |
185 |
|
Сжатие волокон поперек рубашки |
||||||
|
|
0,2 |
0,3 |
0,4 |
0,5 |
0,6 и более |
|
|
К1 |
719 |
348 |
241 |
199 |
185 |
|
Таблица 11
Значения коэффициента К2
|
Волокна рубашки направлены вдоль длинной стороны |
||||||
|
|
1,0 |
1,5 |
2,0 |
2,5 |
3,0 |
4 и более |
|
К2 |
68 |
51 |
47 |
45 |
44 |
39,4 |
|
Волокна рубашки направлены вдоль короткой стороны |
||||||
|
|
1,0 |
1,5 |
2,0 |
2,5 |
3,0 |
4 и более |
|
К2 |
68 |
54 |
52 |
51 |
50 |
46,4 |
51. Ребра жесткости в одностенчатых балках устанавливаются с двух сторон стенки, а в двухстенчатых между стенками. Моменты инерции сечений ребер жесткости могут быть приняты по формуле
J = 3 h δ3
где h - полная высота балки;
δ - толщина фанеры стенки.
52. Расчет сжатых и растянутых клееных и клеефанерных элементов производят по формулам, приведенным в СН 200-62.
53. В сжатых элементах клеефанерных конструкций, имеющих коробчатую или двутавровую форму при ширине стенки более 30 ее толщин, необходима проверка местной устойчивости стенки по формуле:
![]()
где δ - толщина стенки;
в - ширина стенки (расстояние между ребрами в свету);
К3 - коэффициент, принимаемый для бакелизированной фанеры по табл. 12.
Таблица 12
Значения коэффициента К3
|
Сжатие волокон вдоль рубашки |
|||||||
|
|
0,2 |
0,3 |
0,4 |
0,5 |
0,6 |
0,8 |
1,0 и более |
|
К3 |
322 |
147 |
87 |
59 |
46 |
32 |
28 |
|
Сжатие волокон поперек рубашки |
|||||||
|
|
0,2 |
0,3 |
0,4 |
0,5 |
0,6 |
0,8 |
1,0 и более |
|
К3 |
238 |
109 |
66 |
48 |
36 |
29 |
28 |
Конструирование пролетных строений с клееными и клеефанерными балками
54. Клееные и клеефанерные пролетные строения автодорожных мостов длиной от 9 до 24 м рекомендуется выполнять в виде разрезных или неразрезных балок со сплошными стенками.
55. Оптимальную форму поперечного сечения клееных главных балок определяют расчетом на прочность и жесткость (при предельном использовании всех видов сопротивлений). Клееные балки пролетных строений мостов на автомобильных дорогах могут иметь как прямоугольное, так и двутавровое сечение. Главные балки, стенки которых выполнены из бакелизированной фанеры, как правило, должны иметь двутавровое сечение (рис. 1).
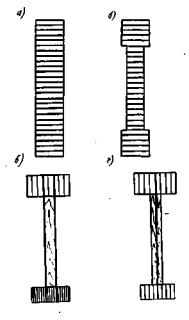
Рис. 1. Типы поперечного сечения клееных и клеефанерных главных балок:
а - клееная прямоугольная; б - клееная двутавровая; в - клеефанерная двустенчатая; г - клеефанерная одностенчатая
56. Конструирование элементов должно производиться с учетом технологии изготовления и основных требований, предъявляемых к склеиванию. Конструкции элементов и соединений должны обеспечивать четкую статическую схему их работы.
57. В конструкции должны быть предусмотрены меры предохранения древесины от непосредственного увлажнения атмосферными осадками и по возможности - от прямого попадания солнечных лучей. Все элементы и конструкции в целом должны быть открытыми, хорошо проветриваемыми и доступными для осмотра.
Конструкция опорных частей должна исключать возможность проникания влаги от опоры в элементы пролетного строения.
58. Клееные элементы изготовляют из строганых досок и брусков*. Длина склеиваемых досок не нормируется. При необходимости приклеивать к фанере широкие элементы (или доски) их составляют из отдельных досок, шириной не более 10 см, а между досками оставляют зазор 0,5-1 см (рис. 2). Ширина досок, склеиваемых под углом 90 , также не должна превышать 10 см, а склеиваемых под углом 45° - 15 см.
_____________
* В дальнейшем тексте термин "доски" употребляется в собирательном понятии, включая бруски.
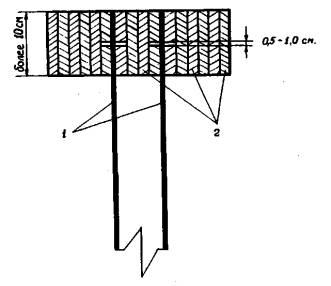
Рис. 2. Прием приклеивания широких поясов к фанерной стенке:
1 - фанера; 2 - доски
59. Стыкование досок по длине для всех элементов клееных конструкций осуществляют на зубчатый шип, а стыкование бакелизированной фанеры - "на ус" Уклон поверхностей зубьев в зубчатом шипе 1:10 (рис. 3), уклон скоса в соединении "на ус" - не более 1:12 (рис. 4).
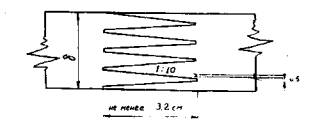
Рис. 3. Стыкование досок по длине на зубчатый шип
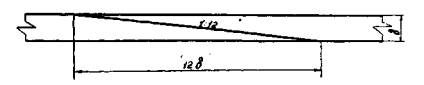
Рис. 4. Стыкование бакелизированной фанеры "на ус"
60. В растянутых элементах, склеенных из бакелизированной фанеры и древесины, в одном сечении допускается стыковать не более 20% всех листов бакелизированной фанеры. Расстояние между осями соседних стыков должно быть не менее 100 см.
61. Конструкция клееных элементов должна обеспечивать возможность антисептирования древесины пропиткой в горяче-холодных ваннах, а клеефанерных - обмазкой антисептическими пастами.
После антисептирования не допускается какая-либо обработка элементов конструкции, кроме сверления отверстий для установки скрепляющих деталей.
Просверленные отверстия перед установкой скрепляющих деталей обильно смазывают каменноугольным маслом (ГОСТ 2770-69).
62. Высоту главных балок прямоугольного и двутаврового сечений рекомендуется назначать в пределах 1/10 - 1/15 пролета.
63. Ширину прямоугольных балок и толщину стенок двутавровых балок назначают, как правило, по расчету на скалывание по нейтральной оси. Ширину прямоугольных балок из условий общей устойчивости рекомендуется принимать не менее 1/6 высоты балки; ширину сжатого пояса двутавровых балок - не менее 1/5 высоты балки, а толщину стенки - не менее 1/2 ширины меньшей полки.
64. В крайних зонах балок прямоугольного сечения (на 0,15 высоты от кромки балки, но не менее двух досок), в поясах балок двутаврового сечения и во всех растянутых элементах следует применять пиломатериал I категории, во всех остальных зонах и элементах разрешается применять пиломатериал II категории.
65. Для обеспечения поперечной жесткости пролетного строения с клееными и клеефанерными главными балками необходимо устанавливать на торцах и в пролете через 4 - 6 м поперечные связи, а в плоскости верхнего пояса - продольные связи. В случаях, когда проезжая часть надежно объединена с главными балками, продольные связи в плоскости верхнего пояса не обязательны.
66. При конструировании клеефанерных элементов бакелизированную фанеру целесообразно располагать в местах, испытывающих наибольшие скалывающие и растягивающие усилия (стенки балок, растянутые пояса и пр.).
67. Толщину фанерной стенки назначают из условия прочности на скалывание по нейтральной оси сечения, но она должна быть не меньше величины, указанной в п. 49.
Сечение ребер жесткости и расстояние между ними назначают расчетом из условия обеспечения местной устойчивости фанерной стенки - по пп. 50 и 51.
В местах стыкования листов бакелизированной фанеры установка ребер жесткости обязательна.
68. Ребра жесткости приклеивают к стенкам балки. Прикрепление ребер жесткости другими способами не допускается.
69. Волокна рубашек бакелизированной фанеры в стенке балки следует располагать в направлении продольной оси балки.
70. В качестве опорных частей для пролетных строений длиной до 24 м рекомендуется применять резиновые прокладки в соответствии с "Техническими указаниями" ВСН 86-63; допускается применять взамен опорных частей общий мауэрлатный брус из антисептированной древесины с прокладками (по плоскостям соприкасания с главными балками) из рубероида.
71. Проезжая часть может быть выполнена как в виде деревоплиты, склеенной или сбитой из досок, так и железобетонной. Железобетонная проезжая часть проектируется и изготовляется по специальным нормам.
72. Проезжую часть в виде деревоплиты не следует включать в совместную работу с главными балками. Железобетонную проезжую часть в совместную работу включать необходимо.
73. Крепление плиты проезжей части к главным балкам должно обеспечивать передачу балкам поперечных горизонтальных ударов, ветровой нагрузки, а также продольной нагрузки от торможения и сил тяги. Крепления должны препятствовать отставанию плиты проезжей части от главных балок при одностороннем загружении временной нагрузкой.
74. При конструировании проезжей части клееных и клеефанерных пролетных строений автодорожных мостов наряду с устройством надежной гидроизоляции необходимо предусматривать продольные или поперечные уклоны, обеспечивающие быстрый сток воды с проезжей части. При длине моста до 50 м и одностороннем уклоне не менее 1%, а также длине моста 100 м и двухстороннем уклоне водоотвод обеспечивается за счет продольного стока воды. В других случаях воду следует отводить с помощью водоотводных лотков за тротуар. Применять водоотводные трубки, расположенные в плите проезжей части, не следует.
75. В качестве покрытия на мостах применяют тройную поверхностную обработку по методу Союздорнии или асфальтобетон в соответствии с "Рекомендациями по устройству асфальтобетонных покрытий повышенной водонепроницаемости на мостах" (Союздорнии, 1967). Предпочтение следует отдавать тройной поверхностной обработке.
76. Проезжая часть клееных и клеефанерных пролетных строений должна защищать нижележащие конструкции от попадания атмосферных осадков и не препятствовать свободному проветриванию.
77. Для улучшения условий проветривания пролетного строения и особенно торцов главных балок рекомендуется длину главных балок принимать на 8-10 см короче, чем расстояние между осями опор, а высоту опорных частей - не менее 5 см. Между главными балками и плитой проезжей части должны быть устроены "продухи"'.
78. Проекты клееных и клеефанерных пролетных строений должны содержать указания о способах закрепления элементов при перевозке и монтаже, а также конструкции инвентарных приспособлений.
