Открытое акционерное общество РАО «ЕЭС России»
Открытое акционерное общество «ЦКБ Энергоремонт»
СТАНДАРТ ОРГАНИЗАЦИИ
ТИПОВАЯ ТЕХНОЛОГИЧЕСКАЯ ИНСТРУКЦИЯ
РЕМОНТ ВЫСОКОВОЛЬТНЫХ ВВОДОВ КЛАССОВ
НАПРЯЖЕНИЯ
35 кВ И ВЫШЕ
СО 34.46.611-2005
Вводится в действие с 01.02.2005 г.
ПРЕДИСЛОВИЕ
1. Разработан ОАО «ЦКБ Энергоремонт».
Исполнители: Ю.В. Трофимов, Л.Л. Федосов, В.В. Нечушкин, Л.Г. Федосова.
2. Взамен «Ремонта вводов напряжением 35 кВ и выше» Э-752, ЦКБ Энергоремонт, 1992 г.
3. Настоящий стандарт организации (СО) является переизданием «Ремонта вводов напряжением 35 кВ и выше» Э-752, выпущенного в 1992 году в качестве хоздоговорной работы. В настоящем СО учтены изменения нормативных документов Госстандарта РФ, органов Государственного надзора и отраслей промышленности. В СО внесены также необходимые изменения по наименованиям, обозначениям и отдельным требованиям нормативных документов.
Содержание
1. ВВЕДЕНИЕ
Требования настоящего стандарта организации (СО), далее типовой технологической инструкции распространяется на ремонт высоковольтных вводов классов напряжения 35 кВ и выше силовых масляных трансформаторов* независимо от типа и мощности.
* Далее в тексте под термином «трансформаторы» будут подразумеваться трансформаторы, автотрансформаторы и реакторы.
Типовая технологическая инструкция рекомендуется к применению для предприятий и организаций, производящих ремонт, принимающих из ремонта и эксплуатирующих отремонтированные трансформаторы, а также для организаций, разрабатывающих техническую документацию на ремонт оборудования.
Типовая технологическая инструкция содержит порядок выполнения технологического процесса ремонта, а также устанавливает требования к материалам, применяемым при ремонте, и требования к ведению ремонта.
Ремонт конкретного ввода должен производиться в соответствии с настоящей типовой технологической инструкцией и конструкторской документацией (далее чертежа). При необходимости, ремонтное предприятие, ведущее ремонт, может разработать дополнительную ремонтную документацию.
2. ОБЩИЕ ПОЛОЖЕНИЯ.
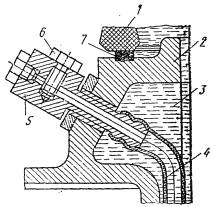
Вводы представляют собой проходные изоляторы больших габаритов и сложной конструкции (см. рис. 1). Длина ввода на класс напряжения 35 кВ составляет 670 мм, а на класс напряжения 750 кВ - 8500 мм.
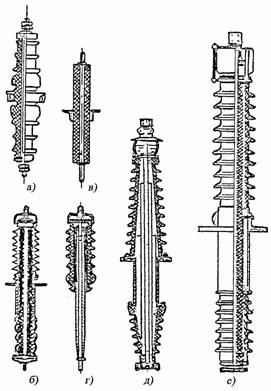
а - фарфоровые;
б - мастичные;
в - бакелито-бумажные без покрышки;
г - бакелито-бумажные мастиконаполненные;
д - маслобарьерные;
е - бумажно-масляные малогабаритные.
Рис. 1. Конструкция вводов.
Большие габариты и вес, а также особенности материала изоляции и условий работы в эксплуатации являются основными причинами усложнения технологии изготовления и ремонта высоковольтных вводов.
Высоковольтные вводы применяют для вывода проводов высокого напряжения из баков трансформаторов, масляных выключателей, а также для прокладки проводов через стены зданий. Вводы могут удовлетворительно работать на высоте не более 1000 м над уровнем моря и в интервале температур - 40°С до + 45°С при относительной влажности до 85%. Некоторые конструкции вводов, изготовленные по другим техническим требованиям, работают в более тяжелых окружающих условиях.
Высоковольтные вводы наружной установки, как правило, имеют оребренную фарфоровую покрышку. Далеко выступающие ребра защищают от дождя расположенные под ними части изолятора. Этим достигается сохранение необходимого уровня изоляции при воздействии на изолятор дождя.
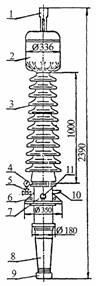
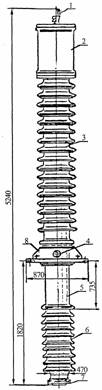
Высоковольтные вводы делятся по их конструктивному исполнению на герметичные, негерметичные и маслоподпорные (см. рис. 2, 3, 4, 5).
Внутренняя изоляция герметичных вводов не имеет сообщения с окружающей средой. У негерметичных вводов масло, заполняющее их, имеет сообщение с окружающей средой через масляный затвор и осушитель воздуха. Последние задерживают увлажнение и окисление масла. Маслоподпорные вводы герметичные, но имеют общую масляную систему с оборудованием, на котором они устанавливаются.
|
|
|
|
1 - контактная клемма 2 - компенсатор давления; 3, 8 - фарфоровые покрышки; 4 - манометр; 5 - вентиль; 6 - грузовые косынки; 7 - втулка; 9 - экран; 10 - вывод; 11 - газоотводный патрубок |
1, 6 - фарфоровые покрышки; 2 - манометр; 3 - бак давления; 4 - трубопровод; 5 - втулка; 7, 8 - экраны |
|
Рис. 2. Герметичный ввод на класс напряжения 110 кВ. |
Рис. 3. Герметичный ввод на класс напряжения 500 кВ. |
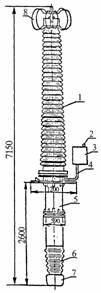
1 - контактная клемма; 2 - компенсатор давления; 3, 6 - фарфоровые покрышки; 4 - измерительный ввод; 5 - соединительная втулка; 7 - контактный наконечник; 8 - грузовая косынка
Рис. 4. Герметичный ввод для масляных выключателей на класс напряжения 220 кВ.
|
|
|
|
1 - контактная клемма; 2 - колпак давления; 3 - верхняя фарфоровая покрышка; 4, 12, 17 -резиновые прокладки; 5 - соединительная втулка; 6 - измерительный ввод; 7 - изоляционный сердечник; 8 - медная труба; 9 - газоотводный патрубок; |
10 - грузовая косынка; 11 - болты; 13, 20 -гайки; 14 - диафрагма; 15, 16 -фланцы; 18 -масло; 19 - пружина; 21 - контактная шпилька. |
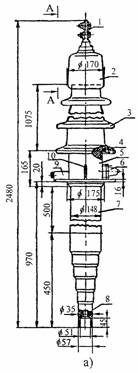
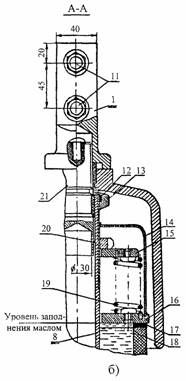
Рис. 5. Ввод с твердой изоляцией на класс напряжения 110 кВ.
3. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТАХ ПО РЕМОНТУ ВЫСОКОВОЛЬТНЫХ ВВОДОВ.
3.1. Помещения для хранения огнеопасных и взрывчатых растворителей и веществ, содержащих их, должны быть снабжены противопожарными средствами (песок, кошма, огнетушители, вода). Электрооборудование этих помещений должно удовлетворять требованиям «Правил устройства электроустановок», седьмое издание, утвержденное Приказом Минэнерго России от 20.06.2003 г. № 242. Протирочный материал хранить запрещается. Наполненная или пустая тара указанных веществ должна быть плотно закрыта крышками или пробками. Пустая тара должна быть промыта горячей водой и храниться в закрытом виде на площадках на расстоянии не менее 10 метров от рабочих помещений.
3.2. В помещениях хранения растворителей и веществ, их содержащих, запрещается производство газо- и электросварочных работ, пользоваться ударным или рубящим инструментом, иметь пожароопасные материалы больше суточной потребности. Работы с пульверизатором производить только в респираторах.
3.3. Помещение, где производится варка мастик, должно быть оборудовано приточно-вытяжной вентиляцией и средствами пожаротушения.
Над варочным баком и над местом, где производится фильтрация массы, должны быть вытяжные колпаки, в аппаратуре, подающей аммиак, должна быть обеспечена полная герметизация.
При изготовлении заливочной массы обслуживающий персонал должен применять рукавицы и очки. Во время пропускания через массу аммиака (в течение первых 6 часов) работать в противогазах ПШ или КД.
3.4. При изготовлении глетоглицериновой замазки, обслуживающий персонал должен применять респиратор, а после каждой армировки мыть руки горячей водой с мылом.
3.5. При работе с эпоксидными клеем и шпатлевкой, необходимо проводить соответствующий инструктаж, надевать резиновые перчатки и защитные очки.
3.6. Все работы с лакокрасочными материалами и отвердителями, разбавление растворителем и определение вязкости должны проводится в помещении, оборудованном приточно-вытяжной вентиляцией, или на улице при условии отсутствия поблизости открытого огня.
3.7. Все отходы при производстве ремонтных работ (опилки, тряпки, пропитанные вредными веществами) собирать в отдельные емкости и захоранивать в землю в отдельно отведенных местах.
3.8. Категорически запрещается прием пищи во время работы.
3.9. При попадании ядовитых и токсичных веществ на кожу, в глаза и другие органы, необходимо промывать теплой водой с мылом.
3.10. При всяких кожных раздражениях, при плохом самочувствии во время или после работы, необходимо немедленно обратиться к врачу. Одежду, облитую отвердителями или веществами, их содержащими, необходимо заменить.
3.11. Все токсичные вещества и вещества, их содержащие, не должны разливать на полу или рабочем месте; при случайной разливке их, необходимо все облитые места засыпать опилками с последующей их уборкой в специальные ящики.
3.12. Загрязненный растворитель, опилки, керосин и раствор кислоты после дегазации запрещается сливать в канализацию или реку.
3.13. Такелажные работы проводить, принимая во внимание указания приложения 1.
4. КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ, УСЛОВНЫЕ ОБОЗНАЧЕНИЯ, НОМЕНКЛАТУРА И ВЗАИМОЗАМЕНЯЕМОСТЬ ВЫПУСКАЕМЫХ ВВОДОВ.
Герметичные вводы с твердой изоляцией (рис. 5) состоят из твердого изолированного остова, изготовленного намоткой на центральную трубу ввода лакированной электроизоляционной бумаги с последующей термообработкой. Для выравнивания электрического поля бумажная намотка разделена на слои проводящими обкладками.
На изоляционный остов напрессована соединительная втулка 5, предназначенная для крепления ввода на баке трансформатора.
Верхняя часть остова (до втулки) закрыта фарфоровой покрышкой 3 и залита трансформаторным маслом для улучшения теплоотвода и предотвращения вредного воздействия конденсированной атмосферной влаги. Конструкция ввода обеспечивает надежную его герметизацию, контроль уровня масла во вводе при эксплуатации не требуется.
В настоящее время завод ЗАО «Мосизолятор» выпускает вводы с бумажно-масляной изоляцией для трансформаторов с компенсацией изменения объемов масла газовой подушкой в верхней части корпуса компенсатора.
Объем газа герметично изолирован от внешней атмосферы и рассчитан для работы ввода в различных климатических условиях при максимальной нагрузке трансформатора.
Все герметичные вводы должны выдерживать давление 0,294 МПа (3 кгс/см2), оказываемое на масло, заполняющее ввод, в течение 1 ч, а негерметичные - 0,147 МПа (1,5 кгс/см2), в течение 0,5 ч при температуре окружающего воздуха не менее 10 °С.
В условном обозначении типов вводов используются буквы и цифры, которые указывают на определенные характеристики ввода (назначение, вид изоляции, напряжение, ток, климатическое исполнение и др.).
По назначению различают вводы для:
|
• трансформаторов (автотрансформаторов) |
Т; |
|
• кабельного подключения трансформаторов |
кб; |
|
• шунтирующих реакторов |
Р; |
|
• масляных выключателей |
В; |
|
• прохода через стены и перекрытия (линейные вводы) |
Л. |
Вводы могут устанавливаться под углом от 0° до 90° относительно вертикальной оси.
В эксплуатации встречаются вводы с дополнительной емкостью «С2» (измерительный конденсатор) для подключения приборов измерения напряжения (П), либо без нее.
В настоящей типовой технологической инструкции рассмотрены высоковольтные вводы классов напряжений 35, 66, 110, 150, 220, 330, 500 и 750 кВ, рассчитанных на номинальные токи 200, 320, 400, 630, 800, 1000, 1250, 1600, 2000 и 2500 А.
По виду внутренней изоляции вводы бывают:
|
• с бумажно-масляной изоляцией |
БМ; |
|
• с маслобарьерной изоляцией |
МБ; |
|
• с твердой изоляцией: типа RBP |
Т; |
|
типа RIP |
К. |
Установленные в эксплуатации высоковольтные вводы выполнены с нормальной и усиленной внешней изоляцией. В последнем случае верхняя покрышка ввода имеет более развитую поверхность у выступающих ребер для увеличения длины пути утечки тока по поверхности фарфоровой покрышки. Вводы с усиленной изоляцией используются в районах с загрязненной атмосферой.
В зависимости от степени загрязнения окружающей среды, вводы различаются в соответствии с ГОСТ 9920-89 по категории внешней изоляции:
|
Во вводах, разработанных до 01.07.1990 г. |
Во вводах, разработанных после 01.07.1990 г. |
|
А - нормальная внешняя изоляция |
I - легкая степень загрязнения атмосферы |
|
Б - усиленная внешняя изоляция |
II - средняя степень загрязнения |
|
В - особо усиленная внешняя изоляция |
III - сильная степень загрязнения |
|
|
IV - очень сильная степень загрязнения |
В зависимости от климатических условий эксплуатации, вводы бывают следующих исполнений:
|
• для районов с умеренным климатом |
У; |
|
• для районов с холодным климатом |
ХЛ; |
|
• для районов с умеренным и холодным климатом |
УХЛ; |
|
• для районов с тропическим климатом |
Т; |
|
• для районов с влажным тропическим климатом |
ТВ; |
|
• общеклиматического исполнения (для всех макроклиматических районов на суше, кроме районов с очень холодным климатом) |
О. |
Ниже приведена расшифровка условных обозначений некоторых типов вводов.
Съемные вводы:
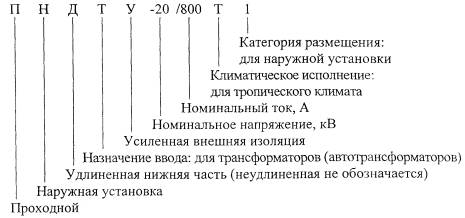
ПНДТУ-20/800 Т1
Герметичные вводы:
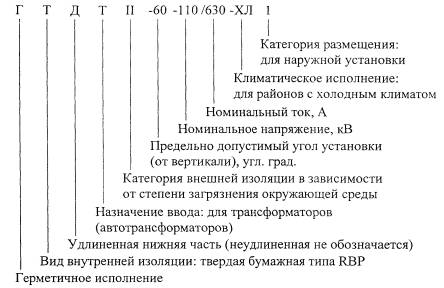
ГТДТII-60-110-УХЛ1
ГТР(3,5)Вс-45-35/500 У1
ГТПВII-15-110/2000 О1
Вводы с маслобарьерной изоляцией:
|
|
МБ |
- маслобарьерная изоляция |
|
|
Т |
- для трансформаторов |
|
|
О |
- общее масло с трансформатором |
|
У |
- усиленная внешняя изоляция |
|
|
0-45 |
- диапазон допустимых углов установки (от вертикали), угл. град. |
|
|
|
66 |
- номинальное напряжение, кВ |
|
|
630 |
- номинальный ток, А |
|
|
У1 |
- климатическое исполнение и категория размещения |
В настоящее время в эксплуатации находится большое количество разнообразных маслонаполненных вводов для трансформаторов.
На рис. 6 изображен общий вид ввода, на котором приведены обозначения основных линейных геометрических размеров. В таблице 1 даны обозначения, основные линейные геометрические размеры, соответствующие рис. 6, и характеристики вводов.
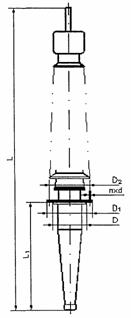
L - длина ввода; L1 - длина нижней части; D - проходной диаметр; D1 - диаметр фланца; D2 - диаметр по отверстиям; n×d - кол-во и диаметр отверстий.
Рис. 6. Общий вид ввода.
ПЕРЕЧЕНЬ ВВОДОВ завода ЗАО «Мосизолятор».
* Выполнена на базе номенклатурного каталога 2004 года завода ЗАО «Мосизолятор».
|
№ п/п |
Тип и номер чертежа выпускаемого ввода |
L, мм |
L1, мм |
D, мм |
D1, мм |
D2, мм |
n×d |
Масса, кг |
Примечание |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
Вводы для силовых трансформаторов |
|||||||||
|
1. |
2ИЭ.800.006 |
1415 |
315 |
155 |
340 |
300 |
8×20 |
78 |
Маслоподпорный с маслобарьерной внутренней изоляцией |
|
2. |
2ШЦ.800.078 |
1470 |
315 |
155 |
340 |
300 |
8×20 |
90 |
Маслоподпорный с маслобарьерной внутренней изоляцией |
|
3. |
2ИЭ.800.012 |
1960 |
785 |
205 |
730 |
480 |
9×24 |
133 |
Маслоподпорный с маслобарьерной внутренней изоляцией |
|
4. |
МТП-110/1400 183-0-0 |
2935 |
1035 |
290 |
690 |
650 |
12×24 |
430 |
Маслонаполненный с ПИН |
|
5. |
ГМТII-0-110/630 ИВЕЮ.686341.026 |
2575 |
663 |
175 |
350 |
300 |
8×24 |
134 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
6. |
121-0-0 |
2540 |
955 |
230 |
535 |
480 |
9×24 |
243 |
Маслоподпорный с бумажно-масляной внутренней изоляцией |
|
7. |
195-0-0 |
2880 |
970 |
230 |
535 |
480 |
9×24 |
275 |
Маслоподпорный с бумажно-масляной внутренней изоляцией и усиленной внешней изоляцией |
|
8. |
ГМТII-15-110/630 ИВЕЮ.686341.022 |
2820 |
970 |
180 |
535 |
480 |
9×24 |
180 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
9. |
БМТ-15-110/1000-2000 405-0-0 |
2575 |
1035 |
230 |
528 |
480 |
12×24 |
201 |
Маслоподпорный с бумажно-масляной внутренней изоляцией |
|
|
|
|
420 |
380 |
|
|
|||
|
10. |
БМТУ-15-110/1000-2000 421-0-0 |
2695 |
1035 |
230 |
528 |
480 |
12×24 |
225 |
Маслоподпорный с бумажно-масляной внутренней изоляцией и усиленной внешней изоляцией |
|
|
|
|
420 |
380 |
|
|
|||
|
11. |
ГМТII-15-110/2000 ИВЕЮ.686341.020 |
2870 |
1035 |
240 |
420 |
380 |
12×22 |
200 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
12. |
ГМТII-15-110/2000 ИВЕЮ.686341.020-01 |
2870 |
1035 |
240 |
535 |
480 |
9×24 |
274 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
13. |
ГМТА-45-110/630 2ИЭ.800.026 (ИВЕЮ.686341.014) |
2390 |
663 |
190 |
350 |
300 |
8×24 |
136 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
14. |
ГМТБ-45-110/630 2ИЭ.800.047 |
2490 |
663 |
190 |
350 |
300 |
8×24 |
150 |
Герметичный с бумажно-масляной внутренней изоляцией усиленной внешней изоляцией |
|
15. |
ГТДТII-60-110/630 ИВЕЮ.686351.012 |
2500 |
970 |
148 |
535 |
480 |
9×24 |
160 |
Герметичный с твердой внутренней изоляцией и удлиненной нижней частью ввода |
|
16. |
ГТДТII-60-110/630 ИВЕЮ.686351.021 |
2500 |
970 |
183 |
535 |
480 |
9×24 |
160 |
Герметичный с твердой внутренней изоляцией и удлиненной нижней частью ввода |
|
17. |
ГТТII-60-110/630 ИВЕЮ.686351.011 |
2190 |
660 |
175 |
350 |
300 |
8×24 |
128 |
Герметичный с твердой внутренней изоляцией |
|
18. |
ГТТII-60-110/630 ИВЕЮ.686351.020 |
2190 |
660 |
183 |
350 |
300 |
8×24 |
130 |
Герметичный с твердой внутренней изоляцией |
|
19. |
ГТТII-60-110/800 ИВЕЮ.686351.017 |
2280 |
770 |
175 |
290 |
250 |
8×16 |
120 |
Герметичный с твердой внутренней изоляцией |
|
20. |
ГТДТII-60-110/800 ИВЕЮ.686351.018 |
2480 |
970 |
175 |
290 |
250 |
8×16 |
130 |
Герметичный с твердой внутренней изоляцией и удлиненной нижней частью ввода |
|
21. |
ГМТА-60-110/800 ИВЕЮ.686341.004-04 |
2460 |
663 |
175 |
350 |
300 |
8×24 |
98 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
22. |
ГМТБ-60-110/800 ИВЕЮ.686341.004-06 |
2460 |
663 |
175 |
350 |
300 |
8×24 |
118 |
Герметичный с бумажно-масляной внутренней изоляцией и усиленной внешней изоляцией |
|
23. |
ГТДТА-60-110/800 2ШЦ.809.024 |
2480 |
970 |
175 |
290 |
250 |
8×15 |
100 |
Герметичный с твердой внутренней изоляцией и удлиненной нижней частью ввода |
|
24. |
ГТДТБ-60-110/800 2ШЦ.809.025 |
2480 |
970 |
175 |
290 |
250 |
8×15 |
130 |
Герметичный с твердой внутренней изоляцией, усиленной внешней изоляцией и удлиненной нижней частью ввода |
|
25. |
ГТТА-60-110/800 2ШЦ.809.024-01 |
2280 |
770 |
175 |
290 |
250 |
8×15 |
95 |
Герметичный с твердой внутренней изоляцией |
|
26. |
ГТТБ-60-110/800 2ШЦ.809.025-01 |
2280 |
770 |
175 |
290 |
250 |
8×15 |
125 |
Герметичный с твердой внутренней изоляцией и усиленной внешней изоляцией |
|
27. |
ГМДТА-60-110/800 ИВЕЮ.686341.004 |
2460 |
725 |
175 |
290 |
250 |
8×15 |
93 |
Герметичный с бумажно-масляной внутренней изоляцией удлиненной нижней частью ввода |
|
28. |
ГТДТII-60-110/2000 ИВЕЮ.686351.019 |
2800 |
1020 |
220 |
420 |
380 |
12×22 |
230 |
Герметичный с твердой внутренней изоляцией и удлиненной нижней частью ввода |
|
29. |
ГТДТII-60-110/2000 ИВЕЮ.686351.019-01 |
2800 |
1020 |
220 |
528 |
480 |
9×24 |
245 |
Герметичный с твердой внутренней изоляцией и удлиненной нижней частью ввода |
|
30. |
ГТДТII-60-110/2000 ИВЕЮ.686351.019-02 |
2800 |
0200 |
220 |
535 |
480 |
12×22 |
230 |
Герметичный с твердой внутренней изоляцией и удлиненной нижней частью ввода |
|
31. |
ГТТII-60-110/2000 ИВЕЮ.686351.016 |
2820 |
720 |
280 |
420 |
380 |
12×24 |
275 |
Герметичный с твердой внутренней изоляцией |
|
32. |
ГМТА-90-110/2000 2ИЭ.800.055 |
2540 |
725 |
280 |
420 |
380 |
12×22 |
248 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
33. |
ГМТБ-90-110/2000 ИВЕЮ.686341.009 |
2580 |
720 |
280 |
420 |
380 |
12×22 |
225 |
Герметичный с твердой внутренней изоляцией и усиленной внешней изоляцией |
|
34. |
ГМТБ-90-110/2000 2ИЭ.800.050 |
2700 |
725 |
280 |
420 |
380 |
12×22 |
278 |
Герметичный с твердой внутренней изоляцией и усиленной внешней изоляцией |
|
35. |
ГБМТ-90-110/2500 211Щ.800.117 |
3075 |
1070 |
280 |
420 |
380 |
12×22 |
352 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
36. |
ГМТII-90-110/2500 ИВЕЮ.686341.021 |
3200 |
1070 |
270 |
420 |
380 |
12×22 |
270 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
37. |
ГМТБ-45-150/630 2ШЦ.800.077-1 |
3149 |
848 |
180 |
350 |
310 |
12×22 |
272 |
Герметичный с твердой внутренней изоляцией и усиленной внешней изоляцией |
|
38. |
ГМТА-45-150/630 2ШЦ.800.077-2 |
2949 |
848 |
180 |
350 |
310 |
12×22 |
256 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
39. |
ГТТII-45-150/800 ИВЕЮ.686352.001 |
2765 |
850 |
200 |
350 |
310 |
12×22 |
195 |
Герметичный с твердой внутренней изоляцией |
|
40. |
ГМТIIС-0-220/2000 ИВЕЮ.686342.031-01 |
3665 |
1380 |
312 |
600 |
560 |
16×24 |
530 |
Герметичный с бумажно-масляной внутренней изоляцией и с компенсацией объема масла газовой подушкой |
|
41. |
ГБМТУ-45-220/400 2ИЭ.800.015 |
4385 |
1380 |
365 |
760 |
720 |
16×24 |
1046 |
Герметичный с бумажно-масляной внутренней изоляцией и усиленной внешней изоляцией |
|
42. |
ГБМТ-45-220/400 2ИЭ.800.016 |
4185 |
1380 |
365 |
760 |
720 |
16×24 |
961 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
43. |
ГБМТ-45-220/1400 2ИЭ.800.017 |
4230 |
1380 |
365 |
760 |
720 |
16×24 |
964 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
44. |
БМТПУ-45-220/1600 222-0-0 |
5515 |
1905 |
400 |
760 |
720 |
16×24 |
1130 |
Маслоподпорный с бумажно-масляной внутренней изоляцией, усиленной внешней изоляцией и ПИН |
|
45. |
БМТПА-45-220/1600 413-0-0 |
4940 |
1905 |
400 |
760 |
720 |
16×24 |
964 |
Маслоподпорный с бумажно-масляной внутренней изоляцией и с ПИН |
|
46. |
БМТП-45-220/1600 181-0-0 |
4930 |
1905 |
400 |
760 |
720 |
16×24 |
910 |
Маслоподпорный с бумажно-масляной внутренней изоляцией и с ПИН |
|
47. |
ГМТII-45-220/1600 ИВЕЮ.686342.027 |
4100 |
1380 |
600 |
760 |
720 |
16×24 |
840 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
48. |
ГМТII-45-220/1600 ИВЕЮ.686342.023 |
5050 |
1905 |
312 |
760 |
720 |
16×24 |
830 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
49. |
ГМТII-45-220/1600 ИВЕЮ.686342.031-02 |
3665 |
1380 |
312 |
760 |
720 |
16×24 |
560 |
Герметичный с бумажно-масляной внутренней изоляцией и с компенсацией объема масла газовой подушкой |
|
50. |
ГМДТII-45-220/1600 ИВЕЮ.686342.034 |
4585 |
1905 |
312 |
760 |
720 |
16×24 |
600 |
Герметичный с бумажно-масляной внутренней изоляцией, удлиненной нижней частью ввода и с компенсацией объема масла газовой подушкой |
|
51. |
БМТП-45-220/2000 196-0-0 |
4820 |
1905 |
400 |
760 |
720 |
16×24 |
970 |
Маслоподпорный с бумажно-масляной внутренней изоляцией и с ПИН |
|
52. |
ГМТII-45-220/2000 ИВЕЮ.686342.031 |
3665 |
1380 |
312 |
600 |
560 |
16×24 |
530 |
Герметичный с бумажно-масляной внутренней изоляцией и с компенсацией объема масла газовой подушкой |
|
53. |
ГКТII-45-220/2000 ИВЕЮ.686352.002 |
4275 |
1380 |
210 |
600 |
560 |
16×24 |
400 |
Герметичный с твердой внутренней изоляцией типа RIP |
|
54. |
ГКДТII-45-220/2000 ИВЕЮ.686352.003 |
4800 |
1905 |
210 |
760 |
720 |
16×24 |
455 |
Герметичный с твердой внутренней изоляцией типа RIP и удлиненной нижней частью ввода |
|
55. |
ГМТА-45-220/2000 2ИЭ.800.043-01 |
4345 |
1380 |
365 |
600 |
560 |
16×24 |
975 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
56. |
ГМТБ-45-220/2000 2ИЭ.800.042-01 |
4645 |
1380 |
365 |
600 |
560 |
16×24 |
853 |
Герметичный с бумажно-масляной внутренней изоляцией и усиленной внешней изоляцией |
|
57. |
ГМТБ-45-220/2000 ИВЕЮ.686342.010-02 |
4280 |
1380 |
310 |
600 |
560 |
16×24 |
640 |
Герметичный с бумажно-масляной внутренней изоляцией и усиленной внешней изоляцией |
|
58. |
ГМТБ-90-220/1000 2ШЦ.800.086 |
5205 |
1530 |
385 |
670 |
620 |
16×24 |
980 |
Герметичный с бумажно-масляной внутренней изоляцией и усиленной внешней изоляцией |
|
59. |
ГМТБ-90-220/1000 ИВЕЮ.686342.015 |
4410 |
1535 |
385 |
670 |
620 |
16×24 |
715 |
Герметичный с бумажно-масляной внутренней изоляцией и усиленной внешней изоляцией |
|
60. |
197-0-0 |
5645 |
2160 |
450 |
820 |
770 |
16×24 |
1430 |
Маслоподпорный с бумажно-масляной внутренней изоляцией и с ПИН |
|
61. |
224-0-0 |
6800 |
2160 |
455 |
820 |
770 |
16×24 |
1750 |
Маслоподпорный с бумажно-масляной внутренней изоляцией и с ПИН |
|
62. |
ГМТПА-45-330/1000 2ШЦ.800.093 |
5304 |
2160 |
410 |
818 |
770 |
16×24 |
1740 |
Герметичный с бумажно-масляной внутренней изоляцией и с ПИН |
|
63. |
ГМТПБ-45-330/1000 2ШЦ.800.093-01 |
6415 |
2160 |
410 |
818 |
770 |
16×24 |
1960 |
Герметичный с бумажно-масляной внутренней изоляцией, усиленной внешней изоляцией и ПИН |
|
64. |
ГМТII-45-330/1000 ИВЕЮ.686343.008 |
6220 |
2160 |
640 |
818 |
770 |
16×24 |
1140 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
65. |
ГМТПА-45-330/2000 ШЦ.800.056-1 |
4975 |
1615 |
444 |
818 |
770 |
16×24 |
1418 |
Герметичный с бумажно-масляной внутренней изоляцией с ПИН |
|
66. |
ГМТПБ-45-330/2000 ШЦ.800.056-2 |
5885 |
1615 |
444 |
818 |
770 |
16×24 |
1632 |
Герметичный с бумажно-масляной внутренней изоляцией, усиленной внешней изоляцией и ПИН |
|
67. |
ГМТА-45-330/2500 2ШЦ.800.120 |
5265 |
1615 |
445 |
600 |
560 |
16×24 |
1110 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
68. |
ГМТБ-45-330/2500 2ШЦ.800.120-02 |
5265 |
1615 |
445 |
600 |
560 |
16×24 |
1175 |
Герметичный с бумажно-масляной внутренней изоляцией и усиленной внешней изоляцией |
|
69. |
ГМТI-45-330/2500 ИВЕЮ.686343.006 |
5265 |
1615 |
445 |
600 |
560 |
16×24 |
1110 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
70. |
ГМТII-45-330/2500 ИВЕЮ.686343.006-02 |
5265 |
1615 |
445 |
600 |
560 |
16×24 |
1175 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
71. |
ГМТII-45-330/2500 ИВЕЮ.686343.009 |
5510 |
1615 |
445 |
600 |
560 |
16×24 |
950 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
72. |
ГМРА-0-500/315 2ИЭ.800.034 |
6966 |
2204 |
900 |
1200 |
1130 |
16×24 |
3293 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
73. |
ГМРБ-0-500/315 2ИЭ.800.034-02 |
6966 |
2204 |
900 |
1200 |
1130 |
16×24 |
3485 |
Герметичный с бумажно-масляной внутренней изоляцией и усиленной внешней изоляцией |
|
74. |
ГМРБ-0-500/315 ИВЕЮ.686344.006-02 |
6965 |
2204 |
900 |
1200 |
1130 |
16×24 |
1726 |
Герметичный с бумажно-масляной внутренней изоляцией и усиленной внешней изоляцией |
|
75. |
ГМРII-0-500/315 ИВЕЮ.686344.029 |
7835 |
2204 |
900 |
1200 |
1130 |
16×24 |
2200 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
76. |
0-15206-0-0 |
9015 |
3850 |
900 |
1200 |
1130 |
16×22 |
4000 |
Маслоподпорный с бумажно-масляной внутренней изоляцией и с ПИН |
|
77. |
ГМТII-15-500/630 ИВЕЮ.686344.024 |
9080 |
3850 |
900 |
1200 |
1130 |
16×22 |
3000 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
78. |
ГМТПА-30-500/1000 2ШЦ.800.087 |
7150 |
2600 |
900 |
1200 |
1130 |
16×22 |
3220 |
Герметичный с бумажно-масляной внутренней изоляцией и с ПИН |
|
79. |
ГМТПА-30-500/1600 2ШЦ.800.085 |
7150 |
2600 |
900 |
1200 |
1130 |
16×22 |
3220 |
Герметичный с бумажно-масляной внутренней изоляцией и с ПИН |
|
80. |
ГМТА-30-500/1600 2ИЭ.800.011-01 |
7300 |
2750 |
900 |
1200 |
1130 |
16×22 |
3050 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
81. |
ГМТII-30-500/1600 ИВЕЮ.686344.025 |
7240 |
2750 |
900 |
1200 |
1130 |
16×24 |
2070 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
82. |
ГМТII-30-500/1600 ИВЕЮ.686344.030 |
8150 |
2750 |
900 |
1200 |
1130 |
16×24 |
2250 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
83. |
ГМТПА-30-500/2000 2ШЦ.800.095 |
7150 |
2600 |
900 |
1200 |
1130 |
16×22 |
3230 |
Герметичный с бумажно-масляной внутренней изоляцией и с ПИН |
|
84. |
ГМТПБ-30-500/2000 2ШЦ.800.095-03 |
7150 |
2600 |
900 |
1200 |
1130 |
16×22 |
3620 |
Герметичный с бумажно-масляной внутренней изоляцией, усиленной внешней изоляцией и ПИН |
|
85. |
ГМТБ-30-500/2000 ИВЕЮ.686344.005-09 |
7245 |
2600 |
900 |
1200 |
1130 |
16×24 |
1703 |
Герметичный с бумажно-масляной внутренней изоляцией и усиленной внешней изоляцией |
|
86. |
ГМТП-30-500/2000 ИВЕЮ.686344.010-03 |
7150 |
2600 |
900 |
1200 |
1130 |
16×22 |
3130 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
87. |
ГМТII-30-500/2000 ИВЕЮ.686344.028 |
8090 |
2600 |
900 |
1200 |
1130 |
16×24 |
2085 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
88. |
ГМТII-30-500/2500 ИВЕЮ.686344.028-03 |
8090 |
2600 |
900 |
1200 |
1130 |
16×24 |
2085 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
89. |
ГМТА-30-500/2500 2ШЦ.800.107 |
7150 |
2600 |
900 |
1200 |
1130 |
16×22 |
3210 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
90. |
ГМТБ-30-500/2500 ИВЕЮ.686344.005-03 |
7245 |
2600 |
900 |
1200 |
1130 |
16×24 |
2090 |
Герметичный с бумажно-масляной внутренней изоляцией и усиленной внешней изоляцией |
|
91. |
ГМРА-0-750/315 2ИЭ.800.021 |
8400 |
2620 |
900 |
1200 |
1130 |
16×24 |
3826 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
92. |
ГМРА-0-750/315 ИВЕЮ.686345.004 |
8200 |
2605 |
900 |
1200 |
1130 |
16×24 |
2500 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
93. |
ГМТПА-30-750/1000 2ШЦ.800.072 |
8500 |
2710 |
695 |
1200 |
1130 |
16×22 |
3750 |
Герметичный с бумажно-масляной внутренней изоляцией и с ПИН |
|
94. |
ГМТI-30-750/1000 ИВЕЮ.686345.005 |
8285 |
2720 |
900 |
1200 |
1130 |
16×24 |
2880 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
Вводы для масляных выключателей |
|||||||||
|
95. |
230-0-0 |
3195 |
1130 |
275 |
528 |
480 |
9×24 |
316 |
Маслоподпорный с бумажно-масляной внутренней изоляцией и усиленной внешней изоляцией |
|
96. |
ГМВБ-15-110/1000 2ШЦ.800.065 |
3075 |
1130 |
245 |
550 |
486 |
9×30 |
255 |
Герметичный с бумажно-масляной внутренней изоляцией и усиленной внешней изоляцией |
|
97. |
0-15419-0-0 |
3075 |
1130 |
245 |
550 |
486 |
9×30 |
255 |
Маслоподпорный с бумажно-масляной внутренней изоляцией |
|
98. |
2ШЦ.800.066 |
3525 |
1130 |
245 |
550 |
486 |
9×30 |
481 |
Герметичный с бумажно-масляной внутренней изоляцией и усиленной внешней изоляцией |
|
99. |
ГМВБ-15-110/2000 2ШЦ.800.066-02 |
2900 |
1130 |
245 |
550 |
486 |
9×30 |
245 |
Герметичный с бумажно-масляной внутренней изоляцией и усиленной внешней изоляцией |
|
100. |
ГМВII-15-110/2000 ИВЕЮ.686341.023 |
2820 |
1130 |
245 |
550 |
486 |
9×30 |
230 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
101. |
ГТВII-15-110/2000 ИВЕЮ.686351.013 |
2870 |
1130 |
180 |
550 |
486 |
9×30 |
250 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
102. |
2ШЩ.800.091, 091-01 |
5240 |
1820 |
470 |
870 |
818 |
12×30 |
1295 |
Маслоподпорный с бумажно-масляной внутренней изоляцией, усиленной внешней изоляцией и ПИН |
|
103. |
2ШЩ.800.090; 090-01 |
4475 |
1820 |
470 |
870 |
818 |
12×30 |
1038 |
Маслоподпорный с бумажно-масляной внутренней изоляцией и с ПИН |
|
104. |
2ШЩ.800.112; 112-01 |
5280 |
1820 |
470 |
870 |
818 |
12×30 |
1200 |
Маслоподпорный с бумажно-масляной внутренней изоляцией, усиленной внешней изоляцией и ПИН |
|
105. |
2ШЩ.800.097; 097-01 |
5000 |
1820 |
470 |
870 |
818 |
12×30 |
1170 |
Маслоподпорный с бумажно-масляной внутренней изоляцией, усиленной внешней изоляцией и ПИН |
|
106. |
ГМВII-15-220/2000 2ШЩ.800.112-03 |
5100 |
1800 |
470 |
870 |
818 |
12×30 |
1080 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
Линейные вводы |
|||||||||
|
107. |
ГМЛА-90-220/1000 415-0-0 |
5645 |
3165 |
540 |
890 |
840 |
12×22 |
1497 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
108. |
ГМЛБ-90-110/1000 2ИЭ.800.030 |
3610 |
1805 |
245 |
420 |
360 |
4×24 |
374 |
Герметичный с бумажно-масляной внутренней изоляцией и усиленной внешней изоляцией |
|
109. |
ГМЛА-90-220/2000 ИВЕЮ.686342.008 |
5495 |
2987 |
330 |
890 |
840 |
12×22 |
510 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
110. |
ГМЛБ-90-110/2000 2ИЭ.800.009 |
3640 |
1820 |
245 |
420 |
360 |
4×24 |
376 |
Герметичный с бумажно-масляной внутренней изоляцией и усиленной внешней изоляцией |
|
111. |
ГМЛII-90-110/2000 ИВЕЮ.686341.027 |
3600 |
1900 |
240 |
420 |
360 |
4×24 |
280 |
Герметичный с бумажно-масляной внутренней изоляцией |
|
112. |
ГТПЛII-90-110/2000 У1 ИВЕЮ.686351.022 |
3230 |
1745 |
292 |
420 |
360 |
4×24 |
155 |
Герметичный с бумажно-масляной внутренней изоляцией |



