Министерство монтажных и специальных строительных
работ СССР (3702)
Главмонтажавтоматика
|
СОГЛАСОВАНО |
УТВЕРЖДАЮ |
|
Главный инженер В/О «Металлургзарубежстрой» ____________Г.В. Бабков |
Главный инженер Главмонтажавтоматики ______________П.А. Минаев |
ШТУЦЕРЫ И НИППЕЛИ ДЛЯ УСТАНОВКИ ПРИБОРОВ И СРЕДСТВ АВТОМАТИЗАЦИИ
ТУ 36-1118-84
Технические условия
(Взамен ТУ 36.1118-75, ТУ 36.1120-75, ТУ 36.ЭД1.1118-78, ТУ 36.ЭД1.1120-78)
Срок действия с 1.12.1984 г до 1.12.1994 г
(Измененная редакция. Изм. №2)
|
СОГЛАСОВАНО: |
|
|
Главный инженер управления «Загранкомплектавтоматика» ______________________А.В. Макашин |
Главный инженер Свердловского опытного завода _____________________В.Г. Виноградов |
|
Главный инженер треста "Промавтоматика" _________________М.А. Чудинов |
|
|
Главный инженер треста «Проектмонтажавтоматика»-БОС __________________________Е.К.Дубасов |
|
Продолжение титульного листа
Технические условия ТУ 36-1118-84
|
СОГЛАСОВАНО: |
|
|
Главный инженер треста "Уралмонтажавтоматика" __________________В. И. Десятов
|
|
Содержание
Настоящие технические условия распространяются на штуцеры и ниппели для установки приборов и средств автоматизации в дальнейшем именуемые "детали".
Штуцеры приварные типа Ш и Шц предназначены для установки отборных устройств давления на технологических трубопроводах, вентилях и ответвлениях от коллекторов и т.п.
Ниппели типа Н предназначены для соединения фильтра с редуктором и присоединения запорных вентилей к бобышкам.
Ниппели типа НП применяются в качестве промежуточной детали при переходе с резьбы одного диаметра на резьбу другого диаметра.
Настоящие технические условия устанавливают требования к деталям, изготавливаемым для нужд народного хозяйства и дли поставки на экспорт.
Штуцеры и ниппели рассчитаны на условное давление неагрессивной среды - Ру 16 МПа (160 кгс/см2).
Виды климатического исполнения У3, Т2 для ниппелей типа Н и Ш, У3, Т1 для штуцеров типа Ш и Шц по ГОСТ 15150-69.
Перечень документов, использованных в настоящих технических условиях, приведен в приложении 5.
Пример записи обозначения деталей при их заказе:
Ниппель типа Н с резьбой К 1/8"
для умеренного климата
Ниппель Н-К 1/8" У3 ТУ 36-1118-84
для тропического климата
Ниппель Н-К 1/8" Т2 ТУ 36-1118-84
Детали должны соответствовать условиям, предусмотренным заказ-нарядом, и "Условиям поставки товаров для экспорта, утвержденным постановлением СМ СССР от 17 сентября 1980 Г7 № 804.
(Измененная редакция. Изм. №2)
 1.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Общие требования
1.1.1. Детали должны соответствовать требованиям настоящих технических условий и рабочим чертежам Х28.652.175., X28.652.2I9, Х28.652.167, Х28.652.172.
1.2. Основные параметры и размеры
1.2.1. Основные размеры и масса деталей приведены в приложениях 1...4 настоящих технических условий.
1.2.2. Коды ОКП приведены в табл. 1.1.
Таблица 1.1.
