|
МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ INTERSTATE
COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION |
|
|
межгосударственный стандарт |
ГОСТ 31322- 2006 (ИСО 8821:1989) |
Вибрация
ТРЕБОВАНИЯ К БАЛАНСИРОВКЕ
ЭЛЕМЕНТОВ РОТОРА,
СОБИРАЕМЫХ С ПОМОЩЬЮ ШПОНКИ
ISO 8821:1989
Mechanical vibration - Balancing - Shift and fitment key convention
(MOD)
|
|
Москва Стандартинформ 2008 |
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-97 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия и применения, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом «Научно-исследовательский центр контроля и диагностики технических систем» на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 183 «Вибрация и удар»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и cepтификации
(протокол № 29 от
24 июня
За принятие проголосовали:
|
Краткое наименование страны по МК (ИСО 3166) 004-97 |
Код страны по МК (ИСО 3166) 004-97 |
Сокращенное наименование национального органа по стандартизации |
|
BY |
Госстандарт Республики Беларусь |
|
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
|
Кыргызстан |
KG |
Кыргызстандарт |
|
Молдова |
MD |
Молдова-Стандарт |
|
Российская Федерация |
RU |
Федеральное агентство по техническому регулированию и метрологии |
|
Таджикистан |
TJ |
Таджикстандарт |
|
Узбекистан |
UZ |
Узстандарт |
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 8821:1989 «Вибрация. Балансировка. Соглашение об учете влияния шпонки при балансировке валов и насаживаемых деталей» (ISO 8821:1989 «Mechanical vibration - Balancing - Shift and fitment key convention») путем внесения технических отклонений, объяснение которых приведено во введении к настоящему стандарту, и изменения его структуры.
Сравнение структуры настоящего стандарта со структурой указанного международного стандарта приведено в дополнительном приложении Е.
Степень соответствия - модифицированная (MOD)
5 Приказом Федерального агентства по техническому регулированию и метрологии от
12 декабря
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе «Национальные стандарты».
Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст изменений - в информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
Содержание
Введение
Различают три метода балансировки валов и сборочных элементов, насаживаемых на вал с использованием шпонки:
- с полной шпонкой;
- с полушпонкой;
- без шпонки.
В случае, когда по практическим соображениям невозможно или невыгодно проводить балансировку ротора в сборе, вал и насаживаемые элементы уравновешивают по отдельности. При этом остаточные дисбалансы элементов ротора не должны выходить за допустимые пределы, чтобы после процедуры сборки с помощью шпонки ротор в целом удовлетворял требованиям по остаточному дисбалансу и уровням создаваемой вибрации. Но если балансировка вала ротора и насаживаемых на него элементов была проведена разными методами, существует вероятность того, что ротор в сборе будет иметь повышенный дисбаланс.
С целью исключить такую возможность настоящий стандарт устанавливает единый метод балансировки валов и насаживаемых элементов - с использованием полушпонки.
По сравнению с примененным международным стандартом ИСО 8821:1989 в текст настоящего стандарта внесены следующие изменения:
- изменена структура стандарта, как указано в приложении Е;
- исключены как неактуальные сведения о распространенности различных методов балансировки в разных странах (приложения А и В) на момент разработки международного стандарта (т.е. до
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Вибрация ТРЕБОВАНИЯ К БАЛАНСИРОВКЕ ЭЛЕМЕНТОВ РОТОРА, Vibration. Requirements for balancing of rotor elements to be jointed with fitment key |
Дата введения - 2008-07-01
1 Область применения
Настоящий стандарт устанавливает единый метод балансировки отдельных частей ротора (вала и насаживаемых элементов), соединяемых посредством шпонки, - балансировки с использованием полушпонки (далее - метод балансировки с полушпонкой). Это обеспечивает совместимость всех уравновешенных элементов, так что после их сборки ротор будет удовлетворять установленным требованиям по остаточному дисбалансу и производимой вибрации.
Настоящий стандарт предназначен для применения при балансировке ротора на балансировочных станках, в собственных подшипниках или на месте эксплуатации. Настоящий стандарт может быть также применен при оценке остаточного дисбаланса и уровня вибрации собственно валов, у которых имеется шпоночная канавка, но на которые сборочные элементы еще не установлены.
Настоящий стандарт распространяется на шпонки всех видов (конусную, сегментную, клиновую, в форме шипа и др.) независимо от места их установки.
Настоящий стандарт включает в себя рекомендации по применению (приложение А) и порядок применения (приложение В) метода балансировки с полушпонкой.