Номенклатура выпускаемых вводов включает как вводы, устанавливаемые в настоящее время на вновь выпускаемые трансформаторы, так и вводы, разработанные взамен выпускавшихся ранее.
При выборе нового ввода для замены имеющегося в эксплуатации, необходимо соблюдать идентичность погружной части ввода и длину протягиваемого отвода или присоединительные размеры деталей нижнего подсоединения, а также установочные размеры опорного фланца.
Таблица 2 устанавливает соответствие по взаимозаменяемости вводов, выпущенных за последние годы и выпускаемых ныне. В ней также приведены необходимые операции по замене старого ввода на новый. При этом для всех вводов при их замене необходима перепайка контактной шпильки.
ВЗАИМОЗАМЕНЯЕМОСТЬ ВВОДОВ
Таблица 2*
* Выполнена на базе номенклатурного каталога 2004 года завода ЗАО «Мосизолятор».
|
№ п/п |
Тип и номер чертежа ранее выпускавшегося ввода |
Тип и номер чертежа выпускаемого ввода |
Уменьшение длины отвода, мм |
|
1 |
2 |
3 |
4 |
|
Вводы для силовых трансформаторов |
|||
|
1. |
121-0-0 |
ГТДТН-60-110/630 ИВЕЮ.686351.021 |
85 |
|
2. |
195-0-0 |
425 |
|
|
3. |
ГМТII-15-110/630 ИВЕЮ.686341.022 |
85 |
|
|
4. |
ГТДТП-60-110/630 ИВЕЮ.686351.012 |
Полностью взаимозаменяемы |
|
|
5. |
БМТ-15-110/1000-2000 405-0-0 (с диаметром опорного фланца 420 мм) |
ГТДТII-60-110/2000 ИВЕЮ.686351.019 |
65 |
|
6. |
БМТУ-15-110/1000-2000 421-0-0 (с диаметром опорного фланца 420 мм) |
185 |
|
|
7. |
ГМТII-15-110/2000 ИВЕЮ.686341.020 |
80 |
|
|
8. |
БМТ-15-110/1000-2000* 405-0-0 (с диаметром опорного фланца 528 мм) |
ГТДТII-60-110/2000 ИВЕЮ.686351.019-01 |
65 |
|
9. |
БМТУ-15-110/1000-2000* 421-0-0 (с диаметром опорного фланца 528 мм) |
185 |
|
|
10. |
ГМТII-15-110/2000 ИВЕЮ.686341.020-01 |
80 |
|
|
11. |
ГМТА-45-110/630 2ИЭ.800.026 (ИВЕЮ.686341.014) |
ГТТII-60-110/630 ИВЕЮ.686351.020 |
150 |
|
12. |
ГМТБ-45-110/630 2ИЭ.800.047 |
250 |
|
|
13. |
ГМТА-60-110/800 ИВЕЮ.686341.004-04 |
150 |
|
|
14. |
ГМТБ-60-110/800 ИВЕЮ.686341.004-06 |
150 |
|
|
15. |
ГМТII-0-110/630 ИВЕЮ.686341.026 |
150 |
|
|
16. |
ГТТII-60-110/630 ИВЕЮ.686351.011 |
Полностью взаимозаменяемы |
|
|
17. |
МТП-110/1400* 183-0-0 (с диаметром опорного фланца 690 мм) |
ГТДТII-60-110-2000 ИВЕЮ.686351.019-02 |
345 |
|
18. |
ГТДТА-60-110/800 2ШЦ.809.024 |
ГТДТII-60-110/800 ИВЕЮ.686351.018 |
Полностью взаимозаменяемы |
|
19. |
ГТДТБ-60-110/800 2ШЦ.809.025 |
||
|
20. |
ГТТА-60-110/800 2ШЦ.809.024-01 |
ГТТII-60-110/800 ИВЕЮ.686351.017 |
Полностью взаимозаменяемы |
|
21. |
ГТТБ-60-110/800 2ШЦ.809.025-01 |
Полностью взаимозаменяемы |
|
|
22. |
ГМДТА-60-110/800 ИВЕЮ.686341.004 |
130 |
|
|
23. |
ГМТБ-90-110/2000 ИВЕЮ.686341.009 |
ГТТII-60-110/2000 ИВЕЮ.686351.016 |
85 |
|
24. |
ГМТА-90-110/2000 2ИЭ.800.055 |
85 |
|
|
25. |
ГМТБ-90-110/2000 2ИЭ.800.050 |
225 |
|
|
26. |
ГМТБ-45-150/630 2ШЦ.800.077-1 |
ГТТII-45-150/800 ИВЕЮ.686352.001 |
390 |
|
27. |
ГМТА-45-150/630 2ШЦ.800.077-2 |
190 |
|
|
28. |
ГМТА-45-150/2000 2ШЦ.800.068-2 (с нижним экраном d-185) |
ГМТII-45-150/2000 ИВЕЮ.686342.037 |
Не требуется |
|
29. |
ГМТБ-45-150/2000 2ШЦ.800.068-1 (с нижним экраном d-185) |
200 |
|
|
30. |
ГМТБ-45-150/2000 2ШЦ.800.068-5 (с нижним экраном d-240) |
200 |
|
|
31. |
БМТПУ-45-220/1600 222-0-0 |
ГМДТII-45-220/1600 ИВЕЮ.686342.034 (с газовой подушкой) |
|
|
выпущенные до октября 1986 |
600(575) |
||
|
выпущенные с ноября 1986 |
325(300) |
||
|
32. |
БМТПА-45-220/1600 413-0-0 |
25** |
|
|
33. |
БМТП-45-220/1600 181-0-0 |
25** |
|
|
34. |
БМТП-45-220/2000 196-0-0 |
25** |
|
|
35. |
ГМТП-45-220/1600 ИВЕЮ.686342.023 |
25** |
|
|
36. |
ГБМТ-90-110/2500 2ШЦ.800.117 |
ГМТII-90-110/2500 ИВЕЮ.686341.021 |
Не требуется |
|
37. |
БМТПУ-45-220/1600 222-0-0 выпущенные до октября 1986 выпущенные с ноября 1986 |
ГКДТII-45-220/2000 ИВЕЮ.686352.003 (с твердой изоляцией типа RIP) |
720 445 |
|
38. |
БМТПА-45-220/1600 413-0-0 |
145 |
|
|
39. |
БМТП-45-220/1600 181-0-0 |
145 |
|
|
40. |
БМТП-45-220/2000 196-0-0 |
145 |
|
|
41. |
ГМТII-45-220/1600 ИВЕЮ.686342.023 |
145 |
|
|
42. |
ГМТБ-45-220/2000 2ИЭ.800.042-01 |
ГМТII-45-220/2000 ИВЕЮ.686342.031 (с газовой подушкой) |
685 |
|
43. |
ГМТА-45-220/2000 2ИЭ.800.043-01 |
385 |
|
|
44. |
ГМТБ-45-220/2000* 2ИЭ.800.042 |
405 |
|
|
45. |
ГМТА-45-220/2000* 2ИЭ.800.043 |
105 |
|
|
46. |
ГМТБ-45-220/2000 ИВЕЮ.686342.010-02 |
280 |
|
|
47. |
ГМТБ-45-220/2000 2ИЭ.800.042-01 |
ГКТII-45-220/2000 ИВЕЮ.686352.002 (с твердой изоляцией типа RIP) |
405 |
|
48. |
ГМТА-45-220/2000 2ИЭ.800.043-01 |
105 |
|
|
49. |
ГМТБ-45-220/2000* 2ИЭ.800.042 |
405 |
|
|
50. |
ГМТА-45-220/2000* 2ИЭ.800.043 |
105 |
|
|
51. |
ГМТБ-45-220/2000 ИВЕЮ.686342.010-02 |
Не требуется |
|
|
52. |
ГМТБ-90-220/1000 2ШЦ.800.086 |
ГМТБ-90-220/1000 ИВЕЮ.686342.015 |
Полностью взаимозаменяемы |
|
53. |
ГМТIIС-0-220/2000 ИВЕЮ.686342.010-06 |
ГМТIIС-0-220/2000 ИВЕЮ.686342.031-01 (с газовой подушкой) |
280 |
|
54. |
ГМТIV(3,5)-45-220/2000 ИВЕЮ.686342.017 |
ГМТIV(3,5)-45-220/2000 ИВЕЮ.686342.032 (с газовой подушкой) |
105 |
|
55. |
ГМТIVвС-15-220/2000 ИВЕЮ.686342.020 |
ГMTIVвC-15-220/2000 ИВЕЮ.686342.033 (с газовой подушкой) |
10** |
|
56. |
ГБМТУ-45-220/400 2ИЭ.800.015 |
ГМТII-45-220/1600 ИВЕЮ.686342.031-02 (с газовой подушкой) |
435 |
|
57. |
ГБМТ-45-220/400 2ИЭ.800.016 |
235 |
|
|
58. |
ГБМТ-45-220/1400 2ИЭ.800.017 |
235 |
|
|
59. |
ГМТII-45-220/1600 ИВЕЮ.686342.027 |
100 |
|
|
60. |
ГМТПА-45-330/1000 2ШЦ. 800.093 |
ГМТII-45-330/1000 ИВЕЮ.686343.010 (с газовой подушкой) |
Не требуется |
|
61. |
ГМТПБ-45-330/1000 2ШЦ.800.093-01 |
910 |
|
|
62. |
197-0-0 |
245 |
|
|
63. |
224-0-0 |
1300 |
|
|
64. |
ГМТII-45-330/1000 ИВЕЮ.686343.008 |
10** |
|
|
65. |
ГМТА-45-330/2500 2ШЦ.800.120 |
ГМТII-45-330/2500 ИВЕЮ.686343.011 (с газовой подушкой) |
Не требуется |
|
66. |
ГМТБ-45-330/2500 2ШЦ.800.120-02 |
Не требуется |
|
|
67. |
ГМТI-45-330/2500 ИВЕЮ.686343.006 |
Не требуется |
|
|
68. |
ГМТII-45-330/2500 ИВЕЮ.686343.006-02 |
Не требуется |
|
|
69. |
ГМТПА-45-330/2000 2ШЦ.800.056-1 |
Необходимо удлинение шпильки на 295 мм |
|
|
70. |
ГМТПБ-45-3 30/2000 2ШЦ.800.056-2 |
615 |
|
|
71. |
ГМТII-45-330/2500 ИВЕЮ.686343.009 |
Не требуется |
|
|
72. |
ГМТА-30-500/2500 2ШЦ.800.107 |
ГМТII-30-500/2500 ИВЕЮ.686344.028-03 |
Не требуется |
|
73. |
ГМТБ-30-500/2500 ИВЕЮ.686344.005-03 |
||
|
74. |
ГМТБ-30-500/2000 ИВЕЮ.686344.005-09 |
ГМТII-30-500/2000 ИВЕЮ.686344.028 |
Не требуется |
|
75. |
ГМТПА-30-500/2000 2ШЦ.800.095 |
Не требуется |
|
|
76. |
ГМТПБ-30-500/2000 2ШЦ.800.095-03 |
Не требуется |
|
|
77. |
ГМТII-30-500/2000 ИВЕЮ.686344.010-03 |
Не требуется |
|
|
78. |
ГМТПА-30-500/1600 2ШЦ.800.085 |
175 |
|
|
79. |
ГМТПА-30-500/1000 2ШЦ.800.087 |
175 |
|
|
80. |
ГМРА-0-500/315 2ИЭ.800.034 |
ГМРII-0-500/315 ИВЕЮ.686344.029 |
Не требуется |
|
81. |
ГМРБ-0-500/315 2ИЭ.800.034-02 |
|
|
|
82. |
ГМРБ-0-500/315 ИВЕЮ.686344.006-02 |
|
|
|
83. |
206-0-0 |
ГМТII-15-500/630 ИВЕЮ.686344.024 |
Полностью взаимозаменяемы |
|
84. |
ГМТА-30-500/1600 2ИЭ.800.011-01 |
ГМТII-30-500/1600 ИВЕЮ.686344.030 |
Полностью взаимозаменяемы |
|
85. |
ГМТП-30-500/1600 ИВЕЮ.686344.025-02 |
||
|
86. |
ГМТПА-30-750/1000 2ШЦ.800.072 |
ГМТI-30-750/1000 ИВЕЮ.686345.005 |
Не требуется |
|
87. |
ГМРА-0-750/315 2ИЭ.800.021 |
ГМРА-0-750/315 ИВЕЮ.686345.004 |
Не требуется |
|
Вводы для кабельного подключения трансформатора |
|||
|
88. |
ГМТкб-45-110/630 2ШЦ.800.060 |
ТТкб-45-110/630 ИВЕЮ.686351.015 |
75 |
|
89. |
ГМТкб-45-110/630 ИВЕЮ.686341.013 |
Полностью взаимозаменяемы |
|
|
90. |
ГМТкб-45-110/630 2ШЦ.800.060-01 |
ТТкб-45-110/630 ИВЕЮ.686351.015-01 |
75 |
|
91. |
ГМТкб-45-110/630 ИВЕЮ.686341.013-01 |
Полностью взаимозаменяемы |
|
|
92. |
К-409-0-0 |
ГМТкб-45-330/630 ИВЕЮ.686343.007 |
Полностью взаимозаменяемы |
|
93. |
ГМТкб-9-500/1000 ИВЕЮ.686344.004-01 |
ГМТкб-9-500/1000 ИВЕЮ.686344. 026-01 |
Полностью взаимозаменяемы |
|
94. |
ГМТкб-11-500/1000 ИВЕЮ.686344.004-09 |
ГМТкб-11-500/1000 ИВЕЮ.686344.026-09 |
Полностью взаимозаменяемы |
|
95. |
ГМТкб-15-500/1000 ИВЕЮ.686344.004 |
ГМТкб-15-500/1000 ИВЕЮ.686344.026 |
Полностью взаимозаменяемы |
|
96. |
ГМТкб-18-500/1000 ИВЕЮ.686344.004-05 |
ГМТкб-18-500/1000 ИВЕЮ.686344. 026-02 |
Полностью взаимозаменяемы |
|
97. |
ГМТкб-30-500/1000 ИВЕЮ.686344.004-06 |
ГМТкб-30-500/1000 ИВЕЮ.686344.026-06 |
Полностью взаимозаменяемы |
|
Вводы для масляных выключателей |
|||
|
98. |
ГТВII-60-35/1000 ИВЕЮ.686351.010 |
ГТВII-60-35/1000 ИВЕЮ.686351.010-04 |
Полностью взаимозаменяемы |
|
99. |
ГТВII-60-35/1000 ИВЕЮ.686351.010-01 |
ГТВII-60-35/1000 ИВЕЮ.686351.010-05 |
Полностью взаимозаменяемы |
|
100. |
230-0-0 |
ГТВII-15-110/2000 ИВЕЮ.686351.013 или ГТПВII-15-110/2000 ИВЕЮ.686351.023 (с полимерной внешней изоляцией) |
Полностью взаимозаменяемы |
|
101. |
ГМВБ-15-110/1000 2ШЦ.800.065 |
||
|
102. |
ГМВБ-15-110/2000 2ШЦ.800.066-02 |
||
|
103. |
419-0-0 |
||
|
104. |
2ШЦ.800.066 |
||
|
105. |
ГМВII-15-110/2000 ИВЕЮ.686341.023 |
||
|
106. |
2ШЦ.800.090, 090-01 |
ГМВII-15-220/2000 ИВЕЮ.686342.035 (с газовой подушкой) или ГМВII-15-220/2000 ИВЕЮ.686342.036 (исполнение ХЛ1 - с сильфонами) |
Полностью взаимозаменяемы |
|
107. |
2ШЦ.800.091, 091-01 |
||
|
108. |
2ШЦ.800.112, 112-01 |
||
|
109. |
2ШЦ.800.097, 097-01 |
||
|
110. |
ГМВII-15-220/2000 2ШЦ.800.112-03 |
||
|
Линейные вводы |
|||
|
111. |
ГМЛБ-90-110/2000 2ИЭ.800.009 |
ГТПЛII-90-110/2000 ИВЕЮ.686351.022 (размер под трансформаторы тока - 500 мм) |
Полностью взаимозаменяемы |
|
112. |
ГМЛБ-90-110/1000 2ИЭ.800.030 |
||
|
113. |
ГМЛII-90-110/2000 ИВЕЮ.686341.027 (размер под трансформаторы тока - 495 мм) |
||
|
114. |
ГМЛБ-90-110/2000 2ИЭ.800.009 |
ГМДЛII-90-110/2000 ИВЕЮ.686341.027-03 (размер под трансформаторы тока - 680 мм) |
Полностью взаимозаменяемы |
|
115. |
ГМЛБ-90-110/1000 2ИЭ.800.030; |
||
|
116. |
ГМЛА-90-220/1000 415-0-0 |
ГМЛА-90-220/2000 ИВЕЮ.686342.008 |
Полностью взаимозаменяемы |

