|
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ |
||
|
|
НАЦИОНАЛЬНЫЙ СТАНДАРТ российской ФЕДЕРАЦИИ |
ГОСТ Р 12.4.238- 2007 |

Система стандартов безопасности труда
СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ ГЛАЗ И ЛИЦА ПРИ СВАРКЕ И АНАЛОГИЧНЫХ ПРОЦЕССАХ
Общие технические условия
|
|
Москва Стандартинформ 2008 |

Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом «ТКС - оптика» совместно с подкомитетом ПК 9 «Средства индивидуальной защиты глаз» Технического комитета ТК 320 «Средства индивидуальной защиты»
2 ВНЕСЕН Техническим комитетом по стандартизации средств индивидуальной защиты ТК 320 «СИЗ»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от
27 декабря
4 Настоящий стандарт включает в себя основные нормативные положения (и приложения) следующих региональных стандартов:
- ЕН 175:1997 «Индивидуальная защита. Средства защиты глаз и лица при сварке и аналогичных процессах» (EN 175 «Personal protection - Equipment for eye and allied processes»);
- EH 379:2003 «Индивидуальная защита зрения. Автоматические сварочные защитные светофильтры» (EN 379 «Personal eye-protection - Automatic welding filters»).
При этом дополнительные положения, учитывающие потребности национальной экономики Российской Федерации и/или особенности Российской национальной стандартизации, выделены в тексте стандарта курсивом.
Сопоставление структуры и нумерации отдельных структурных элементов (обозначений приложений) настоящего стандарта и основных нормативных положений указанных региональных стандартов, а также более подробная информация о соответствии их содержания и внесенных технических отклонениях приведены в дополнительном приложении Г
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Содержание
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
Система стандартов безопасности труда СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ ГЛАЗ И ЛИЦА ПРИ СВАРКЕ И АНАЛОГИЧНЫХ ПРОЦЕССАХ Общие технические условия Occupational safety standards system. Personal eye and face protection equipment during welding and related processes. General specifications |
Дата введения - 2008-07-01
1 Область применения
Стандарт распространяется на средства индивидуальной защиты при сварке и аналогичных процессах, применяемые для предохранения глаз и лица рабочего (далее - средства защиты при сварке) от опасного оптического излучения и других факторов риска, имеющих место при электродуговой и плазменной сварке, резке металлов и аналогичных процессах. Стандарт также распространяется на сварочные защитные светофильтры с автоматической установкой градационных шифров.
Стандарт устанавливает требования средств защиты сварщика от факторов в виде оптического излучения, искр и брызг расплавленного металла, механических повреждений и воздействия электрического тока, а также методы испытаний средств защиты при сварке.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные и национальные стандарты:
ГОСТ Р 12.4.230.1-2007 Система стандартов безопасности труда. Средства индивидуальной защиты глаз. Общие технические требования
ГОСТ Р 12.4.230.2-2007 Система стандартов безопасности труда. Средства индивидуальной защиты глаз. Методы испытаний оптических и неоптических параметров
ГОСТ 8.332-78 Государственная система измерений. Световые измерения. Значения относительной спектральной световой эффективности монохроматического излучения для дневного зрения
ГОСТ 12.4.001-80 Система стандартов безопасности труда. Очки защитные. Термины и определения
ГОСТ 12.4.023-84 Система стандартов безопасности труда. Щитки защитные лицевые. Общие технические требования и методы контроля
ГОСТ 7721-89 Источники света для измерений цвета. Типы. Технические требования. Маркировка
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 12.4.001, а также следующие термины с соответствующими определениями:
3.1 автоматический сварочный светофильтр (automatic welding filter): Защитный светофильтр, который автоматически переключает при возникновении сварочной дуги свой градационный шифр с низкого значения (градационный шифр в осветленном состоянии) на более высокое значение (градационный шифр в затемненном состоянии).
3.2 автоматический сварочный светофильтр с ручной установкой градационного шифра (automatic welding filter with manual scale number setting): Защитный светофильтр, который автоматически переключает при возникновении сварочной дуги свой градационный шифр с низкого значения (градационный шифр в осветленном состоянии) на более высокое значение (градационный шифр в затемненном состоянии) по выбору сварщика.
3.3 автоматический сварочный светофильтр с автоматической установкой градационного шифра (automatic welding filter with automatic scale number setting): Защитный светофильтр с переключаемым градационным шифром, в котором градационный шифр в затемненном состоянии зависит от освещенности, создаваемой сварочной дугой.
3.4 время переключения (switching time): Время переключения ts автоматического сварочного светофильтра определяется по следующей формуле:
 (1)
(1)
где t = 0 - момент возникновения дуги;
τ(t) - световой коэффициент пропускания светофильтра через время t после возникновения дуги;
τ1 - световой коэффициент пропускания светофильтра в осветленном состоянии;
τ2 - минимальный световой коэффициент пропускания светофильтра в затемненном состоянии;
t - время, в течение которого световой коэффициент пропускания достигает значения 3 τ2.
Примечание - В случае кратковременного воздействия света его ослепляющее действие пропорционально произведению освещенности глаза на время. Временная зависимость процесса потемнения может варьироваться в широких пределах в зависимости от конструкции сварочного светофильтра с переключаемым градационным шифром. Поэтому целесообразно определять время переключения как интеграл светового коэффициента пропускания по времени.
3.5 градационный шифр светофильтра в осветленном состоянии (light state scale number): Градационный шифр, соответствующий максимальному световому коэффициенту пропускания τ1 (см. рисунок 1).

τ1 - градационный шифр в осветленном состоянии; τd - промежуточные значения градационного шифра в затемненном состоянии; τ2 - градационный шифр в состоянии наибольшего затемнения
Рисунок 1 - Значения градационных шифров автоматического сварочного светофильтра в различных его состояниях
3.6 градационный шифр светофильтра в состоянии наибольшего (максимального) затемнения (darkest state scale number): Градационный шифр светофильтра, соответствующий минимальному световому коэффициенту пропускания τ2, заявленному изготовителем (см. рисунок 1).
3.7 градационный шифр светофильтра в затемненном состоянии (dark state scale number): Градационный шифр, соответствующий световому коэффициенту пропускания τd, достигаемому после возникновения сварочной дуги (см. рисунок 1).
3.8 закрытые защитные очки сварщика (welders goggle): Прилегающие защитные очки, удерживаемые в нужном положении наголовной лентой и охватывающие глазницу, куда излучение от сварочных операций может проникнуть только через светофильтр и покровное стекло (при его наличии).
3.9 контрольный макет головы человека (reference head form human): Средний или малый размер макета головы, предназначенный для испытаний характеристик (параметров) СИЗ глаз и лица.
Примечание - Требования к контрольному макету головы и основные размеры - по ГОСТ Р 12.4.013.230.2(приложение А).
3.10 наголовное крепление (harness): Часть (узел) защитного щитка сварщика, обеспечивающая удержание его в нужном положении на голове сварщика.
3.11 наголовная лента (headband): Деталь закрытых или открытых защитных очков, фиксирующая их на голове сварщика.
3.12 обтюратор (obturator): Лента, покрывающая изнутри, как минимум, передний сегмент наголовной ленты для повышения комфорта сварщика.
3.13 открытые защитные очки сварщика (welder's spectacles): Прилегающие защитные очки с боковой защитой в виде щитков, либо составляющих одно целое с рамкой оправы, либо являющихся самостоятельными деталями оправы.
Примечание - Боковая защита у очков, не имеющих рамки, должна обеспечиваться конструкцией очкового стекла.
3.14 оправа защитных очков сварщика (housing): Часть открытых защитных очков сварщика, в которую установлены светофильтры.
3.15 оптическое излучение (optical radiation): Электромагнитное излучение с длиной волны от 100 до 10000 нм.
Примечание - в зависимости от длины волны оптическое излучение подразделяется на ультрафиолетовое (УФ), видимое и инфракрасное (ИК) излучение.
3.16 подложка (back in ocular): Пластина из бесцветной прозрачной пластмассы, устанавливаемая перед светофильтром с целью защиты глаз и лица сварщика при разрушении светофильтра.
3.17 средства защиты при сварке (welding protectors): Средства, обеспечивающие сварщику защиту глаз и лица от опасного оптического излучения и других факторов риска при сварке и аналогичных процессах.
Примечание - Под средствами защиты подразумевают сварочные щитки, открытые и закрытые сварочные очки.
3.18 световой коэффициент пропускания τv (luminous transmittance): Значение τv, определяемое по формуле
 (2)
(2)
где ![]() - относительное спектральное распределение потока излучения стандартного источника излучения D65;
- относительное спектральное распределение потока излучения стандартного источника излучения D65;
v(λ) - относительная спектральная световая эффективность монохроматического излучения для дневного зрения.
Примечания
1 Значения произведения относительного спектрального распределения потока излучения стандартного источника излучения D65 на относительную спектральную световую эффективность монохроматического излучения для дневного зрения приведены в ГОСТ Р 12.4.230.1 ( приложение Б).
2 Значения v(λ) в диапазоне длин волн от 380 до 780 нм должны соответствовать значениям, приведенным в таблице 1 ГОСТ 8.332.
3.19 защитный лицевой щиток сварщика с креплением на каске (safety helmet mounted welder's face shield): Средство защиты, устанавливаемое на каске, обеспечивающее защиту глаз и лица с установленным соответствующим светофильтром.
