СТАНДАРТ ОРГАНИЗАЦИИ |
ТРУБОПРОВОДЫ ПАРА И ГОРЯЧЕЙ ВОДЫ ТЕПЛОВЫХ СТАНЦИЙ
Общие технические требования к изготовлению
СТО ЦКТИ 10.003-2007
Санкт-Петербург
2007 г.
Предисловие
Сведения о стандарте
1 РАЗРАБОТАН:
открытым акционерном обществом «Научно-производственное объединение по исследованию и проектированию энергетического оборудования им. И.И. Ползунова» (ОАО «НПО ЦКТИ»), с участием:
открытого акционерного общества ОАО ТКЗ «Красный котельщик»,
открытого акционерного общества «Машиностроительный завод «ЗИО-ПОДОЛЬСК» (ОАО «Зио-Подольск») и ОАО «Инжиниринговая компания «ЗИОМАР»,
производственного комплекса «Сибэнергомаш» открытого акционерного общества «ЭНЕРГОМАШКОРПОРАЦИЯ»,
общества с ограниченной ответственностью «Энергомаш (Белгород)».
Рабочая группа:
Ю.К. Петреня, А.В. Судаков, С.Н. Гаврилов, П.В. Белов, М.Л. Табакман (ОАО «НПО ЦКТИ»)
П.В. Кононов, С.Н. Рахлин, И.В. Семенова (Ростехнадзор)
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Приказом генерального директора ОАО «НПО ЦКТИ» от 30.07.2007г. №262
3 ВЗАМЕН ОСТ 24.125.60-89, ОСТ 108.940.02-82, ОСТ 108.320.102-78, ОСТ 108.320.103-78.
4 СОГЛАСОВАН с Федеральной службой по экологическому, технологическому и атомному надзору (Ростехнадзором) № 10-51/2106/4 от 16.07.2007г.
СОДЕРЖАНИЕ
СТАНДАРТ ОРГАНИЗАЦИИ
ТРУБОПРОВОДЫ ПАРА И ГОРЯЧЕЙ ВОДЫОбщие технические требования к изготовлению |
Дата введения 2009-09-01
(Измененная редакция. Изм. № 1)
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Настоящий стандарт организации распространяется на детали и сборочные единицы трубопроводов пара и горячей воды тепловых станций и иных энергетических установок согласно ПБ 10-573 и устанавливает:
- основные требования к изготовлению деталей, сборочных единиц и блоков трубопроводов, транспортирующих водяной пар с рабочим давлением более 0,07 МПа или горячую воду с температурой свыше 115 °С;
- оценку качества изготовления трубопроводов по результатам неразрушающего и разрушающего контроля.
1.2. Настоящий стандарт рекомендуется для всех организаций и индивидуальных предпринимателей, независимо от форм собственности и организационно-правовой формы, проектирующих и изготавливающих трубопроводы пара и горячей воды, а также для ремонтных организаций.
1.3. Трубопроводы и их элементы должны изготавливаться на предприятиях, которые располагают техническими средствами, обеспечивающими их качественное изготовление в полном соответствии с требованиями ПБ 10-573 и настоящего стандарта.
При изготовлении должна применяться система контроля качества по ИСО 9000, обеспечивающая выполнение работ в соответствии с требованиями ПБ 10-573 и настоящего стандарта.
2. НОРМАТИВНЫЕ ССЫЛКИ
2.1. В настоящем стандарте использованы ссылки на следующие стандарты и нормативные документы:
ГОСТ 2.101-68. ЕСКД. Виды изделий.
ГОСТ 2.102-68. ЕСКД. Виды и комплектность конструкторских документов.
ГОСТ 8.051-81. ГСИ. Погрешности, допускаемые при измерении линейных размеров до 500 мм.
ГОСТ 8.586.1-2005 (ИСО 5167-1:2003). Государственная система обеспечения единства измерений. Измерение расхода и количества жидкостей и газов с помощью стандартных сужающих устройств. Часть 1. Принцип метода измерений и общие требования.
ГОСТ 8.586.2-2005 (ИСО 5167-2:2003). Государственная система обеспечения единства измерений. Измерение расхода и количества жидкостей и газов с помощью стандартных сужающих устройств. Часть 2. Диафрагмы. Технические требования.
ГОСТ 8.586.3-2005 (ИСО 5167-3:2003). Государственная система обеспечения единства измерений. Измерение расхода и количества жидкостей и газов с помощью стандартных сужающих устройств. Часть 3. Сопла и сопла Вентури. Технические требования.
ГОСТ 9.104-79. ЕСЗКС. Покрытия лакокрасочные. Группы условий эксплуатации.
ГОСТ 380-2005. Сталь углеродистая обыкновенного качества. Марки.
ГОСТ 1050-88. Прокат сортовой, калиброванный со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия.
ГОСТ 1497-84. Металлы. Методы испытания на растяжение.
ГОСТ 1759.0-87. Болты, винты, шпильки и гайки. Технические условия.
ГОСТ Р 52628-2006. Гайки. Механические свойства и методы испытаний.
ГОСТ 1778-70. Сталь. Металлографические методы определения неметаллических включений.
ГОСТ 2246-70. Проволока стальная сварочная. Технические условия.
ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики.
ГОСТ 2999-75. Металлы и сплавы. Метод измерения твердости по Виккерсу.
ГОСТ 3728-78. Трубы. Метод испытания на изгиб.
ГОСТ 3845-75. Трубы металлические. Метод испытания гидравлическим давлением.
ГОСТ 4543-71. Прокат из легированной конструкционной стали. Технические условия.
ГОСТ 5264-80. Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 5520-79. Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением. Технические условия.
ГОСТ 5639-82. Стали и сплавы. Методы выявления и определения величины зерна.
ГОСТ 5640-68. Сталь. Металлографический метод оценки микроструктуры листов и ленты.
ГОСТ 6032-2003. Стали и сплавы коррозионно-стойкие. Методы испытания на стойкость к межкристаллитной коррозии.
ГОСТ 6507-90. Микрометры. Технические условия.
ГОСТ 6996-66. Сварные соединения. Методы определения механических свойств
ГОСТ 7512-82. Контроль неразрушающий. Соединения сварные. Радиографический метод.
ГОСТ 7564-97. Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний.
ГОСТ 8479-70. Поковки из конструкционной углеродистой и легированной стали. Общие технические условия.
ГОСТ 8694-75. Трубы. Метод испытания на раздачу.
ГОСТ 8695-75. Трубы. Метод испытания на сплющивание.
ГОСТ 8731-74. Трубы стальные бесшовные горячедеформированные. Технические требования.
ГОСТ 8733-74. Трубы стальные бесшовные холоднодеформированные и теплодеформированные. Технические требования.
ГОСТ 9012-59. Металлы. Метод измерения твердости по Бринеллю.
ГОСТ 9087-81. Флюсы сварочные плавленые. Технические условия.
ГОСТ 9244-75. Нутромеры с ценой деления 0,001 и 0,002 мм. Технические условия.
ГОСТ 9454-78. Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах.
ГОСТ 9466-75. Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия.
ГОСТ 9467-75. Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы.
ГОСТ 9651-84. Металлы. Метод испытаний на растяжение при повышенных температурах.
ГОСТ 10006-80. Трубы металлические. Метод испытания на растяжение.
ГОСТ 10145-81. Металлы. Методы испытания на длительную прочность.
ГОСТ 10157-79. Аргон газообразный и жидкий. Технические условия.
ГОСТ 10243-75. Сталь. Метод испытаний и оценки макроструктуры.
ГОСТ 10705-80. Трубы стальные электросварные. Технические условия.
ГОСТ 10706-76. Трубы стальные электросварные прямошовные. Технические требования.
ГОСТ 11706-78. Трубы. Метод испытания на раздачу кольца конусом.
ГОСТ 12344-2003. Стали легированные и высоколегированные. Методы определения углерода.
ГОСТ 12816-80. Фланцы арматуры соединительных частей и трубопроводов на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс/см2). Общие технические требования.
ГОСТ 12820-80. Фланцы стальные плоские приварные на Ру от 0,1 до 2,5 МПа (от 1 до 25 кгс/см2). Конструкция и размеры.
ГОСТ 12821-80. Фланцы стальные приварные встык на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс/см2). Конструкция и размеры.
ГОСТ 14019-2003. Материалы металлические. Метод испытания на изгиб.
ГОСТ 14192-96. Маркировка грузов.
ГОСТ 14782-86. Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
ГОСТ 15150-69. Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды.
ГОСТ 17410-78. Контроль неразрушающий. Трубы металлические бесшовные цилиндрические. Методы ультразвуковой дефектоскопии.
ГОСТ 18442-80. Контроль неразрушающий. Капиллярные методы. Общие требования.
ГОСТ 19040-81. Трубы металлические. Метод испытания на растяжение при повышенных температурах.
ГОСТ 19281-89. Прокат из стали повышенной прочности. Общие технические условия.
ГОСТ 20072-74. Сталь теплоустойчивая. Технические условия.
ГОСТ 20295-85. Трубы стальные сварные для магистральных газонефтепроводов. Технические условия.
ГОСТ 20700-75. Болты, шпильки, гайки и шайбы для фланцевых и анкерных соединений, пробки и хомуты с температурой среды от 0 до 650°С. Технические условия.
ГОСТ 21105-87. Контроль неразрушающий. Магнитопорошковый метод.
ГОСТ 22727-88. Прокат листовой. Методы ультразвукового контроля.
ГОСТ 22761-77. Металлы и сплавы. Метод измерения твердости по Бринеллю переносными твердомерами статического действия.
ГОСТ 23055-78. Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля.
ГОСТ 24297-87. Входной контроль продукции. Основные положения.
ГОСТ 24851-81. Калибры гладкие для цилиндрических отверстий и валов. Виды.
ГОСТ 28269-89. Котлы паровые стационарные большой мощности. Общие технические требования.
ГОСТ Р ИСО 10543-99. Трубы стальные напорные бесшовные и сварные горячетянутые. Метод ультразвуковой толщинометрии.
ГОСТ Р ИСО 10332-99. Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля сплошности.
ОСТ 108.004.101-80. Контроль неразрушающий. Люминесцентный, цветной или люминесцено-цветной. Методы. Основные положения.
ОСТ 108.885.01-83. Трубы для энергетического оборудования. Методика ультразвукового контроля.
ОСТ 108.030.113-87. Поковки из углеродистой и легированной стали для оборудования и трубопроводов тепловых и атомных станций. Технические условия.
ОСТ 24.948.02-91. Флюсы сварочные плавленые для энергомашиностроения. Технические условия.
ОСТ 14-82-82. Отраслевая система управления качеством продукции черной металлургии и ведомственный контроль качества продукции. Трубы стальные бесшовные катанные. Дефекты поверхности. Термины и определения.
РД 03-606-03. Инструкция по визуальному и измерительному контролю.
РД 03-613-03. Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов.
РД 03-614-03. Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов.
РД 03-615-03. Порядок применения сварочных технологий при изготовлении, монтажа, ремонте и реконструкции технических устройств для опасных производственных объектов.
РД 10-249-98. Нормы расчета на прочность стационарных котлов и трубопроводов пара и горячей воды.
РД 10-400-01. Нормы расчета на прочность трубопроводов тепловых сетей.
РД 10-577-03. Типовая инструкция по контролю металла и продлению срока службы основных элементов котлов, турбин и трубопроводов тепловых электростанций.
РД 24.982.101-89. Временная противокоррозионная защита изделий котлостроения. Покрытия лакокрасочные консервационные. Технические требования.
РД 34.17.302-97 (ОП № 501 ЦД-97). Котлы паровые и водогрейные. Трубопроводы пара и горячей воды, сосуды. Сварные соединения. Контроль качества. Ультразвуковой контроль. Основные положения.
РД 50-98-86. Методические указания. Выбор универсальных средств измерений линейных размеров до 500 мм (по применению ГОСТ 8.051-81).
РД 153-34.1-17.461-00. Методические указания по капиллярному методу контроля сварных соединений, наплавок и основного металла при изготовлении, монтаже, эксплуатации и ремонте оборудования и трубопроводов ТЭС.
РД 153-34.1-003-2001 (РТМ-1с). Сварка, термообработка и контроль трубных систем и трубопроводов при монтаже и ремонте энергетического оборудования.
РД 2730.940.102-92. Котлы паровые и водогрейные, трубопроводы пара и горячей воды. Сварные соединения. Общие требования.
РД 2730.940.103-92. Котлы паровые и водогрейные, трубопроводы пара и горячей воды. Сварные соединения. Контроль качества.
РТМ 108.004.56-80. Выбор и назначение средств измерений линейных размеров и отклонений от прямолинейности и плоскостности.
ТУ 3-923-75. Трубы котельные бесшовные механически обработанные из конструкционной марки стали. Технические условия.
ТУ 14-1-1263-75. Заготовка трубная из теплоустойчивой стали марки 12МХ Технические условия.
ТУ 14-1-1529-93. Заготовка трубная катаная и кованая для котельных труб. Технические условия.
ТУ 14-1-1787-76. Заготовка трубная катаная и кованая для котельных труб повышенного качества. Технические условия.
ТУ 14-1-1921-76. Сталь листовая низколегированная для прямошовных магистральных газонефтепроводных труб диаметром 530-820 мм. Технические условия.
ТУ 14-1-1950-89. Сталь листовая низколегированная для прямошовных газонефтепроводных труб диаметром 1020, 1220 и 1420 мм. Технические условия.
ТУ 14-1-2471-78. Сталь рулонная горячекатаная марки 20. Технические условия.
ТУ 14-1-2610-79. Листовая горячекатаная сталь для производства спиральношовных труб. Технические условия.
ТУ 14-1-2560-78. Заготовка трубная кованая для котельных труб. Технические условия.
ТУ 14-1-3987-85. Прокат сортовой стали марок 20 и 12Х1МФ. Технические условия.
ТУ 14-1-4636-89. Прокат рулонный горячекатаный низколегированный и углеродистый. Технические условия.
ТУ 14-ЗР-55-2001. Трубы стальные бесшовные для паровых котлов и трубопроводов. Технические условия.
ТУ 14-3-190-2004. Трубы стальные бесшовные для котельных установок и трубопроводов. Технические условия.
ТУ 14-3-620-92. Трубы стальные электросварные прямошовные диаметром 1020 мм. Технические условия.
ТУ 14-3-610-77. Трубы бесшовные из легированной стали для судостроения. Технические условия.
ТУ 14-3-796-79. Трубы бесшовные холоднодеформированные для паровых котлов и трубопроводов из коррозионностойкой стали. Технические условия.
ТУ 14-3-954-2001. Трубы стальные электросварные спиральношовные диаметром 530-1420 мм для трубопроводов тепловых сетей. Технические условия.
ТУ 14-3-1138-82. Трубы стальные электросварные прямошовные диаметром 1020 и 1220 мм для газонефтепроводов. Технические условия.
ТУ 14-3-1412-86. Трубы бесшовные тепло- и холоднодеформированные из стали марки 10Х9МФБ-Ш. Технические условия.
ТУ 14-3-1892-79. Трубы бесшовные горячедеформированные из стали марки 10Х9МФБ (ДИ82). Технические условия.
ТУ 14-3-1952-94. Трубы стальные бесшовные для паровых котлов и трубопроводов из стали марки 12Х1МФ-ПВ производства Оскольского электрометаллургического комбината (ОЭМК). Технические условия.
ТУ 14-134-319-93. Заготовка трубная из коррозионностойкой стали марки 10Х9МФБ-Ш. Технические условия.
ТУ 108-874-95. Трубы центробежнолитые из сталей 15ГС и 15Х1М1Ф. Технические условия.
ТУ 108.1025-89. Листы из стали марок 22К, 22К-ВД и 22К-Ш. Технические условия.
ТУ 108.1267-84. Заготовки труб из стали марок 15Х1МФ и 15ГС. Технические условия.
ТУ 108.1268-81. Листы из стали марки 15ГС. Технические условия.
ПБ 10-573-03. Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды.
ПБ-03-273-99. Правила аттестации сварщиков и специалистов сварочного производства.
ПБ 03-440-02. Правила аттестации персонала в области неразрушающего контроля.
Сборник стандартов «Детали и сборочные единицы из углеродистых и кремнемарганцовистых сталей трубопроводов тепловых станций с абсолютным давлением ру > 4,0 МПа и расчетным ресурсом 200000 ч».
Сборник стандартов «Детали и сборочные единицы из хромомолибденованадиевых сталей трубопроводов тепловых станций с абсолютным давлением ру > 4,0 МПа и расчетным ресурсом 200000 ч».
РД-13-06-2006. "Методические рекомендации о порядке проведения капиллярного контроля технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах.
РД-13-05-2006. Методические рекомендации о порядке проведения магнитопорошкового контроля технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах.
ГОСТ 24507-80. Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии
И № 23 СД-80. Инструкция по дефектоскопии гибов трубопроводов из перлитной стали
СДОС-01-2008. Методические рекомендации о порядке проведения радиационного контроля технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах
РД-13-03-2006 Методические рекомендации о порядке проведения вихретокового контроля технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах.
ОСТ 108.885.01-96 (РД 2728.001.02-96). Трубы для энергетического оборудования. Методика ультразвукового контроля
ТУ 108.11.888-87 Листы из стали марки 15Х1М1Ф. Технические условия
ТУ 1310-030-00212179-2007. Трубы бесшовные горячедеформированные механически обработанные из углеродистой и легированных марок стали для трубопроводов ТЭС и АЭС. Технические условия.
(Измененная редакция. Изм. № 1)
3. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ, СОКРАЩЕНИЯ, УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
3.1. В настоящем стандарте применяют следующие термины с соответствующими определениями:
3.1.1 опасный производственный объект: согласно Федеральному закону № 116;
3.1.2 предприятие - владелец оборудования: Предприятие, на балансе которого находится оборудование, руководство которого несет юридическую, административную и уголовную ответственность за безопасную его эксплуатацию;
3.1.3 предприятие-изготовитель: Организация, имеющая разрешение Ростехнадзора на проведение проектно-конструкторских работ по созданию, ремонту и реконструкции трубопроводов, а также на изготовление, монтаж, ремонт, реконструкцию трубопроводов и их наладку;
3.1.4 расчетный срок службы: Срок службы в календарных годах со дня ввода трубопровода в эксплуатацию, по истечении которого следует провести экспертное обследование технического состояния основных деталей трубопровода, работающего под давлением, с целью определения допустимости, параметров и условий дальнейшего эксплуатации или необходимости его демонтажа;
3.1.5 расчетный ресурс эксплуатации: Продолжительность эксплуатации трубопровода в часах, в течение которой предприятие-изготовитель гарантирует надежность его работы при условии соблюдения заданных параметров и режима эксплуатации, указанных в инструкции предприятия-изготовителя;
3.1.6 расчетное давление: Максимальное избыточное давление в расчетной детали трубопровода, на которое производится расчет на прочность при обосновании основных размеров, обеспечивающих надежную эксплуатацию в течение расчетного ресурса;
3.1.7 разрешенное давление: Максимально допустимое избыточное давление в трубопроводе или его фасонной детали, установленное по результатам технического освидетельствования или контрольного расчета на прочность;
3.1.8 пробное давление: Избыточное давление, при котором должно производиться гидравлическое испытание трубопровода или его фасонной части (детали) на прочность и плотность;
3.1.9 расчетная температура стенки: Температура металла детали, по которой выбирается величина допускаемого напряжения при расчете толщины стенки;
3.1.10 условный проход, Dy: Параметр, принимаемый для трубопроводных систем в качестве характеристики присоединенных частей. Параметр Dy не имеет единицы измерения и приблизительно равен внутреннему диаметру присоединяемого трубопровода, выраженному в мм, округленному до ближайшей величины из стандартного ряда;
3.1.11 трубопроводы в пределах котла: ПБ 10-573-03 (приложение 1);
3.1.12 комплекс: Трубопровод, состоящий из деталей и сборочных единиц, не соединенных между собой на предприятии-изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций. Состав комплекса устанавливается спецификацией монтажного чертежа или монтажной схемы трубопровода;
3.1.13. сборочные единицы: Сварные отводы, патрубки, штуцеры, переходы и компенсаторы штампосварные, тройники сварные и штампосварные, вварные сужающие устройства (ВСУ) и изделия, состоящие из деталей и сборочных единиц (далее по тексту стандарта - трубопроводные блоки), которые подлежат соединению между собой на предприятии-изготовителе с помощью сварки.
3.1.14 детали: Трубы прямые и гнутые, отводы крутоизогнутые, тройники и коллекторы с вытянутыми горловинами, диафрагмы, сопла и патрубки измерительных устройств, дросселирующие устройства, ограничители течи, выпуклые и плоские днища, заглушки, конические переходные участки, бобышки, штуцеры, фланцы, шпильки (болты), гайки и другие изделия, изготовленные из цельных заготовок без применения сборочных операций; эти же изделия с антикоррозионной наплавкой и наплавкой кромок под сварку, а также сваренные из одного куска листового материала (цилиндрические обечайки, конические переходы и др.).
3.1.15 сопло ИСА 1932: Сужающее устройство с круглым отверстием, имеющее на входе плавно сужающийся участок с профилем, образованным двумя сопрягающимися дугами, переходящими в цилиндрический участок на выходе, называемый «горловиной»;
3.1.16 диафрагма: Диск с круглым отверстием, имеющий острую прямоугольную ходную кромку;
3.1.17 полуфабрикат: Предмет труда, подлежащий дальнейшей обработке на предприятиях-потребителях;
3.1.18 изделие: Единица промышленной продукции, количество которой может исчисляться в штуках или экземплярах;
3.1.19 фасонная часть: Деталь или сборочная единица трубопровода или трубной системы, обеспечивающая изменение направления, слияние или деление, расширение или сужение потока рабочей среды;
3.1.20 тройник: Фасонная деталь или сборочная единица, обеспечивающая слияние или деление потока рабочей среды,
3.1.21 переход: Фасонная деталь, обеспечивающая расширение или сужение потока рабочей среды;
3.1.22 штампованный переход: Переход, изготовленный из листа штамповкой без применения сварки;
3.1.23 штуцер: Деталь, предназначенная для присоединения к трубопроводу, трубе арматуры, труб контрольно-измерительных приборов и др.;
3.1.24 мелкий штуцер: Штуцер, наружный диаметр которого менее 51 мм;
3.1.25 элемент трубопровода (трубный элемент): Сборочная единица трубопровода, предназначенная для выполнения одной из основных функций трубопровода (например, прямолинейный участок, отвод, тройник, конусный переход, фланец и др.);
(Измененная редакция. Изм. № 1)
3.1.26 колено (отвод): Фасонная часть, обеспечивающая изменение направления потока рабочей среды на угол от 15 до 180°;
3.1.27 штампованное колено (отвод): Колено, изготовленное из трубы штамповкой без применения сварки;
(Измененная редакция. Изм. № 1)
3.1.28 штампосварное колено (отвод): Колено, изготовленное из труб или листа с использованием штамповки и сварки;
(Измененная редакция. Изм. № 1)
3.1.29 кованое колено (отвод): Колено, изготовленное из поковки с последующей механической обработкой;
(Измененная редакция. Изм. № 1)
3.1.30 секторное колено (отвод): Колено, изготовленное из сваренных между собой секторов, выполненных из листа, бесшовных или сварных труб;
(Измененная редакция. Изм. № 1)
3.1.31 гиб: Криволинейный участок гнутого отвода;
(Измененная редакция. Изм. № 1)
3.1.32 радиус гиба: Номинальный радиус гиба по нейтральной оси трубы;
3.1.33 стыковое сварное соединение: Сварное соединение, в котором свариваемые элементы примыкают друг к другу торцевыми поверхностями, включающее в себя сварной шов и зону термического влияния;
3.1.34 сварной шов: Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла.
3.1.35 обжатый переход: Переход, изготовленный из бесшовной трубы штамповкой, обжатием, раздачей, обкаткой (редуцированием) без применения сварки.
(Введен дополнительно. Изм. № 1)
3.1.36 отвод гнутый: Отвод, изготовленный на специальном оборудовании или приспособлении.
(Введен дополнительно. Изм. № 1)
3.1.37 образец-свидетель: Образец, используемый для определения состояния материала в процессе изготовления или эксплуатации изделия, изготовленный из того же материала и по той же технологии, что и изделие.
(Введен дополнительно. Изм. № 1)
3.2. В настоящем стандарте применены следующие сокращения:
СУ - сужающее устройство;
ВСУ - вварное сужающее устройство;
ИТ - измерительный трубопровод;
ВТД - вихретоковый контроль;
ВИК - визуальный и измерительный контроль;
РК - радиографический контроль;
УК - ультразвуковой контроль;
МК - магнитопорошковый контроль;
ПВК - контроль проникающими веществами (капиллярный контроль);
ТВ - измерение твердости;
ОТК - отдел технического контроля;
ТУ - технические условия;
НД - нормативная документация;
ПТД - производственно-технологическая документация;
ПКД - проектно-конструкторская документация;
ППР - проект производства монтажных и ремонтных работ.
3.3. В тексте стандарта приняты следующие обозначения, представленные в таблице 3.1.
Таблица 3.1
|
Символ |
Название |
Единица измерения |
|
p |
Рабочее давление |
МПа |
|
Ph |
Пробное давление при гидравлическом испытании |
МПа |
|
Da |
Наружный диаметр трубы |
мм |
|
D |
Внутренний диаметр трубы |
ММ |
|
Da max |
Наибольший наружный диаметр, измеренный в одном сечении |
мм |
|
Da min |
Наименьший наружный диаметр, измеренный в одном сечении |
мм |
|
s |
Номинальная толщина стенки трубы |
мм |
|
a |
Относительная овальность |
% |
|
R |
Радиус поворота отвода трубы по нейтральной оси гнутого участка |
мм |
|
SR |
Расчетная толщина стенки трубы |
мм |
4. ОБЩИЕ ТРЕБОВАНИЯ
4.1 Изготовление деталей и сборочных единиц трубопроводов производится по чертежам, разработанным на основании стандартов организации, входящих в сборники на детали и сборочные единицы трубопроводов тепловых станций или по чертежам разработчика проекта трубопровода или предприятия-изготовителя деталей и сборочных единиц, отсутствующих в сборниках стандартов.
(Новая редакция. Изм. № 1)
4.2. Принятые конструктивные исполнения и основные размеры деталей и сборочных единиц должны быть подтверждены расчетами на прочность по РД 10-249.
Поверочный расчет на компенсацию температурных расширений должен быть выполнен организацией, разработавшей проектную документацию в соответствии с требованиями РД 10-249 по программам, аттестованным Ростехнадзором.
(Измененная редакция. Изм. № 1)
4.3. Ответственность за правильность конструкции, за расчет на прочность и выбор материалов, а также за соответствие требованиям настоящего стандарта и требованиям ПБ 10-573 несет организация, разработавшая проектную трубопровода.
Ответственность за соблюдение требований настоящего стандарта при изготовлении деталей и сборочных единиц, монтаже и эксплуатации комплексов (трубопроводов) несут организации и предприятия, выполняющие соответствующие работы.
(Измененная редакция. Изм. № 1)
4.4. Проектная и конструкторская документация на детали, сборочные единицы трубопроводов и трубопроводы в целом должна удовлетворять требованиям настоящего стандарта.
4.5. На общем виде трассировки трубопровода, выполненного в аксонометрии, должны быть указаны:
- наименование трубопровода по назначению;
- категория и группа трубопровода (см. рисунок 4.1);
- расчетное давление и температура;
- давление гидроиспытания;
- сведения об арматуре, необходимые для заполнения свидетельств об изготовлении и монтаже трубопроводов;
- основные и сварочные материалы, сведения о методах, объемах контроля и нормах оценки качества сварных соединений.
На основании данных расчетов на прочность специализированная организация устанавливает расчетный срок службы для трубопроводов всех категорий, а также расчетный ресурс для трубопроводов 1 и II категорий (при условии, что число их пусков их холодного состояния за расчетный срок службы не превысит 3000). Для всех остальных трубопроводов должно быть установлено расчетное число пусков из холодного состояния.