|
Тип |
Вид климатического исполнения |
Код ОКП |
КЧ |
|
Ш-К1/8" |
У3 |
42 1891 1330 |
09 |
|
Ш-К1/4" |
У3 |
42 1891 1334 |
05 |
|
Ш-R1/4 |
У3 |
42 1891 1338 |
01 |
|
Ш-К1/2" |
У3 |
42 1891 1342 |
05 |
|
Ш-R1/2 |
У3 |
42 1891 1346 |
01 |
|
Шц-C1/2 |
У3 |
42 1891 1358 |
08 |
|
Шц-С1/4 |
У3 |
42 1891 1333 |
06 |
|
Ш-К1/8" |
Т1 |
42 1891 1332 |
07 |
|
Ш-К1/4" |
Т1 |
42 1891 1336 |
03 |
|
Ш-R1/4 |
Т1 |
42 1891 1340 |
07 |
|
Ш-К1/2" |
Т1 |
42 1891 1344 |
03 |
|
Ш-R1/2 |
Т1 |
42 1891 1348 |
09 |
|
Шц-С1/4 |
T1 |
42 1891 1360 |
03 |
|
Шц-С1/2 |
T1 |
42 1891 1341 |
06 |
|
H-KI/8" |
У3 |
42 1891 0710 |
05 |
|
H-KI/4" |
У3 |
42 1891 0714 |
01 |
|
H-RI/4 |
У3 |
42 1891 0718 |
08 |
|
Тип |
Вид климатического исполнения |
Код ОКП |
КЧ |
|
Н-К 1/2" |
У3 |
42 1891 0722 |
01 |
|
H-R 1/2 |
У3 |
42 1891 0726 |
08 |
|
НП-К1/2"-К1/4" |
У3 |
42 1891 0730 |
01 |
|
НП-К3/4"-К1/4" |
У3 |
42 1891 0734 |
08 |
|
НП-К3/4"-К1/2" |
У3 |
42 1891 0738 |
04 |
|
Н-К I/8" |
Т2 |
42 1891 0713 |
02 |
|
Н-К 1/4" |
Т2 |
42 I8SI 0717 |
09 |
|
H-R 1/4 |
Т2 |
42 1891 0721 |
02 |
|
Н-К 1/2" |
Т2 |
42 1891 0725 |
09 |
|
H-R 1/2 |
Т2 |
42 1891 0729 |
05 |
|
НП-К1/2"-К1/4" |
Т2 |
42 1891 0733 |
09 |
|
НП-К3/4"-К1/4" |
Т2 |
42 1891 0737 |
05 |
|
НП-К3/4"-К1/2" |
Т2 |
42 1891 0741 |
09 |
(Измененная редакция. Изм. №2)
1.2.3. Резьбы должны соответствовать требованиям рабочих чертежей и действующим стандартам на них:
1) резьба коническая дюймовая с утлом профиля 60° по ГОСТ 6111-52;
2) резьба трубная коническая и допуски на резьбу по ГОСТ 6211-81;
3) резьба трубная цилиндрическая и допуски на резьбу по ГОСТ 6357-81;
4) резьба метрическая по ГОСТ 24705-81, поле допуска по ГОСТ 16093-81
1.3. Характеристики
1.3.1. Детали должны обеспечивать плотность и прочность соединения при условном давлении до Ру 16 МПа (160 кгс/cм2).
1.3.2. Поверхности деталей должны быть чистыми и не должны иметь забоин, заусенцев, трещин, следов расслоения, раковин, признаков коррозии.
1.3.3. Шероховатость обрабатываемых поверхностей должна соответствовать ГОСТ 2789-73 и указаниям конструкторской документации.
1.3.4. Антикоррозионные покрытия должны выполняться согласно табл. 1.2. и соответствовать ГОСТ 9.301-86.
Таблица 1.2.
|
Тип |
Покрытие |
||
|
У3 |
T1 |
Т2 |
|
|
Ш-К 1/8я |
Хим. Окс. прм. |
Щ8хр желтое |
- |
|
Ш-К 1/4" |
Хим. Окс. прм. |
Щ8хр желтое |
- |
|
Ш-R 1/2 |
Хим. Окс. прм. |
Ц18хр желтое |
- |
|
Ш-К 1/2" |
Хим. Окс. прм. |
Ц18хр желтое |
- |
|
Ш-R 1/4 |
Хим. Окс. прм. |
Ц18хр желтое |
- |
|
Шц-С1/2 |
Хим. Окс. прм. |
Ц18хр желтое |
- |
|
Шц-С1/4 |
Хим. Окс. прм. |
Ц18хр желтое |
- |
|
Н-К 1/8" |
Хим. Окс. прм. |
- |
Ц15хр |
|
Н-К 1/4" |
Хим. Окс. прм. |
- |
Ц15хр |
|
H-R 1/4 |
Хим. Окс. прм. |
- |
Ц15хр |
|
Н-К 1/2" |
Хим. Окс. прм. |
- |
Ц15хр |
|
H-R 1/2 |
Хим. Окс. прм. |
- |
Ц15хр |
|
HII-KI/2"-KI/4", |
Хим. Окс. прм. |
- |
Ц15хр |
|
Ш-К3/4"-К1/4" |
Хим. Окс. прм. |
- |
Ц15хр |
|
Ш-К3/4"-К1/2" |
Хим. Окс. прм. |
- |
Ц15хр |
(Измененная редакция. Изм. №2)
1.3.5. Удельная материалоемкость деталей не более 0,00119 кг/кгс/см2.