* При замене необходимо указывать: «с переходным фланцем».
** Уменьшение длины отводов можно произвести скручиванием кабеля.
В условиях крупных энергосистем, когда количество ежегодно ремонтируемых вводов достигает 100-200 штук, становится целесообразным не производить восстановление изоляционных свойств бумажной основы маслонаполненных вводов, а заменить новой, организовав намотку ее в собственных ремонтных мастерских. При получении в качестве запасных частей изоляционных остовов вводов в соответствующих транспортных баках, ремонт вводов заключается в их разборке и сборке.
В связи с этим для вводов различных конструкций порядок ремонтных работ может меняться. Изменение порядка ремонтных работ также зависит от характера повреждений.
Поэтому технологический маршрут ремонта, в связи с вышесказанным, должен составляться на месте ремонта. В настоящей работе материал по ремонту дается отдельными операциями технологического процесса без строгого соблюдения технологического маршрута.
При ремонте вводов без демонтажа в условиях эксплуатации необходимо все работы производить при отключенном напряжении. Запасные части и материалы, используемые при ремонте, должны удовлетворять требованиям соответствующих ГОСТов и технических условий (ТУ).
5. ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ ВВОДОВ И МЕТОДЫ ИХ УСТРАНЕНИЯ
В процессе транспортирования, хранения и эксплуатации, во вводах появляются различные неисправности, которые могут быть устранены с помощью ремонта на месте эксплуатации или в ремонтных мастерских. Устранить неисправности можно с демонтажем и без демонтажа ввода с оборудования, без разборки, с полной или частичной разборкой ввода в зависимости от характера неисправностей.
В таблице 3 представлен перечень наиболее часто встречающихся неисправностей вводов и указаны методы их устранения.
Таблица 3
|
|
Неисправности вводов |
Методы устранения |
|
1 |
2 |
3 |
|
1. |
Поломка фарфора или просачивание масла через замазку армированных вводов. |
Замена фарфора. Удаление старой армировочной замазки и нанесение новой. |
|
2. |
Загрязнение, окисление и увлажнение изоляционного масла, заполняющего ввод и бак давления. |
Замена масла во вводе и баке давления. При этом ввод и бак давления не разбираются. |
|
3. |
Ухудшение характеристик внутренней изоляции ввода (увеличение значений тангенса угла диэлектрических потерь основной изоляции, изоляции измерительного конденсатора у ввода с ПИН или изоляции наружных слоев у ввода без ПИН больше величин, нормируемых для эксплуатационных условий). |
Полная разборка ввода в ремонтной мастерской, сушка изоляции, сборка, вакуумная обработка, заполнение ввода маслом, гидравлические и электрические испытания. |
|
4. |
Отсутствие масла во вводе (некоторое время) или не полностью заполненный маслом ввод. |
Полная разборка ввода в ремонтной мастерской, сушка изоляции, сборка, вакуумная обработка, заполнение ввода маслом, гидравлические и электрические испытания. |
|
5. |
Течь в уплотнениях между фарфоровыми покрышками и металлическими деталями ввода, значительные механические повреждения покрышек, различные повреждения деталей ввода. |
Разборка ввода с частичной или полной заменой деталей, резиновых прокладок, покрышек и др. После устранения неисправностей сборка, вакуумная обработка, заполнение маслом, гидравлические и электрические испытания. |
|
6. |
Незначительные сколы фарфоровых покрышек. |
Устранение «лечкой». |
|
7. |
Бой фарфора и течь уплотнений измерительного ввода. |
Подтяжка уплотнений и замена изолятора. |
|
8. |
Повреждение стекла маслоуказателя негерметичного ввода. |
Замена стекла. |
|
9. |
Течь деталей из алюминиевого и чугунного литья. |
Устранение «лечкой». |
|
10. |
Повреждение изоляционного покрытия нижнего экрана ввода для трансформатора. |
Снятие старого и нанесение нового покрытия. Ввод должен быть снят с оборудования. |
|
11. |
Течь в местах уплотнений пробок, нижней и верхней частях ввода. |
Замена уплотнений с последующей плотной затяжкой пробок, не разбирая ввода. |
|
12. |
Необходимость замены у герметичных вводов манометров и регулирование давления во вводе или системе ввод - бак давления после ремонтных работ. |
Снятие давления, замена манометра и установление давления с доливкой масла. |
6. ВВОДЫ КЛАССА НАПРЯЖЕНИЯ 35 кВ
При ремонте трансформаторов могут встречаться два основных типа вводов класса напряжения 35 кВ: армированные и съемные. Армированные вводы имеют ряд существенных недостатков: большая трудоемкость замены и сложность переармировки фарфоровых изоляторов при поломках фарфора или просачивании масла через замазку. В настоящее время армированные вводы сняты с производства, но поскольку они имеются в наличии на установленном оборудовании, необходимо кратко осветить особенности их ремонта.
6.1. Ремонт армированных вводов
Если при осмотре ввода выявлены значительные сколы в покрышке, ввод заменяют. При просачивании масла из армировочных швов вследствие плохого качества армировочной замазки, необходимо произвести следующие операции.
6.1.1. При отключенном напряжении, произвести демонтаж дефектного ввода с электрического оборудования.
6.1.2. Удалить старую армировочную замазку. Удаление старой армировочной замазки производить путем ее выкрашивания по кругу небольшим острым зубилом. Во время удаления армировки ввод необходимо установить вертикально, наружной частью фарфора вниз, рис. 7, на подставке с подкладкой под фланец войлока или резины, что уменьшает возможность повреждения при ударах. Можно применять метод нагрева фланцевых соединений с последующим удалением армировки механическим путем.