IV. ИЗГОТОВЛЕНИЕ КОНСТРУКЦИЙ
Общие указания
79. При изготовлении клееных конструкций в специализированных цехах выполняются следующие основные работы:
а) сушка пиломатериала;
б) предварительная строжка;
в) оторцовка, сортировка и вырезка недопустимых пороков древесины с последующим склеиванием полученных отрезков по длине в доски заготовки;
г) склеивание досок по ширине (если в этом имеется необходимость) в щитовые заготовки;
д) склеивание щитовых заготовок или досок - заготовок на зубчатый шип по длине в элементы;
е) окончательная строжка и накалывание элементов;
ж) нанесение клея на элементы;
з) склеивание конструкций из готовых элементов;
и) антисептирование склеенных конструкций.
80. При изготовлении клеефанерных конструкций в специализированных цехах выполняются следующие основные работы:
а) поперечный и продольный раскрой листов фанеры на заготовки;
б) склеивание заготовок по длине с соединением "на ус" в элементы;
в) зачистка поверхности фанерных элементов в местах приклеивания элементов из пиломатериала;
г) подготовка дощатых элементов по технологии, указанной в п. 79;
д) нанесение клея на склеиваемые поверхности;
е) сборка и запрессовка конструкции из фанерных и дощатых элементов;
ж) антисептирование конструкций.
81. При массовом производстве конструкций следует применять агрегатные автоматизированные установки, совмещающие технологические и транспортные операции.
При небольшом объеме производства (до 3000 м3 клееных и клеефанерных конструкций в год) допускается использовать отдельные деревообрабатывающие и другие станки и прессовое оборудование с обязательной механизацией межстаночных транспортных операций.
82. Деревообрабатывающие станки должны иметь систему пневмоудаления стружки, опилок и мелких кусковых отходов.
83. На всех стадиях изготовления клееных конструкций, начиная от выдерживания досок и фанеры перед обработкой и кончая выдерживанием склеенных конструкций после распрессовки, в помещениях должен соблюдаться температурно-влажностный режим, соответствующий равновесной влажности древесины. Влажность и температуру воздуха контролируют по психрометрам, установленным на высоте 0,7 м от уровня пола, в двух-трех характерных местах цеха. Температура воздуха должна быть не ниже 16°С и не выше 25°С. В интервале этих температур разность температур в психрометре должна составлять 2,5-3°. При необходимости влажность воздуха регулируют режимом работы вытяжной вентиляции или увлажнением пола цеха.
84. Увеличить производительность труда и сократить сроки полимеризации клея можно путем:
а) прогрева склеиваемых конструкций под чехлами или в сборных напольных камерах, где циркулирует воздух, нагретый до 50 - 60°;
б) прогрева стыков досок при изготовлении заготовок и элементов конструкций в поле токов высокой частоты (ТВЧ) или контактными электронагревательными плитами.
При интенсивном прогреве под чехлами или в напольных камерах горячий воздух, подаваемый под чехлы или в камеры, должен быть предварительно увлажнен до 81-84%, что соответствует равновесной влажности древесины 15%.
Подготовка пиломатериала и фанеры
85. Пиломатериал, предназначенный для склеивания и отвечающий требованиям п. 14, должен быть высушен до влажности 13±2% в паровых камерах периодического действия с интенсивным реверсивным движением воздуха, обеспечивающим равномерную влажность досок в штабеле при сушке.
86. Перед загрузкой в камеру пиломатериал равной толщины и одной породы выкладывают на трековых тележках штабелем правильной формы.
Доски укладывают горизонтальными рядами, разделенными инвентарными чистострогаными прокладками сечением 25×40 мм. Длина прокладок равна ширине штабеля. Доски в рядах укладывают вплотную друг к другу (без образования вертикальных шпаций). Крайние ряды прокладок располагают заподлицо с торцами досок, которые выравнивают как в рядах, так и по вертикали. Расстояние между прокладками 120-140 см.
87. Для контроля влажности досок в процессе сушки при укладке штабеля в него закладывают два контрольных образца, которые располагают в пятом ряду от низа штабеля на расстоянии двух - трех рядов от его краев (против соответствующих дверец в воротах камеры).
Для удобства извлечения образцов в инвентарных прокладках делают вырезы на 2-3 мм.
Контрольные образцы длиной по 1,3 м вырезают из двух наиболее влажных досок, отступив на 0,5 м от торца доски. Торцы образцов покрывают клеем КБ-3 вязкостью 120-150° В-36 или масляной краской, после чего образцы взвешивают и укладывают в штабель вплотную к торцам оставшихся частей досок.
Для определения первоначальной влажности контрольных образцов от тех же досок отрезают "секции влажности", участки размером 10-12 мм (по длине доски).
Влажность контрольных образцов по "секциям влажности" определяют весовым методом (приложение 3). Измерять влажность контрольных образцов и "секции влажности" электровлагомером запрещается.
88. Камеры должны иметь централизованный пульт с психрографами, термографами и аппаратами дистанционного управления и регулирования.
При отсутствии централизованного пульта для контроля и регулирования режима сушки в камерах устанавливают психрометры, нижняя часть которых должна хорошо обдуваться воздухом, циркулирующим в камере. Показания "сухого" и "влажного" термометров снимают через застекленный проем, не открывая камеры.
89. Сушку пиломатериала ведут путем создания определенного режима в камере: постепенного повышения температуры и уменьшения влажности воздуха в зависимости от фактической влажности пиломатериала в данный момент сушки. Влажность пиломатериала определяют периодическим взвешиванием (два-три раза в сутки) контрольных образцов в соответствии с приложением 3.
По табл. 13 в зависимости от средней влажности образцов устанавливают соответствующий режим работы камеры, характеризуемый температурой по "сухому" термометру и психрометрической, разностью температур Δtв, определяемой по показаниям "сухого" tc и "влажного" tв термометров:
Δtв = tc - tв.
Таблица 13
Режим работы камеры в зависимости от влажности древесины
|
Влажность древесины Wn % |
Температура по термометру. °С |
Психрометрическая разность Δtв |
|
|
"сухому" tc |
"влажному" tв |
||
|
Выше 40 |
82 |
74 |
8 |
|
40 |
85 |
75 |
10 |
|
30 |
90 |
75 |
15 |
|
20 |
95 |
75 |
20 |
|
15 |
100 |
75 |
25 |
90. Температура воздуха в камере, показываемая "сухим" термометром, регулируется вентилем, подающим пар в нагревательные устройства. Температура, показываемая "влажным" термометром, уменьшается при увеличении подачи в камеру острого пара через увлажнительные (пропарочные) трубы и увеличивается при сбросе в атмосферу через вытяжные устройства излишне увлажненного воздуха.
91. Режим работы сушильных камер с периодическим определением влажности древесины по образцам контролируется круглосуточно сменными лаборантами с регистрацией полученных данных в соответствующих журналах.
92. Сушку пиломатериала прекращают при достижения контрольными образцами средней влажности 10% (при этом средняя влажность досок в штабеле обычно бывает на 2-3% выше, т.е. составляет 12-13%), после чего штабель охлаждают в камере, до 30-40°при выключенном отоплении, открытых воротах и включенном вентиляторе.
93. Охлажденный штабель досок выкатывают из камеры на площадку цеха склейки, где он выдерживается до разборки при температуре цеха и в условиях равновесной влажности в течение 1-2 суток. После выдерживания из штабеля отбирают доски и проверяют их на отсутствие внутренних напряжений в соответствии с п. 4 приложения 3. При наличии внутренних напряжений штабель выдерживают в цехе еще 1-2 суток, после чего проводят повторную проверку.
Если и в этом случае будут обнаружены внутренние напряжения, штабель возвращают в сушильную камеру для термообработки: через пропарочные трубы подают острый пар и осуществляют пропаривание штабеля пиломатериалов в течение 6-8 час.
Наличие внутренних напряжений в досках свидетельствует о нарушении режима сушки.
94. Штабель досок разбирают непосредственно перед строжкой, оценивая возможность использования каждой доски для изготовления клееных конструкций в соответствии с пп. 13, 14.
95. Для регулировки работы камеры при ее освоении и в дальнейшем - не реже 1 раза в два месяца - проверяют однородность фактической влажности досок после сушки в различных местах штабеля и устанавливают соответствие средней влажности досок в штабеле влажности контрольных образцов (п. 87), для чего используют девять контрольных досок с примерно одинаковой влажностью. Эти доски отбирают до укладки их в штабель с помощью электровлагомера. Разница во влажности контрольных досок не должна превышать ±5% от средней величины. Отобранные доски нумеруют и укладывают в штабель: в верхний, средний и нижний ряды - по одной доске с каждого края (но не ближе чем через две доски от края) и по одной доске - в середину ряда.
Для возможности извлечения контрольных досок при укладке среднего и нижнего рядов используют прокладки с вырезами на глубину 2-3 мм.
Сразу после выкатки штабеля на площадку выдержки из него вынимают контрольные доски.
Из каждой доски вырезают три "секции влажности": одну из средней части и две с концов, отступая от торца на 0,5 м. Влажность вырезанных секций определяют весовым способом (приложение 3).
96. Если наибольшая влажность секции отличается от наименьшей более чем на 5%, необходимо изменить положение штор и экранов; соответственно усилив или уменьшив скорость движения воздуха через штабель в нужных местах. Неоднородность влажности досок в штабеле может быть также вызвана нарушением режима сушки. Для выравнивания влажности досок в крайнем случае может быть проведена термообработка штабеля в камере после сушки (по аналогии с п. 93).
При отставании сушки в нижних рядах штабеля инвентарные прокладки располагают "на ребро" увеличивая тем самым расстояние между рядами досок до 40 мм.
После изменения положения штор и экранов проверку по п. 95 повторяют.
97. При достижении требуемой однородности влажности досок в штабеле после сушки среднюю арифметическую величину влажности всех вырезанных секций сравнивают со средним показателем влажности контрольных образцов, которые закладывались в штабель (п. 87).
98. Если средняя влажность контрольных образцов отличается более чем на 2-3% от средней влажности вырезанных секций, то показатели влажности контрольных образцов, при которых прекращается сушка, соответственно корректируют. Например, при средней влажности контрольных образцов 10% средняя влажность секций составляет 14%; в этом случае сушку надо прекращать при влажности контрольных образцов 9%, чтобы влажность досок в штабеле в момент прекращения сушки была равна 13%.
99. Предварительную строжку производят на строгальных станках, обеспечивающих получение досок равной толщины и ширины с прямыми углами между пластями и кромками.