За определяющий параметр принято условное давление.
1.3.6. Средний срок службы - 10 лет.
1.4. Комплектность
1.4.1. В комплект поставки входят:
1) штуцер или ниппель;
2) этикетка - одна на упаковку.
1.4.2. При поставке изделий на экспорт в комплект поставки дополнительно входит товаросопроводительная документация в количестве, указанном в заказ-наряде, в соответствии о "Положением о порядке составления, оформления и рассылки технической и товаросопроводительной документации на товары, поставляемые для экспорта" от 29.12.1979 г. Минвнешторга № 567.
1.5. Маркировка
1.5.1. Маркировка при внутрисоюзной поставке должна содержать:
1) товарный знак завода-изготовителя;
2) наименование, тип и вид климатического исполнения;
3) условное давление "Ру 160";
4) год и месяц выпуска;
5) обозначение настоящих технических условий.
Перечисленные данные должны быть приведены в этикетке. На изделии методом накатывания должны маркироваться размер резьбы и условное давление. Место нанесения маркировки должно быть указано на чертеже.
1.5.2. Маркировка деталей при поставке на экспорт должна
содержать:
1) наименование изделия;
2) тип и вид климатического исполнения;
![]() 3) условное давление "Ру
160";
3) условное давление "Ру
160";
4) год и месяц выпуска;
5) надпись "Сделано в СССР".
Перечисленные данные маркировки должны быть приведены в этикетке. Размер резьбы и условное давление должны быть нанесены на изделие методом накатывания. Место нанесения маркировки должно быть указано на чертеже.
1.5.3. Транспортная маркировка груза должна содержать основные, дополнительные и информационные надписи по ГOСТ 14192-77 (раздел I.). Маркировать на одной из боковых сторон ящика окраской по трафарету. Маркировать манипуляционный знак "Боится сырости" ГОСТ 14192-77.
1.5.4. Транспортная маркировка груза при отправке деталей на экспорт должна производиться по ГОСТ 14192-77 (раздел 5.) ив соответствии с заказ-нарядом.
1.6. Упаковка
1.6.1. Упаковка деталей при внутрисоюзной поставке должна производиться в ящик типа П-I по ГОСТ 2991-76 или в ящик типа VI по ГОСТ 5959-80.
(Измененная редакция. Изм. № 1)
1.6.2. Категория упаковки КV-0 ГОСТ 23170-78.
1.6.3. В один ящик должны быть упакованы детали одного наименования и типоразмера.
Упаковка должна быть плотной, не допускающей перемещения деталей внутри тары при транспортировании.
1.6.4 Масса упаковочного ящика с деталями не должна превышать 50 кг.
1.6.5. В каждый ящик при внутрисоюзной поставке должна быть вложена со стороны крышки этикетка с подписью представителя отдела технического контроля завода-изготовителя, а снаружи ящика должен быть прикреплен упаковочный лист.
1.6.6. Упаковка деталей при поставке на экспорт должна производиться в ящик типа Ш-I ГОСТ 2991-85 или в ящик типа I по ГОСТ 5959-80 и ГОСТ 24634-81. Категория упаковки КV-I ГОСТ 23170-78.
(Измененная редакция. Изм. № 1)
1.6.7. В каждый ящик, при поставке изделий на экспорт, в специальный карман, расположенный снаружи ящика, должен быть вложен упаковочный лист, а в ящик со стороны крышки - этикетка и товаросопроводительная документация, указанная в заказ-наряде, упакованные согласно ГОСТ 23170-78 (раздел 4.).
1.6.8. Временная противокоррозионная защита при поставке деталей на экспорт должна соответствовать группе I-I, варианту защиты В3-4 (пушечная смазка 3Т5/5-5 по ГОСТ 19537-83), варианту внутренней упаковки ВУ-4 ГОСТ 9.014-78.
При внутрисоюзной поставке - вариант защиты В3-0, вариант упаковки ВУ-0 ГОСТ 9.014-78.
Расконсервация деталей должна производиться по ГОСТ 9.014-78.
1.6.9. Гарантийный срок хранения деталей - три года с момента изготовления.
1.7. При отправлении деталей в районы Крайнего Севера и труднодоступные районы, упаковка должна соответствовать ГОСТ 15846-79 (группа продукции 59).
