Типовые технологические карты на производство отдельных видов работ
ТИПОВАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА
на монтаж строительных конструкций
6307030153
41153
УСИЛЕНИЕ ЖЕЛЕЗОБЕТОННЫХ БАЛОК ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫМИ ТЯЖАМИ
Москва-1990
Содержание
|
2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ 3. ТРЕБОВАНИЯ К КАЧЕСТВУ И ПРИЕМКЕ РАБОТ 4. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ НА ОДНО УСИЛЕНИЕ |
|
РАЗРАБОТАНА ГПКИ "Тульский Промстройпроект" Минсеввзапстроя РСФСР Главный инженер института М.М. Пантелеев Начальник отдела В.Н. Краюшкин Главный инженер проекта С.Г. Егоров |
|
СОГЛАСОВАНО Управление механизации и
технологии Письмо от 13.02.90 г. № 12-38 Введена в действие с 1.03.1990 г. |
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Данная типовая технологическая карта разработана на процесс усиления железобетонных балок и ригелей установкой металлических предварительно напряженных тяжей.
1.2. Карта рекомендована для применения при реконструкции и ремонте многоэтажных промышленных и прочих зданий с железобетонным каркасом.
1.3. При привязке технологической карты к реальным объектам и условиям производства работ необходимо выполнить пересчет объемов работ, калькуляций затрат труда и заработной платы, графиков производства работ, материально-технических и конечных технико-экономических факторов на основании фасетного классификатора факторов.
2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
2.1. До начала производства работ по усилению конструкций, в зависимости от конкретных условий необходимо:
проанализировать влияние стесненности фронта работ от технологического оборудования на условия производства работ;
увязать график выполнения работ с технологическим режимом действующего производства;
выполнить необходимое разгружение конструкций;
произвести необходимый демонтаж оборудования и инженерных сетей или их вынос;
осуществить комплекс дополнительных мероприятий по обеспечению безопасного выполнения работ в условиях действующего производства и по защите технологического оборудования, инженерных сетей, материалов и готовой продукции от возможного повреждения или загрязнения в ходе проведения работ.
2.2. Проектные решения усиления конструкций предварительно
напряженными тяжами можно представить следующей конструктивной схемой (рис.1).
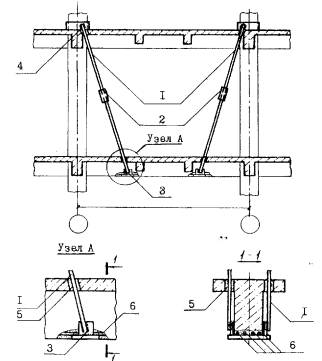
Рис. 1
1 - тяжи; 2 - стяжная муфта; 3 - нижний опорный узел; 4 - верхний опорный узел;
5 - заделка отверстий; 6 - существующая арматура
Тяжи, как правило, изготавливают из двух кусков круглой стали. Напряжения в тяжах создают с помощью стяжных муфт. Для этого на смежных концах частей тяжа и в муфте нарезают соответственно правую и левую резьбу. При вращении муфты происходит стягивание частей тяжа, что и приводит к появлению в нем предварительного напряжения.
Анкерные узлы представляют собой хомуты, схватывающие опорные (колонны) и усиливаемые (ригели) конструкции. Соединение тяжей с анкерами может быть выполнено сварным или болтовым.
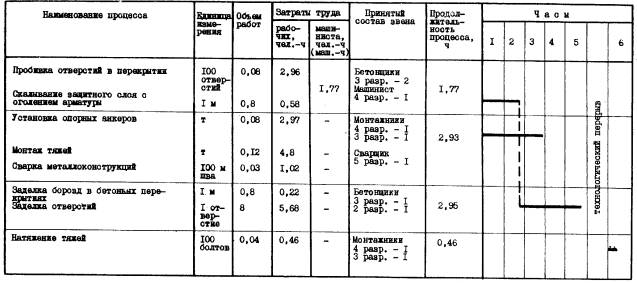
Настоящей картой принята следующая технологическая последовательность производства работ:
пробивка (сверление) отверстий для пропуска тяжей;
пробивка штраб в ригелях;
монтаж опорных анкеров;
монтаж тяжей;
закрепление тяжей;
натяжение тяжей с помощью стяжных муфт; заделка отверстий и штраб.
Выполнение отверстий для пропуска тяжей рекомендовано производить электроперфораторами или отбойными молотками. Штрабы на нижней поверхности ригелей с оголением арматуры пробивают с помощью отбойных молотков или бетоноломов, а при небольших объемах работ - вручную.
Монтируют опорные анкеры на ригели с лесов или передвижных подмостей, а обоймы на колоннах - с нижележащего перекрытия. Анкеры крепят сваркой к оголенной арматуре ригеля. Тяжи в собранном виде заводят в отверстия в перекрытии и крепят к анкерным узлам сверху и снизу. После этого производят натяжение тяжей с помощью стяжных муфт. Отверстия и борозды заделывают цементным раствором.
Схема монтажа усиливающих конструкций дана на рис. 2.
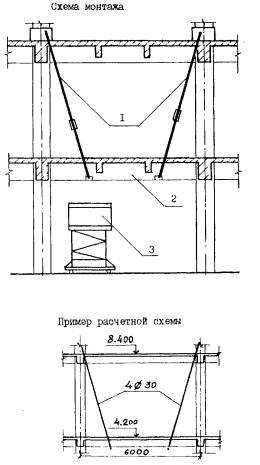
Рис. 2
1 - тяжи; 2 - усиливаемая балка; 3 - катучие подмости
3. ТРЕБОВАНИЯ К КАЧЕСТВУ И ПРИЕМКЕ РАБОТ
Таблица 1
|
Наименование процессов, подлежащих контролю |
Предмет контроля |
Инструмент и способ контроля |
Время контроля |
Ответственный контролер |
Технические критерии оценки качества |
|
Обработка мест установки опорных анкеров |
Очистка опорных поверхностей, удаление защитного слоя бетона |
Визуально |
До установки |
Мастер, прораб |
Отсутствие на бетонной поверхности неровностей и наплывов бетона, тщательность очистки арматуры |
|
Разметка отверстий |
Соответствие разбивки проектным размерам |
Стальной метр, инструментально |
До пробивки отверстий |
Мастер, прораб |
Отклонение от проектных размеров ±5 мм |
|
Установка обойм и опорных анкеров |
Правильность установки опорных анкеров относительно проектных размеров |
Стальной метр, инструментально |
До монтажа тяжей |
Мастер, прораб |
Отклонения от проектных размеров ±5 мм |
|
Монтаж тяжей |
Правильность установки тяжей относительно проектных размеров |
Стальной метр |
До натяжения тяж ей |
Мастер, прораб |
Отклонение угла наклона оси тяжа к горизонту от проектного 1° |
|
Качество сварных швов |
Высота шва, провар металла |
Визуально, инструментально, стальной метр |
Перед натяжением тяжа |
Мастер, прораб |
Приемка по ГОСТ 10922-75 и ГОСТ 6996-66* |
|
Предварительное натяжение тяжей |
Контроль усилия в тяжах |
Инструментально, динамометрический ключ, аналитически |
В процессе натяжения |
Мастер, прораб, бригадир |
100%-ный контроль, момент закручивания муфт должен не превышать расчетный более чем на 20% |
|
Заделка отверстий и борозд |
Качество раствора, тщательность заполнения пустот |
Визуально, инструментально |
В процессе работы |
Мастер, лаборатория |
Приемка согласно СНиП 3.03.01-87, раздел 2 |