Рисунок 4.1
Для объектов, сооружаемых в районах с холодным климатом, дополнительно должны быть указаны предельные значения отрицательных температур, при которых допускается проведение погрузо-разгрузочных работ и монтажа, а также оговорены условия хранения (см. подраздел 19.3 настоящего стандарта)
4.6. Все положения принятой технологии изготовления должны быть отражены в технологических процессах, регламентирующих содержание и порядок выполнения всех технологических и контрольных операций.
4.7. Максимально допустимое перемещение линзового компенсатора указывается в проектной документации на трубопроводы или в рабочих чертежах.
4.8. Установленные настоящим стандартом технические требования по выбору материалов, изготовлению и термической обработке, а также методы контроля и нормы оценки качества деталей, сборочных единиц и блоков при эксплуатации в составе трубопроводов должны обеспечивать назначенный ресурс, согласованный с заказчиком.
4.9. Монтажные чертежи и схемы должны предусматривать уклоны не менее 0,004 от длины горизонтальных участков трубопроводов в сторону организованного дренажа с учетом установленных стандартом отклонений от номинальных размеров деталей, сборочных единиц и блоков.
Трассировка должна исключать возможность образования водяных застойных участков.
4.10. Изготовление деталей и сборочных единиц опор и подвесок трубопроводов должно производиться с соблюдением технических требований.
Требования к конструкции опор и подвесок и их элементам, материалам для их изготовления, методам контроля качества их изготовления представлены в сборниках стандартов отрасли (Опоры и подвески станционных и турбинных трубопроводов тепловых станций).
4.11. Арматура в зависимости от рабочих параметров среды должна выбираться в соответствии с нормативной и проектной документацией.
Арматура на Ру 6,3 МПа и выше должна присоединяться к трубопроводу посредством сварки. Арматура на Ру < 6,3 МПа может присоединяться к трубопроводу как посредством сварки, так и на фланцах.
4.12. Детали, сборочные единицы и блоки перед монтажом должны быть подвергнуты входному контролю на соответствие требованиям проектной документации на трубопроводы.
Количество изделий, подвергаемых входному контролю, устанавливается заказчиком, при этом методы контроля и нормы оценки качества должны соответствовать проектной документации, чертежам изделий и настоящему стандарту.
4.13. При поставке на экспорт комплектов деталей, сборочных единиц и трубопроводных блоков особые требования, обусловленные контрактными обязательствами, должны быть указаны разработчиком проекта трубопровода в проектной документации и согласованы с предприятием-изготовителем до размещения заказа на изготовление.
4.14 В приложении А представлен рекомендуемый сортамент на трубы бесшовные из углеродистых и кремнемарганцовистых сталей для трубопроводов тепловых станций. В приложении Б представлен рекомендуемый сортамент на трубы бесшовные из хромомолибденованадиевых сталей для паропроводов тепловых станций.
4.15. Форма и размеры заготовок, припуски и напуски для отбора образцов и последующей обработки, удаляемые и остающиеся штампованные уклоны устанавливаются технологическим процессом предприятия-изготовителя.
(Введен дополнитедьно. Изм. № 1)
4.16. Шероховатость и качество наружной и внутренней поверхностей деталей должны соответствовать требованиям ПКД на детали и сборочные единицы. На поверхности деталей, изготавливаемых методом горячего деформирования, допускаются без удаления: шероховатость от выпавшей окалины, рябизна, отпечатки от штамповочного и гибочного инструмента, риски и царапины без острых углов.
Подлежат удалению пологой зачисткой: поверхностные неровности с острыми углами, грубая рябизна, вкатанная окалина, глубокие риски и царапины, при этом толщина стенки не должна выходить за пределы минимально допустимых значений.
На поверхностях, не подлежащих механической обработке, допускаются дефекты глубиной не более 5% от номинального значения толщины стенки, но не более 2 мм. Допускается удаление единичных дефектов глубиной более 2 мм плавной доводкой механическим способом по согласованию с разработчиком ПКД при условии удовлетворения расчета на прочность.
На поверхностях, подлежащих механической обработке, допускаются дефекты глубиной не более 75% от фактического одностороннего припуска на механическую обработку.
(Введен дополнитедьно. Изм. № 1)
4.17. Все изменения в проекте, необходимость в которых может возникнуть в процессе изготовления, должны быть согласованы с организацией, разработавшей проект трубопровода.
Без предварительного согласования с разработчиком проекта трубопровода допускается:
- смещение от проектного расположения сварных швов;
- выполнение изделия из двух и более частей сваркой (стыковка прямых участков отводов, прямых труб) на предприятии-изготовителе при соблюдении всех требований ПБ 10-573 и требований по расположению и доступности контроля сварных швов неразрушающими методами;
- изменение толщин стенок прямых и гнутых труб от номинального значения по проекту в зависимости от плюсового и минусового предельных отклонений толщины стенки труб согласно нормативным документам на их поставку и с соблюдением требований РД 10-249.
- изменение толщины стенки и марки стали заготовок для тройников, отводов, переходов и других деталей, изготавливаемых штамповкой, с соблюдением требований РД 10-249;
- замена стали марки 12Х1МФ на 15Х1М1Ф, стали марки 20 на сталь марок 15ГС и 16ГС по техническим условиям или стандартам, разрешенным к применению ПБ 10-573.
Изменение размеров, марки материала, методов контроля и других, установленных НД, требований к изготовлению деталей трубопроводов, должно быть согласовано с организацией, разработавшей соответствующую НД.
Ведомость допущенных изменений поставщик направляет заказчику со свидетельством об изготовлении.
(Введен дополнитедьно. Изм. № 1)
4.18. Для обеспечения требований по расточке и подготовке кромок под сварку допускается калибровка торцов отводов, штампованных тройников и переходов с соблюдением требований пп. 9.1.5 - 9.1.7 стандарта; калибровку следует проводить до термической обработки, если она предусмотрена.
(Введен дополнитедьно. Изм. № 1)
5. ТРЕБОВАНИЯ К КОНСТРУКЦИИ
5.1. Общие положения
5.1.1. Конструкция трубопровода должна быть такой, чтобы имелась возможность выполнения всех видов контроля, требуемых настоящим стандартом.
5.1.2. Соединение деталей и элементов трубопроводов должно производиться сваркой.
Применение фланцевых соединений может быть допущено только для присоединения трубопроводов к арматуре и деталям оборудования, имеющим фланцы.
Резьбовые соединения допускаются для присоединения чугунной арматуры на трубопроводах IV категории с условным проходом не более Dy 100.
5.1.3. Тройниковые соединения, изготовляемые из труб с продольным швом, допускается применять для трубопроводов III и IV категории; при этом должна быть выполнена проверка качества всех сварных соединений радиографическим или ультразвуковым методом.
5.1.4. Трубопроводы и несущие металлические конструкции должны иметь надежную защиту от коррозии.
5.1.5. Все элементы трубопроводов с температурой наружной поверхности стенки выше 55 °С, расположенные в доступных для обслуживающего персонала местах, должны быть покрыты тепловой изоляцией, температура наружной поверхности которой не должна превышать 55 °С.
На трубопроводах I категории в местах расположения сварных соединений и точек измерения ползучести металла должны быть установлены съемные участки изоляции.
5.1.6. Вварка штуцеров, дренажных труб, бобышек и других деталей в сварные швы, а также в отводы трубопроводов I и П категории не допускается.
5.1.7. На паропроводах с внутренним диаметром 150 мм и более и температурой пара 300 °С и выше должны быть установлены указатели перемещений для контроля за расширением паропроводов и наблюдения за правильностью работы опорно-подвесной системы. Место установки указателей и расчетные значения перемещений по ним должны быть указаны в проекте паропровода. К указателям перемещений должен быть свободный доступ. В необходимых случаях следует устраивать площадки и лестницы.
5.1.8. Для предотвращения аварий паропроводов, работающих при температуре, вызывающей ползучесть металла, эксплуатирующая организация обязана установить систематическое наблюдение за ростом остаточных деформаций. Это требование относится к паропроводам из углеродистой и молибденовой стали, работающим при температуре пара 450 °С, из хромомолибденовых и хромомолибденованадиевых сталей при температуре пара 500 °С и выше и из высоколегированных теплоустойчивых сталей при температуре пара 550 °С и выше.
5.2. Криволинейные элементы
5.2.1. Штампосварные отводы допускается применять с одним или двумя продольными сварными швами диаметрального расположения при условии проведения контроля радиографией или УК по всей длине швов.
5.2.2. Сварные секторные отводы допускается применять для трубопроводов Ш и IV категорий. Угол сектора не должен превышать 30°. Расстояние между соседними сварными швами по внутренней стороне гиба должно обеспечивать возможность контроля этих швов с обеих сторон по наружной поверхности.
Спиральношовные трубы для изготовления секторных колен тепловых сетей не применяются.
5.2.3. Применение гибов, кривизна которых образовывается за счет складок (гофр) по внутренней стороне гиба, не допускается.
5.3. Сварные соединения и их расположение
5.3.1. Сварка стыковых соединений должна производиться с полным проплавлением по инструкции или в соответствии с принятым на предприятии-изготовителе технологическим процессом, разработанным на основе требований ПБ 10-573, конструкторской документации и настоящего стандарта.
Принятый способ сварки должен обеспечивать эксплуатационную надежность в течение расчетного срока службы изделий.
5.3.2. Приварка штуцеров с полным проплавлением должна производиться на удаляемых подкладных кольцах при сварке односторонним швом или двусторонним швом с подваркой корня шва аргонодуговой сваркой. Допускается приварка штуцеров к сварным трубам на остающихся подкладных кольцах. Технологический процесс должен предусматривать сплавление подкладного кольца с наплавленным металлом по всему периметру шва.
5.3.3. Сварные соединения с неполным проплавлением (с конструктивным непроваром) допускаются для следующих угловых сварных соединений:
при сварке плоских фланцев с трубами для трубопроводов на условное давление ру < 2,5 МПа и температуру Г < 350 °С;
- при вварке дросселирующих устройств в соответствии с рисунком 10.15;
- в местах приварки штуцеров Dy < 20 мм для отбора импульса давления из успокоительных камер вварных сужающих устройств в соответствии с рисунком 5.1.
5.3.4. В стыковых сварных соединениях деталей и труб с одинаковой номинальной толщиной стенки смещение (несовпадение) кромок свариваемых деталей должно удовлетворять нормам, установленным в ПБ 10-573.
5.3.5. При сварке линзовых компенсаторов с деталями из электросварных труб или вальцованных обечаек переход по внутреннему диаметру от тонкого элемента к толстому выполняется под углом не более 30°; сварку рекомендуется выполнять с подваркой корня шва.