(Измененная редакция. Изм. №2)
2. ПРАВИЛА ПРИЕМКИ
2.1. Для проверял соответствия деталей для соединения трубопроводов установившегося серийного производства требованиям настоящих технических условий, завод-изготовитель обязан проводить приемо-сдаточные, периодические и типовые испытания.
2.2. Приемо-сдаточные испытания готовых деталей должны проводиться заводом-изготовителем при приемочном контроле в объеме установленном настоящими техническими условиями, с целью выявления соответствия деталей требованиям настоящих технических условий.
2.3. Приемо-сдаточным испытаниям на соответствие требованиям пунктов 1.1.1., 1.3.2., 1.3.3., 1.3.4. (в части внешнего вида), подраздела 1.5. должны подвергаться 100 % деталей.
2.4. Приемо-сдаточным испытаниям на соответствие требованиям пунктов 1.1.1., 1.2.3. подлежит 0,5 % (при поставке на экспорт - 1 %) от предъявленной партии деталей одного наименования и типоразмера, но не менее 10 шт. Под партией следует понимать количество деталей изготовленных на одном оборудовании за период не более одной смены
2.5. Проверка пункта 1.3.4. на соответствие ГОСТ 9.301-78 должна производиться согласно ГОСТ 9.302-79.
2.6. При получения неудовлетворительных результатов испытания хотя бы по одному изделию, должны проводиться повторные испытания удвоенного количества изделий, взятых от той же партии. Результаты повторных испытаний являются окончательными.
2.7. Периодическим испытаниям должны подвергаться детали, прошедшие приемо-сдаточные испытания.
2.8. Периодические испытания деталей установившегося производства должны проводиться заводом-изготовителем не реже одного раза в три года с целью контроля стабильности качества изделий, а также оценки соответствия их требованиям настоящих технических условий и конструкторской документация.
![]() 2.9. На периодические испытания отбираются 5 шт. изделий
каждого наименования и каждого типоразмера.
2.9. На периодические испытания отбираются 5 шт. изделий
каждого наименования и каждого типоразмера.
2.10. При периодических испытаниях должна производиться проверка по пунктам 1.1.1., 1.2.1., 1.3.2., 1.3.1., 1.3.2., 1.3.3., 1.3.4., подразделам 1.4., 1.5. и 1.6. настоящих технических условий.
2.11. При получении неудовлетворительных результатов испытаний, приемку и отгрузку принятых деталей следует приостановить до устранения выявленных дефектов. Допускается проводить повторные испытания только по тем пунктам, по которым были получены неудовлетворительные результаты. Возобновление приемки и отгрузку деталей производить при получении удовлетворительных результатов повторных испытаний.
2.12. Типовые испытания деталей должны быть проведены после внесения изменений в конструкцию, технологию изготовления или после замены материала. Типовые испытания должны проводиться по специально разработанной программе, устанавливающей количество испытываемых деталей и объем испытаний.
2.13. Результаты периодических и типовых испытаний должны оформляться протоколами и актами по установленным формам.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Проверку на соответствие деталей требовании пунктов 1.1.1., 1.2.1., 1.2.3., 1.3.2., подраздела 1.5. производить методом внешнего осмотра, сличением с конструкторской документацией, измерением деталей с помощью инструментов и оборудования согласно приложению 6.
3.2. Проверку массы деталей производить контрольным взвешиванием на весах обычного класса точности и в соответствии с ГОСТ 23676-79.
3.3. Проверку на соответствие требованиям пункта 1.3.1. производить согласно инструкции МСН 160-67/ММСС СССР пробным гидравлическим давлением по ГОСТ 356-80. Пробное давление должно держаться в течение 5 минут, затем давление снизить до условного и произвести осмотр системы, после чего сбросить давление.
Результаты испытания считаются удовлетворительными, если во время испытания не произошло падения давления по манометру, не обнаружено признаков разрыва и следов подтеков испытательной среды на внешней поверхности изделий.
3.4. Проверку шероховатости поверхностей по пункту 1.3.3. производить сличением с образцами шероховатости, соответствующими ГОСТ 9378-75.
3.5. Проверку по пункту 1.3.4. в части внешнего вида и толщины покрытия производить в соответствии с требованиями ГОСТ 9.302-79.
3.6. Проверку комплектности производить при упаковке деталей согласно требованиям подраздела 1.4.