1 - натяжная гайка; 2 - натяжная скоба из полосовой стали; 3 - чашка с армировочной замазкой; 4 - фланец ввода; 5 - плита с отверстием; 6 - прокладка; 7 - токоведущая шпилька.
Рис. 7. Армирование ввода класса напряжения 35 кВ.
6.1.3. Зачистить поверхность фланца от пыли, ржавчины и масла, а ту часть фланца, которая соприкасается со слоем армировки, если это предусматривалось заводом-изготовителем, покрыть одним-двумя слоями тугоплавкого битума (температура плавления 140-160 °С), растворенного в бензине.
6.1.4. Развести замазку и нанести ее на герметизируемый участок. Резиновые прокладки должны быть плотно прижатыми, чтобы создавать дно для заливаемой замазки. Основные типы, характеристики и свойства армировочных замазок, применяемых в отечественном энергоремонте, а также их рецепты, режимы армирования и сушки приведены в приложении 2.
6.1.5. Некоторые старые типы вводов, снятые в настоящее время с производства, были выполнены с заполнением нефтяным изоляционным маслом или изоляционными мастиками на основе битумов. При необходимости, эти типы вводов могут быть также восстановлены с заполнением их мастикой. Рецепты приготовления мастики приведены в приложении 3.
6.1.6. После армирования и восстановления вводов, последние должны быть испытаны:
- на герметичность избыточным давлением 0,3 МПа (3 кгс/см2) масла;
- приложенным напряжением в соответствии с «Объемом и нормами испытаний электрооборудования» РД 34.45-51.300-97, «ЭНАС», М., 1997.
6.2. Съемные вводы
6.2.1. Ввод тщательно осмотреть, проверить отсутствие сколов и трещин в фарфоровой покрышке, состояние уплотняющих прокладок.
6.2.2. Для замены фарфорового изолятора и уплотняющей резиновой прокладки не требуется подъема активной части и отсоединения отводов внутри бака, что упрощает ремонт. Достаточно отвинтить приспособления, крепящие изолятор, снять его и резиновую прокладку, заменить их новыми и собрать ввод.
6.2.3. После восстановления вводов, последние должны быть испытаны приложенным напряжением в соответствии с РД 34.45-51.300-97.
7. ЗАМЕНА МАСЛА ВО ВВОДЕ
Современные вводы класса напряжения выше 35 кВ являются маслонаполненными. В маслонаполненных вводах замена масла и промывка внутренней изоляции очень трудоемкий процесс, поэтому его проводят в зависимости от степени старения масла.
Вводы с твердой внутренней изоляцией (буквы ТБ, а позднее - Т в обозначении герметичных вводов), сердечники которых изготовлены из бумажно-бакелитовой изоляции, приобретающей при тепловой обработке монолитную неразборную конструкцию, в условиях эксплуатации ремонту не подлежат.
Замена масла во вводах с бумажно-масляной изоляцией (буквы БМ в обозначении вводов) может быть произведена:
а) - с демонтажем ввода с оборудования (двумя способами);
б) - без демонтажа ввода.
7.1. Первый способ замены масла во вводе с демонтажем.
7.1.1. Демонтировать ввод с оборудования и установить его на специальной подставке (стойке) (см. рис. 8. а, 8. б). К вводу подведены вакуумная линия и линии чистого и грязного масла (см. рис. 9. а, 9. б).

а - фарфоровые; б - мастичные
Рис. 8. Стойки с вводами.


а - для негерметичных вводов; б - для герметичных вводов
1 - вентили; 2 - камера промежуточная; 3 - вводы.
Рис. 9. Схема установки ввода для замены масла, вакуумной обработки и заполнения маслом.
7.1.2. Для негерметичного ввода:
7.1.2.1. Снять воздухоосушитель, который во время работы подсоединен к отверстию ДЗ (см. рис. 10). Вывернуть пробку СЗ и слить масло из гидравлического затвора, завернуть пробками с уплотнением отверстия ДЗ и СЗ.

Рис. 10. Схема расположения отверстий в голове негерметичных вводов.
7.1.2.2. Отвернуть пробку ВК и на ее место подсоединить силикагелевый или цеолитовый воздухоосушитель. У ввода для трансформаторов снять нижний экран.
7.1.2.3. Вывернуть пробку из отверстия в стакане (или контактном наконечнике) и на ее место ввернуть штуцер с резьбой М14×1,5 (см. рис. 11) и подсоединить его шлангом к сливной линии. Шланг должен иметь минимальную длину и быть чистым.
7.1.2.4. Слить масло из ввода и снять воздухоосушитель, а на его место ввернуть штуцер с резьбой М14×1,5. Соединить штуцер с маслопроводом чистым резиновым шлангом. Прокачать через ввод два объема чистого сухого масла при температуре 35-40 °С.
7.1.2.5. Отсоединить от отверстия ВК (рис. 10) шланг маслопровода и подсоединить шланг от вакуумлинии. Отсоединить ввод от маслосливной линии и закрыть пробкой с уплотнением отверстие в стакане (или наконечнике) и вывернуть пробку маслоотборного устройства (см. рис. 12).
|
|
|
|
1 - верхняя фарфоровая покрышка; 2 - соединительная втулка; 3 - изоляционное масло; 4 - поливинилхлоридная трубка; 5 - вывод маслоотбора; 6 - пробка; 7 - резиновая прокладка. Рис. 12. Маслоотборное устройство негерметичного ввода класса напряжения 110 кВ. |

7.1.2.6. Ввернуть на место пробки штуцер с резьбой М14×1,5 и подсоединить шланг от маслопровода (маслопровод перекрыт).
7.1.2.7. Провести предварительную вакуумную обработку ввода в течение времени, указанного в таблице 4.
|
Напряжение ввода, кВ |
Остаточное давление, Па (мм рт.ст.) |
Продолжительность обработки, час |
|
|
предварительной |
последующей |
||
|
110 |
666,5(5) |
6 |
6 |
|
150-220 |
666,5(5) |
12 |
12 |
|
330 |
666,5(5) |
16 |
16 |
|
500 |
666,5(5) |
24 |
24 |
По окончании вакуумной обработки ввод залить маслом с температурой 35-40°С до 2/3 высоты стекла маслоуказателя под вакуумом и отсоединить от маслопровода. Ввернуть в отверстие маслоотборного устройства пробку с уплотнением. Продолжать вакуумную обработку ввода согласно таблице 4, по окончании отсоединить от вакуумлинии.
7.1.2.8. Вывернуть штуцер из отверстия ВК, установить пробку с уплотнением и залить масло в гидрозатвор, для чего открыть отверстия У и ДЗ (рис. 10). После заливки чистого сухого масла в отверстие ДЗ до появления масла из отверстия У, отверстие У закрыть пробкой с уплотнением, а на отверстие ДЗ установить воздухоосушитель.
7.1.3. Для герметичного ввода:
7.1.3.1. Снять избыточное давление масла и отсоединить бак давления (если он предусмотрен конструкцией) и вывернуть пробку верхней части ввода. На место пробки подсоединить силикагелевый воздухоосушитель.
7.1.3.2. Далее порядок проведения работ, как и для негерметичного ввода, но штуцер в верхней части ввода подсоединить к вакуумной линии через промежуточную камеру 2 (рис. 9. б), а шланг от маслопровода - к вентилю на соединительной втулке ввода. Заливку масла производить до появления его в промежуточной камере примерно на 1/2 высоты.
7.1.3.3. Уплотнить отверстия пробками с ниппелями и подсоединить бак давления (при наличии в конструкции). Установить избыточное давление во вводе или системе ввод - бак давления согласно установочной кривой, приведенной в инструкции по эксплуатации ввода.
7.2. Второй способ замены масла во вводе с демонтажем.
7.2.1. Подготовить емкость, равную трех или четырехкратному объему масла во вводе. Демонтировать ввод с оборудования и установить его на подставку в вертикальном положении. После чего собрать схему по рис. 13 и тщательно промыть ее маслом без подсоединения ввода. На емкости 1 у маслоуказательного стекла нанести отметки, указывающие количество сливаемого масла, для соответствующего класса напряжения ввода (110, 150, 220, 330, 500 кВ).
7.2.2. У герметичного ввода перед заменой масла снять избыточное давление, снять бак давления (при наличии).
У негерметичного ввода снять воздухоосушитель и слить масло из гидрозатвора, отверстия ДЗ и СЗ закрыть пробками с уплотнением (рис. 10). Вывернуть пробку из отверстия в верхней части ввода и на ее место ввернуть штуцер с резьбой M14×1,5.
7.2.3. Надеть шланг на штуцер и подсоединить его к емкости 1 под струей масла, а вентиль В3 перекрыть (рис. 13).
Вывернуть пробку из стакана или контактного наконечника и ввернуть штуцер с резьбой М14×1,5, соединить штуцер через промежуточные вентили В4 и В5 с емкостями 4 и 7;
Открыть вентили В3 и В5 для непрерывного притока свежего масла, которое сливается в емкость 7 в количестве одного объема, и вентиль В5 закрыть, а В2, В4, В6 открыть;
Включить фильтр-пресс и следить, чтобы уровень масла в емкости 4 не превышал 1/2 высоты маслоуказательного стекла. Смену бумаги в фильтр-прессе производить через 3 часа.
Промывать вводы 110 кВ - 6 час, 150-220 кВ - 12 час, 330 кВ и выше - 24 час, отобрать пробу масла.
7.2.4. При положительных показателях промывку прекратить и перекрыть вентили В2 и В3, снять штуцер со стакана и уплотнить отверстия пробками с ниппелем у герметичных и пробкой с уплотнением у негерметичных вводов.
7.2.5.
Подсоединить шланг от вакуум-насоса к штуцеру в верхней части ввода, открыть
вентиль В1 и включить вакуум-насос. Вакуумировать вводы на класс
напряжения 110 кВ - 4 ч, на 150-200 кВ - 8 ч, на 330 кВ и выше -12 ч при
остаточном давлении не более 666,5 Па (
7.2.6. Собрать ввод в исходное положение и загерметизировать пробки.
Примечание. В случаях, когда сроки замены масла совпадают со сроком ремонта оборудования, масло можно заменять без демонтажа вводов, так как нижняя часть ввода становится доступной.