Рисунок 5.1
При отклонениях внутреннего диаметра линзы компенсатора свыше ±1 мм проплавление по всей толщине стенки обеспечивается соответствующей обработкой кромок стыкуемых деталей.
5.3.6. При сварке труб и других элементов с продольными и спиральными сварными швами совпадение указанных швов не допускается (кроме случаев, оговоренных ниже в данном пункте). Сварные швы должны быть смещены на величину не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм.
Для цилиндрических деталей и сборочных единиц с продольными и спиральными швами, выполненными автоматической сваркой, допускается уменьшение указанного расстояния (в том числе, расположение продольных и спиральных швов соединяемых деталей по одной оси) при условии положительных результатов радиографического или ультразвукового, а также капиллярного или магнитопорошкового контроля участков сопряжения или пересечения продольных или спиральных сварных соединений.
5.3.7. Все сварные соединения трубопроводов (включая швы приварных деталей) должны располагаться так, чтобы была обеспечена возможность их контроля методами, предусмотренными настоящим стандартом.
5.3.8. В стыковых сварных соединениях элементов с различной толщиной стенок должен быть обеспечен плавный переход от большего к меньшему сечению путем соответствующей односторонней или двусторонней механической обработки конца элемента с более толстой стенкой.
При разнице в толщине стенок менее 30% от толщины стенки тонкого элемента, но не более 5 мм, допускается выполнение указанного плавного перехода со стороны раскрытия кромок за счет наклонного расположения поверхности шва.
Угол наклона поверхностей переходов не должен превышать 15°.
Данные положения не распространяются на сварные соединения с литыми, коваными и штампованными деталями, а также с крутоизогнутыми отводами. Углы переходов на концах таких деталей, а также углы наклона поверхности швов не должны превышать норм, установленных стандартами, техническими условиями и технологическими инструкциями.
5.3.9. Для поперечных стыковых сварных соединений, не подлежащих ультразвуковому контролю или местной термической обработке, расстояние между осями соседних сварных швов на прямых участках трубопровода должно составлять не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм. Расстояние от оси сварного шва до начала закругления отвода должно быть не менее 100 мм.
5.3.10. Для поперечных стыковых сварных соединений, подлежащих ультразвуковому контролю, длина свободного прямого участка трубы (элемента) в каждую сторону от оси шва (до ближайших приварных деталей и элементов, начала гиба, оси соседнего поперечного шва и т. д.) должна быть не менее величин, приведенных в таблице 5.1.
Таблица 5.1
Размеры в миллиметрах
|
Номинальная толщина стенки свариваемых труб (элементов), s |
Минимальная длина свободного прямого участка трубы (элемента) в каждую сторону от оси шва |
|
До 15 |
100 |
|
Свыше 15 до 30 |
55+25 |
|
Свыше 30 до 36 |
175 |
|
Более 36 |
45+30 |
5.3.11. Для поперечных стыковых сварных соединений, подлежащих местной термической обработке, длина свободного прямого участка трубы (элемента) в каждую сторону от оси шва (до ближайших приварных деталей и элементов, начала отвода, соседнего поперечного шва и т.д.) должна быть не менее величины ℓ, определяемой по формуле:
![]() ,
,
но не менее 100 мм.
5.3.12. При установке крутоизогнутых, штампованных и штампосварных отводов допускается расположение поперечных сварных соединений у начала закругления и сварка между собой крутоизогнутых отводов без прямого участка.
5.3.13. Для угловых сварных соединений труб и штуцеров с элементами трубопроводов, расстояние от наружной поверхности элемента до начала гиба трубы или до оси поперечного стыкового шва должно составлять:
а) для труб (штуцеров) с наружным диаметром менее 100 мм - не менее наружного диаметра трубы, но не менее 50 мм;
б) для труб (штуцеров) с наружным диаметром 100 мм и более - не менее 100 мм.
5.3.14. Расстояние от оси поперечного сварного соединения трубопровода до края опоры или подвески должно выбираться исходя из возможности проведения осмотра, контроля и термообработки сварного шва.
5.3.15. В варка штуцеров, дренажных труб, бобышек и других деталей в гибы и сварные швы не допускается.
Расстояние от края углового сварного шва штуцера до края ближайшего поперечного сварного шва трубы при приварке штуцеров к камерам СУ должно быть не менее трех толщин стенки привариваемого штуцера и в то же время не менее трехкратной расчетной высоты углового шва. Допускается размещение штуцеров с наружным диаметром до 30 мм включительно в зоне термического влияния кольцевых швов вварки сопел и диафрагм.
5.3.16. Сварные секторные отводы из электросварных труб и обечаек наружным диаметром Da >530 мм допускается применять для трубопроводов Ш и IV категорий.
При этом необходимо соблюдать следующие условия:
- электросварные спиральношовные трубы должны изготавливаться из качественной листовой стали с двусторонним сварным швом, выполненным автоматической сваркой;
- в сварных отводах угол сектора 6 должен быть не более 22°30' (рисунок 10.4);
- спиральные швы не должны располагаться в зоне, ограниченной центральным углом 90°; расстояния ℓ между осями двух соседних поперечных кольцевых швов и спиральных швов соединяемых секторов и труб должны быть не менее 100 мм (рисунок 10.4);
- при вварке штуцеров в трубы не допускается выход продольных и спиральных швов в верхние 1 и нижние 2 точки углового шва (рисунок 10.11).
6. ТРЕБОВАНИЯ К МАТЕРИАЛАМ И ПОЛУФАБРИКАТАМ
6.1. Материалы для изготовления трубопроводов выбираются разработчиком в соответствии с ПБ 10-573 и настоящего стандарта.
Для оборудования, работающего под давлением, допускается использовать зарубежные материалы, разрешенные к применению Ростехнадзором.
6.2. При выборе материалов для изготовления трубопроводов следует учитывать расчетные давление и температуру стенки, характеристику рабочей среды, служебные и технологические свойства материалов.
Для изготовления элементов трубопроводов должны применяться бесшовные и электросварные трубы, поковки и листовая сталь, в зависимости от предельных параметров среды согласно таблице 6.1 (справочная).
6.3. При заказе полуфабриката необходимо учитывать, что партия должна состоять из труб, изготовленных из стали одной марки.
Применение труб, изготавливаемых из слитка, не допускается.
6.4. К производству допускаются материалы и полуфабрикаты, прошедшие подготовку и контроль в соответствии с требованиями ПБ 10-573 и по которым технический контроль предприятия-изготовителя дал заключение о возможности их использования.
6.5. Для изготовления трубопроводов и их элементов в зависимости от категории оборудования должны применяться трубы с испытаниями и контролем, приведенным в таблицах 6.2÷6.4 стандарта.
Объемы контроля должны соответствовать требованиям, установленным стандартами или техническими условиями на поставку труб.
(Новая редакция. Изм. № 1)
6.6. Поковки для трубопроводов должны быть изготовлены из углеродистой, легированной и хромистой стали марок, предусмотренных настоящим стандартом, и должны удовлетворять требованиям ГОСТ 8479 (группы IV и V) или ОСТ 108.030.113, а также ГОСТ 24507.
(Измененная редакция. Изм. № 1)
Таблица 6.1 (справочная) - Материалы, применяемые для изготовления элементов трубопроводов с предельными параметрами рабочей среды
|
Марка стали |
ГОСТ, ТУ на сталь |
НД на изделие (полуфабрикат) |
Предельные параметры |
|
|
t,°C |
р, МПа |
|||
|
Бесшовные трубы |
||||
|
10,20 |
300 |
1,6 |
||
|
10,20 |
ТУ 14-3-190 |
425 |
6,4 |
|
|
20 |
ТУ 14-ЗР-55 |
ТУ 14-ЗР-55 ТУ 1310-030-00212179-2007 |
450 |
не ограничено |
|
20-ПВ |
ТУ 14-ЗР-55 |
ТУ 14-ЗР-55 |
450 |
не ограничено |
|
15ГС |
ТУ 108-874 ТУ 14-ЗР-55 |
ТУ 108-874 ТУ 14-ЗР-55 ТУ 1310-030-00212179-2007 |
450 |
не ограничено |
|
16ГС |
ТУ 3-923 ТУ 1310-030-00212179-2007 |
450 |
не ограничено |
|
|
15ХМ |
ТУ 14-ЗР-55 |
ТУ 14-ЗР-55 |
550 |
не ограничено |
|
12Х1МФ |
ТУ 14-ЗР-55 |
ТУ 14-ЗР-55 ТУ 1310-030-00212179-2007 |
570 |
не ограничено |
|
12Х1МФ-ПВ |
ТУ 14-ЗР-55 |
ТУ 14-ЗР-55 |
570 |
не ограничено |
|
15Х1М1Ф |
ТУ 14-ЗР-55 |
ТУ 14-ЗР-55 ТУ 1310-030-00212179-2007 |
575 |
не ограничено |
|
10Х9МФБ |
ТУ 14-ЗР-55 ТУ 14-134-319 |
ТУ 14-ЗР-55 ТУ 14-3-1892 |
600 |
не ограничено |
|
10Х9МФБ-Ш |
ТУ 14-3Р-55 |
|
|
|
|
Сварные трубы (прямошовные) |
||||
|
Ст3сп |
ГОСТ 10706 (гр. В) |
115 |
1.0 |
|
|
Ст3сп |
ГОСТ 10705 (гр. В) |
300 |
1,6 |
|
|
10,20 |
ГОСТ 10705 (гр. В) |
300 |
1,6 |
|
|
20 |
350 |
2,5 |
||
|
17ГС, 17Г1С, 17Г1СУ |
ТУ 14-1-1921 ТУ 14-1-1950 |
ТУ 14-3-620 |
300 |
1,6 |
|
17ГС, 17ПС, 17ПСУ |
425 |
2,5 |
||
|
Сварные трубы (спиральношовные) |
||||
|
Ст3сп |
ТУ 14-1-4636 |
ТУ 14-3-954 |
300 |
2,5 |
|
20 |
ТУ 14-1-2471 ТУ 14-1-2610 |
ТУ 13.03-011-00212179 |
350 |
2,5 |
|
20 |
350 |
2,5 |
||
|
17ГС, 17Г1С, 17Г1СУ |
ТУ 14-3-954 |
350 |
2,5 |
|
|
Поковки |
||||
|
20 |
ОСТ 108.030.113 |
ОСТ 108.030.113 |
450 |
не ограничено |
|
20 |
ГОСТ8479 (гp. IV, V) |
450 |
6,4 |
|
|
22К |
ОСТ 108.030.113 |
ОСТ 108.030.113 |
350 |
не ограничено |
|
15ГС |
ОСТ 108.030.113 |
ОСТ 108.030.113 |
450 |
не ограничено |
|
16ГС |
ОСТ 108.030.113 |
ОСТ 108.030.113 |
450 |
не ограничено |
|
12МХ |
ГОСТ 8479 (гp. IV, V) |
530 |
не ограничено |
|
|
15ХМ |
ГОСТ 8479 (гp. IV, V) |
550 |
не ограничено |
|
|
12Х1МФ |
ОСТ 108.030.113 |
ОСТ 108.030.113 |
570 |
не ограничено |
|
15Х1М1Ф |
ОСТ 108.030.113 |
ОСТ 108.030.113 |
575 |
не ограничено |
|
Листовая сталь |
||||
|
20К |
450 |
не ограничено |
||
|
22К |
ТУ 108.1025 |
350 |
не ограничено |
|
|
15ГС |
ТУ 108.1268 |
ТУ 108.1268 |
450 |
не ограничено |
|
16ГС |
450 |
не ограничено |
||
|
09Г2С |
450 |
не ограничено |
||
|
15Х1М1Ф |
ТУ 108.11.888 |
ТУ 108.11.888 |
575 |
не ограничено |
(Измененная редакция. Изм. № 1)
Таблица 6.2 (справочная)
|
Вид испытаний и контроля бесшовных труб, поковок, листовой стали для изготовления элементов трубопроводов |
Объем испытаний и контроля |
|||
|
категории трубопроводов |
||||
|
I |
II |
III |
IV |
|
|
Визуальный контроль качества поверхности РД 03-606 |
+ |
+ |
+ |
+ |
|
Контроль размеров (лист, поковка - sxBxL, труба - Daxs) ГОСТ 6507 |
+ |
+ |
+ |
+ |
|
Контроль химического состава ГОСТ 12344 и др. |
+ |
+ |
+ |
+ |
|
Испытание на растяжение при комнатной температуре sв, s0,2,, δ, Y ГОСТ 10006 |
+ |
+ |
+ |
+ |
|
Испытание на ударный изгиб при комнатной температуре и при пониженной температуре ГОСТ 9454 |
+ |
+ |
+ |
+ |
|
Технологические испытания: на загиб на угол 180° для листовой стали; сплющивание, раздача, загиб для труб ГОСТ 8695, ГОСТ 8694, ГОСТ3728, ГОСТ 14019 |
+ |
+ |
+ |
+ |
|
Контроль микроструктуры для труб из сталей 12Х1МФ, 15Х1М1Ф, ГОСТ 5640, ГОСТ 5639 |
+ |
+ |
- |
- |
|
Контроль макроструктуры для труб и поковок ГОСТ 10243 |
+ |
+ |
+ |
+ |
|
Испытание на растяжение при повышенных температурах s0,2 ГОСТ 19040 |
+ |
+ |
+ |
|
|
УК: трубы - выявление продольных дефектов; лист, поковка - на сплошность ГОСТ 17410, ОСТ 108.885.01 |
+ |
+ |
+ |
+ |
|
Испытание гидравлическим давлением труб ГОСТ 3845 |
+ |
+ |
+ |
+ |
|
Испытание на твердость (поковки) ГОСТ 9012 |
+ |
+ |
+ |
- |
|
УК на выявление дефектов типа «расслоение» для горячепрессованных редуцированных труб, изготовленных из непрерывнолитой заготовки ГОСТ 17410, ОСТ 108.885.01 |
+ |
+ |
|
- |
|
Контроль загрязненности неметаллическими включениями ГОСТ 1778 |
+ |
+ |
- |
- |
Таблица 6.3 (справочная)
|
Вид испытания и контроля для электросварных труб |
Объем испытаний и контроля |
|
категория трубопровода |
|
|
IV |
|
|
Визуальный и измерительный контроль труб РД 03-606 |
+ |
|
Контроль размеров (труба - Daxs) ГОСТ 6507, ГОСТ 24851 |
+ |
|
Контроль химического состава ГОСТ 12344 и др. |
+ |
|
Испытание на растяжение при комнатной температуре sв, s0,2,, δ, основного металла ГОСТ 10006 |
+ |
|
Испытание на растяжение при комнатной температуре sв, δ, сварного шва |
+ |
|
Испытание на ударный изгиб при комнатной температуре и при пониженной температуре ГОСТ 9454 |
+ |
|
Технологические испытания: - на загиб на угол 180° для листовой стали; - на сплющивание, раздачу, загиб для труб ГОСТ 8695, ГОСТ 8694, ГОСТ 3728, ГОСТ 14019 |
+ |
Таблица 6.4 (справочная)
|
Вид испытаний и контроля труб для изготовления гибов |
Объем испытаний и контроля |
||||
|
категории трубопроводов |
|||||
|
I |
П |
III |
IV |
||
|
Визуальный и измерительный контроль труб РД 03-606 |
+ |
4- |
+ |
+ |
|
|
Визуальный контроль качества поверхности труб по ОСТ 14-82-82 |
+ |
+ |
- |
|
|
|
Контроль размеров (Daxs) ГОСТ 6507, ГОСТ 24851 |
+ |
+ |
+ |
+ |
|
|
Контроль химического состава ГОСТ 12344 и др. |
+ |
+ |
+ |
+ |
|
|
Испытание на растяжение при комнатной температуре sв, s0,2,, δ, Y ГОСТ 10006 |
+ |
+ |
+ |
+ |
|
|
Испытание на ударный изгиб при комнатной температуре и при пониженной температуре ГОСТ 9454 |
+ |
+ |
+ |
+ |
|
|
Технологические испытания: сплющивание, раздача, загиб ГОСТ 8695, ГОСТ 8694, ГОСТ3728, ГОСТ 14019 |
+ |
+ |
+ |
+ |
|
|
Контроль микроструктуры ГОСТ 5640 , ГОСТ 5639 |
+ |
+ |
- |
- |
|
|
Контроль макроструктуры ГОСТ 10243 |
+ |
+ |
- |
- |
|
|
Испытание на растяжение при повышенных температурах s0,2 ГОСТ 19040 |
+ |
+ |
+ |
- |
|
|
Испытание на длительную прочность, ГОСТ 10145 |
+ |
+ |
+ |
|
|
|
Контроль загрязненности неметаллическими включениями ГОСТ 1778 |
+ |
+ |
- |
- |
|
|
УК на выявление продольных, поперечных дефектов и типа «расслоение» и ГОСТ 17410, ОСТ 108.885.01 |
продольных дефектов |
+ |
+ |
+ |
+ |
|
поперечных и типа «расслоение» |
+ |
+ |
- |
- |
|
6.7. Качество и свойства материалов и полуфабрикатов должны быть подтверждены сертификатами.
Применение материалов и полуфабрикатов из сталей марок 20, 15ГСД6ГС и 09Г2С, не подвергавшихся термической обработке, допускается:
- при обеспечении (принятым способом изготовления) соответствия механических и технологических свойств металла в изделиях нормам, установленным стандартами или техническими условиями на материалы и полуфабрикаты (горячекатаный круглый прокат, листовая сталь и другие полуфабрикаты);
- при изготовлении деталей горячим формообразованием, совмещенным с термической обработкой, или при проведении последующей термической обработки в соответствии с НД на материалы и полуфабрикаты. В указанных случаях в сертификатах качества на материалы и полуфабрикаты должны быть указаны свойства, полученные по результатам испытаний на термически обработанных образцах.
(Измененная редакция. Изм. № 1)
6.8. Все материалы и полуфабрикаты должны быть замаркированы. Способ нанесения и состав маркировки должны удовлетворять требованиям стандартов или технических условий на материалы и полуфабрикаты.
Отличительная маркировка должна быть нанесена в случае, если она предусмотрена стандартами или техническими условиями на основные материалы и полуфабрикаты.
Применение материалов и полуфабрикатов, не имеющих маркировки, предусмотренной стандартами или техническими условиями, не допускается.
6.9. Сварочные материалы должны выбираться в зависимости от марок сталей и методов сварки и должны быть аттестованы по РД 03-613. Каждая партия сварочных материалов должна иметь сертификат с указанием всех необходимых данных, предусмотренных требованиями соответствующих стандартов или технических условий.
6.10. Для изготовления деталей, сборочных единиц и блоков должны применяться материалы и полуфабрикаты, прошедшие основную термическую обработку на предприятиях-изготовителях этих материалов и полуфабрикатов.
Применение материалов и полуфабрикатов без термообработки допускается при выполнении требований настоящего стандарта.
(Введен дополнительно. Изм. № 1)
7. ТРЕБОВАНИЯ ПО ПОДГОТОВКЕ МАТЕРИАЛОВ К ЗАПУСКУ В ПРОИЗВОДСТВО
7.1. Материалы и полуфабрикаты
7.1.1. До запуска в производство материалы должны храниться на специализированных складах или эстакадах. Все металлургические полуфабрикаты (трубы, поковки и штамповки) при хранении должны быть рассортированы по размерам и маркам стали. Трубы должны быть уложены на стеллажи, обеспечивающие отсутствие остаточных деформаций.
Торцы труб как правило должны быть закрыты предохранительными колпачками или заглушками.
(Измененная редакция. Изм. № 1)
7.1.2. В подготовку материалов к запуску в производство, предусмотренную технологическим процессом, принятым на предприятии-изготовителе, должны входить следующие основные операции:
- сличение маркировки материала с данными сертификата;
- визуальный и измерительный контроль труб;
- контроль неразрушающими методами в случае отсутствия данных по неразрушающему контролю в сертификатах;
- стилоскопирование (для легированных сталей);
- рассортировка.
Объем и методы входного контроля должны устанавливаться предприятием-изготовителем трубопровода.
(Измененная редакция. Изм. № 1)
7.1.3. Трубы должны быть очищены от окалины, коррозии, масла и других загрязнений в соответствии с требованиями входного контроля.
7.1.4. При визуальном осмотре и измерении должны проверяться размеры, форма и качество поверхности материала и соответствие его требованиям стандартов, технических условии и настоящего стандарта.
Трубы после очистки должны подвергаться наружному визуальному и измерительному контролю без применения увеличительных приборов, а при выявлении дефектов поверхности должны контролироваться с применением лупы четырех-семикратного увеличения.
Внутренняя поверхность труб контролируется в местах, доступных для осмотра, по технологии предприятия-изготовителя трубопровода.
Выявленные при контроле труб, поковок и штамповок местные поверхностные дефекты должны быть удалены пологой зачисткой механическим способом с целью доведения поверхности дефектных участков до состояния, регламентированного соответствующими стандартами или техническими условиями. При этом толщина стенки трубы в местах удаления дефектов не должна выходить за пределы минимально допустимого значения.
(Измененная редакция. Изм. № 1)
7.1.5. Для трубопроводов I и II категории должны применяться трубы, подвергнутые сплошному неразрушающему контролю (УК, РК) предприятием-изготовителем труб по методике, согласованной с ФГУП «ЦНИИТМАШ» или ОАО ВТИ.
(Измененная редакция. Изм. № 1)
7.1.6. Поковки и листы, предназначенные для изготовления элементов, не прошедшие контроль на предприятии-изготовителе, должны подвергаться неразрушающему контролю по инструкции предприятия-изготовителя трубопроводов.
7.1.7. Металлургические полуфабрикаты из легированных и высоколегированных сталей должны быть подвергнуты сплошному контролю стилоскопированием, по результатам которого и ставится клеймо стилоскописта.
7.1.8. Предприятие-изготовитель трубопроводов должно проконтролировать состояние и качество маркировки поставляемых материалов и при необходимости восстановить маркировку в соответствии с требованиями стандартов и технических условий.
7.1.9. Трубы, подлежащие стыковке, должны быть рассортированы по диаметрам и толщине стенок в соответствии с инструкцией предприятия-изготовителя трубопровода.
(Измененная редакция. Изм. № 1)
7.2. Сварочные и наплавочные материалы
7.2.1. Сварочные материалы должны храниться в соответствии с требованиями ГОСТ 2246, ГОСТ 9466, ГОСТ 9087, ГОСТ 10157, паспорта или технических условии на данную марку электродов, флюса, сварочную проволоку и газы.
7.2.2. Сварочные материалы до запуска в производство должны пройти входной контроль (проверка сопроводительной документации, состояние и размеры материалов, контроль металла шва и наплавленного металла после термообработки) на соответствие их поставки и хранения требованиям соответствующих стандартов или технических условий.
Определение химического состава легированной сварочной проволоки на содержание основных легирующих элементов проводится от каждой плавки-партии. Проволока должна проходить контроль стилоскопированием для подтверждения марки материала. Если при этом выявлены отклонения в химическом составе, то проводится полный химический анализ данной бухты.
Технологические свойства сварочных материалов каждой партии необходимо проверить перед их применением независимо от наличия сертификата.
7.2.3. Качество сварочных материалов проверяется путем изготовления контрольной наплавки и проведения испытаний в соответствии с НД на сварочные материалы. Качество сварочных материалов, предназначенных для стыков, подлежащих термообработке, должно проверяться на образцах наплавленного металла, подвергнутых такой же термообработке, какой будут подвергаться стыки изготавливаемых деталей.
Перед запуском в производство сварочной проволоки необходимо проверить наличие бирок на бухтах, маркировки и соответствие сертификатов на эти бухты требованиям НД.
7.2.4. Режимы прокалки электродов и флюсов перед использованием должны соответствовать режимам, установленным стандартами или техническими условиями на сварочные материалы конкретных марок.
Прокалку электродов допускается проводить не более трех раз, а для флюсов марок ОФ-6 и ОФ-10 - не более пяти раз (не считая прокалки при их изготовлении). Число прокалок остальных флюсов не ограничивается.
Дата и режимы каждой прокалки должны быть зафиксированы в специальном журнале. Допускается эти данные указывать на этикетках или на упаковке под маркировкой.
Порядок учета, хранения, выдачи возврата сварочных материалов устанавливается инструкцией предприятия, выполняющего сварку.
Соответствие материалов зарубежных марок требованиям ПБ 10-573 или допустимость их применения в каждом конкретном случае должны быть подтверждены предприятием-изготовителем, а возможные отступления от ПБ 10-573 должны быть согласованы с Ростехнадзором до заключения контракта на поставку.
7.3. Отчетная документация
7.3.1. Результаты входного контроля материалов и полуфабрикатов оформляются в специальных журналах. Дополнительно к журналу входного контроля сварочных материалов должен вестись журнал прокалки покрытых электродов и сварочных флюсов для обеспечения возможности проверки срока их годности.
7.3.2. В каждом журнале по входному контролю материалов должны быть зафиксированы следующие данные: наименование и марка материала; обозначение стандарта или технического условия на материал; номер партии материала или номер плавки; номер и дата сертификата на партию материала; соответствие данных сертификата требованиям стандарта или технического условия на материал; масса партии материалов без упаковки; сохранность упаковки для сварочных материалов; результаты испытаний, проводимых при входном контроле; заключение о допуске материалов к применению.
8. ТРЕБОВАНИЯ К РЕЗКЕ, РАЗМЕТКЕ И МАРКИРОВКЕ ЗАГОТОВОК
8.1. Все поступающие на производство (или на монтажную площадку) блоки, трубы и детали должны быть до начала сборки проверены службой технического контроля (или другими ответственными лицами) на наличие клейм, маркировки, а также сертификатов предприятия-изготовителя, подтверждающих соответствие материалов их назначению. При отсутствии клейм, маркировки или сертификатов трубы и детали к дальнейшей обработке (или сборке) не допускаются.
8.2. Разметка заготовок должна производиться по технологическому процессу предприятия-изготовителя, обеспечивающему необходимую точность. Учитываемые при разметке припуски на линейные укорочения от сварки должны указываться в технологической документации.
8.3. Для резки труб, поковок и листов допускается применение механической, кислородной и плазменной резки, при этом кислородная и газоэлектрическая резка труб и листов из стали, чувствительной к местному нагреву и быстрому охлаждению, должна производиться по технологическому процессу, исключающему возможность образования трещин или ухудшения качества металла на кромках и в зоне термического влияния. В необходимых случаях предусматривается подогрев.
После термической резки следует проводить механическую обработку кромок, предусмотренную ПТД.
При разрезке на части материалов и полуфабрикатов маркировка должна быть перенесена (или восстановлена) и подтверждена отделом технического контроля предприятия- изготовителя элементов трубопроводов.
Для деталей, работающих под давлением в составе трубопроводов наружным диаметром более 76 мм, маркировка предприятия-изготовителя материалов и полуфабрикатов должна сохраняться на оставшейся части до полного использования листа, трубы, проката, поковки.
8.4. Газовую резку труб из хромомолибденовых и хромомолибденованадиевых сталей со стенкой толщиной более 12 мм при температуре окружающего воздуха ниже 0 °С следует производить с предварительным подогревом до 200 °С и медленным охлаждением под слоем теплоизоляции.
8.5. Цвета побежалости на подготовленных под сварку кромках вследствие термической обработки и в местах, прилегающих к сварным швам, допускается не удалять.
9. ТРЕБОВАНИЯ ПОДГОТОВКИ ЭЛЕМЕНТОВ К СВАРКЕ
9.1. Основные положения
9.1.1. Подготовка и сборка деталей или сборочных единиц под сварку должны проводиться по конструкторской документации, разработанной в соответствии с требованиями настоящего стандарта.
9.1.2. В технологической документации на сборку должны быть указаны:
- используемые при сборке приспособления и оборудование;
- порядок и последовательность сборки;
- способы крепления деталей;
- способы сварки, сварочные материалы и режимы сварки при выполнении прихваток и приварке временных технологических креплений;
- размеры, количество и расположение прихваток;
- количество временных технологических креплений, их расположение и размеры швов приварки к изделию;
- методы контроля качества сборки.
9.1.3. В зависимости от принятого способа подготовки кромок под сварку (расточка и другие) и способа сварки размеры сварных соединений, выполняемых на предприятиях- изготовителях сборочных единиц и блоков трубопроводов, допускается устанавливать по технической документации изготовителя при обеспечении качества сварных соединений в соответствии с требованиями ПБ 10-573.
9.1.4. При изготовлении секторных колен, сварных переходов и тройников и иных деталей из электросварных труб и вальцованных обечаек подготовку под сварку допускается выполнять огневой резкой с последующей зачисткой поверхности кромок режущим или абразивным инструментом до полного удаления следов огневой резки.
(Измененная редакция. Изм. № 1)
9.1.5. При подготовке конструктивных элементов кромок под сварку изделий трубопроводов из бесшовных труб и из листа исправление овальности по торцам выполняется калибровкой. В этом случае величина холодной раздачи или обжима при калибровке не должна превышать 0,03 от номинального значения наружного диаметра по торцу изделия. При горячей калибровке величина деформации не ограничивается.
(Измененная редакция. Изм. № 1)
9.1.6. Общее количество изменений направления деформации при холодной калибровке без последующей термической обработки не должно быть более двух (за одно изменение направления деформации принимается обжим с раздачей).
9.1.7. Наружная и внутренняя поверхности откалиброванных участков должны иметь плавное сопряжение с поверхностью некалиброванного участка: переходный участок должен выполняться под углом не более 15°.
При сборке под сварку допускается выполнять подгонку кромок по торцам изделий трубопроводов из электросварных труб и вальцованных обечаек методом последовательной местной подгибки по технологическому процессу, разработанному предприятием-изготовителем.
(Измененная редакция. Изм. № 1)
9.1.8. Детали из труб, фактические размеры внутреннего диаметра которых превышают диаметр расточки по стандарту или чертежу, допускается растачивать на больший размер при соблюдении толщины стенки и требований под сборку и сварку с сопрягаемыми деталями, а также производить наплавку на внутренней поверхности или применять ступенчатые подкладные кольца.
9.1.9. Размеры деталей, после сварки которых сварные швы подвергаются УК, должны обеспечивать проведение УК в полном объеме.
9.2. Подготовка под сварку
- для труб с Da до 133 мм включ. - 1,0 мм;
- для труб с Da свыше 133 мм до 245 мм включ. - 2,0 мм;
- для труб с Da свыше 245 мм до 325 мм включ. - 2,5 мм;
- для труб с Da свыше 325 мм до 630 мм включ. - 3,0 мм;
- для труб с Da свыше 630 мм до 720 мм включ. - 4,0 мм;
- для труб с Da свыше 720 мм - 5,0 мм;
- для трубопроводов из электросварных труб с Da от 530 мм до 630 мм включительно - 5,0 мм;
- для трубопроводов из электросварных труб с Da более 630 мм - 6,0 мм.
Отклонение от перпендикулярности торцов деталей и блоков следует контролировать во взаимно-перпендикулярных плоскостях.
9.2.2. Допускается контролировать отклонение от перпендикулярности торцов деталей и блоков по отношению к одному из обработанных под сварку торцов, поверхность которого принимается за базовую (см. рисунок 9.1).