100. Строгальные станки должны быть оборудованы автоматическими приборами для определения влажности досок, работающими по принципу электровлагомера.
При влажности более 15% на доски автоматически ставится метка, подается световой или звуковой сигнал.
При отсутствии на станках автоматических приборов влажность досок после предварительной строжки определяет выборочно бракер с помощью электровлагомера.
101. Дальнейшая обработка досок, имеющих влажность более 15%, не допускается. При влажности в пределах 15-18% доски выдерживают в цехе дополнительно несколько суток, после чего повторно контролируют их влажность. В этом случае при влажности более 15% доски должны быть досушены в камере.
102. После предварительной строжки на поверхности досок допускают отдельные непростроганные участки глубиной не более 1 мм, площадь которых не должна превышать 30% поверхности соответствующей пласти или кромки. При строжке кромок досок, предназначенных для склеивания по ширине, непростроганные участки не допускаются.
103. Все остроганные доски, независимо от их последующего назначения, подают на стол, оборудованный необходимыми шаблонами и поперечной пилой, где опытный бракер тщательно сортирует их в соответствии с требованиями, наложенными в табл. 1 и 2.
При оторцовке досок и вырезке годных участков - отрезков (по п. 13) - место поперечного пропила должно быть выбрано таким образом, чтобы ближайший допускаемый нормами порок древесины (сучки и т.п.) был не ближе 10 см от торца.
104. В процессе сортировки на досках или на вырезанных из них участках бракер краской ставит метку, показывающую категорию досок и ориентацию годовых слоев. Метку ставят постоянно на поверхности пласти, к которой годовые слои обращены выпуклостью.
105. Бакелизированная фанера перед склеиванием должна быть выдержана в цехе не менее суток. Выдержанные листы фанеры размечают с помощью инвентарных шаблонов и обрезают по длине и ширине в соответствии с размерами требуемых заготовок.
Приготовление клея
106. Клей приготовляют в отдельном помещении, обеспеченном необходимым оборудованием и инвентарем. Небольшое количество клея для лабораторных целей приготовляют в ручной (лабораторной) клеемешалке.
Внутренняя поверхность барабана клеемешалки и другие поверхности, соприкасающиеся со смолой и клеем, должны быть изготовлены из нержавеющей стали, дюралюминия или покрыты эмалью.
Вращение месильных лопаток может быть одностороннее или более сложное (например, планетарное); для предотвращения вспенивания клея число оборотов месильных лопаток должно быть не более 60 в минуту.
107. Температура компонентов, поступающих для изготовления клея, должна быть не ниже 16°С и не выше 20°С. Дозировку составляющих производят по весу. Допускается дозировка по объему.
108. Соотношение смолы и керосинового контакта в клее зависит от температуры в цехе склеивания и значения кислотного числа а контакта Петрова. Количество весовых частей контакта при а = 80, вводимое на 100 весовых частей смолы в зависимости от температуры, принимается:
|
Температура в цехе, °С |
Количество весовых частей контакта на 100 весовых частей смолы |
|
16-17 . . . . . . . . . . . . . . |
. . . . . . . . . . . 25 |
|
18-20 . . . . . . . . . . . . . |
. . . . . . . . . . . 20 |
|
21-25 . . . . . . . . . . . . . . |
. . . . . . . . . . . 15 |
|
(и при дополнительном прогреве) |
|
Если величина а меньше или больше 80 (в пределах 75-86), то количество контакта изменяют пропорционально отношению 80/а, где а1 - фактическое значение кислотного числа.
Если кислотное число контакта превышает 85, то контакт перед употреблением должен быть разбавлен водой до значения а = 80 (п. 4 приложения 2).
109. Количество клея и время для его приготовления назначают исходя из потребности цеха склейки и жизнеспособности клея, чтобы во время нанесения его вязкость строго соответствовала нормам, установленным для различных видов склеивания с учетом температуры воздуха в цехе (п. 111).
В клеемешалку загружают отвешенное количество смолы, включают смеситель, после чего вливают керосиновый контакт. Через 10-15 мин. готовый клей разливают в бочки, в которых выдерживают его до набора требуемой вязкости.
Каждой партии клея, приготовленного в течение одной смены из одних и тех же компонентов и одного состава, присваивают порядковый номер. Из партии берут пробу клея, определяют его клеящую способность и результаты записывают в журнал (п. 3 приложения 2).
Если в течение смены состав клея или используемые компоненты изменяются, то каждой новой партии клея присваивают порядковый номер и испытывают ее клеящую способность.
110. Температура клея как в процессе приготовления, так и при выдерживании его до набора требуемой вязкости не должна превышать 20°С. При температуре воздуха в помещении и цехе выше 20 °С клеемешалка должна быть оборудована водяной охлаждающей рубашкой, а бачки с клеем и клеевые вальцы - охлаждаться проточной водой.
111. Оптимальную вязкость клея устанавливают практически с учетом конкретных условий склеивания: при температуре в цехе 16-20° применяют густой клей, а при более высокой - жидкий.
Свежеприготовленный клей обычно имеет вязкость 15-30° В-36. Примерно через 20 мин после приготовления вязкость клея увеличивается до 40° В-36, а через 30-40 мин - до 60° В-36, что уточняется при проверке клея (п. 2 приложения 2).
Для склеивания балок пролетных строений начальная вязкость клея (т.е. вязкость в начале склеивания) должна быть 60-70° В-36 при температуре воздуха в цехе 20-25°С и 70-80° В-36 - при температуре 16-20°С Для склеивания досок по ширине и длине и различных мелких элементов начальная вязкость клея должна быть 80-90° В-36, для склеивания по длине заготовок бакелизированной фанеры - 100-110° В-36.
Конечная вязкость клея во всех случаях не должна превышать 120° В-36.
Склеивание досок по ширине и длине
112. Склеивают доски по ширине и длине в тех случаях, когда нельзя получить заготовки требуемых размеров из имеющихся пиломатериалов.
Для склеивания по ширине подбирают доски одной длины и одной категории в соответствии с метками бракера (п. 104).
Короткие отрезки досок, полученные после сортировки пиломатериала (п. 103), предварительно склеивают по длине в доски-заготовки с последующей прострожкой кромок.
При склеивании по ширине ориентация годовых слоев стыкуемых досок должна быть противоположной: одна доска меткой вверх, другая - вниз. Клей на кромки досок наносят из расчета 450-500 г/м2 площади кромки.
113. При применении автоматизированных агрегатных станков доски склеивают по ширине в щиты с последующим раскроем их на щитовые заготовки; при склеивании в отдельном прессе ширина склеиваемых щитов должна соответствовать ширине заготовок.
В обоих случаях склеивание должно быть обеспечено запрессовкой давлением 5-7 кг/см2 площади кромки щита, а среднее по пласти, исключающее выпучивание щита, - не менее 0,25 кг/см2 площади щита. Давление по пласти прикладывается постепенно для того, чтобы не препятствовать основной запрессовке по кромке.
114. На автоматизированном агрегатном станке могут быть совмещены такие последовательно выполняемые операции:
а) нанесение клея на кромки досок;
б) формирование щита;
в) подача сформированного щита в пресс;
г) запрессовка щита;
д) прогрев токами высокой частоты;
е) раскрой склеенного щита на щитовые заготовки и подача их на транспортер.
115. В отдельном прессе одновременно склеивают несколько горизонтальных рядов досок, собранных в виде щитов. При этом для обеспечения надежной запрессовки и высококачественного склеивания сумма ширины досок в каждом ряду должна быть одинаковой.
116. При склеивании щитовых заготовок в отдельном прессе клей наносят на одну кромку доски с помощью вальцов, оборудованных механическим приводом. Время от нанесения клея на кромку первой доски до окончания запрессовки всей партии должно быть не более 25 мин.
117. Склеенные щитовые заготовки выдерживают в прессе не менее 8 час. при температуре воздуха в цехе 16-20°С, не менее 6 час. - при температуре 20-25°С, а до последующей обработки - не менее суток.
118. На автоматизированном агрегатном станке заготовки (щитовые заготовки, доски или отрезки досок) склеивают по длине в непрерывную ленту с последующей разрезкой на элементы или доски - заготовки нужной длины.
При склеивании в отдельном прессе для продольного обжатия общая длина склеиваемых заготовок должна соответствовать требуемой длине элемента.
119. Для склеивания по длине подбирают заготовки из щитов, досок или отрезков досок одной категории и одного сечения. При подборе соблюдают однообразную ориентацию годовых слоев: метками вверх (п. 104).
120. На торцах заготовок зарезают зубчатые шипы по второму классу точности ГОСТ 6449-53 "Допуски и посадки в деревообработке" в соответствии с размерами стыка на зубчатый шип, приведенными на рис. 3.
зарезанных зубчатых шипах не должно быть сколов, отщепов и заусенцев. Резцы для фрез изготовляют из инструментальной стали марки Р-9 или Р-18. Заточку резцов фрез регулярно, не реже одного раза в смену, проверяют по качеству и плотности взаимного прилегания зубчатых шипов в стыке.
Зарезку зубчатых шипов рекомендуется производить с предварительной (черновой) выборкой части древесины (пазов) для улучшения условий работы фрезы.
121. Перед склеиванием поверхности зубчатых шипов продувают сжатым воздухом.
Клей наносят на обе склеиваемые поверхности зубчатых шипов; расход клея на каждый сантиметр ширины склеиваемых заготовок составляет 2-2,3 г.
122. При склеивании стыков на зубчатый шип собранные заготовки обжимают давлением 10-15 кг/см2 площади торца. Склейку по длине ведут с обязательным соблюдением общей прямолинейности собранных заготовок.
123. На автоматизированном агрегатном станке для склеивания по длине могут быть совмещены такие последовательно выполняемые операции:
а) чистая опиловка торцов и зарезка зубчатых шипов на двух концах щитовых заготовок, досок или отрезков досок;
б) нанесение клея на шипы;
в) сборка шиповых соединений и обжим их в продольном направлении;
г) прогрев токами высокой частоты;
д) разрезка непрерывной ленты склеенных заготовок на элементы или доски - заготовки требуемой длины и подача их на транспортер.
124. При использовании отдельного пресса для продольного обжатия, чистую опиловку торцов щитовых заготовок производят на круглопильных станках для поперечной распиловки; зарезку зубчатых шипов выполняют на установке из двух фрезерных или шипорезных станков с оснасткой для передвижения заготовок.