1 - емкость с маслом для заливки ввода; 2 - ввод; 3 - стойка; 4 - емкость с промывочным маслом; 5 - соединительные шланги; 6 - фильтр-пресс; 7 - емкость грязного масла; В1 - В6 - вентили.
Рис. 13. Схема замены масла во вводе с демонтажом.
7.3. Замена масла без демонтажа ввода.
7.3.1. Подготовить емкость для масла, которая в 3-4 раза больше объема масла ввода и имеет воздухоосушитель на дыхательной трубке, а в нижней части - штуцер с вентилем для подсоединения шланга. В емкость залить подогретое до 40-55 °С трансформаторное масло (следить, чтобы не окислилось) и установить на емкость выше расширителя ввода.
7.3.2. После этого заменить масло в гидравлическом затворе ввода, сливая его через отверстие СЗ (см. рис. 10). Затем через отверстие ДЗ ввести небольшое количество масла для промывки затвора, слить его, закрыть отверстие слива, заполнить полностью гидравлический затвор свежим маслом и закрыть отверстие ДЗ пробкой с уплотнением.
7.3.3. Заменить пробку отверстия ВК (рис. 10) штуцером с резьбой М14×1,5 (см. рис. 11), надеть на него шланг от емкости со свежим маслом и залить ввод полностью.
7.3.4. Шланг подсоединить к маслоотборному устройству и направить его в свободную емкость. Открыть вентили на линиях емкости со свежим маслом и маслоотбора, обеспечить непрерывный поток масла через ввод. При помощи запорного устройства на маслоотборе регулировать слив масла, т.к. ввод постоянно должен быть полностью заполнен маслом.
Через ввод пропустить трехкратный объем масла, перекрыть вентили, снять шланг и взять пробу масла из ввода через маслоотбор на испытание после 6-8 ч отстоя.
7.3.5.
Ввод подсоединить к вакуум-насосу и вакуумировать на класс напряжения 110 кВ -
2 ч, на 220 кВ - 6 ч, на 330 кВ и выше - 10 ч с остаточным давлением не более
1333 Па (
7.3.6. После замены масла ввод на класс напряжения 110 кВ должен находиться без напряжения не менее 30 мин., а на класс напряжения 220 кВ - не менее 1 ч и 330 и выше - не менее 2 ч.
Примечания:
1. Масло, заливаемое во ввод, должно отвечать требованиям стандартов и технических условий, а также «Объему и нормам испытания электрооборудования» РД 34.45-51.300-97, «ЭНАС», М., 1997.
2. Заливаемое масло должно быть сухим, отвакуумированным, иметь пробивное напряжение не ниже 50 кВ, влагосодержание должно быть не более 10 г/т.
3. Очистку масла, сушку производить с помощью установки УВМ-2 (в настоящее время снята с производства) или УВМ-3. В настоящее время выпускается устройство для доливки высоковольтных вводов дегазированным маслом УДВ-2М производительностью 140-150 см3 за один ход. При отсутствии указанных установок можно пользоваться технологической схемой (рис. 14).
4. Ввиду того, что мастиконаполненные вводы имеют незначительное применение, операции по их ремонту даны в приложении 3 и не включены в основной материал.
5. Результаты испытаний после ремонта должны сравниваться с данными «Объема и норм испытания электрооборудования» РД 34.45-51.300-97, «ЭНАС», М., 1997.
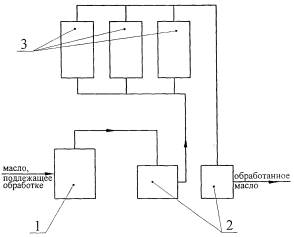
1 - емкость для прогрева масла; 2 - сетчатый фильтр; 3 - адсорберы с цеолитом.
Рис. 14. Схема установки для сушки масла.
8. ЗАМЕНА МАСЛА В БАКЕ ДАВЛЕНИЯ И ПРИСОЕДИНЕНИЕ К ВВОДУ
Учитывая, что в ремонтных мастерских бак давления разборке не подлежит, замену масла при необходимости производить в следующей последовательности.
8.1. Снять давление в системе ввод-бак давления, перекрыть вентили и отсоединить бак давления от ввода, заглушить соединительную трубку.
8.2. Отвернуть накидную гайку с глухим ниппелем, слить масло через отверстие, расположенное на боковой поверхности. Промыть бак чистым маслом и собрать схему (см. рис. 15).
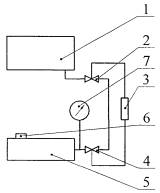
1 - емкость с чистым маслом; 2, 4 - краны; 3 - насос; 5 - бак давления; 6 - отверстие на боковой поверхности; 7 - манометр.
Рис. 15. Схема замены масла в баке давления.
8.3. Бак давления 5 установить вверх отверстием 6 на боковой поверхности и оставить его открытым. Заполнить бак маслом полностью и тщательно уплотнить боковое отверстие пробкой с ниппелем. С помощью насоса 3 закачать масло в бак давления до необходимого давления, указанного в инструкции по эксплуатации и отсоединить насос.
8.4. Снять отдачу бака давления, сливая масло в мерную емкость. При снижении давления до «0», отдачу сравнить с отдачей, указанной на щитке бака давления.
8.5. Заполнить бак маслом до давления 0,3 МПа (3 кгс/см2), открыть вентиль и промыть соединительную трубку. После этого приоткрыть вентиль на вводе и при вытекающем масле из ввода и бака давления подсоединить трубку к вводу, а затем полностью открыть вентиль на вводе и баке давления и опломбировать их.
Примечание. Чтобы убедиться, что ввод полностью заполнен маслом, необходимо приоткрыть пробку на вводе (наверху) и при появлении масла надежно ее уплотнить. Далее установить необходимое давление.
9. ЗАМЕНА ВВОДА
Для замены ввода, установленного на трансформаторе, заполненного маслом, необходимо из трансформатора частично слить масло до уровня ниже фланца установленного ввода.
9.1. Собрать технологическую схему (рис. 16), перекрыть вентиль на маслопроводе к расширителю и снять газовое реле трансформатора, а вместо него временно установить бачок с маслоуказателем и вакуумметром.
9.2. Включить вакуумный насос и создать вакуум в технологической емкости и бачке не ниже 5,3 кПа, слить под вакуумом необходимое количество масла из трансформатора в технологическую емкость с подачей сухого азота в надмасляное пространство.
9.3. Произвести замену вводов в течение 30-40 мин на один ввод и вновь создать вакуум в трансформаторе в течение 2 час.
9.4. Не снимая вакуума долить в трансформатор масло до появления его в указателе временного бачка.
9.5. Снять вакуум, снять временный бачок и на его месте установить газовое реле.
9.6. Открыть вентиль на маслопроводе к расширителю и спустить воздух.
9.7. Долить масло (при необходимости в расширитель) и разобрать схему.
Примечание. Для контроля качества масла следует до начала и после окончания работ отобрать пробы масла из бака трансформатора на влагосодержание, газосодержание и пробой.

1 - бачок; 2 - расширитель; 3 - азотный баллон; 4 - термосифонный фильтр; 5 - вакуумный насос; 6 - технологическая емкость; 7 - маслонасос; 8 - бак трансформатора
Рис. 16. Технологическая схема слива масла для замены ввода
10. РАЗБОРКА И СБОРКА ВВОДОВ В РЕМОНТНОЙ МАСТЕРСКОЙ
Ремонт вводов с разборкой нужно производить в специализированной мастерской, в сухом, теплом, чистом помещении при наличии соответствующих инструментов и грузоподъемных механизмов. Технология разборки и сборки разных маслонаполненных вводов отличается незначительно. Поэтому в этом разделе рассматривается разборка и сборка наиболее распространенных негерметичных и герметичных вводов.
10.1. За сутки до ремонта ввод очистить от грязи, пыли и подтеков масла, насухо протереть салфетками наружную поверхность и установить в вертикальном положении в помещении на ремонтной площадке при температуре не ниже 10 °С.
На рис. 17 приводится план рекомендуемого варианта мастерской.

Рис. 17. Мастерская по ремонту высоковольтных вводов.
Разборку и сборку вводов на класс напряжения до 150 кВ производят как в горизонтальном положении на специальном станке (см. рис. 18), так и в вертикальном положении, а на класс напряжения 220 кВ и выше - в вертикальном положении на специальном стенде. На рис. 19 показана схема разборки и сборки вводов в вертикальном положении.
10.2. У вводов для трансформаторов снять нижний экран, а из ввода с гидравлическим затвором (негерметичных) слить масло.

1 - суппорт; 2 - направляющая штанга; 3 - подставка; 4 - каркас; 5 - катки.
Рис. 18. Станок-тележка для разборки и сборки вводов в горизонтальном положении.

а - со снятым расширителем; б - строповка покрышек при разборке вводов; в - без верхней покрышки; г - подъем изоляции.
Рис. 19. Схема технологических операций разборки и сборки ввода.
10.3.
Разборку и сборку ввода ![]() (см. рис. 20)
производить в горизонтальном положении, на специальном станке (рис. 18) в
следующей последовательности:
(см. рис. 20)
производить в горизонтальном положении, на специальном станке (рис. 18) в
следующей последовательности:
- отвернуть и снять контактную клемму, выбить штифт и снять контактную шпильку (на рисунке не показано);
- снять маслоуказатель 3;
- отвернуть и снять промежуточную 2 и уплотняющую 1 втулки;
- отвернуть болты, снять кольца 11 и кожух 14 расширителя, зафиксировать место расположения верхней гайки 4 на трубе 8;
- измерить высоту пружин 12 в сжатом состоянии и отвернуть гайку 5, придерживая трубу от проворачивания;
- снять шайбу 6 над пружинами, пружины 12, шайбу 7 под пружинами, кожух гидравлического затвора 15, поддон 10 и вывернуть трубки уровня масла в гидравлическом затворе 13, дыхательную трубку 17 и верхнюю фарфоровую покрышку 9;
- отпаять проводник измерительного ввода;
- отвернуть гайку 18 из стакана 19 на нижнем конце трубы 8 и снять шайбу 21;
- с помощью временных болтов и рычага отвернуть стакан, придерживая трубу газовым ключом;
- снять нижнюю фарфоровую покрышку 22, вынуть остов ввода 20 и уложить его на деревянные подставки;
- проверить все детали, исправить повреждения и, при необходимости, заменить детали;
- промазать проточки под прокладки резиновым клеем № 88-Н (см. приложение 4) и уложить в них резиновые прокладки;
- собрать ввод в последовательности обратной разборке;
- ввод установить на специальный стенд для вакуумной обработки и заполнения маслом;
- провести гидравлические и электрические испытания в соответствии с «Объемом и нормами испытаний электрооборудования».
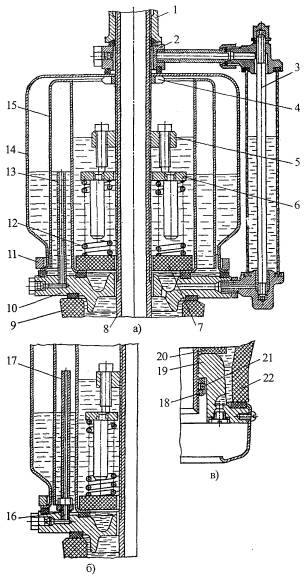
1 - уплотняющая втулка; 2 - промежуточная втулка; 3 - маслоуказатель; 4, 5, 18 - гайки; 6, 7, 21 - шайбы; 8 - труба; 9 - верхняя покрышка; 10 - поддон; 11 - кольцо консерватора; 12 - пружины; 13 - трубка уровня масла в гидравлическом затворе; 14 - наружный кожух консерватора; 15 - кожух гидравлического затвора; 16 - уплотнение; 17 - дыхательная трубка; 19 - стакан; 20 - изоляционный остов; 22 - нижняя покрышка.
а) разрез верхней части ввода с трубкой уровня масла; б) разрез верхней части ввода с дыхательной трубкой; в) разрез нижней части ввода.
Рис. 20. Ввод ![]() .
.
Примечания:
1. При замене
фарфоровых покрышек необходимо сравнивать их длину. Длина новых фарфоровых
покрышек может быть на
2. Сжатие пружин производить по ранее снятым размерам, а при замене покрышек - с учетом изменений их размеров.
10.4.
Разборку и сборку ввода ![]() (рис. 21) производить
в горизонтальном положении на подставках или станке (рис. 18):
(рис. 21) производить
в горизонтальном положении на подставках или станке (рис. 18):
- снять контактную клемму 27, отвернуть первую гайку 25 и снять защитный кожух 7, отвернуть вторую гайку 24, снять стопорную шайбу 1, фланец с упором 2, отвернуть болты и снять фланец 3 и фланец 9;
- отвернуть винты 6, снять диафрагму 8 с фланцем 5. Для последующей правильной сборки зафиксировать положение резьбовой втулки 22 на трубе;
- вынуть сильфонный расширитель 12 и измерить размер пружины 17 в сжатом состоянии;
- отвернуть установочные винты 21, резьбовую втулку 22, диск 20;
- снять диск 19, пружины и корпус 11;
- снять верхнюю покрышку 15, отпаять проводник измерительного ввода, отвернуть болты 28 и вынуть фланец 20;
- зафиксировать положение стакана 30 на трубе 33, отвернуть его, придерживая трубу газовым ключом;
- снять нижнюю покрышку 31, вынуть изоляционный остов 32;
- осмотреть и отремонтировать все детали;
- собрать ввод в последовательности обратной разборке. Во время сжатия пружин установить картонную обойму, которую после изъять;
- отвакуумировать ввод и заполнить его маслом;
- произвести гидравлические и электрические испытания согласно «Объемам и нормам испытаний электрооборудования», установить давление в соответствии с температурой окружающего воздуха.
10.5. Разборка вводов БМВ и ГБМВ аналогична ранее рассмотренным, с той лишь разницей, что в нижней части этих вводов вместо стакана расположен контактный наконечник. Кроме того, нижняя покрышка некоторых вводов центрируется кольцом, а верхняя - механически крепится сухарями к соединительной втулке. Механическое крепление закрывается экраном.
Таким образом, при разборке вводов для масляных выключателей, для того чтобы снять верхнюю покрышку, необходимо отвернуть механическое крепление, а для снятия нижней - снять центрирующее кольцо и отвернуть наконечник.
При сборке вводов для масляных выключателей, имеющих механическое крепление верхней покрышки к соединительной втулке, необходимо сначала установить это крепление, а затем производить стяжку ввода пружинами.
Если во вводах отсутствует механическое крепление нижней покрышки к соединительной втулке, для разборки и сборки применяют приспособления, показанные на рис. 22 и 23.

а) верхняя часть ввода; б) нижняя часть ввода
1 - стопорная шайба; 2 - фланец с упором; 3 - фланец; 4 - резиновое уплотнение; 5 - фланец; 6 - винт; 7 - защитный кожух; 8 - диафрагма; 9 - фланец; 10 - резиновое уплотнение; 11 - корпус компенсатора; 12 - сильфоны; 13 - направляющие устройства; 14 - резиновое уплотнение; 15 - верхняя и нижняя покрышки; 16 - труба; 17 - пружины; 18 - стальная шпилька; 19 - нажимной диск; 20 - диск; 21 - установочный винт; 22 - втулка резьбовая; 23 - контактная шпилька; 24 - гайка; 25 - гайка; 26 - болты с гайками; 27 - контактная клемма; 28 - болт; 29 - фланец; 30 - стакан; 31 - верхняя и нижняя покрышки; 32 - изоляционный остов; 33 - труба; 34 - резиновое уплотнение.
Рис. 21.
Герметичный ввод ![]() .
.
10.6.
Разборку и сборку ввода ![]() (см. рис. 24) производить в следующей
последовательности:
(см. рис. 24) производить в следующей
последовательности:
- снять контактную клемму 1, отвернуть гайку 2, снять защитный колпак 9, отвернуть вторую гайку 2, снять фланец с упором 3, отвернуть болты 5, снять фланцы 4, 6 и 8, диафрагму 7, и контактную шпильку 20;
- зафиксировать расположение резьбовой втулки 18 на трубе 17 и фланца 19 на резьбовой втулке 18, отвернуть втулку;
- снять корпус 10, вывернуть болты 12, снять сильфонный расширитель 11, зафиксировать положение диска 16 на трубе и размер сжатых пружин 14;
- отвернуть диск 16, установить домкрат под стакан, снять шайбу 15, пружины 14 и нижнюю часть корпуса 13 (поддона);
- отвернуть болты 23 на соединительной втулке 25, снять вкладыши, крепящие верхнюю покрышку, снять вкладыши 22 и отпаять проводник измерительного ввода;
- отвернуть болты 27 и снять фланец 28;
- освободить остов от соединительной втулки 25 и нижней покрышки 30, и положить его на деревянные подкладки;
- осмотреть детали (при необходимости заменить), устранить дефекты;
- сборку проводить в последовательности обратной разборке;
- произвести вакуумную обработку, залить ввод маслом и подвергнуть гидравлическим и электрическим испытаниям в соответствии с «Объемом и нормами испытаний электрооборудования»;
- установить давление во вводе согласно кривой, приведенной в инструкции по эксплуатации.
Примечание. Перед началом разборки ввода с баком давления, бак от ввода отсоединить, а после сборки и испытаний присоединить.

1 - съемная плита; 2 - стягивающие шпильки с комплектом гаек; 3 - инвентарный стул.
Рис. 22. Схема установки приспособления для разборки вводов.


1 - нижняя фарфоровая покрышка; 2 - резиновая шайба; 3 - стальная плита; 4 - стяжная шпилька; 5 - стальная планка.
Рис. 23. Приспособления для крепления нижней покрышки к соединительной втулке ввода.

а - верхняя часть ввода; б - средняя часть ввода; в - нижняя часть ввода.
1 - контактная клемма; 2 - гайки; 3, 4, 6, 8, 19, 28 - фланцы; 5, 12, 23, 27 - болты; 7 - диафрагма; 9 - защитный колпак; 10 - корпус; 11 - сильфонный расширитель; 13 - поддон; 14 - пружины; 15 - шайба; 16 - диск; 17 - труба; 18 - резьбовая втулка; 20 - контактная шпилька; 21, 30 - верхняя и нижняя покрышки; 22, 26 - вкладыши; 24 - изоляционный остов; 25 - соединительная втулка; 29 - стакан.
Рис. 24. Ввод ![]()
10.7. Разборка и сборка вводов на класс напряжения 500 кВ в условиях ремонтных мастерских является достаточно трудоемкой операцией. Поскольку вводы с бумажно-масляной изоляцией на классы напряжения 110 и 220 кВ конструктивно мало чем отличаются от вводов 500 кВ (отличие, в основном, заключается в габаритах), ниже приведено краткое конструктивное описание ввода 500 кВ и его сборка (рис. 3). Места крепления верхней и нижней фарфоровых покрышек на соединительной втулке показаны на рис. 25.