3.7. Проверку упаковки деталей производить согласно требованиям подраздела 1.6.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Детали транспортируются всеми видами транспорта в крытых транспортных средствах. Транспортирование деталей должно соответствовать следующим правилам:
"Общие правила перевозки грузов автотранспортом", утвержденные Министерством автомобильного транспорта РСФСР, изд. 1979 г.;
"Правила перевозки грузов" МПС, часть I, изд. 1983 г.;
"Правила перевозки грузов" Минречфлота РСФСР, изд. 1979 г.;
"Правила безопасности морской перевозки генеральных грузов" Минморфлота.
4.2. Транспортирование в части воздействия климатических факторов для деталей в тропическом исполнении - по условию 6, для умеренного климата - по условию 4, для морских перевозок в трюмах по условию 3 ГОСТ 15150-69.
4.3. Хранение деталей в упаковке, соответствующей настоящим техническим условиям, должно соответствовать условию 6 - для деталей в тропическом исполнении и условию 4 - для умеренного климата ГОСТ 15150-69.
5. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
5.1. Монтаж я установка деталей для соединения трубопроводов должны производиться в соответствии со СНиП III-34-74 "Строительные нормы и правила. Правила производства и приемки работ. Система автоматизация".
6. ГАРАНТИИ ИЗГОТОВЛЕНИЯ
6.1. Изготовитель гарантирует соответствие деталей для соединения трубопроводов требованиям настоящих технических условий при соблюдения условий эксплуатация, транспортирования, хранения.
6.2. Гарантийный срок эксплуатации деталей для соединения трубопроводов -1,5 года с момента ввода их в эксплуатацию, но не более 2-х лет со дня проследования их через Государственную границу СССР.
ПРИЛОЖЕНИЕ 1
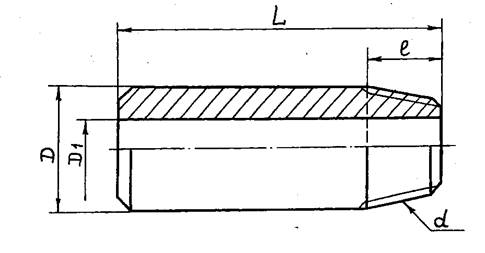
Штуцер приварной Ш
|
Тип |
d |
Размеры, мм |
Масса, не более кг |
|||
|
D |
D1 |
L |
l |
|||
|
Ш-К1/8" |
К1/8" ГОСТ 6111-52 |
11 |
5 |
50 |
7 |
0,030 |
|
Ш-К1/4" |
К1/4" ГОСТ 6111-52 |
14,0 |
6 |
60 |
9,5 |
0,066 |
|
Ш-R1/4 |
R1/4 ГОСТ 61211-81 |
9,7 |
||||
|
Ш-К1/2" |
К1/2" ГОСТ 6111-52 |
22 |
10 |
80 |
13,5 |
0,190 |
|
Ш-R1/2 |
R1/2 ГОСТ 6211-81 |
13,2 |
||||
(Измененная редакция. Изм. №2)
ПРИЛОЖЕНИЕ 2
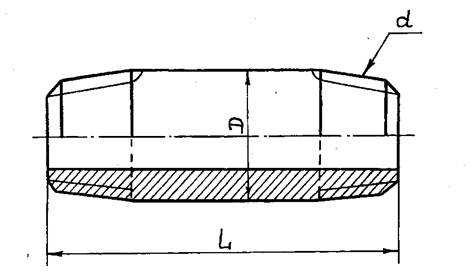
Штуцер приварной Шц

|
Тип |
d |
Размеры, мм |
Масса, не более кг |
|||
|
D1 |
D2 |
L |
l |
|
||
|
Шц-G1/2 |
G1/2-B |
10 |
22 |
80 |
20 |
0,19 |
|
Шц-G1/4 |
G1/4-D |
6 |
18 |
45 |
8 |
0,06 |
 ПРИЛОЖЕНИЕ 3
ПРИЛОЖЕНИЕ 3
Ниппель Н
|
Тип |
d |
Размеры, мм |
Масса, не более кг |
|
|
D |
L |
|||
|
Н-К1/8" |
К1/8" ГОСТ 6111-52 |
11 |
40 |
0,024 |
|
Н-К1/4" |
К1/4" ГОСТ 6111-52 |
14 |
50 |
0,050 |
|
Н-R1/4 |
R1/4 ГОСТ 6211-81 |
0,053 |
||
|
Н-К1/2" |
К1/2" ГОСТ 6111-52 |
22 |
0,098 |
|
|
Н-R1/2 |
R1/2 ГОСТ 6211-81 |
|||
(Измененная редакция. Изм. №2)
 ПРИЛОЖЕНИЕ 4
ПРИЛОЖЕНИЕ 4
Ниппель НП

|
Тип |
d |
d1 |
D, мм |
D1, мм |
Масса, не более кг |
|
НП-К1/2"-К1/4" |
К1/4" |
К1/4" |
14 |
22 |
0,125 |
|
НП-К3/4"-К1/4" |
К3/4" |
27 |
0,180 |
||
|
НП-К3/4"-К1/2" |
К1/2" |
22 |
0,190 |
||
(Измененная редакция. Изм. №2)