2 Нормативные ссылки
В настоящем стандарте использована нормативная ссылка на следующий межгосударственный стандарт:
ГОСТ 19534-74 Балансировка вращающихся тел. Термины (ИСО 1925:1981 «Балансировка. Словарь», NEQ)
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочного стандарта на территории государства по соответствующему указателю стандартов, составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяются в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 19534, а также следующие термины с соответствующими определениями.
3.1 насаживаемый элемент: Деталь, не имеющая собственного вала, которую в целях балансировки устанавливают на вал или оправку балансировочного станка.
Пример - Муфты, шкивы, крыльчатки насосов, колеса вентиляторов, шлифовальные диски.
Примечание - В настоящем стандарте для обозначения частей собираемого ротора используют только термины «насаживаемый элемент» и «вал», где под последним понимают вал любого вида, например балансировочную оправку, вал электродвигателя, вал турбины, вал насоса.
3.2 (полная) шпонка: Устройство крепления, предотвращающее проворачивание насаживаемого элемента относительно соединяемой с ним детали (обычно вала).
Примечания
1 Полную шпонку используют при окончательной сборке ротора и иногда называют шпонкой окончательной сборки.
2 На рисунке 1 изображены шпонки и шпоночные канавки различных видов.
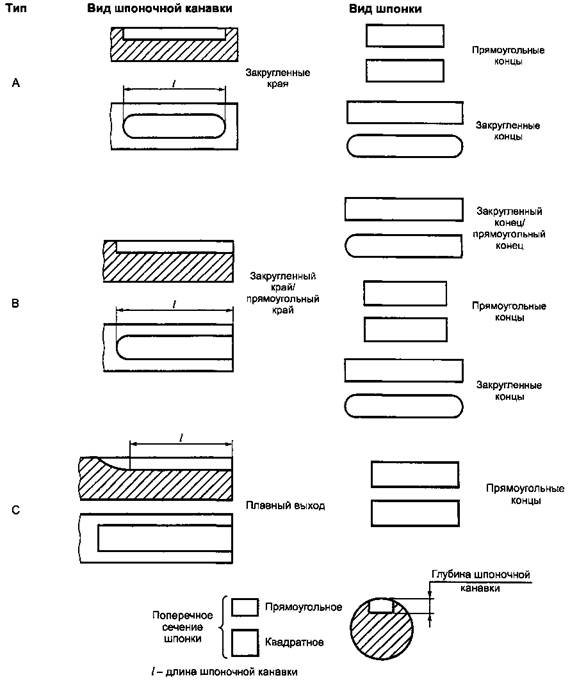
Рисунок 1 - Основные виды шпонок и шпоночных канавок
3.3 полушпонка: Шпонка, используемая в процессе балансировки и вносящая дисбаланс, который соответствует части полной шпонки, заполняющей шпоночную канавку вала или насаживаемого элемента при окончательной сборке.
Примечания
1 Дисбаланс, вносимый полушпонкой для вала, может отличаться от дисбаланса, необходимого для насаживаемого элемента со шпоночной канавкой той же длины, вследствие разницы в расстоянии до центральной оси вала, в глубине шпоночной канавки и зазоре между шпонкой и шпоночной канавкой.
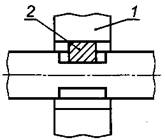
2 Требуемое значение дисбаланса, создаваемого полушпонкой, может быть рассчитано в предположении, что полная шпонка разделена на две части условной поверхностью контакта между валом и насаживаемым элементом с учетом отнесения к каждой из полушпонок половины высоты зазора между шпонкой и шпоночной канавкой (см. рисунок 2).
3 Рекомендации по изготовлению полушпонок приведены в приложении С.
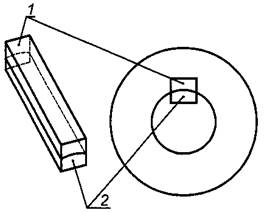
1 - полушпонка для насадки; 2 - полушпонка для вала
Рисунок 2 - Набор из двух прилегающих друг к другу полушпонок
4 Метод балансировки с полушпонкой
4.1 Описание метода
Метод балансировки с полушпонкой требует, чтобы при балансировке вала без насаживаемого элемента в шпоночную канавку была вставлена полушпонка. Другую полушпонку (дополняющую первую полушпонку до полной шпонки) используют при балансировке насаживаемого элемента при условии, что у оправки, используемой при балансировке, нет собственной шпоночной канавки. При наличии у оправки шпоночной канавки следует применять метод, описанный в А.1.2 (приложение А). Положение центра тяжести полушпонки вдоль оси вала должно быть таким же, как и у полной шпонки при окончательной сборке [см. рисунок С.2 (приложение С)].