3.20 защитный лицевой щиток сварщика ручной (welder's hang shield): Средство защиты, удерживаемое в руке, обеспечивающее защиту глаз и лица сварщика с установленным соответствующим светофильтром.
4 Классификация
4.1 Функции средств защиты при сварке заключаются в обеспечении защиты глаз и лица сварщика от следующих видов опасности:
- оптического излучения;
- частиц расплавленного металла и горячих твердых частиц;
- теплового излучения
или любой комбинации этих факторов.
4.2 В зависимости от конструктивного исполнения средств защиты при сварке установлены следующие типы:
- открытые защитные очки сварщика;
- закрытые защитные очки сварщика;
- защитные лицевые щитки сварщика.
5 Технические требования
5.1 Общие требования
5.1.1 Оправы и корпуса средств защиты при сварке должны иметь такую же степень защиты от излучения, которая обеспечивается самыми темными светофильтрами, декларированными изготовителем или поставщиком для применения в них.
При наличии вентиляции конструкцией оправы (корпуса) не должна быть нарушена предусмотренная защита.
5.1.2 Средства защиты глаз сварщика должны соответствовать требованиям ГОСТ Р 12.4.230.1 с дополнениями и уточнениями, изложенными в настоящем стандарте.
5.1.3 Руководство по конструированию лицевых щитков сварщика приведено в приложении А.
5.1.4 Требования и методы испытаний автоматических сварочных фильтров должны соответствовать приведенным в приложении Б.
5.1.5 Руководство по выбору и применению светофильтров для средств защиты при сварке приведено в приложении В.
5.2 Требования к конструкции средств защиты при сварке и применяемым материалам
5.2.1 Средства защиты при сварке не должны иметь выступающих частей, острых кромок или других дефектов, которые могут вызвать дискомфорт или нанести вред при эксплуатации.
5.2.2 Средства защиты при сварке, находящиеся в контакте с кожей человека, должны быть изготовлены из материалов, не вызывающих раздражения кожи и разрешенных органами Роспотребнадзора, что должно быть подтверждено санитарно-эпидемиологическим заключением, выдаваемым в установленном порядке.
5.2.3 Наголовные ленты, используемые в качестве основного средства фиксации, должны иметь ширину не менее
5.2.4 Все металлические соединения, которые могут подвергнуться воздействию теплового излучения, должны быть изолированы во избежание ожогов сварщика.
5.2.5 Светофильтры, покровные стекла и подложки должны быть легко заменяемы сварщиком без применения специального инструмента.
5.2.6 При правильной регулировке наголовное крепление защитных лицевых щитков должно удерживать щиток сварщика в правильном положении. Защитный лицевой щиток сварщика должен быть надежным и удобным при любом положении его головы.
5.2.7 Наголовное крепление и наголовные ленты (по применимости) должны быть пригодны для замены без применения специального инструмента.
5.2.8 Наголовное крепление должно регулироваться по высоте и окружности головы сварщика и быть надежным и удобным без излишнего давления или соскальзывания.
5.2.9 Требования к конструкции защитных лицевых щитков - по ГОСТ 12.4.023.
5.3 Требования к полю зрения средств защиты глаз
5.3.1 Требования к полю зрения средств защиты глаз при сварке - по ГОСТ Р 12.4.230.1 (пункт 5.2.2) со следующим дополнением.
5.3.1.1 Поле зрения может быть ограничено только краем рамки оправы или корпуса светофильтра.
5.4 Требования к области защиты лицевых щитков сварщика и лицевых щитков сварщика с креплением на каске
5.4.1 Лицевые щитки сварщика и лицевые щитки сварщика с креплением на каске должны перекрывать прямоугольную область ABCD контрольного макета головы по ГОСТ Р 12.4.230.2 (приложение А), как изображено на рисунке 2. Область защиты следует проверять по разделу 6.
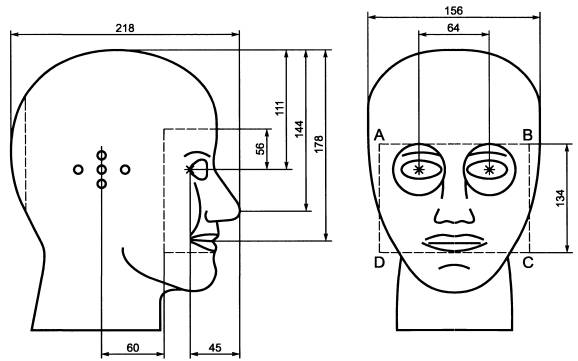
Рисунок 2 - Контрольный макет головы
5.5 Требования к оптическим параметрам и характеристикам очковых, покровных стекол и светофильтрам средств защиты при сварке
5.5.1 Требования к оптическим параметрам и характеристикам очковых, покровных стекол и светофильтрам средств защиты при сварке - по ГОСТ Р 12.4.230.1 и приложению Б.
5.6 Требования к размерам средств защиты при сварке
5.6.1 Размеры световых проемов оправы (корпуса) открытых и закрытых очков сварщика должны удовлетворять требованиям 5.3.
5.6.2 Высота ручных щитков сварщика должна быть не менее
5.7 Требования к прочности средств защиты при сварке
5.7.1 Все средства защиты при сварке должны удовлетворять требованиям к повышенной прочности по ГОСТ Р 12.4.230.1 (пункт 5.2.7), когда они оборудованы светофильтром, отвечающим требованиям к повышенной прочности. Если изготовителем средства защиты при сварке рекомендовано применение покровного стекла и подложки в соответствии с перечислением ж) Б.11.1, то испытание средства защиты при сварке должно быть проведено с учетом данной рекомендации.
Примечание - Данное требование не означает, что средства защиты при сварке во время эксплуатации должны быть всегда оборудованы покровными стеклами, подложками и светофильтрами, отвечающими требованиям к повышенной прочности.
5.8 Требования устойчивости сварочных щитков при падении
5.8.1 При испытании по 6.3 сварочные щитки не должны иметь деформаций, трещин, разрушения на части, а также других повреждений, способных ухудшить их функциональность. Светофильтры, покровные стекла и подложки также не должны иметь повреждений, способных ухудшить их функциональность.
5.9 Требования к отражению света сварочными щитками
5.9.1 Все внутренние поверхности сварочных щитков должны иметь матовую поверхность.
5.10 Требования к светонепроницаемости сварочных щитков
5.10.1 При испытании по 6.5 ни в каком из предусмотренных положений сварочного щитка не должен быть заметен свет, проходящий мимо светофильтра.
5.11 Требования к электрической изоляции сварочных щитков
5.11.1 При испытаниях по 6.4 ток утечки должен быть не более 1,2 мА.
5.12 Требования устойчивости к воспламенению
5.12.1 Все средства защиты при сварке должны удовлетворять требованиям ГОСТ Р 12.4.230.1 (пункт 5.2.9).
5.13 Требования устойчивости сварочных щитков к прониканию нагретого прута
5.13.1 При испытании по ГОСТ Р 12.4.230.2 (подраздел 6.6) нагретый прут не должен проникать в средство защиты при сварке в течение 5 с.
5.14 Требования устойчивости средств защиты к коррозии
5.14.1 Все средства защиты при сварке должны удовлетворять требованиям ГОСТ Р 12.4.230.1 (пункт 5.2.8).
5.15 Требования к чистке и дезинфекции
5.15.1 Все средства защиты при сварке следует подвергать чистке и дезинфекции без видимых изменений их функциональности.
5.15.2 Требования и метод чистки и дезинфекции должен быть приведен изготовителем в технических условиях на средство защиты конкретного типа.
5.16 Требования к массе
5.16.1 Если масса лицевого щитка более
5.16.2 Если масса ручного щитка сварщика более
5.17 Требования к средствам защиты при сварке с особыми характеристиками
5.17.1 Требования устойчивости средств защиты при сварке к воздействию высокоскоростных частиц - по ГОСТ Р 12.4.230.1 (пункт 5.3.2).
5.17.2 Средства защиты при сварке, предназначенные для защиты от высокоскоростных частиц, должны удовлетворять требованиям 5.7.1.
5.17.3 Требования устойчивости средств защиты при сварке к адгезии расплавленных металлов и прониканию горячих твердых тел - по ГОСТ Р 12.4.230.1 (пункт 5.3.3).
5.17.4 Размеры ручных щитков сварщика после погружения в воду при испытании по 6.6 должны сохраняться в пределах 5 %.
Лицевые щитки сварщика после погружения в воду при испытании по 6.6 должны соответствовать требованиям 5.6.1.
6 Методы испытаний средств защиты при сварке
6.1 Общие положения
6.1.1 Методы испытаний средств защиты глаз при сварке - по ГОСТ Р 12.4.230.2 с уточнениями и дополнениями, изложенными в настоящем разделе и приложении Б.
6.1.2 Расширенная неопределенность измерений и требования к протоколу испытаний (измерений) - по ГОСТ Р 12.4.230.2 (приложение В).
6.2 Испытания области перекрытия средств защиты при сварке
6.2.1 Испытания области перекрытия средств защиты при сварке проводят по ГОСТ Р 12.4.230.2 (подраздел 5.4).
6.3 Испытание щитков сварщика на устойчивость при падении
6.3.1 Общие положения
6.3.1.1 Щитки сварщика подвергают падению с заданной высоты на стальной лист.
6.3.1.2 Щитки сварщика, комплектуемые стеклянными или автоматическими светофильтрами, испытывают с макетом светофильтра, масса и габариты которого соответствуют оригиналу
6.3.2 Требования к средствам измерения, испытательному оборудованию и вспомогательному оборудованию
6.3.2.1 Гладкий стальной лист размерами не менее
500´500
6.3.2.2 Приспособление для подвешивания щитков сварщика.