1 - изоляционное масло; 2 - изоляционный сердечник; 3 - верхняя фарфоровая покрышка; 4, 9 - картонные прокладки; 5, 15 - нажимной и центрирующий вкладыши; 6 - нажимное кольцо; 7 - болт; 8 - резиновая прокладка; 10 - фасонная шайба; 11, 13 - гайки; 12 - соединительная втулка; 14 - центрирующий винт; 16 - нижняя фарфоровая покрышка.
Рис. 25. Крепления верхней (а) и нижней (б) фарфоровых покрышек на соединительной втулке ввода класса напряжения 500 кВ.
На рис. 26 показано крепление изоляционного сердечника ввода на верхней части трубы. Нулевая обкладка 11 из медной фольги расположена на основном бумажно-бакелитовом цилиндре 5 и электрически соединена с трубой 1 тремя гибкими проводами 7, пропущенными соответственно через три отверстия в цилиндре 5 и припаянными к нулевой обкладке 11.

1 - труба; 2 - кольцо зажимное; 3 - болт; 4 - гетинаксовая шайба; 5 - первый цилиндр; 6 - намотка; 7 - гибкий проводник от нулевой обкладки; 8 - основные уравнительные обкладки; 9 - дополнительные обкладки; 10 - защитный цилиндр; 11 - нулевая обкладка.
Рис. 26. Крепление верхней части ввода на трубе.
Нижний
конец трубы 1 (см. рис. 27)
закреплен на резьбе в диске 11.
Диск герметически соединен со шлифованной торцевой поверхностью нижней
фарфоровой покрышки 3
уплотняющей резиновой прокладкой 9,
прокладкой 10 из
электротехнического картона, кольцом 8
с вкладышами 5 и стяжными
болтами 6. Выступающие части
гаек 14, 15, 16 и других крепежных деталей заэкранированы фасонным
алюминиевым экраном 17. Для
снижения напряженности электрического поля, наружная поверхность экрана покрыта
слоем бутварной смолы толщиной 1-

1 - труба; 2 - изоляционное масло; 3 - нижняя фарфоровая покрышка; 4, 10 - прокладки из картона; 5 - вкладыш; 6 - болт; 7, 14, 15, 16 - гайки; 8 - кольцо нажимное; 9, 12 - резиновые прокладки; 11 - диск; 13 - фланец; 17 - экран; 18 - пробка; 19 - крышка экрана.
Рис. 27. Крепление трубы и экрана на нижней фарфоровой покрышке ввода класса напряжения 500 кВ.
На рис. 28 изображена верхняя часть ввода класса напряжения 500 кВ. Верхняя часть трубы 5 центрируется во вводе фасонным поддоном 14 и латунным диском 21. Диск герметично соединен со шлифованной торцевой поверхностью верхней фарфоровой покрышки 16 нажимным кольцом 19, вкладышами 18, резиновыми прокладками 20 и стяжными болтами 17. Все части ввода герметично соединены друг с другом четырьмя спиральными пружинами 13, нажимным диском 12 и винтами 11, равномерно размещенными в верхнем диске 10, который удерживается нижней торцевой поверхностью контактной клеммы 1, навернутой на трубу 5.

1 - контактная клемма; 2 - контактные болты с гайками; 3 - пробка; 4, 17 - стяжные болты; 5 - труба; 6 - защитный колпак; 7, 22, 25 - гайки; 8 - контактная шпилька; 9 - фланец; 10, 12 - верхний и нижний (нажимной) диски; 11 - нажимные винты; 13 - спиральная пружина; 14 - поддон; 15 - изоляционное масло; 16 - верхняя фарфоровая покрышка; 18 - вкладыш; 19 - нажимное кольцо; 20 - резиновые кольцевые прокладки; 21 - герметизирующий диск; 23 - стопорная шайба (нажимной фланец); 24 - крепежная шпилька; 26 - бумажно-бакелитовый цилиндр; 27 - гофрированная диафрагма; 28 - стопорная гайка с винтом.
Рис. 28. Конструкция верхней части герметичного ввода класса напряжения 500 кВ.
Верхняя часть ввода закрыта металлическим гофрированным колпаком 27, герметично соединенным с ней фланцем 9, резиновой прокладкой, гайкой 7 и другими крепежными деталями. Снаружи гофрированный колпак 27 защищен толстостенным колпаком 6, закрепленным на трубе 5 стопорной гайкой 28.
Внутреннее пространство ввода, включая и внутреннюю часть трубы 5, заполнена нефтяным изоляционным маслом. Торцевое отверстие в контактной шпильке закрыто пробкой 3. В нижнем торце отверстие трубы закрыто пробкой. При 20 °С давление масла в системе ввод-бак может колебаться в пределах 0,025-0,12 МПа.
При разборке и сборке ввода класса напряжения 500 кВ, проверить чистоту радиальных каналов в гетинаксовых шайбах, надетых с торцов на цилиндры сердечника. Проверить состояние бумажной намотки в выступах остова (возможно сползание витков намотки). Проверить состояние проводников 7 (рис. 26), припаянных к нулевой обкладке 11.
Сборка вводов 500 кВ производится следующим образом:
- металлические детали ввода (соединительная втулка, труба и др.), а также фарфоровые покрышки предварительно испытать давлением 0,5 МПа в течение 15 мин. В случае обнаружения течи у данной детали ввода, она бракуется;
- на высушенную и очищенную поверхность всех металлических деталей нанести гальваническое или лакокрасочное покрытия, а торцевые поверхности фарфоровых покрышек, в случае замены последних, шлифовать абразивными кругами;
- поверхности деталей, соприкасающиеся с изоляционным минеральным маслом (поддон, соединительная втулка и др.), покрывать маслостойким грунтом с последующей запечкой их при повышенной температуре;
- внутренние и торцевые поверхности фарфоровых покрышек тщательно протереть;
-
подготовить кольцевые прокладки из маслостойкой резины, а также прокладки из
электротехнического картона толщиной
- круговые выемки в соединительной втулке и других металлических деталях ввода очистить и обезжирить нелетучим растворителем;
- выемки и прокладки из электротехнического картона покрыть равномерным слоем специального клея;
-
соединить нижнюю фарфоровую покрышку 16
с нижним фланцем соединительной втулки 12
(рис. 25), проложив кольцевую резиновую прокладку 8 и прокладки 4
и 9 из электротехнического
картона, скрепить нажимное кольцо 6
с фланцем соединительной втулки 12
болтами 7 (окончание затяжки
болтов 7 контролировать щупом
толщиной
- под нижнюю фарфоровую покрышку 3 установить страховочное приспособление от возможного отрыва фарфоровой покрышки от соединительной втулки, выполненное в виде стального диска с отверстием и кольцевой резиновой прокладкой под нижнюю часть фарфоровой покрышки и четырьмя стальными стержнями с гайками, соединенными с опорным фланцем соединительной втулки;
- на нижнюю часть нижней фарфоровой покрышки надеть стальное кольцо (рис. 27) вкладыши механического крепления 5 и прокладку 4 из электротехнического картона, в круговые выемки верхнего фланца соединительной втулки уложить кольцевую прокладку из маслостойкой резины 8 и прокладку из электротехнического картона 9 (рис. 25 а);
- на фланец соединительной втулки 12 (рис. 25 а) уложить кольцо 6, поместить во втулку высушенный изоляционный сердечник таким образом, чтобы окно, вырезанное в бумажной изоляции сердечника, разместилось бы на одной оси с отверстием для вывода, расположенным на соединительной втулке;
- одеть нажимное кольцо 8 (рис. 27), вставить вкладыши 5, навернуть диск 11 до упора с прокладками 9 и 10, затянуть стяжные болты 6, одеть резиновую прокладку 12, латунный фланец 13 и гайку 14 со стопорным винтом М5;
- установить под трубу домкрат и освободить верхнюю часть трубы от подъемного устройства;
- ввернуть пробку 18 (рис. 27), выпустить протяжные вводы, отцентрировать изоляционный сердечник относительно соединительной втулки 12 (рис. 25) двумя центрирующими металлическими вкладышами 15 и четырьмя винтами 14, которые необходимо закрыть накидными гайками 13;
- припаять к медному поясу крайней обкладки сердечника ввода проводник вывода для измерения tgd, на верхний фланец соединительной втулки 12 уложить прокладки 8 и 9 и установить верхнюю фарфоровую покрышку 3 (рис. 25 а), поставить нажимное кольцо 6, вкладыши 5 и затянуть болты 7;
-
на верхнюю покрышку 16 (рис. 28) положить прокладку из электротехнического картона и
сверху разместить диск 21 с
двумя резиновыми прокладками 20,
надеть поддон 14 со спиральными
пружинами 13 и нажимным диском 12, одеть на трубу латунный диск 10 с установочными винтами и затянуть
пружины до заданной высоты (обратить внимание, что высота трубы 5 над диском 10 должна быть равна
- навернуть на конец трубы латунную контактную шпильку 8 и фланец 9 с резиновой прокладкой, затянуть пружины 13 установочными винтами 11 до заданного предела, на латунном диске 21 расположить бумажно-бакелитовый цилиндр 26 и гофрированную диафрагму 27 с нажимным фланцем 23 и нарезными шпильками 24 с гайками и шайбами;
- выполнить вакуумную обработку ввода, заполнить его маслом и провести электрические испытания;
- установить колпак 6 и закрепить его на контактной шпильке 8 разрезной латунной гайкой 28, затем в цилиндрическое отверстие контактной шпильки 8 вставить цилиндрическую хвостовую часть клеммы 1 с контактными болтами 2, шайбами и гайками, и закрепить ее в шпильке 8 двумя стяжными болтами 4 с гайками;
- отверстие в контактной шпильке 8 закрыть нарезной пробкой 3 с уплотняющей прокладкой и шайбой;
- подсоединить ввод к вакуумной и масляной линиям в соответствии с разд. 11;
-
создать во вводе вакуум при остаточном давлении не более 133,3 Па (
- измерить емкость С1, подать дегазированное изоляционное масло (для лучшей пропитки бумажной изоляции ввода масло подогреть до 50-60 °С), подавать небольшими порциями (в течение 2-2,5 часов) масло до заполнения ввода, убрать вакуум и пропитать ввод маслом в течение 12 часов, закрыть масло, открыть вакуум на 8-10 часов, измерить емкость С1 (емкость должна быть больше в 1,5 раза первоначально измеренного значения. При значении емкости менее полуторакратной C1 @ 620 пФ, повторить пропитку ввода маслом с последующим вакуумированием);
- провести гидравлические испытания ввода под давлением 0,3 МПа в течение 1 часа, осмотреть, промыть, слить масло, повторно отвакуумировать в течение 8-10 часов, залить ввод маслом, пропитать в течение 12 часов, отвакуумировать в течение 8-10 часов до стабилизации емкости С1 провести электрические испытания, долить масло под вакуумом, присоединить ввод к баку давления согласно разд. 8;
- определить тангенс угла диэлектрических потерь и электрическую прочность масла при 70 и 90 °С (последние должны составлять tgd £ 0,007 (при 70°С) и tgd £ 0,001 (при 90°С), а Uпр ³ 50 кВ), измерить электрическое сопротивление измерительного ввода (последнее должно быть не менее 1500 Мом при Uисп = 2500 В), измерить tgd при напряжениях 35, 100, 152, 200, 304 и 350 кВ (прирост tgd в диапазоне 152-304 кВ не должен быть более 0,06%), испытать ввод приложенным напряжением 800 кВ в течение 1 минуты, повторить измерения приращения tgd для прежних ступеней напряжения 35-350 кВ (прирост tgd должен лежать в прежнем измеренном диапазоне), измерить tgd3 слоя масла, заключенного между последней уравнительной обкладкой сердечника ввода и соединительной втулкой (последнее не должно превышать 0,8 % Uпр = 5 кВ);
- при наличии у ввода ПИН, измерить емкость С2 и tgd2 дополнительного конденсатора (значение tgd2 не должно быть более 0,6% при Uпр = 10 кВ).
10.8. Разборка, ремонт и сборка остова ввода с маслобарьерной изоляцией.
Перед разборкой остова обязательно эскизировать размещение его на трубе и размеры уступов и цилиндров (см. рис. 29).
Затем отсоединить гибкие проводники, отвернуть гайки с концов трубы, снять подпорные цилиндры и центрирующие шайбы или клинья.
Снятые цилиндры и детали остова тщательно промыть подогретым маслом и осмотреть.
Если
на цилиндрах имеются следы электрических разрядов, вспучины, вмятины,
механические повреждения, размягчение более чем на
На новые цилиндры, просушенные при 105°С в течение 48 ч., наложить обкладку из фольги и намотать кабельную бумагу в соответствии со снятыми размерами или по чертежу завода-изготовителя.
Сборку остова начинать с внутреннего цилиндра (наименьшего по диаметру и наибольшего по длине) и т.д. в соответствии с эскизом или заводским чертежом (рис. 29). В процессе сборки цилиндры центрировать с помощью центрирующих шайб или клиньев. По окончании сборки проверить размеры и взаимное расположение цилиндров.

Рис. 29. Эскиз изоляции ввода.
11. ВАКУУМНАЯ ОБРАБОТКА И ЗАПОЛНЕНИЕ ВВОДА МАСЛОМ
11.1. Установить ввод на технологическую стойку (подставку) рис. 8. Вводы класса напряжения 110-150 кВ допускается устанавливать одновременно до 6 шт., на класс напряжения 220 кВ - 2 шт., на классы напряжения 330-750 кВ - по 1 шт.
11.2. Ввернуть штуцер с резьбой М14×1,5 (рис. 11) в верхнюю часть ввода и подключить ввод к вакуумной линии. В маслоотборное устройство негерметичного ввода ввернуть другой штуцер и подсоединить к нему шланг от масляной линии.
У герметичного ввода со встроенными компенсаторами, на вентиль ввода навернуть штуцер с трубной резьбой ¼², у ввода с баком давления - с резьбой M14×1,5. Если у вентиля ввода есть переходник, в него ввернуть штуцер М22×1,5 и к штуцеру подсоединить шланг от маслопровода.
Все остальные отверстия уплотнить. При перекрытом вентиле маслопровода (вентиль герметичного ввода закрыт) вакуумировать ввод в течение времени, указанного в таблице 4.
11.3. Открыть вентиль маслопровода (соответственно вентиль у герметичного ввода) и заполнить ввод маслом до появления его в промежуточной камере. Закрыть вентиль и продолжать вакуумирование (см. табл. 4).
11.4. Испытать ввод давлением масла, величина которого указана в паспорте ввода, и подвергнуть электрическим испытаниям.
11.5. У негерметичных вводов установить рабочий уровень масла в гидравлическом затворе, герметичных вводов рабочее давление, руководствуясь инструкциями по эксплуатации вводов.
12. СУШКА ИЗОЛЯЦИИ
12.1. В зависимости от уровня оснащенности ремонтных мастерских и степени ухудшения характеристик изоляции вводов, сушка изоляции может быть проведена следующими способами:
- промывкой сухим подогретым маслом (подсушка);
- в термовакуумной печи.
12.1.1. Сушка промывкой маслом.
При исправности всех деталей и превышении значения тангенса угла диэлектрических потерь в изоляции не более чем на 25 %, сушку изоляции проводить промывкой ее маслом, подогретым до 65°С.
Для чего замкнуть камеру с размещенным в ней остовом ввода (рис. 30) в систему нагретого масла и перекачивать масло в течение 6 час. При неудовлетворительных результатах процесс повторить.
Камера
должна выдерживать остаточное давление 665,5 (
Примечание. Сушка промывкой маслом на 10-20 % менее эффективна, чем сушка в термовакуумной печи.
12.1.2. Сушка в термовакуумной печи.
Принципиальная схема сушки в термовакуумной печи типа ИШВ дана на рис. 31.
Загрузить остовы в печь в специальные приспособления или на специальную подставку, герметично закрыть и при включенном вакуум-насосе прогревать остовы в соответствии с режимами, приведенными в таблице 5.
Таблица 5
|
Температура сушки, °С |
Остаточное давление, Па (мм рт.ст.) |
Продолжительность сушки, час; |
||
|
для классов напряжения, кВ |
||||
|
110-150 |
220 |
330 и выше |
||
|
Плавный подъем температуры от: |
|
|
|
|
|
20 до 85 |
до 665,5(5) |
8 |
8 |
10 |
|
80-85 |
665,5(5) |
48 |
96 |
120 |
|
Снижение до 40 |
Плавное снятие вакуума перед открытием печи |
8-9 |
8-9 |
10-12 |

1 - бумажная основа ввода; 2 - камера для масла; 3 - вакуумная камера; 4 - гибкий бандаж.
Рис. 30. Камера для промывки бумажной основы вводов.