Применение поставщиками отдельных частей ротора единого метода балансировки с полушпонкой позволяет получить меньший остаточный дисбаланс (вибрацию), чем тот, что наблюдался бы при балансировке разными методами. Кроме того, применение метода балансировки с полушпонкой позволяет избежать возникновения внутренних изгибных моментов для ротора в сборе, которые имеют место при балансировке с полной шпонкой. Более полное сравнение преимуществ и недостатков того или иного метода балансировки приведено в приложении D.
4.2.1 После проведения балансировки тот конец вала, где расположена шпоночная канавка, должен быть помечен латинской буквой «Н». Такая пометка свидетельствует о том, что был применен метод балансировки с полушпонкой. Метку рекомендуется наносить методом штамповки или гравировки. Допускается также использование несмываемых чернил.
Если поверхность вала слишком мала для нанесения метки, эта метка может быть поставлена на дне шпоночной канавки.
4.2.2 После проведения балансировки на лицевой поверхности насаживаемого элемента, ближайшей к шпоночной канавке, ставят постоянную метку «Н», указывающую, что балансировка была выполнена с полушпонкой. Метка должна быть отчетливо видна при насаживании детали на вал. Рекомендуется наносить метку методом штамповки или гравировки, но допускается использовать несмываемые чернила.
4.2.3 Если известно, что один из элементов ротора (вал или насаживаемый элемент) был уравновешен другим методом (с использованием полной шпонки или без шпонки), допускается балансировку соединяемого с ним элемента (насаживаемого элемента или вала, соответственно) проводить методом, обеспечивающим минимальный остаточный дисбаланс для ротора в сборе (т.е. без использования шпонки или с полной шпонкой, соответственно). При этом каждый из соединяемых элементов должен иметь постоянную маркировку буквой, указывающей на метод его балансировки:
a) деталь маркируют латинской буквой «F», наносимой на поверхность, прилегающую к шпоночной канавке, если балансировка была проведена с полной шпонкой;
b) деталь маркируют латинской буквой «N», наносимой на поверхность, прилегающую к шпоночной канавке, если балансировку проводили без шпонки.
4.2.4 Иногда особенности конструкции ротора позволяют с определенностью судить, какой метод балансировки был использован для каждого из его элементов. В этих случаях допускается маркировку вала и насаживаемого элемента не проводить.
5 Порядок действий сторон в отношении использования метода балансировки с полушпонкой
Изготовителям исходных заготовок и обработанных деталей следует применять метод балансировки с полушпонкой и маркировать каждый вновь произведенный ротор и насаживаемый элемент латинской буквой «Н».
При необходимости замены в эксплуатируемом оборудовании валов и насаживаемых элементов рекомендуется использовать те из них, что были уравновешены методом балансировки с полушпонкой. В любом случае необходимо, чтобы соединяемые детали имели соответствующую маркировку о методе их балансировки.
Рекомендации по переходу на использование элементов, уравновешенных методом балансировки с полушпонкой, приведены в приложении В.
Приложение А
(рекомендуемое)
Рекомендации по применению метода балансировки с полушпонкой
А.1 Требования к методу балансировки с полушпонкой
А.1.1 Балансировка с полушпонкой требует наличия шпоночной канавки.
А.1.2 Для насаживаемого элемента с единственной шпоночной канавкой должно быть удовлетворено одно из следующих условий:
a) если оправка не имеет шпоночной канавки, используют одну полушпонку;
b) если оправка имеет две одинаковые шпоночные канавки, разнесенные друг относительно друга на 180°, используют одну полную шпонку и одну полушпонку той же длины;
c) если оправка имеет одну шпоночную канавку, при балансировке самой оправки используют полушпонку, а при балансировке на этой оправке насаживаемого элемента - полную шпонку.
Примечания
1 Конструкция оправки, описанная в перечислениях а) и b), предпочтительнее вследствие ее симметричности (т.е. оправка уравновешена изначально).
2 Балансировочная оправка должна иметь те же допуски на размеры в радиальном направлении, что и вал, который она заменяет. Оправка должна иметь плоскости коррекции, позволяющие устранять дисбаланс и биения.
А.1.3 Шпонки специальной формы (конусные, сегментные, клиновые и т.д.) требуют особого рассмотрения.
А.1.4 Если вал поставляют с полной шпонкой, то ее длина известна, что позволяет определить, какой должна быть полушпонка для балансировки насаживаемого элемента [см. также С.4 (приложение С)]. При отсутствии шпонки в комплекте поставки исходят из предположения, что длина полушпонки, которая была использована при балансировке вала, та же, что и длина шпоночной канавки вала (см. также на рисунке 1 размер, обозначенный буквой I).
А.1.5 Полушпонка, используемая для балансировки, всегда должна быть изготовлена из материала, имеющего ту же плотность, что и у полной шпонки, используемой при окончательной сборке. Если иное особо не оговорено, предполагают, что полная шпонка изготовлена из стали. Поэтому полушпонка также должна быть изготовлена из стали.