6.3.2.3 Термостат.
6.3.2.4 Макет светофильтра.
6.3.3 Подготовка и проведение испытания, оценка результатов испытания
6.3.3.1 Один щиток сварщика выдерживают в термостате в течение времени 120+30 мин при температуре (-5 ± 2)°С, другой - в течение времени 120+30 мин при температуре (80 ± 2)°С.
6.3.3.2 Щитки вынимают из термостата и подвешивают с помощью приспособления за верхнюю часть щитка.
6.3.3.3 Устанавливают самую нижнюю часть щитка на высоте (1,50 ± 0,01) м над стальным листом.
6.3.3.4 Роняют щиток сварщика на стальной лист не позднее 10 с после извлечения из термостата. После каждого падения щитка сварщика снова выдерживают его в термостате в течение 30 мин.
6.3.3.5 Процедуру падения проводят не менее трех раз.
6.3.3.6 Щитки сварщика считают прошедшими испытания, если не обнаружено необратимых деформаций или разрушения элементов их конструкции.
6.4 Испытание электрической изоляции щитков сварщика
6.4.1 Общие положения
6.4.1.1 Методика проведения испытания заключается в следующем:
- внешнюю поверхность щитка сварщика покрывают влажной тканью и помещают на металлическую пластину;
- между металлической пластиной и внутренней поверхностью щитка при приложенном электрическом потенциале измеряют ток утечки.
6.4.1.2 Щиток сварщика, снабженный автоматическим светофильтром, следует подвергать испытаниям с использованием макета автоматического светофильтра, соответствующего оригинальному.
6.4.2 Подготовка и проведение испытания, оценка результатов испытания
6.4.2.1 Щиток сварщика, снабженный рекомендованным изготовителем светофильтром, помещают на металлическую пластину, обеспечив возможно лучший контакт между влажной тканью и пластиной.
6.4.2.2 Один электрод прикрепляют к металлической пластине, а другой используют в качестве испытательного щупа.
6.4.2.3 Последовательно с любым из электродов подключают миллиамперметр.
6.4.2.4 К электродам прикладывают переменное напряжение (440 ± 10) В с частотой (50 ± 5) Гц и производят не менее 10 контактов испытательного щупа с различными точками внутренней поверхности щитка сварщика, касаясь оправы светофильтра и элементов конструкции, в которых использованы металлические части.
6.4.2.5 При проведении операций по 6.4.2.4 измеряют ток утечки.
6.4.2.6 В протокол испытания должны быть занесены токи утечки, превышающие 1,2 мА.
6.5 Испытание на светонепроницаемость щитков сварщика
6.5.1 Общие положения
6.5.1.1 Методика испытания заключается в проверке проникновения светового излучения от источника света, прошедшего мимо светофильтра. Испытанию подвергают щиток сварщика, прошедший испытание по 6.3.
6.5.2 Подготовка и проведение испытания, оценка результатов испытания
6.5.2.1 Щиток сварщика, снабженный рекомендованным изготовителем светофильтром, устанавливают перед источником света, имеющим минимальный световой поток 1200 лм.
6.5.2.2 Центр источника света должен находиться на расстоянии (500 ± 10) мм по нормали от центра смотрового щитка.
6.5.2.3 Щиток сварщика наклоняют на 20° +5° вверх и вниз вдоль вертикальной оси и на 45° +5° вправо и влево вдоль горизонтальной оси.
6.5.2.4 В каждом из четырех положений не должно быть проникновения светового излучения, прошедшего мимо светофильтра.
6.6 Испытание щитка сварщика погружением в воду
6.6.1 Общие положения
6.6.1.1 Метод испытания применяют для оценки стабильности размеров щитка сварщика. Испытаниям подвергают щитки сварщика, удовлетворяющие требованиям 5.4 и 5.6.
Испытания щитков, комплектуемых автоматическим светофильтром, рекомендуется проводить с макетом фильтра, так как конструкция автоматического светофильтра не гарантирует его герметичность.
6.6.2 Подготовка и проведение испытания, оценка результатов испытания
6.6.2.1 Щиток сварщика погружают на (120 ± 5) мин в воду при температуре (23 ± 2)°С.
6.6.2.2 Вынимают щиток из воды и оставляют его на (5 ± 1) мин при комнатной температуре.
6.6.2.3 Размеры щитка сварщика по 5.6 не должны изменяться более чем на 5 %, и при этом он должен удовлетворять требованиям 5.4.
7 Требования к маркировке
7.1 Общие требования
7.1.1 Требования к маркировке средств защиты сварщика - по ГОСТ Р 12.4.230.1 (раздел 6) с дополнениями и уточнениями, изложенными в настоящем разделе.
7.1.2 Оправы (корпус) средств защиты сварщика, отвечающие требованиям 5.16 и 5.17.4, должны иметь дополнительную маркировку символом W, относящимся к стабильности размеров при погружении в воду.
8 Требования к упаковке, транспортированию и хранению
8.1 Требования к упаковке, правила транспортирования и хранения должны быть установлены изготовителем в технических условиях на средство защиты сварщика конкретного типа.
9 Требования к информации, поставляемой изготовителем
9.1 Требования к информации, поставляемой изготовителем со средством защиты сварщика, - по ГОСТ Р 12.4.230.1 (раздел 9 и приложение Б, раздел Б. 11).
Приложение А
(справочное)
Руководство по конструированию лицевых щитков сварщика
А.1 Конструкцией лицевых щитков сварщика должно быть обеспечено сведение к минимуму количества СО2, образующегося в области дыхания.
А.2 Нижняя часть всех лицевых щитков сварщика должна быть устроена так, чтобы дымы, образующиеся в процессе сварки, отводились от области дыхания сварщика.
А.3 Лицевые щитки сварщика, имеющие выпуклую форму, должны позволять каплям металла свободно скатываться при позиции сварки выше головы сварщика.
А.4 Лицевые щитки сварщика, оборудованные заявленными изготовителем светофильтрами, должны быть хорошо сбалансированы.
А.5 У лицевого щитка сварщика, например в шарнире наголовного крепления, должен быть предусмотрен стопорный механизм для предотвращения травмирования горла сварщика при переводе щитка в нижнее положение.
А.6 Лицевой щиток сварщика должен обладать низкой теплопроводностью.
А.7 В конструкции лицевых щитков сварщика допускается предусматривать приспособления для защиты ушей, горла и дыхательного тракта сварщика.
Приложение Б
(обязательное)
Автоматические сварочные светофильтры. Технические требования и методы
испытаний
Б.1 Технические требования
Б.1.1 Общие требования
Б.1.1.1 Автоматические сварочные светофильтры должны соответствовать требованиям и методам испытаний, приведенным в таблице Б.1. Эти требования следует выполнять для наибольшего градационного шифра, который может быть установлен автоматически (включая ручную настройку) или вручную. Методы испытаний приведены в ГОСТ Р 12.4.230.2 и подразделе Б.3.
Таблица Б.1 - Требования к автоматическим сварочным светофильтрам и методы их испытаний
|
Оптический параметр (характеристика) |
Требование |
Метод испытания |
|
Сферическая рефракция, астигматизм, призматическое действие |
По ГОСТ Р 12.4.230.1 (подпункты 5.2.3.2-5.2.3.4) |
По ГОСТ Р 12.4.230.2 (подразделы 5.1, 5.2) |
|
Световой коэффициент пропускания |
По Б.3.2 |
По ГОСТ Р 12.4.230.2 (подпункт 5.7.2.3) |
|
Отклонение светового коэффициента пропускания |
По Б.3.3 |
По ГОСТ Р 12.4.230.2 (подраздел 5.7) |
|
Спектральный коэффициент пропускания |
По ГОСТ Р 12.4.230.1 (приложение В) |
По ГОСТ Р 12.4.230.2 (подраздел 5.8) |
|
Светорассеяние |
По Б.3.6 |
По ГОСТ Р 12.4.230.2 (подраздел 5.5) |
|
Качество материала и поверхности очкового стекла |
По ГОСТ Р 12.4.230.1 (пункт 5.2.4) |
По ГОСТ Р 12.4.230.2 (подраздел 5.6) |
|
Прочность очковых, покровных стекол и светофильтров |
По ГОСТ Р 12.4.230.1 (подпункты 5.2.5, 5.2.6) |
По ГОСТ Р 12.4.230.2 (подразделы 6.1, 6.3) |
|
Устойчивость к ультрафиолетовому излучению |
По ГОСТ Р 12.4.230.1 (подпункт 5.2.7.3), но с заменой перечисления б) подпункта на пункт Б.3.6 настоящего стандарта |
По ГОСТ Р 12.4.230.2 (подраздел 5.5) |
|
Стойкость к воспламенению |
По ГОСТ Р 12.4.230.1 (пункт 5.2.9) |
По ГОСТ Р 12.4.230.2 (подраздел 6.6) |
Б.2 Частные требования
Б. 2.1 В том случае, когда изготовитель желает заявить о соответствии автоматических светофильтров частным требованиям, они должны соответствовать специальным требованиям по ГОСТ Р 12.4.230.1 (пункты 5.3.2-5.3.8) и дополнительным требованиям по ГОСТ Р 12.4.230.1 (подраздел 5.4) с соответствующими им методами испытаний по ГОСТ Р 12.4.230.2.