Рисунок 9.1
9.2.3. Отклонение от перпендикулярности торцов, поверхность которых при контроле принимается за базовую, а также торцов тройников, переходов, гибов, гнутых отводов с прямыми участками, подвергавшимися деформации вследствие гибки, и других деталей после калибровки торцов, должно контролироваться по указаниям технологического процесса предприятия-изготовителя.
9.2.4. Механическая обработка деталей и сборочных единиц, должна выполняться в соответствии с требованиями конструкторской документации с соблюдением всех указанных в них размеров и допусков.
Следует также проверить:
- соответствие формы, размеров и качества подготовки кромок (в том числе расточки под подкладное кольцо или под заданный внутренний диаметр, а также разделки для угловых и тавровых соединений) предъявляемым требованиям; обработку фасок под сварку и размеры кромок проверяют специальными шаблонами;
- качество зачистки наружной и внутренней поверхностей концов труб (патрубков, штуцеров), а также их поверхностей в местах угловых и тавровых соединений,
- правильность выполнения переходов от одного сечения к другому (на концах труб, патрубков и штуцеров, подлежащих сварке с элементами других типоразмеров);
- соответствие минимальной фактической толщины стенки подготовленных под сварку концов труб (патрубков, деталей, штуцеров) установленным допускам (после расточки под подкладное кольцо или под заданный внутренний диаметр и зачистки наружной и внутренней поверхностей после калибровки).
9.2.5. Подготовленные к сборке кромки не должны иметь неровности (вырывы, заусенцы) с острыми и резкими переходами. Фаски на трубах из углеродистых и, низколегированных сталей под ручную или автоматическую аргонодуговую сварку стыков необходимо снимать только механическим способом с помощью специального оборудования.
9.3. Сборка стыков труб
9.3.1. Сборку труб, цилиндрических или конических деталей для выполнения кольцевых стыковых сварных соединений следует проводить в соответствии с технологической документацией на сборочно-сварочном оборудовании или в специальных приспособлениях.
Все изделия до сборки в блоки должны быть проконтролированы и приняты отделом технического контроля предприятия-изготовителя. Детали, не принятые ОТК, к сборке в блоки не допускаются.
(Измененная редакция. Изм. № 1)
9.3.2. В приложении В (рекомендуемое) представлены типы и основные размеры стыковых сварных соединений трубопроводов тепловых станций.
9.3.3. Сборка стыков труб под сварку должна производиться с использованием центровочных приспособлений, обеспечивающих соосность стыкуемых труб.
9.3.4. Непосредственно перед сборкой свариваемые кромки, внутренняя и наружная поверхности труб на длине не менее 20 мм от конца должны быть зачищены до металлического блеска и обезжирены.
9.3.5. Смещение (несовпадение) кромок элементов с наружной стороны шва e (рисунок 9.2.) при сварке стыков с односторонней разделкой кромок должно быть не больше значений, указанных в таблице 9.1.
Таблица 9.1
В миллиметрах
|
Толщина стенки трубы |
Смещение кромок |
|
До 3 |
0,25 |
|
Свыше 3 до 6 |
0,15+0,3 |
|
Свыше 6 до 10 |
0,155 |
|
Свыше 10 до 20 |
0,055+1,0 |
|
Свыше 20 |
0,15, но не более 3 |
9.3.7. Допускаемое смещение (несовпадение) внутренних кромок в стыковых сварных соединениях с односторонней разделкой кромок устанавливается согласно приложению В (рекомендуемое).
9.3.8. Прямолинейность труб, не
подвергавшихся в процессе изготовления деформации вследствие гибки или
калибровки в месте стыка (отсутствие переломов) и смещение кромок проверяют
линейкой длиной 400 мм, прикладываемой в трех-четырех местах по окружности
стыка. В правильно собранном стыке не должно быть перелома κ осей
труб (рисунок 9.2). Максимально допустимое смещение ![]() е на расстоянии не более 20 мм от кромки шва не должно
превышать значений, указанных в таблице 9.1.
е на расстоянии не более 20 мм от кромки шва не должно
превышать значений, указанных в таблице 9.1.