А.1.6 Полушпонку следует фиксировать на валу с помощью специальных приспособлений, например стекловолоконной ленты, которые хотя и вносят незначительный добавочный дисбаланс, но препятствуют случайному выпадению шпонки из шпоночной канавки.
А.2.1 Если вал и насаживаемый элемент имеют по две шпоночные канавки, разнесенные на 180° друг по отношению к другу, и в процессе окончательной сборки используют две шпонки, допускается проводить балансировку без шпонок, что не противоречит соглашению о балансировке с полушпонкой. Если же эти две шпоночные канавки различны между собой или разнесены на другой угол, балансировку и вала, и насаживаемого элемента следует проводить с использованием двух полушпонок для каждой детали.
А.2.2 Для некоторых роторов установленный допуск на уровень вибрации может быть столь большим, что вибрация будет оставаться в пределах допуска при любом избранном методе балансировки (со шпонкой, полушпонкой или без шпонки). В этом случае выбор метода балансировки диктуется практическими соображениями. Также допускается применять любой метод балансировки в случаях, когда изготовитель валов имеет ограниченный круг клиентов и при необходимости замены валов или проведении ремонтных работ эти клиенты пользуются услугами только данного изготовителя. В любом случае все валы должны иметь маркировку в соответствии с примененным методом балансировки.
А.2.3 Не используют полушпонку при балансировке муфт некоторых видов, когда изготовитель уравновешивает эти муфты без прорезания шпоночной канавки. Потребитель обычно сам растачивает отверстие в муфте и прорезает в нем шпоночную канавку в соответствии со своими требованиями, не проводя повторную балансировку. Данный метод согласуется с методом балансировки с полушпонкой при условии, что шпонка, используемая при окончательной сборке, будет иметь приблизительно ту же длину, что и шпоночная канавка.
Приложение В
(рекомендуемое)
Порядок применения метода балансировки с полушпонкой
Поставляемые отдельно элементы ротора (валы и насаживаемые элементы) должны иметь маркировку соответственно методу их балансировки (см. 4.2).
В случае если изготовителем валов (насаживаемых элементов) был применен иной метод балансировки, чем балансировка с полушпонкой, то при переходе к новому методу балансировки с полушпонкой ему следует известить об этом потребителей своей продукции. При этом, по возможности, изготовленную, но не отправленную потребителю продукцию следует повторно уравновесить методом балансировки с полушпонкой, после чего промаркировать все изделия буквой «Н». Если из практических соображений повторная балансировка невозможна, допускается поставка изделий, уравновешенных прежним методом, если они имеют соответствующую маркировку (буквой «F» или «N»).
Когда валы и насаживаемые элементы, находящиеся в эксплуатации, во время работ по техническому обслуживанию или ремонту подвергают балансировке с полушпонкой, их следует маркировать в соответствии с 4.2.
Приложение С
(рекомендуемое)
Рекомендации по практическому изготовлению полушпонок
С.1 Оконтуренные полушпонки
Если полушпонки для вала и насаживаемого элемента соединить вместе, как показано на рисунке 2, их общий размер и масса будут теми же, что и у полной шпонки, используемой при окончательной сборке ротора, если поверхности контакта полушпонок будут иметь соответствующие профили. Такие полушпонки называют оконтуренными.
С.2 Неоконтуренные полушпонки для валов
Использование оконтуренных полушпонок требует дополнительных затрат от изготовителя, что непрактично при балансировке штучных изделий или небольших партий изделий. Поэтому при балансировке часто используют неидеальные полушпонки, представляющие собой шпонки приблизительно половинной массы или половинной длины от шпонки окончательной сборки (см. рисунки С.1 - C.3). Шпонка половинной длины предпочтительнее, поскольку она легче в изготовлении и обеспечивает большее соответствие по дисбалансу идеально оконтуренной полушпонке, чем шпонка половинной массы. Например, для шпонки квадратного сечения шпонка половинной длины, отрезанная так, что ее масса составляет 48 % массы полной шпонки, будет обычно создавать дисбаланс, отличающийся не более чем на 2 % от дисбаланса, обеспечиваемого полушпонкой идеальной формы.
Это положение справедливо, если глубина шпоночных канавок у вала и у насаживаемого элемента одинакова. В противном случае, если ширина полной шпонки, используемой при окончательной сборке, менее
Для полушпонок, используемых при балансировке гибких роторов, указанные выше процентные соотношения могут быть не выполнены.