Б.3 Дополнительные требования
Б.3.1 Требования к отключению питания
Б.3.1.1 При испытании в соответствии с Б.4.1 автоматические сварочные светофильтры должны быть не более чем на девять градационных шифров светлее градационного шифра в состоянии наибольшего затемнения.
Б.3.2 Требования к коэффициенту пропускания
Б.3.2.1 Требования по Б.3.2.2 - Б.3.2.4 следует выполнять при измерении коэффициентов пропускания методом по ГОСТ Р 12.4.230.2 (подраздел 5.7) с использованием стандартного источника излучения типа А по ГОСТ 7772.
Б.3.2.2 Минимальный световой коэффициент пропускания в осветленном состоянии должен составлять 0,16 % при измерениях при температурах (-5 ± 2)°С и (55 ± 2)°С.
Б.3.2.3 Требования к световому коэффициенту пропускания, установленные по ГОСТ Р 12.4.230.1 (приложение В), должны относиться для всех состояний τ1, τd и τ2 (см. рисунок 1) автоматических сварочных светофильтров. Измерения проводят при температурах (-5 ± 2)°С и (55 ± 2)°С.
Б.3.2.4 Требования к коэффициентам пропускания в ультрафиолетовой и инфракрасной областях спектра, установленные по ГОСТ Р 12.4.230.1 (приложение В) для градационного шифра в состоянии наибольшего затемнения, должны относиться также и к другим состояниям. Измерения проводят при температуре (23 ± 5)°С.
Б.3.2.5 Для сварочных светофильтров с автоматической установкой градационного шифра установка градационного шифра в затемненном состоянии должна удовлетворять следующим требованиям:
а) градационный шифр N(Ev) в затемненном состоянии должен зависеть от освещенности Ev следующим образом:
N(Ev) = 2,93 + 2,25 lg (Ev, лк). (Б.1)
Некоторые значения, рассчитанные по формуле (Б.1), приведены в таблице Б.2 в качестве примера для градационных шифров от 8 до 14.
Таблица Б.2 - Градационные шифры в затемненном состоянии
|
Наименование показателя |
Градационный шифр в затемненном состоянии N(Ev) |
||||||
|
Градационный шифр N |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
Освещенность Ev, лк |
180 |
500 |
1400 |
3900 |
10700 |
30000 |
83000 |
б) градационный шифр, устанавливаемый в зависимости от освещенности передней стороны светофильтра, не должен отличаться более чем на ± 1 градационный шифр от рассчитанного по формуле (Б.1);
в) диапазон световых коэффициентов пропускания сварочного светофильтра должен быть конструктивно ограничен так, чтобы он не превышал заявленного изготовителем градационного шифра в состоянии наибольшего затемнения;
г) допускается ручная корректировка, позволяющая уменьшить или увеличить автоматически устанавливаемый градационный шифр на одно значение. Контроль осуществляют на минимальном и максимальном значениях градационного шифра;
д) при испытании светофильтра с удвоенной освещенностью по сравнению с рассчитанной по формуле (Б.1) световой коэффициент пропускания должен отвечать градационному шифру в состоянии наибольшего затемнения, заявленному изготовителем.
Б.3.3 Требования к отклонению светового коэффициента пропускания
Б.3.3.1 При измерениях отклонения светового коэффициента пропускания в соответствии с ГОСТ Р 12.4.230.2 (подраздел 5.7) при температуре (23 ± 5)°С значения отклонений светового коэффициента пропускания Р1, Р2, и Р3 сварочных светофильтров с переключаемыми градационными шифрами не должны превышать максимальных значений, установленных в таблице Б.3 для присвоенного им класса. Это требование должно выполняться для всех состояний (τ1, τd и τ2, см. рисунок 1).
Таблица Б.3 - Классификация сварочных светофильтров по максимальным значениям P1, P2, и P3
|
Световой коэффициент пропускания, % |
Максимальное значение Р1 и Р2, % |
Максимальное значение Р3, % |
||||
|
Класс 1 |
Класс 2 |
Класс 3 |
Класс 1 |
Класс 2 |
Класс 3 |
|
|
17,9-100 |
5 |
10 |
15 |
20 |
20 |
20 |
|
0,44-17,9 |
10 |
15 |
20 |
20 |
20 |
20 |
|
0,023-0,44 |
15 |
20 |
30 |
20 |
20 |
30 |
|
0,0012-0,023 |
20 |
30 |
40 |
20 |
30 |
40 |
|
0,00023-0,0012 |
30 |
40 |
60 |
30 |
40 |
60 |
Б.3.4 Требования к времени переключения
Б.3.4.1 Время переключения для состояния наибольшего затемнения должно соответствовать Б.3.4.2 или Б.3.4.3.
Б.3.4.2 Время переключения следует измерять по Б.5 при температурах (-5 ± 2)°С и (55 ± 2)°С. Превышение значений максимального времени переключения, установленных в таблице Б.4, не допускается ни при одной из приведенных температур.
Таблица Б.4 - Значения максимального времени переключения
|
Градационный шифр в затемненном состоянии |
Градационный шифр в осветленном состоянии |
||||||
|
1,7 |
2 |
2,5 |
3 |
4 |
5 |
6 |
|
|
Максимальное время переключения, мс |
|||||||
|
7 |
300 |
400 |
500 |
700 |
1000 |
- |
- |
|
8 |
100 |
150 |
200 |
300 |
500 |
1000 |
- |
|
9 |
40 |
50 |
70 |
100 |
200 |
400 |
700 |
|
10 |
20 |
20 |
30 |
40 |
70 |
100 |
300 |
|
11 |
6 |
7 |
10 |
15 |
30 |
50 |
100 |
|
12 |
2 |
3 |
4 |
5 |
10 |
20 |
40 |
|
13 |
0,8 |
1 |
1,5 |
2 |
4 |
7 |
10 |
|
14 |
0,3 |
0,4 |
0,5 |
0,7 |
1 |
3 |
5 |
|
15 |
0,10 |
0,15 |
0,2 |
0,3 |
0,5 |
1 |
2 |
|
16 |
0,04 |
0,05 |
0,07 |
0,1 |
0,2 |
0,4 |
0,7 |
|
Примечания 1 В основу значений, приведенных в таблице Б.4, положена полусекундная продолжительность ослепляющей яркости при возникновении сварочной дуги. 2 Знак «-» означает, что требование отсутствует. |
|||||||
Б.3.4.3 Время переключения следует измерять по Б.5 при температурах (10 ± 2) °С и (55 ± 2)°С. Превышение значений максимального времени переключения, установленных в таблице Б.4, не допускается ни при одной из приведенных температур.
Б.3.5 Требования к ручному управлению градационным шифром в затемненном состоянии
Б.3.5.1 При ручном управлении градационным шифром в затемненном состоянии средство управления должно отвечать следующим требованиям:
а) для каждого положения средства управления должна быть предусмотрена цифровая индикация градационного шифра;
б) при освещенности светофильтра (104 ± 103) лк градационные шифры в затемненном состоянии и в состоянии наибольшего затемнения (τd и τ2) не должны отличаться более чем на ± 1 установленного значения;
в) при превышении диапазона управления пяти градационных шифров диапазон управления должен быть разделен на два поддиапазона с раздельными средствами управления. Каждое средство управления должно регулироваться в пределах поддиапазона, не превышающего пяти градационных шифров. В автоматических сварочных светофильтрах с ручным управлением общий диапазон градационных шифров не должен превышать семи, включая допуск по перечислению б) и требование по перечислению д) Б.3.2.5.
Б.3.6 Требования к светорассеянию
Б.3.6.1 Светорассеяние следует измерять методом по ГОСТ Р 12.4.230.2 (подраздел 5.5).
По наибольшему значению приведенного коэффициента яркости в осветленном или затемненном состоянии сварочному светофильтру должен быть присвоен класс по светорассеянию согласно таблице Б.5.
Таблица Б.5 - Присвоение классов по светорассеянию
|
Класс по светорассеянию |
Наибольшее значение приведенного коэффициента яркости, [кд/(м2∙лк)] |
|
1 2 3 |
1,0 2,0 3,0 |
Б.3.7 Требования к угловой зависимости светового коэффициента пропускания
Б.3.7.1 Световой коэффициент пропускания измеряют по нормали к светофильтру и под углами падения до ± 15° от нормали, с тем чтобы определить наибольшее и наименьшее значения светового коэффициента пропускания. Вычисляют отношения значений светового коэффициента пропускания, измеренные при любых углах падения до ± 15° от нормали к светофильтру, и отношения значений светового коэффициента пропускания при нормальном падении. Вычисляют обратные величины этих отношений. Наибольшие значения этих отношений и их обратных величин определяют класс угловой зависимости светового коэффициента пропускания, приведенного в таблице Б.6.
Таблица Б.6 - Угловая зависимость светового коэффициента пропускания
|
Класс угловой зависимости светового коэффициента пропускания |
Наибольшее значение светового коэффициента пропускания |
|
1 2 3 |
2,68 (отвечает одному градационному шифру) 7,20 (отвечает двум градационным шифрам) 19,31 (отвечает трем градационным шифрам) |
Б.3.8 Требования к спектральной чувствительности сварочных светофильтров с автоматической установкой градационных шифров
Б.3.8.1 Максимальная спектральная чувствительность сварочных светофильтров с автоматической установкой градационных шифров должна находиться на длине волны (555 ± 75) нм, а полная ширина полосы на половине максимального значения кривой спектральной чувствительности должна быть между длинами волн 50 и 200 нм.