125. Для нанесения клея на зубчатые шипы используют специальные клеенаносители. Эту операцию можно выполнять небольшим отрезком доски с зарезанными зубчатыми шипами, периодически прочищая его, а через каждые 3-4 часа работы заменяя новым. Наносить клей на зубчатые шипы опусканием концов досок в бачок с клеем не следует.
Необходимо предохранять прилегающие к шипу поверхности доски от загрязнения клеем, так как это может впоследствии вызвать взаимное склеивание досок и ускорить затупление ножей строгальных станков.
126. При склеивании по длине в отдельном прессе заготовки соединяют в зубчатый шип; укладывают вплотную к торцовому упору, затем на верхний ряд устанавливают прижимы, препятствующие выпучиванию заготовок и смещению их в горизонтальной плоскости, и обжимают в продольном направлении гидравлическим или механическим устройством в течение 0,5-1,0 мин. Обжатие должно быть произведено не позднее, чем через 5-10 мин после нанесения клея на первый шип.
127. Для контроля качества стыков, склеенных в зубчатый шип, периодически, не реже одного раза за пять рабочих смен, из склеенных элементов вырезают три отрезка, включающих стыки. Изготовленные из них образцы испытывают на статический изгиб. Форма образцов, их размеры и методика испытания указаны в п. 5 приложения 2. Предел прочности каждого из испытанных образцов должен быть не менее 500 кг/см2.
128. Отклонения в размерах и качество склеивания элементов, предназначенных для изготовления конструкций, должны отвечать требованиям, указанным в табл. 14.
Таблица 14
Требования к качеству элементов. подготовленных для склеивания конструкций
|
Показатель |
Величина или отклонение, см |
|
Наибольшая толщина элементов, предназначенных для |
|
|
главных балок |
3,3 |
|
остальных конструкций |
4,3 |
|
Отклонение ширины склеенного по длине элемента от проектного размера |
-0÷ +0,5 |
|
Отклонение любой точки кромки склеенного по длине элемента от прямой, соединяющей концы этой кромки |
±0,5 |
|
Наименьшая длина зубчатых шипов |
3,2 |
|
Непроклеенные участки в зубчатых стыках и усовых соединениях |
Не допускаются |
|
Расколы в пазах зубчатых шипов |
Не допускаются |
Склеивание элементов из бакелизированной фанеры
129. Листы бакелизированной фанеры раскраивают по длине и ширине в соответствии с требуемыми размерами заготовок; в местах склеивания по длине поверхности заготовок обрабатывают "на ус" с уклоном 1:12 (рис. 4).
130. Перед склеиванием на обе обработанные "на ус" поверхности наносят клей из расчета 450-500 г/м2 поверхности стыка. При склеивании соединения поверхности стыка запрессовывают давлением 10-15 кг/см2 и прогревают.
131. Склеивать бакелизированную фанеру по ширине и толщине листов не разрешается.
132. В местах последующего приклеивания элементов из пиломатериалов с бакелизированной фанеры удаляют глянцевитый поверхностный слой.
133. На автоматизированном агрегатном станке из заготовок бакелизированной фанеры склеивают непрерывную ленту и раскраивают ее на элементы требуемой длины.
При склеивании в отдельном прессе общая длина заготовок должна соответствовать длине элемента.
134. На автоматизированном агрегатном станке могут быть совмещены такие последовательно выполняемые операции:
а) поперечный и продольный раскрой фанеры на заготовки;
б) зарезка "уса" в местах склеивания по длине;
в) нанесение клея на поверхность усовых соединений;
г) сборка заготовок и запрессовка в местах склеивания стыков;
д) прогрев токами высокой частоты;
е) разрезка непрерывной ленты склеенных заготовок на элементы нужной длины;
ж) удаление в местах приклеивания элементов из пиломатериалов глянцевитого поверхностного слоя.
135. При склеивании в отдельном прессе раскрой фанеры на заготовки производят на круглопильных станках; "усы" на заготовках обрабатывают электрофуганком или фрезами; клей наносят кистью или роликом с бачком. Усовые соединения первых двух заготовок совмещают в прессе с обжатием и прогревом стыка электронагревательными плитами. После окончания полимеризации клея в стыке склеенные заготовки продвигают и последовательно склеивают остальные стыки элемента; температура нагрева стыка при склеивании должна быть 70-80°С; при такой температуре стык выдерживают под давлением в течение 30-40 мин.
Склеивание конструкций
136. Элементы укладывают в стопы у строгальных станков с учетом расположения этих элементов в склеиваемой конструкции и ориентации годовых слоев.
137. Не ранее чем за 2 часа до склеивания все элементы для изготовления клееных конструкций, а также деревянные элементы для клеефанерных конструкций должны быть чисто простроганы. Чистота строганых поверхностей должна удовлетворять требованиям табл. 2.
Для увеличения глубины проникания антисептика одновременно с чистой строжкой элементов накалывают кромки и пласти, которые в конструкциях, подлежащих пропитке, образуют наружные поверхности. Станок для накола (или приставка к строгальному станку) имеет валы или набор дисков с клиновидными зубьями толщиной 2,5-3 мм, шириной у основания 10 мм и длиной 15 мм. Зубья должны образовать наколы глубиной 8-10 мм, расположенные согласно рис. 5.
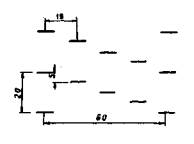
Рис. 5. Схема расположения наколов плоскостей, подлежащих пропитке
При чистой строжке повторно контролируют влажность элементов автоматическим прибором или выборочно - электровлагомером.
138. После чистой строжки на обе поверхности склеиваемых элементов наносят клей в количестве 350-450 г на 1 м2 клеевого шва (175-225 г/м2 площади пласт и склеиваемого элемента) с таким расчетом, чтобы получить нёпрерывный клеевой шов толщиной 0,1-0,3 мм после запрессовки с небольшим выжимом клея.
139. Время сборки пакета от начала нанесения клея на первый элемент до конца запрессовки не должно превышать 25-30 мин. Давление запрессовки для клееных конструкций 3-5 кг/см2 площади клеевого шва, в клеефанерных - 5-7 кг/см2.
Прессы должны обеспечивать неизменность заданного давления в течение всего периода запрессовки. Перед основной запрессовкой выравнивают кромки элементов в пакете, используя боковые прижимы или другие способы.
140. При изготовлении клееных конструкций на автоматизированной агрегатной установке с гидравлическими или пневматическими прессами могут быть совмещены такие последовательно выполняемые операции:
а) нанесение клея на пласти элементов;
б) сборка из элементов пакета;
в) выравнивание кромок элементов в вертикальной плоскости;
г) запрессовка пакета;
л) обогрев склеиваемых конструкций.
При изготовлении клееных конструкций в отдельных прессах клей на пласти элементов наносят механизированными клеевыми вальцами. Сборку пакета в прессе выполняют вручную.
141. При изготовлении клеефанерных конструкций на агрегатной установке могут быть совмещены такие последовательно выполняемые операции:
а) нанесение клея на зачищенные поверхности элементов стенки конструкции из бакелизированной фанеры в местах соединения их с элементами из пиломатериала;
б) нанесение клея на элементы из пиломатериала и элементы из бакелизированной фанеры, предназначенные для склеивания поясов конструкции;
в) сборка конструкции из элементов;
г) запрессовка конструкции;
д) обогрев склеиваемых конструкций.
При изготовлении клеефанерных конструкций в отдельных прессах клей на участки элементов стенки, соединяемые с элементами из пиломатериала, наносят роликом с бачком или кистью; на элементы из пиломатериала и бакелизированной фанеры, предназначенные для поясов, клей наносят с помощью механизированных клеевых вальцов. Сборку конструкции выполняют вручную.
142. При склеивании без обогрева клееный или клеефанерный запрессованный пакет элементов должен быть выдержан в прессе при постоянном давлении в течение определенного срока в зависимости от температуры в цехе:
|
Температура в цехе, °С . . . . . . . |
16-20 |
21-25 |
|
Время выдерживания конструкции в прессе, час . . . . . |
8 |
6 |
143. Опиловку торцов в соответствии с проектной длиной, сверление отверстий под болты и другие виды обработки следует производить не ранее чем через сутки после распрессовки конструкций.
Из отрезков, получаемых при опиловке торцов конструкции, изготовляют стандартные образцы для испытания прочности клеевых швов на скалывание (п. 3 приложения 2).
144. Плиты проезжей части, элементы тротуарных блоков, диафрагм, связей и т.д. изготовляют аналогичными технологическими приемами.
145. Проектом может быть предусмотрена для некоторых элементов запрессовка гвоздевым прижимом. В этом случае каждую доску после обмазки клеем прибивают гвоздями к нижележащей доске. Таким образом, процесс склейки и запрессовки конструкции сводится к последовательной сборке ее на гвоздях из элементов, предварительно смазанных клеем.
Длина гвоздей, их диаметр, количество и размещение должны быть указаны в проекте.
146. По окончании склеивания все оборудование: клеемешалки, клеевые вальцы и другие клеенаносители, ведра, бачки и прочий производственный и лабораторный инвентарь, запачканный клеем, - должно быть очищено и вымыто 5-10%-ным раствором едкого натра технического (соды каустической) (ГОСТ 2263-59), а затем водой. Посуду и мелкий инвентарь можно очистить от клея прогревом в термостате при 60-100°С до отслоения затвердевшего клея.
Антисептирование конструкций
147. Антисептирование клееных конструкций производят пропиткой каменноугольным маслом по методу горяче-холодных ванн (ГОСТ 10803-64).
Могут быть применены и другие способы антисептирования, обеспечивающие долговечность клееных конструкций в условиях эксплуатации.
Конструкции антисептируют не ранее чем через трое суток после их распрессовки. В течение этого срока конструкции должны быть выдержаны: в летнее время под навесом, а в зимнее - в помещении при температуре не ниже 16°С.
148. Пропитку конструкций каменноугольным маслом осуществляют в установке, для антисептирования, состоящей из хранилища антисептика, двух баков (для горячего и "холодного"), ванны, насосов и крана для загрузки и выгрузки элементов. Установку для антисептирования размещают на открытом воздухе.
Ванну обогревают паровыми регистрами, уложенными по дну. Она должна быть оборудована: подставками, препятствующими соприкасанию конструкций с нагретыми регистрами, устройством, исключающим всплывание погруженных в антисептик конструкций, термометрами и уровнемером, а также съемными крышками.
Баки для "холодного" и горячего антисептика располагают под землей.
Ванна и баки должны периодически очищаться от грязи и осадков.
149. На конструкции, предназначенные для антисептирования, прибивают металлические жетоны с номерами. По окончании антисептирования по этим жетонам конструкции маркируют.