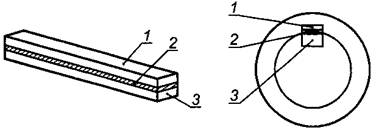
1 - полушпонка для насадки; 2 - материал, убираемый при разрезании; 3 - полушпонка для вала
Рисунок С.1 - Комплект из двух шпонок половинной высоты
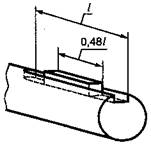
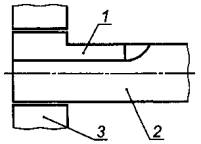
Рисунок С.2 - Шпонка половинной длины (только для вала), центр тяжести которой расположен в той же поперечной плоскости, что и у полной шпонки при окончательной сборке
1 - насадка; 2 - шпонка половинной длины
Рисунок С.3 - Шпонка половинной длины, используемая для балансировки насаживаемой детали
С.3 Неоконтуренные полушпонки для насаживаемых элементов
В мелкосерийном производстве преобладает использование неоконтуренных полушпонок. Несовершенство формы поверхности соприкосновения компенсируют за счет удлинения полушпонки. В случае шпонок с поперечным сечением квадратной формы длина полушпонки, используемой при балансировке, должна превышать длину полной шпонки окончательной сборки на 4 %.
Для крупномасштабного производства более эффективным может быть применение шпонки половинной длины, как показано на рисунке С.3. Такую шпонку закрепляют (например, болтом) в шпоночной канавке оправки, чтобы избежать ее перемещений в осевом направлении. Насаживаемый элемент центрируют относительно вставленной в оправку шпонки.
Стандартизованной зависимости длины шпонки от диаметра вала не существует, поэтому вал и насаживаемый элемент от разных изготовителей могут иметь шпоночные канавки разной длины. В этом случае общим правилом является использование каждым изготовителем полушпонки требуемых размеров исходя из предположения, что в процессе окончательной сборки полная шпонка займет всю длину шпоночной канавки (см. также А.1.4).
При этом в процессе сборки ротора может оказаться так, что вал будет иметь шпоночную канавку большей длины, чем насаживаемый элемент. Чтобы избежать проведения повторной балансировки (либо вала с полушпонкой, соответствующей длине шпоночной канавки насаживаемой детали, либо насаживаемой детали с полушпонкой, соответствующей длине шпоночной канавки вала), можно применять один из следующих методов:
а) использовать шпонку в форме ступеньки, поверхность которой обработана таким образом, чтобы участки шпонки с разной высотой сечения соответствовали длинам шпоночных канавок вала и насаживаемого элемента (см. рисунок С.4);
1 - шпонка в виде ступеньки; 2 - вал; 3 - насадка
Рисунок С.4 - Ступенчатая шпонка окончательной сборки для крепления насаживаемой детали малой длины
b) использовать шпонку средней длины, т.е. шпонку полной высоты, отрезанную таким образом, чтобы ее длина была равна полусумме длин шпоночных канавок вала и насаживаемого элемента (см. рисунки С.5 и С.6).
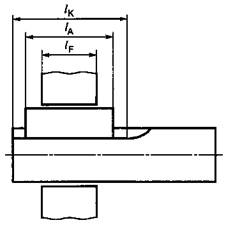
lк - длина шпоночной канавки; lF-длина насаживаемой детали; lА- средняя длина шпонки ![]()
Рисунок С.5 - Шпонка окончательной сборки средней длины, установленная в нужном положении для крепления насаживаемой детали малой длины
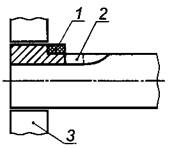
1 - «заполненный объем»; 2 - «незаполненный объем»; 3 - насадка
Рисунок С.6 - Шпонка окончательной сборки средней длины, установленная заподлицо с концом вала для крепления насаживаемой детали малой длины
Идеальное осевое положение шпонки средней длины - в середине участка с прямоугольным сечением шпоночной канавки вала, в то время как насаживаемый элемент центрируют относительно шпонки (см. рисунок С.5). Однако установка шпонки в такое идеальное положение редко бывает возможна. Вместо этого насаживаемую деталь устанавливают обычно заподлицо с концом вала, как показано на рисунке С.6, что приводит к увеличению остаточного дисбаланса двух видов:
- моментному дисбалансу вследствие того, что часть шпонки («заполненный объем») должна на самом деле находиться в другом месте шпоночной канавки («незаполненный объем»);
- квазистатическому дисбалансу, поскольку часть шпонки («заполненный объем») отстоит от центра вала на более далеком расстоянии, чем она была бы, находясь в нужном месте («незаполненный объем»).
Чтобы оценить, насколько значительны вносимые дисбалансы, они должны быть приведены к дисбалансам в плоскостях коррекции I и II, как показано на рисунке С.8. В большинстве случаев эти дисбалансы будут невелики.