Примечание - Спектральная чувствительность должна находиться ближе к кривой чувствительности глаза V(λ).
Б.4 Испытание на отключение питания
Б.4.1 Измеряют световой коэффициент пропускания по ГОСТ Р 12.4.230.1 (подпункт 5.7.2.3) в состоянии наибольшего затемнения светофильтра. Отключают источники питания. Повторяют измерения светового коэффициента пропускания.
Б.4.2 Оценивают результат по Б.3.1.1.
Б.5 Измерение времени переключения
Б.5.1 Требования к средствам измерения, испытательному и вспомогательному оборудованию
Б.5.1.1 В качестве переключающего источника света применяют источник, состоящий из ксеноновой лампы высокого давления, создающей освещенность (5 ± 0,5)´103 лк на испытуемом образце.
Б.5.1.2 Высокоскоростным оптическим затвором служит устройство, способное включать переключающий источник света со скоростью, отвечающей требованиям Б.5.2.1.
Б.5.1.3 В качестве источника света для измерения светового коэффициента пропускания применяют стандартный источник типа А по ГОСТ 7721.
Б.5.1.4 Светоприемник и регистрирующая аппаратура должны воспринимать и регистрировать свет от источника типа А, проходящий через сварочный светофильтр.
Б.5.2 Требования к подготовке и проведение испытаний
Б.5.2.1 Проверяют, чтобы при включении светового пучка высокоскоростным затвором время возрастания света от 10 % до 90 %, пропущенного затвором, не превышало 10 % времени переключения градационных шифров при измеряемой разности (см. таблицу Б.4).
Б.5.2.2 Испытуемый образец выдерживают при испытательной температуре по Б.3.4.2 не менее 2 ч до испытания и в ходе испытания.
Б.5.2.3 Источник света по Б.5.1.3 и испытуемый образец устанавливают таким образом, чтобы плоскость образца располагалась под углом (90 ± 5)° к пучку излучения источника света.
Б.5.2.4 При включенном переключающем источнике света по Б.5.1.1 включают высокоскоростной затвор так, чтобы он пропустил свет к испытуемому образцу, переключив тем самым образец в состояние наибольшего затемнения. Регистрируют измерительный свет, прошедший через испытуемый образец во время периода переключения.
Б.5.3 Обработка результатов измерения
Б.5.3.1 Время переключения ts рассчитывают по формуле (2), принимая за t = 0 момент, когда освещенность образца достигает уровня от 40 % до 60 % величины освещенности, приведенной в Б.5.1.1.
Б.6 Измерение установки градационных шифров
Б.6.1 Требования к испытательному оборудованию
Б.6.1.1 В качестве источника излучения, создающего переменную освещенность, применяют ксеноновую лампу высокого давления по Б.5.1.
Б.6.2 Требования к проведению измерения установки градационного шифра
Б.6.2.1 Источник света по Б.6.1.1 и испытуемый образец устанавливают таким образом, чтобы плоскость поля светоприемника при образце располагалась под углом (90 ± 10)° к световому пучку, включая его расходимость.
Б.6.2.2 Определяют световой коэффициент пропускания при освещенности, применимой для градационных шифров в соответствии с формулой Б.1 и, соответственно, таблицей Б.2, в пределах интервала, заданного изготовителем. Допуск на величины освещенности должен быть ±10 %. Осуществляют измерения при температурах (-5 ± 2)°С и (55 ± 2)°С и проверяют выполнение требования Б.3.2.5, перечисление б).
Б.6.2.3 Определяют световой коэффициент пропускания при температуре (23 ± 5)°С и при освещенности, применимой для градационных шифров в соответствии с формулой Б.1 и, соответственно, таблицей Б.2, в пределах интервала, заданного изготовителем. Допуск на величины освещенности должен быть ± 10 %. По световому коэффициенту пропускания рассчитывают градационный шифр. Строят график градационных шифров в зависимости от освещенности и проверяют выполнение требования Б.3.2.5, перечисление а).
Б.6.2.4 При удвоенном значении освещенности, применимой для градационного шифра в состоянии наибольшего затемнения, проверяют, попадает ли световой коэффициент пропускания светофильтра в интервал, определяемый градационным шифром в состоянии наибольшего затемнения. Измерения проводят при температуре (23 ± 5)°С и проверяют выполнение требования Б.3.2.5, перечисления в) и д.).
Примечание - «Градационный шифр в состоянии наибольшего затемнения» означает наивысший градационный шифр, заданный изготовителем.
Б.7 Определение спектральной чувствительности
Б.7.1 Общие требования
Б.7.1.1 Определение спектральной чувствительности проводят методами по Б.7.2 и Б.7.3 с использованием монохроматического излучения.
Б.7.1.2 Допускается использовать любой из приведенных методов.
Б.7.1.3 Определение спектральной чувствительности следует проводить при температуре (23 ± 5)°С.
Б.7.1.4 Источник света для определения установки градационного шифра и испытуемый образец располагают таким образом, чтобы площадь поля светоприемника была облучена световым пучком с яркостью в интервале автоматических установок градационных шифров.
Б.7.2 Метод с использованием монохроматического излучения
Б.7.2.1 Светоприемник автоматической установки градационных шифров облучают излучением на длине волны между 400 и 900 нм со спектральной полосой пропускания не более 50 нм по ширине и определяют освещенность светоприемника (Вт/м2).
Б.7.2.2 Снижают освещенность до самого низкого градационного шифра из установленного диапазона градационных шифров затемненного состояния светофильтра.
Б.7.2.3 Обратная величина этих значений освещенности дает, как определено в Б.6.2.3, кривую спектральной чувствительности в функции длины волны.
Б.7.3 Метод с использованием узкополосных светофильтров
Б.7.3.1 Светоприемник автоматической установки шкальных номеров облучают источником излучения по Б.7.1.4 и определяют освещенность Ее, Вт/м2, с помощью светоприемника с чувствительностью в интервале длин волн от 400 до 1000 нм.
Б.7.3.2 Между источником излучения и светоприемником вводят узкополосные светофильтры с длинами волн между 400 и 900 нм. В интервале между 450 и 650 нм спектральная полоса пропускания различных светофильтров должна составлять 25 нм. Требования к узкополосным светофильтрам - по [1].
Б.7.3.3 Для каждого узкополосного светофильтра определяют освещенность Ее, Вт/м2, и градационный шифр в затемненном состоянии N, установленный сварочным светофильтром.
Б.7.3.4 Для двух соседних длин волн узкополосных светофильтров измеренные значения освещенности будут Ee1 и Ее2, а градационные шифры в затемненном состоянии, установленные сварочным светофильтром, - N1 и N2. Рассчитывают разность освещенностей по формуле
∆Ее = Ee1 - Ее2. (Б.2)
Б.7.3.5 На графике согласно Б.6.2.3 определяют значения освещенностей Ev1 и Ev2, отвечающие градационным шифрам N1 и N2, и рассчитывают разность освещенностей по формуле
∆Ev = Ev1 - Ev2. (Б.3)
Б.7.3.6 Отношение ∆Ev/∆Ее пропорционально спектральной чувствительности на средней длине волны двух соседних узкополосных светофильтров.
Б.8 Определение угловой зависимости светового коэффициента пропускания
Б.8.1 Общие требования
Б.8.1.1 Световой коэффициент пропускания определяют в геометрическом центре образца при градационных шифрах, отвечающих промежуточным значениям градационных шифров в затемненном состоянии и градационным шифрам в состоянии наибольшего затемнения, для углов падения на поверхность светофильтра до 15° от нормали при всех азимутах.
Б.8.1.2 Измерения осуществляют при температуре (23 ± 5)°С с использованием неполяризованного пучка света диаметром не более
Б.8.1.3 На поляризацию, присутствующую в испытательном оборудовании, вносят поправки.
Б.8.1.4 Рассчитывают наибольшее отношение значений светового коэффициента пропускания, измеренных при любых углах падения в интервале ± 15° относительно нормали к светофильтру, к значениям светового коэффициента пропускания при нормальном падении (или обратную величину отношения, в зависимости от того, какая из величин больше).
Б.9 Порядок испытаний для типового контроля автоматических сварочных светофильтров
Б.9.1 Необходимое число образцов испытаний для типового контроля и порядок проведения отдельных испытаний автоматических сварочных светофильтров приведены в таблице Б.7.