1 - приспособление для установки изоляции; 2 - корпус печи; 3 - проходные изоляторы; 4 - соединительные провода; 5 - низковольтный мост; 6 - теплоизоляция; 7 - индукционная обмотка; 8 - изоляция, подвергаемая сушке.
Рис. 31. Схема термовакуумной печи.
12.2. Контроль режима сушки.
При сушке маслобарьерной изоляции во избежание вспучивания, коробления из-за неравномерного нагрева или быстрого испарения, скорость подъема температуры до 60°С должна быть не более 10°С в час, а от 60 до 85°С - не более 5-7°С в час. Продолжительность сушки установить в зависимости от тангенса угла диэлектрических потерь. Продолжительность сушки составляет 5¸30 % времени сушки бумажно-масляной изоляции остовов вводов того же напряжения. Сброс температуры (снижение температуры) производить со скоростью не более 10°С в час. Контроль сушки в режиме реального времени производить измерением тангенса угла диэлектрических потерь низковольтным мостом УМ-3 или Е-12а. Критерием завершения сушки считать стабилизацию показаний измерений в течение не менее 2 суток.
12.3. Провести гидравлические и электрические испытания и подготовить ввод к установке на оборудование.
12.4. Условия хранения высушенного остова.
Погрузить остовы в чистое сухое масло для хранения. После сушки остовы поднимать из печи при температуре 40°С. Держать остовы на открытом воздухе при температуре не ниже 15 °С не более 3 час.
13. РЕМОНТ ФАРФОРОВЫХ ПОКРЫШЕК
Восстановление сильно поврежденных частей из фарфора в большинстве случаев невозможно и их необходимо заменить новыми.
При решении вопроса о допустимости оставления в эксплуатации частей вводов из фарфора с мелкими дефектами, необходимо учитывать характер повреждения и влияние дефекта на основные характеристики (сухо- и мокроразрядные напряжения, механическая прочность и др.).
Критерием возможности временного оставления в эксплуатации фарфора вводов с дефектами является:
а) степень снижения мокроразрядного напряжения, которое не должно снижаться более чем на 15-25 %;
б) отсутствие трещин в фарфоре, особенно в сколах, что определяется простукиванием, внимательным осмотром (иногда с применением лупы);
в) достаточная механическая прочность поврежденного изолятора;
г) незначительность площади повреждения (металлические брызги, следы ожогов и спекания глазури), которая не должна превышать 0,5-0,75 % от площади изолятора наружной установки. На многореберных изоляторах не должно быть более двух мест повреждения, расположенных по одной продольной линии.
Защиту мест сколов и повреждений глазури на фарфоре ввода можно производить нанесением влагостойкого покрытия, обеспечивающего создание ровной блестящей поверхности, близкой по качеству к глазури. Материалом для покрытия могут служить лаки воздушной сушки (пентафталевый, эпоксидный), натуральная олифа с присадкой сиккатива, клей БФ-4. Лаки печной сушки (глифталевый, бакелитовый) могут быть применены при условии последующей термической обработки. В практике заводов для защиты мест сколов и проплешин глазури применяют замазки на основе эпоксидных смол.
Все операции по нанесению лака и клея желательно проводить в сухую погоду при температуре окружающей среды и склеиваемого изделия не ниже 18°С.
Перед нанесением защитных покрытий на поверхность фарфора, последнюю необходимо тщательно очистить от грязи и масла растворителями (этилацетат, ацетон или спирт).
13.1. Мелкие дефекты на фарфоровых покрышках ввода (сколы ребер, выбоины и т.д.), общая площадь которых не превышает 0,05-0,07 % от поверхности покрышек, устранять «лечкой». Для склеивания отколовшихся частей фарфора сначала склеиваемые поверхности очистить, а затем обезжирить ацетоном.
13.1.1. Приготовить смесь из эпоксидной смолы ЭД-20 (100 мас. ч) полиэтиленполиамина (13,5 мас. ч), фарфоровой муки (10 мас. ч). Эпоксидную смолу предварительно прогреть в термостате при 60-70°С в течение 20 мин., охладить до комнатной температуры, после чего ввести полиэтиленполиамин и фарфоровую муку (череп). Смесь тщательно перемешать.
13.1.2.
Нанести шпателем смесь толщиной слоя
13.2.
Для окраски мест скола фарфора применять смесь эпоксидной смолы ЭД-20 (45,5 %),
белой сухой глазури (13,5 %), окиси цинка (18,3 %) и ацетона (22,7 %). Прогреть
смолу в термостате при 60-70°С в течение 20-30 мин., а затем охладить до
комнатной температуры. Белую сухую глазурь и окись цинка мелют в течение 20 час
в шаровой мельнице. Перед применением в помол добавляют ацетон и отвердитель
(полиэтиленполиамин) 4,4 % от массы краски (примерно 7 капель отвердителя на
13.3. Окраску места скола на фарфоре можно также проводить нанесением влагостойкого лака 4С, натуральной олифы с присадкой сиккатива, клея марки БФ-4, которые образуют блестящую поверхность, близкую по качеству к глазури (цвет не должен быть матовым).
13.4. В настоящее время для усиления защитных свойств фарфоровых изоляторов применяется гидрофобное покрытие, предлагаемое заводом ЗАО «Мосизолятор». Состав покрытия представляет собой дисперсию однокомпонентного силиконового каучука, отверждающуюся при комнатной температуре под действием влажности воздуха с образованием прочного эластомера с электрической прочностью 20 кВ/мм.
Состав применяется с целью обеспечения защитного покрытия фарфоровых изоляторов, работающих в условиях загрязнения, повышенной влажности или имеющих незначительные механические повреждения оребрения (сколы, дефекты поверхности не имеющие тенденции к дальнейшему развитию).
Для нанесения покрытия, при влажности воздуха < 50 %, поверхность изолятора тщательно очищается от загрязнений и обезжиривается уайт-спиритом или ацетоном. До нанесения покрытия необходимо полное высыхание покрываемой поверхности. Температура поверхности при этом должна быть не ниже 10°С. Перед нанесением покрытия необходимо тщательно взболтать и отлить из заводской тары требуемое количество продукта, после чего заводскую тару надо закрыть для ограничения попадания влаги из атмосферы. Первый слой покрытия надо нанести чистой новой мягкой флейцевой кистью. Через 30 мин. нанести второй слой. Полная вулканизация эластомера происходит через 12 часов. Включение в эксплуатацию возможно произвести уже через час. Расход продукта 200 ± 250 г/м2.
Примечание. Запрещается мыть обработанные поверхности изоляторов абразивными пастами и веществами, содержащими абразивные частицы.
13.5. Выбор других клеевых составов производить по таблице П 4.1 (приложение 4).
14. ЗАМЕНА ИЗОЛЯТОРА ИЗМЕРИТЕЛЬНОГО ВЫВОДА
14.1. Слить масло из верхней части вертикально установленного ввода до опорного фланца соединительной втулки.
14.2. Отвернуть болты и снять коробку или защитный колпак вывода.
14.3. Отвернуть гайки и снять проводник. Далее с контактной шпильки отвернуть гайки, снять шайбу и прокладку.
14.4. Затем, сняв фланец, вынуть изолятор вывода из гнезда соединительной втулки.
14.5. Установить новый изолятор, собрать вывод в последовательности обратной разборке.
14.6. Залить ввод маслом и отвакуумировать его в течение времени, указанного в таблице 4, разд. 7.
15. ЗАМЕНА ПОВРЕЖДЕННОГО СТЕКЛА МАСЛОУКАЗАТЕЛЯ
15.1. Отвернуть пробку ВК (рис. 10) и слить масло через маслоотборное устройство.
15.2. Отвернуть накидную гайку со стороны расширителя и гайку вверху маслоуказателя, затем снять верхний держатель.
15.3. Удалить поврежденное стекло, очистить прокладки, установить новое стекло и собрать маслоуказатель в последовательности обратной разборке.
15.4. Через маслоотборное устройство, при открытой пробке ВК закачать насосом масло во ввод и установить рабочий уровень в маслоуказателе (2/3 высоты стекла маслоуказателя при 15-20°С). Завернуть и уплотнить все пробки льняной паклей, пропитанной бакелитовым лаком.
Примечание. Доливать масло во ввод (в полость расширителя) можно также
через отверстие пробки ДК (например, у вводов, выпускаемых до
16. РЕМОНТ ДЕТАЛЕЙ ВВОДА ИЗ ЧУГУННОГО И АЛЮМИНИЕВОГО ЛИТЬЯ
16.1. При сухой погоде и температуре окружающей среды не ниже 18°С слить масло из ввода до уровня ниже течи. Ремонт можно производить без демонтажа ввода с оборудования. Очистить и высушить поверхность с помощью растворителей.
16.2. Для максимального удаления масла из места течи внутри ввода вукуумным насосом создать разрежение, обезжирить исправляемую поверхность, не снимая вакуума, и просушить в течение 10-15 мин.
16.3. Приготовить клей на основе смолы ЭД-20 (90 %), разбавленной ацетоном или растворителем Р-4 до консистенции жидкой сметаны, но не более 30 % от массы смолы, добавить 10 % полиэтиленполиамина, перемешать и добавить 100 % от смеси наполнитель. Наполнителем для алюминия служит 0,1-0,3 % алюминиевая пудра, а для чугунного литья - 0,8-1,2 % железный порошок. Приготовленный клей может быть использован в течение 30-40 мин., после чего наступает его полимеризация. Заливку клея производить не снимая вакуума с ввода.
16.4. Выдержать ввод при температуре 18-20°С в течение 24 час, после чего заполнить его маслом.
Примечания:
1. Отверждение клея можно ускорить, если прогревать места исправления дефекта до температуры 60-80°С, в течение 3 час. спустя 2 часа после «лечки».
2. В некоторых случаях применяется лак МЛ-92. Для этого детали протереть уайт-спиритом и прогреть до 120°С в течение 15-20 мин. Склеиваемые детали поместить в вакуум на 5-7 мин. и залить камеру лаком. После выдержки (15 мин.) в лаке, лак слить и продолжать (в течение 15 мин.) выдерживать детали под вакуумом. После чего склеиваемые детали поместить в печь на 5 час и прогревать до 120°С. При применении лака, последний проверяют вискозиметром ВЗ-4. Значение вязкости должно быть не более 22-32 с.
17. ЗАМЕНА МАНОМЕТРА И РЕГУЛИРОВАНИЕ ДАВЛЕНИЯ У ГЕРМЕТИЧНЫХ ВВОДОВ
17.1. Снять пломбу с вентиля (рис. 32) и закрыть его.