При отрицательной температуре наружного воздуха элементы загружают в ванну сразу же после вывозки из цеха, не допуская их охлаждения.
150. Элементы в ванне закрепляют от всплывания, ванну закрывают и снизу подают в нее антисептик до тех пор, пока уровень его не поднимется на 15-20 см выше поверхности элементов.
Антисептик в течение 3 час нагревают до 95-98°С и поддерживают ату температуру 4 часа; после чего снизу в ванну подают "холодный" антисептик, температура которого должна быть 40-50°С. "Холодный" антисептик, наполняя ванну, вытесняет горячий антисептик через сливные отверстия и лоток в бак.
В "холодном" антисептике элементы выдерживают 3 часа. После этого весь антисептик насосом откачивают из ванны в бак для холодного антисептика; для стекания антисептика элементы оставляют в закрытой ванне на 20-30 мин, а в холодное время на 1-1,5 час для постепенного охлаждения.
151. Качество пропитки определяется количеством поглощенного антисептика, глубиной проникания и равномерностью распределения его в древесине.
Поглощение (расход) антисептика на 1 м3 древесины должно быть в пределах 75-80 кг; его определяют путем измерения объема антисептика, израсходованного на 5-10 циклов работы ванны, по разности объемов антисептика до и после пропитки. Объемный вес каменноугольного масла принимают равным 1,0 т/м3.
Пропитка считается удовлетворительной, если антисептик проник равномерно в древесину на 2 мм глубже накола. Глубину проникания антисептика и равномерность его распределения определяют по четырем образцам-столбикам древесины, вырезанным из сжатой зоны конструкции пустотелым буром на расстоянии не менее 1 м от торцов. Отверстия после взятия проб заделывают предварительно смазанными клеем деревянными пробками из пропитанной древесины.
Конструкции, в которых поглощение, равномерность и глубина проникания антисептика менее указанных выше норм, поступают на повторную пропитку.
152. В клеефанерных конструкциях на открытые простроганные поверхности элементов, склеенных из пиломатериалов, наносят антисептическую пасту. Перед употреблением пасту разбавляют водой и перемешивают в специальной установке до получения однородной массы. Температура воды должна быть в летнее время 18°С, в зимнее время 40°С. На 100 кг пасты-концентрата добавляют 20 л воды.
153. Пасты наносят на элементы механизированным шпателем или краскопультом. Норма расхода пасты 750±50 г/м2 площади антисептирования. Свеженанесенный слой антисептической пасты немедленно покрывают мешковиной или миткалем, обеспечивая плотное прилегание к покрытию (например, приглаживание вальцом). Конструкции, покрытые пастой, выдерживают в помещении не менее двух суток.
154. Поверхности, покрытые антисептической пастой, должны предохраняться от повреждений при перевозке и монтаже конструкций.
155. Для предохранения от растрескивания, вызываемого солнечным нагревом и колебаниями влажности древесины, торцы клееных и клеефанериых балок немедленно после антисептирования должны быть обшиты сухими строгаными антисептированными досками толщиной 2 см.
156. Антисептированные элементы хранят на складе готовой продукции, расположенном на расстоянии не менее 10 м от пропиточной ванны и емкостей с антисептиками, при этом они должны быть предохранены от атмосферных осадков и нагрева солнцем.
На складе балки устанавливают в вертикальное положение и предохраняют от падения, а более мелкие элементы конструкций укладывают в штабеля; все элементы должны быть уложены на лежни толщиной не менее 20 см и разделены прокладками.
Приемка готовых конструкций
157. Готовые клееные и клеефанерные конструкции принимаются ОТК; на них в установленном месте закреплены пластинки, на которых несмываемой краской указаны: завод-изготовитель, марка элемента конструкции, заводской номер балки или партии (для мелких элементов), время изготовления, штамп ОТК.
158. Готовые конструкции должны соответствовать проекту и техническим условиям. Отклонения в размерах и качество склеивания должны отвечать требованиям, указанным в табл. 15.
Таблица 15
Требования к качеству готовых конструкций
|
Показатель |
Величина отклонения |
|
Отклонение размеров балок от проектных, см |
|
|
по длине |
±2,0 |
|
высоте |
+2,0 ÷ -0 |
|
ширине |
+0,5 ÷ -0 |
|
Отклонение размеров тротуарных блоков, см |
|
|
по длине |
±1,0 |
|
высоте |
±1,0 |
|
ширине |
±1,0 |
|
Сдвижка (смешение) по ширине смежных элементов (досок) относительно друг друга, см |
±0,5 |
|
Отклонение кромки любого слоя (досок) от отвесной линии, касающейся кромки наиболее выступающего слоя, см, не более |
1,0 |
|
Толщина клеевого шва (определяется при помощи бинокулярной лупы), мм |
|
|
не более |
0,3* |
|
не менее |
0,1 |
|
Непроклеенные участки** клеевых швов (непроклейки) не более, мм |
|
|
длиной |
75 |
|
глубиной (измеряется щупом) |
1/4 ширины шва |
|
Глубина проникания маслянистого антисептика не менее, мм |
8 |
*Допускается толщина клеевого шва до 0,8 мм на отдельных участках, длиной до 300 мм каждый при расстоянии между участками не менее 1 м и количестве таких участков не более двух по длине клеевого шва элемента.
**Количество непроклеенных участков должно быть не более одного на 6 м длины клеевого шва элемента.
159. Не менее 1% изготовленных клееных и клеефанерных главных балок должно быть испытано до разрушения на специальном стенде. Методика испытаний приведена в приложении 4.
В период налаживания производства испытанию расчетной нагрузкой подвергают каждую балку пролетного строения.
160. На каждую балку и на каждую партию всех других элементов (изготовленных в одну смену) ОТК составляет паспорт, в котором указываются:
а) наименование и адрес завода-изготовителя;
б) номер паспорта и дата его составления;
в) наименование конструкции, заводской номер балки или партии других изделий, количество изделий в партии;
г) дата изготовления изделия и фамилия бригадира;
д) шифр документа (инструкция, нормаль и т.д.), техническим требованиям которого удовлетворяет данное изделие;
е) порода древесины и ее влажность;
ж) марка бакелизированной фанеры и завод - изготовитель;
з) номера партий примененного клея;
и) прочность клеевых швов в изделии по результатам испытания образцов;
к) результаты испытания до разрушении контрольного изделия.
Паспорт должен быть подписан главным инженером, ОТК и заведующим лабораторией завода.
Контроль за изготовлением и готовой продукцией
161. При изготовления клееных и клеефанерных конструкций должен быть обеспечен строгий пооперационный контроль на всех стадиях технологического цикла.
Лаборатория завода, осуществляющая контроль, в своей деятельности руководствуется типовым положением*, введенным Госстроем с 1 января 1968 г. Лаборатория и ОТК подчиняются главному инженеру завода.
_____________
* "Типовое положение о лабораториях строительно-монтажных организаций и их производственных предприятий". Госстрой СССР, 1967
162. Лаборатория постоянно контролирует:
а) соответствие качества применяемых пиломатериалов и бакелизированной фанеры требованиям ГОСТов;
б) соблюдение правил и режимов сушки, качества и влажности высушенных досок;
в) соответствие качества (по паспортам) поступивших партий смолы, керосинового контакта и антисептиков требованиям настоящего документа и выполнение правил их хранения;
г) качество смолы и керосинового контакта в процессе хранения с определением кислотного числа контакта, клеящей способности и жизнеспособности клея;
д) температуру смолы и контакта перед приготовлением клея, дозировку компонентов, приготовление, температуру и вязкость клея в процессе использования и клеящую способность каждой партии клея;
е) температурно-влажностный режим в цехе;
ж) сортировку пиломатериалов по качеству на доски I и II категории; последующее использование рассортированных досок в соответствии с их качеством;
з) качество обработки пиломатериалов и склеиваемых из них элементов (по ширине и длине), длительность сборки заготовок, элементов и конструкций, величину и постоянство давления запрессовки;
и) время выдержки конструкций до антисептирования;
к) режим и качество антисептирования; расход антисептика, глубину и равномерность пропитки;
л) качество клеевых швов в конструкциях (испытанием на скалывание стандартных образцов, изготовленных из отрезков, полученных при оторцовке изделий, испытанием на статический изгиб образцов зубчатых соединений, вырезанных из склееных элементов).
Лаборатория участвует в испытании готовых конструкций, проводимых в соответствии с п. 169.
163. В процессе контроля лаборатория ведет записи в соответствующих журналах. При изготовлении клееных и клее фанерных конструкций технологические параметры производственного процесса регистрируют в журнале, примерная форма которого приведена в приложении 5.
164. Лаборатория имеет право приостанавливать работу в случае применения недоброкачественных материалов или нарушения установленной технологии производства работ.
Распоряжение о приостановке работ дается в письменной форме начальнику цеха и является обязательным к исполнению. О приостановке работ лаборатория немедленно сообщает главному инженеру завода.
165. Лаборатория должна иметь следующее основное оборудование и приборы для контроля:
а) сушки и влажности досок - технические весы с разновесами, сушильный шкаф с авторегулятором температуры, термометры дальнодействующие или обычные психрометры, психрографы и электровлагомер;
б) качества клея и его компонентов, прочности клееных швов - лабораторную клеемешалку, колбу Эрленмейера и другие устройства для определения кислотного числа керосинового контакта, вискозиметр, пресс для склеивания стандартных образцов и брусков, приспособление для испытания образцов на скалывание, приспособление для испытания на статический изгиб образцов зубчатых стыков, гидравлический пресс для испытания образцов (усилие 4-5 т), бинокулярную лупу (для измерения толщины клеевого шва);
в) температурно-влажностного режима в цехе - психрометры настенные или психрографы;
г) чистоты строжки поверхностей - индикатор - волномер типа ВИ-2;
д) глубины проникания антисептика - пустотелый бур.
166. Отдел технического контроля:
а) осуществляет периодический надзор за соблюдением технологического режима изготовления клееных и клеефанерных конструкций;
б) проверяет соответствие готового изделия требованиям технических условий и настоящего документа, в частности, толщину элементов в конструкции, толщину клеевого шва, наличие и величину непроклеек, размеры зубчатых шипов, отклонение кромок отдельных элементов от вертикальной плоскости и габаритные размеры конструкций;
в) проводит испытание конструкций;
г) составляет и оформляет паспорта на готовые изделия.
В случае несоответствия выпускаемой продукции Техническим условиям или при обнаружении нарушения технологического процесса ОТК имеет право приостановить работу, выдав письменное распоряжение и сообщив об этом главному инженеру завода.