Таблица Б.7 - Порядок испытаний для типового контроля
|
Порядок испыта- |
Требование |
Обозначение пунктов и
таблиц по настоящему стандарту и |
Число образцов |
|||||||
|
1-6 |
7-9 |
10- |
18 |
|||||||
|
LS |
DS |
IS |
LDS |
LS |
DS |
|||||
|
1 |
Ручной контроль |
Б.3.5.1 а); с) |
+ |
|
|
|
|
|
|
|
|
2 |
Маркировка |
+ |
|
|
|
|
|
|
|
|
|
3 |
Качество материала и поверхности |
ГОСТ Р 12.4.230.1 (пункт 5.2.4) |
+ |
|
|
|
|
|
|
|
|
4 |
Световой коэффициент пропускания при 23°С |
ГОСТ Р 12.4.230.1 (подпункты 5.2.3.7, 5.2.3.8) |
+ |
+ |
|
|
|
|
|
|
|
5 |
Светорассеяние |
ГОСТ Р 2.4.230.1 (подпункт 5.2.3.9), Б.3.6 |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
|
6 |
Неравномерность светового коэффициента пропускания при 23°С |
+ |
+ |
+ |
+ |
|
|
|
|
|
|
7 |
Спектральный коэффициент пропускания при 23°С |
+ |
|
|
|
|
|
|
|
|
|
8 |
Спектральный коэффициент пропускания при 23°С |
ГОСТ Р 12.4.230.1 (таблица В.8) |
+ |
+ |
|
|
|
|
|
|
|
9 |
Угловая зависимость светового коэффициента пропускания при 23°С |
|
+ |
+ |
+ |
|
|
|
|
|
|
10 |
Установка градационного шифра при 23°С |
|
+ |
+ |
+ |
|
|
|
|
|
|
11 |
Спектральная чувствительность установки градационного шифра при 23°С |
|
В зависимости от метода испытания |
|
|
|
|
|||
|
12 |
Рефракция |
Таблица Б.1 |
+ |
|
|
|
|
|
|
|
|
13 |
Световой коэффициент пропускания при минус 5°С |
+ |
+ |
+ |
+ |
|
|
|
|
|
|
14 |
Время переключения при минус 5°С |
|
+ |
|
|
|
|
|
|
|
|
15 |
Световой коэффициент пропускания при 10°С |
а |
а |
а |
а |
|
|
|
|
|
|
16 |
Время переключения при 10°С |
|
а |
|
|
|
|
|
|
|
|
17 |
Световой коэффициент пропускания при 55°С |
+ |
+ |
+ |
+ |
|
|
|
|
|
|
18 |
Время переключения при 55°С |
|
+ |
|
|
|
|
|
|
|
|
19 |
Устойчивость к УФ излучению при 23°С |
ГОСТ Р 12.4.230.1 (подпункт 5.2.3.8), Б.3.2.4 |
|
|
|
|
+ |
+ |
|
|
|
20 |
Прочность конструкции |
ГОСТ Р 12.4.230.1 (пункты 5.2.5, 5.2.6) |
|
|
|
|
|
+ |
|
|
|
21 |
Устойчивость к воспламенению |
ГОСТ Р 12.4.230.1 (пункт 5.2.9) |
|
|
|
|
+ |
|
|
|
|
22 |
Отключение питания |
|
|
|
|
|
|
|
+ |
|
|
23 |
Частные требования |
Для проверки частных требований допускается использовать дополнительные образцы |
||||||||
|
Примечания 1 Буквенные обозначения: LS - осветленное состояние; LDS - одно из промежуточных значений затемненного состояния (ближе к осветленному состоянию, см. рисунок 1); IS - одно из промежуточных значений затемненного состояния (ближе к состоянию наибольшего затемнения, см. рисунок 1); DS - состояние наибольшего затемнения (см. рисунок 1); а - только если не выполняются требования при минус 5°С. 2 Допускается изменять порядок испытаний. |
||||||||||
Б.10 Маркировка
Б.10.1 Общие требования
Б.10.1.1 Требования к маркировке автоматических сварочных светофильтров - по ГОСТ Р 12.4.230.1 (раздел 6) с дополнениями и уточнениями, изложенными в настоящем разделе.
Б.10.2 Автоматические сварочные светофильтры и автоматические сварочные светофильтры с ручной установкой градационных шифров
Б. 10.2.1 Вместо единственного градационного шифра следует указывать градационный шифр в осветленном состоянии и наименьший промежуточный градационный шифр в затемненном состоянии, разделенные косой дробью. В случаях, когда затемненное состояние регулируется вручную, границы интервала достижимых градационных шифров следует маркировать через дефис.
Б.10.2.2 За обозначением оптического класса, как установлено в ГОСТ Р 12.4.230.1 (подраздел 5.3), должен следовать класс по светорассеянию, класс неравномерности светового коэффициента пропускания и класс угловой зависимости светового коэффициента пропускания, разделенные косыми дробными чертами, например, 1/3/2/2.
Примеры условных обозначений маркировки:
а) простое устройство с одним осветленным и одним затемненном состояниями: 5/11;
б) устройство с одним осветленным состоянием (4) и ручной установкой затемненного состояния в одном диапазоне (9-11/3): 4/9-13;
в) устройство с одним осветленным состоянием (4) и ручной установкой затемненного состояния в двух диапазонах (5-7) и (10-13): 4/5-7/10-13.
Б.10.2.3 Там, где это применимо, должны быть добавлены буквенные обозначения соответствия частным требованиям: специальным и дополнительным по ГОСТ Р 12.4.230.1. Если выполнены требования Б.3.4.2, то дальнейшая маркировка не требуется.
Если выполнены требования Б.3.4.3, но не удовлетворяются требования Б.3.4.2, то должна быть нанесена предупредительная надпись: «Не использовать при температуре ниже 10°С».
Б.10.3 Сварочные светофильтры с автоматической установкой градационных шифров
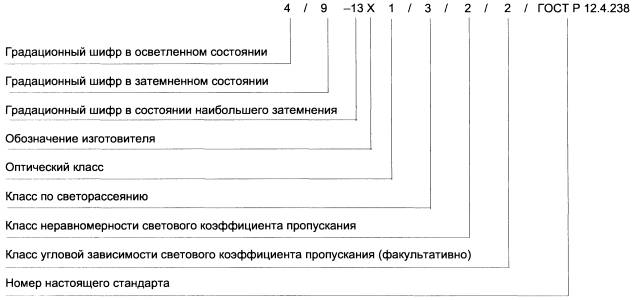
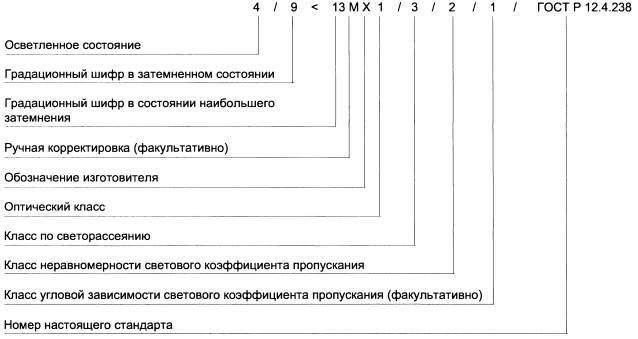
Б. 10.3.1 Вместо единственного градационного шифра следует указывать градационный шифр в осветленном состоянии и градационный шифр в затемненном состоянии, через косую дробь. Градационный шифр в состоянии наибольшего затемнения маркируют, отделяя его символом «<».
Б. 10.3.2 В случае светофильтров с ручной корректировкой после градационного шифра в состоянии наибольшего затемнения должна быть добавлена буква «М».
Б.10.3.3 За обозначением оптического класса, как установлено ГОСТ Р 12.4.230.1 (подраздел 5.3), должен следовать класс по светорассеянию, класс неравномерности светового коэффициента пропускания и класс угловой зависимости светового коэффициента пропускания, разделенные косыми дробными чертами, например, 1/3/2/1.
Схема полной маркировки:
Б.10.3.4 Там, где это применимо, должны быть добавлены буквенные обозначения соответствия частным требованиям: специальным и дополнительным по ГОСТ Р 12.4.230.1.
Б.10.3.5 Если выполнены требования Б.3.4.2, то дальнейшая маркировка не требуется.
Б.10.3.5 Если выполнены требования Б.3.4.3, но не удовлетворяются требования Б.3.4.2, то должна быть нанесена предупредительная надпись: «Не использовать при температуре ниже 10°С».
Б.11 Информация, предоставляемая изготовителем
Б.11.1 Каждый сварочный светофильтр должен сопровождаться инструкцией к пользованию, как установлено в ГОСТ Р 12.4.230.1 (раздел 9), вместе со следующей дополнительной информацией:
а) видами процессов сварки/резки, для которых пригоден светофильтр;
б) информацией о том, как распознать выход из строя;
в) информацией о периодичности замены составных частей или всего светофильтра;
г) в случаях, когда устройство не отвечает требованиям к эксплуатационным характеристикам при минус 5°С (см. 4.3.4) - предупреждением о том, что его не следует использовать при температуре ниже 10°С;
д) предупреждением о том, что датчики должны находиться в чистом состоянии и не заслоняться;
е) с указанием его наименьшего и наибольшего градационных шифров при нулевом положении корректировки для автоматических сварочных светофильтров с ручной корректировкой;
ж) любыми дополнительными и специальными требованиями, приведенными в ГОСТ Р 12.4.230.1, которым удовлетворяет светофильтр (например, защита от высокоскоростных частиц).
Приложение В
(справочное)
Руководство по выбору и применению светофильтров для средств защиты сварщика
В.1 Общие положения
Для индивидуальной защиты сварщика светофильтр должен быть смонтирован в соответствующем средстве защиты. Типы защитных средств описаны в 4.2 настоящего стандарта.
На выбор градационного шифра защитного светофильтра для сварки и аналогичных процессов, влияют многие факторы:
- для газосварки и аналогичных процессов, например пайки-сварки, данный стандарт ориентируется на расход газа в горелке.
- для дуговой сварки, воздушно-дуговой строжки и резки плазменной струей величина тока служит важнейшим фактором для осуществления максимально точного выбора.
Кроме того, при дуговой сварке следует также учитывать вид дуги и состав основного металла. Прочие параметры оказывают важное влияние, но их воздействие бывает трудно оценить. Ими, в частности, являются:
- положение сварщика по отношению к пламени или дуге. Например, в зависимости от того, наклоняется ли сварщик над рабочим полем или осуществляет работу на расстоянии вытянутой руки, может потребоваться корректировка не менее чем на один градационный шифр;
- местное освещение;
- человеческий фактор.