Рисунок 9.2
9.3.9. При сборке стыка необходимо предусмотреть возможность свободной усадки металла шва в процессе сварки; не допускается выполнять сборку стыка с натягом.
9.3.10. Для обеспечения правильности сборки под сварку секторных отводов, переходов, штуцеров и других деталей из электросварных труб и обечаек допускается:
- применять выжимные и другие приспособления для устранения отклонений от круговой формы по торцам;
- производить подгонку местной подгибкой кромок при устранении смещения.
Относительная овальность подготовленных под сварку торцов деталей из электросварных труб после, снятия приспособлений не должна превышать 5% номинального значения наружного диаметра и может устраняться с помощью приспособлений при сборке в блоки или при монтаже трубопровода.
9.3.11. Если при стыковке собираемых деталей, подлежащих сварке, зазор (∆=0,5s, но не более 10 мм) не удовлетворяет требованиям конструкторской документации, то производится наплавка кромок (одной или двух) электродами или сварочной проволокой (при аргонодуговой наплавке) тех марок, которые предусмотрены для выполнения данного сварного соединения.
Технология наплавки, механическая обработка, термообработка и контроль производятся согласно ПТД.
9.3.12. Приварка временных технологических креплений допускается только в случаях предусмотренных технологической документацией.
9.3.13. При сборке деталей из сталей перлитного класса и высокохромистых сталей следует применять временные технологические крепления из стали той же марки стали, что и собираемые детали.
10. ТРЕБОВАНИЯ К ИЗГОТОВЛЕНИЮ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ
10.1. Отводы гнутые, штампованные и штампосварные
10.1.1. Общие положения
10.1.1.1. Гибка и калибровка при штамповке гибов должна производиться машинным способом посредством горячей или холодной деформации трубных или листовых заготовок в соответствии с технологическим процессом предприятия-изготовителя.
10.1.1.2. На поверхностях отводов после холодного или горячего формоизменения допускаются следы от инструмента и окалины в виде пологих вмятин глубиной не более 0,1 от фактической толщины стенки, но не более 3 мм. Дефекты большей глубины и (или) с острыми кромками подлежат пологой зачистке с сохранением минимальной расчетной толщины стенки.
10.1.1.3. Каждая заготовка должна быть замаркирована клеймением с указанием: марки стали, номера плавки или номера партии.
10.1.2. Нагрев под гибку заготовок отводов
10.1.2.1. В пп. 10.1.2.2-10.1.2.8 указана рекомендуемая технология нагрева трубных заготовок под деформацию, которая может быть откорректирована в зависимости от технологии, принятой на предприятии-изготовителе.
10.1.2.2. Нагрев трубных заготовок под деформацию может производиться всеми видами нагревательных устройств по технологии предприятия-изготовителя.
10.1.2.3. Нагрев производится при температуре:
- (950-1100) °С для стали марок 12Х1МФ, 15Х1М1Ф;
- (880-1000) °С для стали марок 20, 15ГС, 16ГС.
Для труб из стали марки 20 допускается:
- снижение температуры нагрева до 880 °С при наружном диаметре до 133 мм и толщине стенки до 20 мм;
- производить нагрев до температуры 1100 °С с последующей термообработкой (нормализацией) согласно разделу 13 настоящего стандарта при наружном диаметре более 133 мм и толщине стенки более 20 мм.
После достижения по показаниям всех термопар заданной температуры и прогрева не менее 30 мин при наружном диаметре труб до 245 мм включительно и не менее 1 часа при диаметре более 245 мм заготовки поступают на гибку.
(Измененная редакция. Изм. № 1)
10.1.2.4. Время пребывания в печи последней заготовки после прогрева должно быть не более:
- 1,5 часа для заготовок наружным диаметром до 245 мм включительно;
- 2,0 часов для заготовок наружным диаметром более 245 мм.
После поступления заготовок на гибку после нагрева допускается снижение температуры не ниже 900 °С при выдвижении подины для снятия заготовок.
10.1.2.5. Для отводов из стали марок 20, 15ГС, 16ГС температура конца гибки должна быть не менее 700 °С. Для стали марок 12Х1МФ, 15Х1М1Ф температура конца гибки не контролируется.
(Измененная редакция. Изм. № 1)
10.1.2.6. После гибки производится обрезка технологического припуска.
Технологический припуск является пробой для контроля механических свойств. На термообработку гибы направляются вместе с относящимися к ним пробами. На пробы переносится маркировка гибов в соответствии с требованиями п. 13.8.5 стандарта.
(Измененная редакция. Изм. № 1)
10.1.2.7. После предварительной механической обработки торцов гиб при необходимости должен направляться в цех на калибровку. Допускается производить калибровку гибов без механической обработки торцов.
10.1.2.8. Калибровка производится после местного нагрева каждого гиба диаметром 219 мм и более и после общего нагрева гибов диаметром менее 219 мм. Гибы укладываются в печь, нагретую до температуры не более 1000 °С. Гибы после гибки и калибровки подвергаются термообработке в соответствии с разделом 13 настоящего стандарта.
10.1.3. Радиусы гнутых отводов и гибов
10.1.3.1. В зависимости от значения относительного радиуса оси поворота R/Da при меняют следующие способы гибки труб:
- при R/Da > 3,5 - в холодном или горячем состоянии;
- при 1< R/Da <3,5 - в горячем состоянии,
где R - номинальное значение радиуса поворота по нейтральной оси гнутого участка мм.
10.1.3.2. Угол поворота, радиус, длина прямых участков от торца до начала закругления или между двумя гибами должны назначаться разработчиком проекта трубопровода в соответствии с требованиями стандартов или рабочих чертежей гибов.
Допускается изготовление гибов с углами более 15° для отводов и 30° для крутоизогнутых отводов. Угол поворота гибов должен назначаться кратным 5°, максимальное значение угла должно быть не более 90°.
10.1.3.3. Для трубопроводов наружным диаметром от 16 до 57 мм включительно при толщине стенки 9 мм и менее гибку труб радиусом R ≥ 3,5Da допускается производить холодным способом на месте монтажа. Размеры прямых участков и взаимное расположение гибов устанавливаются по месту при прокладке трубопроводов в соответствии с требованиями настоящего стандарта и проектной документации.
10.1.4. Требования к допускам и предельным отклонениям размеров и формы гибов
10.1.4.1. Общие положения
Изготовление элементов трубопроводов должно производиться с соблюдением размеров и допусков, указанных в чертежах или стандартах. При изготовлении изделий из труб с точностью большей, чем указано в стандартах, предельные отклонения должны приниматься по чертежам. Неуказанные предельные отклонения размеров должны соответствовать
![]() и
и ![]()
10.1.4.2. Гнутые отводы и гибы труб
10.1.4.2.1. Толщины стенки на растянутой стороне гиба не должны быть менее значений, установленных стандартами и чертежами, на основании расчетов на прочность от внутреннего давления при расчетной температуре трубы согласно РД 10-249.
(Новая редакция. Изм. № 1)
10.1.4.2.2. Измерение и контроль толщины стенки на растянутой стороне гибов проводятся в соответствии с таблицей 16.1 настоящего стандарта.
10.1.4.2.3. Величина относительной овальности сечения а (в процентах) в местах гибов труб должна определяться по формуле
![]()
Относительная овальность сечения должна быть не более значений, указанных в таблице 10.1.
Таблица 10.1
|
Отношение радиуса гиба к наружному диаметру |
Отношение толщины стенки к наружному диаметру |
Значение относительной овальности, % |
|
R/Da < 3,5 |
s/Da > 0.08 |
7 |
|
R/Da > 1,0 |
s/Da ≤ 0.08 |
7 |
|
R/Da ≥ 3,5 |
s/Da. > 0.08 |
6 |
Для гнутых отводов и гибов трубопроводов III и IV категорий допускается значение относительной овальности до 8% включительно. Измерение овальности проводят в соответствии с таблицей 16.1 настоящего стандарта.
Отклонение от круглости (овальность) должно учитываться расчетом на прочность в соответствии с РД 10-249.
10.1.4.2.4. Гнутые участки должны быть плавными, без переломов. Отклонение раиуса поворота от номинального значения по чертежу не должно превышать ±3% при наружном диаметре изгибаемой трубы до 219 мм включительно и ±2% при наружном диаметре свыше 219 мм.
10.1.4.2.5. На отводах крутоизогнутых и трубах гнутых допускаются:
- в местах переходов гнутых участков в прямые по наружному обводу плавные неровности без переломов высотой h, не превышающей половины номинального значения толщины стенки изгибаемой трубы, но не более 5 мм (рисунок 10.1);
- на внутреннем обводе гнутых участков плавные неровности, высота которых не должна превышать норм, установленных таблицей 10.3;
- единичные плавные неровности вследствие местной вытяжки или удаления зачисткой поверхностных дефектов, не выводящих толщину стенки за пределы минимальных значений, установленных чертежами или стандартами;
- плавные неровности высотой h1 и радиусом сопряжения R1 на внутреннем обводе крутоизогнутых отводов R/Da<3,5 в соответствии с таблицей 10.2 и рисунком 10.1.
Таблица 10.2
В миллиметрах
|
Показатель |
Значение номинальной толщины стенки s |
||
|
до 10 включ. |
св. 10 до 15 включ. |
св.15 |
|
|
h1 не более |
5 |
8 |
10 |
|
R1 не менее |
10 |
12 |
15 |
Плавные неровности на внутреннем обводе крутоизогнутых отводов с R/Da<3,5, имеющие значение радиуса R1 менее значений, предусмотренных таблицей 10.2, допускается доводить местной зачисткой холодным способом при следующих условиях:
- значение радиуса R1 на наружной поверхности согнутой трубы до зачистки должно быть не менее половины значения приведенного в таблице 10.2;
- значение радиуса R1 на внутренней поверхности согнутой трубы, измеренное на слепке, должно быть не менее половины значения приведенного в таблице 10.2.
10.1.4.2.6. На сжатой стороне гнутого отвода трубы и крутоизогнутых гибов для трубопроводов III и IV категорий допускается плавная волнистость (вследствие изгиба стенки) в соответствии с рисунком 10.2 и таблицей 10.3. Минимальный шаг t не должен быть менее трехкратной величины h, т.е. t ≥ 3h.
Таблица 10.3 - Предельные значения волнистости гибов
В миллиметрах
|
Характеристики волнистости |
Номинальный наружный диаметр трубы, Da |
||||||
|
до 133 |
св. 133 до 159 включ. |
св. 159 до 219 включ |
св. 219 до 325 включ. |
св. 325 до 377 включ |
св. 377 до 426 включ. |
св. 426 |
|
|
высота - h |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
шаг- t |
9 |
12 |
15 |
18 |
21 |
24 |
27 |