V. ПЕРЕВОЗКА, ХРАНЕНИЕ И МОНТАЖ КЛЕЕНЫХ И КЛЕЕФАНЕРНЫХ КОНСТРУКЦИЙ
167. Клееные и клеефанерные элементы от мест их изготовления к месту строительства перевозят, как правило, автомобилями общего пользования и по железной дороге, с соблюдением при этом обычных требований к перевозкам. Положение, способы опирания и закрепления элементов не должны вызывать в них перенапряжений и повреждений.
168. Погруженные на транспортные средства элементы сборных конструкций должны быть надежно закреплены. Для крепления элементов рекомендуется использовать инвентарную оснастку. При перевозке клееных элементов железнодорожным транспортом их необходимо защищать от дождя.
Способы закрепления при перевозке и монтаже, инвентарные приспособления для захвата и транспортировки выполняются в соответствии с проектом.
169. Строповка и подъем элементов должны производиться, как правило, с помощью приспособлений, исключающих повреждение поднимаемых элементов. Захват главных балок рекомендуется производить в двух точках в третях длины с помощью траверс. В случае если перевозка главных балок осуществляется пространственными блоками, то блоки можно захватывать за поперечные диафрагмы, предварительно проверив их прочность расчетом.
170. Доставляемые на строительную площадку элементы сборных конструкций должны размещаться таким образом, чтобы их дальнейшее перемещение и сборка были максимально упрощены.
171. Главные балки длиной до 18 м при перевозке можно располагать плашмя или вертикально. Балки большей длины следует располагать только вертикально.
172. Готовые клееные и клеефанерные элементы при хранении должны быть защищены от увлажнения и нагрева прямыми солнечными лучами.
173. При хранении элементов на складе должны соблюдаться следующие условия:
а) клееные и клеефанерные балки хранят, как правило, в вертикальном положении, соответствующем рабочему положению в конструкции; прочие элементы могут укладываться в штабеля. Хранящиеся элементы должны быть оперты на деревянные прокладки толщиной 0,2 м, заводская маркировка элементов должна быть обращена в сторону проходов;
б) положение элементов при хранении не должно вызывать в них перенапряжений и повреждений;
в) при укладке элементов в несколько ярусов деревянные прокладки должны располагаться одна над другой;
г) между смежными штабелями следует оставлять зазоры не менее 0,5 м, ширина проходов между штабелями должна быть не менее 0,75 м. Расположение штабелей не должно мешать выполнению складских операций и вывозке элементов.
174. Монтаж клееныx и клеефанерных пролетных строений может производиться в любое время года. Покрытие проезжей части следует устраивать в сухую погоду при температуре воздуха не ниже 5°С.
175. Качество поступающих на строительство сборных клееных элементов должно соответствовать настоящему документу. Каждое изделие должно иметь отметку ОТК завода-изготовителя.
176. Монтаж клееных пролетных строений можно вести пространственными или плоскими блоками. Монтажный блок следует выбирать исходя из наличия грузоподъемных средств и транспортных возможностей.
177. Установка клееных и клеефанерных главных балок в проектное положение может быть осуществлена различными способами (продольной и поперечной надвижками, установкой кранами с поймы и др.). Способ установки выбирается в зависимости от имеющегося кранового оборудования и местных условий. При весе монтажных элементов до 8 т допускается продольная надвижка по тросам.
178. Укрупнительную сборку блоков следует проводить на выравненных стеллажах или на подкладках. При сборке должны применяться механизированные инструменты и приспособления, обеспечивающие быстроту и точность сборочных операций.
179. Собранные блоки должны представлять собой жесткие неизменяемые конструкции, допускающие подъем, перевозку и установку их без нарушения соединений и геометрических размеров. Для этого блоки должны быть проверены расчетом на производственные условия и в случае необходимости усилены.
180. Перед монтажом необходимо проверить геометрические размеры блоков и установить все дефекты, возникшие в них во время перевозки.
Дополнительная обработка клееных антисептированных элементов при монтаже пролетного строения, кроме сверления отверстий, не допускается. Просверленные отверстия перед установкой скрепляющих деталей заполняют каменноугольным маслом.
Отверстия для установки связей и креплений сверлят на месте. Отверстия для стяжных болтов делают на 2 мм более диаметра болта, а для болтов связей - без припуска.
181. Стальные крепления элементов должны соответствовать спецификации рабочих чертежей. Применять какие-либо подкладки под шайбы не рекомендуется. Стальные элементы должны быть окрашены масляной краской или кузбаслаком.
182. При строительстве моста необходимо выполнять все предусмотренные проектом конструктивные мероприятия, обеспечивающие просыхание и проветривание конструкции и защиту их от увлажнения, в том числе строгое соблюдение зазоров между торцами балок смежных пролетов и устоев.
183. Принятый метод монтажа сборных клееных конструкций должен обеспечить:
а) высокое качество сооружения;
б) устойчивость и неизменяемость смонтированной части сооружения на всех стадиях монтажных работ;
в) комплектность установки элементов конструкций на каждом монтажном участке сооружения, позволяющую производить на смонтированной части последующие работы;
г) безопасность монтажных и прочих работ на объекте.
184. Монтаж сборных клееных конструкций должен осуществляться в последовательности, предусмотренной проектом. Инструментальная выверка и окончательное закрепление конструкции на каждом очередном участке выполняются после окончания установки всех элементов данного участка.
185. Приемка работ при строительстве мостов и после окончания производится в соответствии с СНиП III-Д.2-62 и "Правилами приемки работ при строительстве автомобильных дорог и мостов", ВП 104-57 (М., Автотрансиздат, 1957).
186. При приемке сборных клееных мостов должны предъявляться:
а) документация ОТК завода-изготовителя по проверке качества поставленных изделий (паспорт);
б) журнал производства работ;
в) исполнительные чертежи сооружения с указанием заводских номеров установленных элементов и отклонений от проекта;
г) акты промежуточной приемки участков сборной конструкции.
187. При приемке проверяют:
а) соответствие выполненных конструкций проекту и настоящему документу;
б) точность выполнения отдельных деталей и соединений;
в) правильность сборки конструкции и установки их в сооружении;
г) наличие трещин и других дефектов в клеевых швах и древесине.
О результатах приемки должен быть составлен акт.
VI. ТЕХНИКА БЕЗОПАСНОСТИ И ПРОМЫШЛЕННАЯ САНИТАРИЯ ПРИ ИЗГОТОВЛЕНИИ, АНТИСЕПТИРОВАНИИ И МОНТАЖЕ КОНСТРУКЦИЙ
188. При организации производства и изготовлении клееных и клеефанерных конструкций необходимо учитывать и соблюдать "Правила пожарной безопасности для деревообрабатывающих предприятий, леспромхозов и лесопунктов" (изд-во "Лесная промышленность", 1982).
189. При выполнении работ по сушке пиломатериалов и обработке заготовок и элементов необходимо соблюдать требования "Инструкции по технике безопасности для работающих в цехе сращивания и склеивания досок и панелей" (изд-во "Лесная промышленность", 1965) и "Правил техники безопасности и промышленной санитарии для деревообрабатывающих цехов (участков) предприятий и организаций машиностроения" (изд-во "Лесная промышленность", 1965).
Обслуживание электрических установок и устройств производят в соответствии с "Инструкцией по технике безопасности для работников, обслуживающих электрические установки и устройства на лесопильно-деревообрабатывающих предприятиях" (изд-во "Лесная промышленность", 1965).
190. Склеивание заготовок, элементов и конструкций производят с учетом требований "Инструкции по проектированию и изготовлению клееных деревянных конструкций и строительных деталей" СН 11-57 (Госстройиздат, 1958) и "Указаний по склеиванию строительных конструкций с применением пластмасс, алюминия и асбестоцемента" (Госстройиздат, 1965).
В соответствии с этими документами при производстве работ по склеиванию необходимо:
а) оборудовать помещения и места, где приготовляют и наносят фенолформальдегидный клей, собирают, запрессовывают и выдерживают заготовки, элементы и конструкции, эффективной системой приточно-вытяжной вентиляции. Содержание вредных веществ в воздухе на рабочих местах, определяемое Госсанинспекцией, не должно быть более: фенола - 0,005 мг/л, формалина 0,001 мг/л, ацетона - 0,2 мг/л;
б) чтобы на каждого рабочего, постоянно занятого в цехе, приходилось не менее 40 м3 объема помещения;
в) обеспечить рабочих спецодеждой: комбинезонами из плотной ткани, фартуками из прорезиненной материи и резиновыми перчатками.
191. Для защиты кожи от раздражения при попадании смолы или клея открытые участки тела смазывают тонким слоем пасты доктора Селисского.*
В случае попадания на незащищенные участки тела смолу или клей немедленно смывают теплой водой с мылом или слабым раствором питьевой соды, после чего кожу смазывают вазелином. При сильном покраснении кожи следует обратиться к врачу.
_____________
*Состав пасты: борная кислота - 15 г, тальк - 225 г, глицерин - 150 г, крахмал рисовый или пшеничный - 150 г, желатин пищевой или химически чистый - 20 г, льняное масло - 100 г, дистиллированная вода - 400 г.
192. Пролитые на пол смола и клей или брызги этих веществ, попавшие на стены или оборудование, должны быть удалены с помощью 5-10%-ного раствора едкого натра технического (соды каустической).
193. Высокочастотные установки обслуживают в соответствии с требованиями "Правил техники безопасности и промышленной санитарии на электротермических установках повышенной и высокой частоты" (Справочник по технике безопасности и промышленной санитарии, т. II Судпромгиз, 1962).
После окончания монтажа установок высокой частоты разрешение на их включение и эксплуатацию должно быть получено от местных органов радиоинспекции.
194. К работе на высокочастотных установках допускают лиц, сдавших экзамены по технике безопасности.
На высокочастотных установках запрещается производить работы:
а) при отключенной автоблокировке;
б) снятых экранах;
в) с открытыми неогражденными электродами и токопроводами.
195. При антисептировснии элементов и конструкций маслянистым антисептиком или антисептическими пастами - концентратами необходимо соблюдать требования "Инструкции по защите от гниения, поражения дереворазрушающими насекомыми и возгорания деревянных элементов зданий и сооружений", И-119-56 (М., Госстройиздат, 1957 ).
196. При антисептировании конструкций методом горяче-холодных ванн маслянистые антисептики должны подаваться только по трубопроводам.
Случайно попавший на землю антисептик должен быть немедленно засыпан песком, после чего загрязненный слой грунта удаляют и закапывают.