По таким различным причинам в настоящем стандарте приведены только те градационные шифры, для которых многократный практический опыт показал их пригодность для индивидуальной защиты сварщиков с нормальным зрением, проводящих работу указанного вида в нормальных условиях.
Градационный шифр подлежащего применению светофильтра можно определить по таблицам на пересечении столбца, отвечающего расходу газа или току, и строки, характеризующей проводимую работу.
Эти таблицы справедливы для усредненных условий работы, при которых расстояние от глаз сварщика до зеркала расплавленного металла - не более
8.2 Градационные шифры для использования при газовой сварке и пайке-сварке
В.2.1 Градационные шифры для использования при газовой сварке и пайке-сварке приведены в таблице В.1.
Таблица В.1 - Градационные шифрыа для использования при газовой сварке и пайке-сварке
|
Вид работы |
q < 70 |
70 < q ≤ 200 |
200 < q ≤ 800 |
q > 800 |
|
Сварка и пайка-сварка |
4 |
5 |
6 |
7 |
|
а В зависимости от условий эксплуатации допускается использовать ближайший больший или ближайший меньший градационный шифр. Примечание - q - расход ацетилена, л/час. |
||||
В.3 Градационные шифры для использования при кислородной резке
В.3.1 Градационные шифры для использования при кислородной резке приведены в таблице В.2.
Таблица В.2 - Градационные шифрыа для использования при кислородной резке
|
Вид работы |
900 ≤ q ≤ 2000 |
2000 < q ≤ 4000 |
4000 < q ≤ 8000 |
|
Кислородная резка |
5 |
6 |
7 |
|
а В зависимости от условий эксплуатации допускается использовать ближайший больший или ближайший меньший градационный шифр. Примечание - q - расход ацетилена, л/час. |
|||
В.3 Градационные шифры для использования при плазменной резке
Градационные шифры для использования при плазменной резке с отслеживанием линии реза на обрабатываемой детали приведены в таблице В.3.
Таблица В.3 - Рекомендуемое применение различных градационных шифров для электродуговой сварки
|
Процесс |
Ток, А |
|||||||||||||||||||||||||||||||||||||||
|
15 |
6 |
10 |
15 |
30 |
40 |
60 |
70 |
100 |
125 |
150 |
175 |
200 |
225 |
250 |
300 |
350 |
400 |
450 |
500 |
600 |
||||||||||||||||||||
|
Электроды с покрытием |
8 |
9 |
|
10 |
11 |
12 |
13 |
14 |
||||||||||||||||||||||||||||||||
|
Дуговая сварка в среде активного газа |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|||||||||||||||||||||||||||||||||
|
Дуговая сварка вольфрамовым электродом в среде инертного газа |
8 |
9 |
10 |
11 |
12 |
13 |
|
|||||||||||||||||||||||||||||||||
|
Дуговая сварка тяжелых металлов в среде инертного газа |
9 |
10 |
11 |
12 |
13 |
14 |
|
|||||||||||||||||||||||||||||||||
|
Дуговая сварка легких сплавов в среде инертного газа |
10 |
11 |
12 |
13 |
14 |
|
||||||||||||||||||||||||||||||||||
|
Воздушно-дуговая строжка |
10 |
11 |
12 |
13 |
14 |
15 |
||||||||||||||||||||||||||||||||||
|
Плазменная резка |
9 |
10 |
11 |
12 |
13 |
|
||||||||||||||||||||||||||||||||||
|
Плазменно-дуговая электросварка |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
||||||||||||||||||||||||||||||
|
Примечание - Термин «тяжелые металлы» относится к сталям, легированным сталям, меди и ее сплавам и др. |
||||||||||||||||||||||||||||||||||||||||
8.4 Градационные шифры для использования при электродуговой сварке или воздушно-дуговой строжке
Градационные шифры для использования при электродуговой сварке или воздушно-дуговой строжке приведены в таблице В.3.
Воздушно-дуговая строжка обозначает использование угольного электрода со струей сжатого воздуха для удаления расплавленного металла.
8.5 Градационные шифры светофильтров для использования помощниками сварщиков
В.5.1 Необходимо, чтобы помощники сварщиков и другие лица, находящиеся в зоне проведения сварочных работ, были защищены. Для этой цели следует применять светофильтры с градационными шифрами от 1,2 до 4. Однако, если это обусловлено уровнем риска, следует применять светофильтры с более высокими градационными шифрами. Особенно в случае, когда помощник сварщика находится на таком же расстоянии от дуги, что и сам сварщик, оба лица должны применять светофильтры с одинаковыми градационными шифрами.
Примечания
1 Для градационных шифров, отвечающих условиям работы, установленным в таблицах В.1, В.2 и В.3, важна достаточная защита в ультрафиолетовой и инфракрасной областях. Применение более высоких градационных шифров не обязательно обеспечит лучшую защиту и, напротив, проявит недостатки, описанные в примечании 3.
2 Если применение светофильтров, подобранных по таблицам, вызывает чувство дискомфорта сварщика, то следует проверить условия работы и зрение сварщика.
3 Может оказаться вредным использование светофильтров со слишком высокими градационными шифрами (слишком затемненных), так как это вынудит сварщика приблизиться к источнику излучения и вдыхать вредные дымы.
4 Для работ, проводимых на открытом воздухе при сильном естественном освещении, допускается применять защитный светофильтр на один градационный шифр выше.
Приложение Г
(справочное)
Соответствие требований настоящего стандарта
требованиям Директивы ЕС 89/686/ЕЕС (приложение II), ЕН 175 и ЕН 379
Г.1 Соответствие требований настоящего стандарта требованиям Директивы ЕС 89/686/ЕЕС (приложение II), ЕН 175 и ЕН 379 приведены в таблице Г.1.
Таблица Г.1
|
Директива ЕС 89/686/ЕЕС, (приложение II) |
Требования ЕН 175:1997 |
Требования ЕН 379:2003 |
Требования настоящего стандарта |
|
1.1.1 Эргономика |
|
Раздел 4; Приложение А |
Раздел 5; Приложение В |
|
1.1 Принципы конструирования |
Разделы 4; 5.13; 6.1; 6.2 |
|
|
|
1.1.2.2 Классы защиты соответственно различным уровням риска |
- |
4.1 |
|
|
1.2 Безвредность СИЗ |
Разделы 4; 5; 6 |
- |
Раздел 5 |
|
1.2.1 Отсутствие риска и других вредных факторов |
- |
4.1; 4.3.1; 4.3.3; 4.3.6; 4.3.7; 4.4 |
|
|
1.3 Удобство и эффективность |
6.1; 6.2; 7.3 |
- |
|
|
1.3.2 Легкость и прочность конструкции |
- |
4.1 |
|
|
1.4 Информация, представляемая изготовителем |
Раздел 10 |
Раздел 7 |
Раздел 10 |
|
2.3 СИЗ лица, глаз и дыхательных путей |
4.2; 5.2 |
- |
|
|
2.4 СИЗ, подверженные старению |
5.11; 10 |
4.1 |
|
|
2.9 СИЗ с составными частями, регулируемыми или заменяемыми пользователем |
4.6; 6.3 |
- |
|
|
2.12 СИЗ, снабженные одной или более идентификационной или опознавательной маркировкой, прямо или косвенно относящейся к безопасности и охране здоровья |
- |
Раздел 6 |
Раздел 7 |
|
3.1 Защита от механических ударов |
5.4; 5.5; 7.1 |
- |
|
|
3.3 Защита от поверхностных механических травм (ссадин, царапин, порезов, защемлений) |
5.10 |
- |
|
|
3.6 Защита от тепла и/или пламени |
4.5; 5.9; 7.2; 5.10 |
- |
|
|
3.8 Защита от электрического удара |
5.8 |
- |
|
|
3.9 Защита от излучения |
5.1; 5.3; 5.7 |
- |
|
|
3.9.1 Неионизирующее излучение |
- |
4.3.2; 4.3.4; 4.3.5 |
Г.2 Соответствие разделам настоящего стандарта дает один из способов обеспечения соответствия основополагающим требованиям затрагиваемой Директивы и взаимосвязанным правилам Европейской Ассоциации свободной торговли (ЕАСТ).
Примечание - К изделиям, попадающим в область распространения настоящего стандарта, могут применяться другие требования и другие Директивы EEC.
Приложение Д
(справочное)
Сопоставление структуры настоящего стандарта со структурами примененных в нем
европейских (региональных) стандартов
Д.1 Общие положения
Сопоставление структуры настоящего стандарта со структурами примененных в нем европейских (региональных) стандартов представлено в таблице Д.1.
Указанное в таблице изменение структуры национального стандарта относительно примененных стандартов ЕН 175 и ЕН 379 обусловлено приведением его в соответствие с требованиями ГОСТ Р 1.5.