Если шпоночная канавка насаживаемого элемента длиннее, чем у вала, насаживаемый элемент должен быть уравновешен с полушпонкой, длина которой соответствует длине шпоночной канавки вала. Другим возможным вариантом является использование шпонки в форме ступеньки, верхняя часть которой заполняет по всей длине шпоночную канавку насаживаемой детали, а нижняя, более короткая, - шпоночную канавку вала.
С.5 Остаточный дисбаланс, обусловленный использованием полушпонки
Применение полушпонки может вызвать увеличение остаточного дисбаланса ротора вследствие предусмотренных зазоров в шпоночной канавке и допусков на ее размеры, а также из-за установки полушпонки в неправильном положении и отклонения ее формы от идеальной. Некоторые из таких погрешностей проиллюстрированы на рисунке С.7, где показаны поперечные сечения вала, насаживаемой детали, шпонки и шпоночной канавки, когда собранный ротор находится в состоянии покоя и в состоянии движения. Наличие зазоров позволяет шпонке во время вращения слегка повернуться относительно своей оси. Эти и подобные им эффекты следует принимать во внимание при определении допусков на дисбаланс вала и насаживаемого элемента.
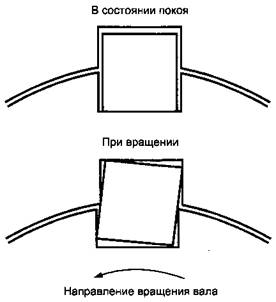
Рисунок С.7 - Положение шпонки в состоянии покоя и в момент вращения
Квазистатический дисбаланс, наблюдаемый на конце вала, обычно увеличивается при его приведении к ближайшей плоскости коррекции. Это можно проиллюстрировать примером, изображенным на рисунке С.8. Для плоскости I (ближайшей плоскости коррекции) погрешность балансировки увеличится в пропорции X/Y, а для плоскости II (дальняя плоскость коррекции) - в пропорции Z/Y.
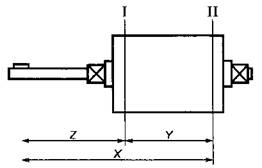
Рисунок С.8 - Перенос дополнительного квазистатического дисбаланса, обусловленного шпонкой, в плоскости коррекции вала
Погрешность балансировки, обусловленная моментным дисбалансом, сосредоточенным в двух близко расположенных плоскостях, как это имеет место в примере на рисунке С.6, обычно при переносе в плоскости коррекции вала уменьшается по модулю пропорционально отношению расстояний между плоскостями, в которых сосредоточен моментный дисбаланс, и плоскостями коррекции.
С.6 Форма торцовой части шпоночной канавки
Шпоночные канавки обычно прорезают на валах с помощью концевой фрезы (канавки типов А и В на рисунке 1) или дисковой фрезы (канавка типа С на рисунке 1) - см. рисунки С.9 и С.10. Если закругленная часть шпоночной канавки не заполняется шпонкой при окончательной сборке (а для шпоночной канавки типа С это типичная ситуация), обусловленный этим дисбаланс нет необходимости принимать во внимание при определении размеров полушпонки. Тот дисбаланс, что обусловлен наличием небольшого незаполненного пространства вала, устраняют вместе с другими дисбалансами вала размещением соответствующих масс в плоскостях коррекции. Внутренний изгибающий момент, создаваемый при этом, несуществен для жестких роторов, но для гибких роторов может оказаться неприемлемым.
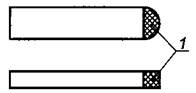
1 - часть шпоночной канавки, не занимаемая полушпонкой, если она не будет занята шпонкой при окончательной сборке
Рисунок С.9 - Шпоночная канавка1) вала, прорезанная концевой фрезой
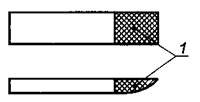
1 - часть шпоночной канавки, никогда не занимаемая ни полушпонкой, ни шпонкой при окончательной сборке
Рисунок С.10 - Шпоночная канавка1) вала, прорезанная дисковой фрезой
1) Для идентификации типа шпоночной канавки см. рисунок 1.
Шпоночную канавку в насаживаемом элементе обычно прорезают протяжкой, поэтому на обоих открытых концах она имеет прямоугольную форму.
Если насаживаемую деталь уравновешивают с помощью полушпонки, которая заполняет шпоночную канавку по всей длине, и затем устанавливают на вал посредством шпонки той же длины, но имеющей один или два закругленных конца, это может привести к появлению небольшого дисбаланса. Каждый закругленный конец шпонки оставляет пустым два небольших уголка в шпоночной канавке насаживаемой детали. В большинстве случаев эта погрешность укладывается в допустимый дисбаланс сборки. Если же это не так, погрешность можно устранить, повторно уравновешивая насаживаемый элемент с помощью полушпонки соответствующей формы.