Рисунок 10.1
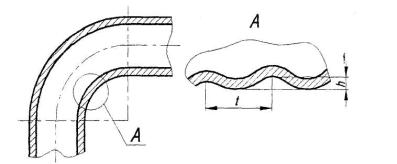
Рисунок 10.2
10.1.4.2.7. При контроле угла поворота а (рисунок 10.3) отклонение от номинального положения оси короткого прямого участка (длиной а1) δ, измеренное от его торца, не должно превышать 0,01а1 (базовым является участок большей длины а).
Выход δ1 любого прямого участка из плоскости гиба, измеренный от плоскости контрольного плаза до торца отвода или гнутой трубы при наложении второго прямого участка на плаз, не должен превышать 0,01 длины контролируемого прямого участка в соответствии с рисунком 10.3.
10.1.4.2.8. Исправление угла поворота гибов с R > 3,5 Da до значения, установленного чертежами или стандартами, производится по технологии предприятия-изготовителя, холодным или горячим способом догибкой без изменения радиуса или разгибкой.
(Измененная редакция. Изм. № 1)
10.1.4.2.9. Угол поворота при догибке не ограничивается, при исправлении разгибкойугол поворота должен быть не более 3°.
10.1.4.2.10. При последовательном исправлении догибкой и разгибкой количество исправлений в направлении разгибки должно быть не более двух.
10.1.4.2.11. Доводку угла поворота до 3° включительно на крутоизогнутых гибах R < 3,5 Da допускается производить дополнительной гибкой прямого участка горячим способом с сохранением радиуса гиба или холодным способом радиусом R > 3,5 Da