Таблица Д.1
|
Структуры европейских стандартов |
Структура настоящего стандарта |
|
|
ЕН 175:1997 |
ЕН 379:2003 |
|
|
1 Область распространения |
1 Область распространения |
1 Область применения |
|
2 Нормативные ссылки |
2 Нормативные ссылки |
2 Нормативные ссылки |
|
3 Определения |
3 Определения |
3 Термины и определения |
|
- |
- |
4 Классификация |
|
4 Конструкция и изготовление |
- |
Учтено в 5.2 |
|
5 Требования |
4 Требования |
5 Технические требования |
|
5.1 Общие требования |
- |
5.1 Общие требования |
|
5.2 Размеры |
- |
5.2 Требования к конструкции средств защиты при сварке и применяемым материалам 5.3 Требования к полю зрения средств защиты глаз 5.6 Требования к размерам средств защиты при сварке |
|
5.3 Область защиты лицевых щитков сварщика и лицевых щитков сварщика с креплением на каске |
- |
5.4 Требования к области защиты лицевых щитков сварщика и лицевых щитков сварщика с креплением на каске |
|
- |
- |
5.5 Требования к оптическим параметрам и характеристикам очковых, покровных стекол и светофильтров средств защиты при сварке |
|
5.4 Усиленные лицевые щитки и очки сварщика |
- |
5.7 Требования к прочности средств защиты при сварке |
|
5.5 Устойчивость сварочных щитков к повреждениям при падении |
- |
5.8 Требования устойчивости сварочных щитков при падении |
|
5.6 Отражение света сварочными щитками |
- |
5.9 Требования к отражению света сварочных щитков |
|
5.7 Светонепроницаемость сварочных щитков |
- |
5.10 Требования к светонепроницаемости сварочных щитков |
|
5.8 Электрическая изоляция сварочных щитков |
- |
5.11 Требования к электрической изоляции сварочных щитков |
|
5.9 Устойчивость к возгоранию |
- |
5.12 Требования устойчивости к воспламенению |
Продолжение таблицы Д. 1
|
Структуры европейских стандартов |
Структура настоящего стандарта |
|
|
ЕН 175:1997 |
ЕН 379:2003 |
|
|
5.10 Устойчивость сварочных щитков к проникновению нагретых тел |
- |
5.13 Требования устойчивости сварочных щитков к прониканию нагретого прута |
|
5.11 Коррозионная стойкость |
- |
5.14 Требования устойчивости к коррозии |
|
5.12 Пригодность к чистке и дезинфекции |
- |
5.15 Требования к чистке и дезинфекции |
|
15.13 Масса |
- |
5.16 Требования к массе |
|
6 Наголовное крепление лицевых щитков сварщика |
- |
Учтено в 5.2 |
|
6.1 Общие положения |
- |
|
|
6.2 Регулировка |
- |
|
|
6.3 Замена |
- |
|
|
7 Требования к защитному оборудованию с особыми характеристиками |
- |
5.17 Требования к средствам защиты при сварке с особыми характеристиками |
|
7.1 Защита от быстролетящих частиц |
- |
5.17.1-5.17.2 |
|
7.2 Защита от расплавленного металла и горячих твердых тел |
- |
5.17.3 |
|
7.3 Стабильность размеров щитков сварщика после погружения в воду |
- |
5.17.4 |
|
8 Методы испытаний |
- |
6 Методы испытаний средств защиты при сварке 6.1 Общие положения |
|
8.1 Определение области защиты лицевых щитков сварщика и лицевых щитков сварщика с креплением на каске |
- |
6.2 Испытание области перекрытия средств защиты при сварке |
|
8.2 Испытание щитка сварщика падением |
- |
6.3 Испытание щитков сварщика на устойчивость при падении |
|
8.3 Проверка электрической изоляции щитков сварщика |
- |
6.4 Испытание электрической изоляции щитков сварщика |
|
8.4 Определение светонепроницаемости щитков сварщика |
- |
6.5 Испытание на светонепроницаемость щитков сварщика |
|
8.5 Испытание сварочных щитков погружением в воду |
- |
6.6 Испытание щитка сварщика погружением в воду |
|
9 Маркировка |
- |
7 Требования к маркировке 7.1 Общие требования 8 Требования к упаковке, транспортированию |
|
10 Информация для потребителя |
7 Информация, предоставляемая изготовителем |
9 Требования к информации, поставляемой изготовителем; Б.11 (приложение Б) |
Продолжение таблицы Д. 1
|
Структуры европейских стандартов |
Структура настоящего стандарта |
|
|
ЕН 175:1997 |
ЕН 379:2003 |
|
|
Приложение А (справочное) Руководство по конструированию сварочных щитков |
- |
Приложение А (справочное) Руководство по конструированию лицевых щитков сварщика |
|
- |
|
Приложение Б (обязательное) Автоматические сварочные светофильтры. Технические требования и методы испытаний Б.1 Технические требования |
|
4.1 Общие требования |
Б. 1.1 Общие требования |
|
|
4.2 Частные требования |
Б.2 Частные требования |
|
|
4.3 Дополнительные требования |
Б.3 Дополнительные требования |
|
|
- |
4.3.1 Отключение питания |
Б.3.1 Требования к отключению питания |
|
- |
4.3.2 Коэффициент пропускания |
Б.3.2 Требования к коэффициенту пропускания |
|
- |
4.3.3 Неравномерность светового коэффициента пропускания |
Б.3.3 Требования к отклонению светового коэффициента пропускания |
|
- |
4.3.4 Время переключения |
Б.3.4 Требования к времени переключения |
|
- |
4.3.5 Ручная регулировка темнового градационного шифра |
Б.3.5 Требования к ручному органу управления градационным шифром в затемненном состоянии |
|
- |
4.3.6 Светорассеяние |
Б.3.6 Требования к светорассеянию |
|
|
4.3.7 Угловая зависимость светового коэффициента пропускания (дополнительное требование) |
Б.3.7 Требования к угловой зависимости светового коэффициента пропускания |
|
- |
4.4 Спектральная чувствительность сварочных светофильтров с автоматической установкой градационных шифров |
Б.3.8 Требования к спектральной чувствительности сварочных светофильтров с автоматической установкой градационных шифров |
|
- |
5 Методы испытаний |
- |
|
- |
5.1 Испытание на отключение питания |
Б.4 Испытание на отключение питания |
|
- |
5.2 Измерение времени переключения |
Б.5 Измерение времени переключения |
|
- |
5.2.1 Испытательное оборудование |
Б.5.1 Требования к средствам измерения, испытательному и вспомогательному оборудованию |
|
- |
5.2.2 Характеристики испытательного оборудования |
Б.5.2 Требования к подготовке и проведение измерений |
|
- |
5.2.3 Проведение измерений |
Учтено в Б.5.2 |
|
- |
5.2.4 Расчет |
Б.5.3 Обработка результатов измерения |
|
- |
5.3 Установка градационных шифров сварочных светофильтров с автоматической установкой градационных шифров |
Б.6 Измерение установки градационных шифров |
Окончание таблицы Д. 1
|
Структуры европейских стандартов |
Структура настоящего стандарта |
|
|
ЕН 175:1997 |
ЕН 379:2003 |
|
|
- |
5.3.1 Испытательное оборудование |
Б.6.1 Требования к испытательному оборудованию |
|
- |
5.3.2 Измерение установки градационного шифра |
Б.6.2 Требования к проведению измерения установки градационного шифра |
|
- |
5.4 Спектральная чувствительность сварочных светофильтров с автоматической установкой градационных шифров |
Б.7 Определение спектральной чувствительности |
|
- |
5.4.1 Общие положения |
Б.7.1 Общие требования |
|
5.4.2 Метод с использованием монохроматического излучения |
Б.7.2 Метод с использованием монохроматического излучения |
|
|
- |
5.4.3 Метод с использованием отрезающих светофильтров |
Б.7.3 Метод с использованием узкополосных светофильтров |
|
- |
5.5 Угловая зависимость светового коэффициента пропускания |
Б.8 Определение угловой зависимости светового коэффициента пропускания |
|
- |
5.6 Порядок испытаний для типового контроля |
Б.9 Порядок испытаний для типового контроля автоматических сварочных светофильтров |
|
- |
6 Маркировка |
Б.10 Маркировка автоматических сварочных светофильтров |
|
- |
6.1 Общие положения |
Б.10.1 Общие требования |
|
|
6.2 Автоматические сварочные светофильтры и автоматические сварочные светофильтры с ручной установкой градационных шифров |
Б.10.2 Автоматические сварочные светофильтры и автоматические сварочные светофильтры с ручной установкой градационных шифров |
|
- |
6.3 Сварочные светофильтры с автоматической установкой градационных шифров |
Б. 10.3 Сварочные светофильтры с автоматической установкой градационных шифров |
|
- |
Приложение А (справочное) Руководство по выбору и применению |
Приложение В (справочное) Руководство по выбору и применению светофильтров для средств защиты сварщика |
|
- |
Приложение В (справочное) Погрешности измерений и интерпретация результатов |
Учтено в 6.1.2 |
|
Приложение ZA (справочное) Соотношение требований разработанного стандарта с требованиями Приложения II Директивы ЕС 89/686/ЕЕС |
Приложение ZA (справочное) Пункты настоящего Европейского стандарта, отсылающие к основополагающим требованиям или другим правилам «Директивы EEC» |
Приложение Г (справочное) Соответствие требований настоящего стандарта требованиям Директивы ЕС 89/686/ЕЕС (приложения II), ЕН 175 и ЕН 379 |
|
- |
- |
Приложение Д (справочное) Сопоставление структуры настоящего стандарта со структурами примененных в нем европейских (региональных) стандартов |
|
- |
Библиография |
Библиография |
Библиография
[1] OCT 3-1901-95 Покрытия оптических деталей. Типы, основные параметры и методы контроля
Ключевые слова: средства защиты при сварке, защитные очки, лицевые щитки, автоматические светофильтры, технические условия, маркировка, транспортирование, упаковка, хранение, методы измерений