С.7 Использование установочных винтов
С целью предотвратить перемещения насаживаемой детали в осевом направлении часто используют один или несколько установочных винтов. Винт находится внутри втулки насаживаемой детали непосредственно над шпоночной канавкой.
При балансировке насаживаемого элемента на оправке важно, чтобы установочные винты были выдвинуты до предела и упирались в шпонку, тогда они создадут давление на оправку со стороны втулки, аналогичное тому, что будет иметь место при установке насаживаемой детали на вал в процессе окончательной сборки.
Если в насаживаемой детали имеются два установочных винта, расположенных под углом 90° друг к другу, важно, чтобы эти винты затягивали всякий раз в одной и той же последовательности. При выполнении указанных рекомендаций создаваемый остаточный дисбаланс будет сведен к минимуму.
Приложение D
(рекомендуемое)
Различные методы балансировки валов и насаживаемых деталей
D.1 Описание методов
Известны три метода балансировки валов и насаживаемых на вал с помощью шпонки элементов ротора:
- с полной шпонкой;
- с полушпонкой;
- без шпонки.
Балансировка с полной шпонкой требует, чтобы в шпоночную канавку была вставлена полная шпонка - та же, что будет использована при окончательной сборке ротора. Насаживаемый элемент уравновешивают без шпонки на оправке, не имеющей шпоночной канавки. Если же на оправке имеется шпоночная канавка, то сначала эту оправку необходимо уравновесить методом балансировки с полной шпонкой, а затем ту же шпонку использовать для балансировки на оправке насаживаемого элемента. Расположение полной шпонки вдоль оси вала при его балансировке должно быть тем же, что и при окончательной сборке ротора.
Метод балансировки с полушпонкой требует, чтобы при балансировке вала в шпоночную канавку была вставлена полушпонка. Другую полушпонку (дополняющую первую до полной шпонки, используемой при окончательной сборке) вставляют в шпоночную канавку насаживаемого элемента при его балансировке на оправке, не имеющей шпоночной канавки. Осевое расположение полушпонки должно быть тем же, что и при окончательной сборке ротора.
Метод балансировки без шпонки предполагает проведение балансировки как вала, так и насаживаемого элемента без шпонки, даже если и та и другая детали имеют шпоночные канавки.
D.2 Достоинства и недостатки различных методов балансировки
D.2.1 Метод балансировки с полной шпонкой
D.2.1.1 Достоинства
Достоинства метода следующие:
a) исключено внесение дополнительного остаточного дисбаланса, связанного с массой шпонки, поскольку при балансировке вала используют ту же шпонку, что и при окончательной сборке ротора, а при балансировке насаживаемого элемента шпонку не используют вообще;
b) не требуется изготовления специальных полушпонок;
c) шпоночная канавка в насаживаемом элементе может отличаться по длине от шпонки вала; при этом в собранный ротор не вносится дополнительный дисбаланс и не требуется использование шпонок ступенчатой формы;
d) уравновешенность самого вала (без насаживаемого элемента) может быть проверена в лаборатории или на рабочем месте с использованием шпонки окончательной сборки;
e) каждый вал (с полной шпонкой) и насаживаемую деталь (без шпонки) отправляют потребителю в уравновешенном состоянии.
D.2.1.2 Недостатки
Недостатки метода следующие:
a) у вала и насаживаемого элемента появляется дополнительный дисбаланс, требующий затрат на его коррекцию, что не имеет места для метода балансировки с полушпонкой. Начальный дисбаланс может превышать допустимый и, как следствие, повлечь отбраковку вала;
b) на валу создается дополнительный изгибающий момент. Выступающая часть шпонки создает дисбаланс, который должен быть компенсирован корректирующими массами по крайней мере в двух плоскостях коррекции вала (поскольку устранить его в плоскости, где расположена сама шпонка, обычно не представляется возможным). Этот изгибающий момент не влияет на качество балансировки жесткого ротора, но может повлиять на качество балансировки гибкого ротора. Изгибающий момент остается у вала и тогда, когда на него установлена насаживаемая деталь (см. рисунок D.1);
c) применение данного метода может ввести потребителя в заблуждение, поскольку отдельные изготовители, использующие этот метод, одновременно применяют и метод балансировки с полушпонкой для валов больших размеров без точного указания того, когда какой метод балансировки использован. Результатом является несовместимость деталей, поставляемых изготовителями, которые используют разные методы балансировки;
d) повышается риск выпадения полной шпонки из шпоночной канавки вала в процессе балансировки, поскольку масса полной шпонки в два раза больше, чем полушпонки;
e) изготовители муфт не могут использовать обычную практику балансировки без прорезания шпоночной канавки.