Рисунок 10.3
10.1.4.2.12. Исправление недопустимой овальности гнутых участков до нормируемых значений допускается производить калибровкой. При исправлении холодным способом на величину, не превышающую 3% наружного диаметра, последующая термическая обработка не выполняется.
При исправлении не допускаются:
- изменение направления большей оси овала (см. рисунок 10.1); указанное требование считается выполненным, если направление большей оси овала при измерении до исправления и после исправления не изменилось;
- образование прямой площадки от инструмента на поверхности Б гибов и крутоизогнутых колен (см. рисунок 10.1).
10.1.4.2.13. Отклонения от номинальных значений габаритных размеров крутоизогнутых гибов, прямых и гнутых труб трубопроводов Da ≥ 108 мм не должны превышать значений:
- ±5 мм для размеров до 1600 мм включительно;
- ±6мм для размеров свыше 1600 до 3150 мм включительно;
- ±10мм для размеров свыше 3150 до 6300 мм включительно;
- ±15мм для размеров свыше 6300 мм;
- ±10мм для габаритных размеров гнутых отводов с углом поворота, отличным от 90°, независимо от длины прилегающих прямых участков.
Предельные отклонения размеров деталей трубопроводов Da < 108 мм, прокладываемых по месту, устанавливаются предприятием-изготовителем и указываются в рабочих чертежах.
10.1.4.2.14. На крутоизогнутых гибах и гнутых отводах труб габаритные размеры А и В (см. рисунок 10.3) допускается выдерживать за счет увеличения или уменьшения длины прямых участков а и а1, прилегающих к гибу, при сохранении фактического размера радиуса R гнутого участка и отклонения от проектного положения а угла поворота.
Для крутоизогнутых гибов и гнутых труб с углами поворота, равными 90°, габаритные размеры А и В определяются как сумма номинальных значений размеров радиуса R и прямого участка а или а1.
10.1.4.2.15. В случае, если стандартами не установлены габаритные размеры А и В крутоизогнутых гибов и гнутых труб с углом поворота, отличающимся от 90°, контролю подвергаются угол поворота в соответствии с п. 10.1.4.2.7 и длина прямых участков а и а1, в соответствии с п. 10.1.4.2.13.
10.1.4.2.16. Отклонения габаритных размеров гнутых труб с двумя и более гибами устанавливаются по согласованию с предприятием-изготовителем и указываются в рабочих чертежах.
10.1.5. Секторные отводы
10.1.5.1. Предельные отклонения оси сварных секторных отводов δ1, от проектного положения (рисунок 10.4) должны быть не более 0,01 габаритных размеров А или В независимо от значения угла поворота а.
Для изготовления сварных секторных отводов могут применяться трубы с двусторонним продольным или спиральным швами, выполненными автоматической сваркой.

Рисунок 10.4
10.1.6. Штампованные и штампосварные отводы
10.1.6.1. Допускается местное утолщение стенки вследствие осадки металла при штамповке отводов. Переход к утолщенной стенке должен быть плавным, местные углубления от инструмента должны быть зачищены холодным способом до плавного сопряжения радиусом не менее 10 мм.
(Измененная редакция. Изм. № 1)
10.1.6.2. Неровности на наружной поверхности отводов, образующиеся при штамповке по плоскости разъема штампов, должны быть удалены механической обработкой. Для их удаления допускается применять огневую резку с последующей зачисткой или механической обработкой до полного удаления следов огневой резки.
Огневая резка, если она предусмотрена, должна выполняться до проведения термической обработки (если таковая предусмотрена).
Высота и глубина плавных неровностей после зачистки или механической обработки должна быть не более 0,15, но не более 5 мм при S >50 мм.
(Измененная редакция. Изм. № 1)
10.1.6.3. Относительная овальность а штампованных и штампосварных отводов должна быть не более 3,5%.
![]()
где ![]() - соответственно
наибольший и наименьший наружные диаметры, измеренные в одном сечении.
- соответственно
наибольший и наименьший наружные диаметры, измеренные в одном сечении.
10.1.6.4. Неперпендикулярность плоскостей торцов к оси отводов не должна превышать значений, указанных в п.9.2.1 стандарта.
10.2. Тройники
10.2.1. Тройники с вытянутой горловиной
10.2.1.1. Общие положения
10.2.1.1.1. Отбортовка горловин тройников должна производиться машинным способом посредством горячей или холодной деформации в соответствии с технологическим процессом предприятия-изготовителя.
10.2.1.1.2. Горячее формоизменение заготовок должно производиться после общего нагрева. Вытяжку горловин на трубах и других деталях допускается выполнять с местным нагревом заготовок.
10.2.1.1.3. Изменения толщины стенки заготовок и размеров горловин тройников (наружный диаметр, высота, толщина, радиусы сопряжения отбортовки), необходимость в которых возникает в процессе изготовления, допускаются при подтверждении расчетом на прочность по РД 10-249.
10.2.1.1.4. На поверхностях тройников после холодного или горячего формоизменения допускаются следы от инструмента и окалины в виде пологих вмятин глубиной не более 0,1 от фактической толщины стенки, но не более 3 мм. Дефекты большей глубины и (или) с острыми кромками подлежат пологой зачистке с сохранением минимальной расчетной толщины стенки.
10.2.1.2. Требования к допускам и предельным отклонениям размеров и формы
10.2.1.2.1. Горловины тройников должны выполняться радиально к поверхности корпуса. Эксцентриситет оси горловины е в поперечном и продольном направлениях не должен быть более 5 мм для всех диаметров (рисунок 10.6). Отклонение размера h должно быть в пределах от плюс 5 мм до минус 10 мм.
10.2.1.2.2. Значение радиуса R1 перехода наружной поверхности горловины к поверхности элемента, на котором она отбортована, должно быть не менее толщины стенки горловины sr в соответствии с рисунком 10.6. Величину радиуса сопряжения наружной поверхности горловины с корпусом (трубой) тройников допускается доводить механическим способом до размера, установленного чертежом или стандартом.

Рисунок 10.6
10.2.1.2.3. Сопряжение внутренней поверхности тройника с поверхностью элемента радиусом R2 должно быть плавным. Указанное сопряжение допускается доводить зачисткой механическим способом радиусом R3 не менее 10 мм в соответствии с рисунком 10.6.
10.2.1.2.4, Уменьшение диаметра корпуса тройника вследствие утяжки металла δ при высадке (вытяжке) горловины (рисунок 10.7) не должно быть более значений указанных в таблице 10.6.

Рисунок 10.7
Таблица 10.6
В миллиметрах
|
Наружный диаметр корпуса, D |
Допустимая величина утяжки, δ |
|
|
переходные тройники |
равнопроходные тройники |
|
|
До 220 |
2 |
4 |
|
Свыше 220 до 360 |
4 |
7 |
|
Свыше 360 до 400 |
6 |
10 |
|
Свыше 400 до 510 |
10 |
15 |
|
Свыше 510 |
15 |
30 |
10.2.1.2.5. Допускается плавное местное увеличение наружного диаметра патрубка от торца к корпусу по поверхности (см. рисунок 10.6).
Относительная овальность прямых участков корпуса тройника по наружному диаметру после зачистки поверхности в зоне разъема штампа определяется по формуле
![]()
где ![]() - соответственно
наибольший и наименьший наружные диаметры, измеренные в одном сечении.
- соответственно
наибольший и наименьший наружные диаметры, измеренные в одном сечении.
Относительная овальность не должна быть более 4%.
10.2.1.2.7. Неровности на наружной поверхности тройников, образующиеся при штамповке по плоскости разъема штампов, должны быть удалены. Для их удаления допускается применять огневую резку с последующей зачисткой или механической обработкой до полного удаления следов огневой резки.
Огневая резка, если она предусмотрена, должна выполняться до проведения термической обработки.
Высота и глубина плавных неровностей h1 после зачистки или механической обработки должна быть не более 0,1s в соответствии с рисунком 10.6 (но не более 5 мм при s ≥ 50 мм).
10.2.1.2.8. На внутренней поверхности горловины допускаются следы от инструмента. Риски и царапины должны быть полностью удалены зачисткой.
(Измененная редакция. Изм. № 1)
10.2.1.2.9. Проточка внутреннего диаметра патрубка под сварку выполняется на длине 15-20 мм от кромки с выходом под углом не более 27°. На проточенной поверхности допускается оставлять черновины на расстоянии от кромки не менее 10 мм и не должно быть уступа в конце проточки.
Глубина проточки внутреннего диаметра горловины при обработке торцов под сварку должна соответствовать чертежам или стандартам на изделия. При отсутствии указаний в чертежах проточка должна выполняться на глубину 12+3 мм с выходом под углом (25 ± 2)°. При внутреннем диаметре горловины, равном внутреннему диаметру расточки, внутренняя поверхность должна быть зачищена на длине не менее 20 мм.
10.2.2. Тройники, изготовленные из поковок или проката
10.2.2.1. Без предварительной ковки или штамповки тройники допускается изготавливать методом холодной механической обработки из проката наружным диаметром:
- до 80 мм включительно - деталей независимо от толщины стенки и длины;
- свыше 80 до 160 мм включительно - деталей с толщиной стенки до 40 мм и длиной до 200 мм включительно.
Наружный диаметр деталей, изготовленных из проката после удаления поверхностных дефектов зачисткой или сплошной обточкой для контроля ультразвуковой дефектоскопией, не должен быть менее номинального значения наружного диаметра стыкуемых труб.
10.2.2.2. Для исключения смещения поверхности штуцера относительно поверхности корпуса равнопроходных тройников должна выполняться конусная проточка в соответствии с рисунком 10.8.
10.2.2.3. Смещение внутренних поверхностей δ при сверлении или расточке с двух сторон заготовки должно соответствовать рисунку 10.8 при соблюдении толщины стенки полых деталей и не должно быть более:
- 1,0 мм при номинальном значении диаметра d1 отверстия до 65 мм включительно;
- 0,02 d1, но не более 3 мм, при номинальном значении диаметра отверстия свыше 65мм.
10.2.2.4. Переход в месте смещения поверхностей отверстий должен выполняться под углом а не более 25° в соответствии с рисунком 10.8.
На внутренней поверхности деталей трубопроводов d1 < 32 мм после сверления до пускаются спиральные риски без острых углов от вывода инструмента и коническая поверхность переходной зоны из-под сверла (под углом до 60°) в месте расположения смещения.

Рисунок 10.8
10.2.3. Сварные тройники, изготовленные из труб и листа
10.2.3.1. Цилиндрические обечайки тройников изготавливаются методом вальцовки листа с последующей заваркой продольных швов.
10.2.3.2. Для изготовления обечаек должна применяться листовая сталь, прошедшая ультразвуковой контроль.
Для обечаек, не подвергаемых термической обработке, листовая сталь должна быть испытана на ударную вязкость после механического старения.
10.2.3.3. Отклонения формы цилиндрических обечаек от круглости устанавливаются технологическим процессом предприятия-изготовителя.
10.2.3.4. Отклонение от перпендикулярности наружной поверхности штуцера к корпусу δ не должно быть более 1,5% от высоты штуцера h, но не более 3 мм (рисунок 10.9).
Отклонения от номинального положения поверхностей корпуса и штуцера, полученные в результате коробления тройника от сварки, должны устраняться при механической обработке кромок под последующую сварку. Изменение формы тройника в месте выполненного шва приварки штуцера не нормируется.

Рисунок 10.9
10.2.3.5. Количество продольных швов должно быть не более двух; при этом центральный угол, заключенный между швами, должен быть не менее 90°.
10.2.3.6. Несимметричность
штуцера или отверстия под штуцер в поперечном сечении δ2 не должна быть более 5 мм при
наружном диаметре корпуса тройника ![]() ≤ 465 мм и не более 10 мм при
наружном диаметре свыше 465 мм (рисунок 10.9).
≤ 465 мм и не более 10 мм при
наружном диаметре свыше 465 мм (рисунок 10.9).
10.2.3.7. Требования к качеству поверхности швов, чешуйчатости, расположению валиков и углублений между ними, равномерности усиления по ширине и высоте, а также к плавности перехода от наплавленного металла к основному устанавливаются технологическими процессами или инструкциями в зависимости от принятого способа сварки и методов контроля сварных соединений.
При зачистке усиления должен быть обеспечен плавный переход от наплавленного металла к основному.
Ширина усиления угловых сварных швов выполняется переменной от минимального значения В в продольном сечении до максимального значения В1 в поперечном сечении в соответствии с рисунком 10.10.
Размеры усиления B, B1 и h должны указываться в чертежах изделий.
Наплавленный металл усиления сварных соединений (за исключением сварных швов штуцерных ответвлений) допускается снимать холодной зачисткой или механической обработкой заподлицо с поверхностью свариваемых деталей. При этом толщина стенки не должна быть, меньше указанной на чертеже или в расчете на прочность.
10.2.3.8. Тройниковые соединения, изготавливаемые из электросварных труб Da >530 мм, допускается применять для трубопроводов Ш и IV категорий; при этом; угловые швы приварки штуцеров должны быть проконтролированы радиографическим методом или ультразвуковой дефектоскопией по всей длине.
При вварке штуцеров в трубы не допускается выход продольных и спиральных швов в верхние 1 и нижние 2 точки углового сварного шва. Минимальное расстояние ℓ от оси продольных и спиральных швов до точек 1 и 2 углового шва должно быть не менее 100 мм. Расположение сварных швов должно соответствовать рисунку 10.11.