197. Ванны и емкости для пропитки должны быть постоянно закрыты. Крышки с ванн снимают только во время загрузки и выгрузки конструкций и элементов. При открытых крышках рабочим запрещается находиться на краях ванны.
198. Рабочие при антисептировании маслянистыми антисептиками и пастами должны пользоваться спецодеждой: комбинезоном, кирзовыми сапогами, фартуками из прорезиненной ткани и резиновыми перчатками. При механизированном нанесении антисептирующих паст рабочие должны пользоваться респираторами.
Для защиты кожи от раздражения антисептиками открытые участки тела смазывают тонким слоем пасты ХИОТ-6 Харьковского института охраны труда ВЦСПС.
199. На территории работ с маслянистыми антисептиками, а также в местах их хранения запрещается курить или пользоваться открытым огнем ( различные виды сварок и т.п.).
200. Периодические осмотры, ремонты и очистки от грязи и осадков, ванн, баков и трубопроводов с маслянистым антисептиком проводят с соблюдением требований "Правил промышленной санитарии и техники безопасности при очистке цистерн" (М., Трансжелдориздат, 1950).
Рабочие внутрь баков и ванн допускаются только после удаления антисептика, их остывания и проветривания, при этом рабочие должны пользоваться респираторами или противогазами.
При производстве работ запрещается пользоваться стальным инструментом: железными лопатами, скребками, щетками, ведрами и т.п. - во избежание новообразования; может быть использован деревянный или алюминиевый инструмент и брезентовые или резиновые ведра.
Для освещения могут быть применены электролампы низкого напряжения или аккумуляторные фонари. Включать и выключать осветительные приборы следует вне баков или ванн.
Очистку баков и ванн выполняет группа рабочих в составе не менее трех человек, из которых один находится в баке или ванне, производя очистку и собирая в ведро грязь и осадки антисептика; второй рабочий, находящийся наверху, принимает наполненные ведра, наблюдает за действиями и состоянием рабочего, находящегося в баке. Третий рабочий, стоящий на земле, освобождает ведра.
201. Конструкции и элементы, пропитанные маслянистым антисептиком, перевозят по железным дорогам в открытых полувагонах или на платформах.
202. К выполнению работ по склеиванию и антисептированию конструкций допускают лиц, прошедших медицинский осмотр. В дальнейшем медицинский осмотр рабочие должны проходить периодически в сроки, установленные приказом Министра здравоохранения СССР № 443 от 17/V1-1949г.
203. По окончании смены рабочие должны принять душ или вымыть руки и открытые части тела теплой водой с мылом.
Спецодежду и личную одежду хранят раздельно в секционированных индивидуальных шкафах. Стирку спецодежды производят в организованном порядке.
204. Хранение пищевых продуктов и прием пищи в рабочих помещениях запрещаются.
205. Строительство мостов осуществляется с обязательным соблюдением "Правил техники безопасности при строительстве мостов и труб" (М., Оргтрансстрой, 1961).
Приложение 1
ТРЕБОВАНИЯ К СОСТАВУ ПОСТУПАЮЩИХ НА ПРОИЗВОДСТВО МАТЕРИАЛОВ
(сравниваются с данными паспортов)
1. Фенолформальдегидная смола "Б"
Фенолформальдегидную смолу "Б" изготовляют на заводах химической промышленности. Свежая смола представляет собой однородную сиропообразную жидкость, почти прозрачную, коричневатого цвета с зеленоватым или серым оттенком, с характерным запахом фенола (запах карболки). Смола "Б" неогнеопасна.
Заводы поставляют смолу обычно в металлических бочках весом 200-250 кг. В соответствии с ТУ МХП 4158-54 смола должна иметь следующие показатели:
|
Компоненты смолы "Б" |
Количество, %, не более |
|
Свободный фенол . . . . . . . . . . |
. . . . . . . . . . 5 |
|
Формальдегид . . . . . . . . . . . . . |
. . . . . . . . . . 4 |
Вода . . . . . . . . . . . . . . . . . . . . . . |
. . . . . . . . . . 25 |
|
Щелочь . . . . . . . . . . . . . . . . . . . |
. . . . . . . . . . 1 |
2. Керосиновый контакт Петрова 1-го сорта
Керосиновый контакт Петрова изготовляют на заводах нефтяной промышленности и транспортируют в металлических бочках весом 200-250 кг. Контакт Петрова неогнеопасен.
В соответствии с ГОСТ 463-53 контакт должен иметь следующие показатели:
|
Содержание сульфокислот, % |
. . . . .не менее 55 |
|
Отношение содержания сульфокислот к содержанию |
|
|
масла . . . . . . . . . . . . . . . . . . |
. . . . .не менее 9,5 |
воды . . . . . . . . . . . . . . . . . . . |
. . . . . не менее 300 |
|
серной кислоты . . . . . . . . . . |
. . . . . не менее 50 |
Не допускается применять контакт, имеющий кислотное число ниже 75, загрязненный, содержащий взвешенные или выпавшие в осадок посторонние примеси.
Каменноугольное масло является продуктом перегонки каменноугольной смолы. Оно представляет собой темно-коричневую жидкость с резким запахом, обладает высокой токсичностью, может гореть.
В соответствии с ГОСТ 2770-59 каменноугольное масло должно иметь следующие показатели:
|
Количество веществ, нерастворимых в бензоле % . . . |
. . . . . .не более 0,3 |
|
Вода, % от объема . . . . . . . . . . . |
. . . . . .не более 1,5 |
|
Объем фракции, %, отгоняемой до температуры: |
|
210°С . . . . . . . . . . . . . . . . . . . . |
. . . . . .не более 5 |
|
275°С . . . . . . . . . . . . . . . . . . . . |
. . . . . .не менее 10 |
|
360°С . . . . . . . . . . . . . . . . . . . . |
. . . . . .не менее 70 |
|
Вязкость кинематическая при температуре 80°С, сантистоксы |
. . . . . .не более 3,5 |
|
Осадок при нагреве до 35 С . . . |
. . . . . .0 |
Приложение 2
ПРОВЕРКА КАЧЕСТВА КОМПОНЕНТОВ КЛЕЯ И ПРОЧНОСТИ КЛЕЕВЫХ ШВОВ
Для определения качества смолы и керосинового контакта, поступивших на завод, берут средние пробы из отдельных упаковочных мест-бочек. Количество контролируемых упаковочных мест-бочек принимают в зависимости от объема поступившей партии: 5% от общего числа бочек, но не менее 3.
Содержимое каждой бочки перемешивают. После этого в бочку на половину глубины погружают специальную пипетку или пробную трубку и отбирают пробу в количестве 500 г. Отобранные пробы смешивают.
Примечания:
1. В случае если компоненты поступили в цистернах и слиты в большие емкости, то средней будет проба, взятая из каждой емкости.
2. При текущем контроле качество смолы и контакта, хранящихся в отдельных емкостях, определяют по отобранным аналогичным образом пробам без составления средней пробы.
1. Определение вязкости смолы. Вязкость смолы определяют в градусах с помощью вискозиметра В-36.
В соответствии с ГОСТ 3056-45 для определения вязкости среднюю пробу смолы наливают в промытый и высушенный резервуар вискозиметра до верхних, острых концов указателя уровня. Резервуар с помощью регулирующих винтов устанавливают горизонтально. В пространство между резервуаром и рубашкой наливают воду с температурой 20°С. Под сопло резервуара помещают мерный цилиндр емкостью 50 см3.
По достижении в резервуаре температуры смолы 20°С быстро вынимают стержень из сопла. В момент появления смолы в отверстии сопла пускают секундомер и останавливают его в момент наполнения цилиндра смолой до объема 50 см3, определяемого по мениску.
Условную вязкость h, выраженную в градусах В-36, вычисляют по формуле:
h = кt,
где к - константа вискозиметра, сек;
t - время истечения смолы, сек.
Константу вискозиметра определяют не реже одного раза в три месяца путем измерения времени истечения через сопло 50 см3 глицерина с удельным весом 1,25 при температуре 20°С. Частное от деления числа 31,2 (время истечения глицерина в вискозиметре, константа которого равна единице) на время истечения указанного объема глицерина является константой данного вискозиметра.
Для пересчета показаний вязкости, полученных на приборах, определяющих вязкость в абсолютных единицах-сантипуазах, применяют переводное соотношение:
1° В-36 равен 13,5 сантипуаза или 100 сантипуаз равны 7,4° В-36 (этот пересчет допускается для смолы, имеющей вязкость в пределах от 40 до 400° В-36).
2. Определение вязкости и жизнеспособности клея. Вязкость клея определяют аналогично определению вязкости смолы (п. 1 настоящего приложения). При определении вязкости и жизнеспособности клея его составляют из средней пробы вновь полученного компонента и другого - ранее полученного.
Если оба компонента получены вновь, то для составления клея берут средние пробы обоих компонентов. Клей приготовляют в соответствии с указаниями пп. 106-111 настоящих "Предложений".
Пробу клея отбирают из средней (по высоте) части бака, куда сливают приготовленный в клеемешалке клей для набора рабочей вязкости.
Жизнеспособность клея определяется временем, в течение которого клей меняет вязкость от 40 до 120° В-36. Для определения жизнеспособности измеряют вязкость клея непосредственно после приготовления и далее через каждые 10 мин. до набора им вязкости 120° В-36. На основании замеров составляют таблицу или график нарастания вязкости клея во времени. По этим данным определяют, за сколько времени до использования клей должен быть приготовлен, с тем, чтобы к началу нанесения вязкость его соответствовала требуемой, и устанавливают время, в течение которого приготовленный клей должен быть израсходован (п. 111).
3. Проверка клеящей способности. Для определения клеящей способности клей составляют и берут пробы для испытания в соответствии с п. 2 настоящего приложения.
Клеящую способность определяют путем испытания восьми стандартных образцов, выпиленных из двух пар склеенных сухих брусков с размерами, указанными на рис. 1, а.
Бруски изготовляют из древесины сосны с влажностью в пределах 10-15% и с объемным весом не менее 0,47 г/см3. Направление годовых слоев на торцовом срезе должно быть под углом от 45 до 90° к плоскости склеивания, а направление волокон - параллельно кромкам.
Не более чем за два часа до склеивания бруски попарно плотно прифуговывают, так чтобы между ними не было зазоров (цинубление поверхности брусков не допускается).
Перед склеиванием поверхности брусков очищают щеткой или кистью от древесной пыли. Клеем смазывают обе склеиваемые поверхности (двухстороннее нанесение). Притирать склеиваемые поверхности друг к другу не следует.