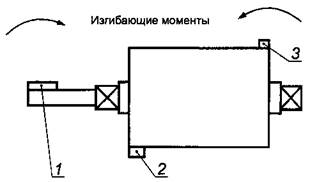
1 - полная шпонка; 2 - корректирующая масса 1; 3 - корректирующая масса 2
Рисунок D.1 - Внутренние моменты, создаваемые при компенсации дисбаланса, вызываемого полной шпонкой, двумя корректирующими массами на теле ротора
D.2.2 Метод балансировки с полушпонкой
D.2.2.1 Достоинства
Достоинства метода следующие:
a) ни вал, ни насаживаемый элемент не имеют остаточного дисбаланса, обусловленного данным методом балансировки, что позволяет обходиться без дополнительной балансировки при сборке ротора;
b) ни на валу, ни у насаживаемого элемента не создается внутренних изгибающих моментов;
c) насаживаемый элемент может быть уравновешен без прорезания шпоночной канавки в соответствии с обычной практикой изготовителей муфт.
D.2.2.2 Недостатки
Недостатки метода следующие:
a) метод требует применения шпонок специальной формы. Если дисбаланс, вносимый полушпонкой, отличается от требуемого, это может привести к появлению дополнительного остаточного дисбаланса. Шпонки специального вида (клиновые, круглые, с выступающей головкой и т.д.) могут быть трудны в изготовлении;
b) необходимость изготовления шпонок специального вида может привести к дополнительным затратам, особенно при балансировке на рабочем месте;
c) при оценке остаточного дисбаланса или уровня создаваемой вибрации вала без насаживаемой детали в испытательной лаборатории или на рабочем месте требуется специальная шпонка;
d) если длина шпонки, используемой при окончательной сборке, отличается от длины полушпонки, использованной при балансировке, у собранного ротора появляется дисбаланс, который может привести к отбраковке ротора.
D.2.3 Метод балансировки без шпонки
D.2.3.1 Достоинства
Этот метод удобен тем, что не требует никаких шпонок ни для вала, ни для насаживаемого элемента.
D.2.3.2 Недостатки
Недостатки метода следующие:
a) отсутствие шпонки обусловливает наличие дисбаланса, который должен быть компенсирован посредством балансировки как вала, так и насаживаемого элемента;
b) коррекция дисбаланса вала обычно не может быть осуществлена в плоскости размещения шпонки; вместо этого приходится проводить двухплоскостную балансировку (см. также рисунок D.1). Это создает внутренний изгибающий момент вала (или ротора), который не имеет значения для жесткого ротора, но в случае гибкого ротора может повлиять на качество балансировки. Изгибающий момент остается у вала и тогда, когда на него установлена насаживаемая деталь;
c) добавление шпонки в процессе сборки вызывает появление дисбаланса;
d) метод имеет ограниченное применение. Он может быть использован только в случае, когда допустимый остаточный дисбаланс собранного ротора больше, чем погрешность балансировки, обусловленная отсутствием шпонки. Другим решением может быть проведение балансировки на месте эксплуатации ротора, но это дорого, неудобно, а иногда и невозможно из-за отсутствия доступа к плоскостям коррекции.
Приложение Е
(справочное)
Изменение структуры настоящего стандарта по отношению к ИСО 8821:1989
Указанное в таблице Е.1 изменение структуры настоящего межгосударственного стандарта относительно структуры примененного международного стандарта обусловлено добавлением раздела 3 «Термины и определения» для приведения в соответствие с требованиями ГОСТ 1.5-2001.
Таблица Е.1
|
Структура международного стандарта ИСО 8821:1989 |
Структура настоящего стандарта |
||
|
Раздел |
Подраздел |
Раздел |
Подраздел |
|
1 |
1.1 |
1 |
- |
|
1.2 |
- |
||
|
1.3 |
- |
||
|
1.4 |
- |
||
|
1.5 |
- |
||
|
А.1 |
|
- |
|
|
A.2 |
А.2.1 |
||
|
А.2.2 |
|||
|
А.2.3 |
|||
|
А.2.4 |
|||
|
А.2.5 |
|||
|
А.2.6 |
|||
|
А.3 |
А.3.1 |
||
|
А.3.2 |
|||
|
А.3.3 |
|||
|
А.4 |
|
- |
|
|
B.1 |
В.1.1 |
|
|
|
В.1.2 |
|
||
|
В.2 |
|
|
|
|
В.3 |
|
|
|
|
Примечание - Структурные элементы настоящего стандарта и международного стандарта ИСО 8821:1989, не приведенные в данной таблице, идентичны. |
|||
Ключевые слова: ротор, вал, шпонка, балансировка, дисбаланс