Рис. 32. Вентиль КВ-2МС (ход ВС не перекрывается).
17.2. Установить новую медную прокладку 010/6×1,5, отвернуть неисправный манометр и установить новый.
17.3. Открыть вентиль и сверить показания манометра с графиками давления, данными в инструкции по эксплуатации, при необходимости отрегулировать давление.
Для снижения давления слегка отвернуть пробку с глухим ниппелем, слить масло, завернуть пробку.
Для повышения давления закрыть вентиль, отвернуть измерительное устройство и на его место установить штуцер с трубной резьбой ¼². К тройнику с контрольным манометром подсоединить ручной насос, закачать масло, приоткрыть вентиль ввода (при заполненном штуцере вентиля маслом) и подсоединить гибкий шланг. Открыть полностью вентиль и насосом подать масло до установления необходимого давления. Закрыть вентиль, отсоединить гибкий шланг с тройником и трубку измерительного устройства залить маслом. Под струей масла установить измерительное устройство, открыть полностью вентиль и опломбировать.
17.4. У вводов с баками давления перекрыть вентили на вводе и баке давления, снять неисправный манометр и установить новую медную прокладку размером Æ10/6×1,5 или Æ17/6×1,5. Приоткрыть вентиль бака давления и под струей масла подсоединить новый манометр, открыть вентили ввода и бака давления и опломбировать их.
Герметичные вводы различных годов выпуска имеют различные подсоединения к баку давления:
а) До 1977 года на соединительной втулке ввода вентиль подсоединен к переходнику, в котором одно отверстие с резьбой М22×1,5 заглушено гайкой с глухим ниппелем, а к другому отверстию с такой же резьбой подсоединена трубка, соединяющая ввод с баком давления.
На баке давления установлен переходник с тремя отверстиями: к одному с резьбой М22×1,5 подсоединена трубка от ввода, ко второму - трубка измерительного устройства, а в третье впаяна трубка, подсоединенная к вентилю бака давления.
При такой схеме подсоединения для снижения давления перекрыть вентили ввода и бака давления, вывернуть гайку с глухим ниппелем из переходника вентиля ввода и на ее место ввернуть штуцер с резьбой М22×1,5. Открыть вентиль бака давления, слить масло до необходимой величины давления, закрыть вентиль бака давления, вывернуть штуцер из переходника ввода и перекрыть вентиль бака давления. Под вытекающей из переходника струей масла установить глухой ниппель с гайкой. Открыть вентиль на вводе и баке давления и опломбировать их.
Для повышения давления перекрыть вентили на вводе и баке давления, отвернуть гайку с глухим ниппелем из переходника вентиля ввода и на ее место установить штуцер с резьбой М22×1,5. Приоткрыть вентиль на баке давления и под вытекающей струей масла из штуцера и шланга насоса надеть на штуцер шланг. Закачать насосом масло в бак до необходимой величины давления, перекрыть вентиль бака давления, отсоединить шланг со штуцером. Приоткрыть вентиль бака давления, под вытекающей струей масла установить гайку с глухим ниппелем в переходник вентиля ввода. Открыть вентили ввода и бака давления и опломбировать их.
б) После 1977 года переходник вентиля ввода на соединительной втулке не устанавливают, а трубка от вентиля ввода и измерительного устройства подсоединена к переходнику вентиля бака давления и в этом переходнике имеется отверстие, заглушаемое пробкой с глухим ниппелем. Для снижения давления в этом случае, необходимо перекрыть вентили на вводе и баке давления, вывернуть пробку с глухим ниппелем из переходника бака и на ее место установить штуцер с резьбой M14×1,5. Далее приоткрыть вентиль бака, слить масло до необходимой величины давления. Перекрыть вентиль бака давления, вывернуть штуцер и приоткрыть вентиль бака давления. Под вытекающей струей масла установить пробку с глухим ниппелем. Открыть вентили на вводе и баке давления и опломбировать их.
Для повышения давления вывернуть пробку с глухим ниппелем из переходника бака давления и на ее место ввернуть штуцер с резьбой M14×1,5. Во избежание разрушения ввода не допускается нагревать его от посторонних источников тепла при перекрытом вентиле.
18. НАМОТКА ИЗОЛЯЦИОННЫХ СЕРДЕЧНИКОВ ВВОДОВ И СУШКА
18.1.
Изоляционные сердечники вводов на классы напряжения 110 и 150 кВ наматывать
широким бумажным полотном непосредственно на медную или латунную трубу.
Бумажное полотно необходимо подавать с небольшим натяжением на вращающуюся
трубу через систему стальных валов, из которых три вала нагреты до 110°С.
Изоляционная бумага марки ЭН-70 должна иметь толщину 70 мкм, ширину до
18.2.
В процессе намотки через расчетное число слоев бумаги (расчет дан в приложении
6) закладывать уравнительные основные и дополнительные обкладки из алюминиевой
фольги. Намотку сердечника производить непрерывно и уравнительные обкладки не
приклеивать. Обкладки должны удерживаться за счет трения, когда они будут
надежно прижаты натяжением бумаги при намотке. Верхняя (последняя)
уравнительная обкладка должна выполняться из медной ленты толщиной
18.3. Для измерения состояния внутренней изоляции к крайней обкладке ввода припаять гибкий медный провод для измерительного вывода. Подрезку изоляции сердечника ввода с образованием на нем выступов производить на станке с укрепленными на нем циркулярными пилами.
18.4.
Изоляцию сердечников вводов на классы напряжения 220, 330 и 500 кВ осуществлять
намоткой лент кабельной бумаги КМУ-120 или КВ-120. Бумажные ленты шириной 100-
18.5.
Уложить на бумажно-бакелитовый цилиндр нулевую уравнительную обкладку, которая
при сборке ввода электрически соединяется с токоведущей трубой. Обкладка должна
выполняться из перфорированной алюминиевой ленточной фольги толщиной
18.6.
На концевые части готовой нулевой обкладки наложить пояса, выполненные из
медной ленты шириной
18.7. Поместить цилиндр с готовой нулевой обкладкой на горизонтальный намоточный станок.
18.8. Намотать на нулевую обкладку слой бумажной ленты с перекрытием в 50 % по всей длине бумажно-бакелитового цилиндра. Толщину намотки выполнить в соответствии с расчетной запиской.
18.9. На бумажную намотку наложить первую уравнительную обкладку из алюминиевой фольги с размерами, аналогичными размерам фольги по п. 18.5. Концы ленты приклеить к поверхности бумаги аналогично п. 18.5. Общая длина обкладки должна быть установлена по шаблону для данного типа ввода. Концы обкладки выполнить в виде манжет, края которых сложены вдвое.
18.10. На первую уравнительную обкладку наложить слои бумажной ленты аналогично п. 18.8. В каждом из слоев на краях бумажной изоляции расположить по две-три дополнительных обкладки малой длины, выполненные в виде манжет аналогично п. 18.9. Обкладки приклеить к поверхности бумаги бакелитовым лаком.
Примечание. Намотка бумажной ленты на цилиндр должна быть выполнена с постоянным и равномерным натяжением. Морщины и вздутия бумажной ленты недопустимы. В случае обрыва бумажной ленты, ее подклейка должна быть выполнена только на краю намотки. Наложение на бумагу обкладок из алюминиевой фольги необходимо тщательно выполнить, не допуская на ней морщин, вздутий и рваных краев.
18.11. Повторить операции по п.п. 18.9, 18.10 необходимое количество раз в соответствии с расчетной запиской.
18.12.
На середину последней заземляющей обкладки наложить медную ленту шириной
18.13.
Поверх второй медной ленты намотать несколько слоев бумажной ленты, прорезать в
ней до поверхности медной ленты «окошко» размерами 20´20 мм,
припаять к медной ленте два гибких проводника сечением по
18.14. Обмотать сердечник еще шестью слоями бумажной намотки.
18.15. Обрезать сердечник, образуя в нем выступы согласно чертежу, закрепить концы выступов киперной лентой, собрать сердечник. Перед сборкой все цилиндры и гетинаксовые шайбы продуть сжатым воздухом.
18.16. Соединить нулевую обкладку с токоведущей трубой и подготовить сердечник к сушке.
18.17.
Сушку сердечников проводить в два этапа - предварительный прогрев и сушка.
Прогрев должен проходить без вакуума при температуре 105°С в течение 2 суток.
Сушку проводить под вакуумом при постоянном контроле за состоянием изоляции
посредством электрических измерений. С момента начала падения изоляционных
показателей создать остаточное давление в вакуумной печи 0,01 МПа (
Далее
включить плунжерный насос и установить остаточное давление 0,133 Па (10-
Примечание.
1. Высушенный сердечник подать на сборку ввода. Продолжительность нахождения высушенного сердечника на воздухе в процессе сборки ввода не должна превышать двух часов до момента установки собранного ввода на вакуумную обработку. При этом температура высушенного сердечника должна быть выше температуры воздуха в помещении цеха.
2. При невозможности выполнения сборки ввода сразу после сушки сердечника, последний должен храниться в печи без вакуума при температуре 60 °С.
3. В случае длительного хранения сердечника, последний должен быть охлажден до 60 °С и помещен на хранение в масляную ванну.
19. СКЛЕИВАНИЕ ИЗДЕЛИЙ ИЗ ФАРФОРА
При склеивании деталей из фарфора выполнить следующие основные технологические операции:
- подготовить к склеиванию поверхности;
- подготовить клей к применению;
- нанести клеевой состав на поверхность деталей;
- провести термовакуумную обработку шва;
- зачистить клеевой шов;
- нанести защитное покрытие после зачистки шва (при необходимости).
При
подготовке деталей к склеиванию тщательно подогнать склеиваемые поверхности,
обезжирить и просушить их. Клей на склеиваемую поверхность наносится тонким
слоем шпателем при движении шпателя в одну сторону (иначе будут вспенивания).
Толщина клеевой пленки должна быть 0,07-
Хранение клеевого состава должно производится в сухом помещении при температуре 10-30°С. Срок хранения составляет не более 6 месяцев.
Прочность клеевого соединения зависит от правильного подбора клеевого состава, толщины клеевой пленки, режима термовакуумной обработки, давления, создаваемого на поверхности склеиваемых деталей, тщательной обработки склеиваемых поверхностей. Толщина клеевой пленки зависит от вязкости клеевого состава. Вязкость клеевого состава сильно влияет на его жизнеспособность. Жизнеспособность клея характеризует продолжительность сохранения им вязкости допустимой для склеивания.
Основные свойства клеевых составов приведены в приложении 4.
20. ИЗМЕНЕНИЕ ПОКАЗАТЕЛЕЙ ХРОМАТОГРАФИЧЕСКОГО АНАЛИЗА РАСТВОРЕННЫХ В МАСЛЕ ГАЗОВ
20.1. Отбор проб газа и масла, их анализы проводить в соответствии с инструкциями:
- «Методические указания по диагностике развивающихся дефектов по результатам хроматографического анализа газов, растворенных в масле трансформаторного оборудования» СО 34.46.302-00 (РД 34.46.302-89), М: АО ВНИИЭ, 2001.
- «Методические указания по определению содержания воды и воздуха в трансформаторном масле», РД 34.43.107-95, М., СПО ОРГРЭС, 1996.
Изменения показателей хроматографического анализа растворенных в масле газов во вводах могут происходить от выделения газов при разложении твердой изоляции и масла и при частичных разрядах внутри ввода.
При разложении масла и твердой изоляции от влияния местного нагрева, образующийся газ заметно отличается от газа, образующегося при разложении только масла, содержанием окиси углерода и углекислого газа. При этом концентрация окиси углерода превышает содержание углекислого газа.
При частичных разрядах, выделяется метан, водород, окись углерода и углекислый газ. Но в основном - это водород, метан и небольшое количество углекислого газа.
20.2. При изменениях показателей анализов масла и газа от теплового воздействия разобрать ввод, проверить крепление деталей нижней и верхней частей, надежно закрепить контакты (при необходимости), собрать ввод, промыть чистым и сухим маслом. Температура масла должна быть не ниже 30°С. Обработку изоляции и заливку масла проводить по разделу 11.
20.3. В случае изменения показателей хроматографического анализа от наличия частичных разрядов, выяснить причину появления частичных разрядов, при возможности устранить их и продолжать измерения.
При достижений значений выше 10 пикокулон, замеры прекратить и принять меры по замене вводов.
21. ВОССТАНОВЛЕНИЕ ПРОВОДЯЩЕГО ПОКРЫТИЯ
Для выравнивания электрического поля изолятора, на фарфор вводов наносится проводящее покрытие. При длительной эксплуатации проводящее покрытие иногда разрушается; наблюдается также нарушение электрического контакта с фланцем или стержнем, находящимся под потенциалом. В качестве проводящего покрытия при восстановительных ремонтах применяются токопроводящие графитовая или коксовая краски. Перед нанесением на фарфор ввода краски, необходимо:
21.1. Очистить фарфор от грязи, пыли и масла, высушить фарфор под вакуумом (в течение 6-7 час, при температуре 90-100°С).
21.2. Приготовить краску (если нет готовой):
- графитовая краска состоит из измельченного до состояния пудры и просеянного аморфного графита (без блесток) - 50-55 % по весу, лака пентафталевого № 4С или бакелитового - 30-35 % по весу и бензина - 10-20 %;
- коксовая краска состоит из коксовой просеянной пудры - 65 % по весу, лака пентафталевого № 4С или бакелитового - 20 % по весу и бензина - 15 %.
21.3. Нанести тонкую пленку краски на фарфор и просушить ее (бакелитовый лак должен запечься при температуре 120-125°С. Условия запечки создаются исходя из местных условий). Нанести второй слой краски и просушить его.
21.4.
Проверить проводимость нанесенного слоя. Для проверки использовать
последовательно соединенные батарейку от карманного фонаря и гальванометр (или
омметр), подсоединенные при помощи щупов к нанесенному слою. Сопротивление слоя
не должно быть более 20 кОм при расстоянии между иглами щупов
Электрическое соединение проводящего слоя с арматурой или фланцем осуществляется наложением бандажа из луженой медной проволоки.
Примечание. Для нанесения проводящего слоя, применяется также горячее распыление металла (шоопирование) при наличии специального оборудования. При выборе металла необходимо учитывать окислительную способность окружающей среды, т.к. из-за окислительных процессов пленка может нарушиться и соприкосновение между металлом и бандажом изменится.
22. ВОССТАНОВЛЕНИЕ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НИЖНЕГО ЭКРАНА ВВОДА
Нижние части вводов классов напряжения 220 кВ и выше снабжены экранами с изоляционным покрытием - поливинилбутиралем ПШ (ГОСТ 9439-85*), позволяющим сократить разрядное расстояние между нижней частью ввода и баком трансформатора.
При нарушении покрытия, его необходимо восстановить.
Поверхность экрана очистить от пыли и грязи при помощи погружения его в смесь ацетона и растворителя Р-4 в соотношении 1:1 и выдержки в указанной смеси не менее 24 часа, в плотно закрытой емкости. Если за это время покрытие не растворится, экран необходимо повторно погрузить в смесь, а остатки покрытия снять деревянной пластинкой.
Обезжирить поверхность экрана и при помощи газопламенной горелки нанести новое покрытие. Тепловой режим нанесения покрытия установить опытным путем таким образом, чтобы частицы порошка, проходя через пламя горелки, нагрелись бы до пластичного полужидкого состояния без разложения и при падении на предварительно подогретую до 160-200°С поверхность экрана слипались бы, образуя сплошное покрытие.
Поверхность экрана с нанесенным покрытием испытать напряжением 10 кВ в течение 1 мин.
Примечание. Кроме поливинилбутираля можно применить любой другой изоляционный материал при условии, что покрытие выдержит приложенное напряжение 10 кВ в течение 1 мин.
Приложение 1
ТАКЕЛАЖНЫЕ РАБОТЫ
1. В объем такелажных работ входят работы по перемещению вводов с одного места на другое, укладка на подставки и поднятие в вертикальное положение, сборка и разборка временных устройств и приспособлений для подъема, перемещения и опускания грузов. Стоять под грузом и на пути его перемещения запрещается.
2. Для проведения такелажных работ применяются блоки, полиспасты, тали, лебедки, стальные канаты стропы и др.
3. Перед началом работ убедиться в исправности оборудования, приспособлений и оснастки, проверить дату предыдущих и последующих испытаний. Необходимо знать грузоподъемность и допустимые нагрузки применяемых такелажных средств.
4. Для выбора того или иного подъемного средства нужно знать массу и габариты данного ввода, которая находится в пределах, указанных в таблице 1, раздел 4.
5. Для проведения такелажных работ применяются стальные канаты, которые идут для оснастки талей, полиспастов, лебедок и других грузоподъемных машин и устройств.
Стальные канаты должны иметь круглое сечение и двойную крестовую свивку (ТК) с точечным касанием отдельных проволок между слоями пряди. В этих канатах проволоки в прядях свиты в одну сторону, а пряди в канате в другую. Канаты крестовой свивки имеют шесть круглых проволочных прядей, расположенных вокруг пенькового сердечника, пропитанного густой смазкой, что обеспечивает постоянную смазку проволок, сопротивляемость ударам и придает ему гибкость. При такелажных работах применять канаты двойной и тройной свивки. Канаты должны быть мягкими и обладать определенным запасом прочности, который расчитывается по формуле
K = P/S,
где Р - разрывное усилие каната, Н;
S - усилие на канат при такелажных работах, Н;
К - запас прочности.
Запас прочности для различных видов грузоподъемных устройств не должен быть менее:
|
для лебедок и талей с электрическим приводом |
К ³ 5,0 |
|
для лебедок и талей с ручным приводом |
К ³ 4,0 |
|
для тяговых канатов кранов |
К ³ 4,0 |
|
для стропов |
К ³ 6,0 |
6. После проведения такелажных работ канаты должны быть очищены от грязи, смазаны смазкой и отправлены на хранение (если они по внешнему виду пригодны к дальнейшей эксплуатации).
Приложение 2
АРМИРОВОЧНЫЕ ЗАМАЗКИ ДЛЯ ВВОДОВ
Характеристики, свойства и область применения армировочных замазок
Таблица П 2.1
|
Вид замазки |
Характеристика замазки |
Свойства замазки |
Рекомендуемая область применения |
Примечания |
|
|
Положит. |
Отрицат. |
||||
|
Глетоглицериновая |
Временное сопротивление на разрыв 15-20 кгс/см2, температурный коэффициент расширения 28·10-8. |
Быстро затвердевает. Обладает высокой механической прочностью. |
Малая стойкость к действию влаги и углекислоты воздуха. |
Проходные изоляторы 35 кВ. Применяется в единичных случаях из-за дорогой замазки. |
Уксусная и серная кислота разрушают замазку. |
|
Портландцементная |
Временное сопротивление на разрыв 30-40 кгс/см2. |
Обладает высокой механической прочностью. |
Медленно протекает процесс затвердевания. Со временем увеличивает свой объем. |
Фарфоровые изоляторы внутренней и наружной установки. |
Концентрированная соляная кислота разрушает замазку. |
|
Глиноземисто-цементная |
Временное сопротивление на разрыв 20-30 кгс/см2. |
Быстро затвердевает. Обладает стойкостью к атмосферным воздействиям. |
Обладает малой стойкостью к трансформаторному маслу. |
Проходные и подвесные изоляторы. |
Соляная кислота разрушает замазку. |
|
Магнезитовая |
Временное сопротивление на разрыв 20-25 кгс/см2. Коэффициент расширения близок к коэффициенту расширения стали. |
Обладает стойкостью к действию трансформаторного масла. Имеет высокую механическую прочность. |
Высокая гигроскопичность. С течением времени увеличивает свой объем. |
Изоляторы, эксплуатируемые в сухих помещениях и трансформаторном масле. Применение - массовое. |
Вода разрушает замазку. |
Рецепты, режимы армирования и сушки армировочных замазок
1. Глетоглицериновая замазка
1.1. Исходными материалами являются: желтый или красно-желтый свинцовый глет первого сорта (ГОСТ 5539-73) и химически чистый глицерин, разбавленный водой до удельной массы 1,23. Если глицерин имеет удельную массу выше, чем 1,23, то его разбавляют чистой водопроводной водой и тщательно перемешивают до удельной массы 1,23.
Применение глицерина с удельной массой ниже 1,23 не допускается, так как избыток воды в глицерине замедляет процесс схватывания и может способствовать образованию пористого армировочного шва.
1.2. Глет должен быть не окисленный и сухой, без комков и храниться в закупоренной посуде. Перед употреблением глет просеивается через сито 100 отверстий на 1 см2.
Глет, долго пролежавший на складе, предварительно прокалить при температуре 200-250 °С для высушивания.
1.3.
Состав замазки: на
1.4. Замазка замешивается в фарфоровой чашке, смесь тщательно размешивается до сметанообразной концессии. Замазка готовится в количестве, которое может быть израсходовано в течение 10 мин. При более продолжительной работе замазка «зернится» и непрочно скрепляется с фарфором и арматурой.
1.5. Время схватывания замазки 15-20 мин., время полного затвердевания 24 часа.
После полного затвердевания поверхность замазки, которая будет соприкасаться с маслом, необходимо тщательно зачистить от потеков, покрыть (кистью) двумя слоями клея БФ-4 или бакелитовым лаком.
2. Портландцементная замазка
2.1. Исходными материалами служат: портландцемент марки 400 или 500, просеянный через сито 100 отверстий на 1 см2, и кварцевый песок (фарфоровая кромка с фракцией между ситами 25-144 отверстий на 1 см2).
Смесь
в равных объемах исходных материалов перемешать и пропустить через сито с
ячейкой
2.2. Замазку следует заготавливать в объеме, который будет использован в течение 20-30 мин.
2.3. Время схватывания - 48 час, полного затвердевания - 15-20 суток.
После схватывания цементная поверхность должна систематически увлажняться. Для ускорения процесса схватывания в отдельных случаях применяется пропарка, заключающаяся в том, что ввод после суточной выдержки помещается на 12-84 час в паровую камеру при температуре 60-80°С. После пропарки ввод выдерживается от 1 до 3 суток при температуре 12-20°С. Все добавки, ускоряющие процесс схватывания, вызывают дополнительные внутренние напряжения.
После полного затвердевания поверхность замазки, которая будет соприкасаться с маслом, необходимо тщательно зачистить от потеков, покрыть (кистью) двумя слоями клея БФ-4 или бакелитовым лаком.
3. Глиноземисто-цементная замазка
3.1.
Исходные материалы: цемент глиноземистый марок 400 или 500, просеянный через
сито 90 отверстий на
3.2. Сухая смесь в соотношении цемента к фарфоровой муке по весу 2:1 тщательно перемешивается до получения однородной массы, после чего добавляется вода в количестве 32-36 частей при армировании штырей и фланцев вводов или 23-28 частей в случае армирования колпачков на 100 весовых частей сухой цементной смеси до получения раствора жидкой консистенции. Цементный раствор тщательно перемешивается в течение 5-10 мин.
3.3. Цементный раствор должен быть использован в течение 20-30 мин. с момента приготовления.
Время схватывания - 30 мин. и полного затвердевания - около 12 часов.
Обработка армированного ввода производится не ранее, чем через трое суток. После тщательной зачистки от потеков поверхность замазки, которая будет соприкасаться с маслом, покрывается (кистью) двумя слоями клея БФ-4 или бакелитовым лаком.
Для ускорения схватывания к глиноземисто-цементной замазке в отдельных случаях добавляют 3-5% гипса.
4. Магнезитовая замазка
4.1. Исходные материалы: магнезиальный цемент, состоящий из каустического магнезита (жженой магнезии), фарфоровая мука и раствор хлористого магния удельной массы 1,2-1,21. Пропорции исходных материалов по массе: магнезит 37 %, фарфоровая мука 17 % и раствор хлористого магния 46 %.
4.2. Смесь готовится в фарфоровой ступке перетиранием пестиком до получения однородной текучей массы и должна быть израсходована в течение 15-20 мин.
4.3. Заливка вводов производится при температуре 20-25°С (по не выше 35°С). Нагрев замазки не допускается. Замазка «схватывается» приблизительно за 10 часов, однако до установки и монтажа армированный ввод следует выдержать 48 часов при температуре 18-25°С.
4.4. После тщательной зачистки от потеков поверхность замазки, которая будет соприкасаться с маслом, покрывается (кистью) двумя слоями клея БФ-4 или бакелитовым лаком. Поскольку магнезитовая замазка разрушается под действием влаги, поверхность армировочного шва, соприкасающуюся с наружным воздухом, следует покрыть каким-либо специальным покровным влагостойким лаком.
Магнезиальный цемент очень гигроскопичен, поэтому для получения высококачественной замазки его следует прокалить (например, в муфельной печи) при температуре 750 °С; после этого цемент хранится в герметически закупоренной таре, а при обнаружении его увлажнения должен подвергнуться сушке при температуре 150°С.
Раствор хлористого магния приготовляется заранее из двух весовых частей хлористого магния и одной весовой части горячей воды. После полного растворения хлористого магния раствор остужается и фильтруется через фильтровальную бумагу; удельная масса раствора в готовом виде должна быть около 1,18. После проверки раствор хранится в стеклянной закупоренной таре в количестве, необходимом для расходования в течение 1-2 недель.
Приложение 3
ЗАЛИВКА ВВОДОВ МАСТИКОЙ
1. Наибольшее значение для заливочных мастик имеют следующие технические показатели:
1.1. Широкий рабочий интервал размягчения (-40 до +60°С).
1.2. Морозостойкость (до температуры ниже –40°С).
1.3. Хорошая прилипаемость.
1.4. Влагонепроницаемость.
1.5. Достаточно хорошие и стабильные электроизоляционные свойства (малые диэлектрические потери, высокая электрическая прочность).
1.6. Малая усадка (в диапазоне температур от –40°С до +100°С). Не выполнение хотя бы одного требования недопустимо.
2. Наиболее распространенной мастикой для заливки вводов является мастика марки МПВ (маслополиизобутиленовазелиновая), которая состоит из трех компонентов: трансформаторного масла, низкомолекулярного полиизобутилена и конденсаторного или технического вазелина.
Все три компонента мастики должны быть точно взвешены и равны: трансформаторное масло - 35-45 %, полиизобутилен - 35-25 %, вазелин - 30 %.
Варка
мастики МПВ должна производиться в баке с равномерным обогревом всей
поверхности, для чего рекомендуется применять бак с двойными стенками, между
которыми находится масло. В бак, нагретый до 65-70°С, загрузить вазелин. После
расплавления вазелина добавить полиизобутилен и довести температуру до
90-100°С, тщательно перемешивать смесь механической мешалкой в течение 2-3 час,
после чего небольшими порциями добавлять трансформаторное масло. Для очистки
мастики ее продувают сухим аммиаком под давлением 120-
3. Другая мастика марки МБМ-2 состоит из ухтинского битума 50-47 % по весу и сухого трансформаторного масла 50-53 % по весу.
Приготовление мастики выполняется следующим образом. Битум загружается в бак на 25-30 % емкости и разогревается до разжижения. В расплавленный битум далее заливается трансформаторное масло при температуре окружающей среды 15-20°С. При заливке масла смесь перемешивается механической мешалкой. Общая загрузка котла не должна превышать 75 % объема. После заливки маслом мастику варить в течение 3 час. при температуре 140-150°С, непрерывно перемешивая. При прекращении пенообразования и появления блестящей поверхности варка прекращается. Если температура каплепадания окажется выше 50°С, то в котел добавляется трансформаторное масло, а ниже 45°С - добавляется битум, после чего варка продолжается 0,5-1 час. При низкой электрической прочности мастика проваривается вновь. По окончании варки мастика фильтруется через металлическую сетку с ячейкой 30-50 отверстий на 1 см2.
4. Кроме того, существует менее распространенная марка мастики типа Э-3, которая состоит из смеси 75 % битума № 5 и 25 % трансформаторного масла.
Способ изготовления мастики Э-3 аналогичен изготовлению мастики МБМ-2. Расплавление битума № 5 производится в течение 8-10 час (до прекращения пенообразования) при температуре 190-200°С.
Заполнение
ввода мастикой производится тотчас же по выемке его из нагревательной печи при
температуре 90°С или лучше в самой печи с помощью бачка с подогревателем.
Температура мастики должна быть 120-125°С, в помещении 15-20°С. Мастика
заливается тонкой ровной струей до уровня на 5-