ПРИЛОЖЕНИЕ 5
ПЕРЕЧЕНЬ документов, использованных в настоящих технических условиях
|
ЕСЗКСС. Временная противокоррозионная защита изделий. Общие технические требования. |
|
|
ЕСЗКС. Покрытия металлические и неметаллические неорганические. Технические требования. |
|
|
ЕСЗКС. Покрытия металлические и неметаллические неорганические. Правила приемки и методы контроля. |
|
|
Шероховатость поверхности, параметры и характеристики. |
|
|
Ящики дощатые неразборные для грузов весом до 500 кг. Общие технические условия. |
|
|
ГОСТ 5959-80 |
Ящики из листовых древесных материалов неразборные для грузов массой до 200 кг. Общие технические условия. |
|
Резьба коническая дюймовая с углом профиля 60°. |
|
|
ГОСТ 6211-81 |
Основные нормы взаимозаменяемости. Резьба трубная коническая. |
|
ГОСТ 6357-81 |
Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая. |
|
Образцы шероховатости поверхности (сравнения). Технические требования. |
|
|
Упаковка для изделий машиностроения. Общие требования |
|
|
ГОСТ 23676-79 |
Весы для статического взвешивания. Пределы взвешивания. Метрологические параметры. |
|
Маркировка грузов. |
|
|
Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды. |
|
|
Основные нормы взаимозаменяемости. Резьба метрическая. Допуски, посадки с зазором. |
|
|
ГОСТ 19537-83 |
Смазка пушечная. Технические условия |
|
Продукция, отправляемая в районы Крайнего Севера и труднодоступные районы. Упаковка, маркировка, транспортирование и хранение. |
|
|
Ящики деревянные для продукции, поставляемой для экспорта. Общие технические условия. |
|
|
ГОСТ 24705-81 |
Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры. |
|
МСН 160-67 ММСС СССР |
Инструкция по проведении гидравлических и пневматических испытаний трубных проводок. |
|
СНиП III-34-74 |
Строительные нормы и правила. Правила производства и приемки работ. Система автоматизации. (Москва, 1979 г.) |
|
|
Положение о порядке составления, оформления и рассылки технической и товаросопроводительной документации на товары, поставляемые для экспорта (Утверждено Минвнешторгом СССР 29.12.79 г. № 567). |
|
|
Условия поставки товаров для экспорта (Утверждены постановлением СМ СССР от 14.01.60 г. № 32 в редакции постановления СМ ССР от 17.09.80 г. № 804). |
(Измененная редакция. Изм. №2)
ПРИЛОЖЕНИЕ
6
ПЕРЕЧЕНЬ инструментов и оборудовали, необходимых для контроля деталей
для соединения трубопроводов
|
|
Наименование |
Характеристика |
|
1. |
Штангенциркуль Шц-1 ГОСТ 166-80 |
Отсчет по нониусу 0,1 мм Пределы измерения 0-125 мм |
|
2. |
Весы для статического взвешивания ГОСТ 23676-79 |
Весы обычного класса точности; предел взвешивания - 10 кг; цена поверочного деления - 0,01 кг; погрешность весов ± 10 г. |
|
3. |
Калибры для трубной коническое резьбы ГОСТ 7157-79 |
Рабочие резьбовые |
|
4. |
Калибры для конической дюймовой резьбы с углом профиля 60° ГОСТ 6485-69 |
Рабочие резьбовые |
|
5. |
Стенд для гидравлических испытаний |
Пределы измерения 0-25 МПа (0-250 кгс/см2) |
|
6. |
Образцы шероховатости поверхности ГОСТ 9378-75 |
Рабочие |