Смазанные клеем бруски запрессовывают в рычажном или другого типа прессе давлением 3 кг/см2 площади клеевого шва в помещении, имеющем температуру не ниже 18°С.
Через 24 часа склеенные бруски вынимают из пресса и выдерживают еще 24 часа в условиях помещения. После этого из каждой пары склеенных брусков изготовляют четыре стандартных образца (рис. 1,б).

Рис. 1. Стандартные образцы для испытания прочности клеевого шва:
а - размеры склеиваемых брусков;
б - размеры стандартного образца
Образцы должны быть изготовлены тщательно, торцовые поверхности чисто опилены по углом 90° к боковым граням и не иметь заусенцев и отщепов.
Испытывают образцы не ранее, чем через 5 суток после склеивания. Перед испытанием определяют размеры клеевого шва с точностью ±0,5 мм и подсчитывают площадь склеивания (F).
Образцы испытывают на скалывание в специальном приспособлении (рис. 2).
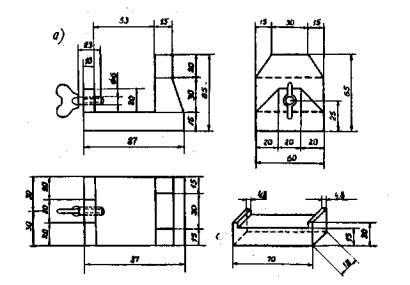
Рис. 2. Приспособление для испытания стандартных образцов на скалывание:
а - детали приспособления
б - схема установке испытываемого образа
При испытании скорость нагружения должна быть в пределах 100-200 кг/см2 площади склеивания в 1 мин. Максимальную нагрузку (Рmax), при которой образец скалывается, отсчитывают с точностью ±5 кг. Предел прочности при скалывании (τmax), вычисленный по формуле
![]()
должен быть не ниже 60 кг/см2.
Результаты испытания заносят в журнал (табл. 1). Характер разрушения оценивают (с точностью до 5%) отношением площади скалывания по древесине ко всей площади склейки (принимаемой за 100%).
При наличии хотя бы одного образца, показавшего прочность ниже указанной, испытание повторяют на удвоенном количестве образцов. Образцы, разрушившиеся на 75-100% по древесине, при напряжениях меньше, чем приведенное выше, не учитывают.
Если при повторном испытании хотя бы один образец покажет прочность, ниже указанной при разрушении по клеевому шву, то клей не может быть допущен в производство.
4. Проверка кислотного числа керосинового контакта Петрова. Для определения кислотного числа контакта Петрова в колбу Эрленмейера наливают 4-5 г контакта, приливают 25 мл дистиллированной воды, 25 мл этилового спирта крепостью 96%, 2-3 капли фенолфталеина и титруют нормальным раствором NaOH до появления розового окрашивания.
Кислотное число a контакта, выраженное в миллилитрах на один грамм контакта, вычисляют по формуле
![]()
где с - количество миллилитров нормального раствора, израсходованного на титрование;
в - навеска контакта, г.
Если величина а превышает среднее (80) значение более чем на 10%, то контакт может быть разбавлен водой. Количество добавляемой в контакт воды в литрах определяют по формуле
![]()
где в - количество разбавляемого контакта, л;
а - кислотное число разбавляемого контакта.
Таблица 1
Журнал испытания стандартных образцов на скалывание для определения клеящей способности компонентов клея и проверки прочности клееных швов конструкций
Смола "Б": паспорт № _______ дата получения
Контакт: паспорт № _________ дата получения
|
Номер партии смолы и контакта |
Состав клея, весовые части |
Температура в помещении склеивания, °С |
Дата склеивания образцов (конструкций) |
Дата испытания образцов |
Номер образцов |
Линейные размеры скалываемой площади, мм |
Площадь скалывания F cм2 |
Разрушающая нагрузка Pmax кг |
Предел прочности при скалывании τmax кг/см2 |
Скалывание по древесине, % |
Заключение о пригодности клея |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
5. Проверка прочности стыков, склеенных в зубчатый шип. Из досок или заготовок, склеенных в течение смены и выдержанных в цехе не менее суток, вырезают, три отрезка со стыком в середине. Из каждого отрезка изготавливают по два-три образца в виде бруска квадратного сечения с размером стороны, равным толщине элемента, и длиной, равной 15 толщинам. Образцы должны быть вырезаны из участков не имеющих косослоя и сучков.
Испытывают образцы на статический изгиб через 5 суток после склеивания. Схема загружения приведена на рис. 3.
При испытании скорость возрастания нагрузки должна быть равномерной и составлять 700 кг ± 20% в минуту. Предел прочности вычисляют по формуле
![]()
где Рmax разрушающая нагрузка, кг;
lo - расстояние между опорами;
δ - размер стороны квадрата поперечного сечения образца, см (с точностью до 0,1 см).
Предел прочности при изгибе σизг должен быть не менее 500 кг/см2.
6. Проверка прочности клеевых швов готовой конструкции. Прочность клеевых швов проверяют путем испытания на скалывание стандартных образцов, изготовленных из обрезков, полученных при опиловке торцов склеенных конструкций. Размеры стандартных образцов даны на рис. 1.
Всего изготавливают 12 образцов - по 4 образца из каждой зоны поперечного сечения: средней и двух крайних. Образцы вырезают из древесины, прилегающей к плоскости опиловки и включающей клеевые швы.
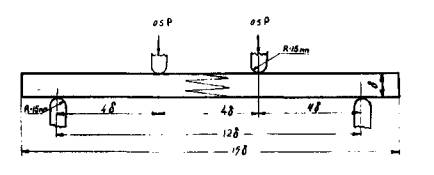
Рис. 3. Схема загружения образца для проверки прочности зубчатого шипа
Методика испытания образцов дана в п. 3 настоящего приложения. Результаты испытания образцов заносят в журнал.
Предел прочности на скалывание клеевых швов образцов, вырезанных из конструкции, должен быть не ниже 45 кг/см2 при разрушении их по древесине не менее чем на 70%.
Приложение 3
ОПРЕДЕЛЕНИЕ ВЛАЖНОСТИ ДРЕВЕСИНЫ КОНТРОЛЬНЫХ ОБРАЗЦОВ И ВНУТРЕННИХ НАПРЯЖЕНИЙ В ДОСКАХ
1. Определение первоначальной влажности древесины контрольного образца по "секции влажности". "Секцию влажности" отрезанную от доски одновременно с вырезкой контрольного образца, немедленно завертывают в целлофан и не позже чем через 10 мин взвешивают с точностью до 1 г для получения величины Рсыр. Затем "секцию" сушат в шкафу при температуре 100-105° до постоянного веса или до веса в абсолютно сухом состоянии Рсух, который фиксирует, когда два взвешивания, проведенные через час, покажут одинаковые результаты.
Влажность "секции" и соответственно первоначальную влажность контрольного образца Wпep вычисляют по формуле
![]()
2. Определение теоретического веса контрольного образца в абсолютно сухом состоянии. Перед закладкой контрольного образца в штабель, его взвешивают с точностью до 1 г, определяя первоначальный вес во влажном состоянии Рпер. Вес контрольного образца в абсолютно сухом состоянии Ро вычисляют по формуле
![]()
3. Определение влажности контрольного образца в разные моменты сушки. Образец вынимают из штабеля и определяют его вес Рф. Влажность образца в момент определения вычисляют по формуле
![]()
4. Определение внутренних напряжений в высушенных досках. Для определения внутренних напряжений из двух досок, взятых с верхней части штабеля, вырезают, отступя 0,5 м от торца, по два отрезка длиной 2 см (аналогично вырезке "секций влажности") и каждый раскалывают на две части - вдоль большой оси. Сразу же после раскалывания части складывают по плоскости раскола.
Наличие просвета между плоскостями раскалывания показывает, что в древесине досок имеются внутренние напряжения.
Приложение 4
МЕТОДИКА ЗАВОДСКИХ ИСПЫТАНИЙ КЛЕЕНЫХ ГЛАВНЫХ БАЛОК СТАТИЧЕСКОЙ НАГРУЗКОЙ
В период налаживания производства впредь до полного освоения технологии изготовления и получения стабильных результатов несущей способности, предусмотренной проектом, все главные балки испытываются на заводе статической расчетной нагрузкой (под расчетной нагрузкой понимается нормативная нагрузка, умноженная на коэффициент перегрузки). Помимо этого, по мере необходимости, некоторые балки испытываются до разрушения.
При налаженной технологии изготовления испытанию до разрушения подвергают каждую сотую балку.
Все перечисленные балки испытывают не ранее чем через 7 суток после склеивания и 3 суток после окончания антисептирования.
Испытательная нагрузка должна быть приложена в четвертях пролета. Размеры площадок опирания, через которые передается нагрузка от домкратов и на опорах, должны быть не менее 800 см2.
1. Испытание балок расчетной нагрузкой. Нагрузка создается гидравлическими домкратами мощностью 30-50 т. Домкраты должны иметь единую систему подачи масла в цилиндры, чтобы обеспечить одновременное, плавное и одинаковое возрастание нагрузки.
Загружение производится в две ступени: 1) нормативная нагрузка; 2) расчетная нагрузка. При достижении нормативной и расчетной нагрузок, балку выдерживают под нагрузкой в течение 10 минут. Разгружать балку следует по возможности медленно и равномерно спад нагрузки до нуля должен происходить в пределах (30 сек.) Каких-либо замеров деформаций балки не производят. По окончании испытаний составляется акт, что балка (указать ее номер) выдержала испытание расчетной нагрузкой. Экземпляр акта направляется строителям вместе с балкой.
2. Испытание балки до разрушения. Требования к домкратам те же, что и в п. 1. Загружение производят в четыре ступени: 1) 0,7 расчетной нагрузки; 2) расчетная нагрузка; 3) 1,3 расчетной нагрузки; 4) до разрушения.
В процессе загружения замеряются прогибы балки в середине пролета. По окончании испытаний составляют акт, в котором указывается, что в соответствии с действующими нормативами для определения действительной несущей способности и неизменности технологического процесса испытана главная балка (указать ее номер). Балка разрушилась при нагрузке (указать нагрузку), что составляет соответствующую долю от расчетной нагрузки, что отвечает или не отвечает расчетным предпосылкам. Разрушающая нагрузка должна быть не менее 1,5 от расчетной.
В акте приводится таблица замеренных и расчетных прогибов на каждой ступени загружения, а также констатируется причина разрушения (от скалывания, разрыва волокон нижнего пояса и пр.).
3. Испытание балок до разрушения в процессе освоения технологии изготовления производится по специально составленной методике.