Рисунок 10.11
10.2.3.9. При сварке труб и других элементов с продольными и спиральными сварными швами совпадение указанных швов не допускается. Сварные швы должны быть смещены на величину не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм.
10.3. Переходы
10.3.1. Общие положения
10.3.1.1. Переходы из бесшовных труб изготавливаются методом: обжатия, обжима с раздачей, осадки в торец. Сварные и штампосварные переходы из листовой стали изготавливаются методами вальцовки или гибки с последующей сваркой. Торцы бесшовных труб подвергаются радиальному обжатию (рисунок 10.12).
10.3.1.2. При угле конусности α≤15° (рисунок 10.12) по концам конического перехода, приваренным к трубопроводу 1-й категории, рекомендуется обеспечить цилиндрические участки длиной не менее двукратной толщины стенки перехода.
(Измененная редакция. Изм. № 1)
10.3.1.3. Сопряжение конической и цилиндрической частей по внутренней и наружной поверхностям конического перехода, выполняемые механической обработкой, должны быть плавными (по радиусу не менее 3 мм), за исключением переходов от конической к меньшей цилиндрической части по внутренней поверхности и от конической к большей цилиндрической части по наружной поверхности.
10.3.1.4. Допускается уменьшение или увеличение длины конических переходов при обеспечении присоединительных размеров и толщины стенки в месте обработки под сварку.
Поставку конических переходов рекомендуется предусматривать в составе блоков с пристыковкой деталей или труб с двух сторон на предприятии-изготовителе.
10.3.1.5. Штампованные переходы из листовой стали должны изготавливаться методом горячего формоизменения.
(Введен дополнительно. Изм. № 1)
10.3.2. Переходы из бесшовных труб
10.3.2.1. На внутренней конической поверхности обжатого конца перехода допускаются незначительные продольные углубления и риски, носящие характер ужимин. При последующей механической обработке цилиндрической внутренней поверхности углубления и риски должны быть полностью удалены.
10.3.2.2. В местах пересечения цилиндрической обработанной поверхности по внутреннему диаметру обжатого конца с конической поверхностью продольные углубления и риски допускается не удалять.
10.3.2.3. Отклонение от соосности е редуцированной поверхности труб и переходов после механической обработки относительно оси недерформированного цилиндрического участка (см. рисунок 10.12) не должно превышать:
- 3 мм для труб наружным диаметром Da ≤ 133 мм;
- 0,02 Da для труб наружным диаметром свыше 133 мм
Смещение оси е подсчитывается по формуле
![]()
где ![]() - максимальное и
минимальное значение смещения поверхности радиально обжатого конца от
поверхности трубы, мм.
- максимальное и
минимальное значение смещения поверхности радиально обжатого конца от
поверхности трубы, мм.

Рисунок 10.12
10.3.2.4. При изготовлении переходов осадкой в торец на прямом участке необжатого конца допускается кольцевая плавная выпуклость высотой не более 3 мм.
10.3.2.5. На переходах и радиально обжатых трубах сопряжение конической и цилиндрической поверхностей должно выполняться плавно. Радиус сопряжения должен быть не менее номинального значения толщины стенки исходной трубы. На внутренней поверхности неподкатанной части переходов допускаются утолщения, обусловленные способом изготовления (рисунок 10.13).

Рисунок 10.13
Высота неудаляемых неровностей не должна превышать:
- 2 мм для труб Da ≤ 108 мм;
- 3 мм для труб Da > 108 мм.
10.3.2.6. Длина неподкатанного прямого цилиндрического участка ℓ от торца до начала конуса перехода (изготавливаемого из трубы) и трубы с редуцированным концом должна быть не менее 100 мм (рисунок 10.13).
10.3.3. Переходы штампованные и сварные из листа
(Новая редакция. Изм. № 1)
10.3.3.1. Конические переходы изготавливаются методом вальцовки или гибки листа с последующей заваркой продольных швов.
10.3.3.2. Отклонения формы конических обечаек от круглости устанавливаются технологическим процессом предприятия-изготовителя. Отклонение от соосности обработанных под сварку торцов переходов не нормируется.
10.3.3.3. Количество продольных швов должно быть не более двух; при этом центральный угол, заключенный между швами, должен быть не менее 90°.
10.3.3.4. Штампованные переходы из листовой стали должны изготавливаться согласно СТО ЦКТИ 318.03 и СТО ЦКТИ 318.06. Объем контроля - согласно таблице 16.3.
(Введен дополнительно. Изм. № 1)
10.3.4. Переходы, изготавливаемые из поковок и штамповок
10.3.4.1. Материал поковок и штамповок после предварительной или окончательной механической обработки должен подвергаться ультразвуковой дефектоскопии в соответствии с указанием технологического процесса.
10.3.4.2. Переходы изготовленные механической обработкой, не должны иметь острых углов в местах сопряжения поверхностей.
Смещение внутренних поверхностей 5 (рисунок 10.14) отверстий в продольном и поперечном сечениях вследствие обработки с 2-х установок (сверления или расточки) не должно превышать:
- 1 мм - при номинальном внутреннем диаметре D ≤ 65 мм;
- 0,02 D, но не более 3 мм - при D > 65 мм.
Переход в месте смещения внутренних поверхностей должен выполняться под углом а не более:
- 60° - при D < 32 мм;
- 25° - при D > 32 мм.

Рисунок 10.14
10.3.3.4. Переходы допускается изготавливать методом холодной механической обработки без предварительной горячей деформации из горячекатаного круглого проката наружным диаметром:
- до 80 мм включительно - полые и глухие детали, независимо от толщины стенки и длины;
- свыше 80 до 160 мм включительно - полые детали с толщиной стенки до 40 мм и длиной до 200 мм включительно.
(Новая редакция. Изм. № 1)
10.4. Вварные сужающие устройства (ВСУ)
10.4.1. Область применения, метод определения расхода, общие требования к условиям измерений, установка стандартных сужающих устройств - по ГОСТ 8.586.1, ГОСТ 8.586.2 и ГОСТ 8.586.3.
10.4.2. Конструкция и размеры, требования к изготовлению сопел, диафрагм и устройств для отбора давления должны соответствовать ГОСТ 8.586.2 и ГОСТ 8.586.3 (см. рисунок 10.15).

Рисунок 10.15
10.4.3. Технические требования распространяются на:
- фланцевые разъемные СУ;
- вварные неразъемные ВСУ, применяемые для технологического контроля и регулирования расхода пара и питательной воды в замкнутой тепловой схеме тепловых электростанций.
10.4.4. Соответствие геометрических параметров требованиям ГОСТ 8.586.2 и ГОСТ 8.586.3 подтверждают:
- для разъемных СУ - калибровкой при изготовлении и при проведении периодической проверки через установленные интервалы времени в зависимости от надежности работы в условиях эксплуатации;
- для неразъемных ВСУ - проводят калибровку при изготовлении и не подвергают периодической проверке в течение всего расчетного ресурса эксплуатации.
10.4.5. Фланцевые СУ поставляются собранными с помощью крепежных деталей. Допускается сопла, диафрагмы и кольцевые камеры поставлять в отдельной упаковке, исключающей возможность повреждения при транспортировке.
10.4.6. При изготовлении ВСУ должны быть приняты меры, исключающие попадание в кольцевые успокоительные камеры посторонних предметов и грязи. ВСУ должны поставляться с вваренными соплами и диафрагмами.
После сварки на период транспортирования, хранения и монтажа отверстия для отборов импульса давления должны быть заглушены пробками.
10.4.7. Поставка СУ Заказчику должна производиться с двумя парами отборов.
При необходимости количество отборов изменяют разделением или объединением потоков с помощью тройников.
10.4.8. Патрубки измерительного трубопровода (далее - патрубки ИТ) с кольцевыми успокоительными камерами изготавливают цельными или сварными из двух частей.
10.4.9. Изготовление цельных патрубков ИТ или их частей ковкой или штамповкой должно выполняться с соблюдением требований настоящего стандарта, в зависимости от принятого способа.
На наружной поверхности цельноштампованных патрубков ИТ допускаются без удаления технологические уклоны, не вызывающие уменьшения толщины стенки ниже предельного значения, установленного чертежами и стандартами.
10.4.10. При изготовлении сваркой из двух частей без последующей проточки патрубков ИТ по внутреннему диаметру D20, перед соплом или диафрагмой и за ними на расстоянии 2 D20 не должно быть сплошного или прерывистого превышения проплава или вогнутости корня шва.
D20 - номинальное значение внутреннего диаметра патрубка ВСУ при t=20 °C, мм (рисунок 10.15).
В местах зачистки корня шва механическим способом размер D20 должен удовлетворять требованиям чертежей.
10.4.11. Для сварных швов СУ, выполняемых на предприятии-изготовителе, форму и размеры кромок и швов допускается устанавливать технологическими инструкциями при соблюдении требований Приложения В.
10.4.12. СУ изготавливают из коррозионно и эррозионно-стойкого по отношению к среде материала, температурный коэффициент линейного расширения которого известен в рабочем диапазоне температур. Допускается изготавливать сопла и диафрагмы из того же материала, что и патрубки, с наплавкой рабочих поверхностей коррозионно и эррозионно-стойкими материалами по технологическому процессу, согласованному с предприятием- изготовителем.
10.4.13. Сварной шов между патрубками должен выполняться с проплавлением основного металла сопел и диафрагм по всему периметру (рисунок 10.15).
При изготовлении патрубков и сопел (диафрагм) из материалов разных структурных классов, на наружной поверхности сопел и диафрагм выполняют проточку с последующей заваркой сварочными материалами, допущенными к выполнению сварного соединения патрубков.
Размеры проточки и наплавки должны указываться в технологической инструкции на сварку или на чертеже.
Для обеспечения контроля шва и прилегающих к нему зон основного металла ультразвуковой дефектоскопией, усиление сварного шва в месте вварки сопел или диафрагм должно быть удалено обточкой.
10.4.14 Патрубок ИТ перед СУ (или корпусом кольцевой камеры) должен быть цилиндрическим на длине не менее 2 D20. Указанное условие выполняется, если значение диаметра D20, измеренное в любом месте, отличается не более чем на + 0,3% от его среднего значения.
10.4.15. Среднее значение диаметра D20 определяют как среднее арифметическое значение результатов измерений не менее чем в трех поперечных сечениях патрубка ИТ, а в каждом из сечений - не менее чем в четырех диаметральных направлениях, расположенных под одинаковым углом друг к другу:
а) для диафрагм с угловым отбором давления и сопел ИСА 1932 первое сечение выбирают непосредственно у входного торца СУ или переднего торца кольцевой камеры (при ее наличии), второе - на расстоянии 0,25 D20, третье - на расстоянии 0,5 D20;
б) для диафрагм с фланцевым отбором давления первое сечение выбирают на расстоянии 25,4 мм от входного торца СУ, второе на расстоянии 0,25 D20 от первого, третье - на расстоянии 0,25 D20 от второго.
Погрешность измерительного инструмента не должна превышать ± 0,1%.
10.4.16. Диаметр D20 патрубка ИТ за СУ на длине не менее 2 D20 от его входного торца не должен отличаться более чем на + 0,3 % от среднего диаметра патрубка ИТ перед СУ. Оценка может быть дана по результатам одного измерения.
10.4.17. Маркировка СУ должна предусматривать обозначение направления движения среды от входного торца СУ к выходному.
10.4.18. Неперпендикулярность входного торца СУ к оси патрубка ИТ должна быть в пределах ± 1°. При сборке СУ должна быть обеспечена плотность прилегания торцов патрубков ИТ к диафрагме или соплу по всему периметру.
10.4.19. Корпус кольцевой камеры устанавливают соосно ИТ таким образом, чтобы ни один элемент камеры не выступал во внутреннюю полость ИТ.
10.4.20. Значение допустимого смещения оси отверстия d20 сопел и диафрагм относительно осей отверстий D20 патрубков после сварки ВСУ указывают в чертежах сопел и диафрагм и обеспечивают технологическим процессом изготовления по результатам контроля измерением смещения оси отверстия d20 относительно наружного диаметра сопел и диафрагм и оси отверстия D20 относительно диаметра расточки успокоительной камеры D1 патрубков (см. рисунок 5.1).
d20 - диаметр цилиндрической части отверстия сопла или диафрагмы, мм.
10.4.21. Оси отверстий для отбора давления в патрубках ИТ должны пересекаться под прямым углом в пределах ± 3°.
10.4.22. В месте выхода в патрубок ИТ отверстие должно иметь круглое сечение. Кромки его должны быть заподлицо с внутренней поверхностью патрубка ИТ, насколько возможно, острыми. Для исключения заусенцев на внутренних кромках отверстий допускается их притупление радиусом не более 1/10 диаметра отверстия для отбора давления. Не допускаются неровности на внутренней поверхности соединительного отверстия, на кромке отверстия, просверленного в стенке патрубка ИТ, или на стенке патрубка ИТ вблизи отверстия для отбора давления.
Выполнение требований п.п. 10.4.19 и 10.4.20 контролируется внешним осмотром.
10.4.23. Отверстия для отбора давления должны быть круглыми и цилиндрическими на длине, превышающей в 2,5 раза диаметр этого отверстия. Длину измеряют от внутренней стенки кольцевой камеры ИТ. Круглость и цилиндричность отверстий устанавливается визуальным контролем. Отверстия для отбора давления перед СУ и за ним не должны отличаться друг от друга более чем на 0,1 мм.
10.4.24. Все поверхности корпуса кольцевой камеры, соприкасающиеся со средой, должны быть чистыми.
10.4.25. В рабочих чертежах буквенные обозначения составных частей диафрагм и их геометрических размеров должны соответствовать рисунку 10.16.

Рисунок 10.16
10.4.26. Поверхность входного торца А диафрагмы должна быть плоской. Диафрагму считают плоской, если наклон прямой линии, связывающий две любые точки ее торцевой поверхности А, относительно плоскости, перпендикулярной к ее оси, менее 0,005 (0,3°).
10.4.27. Дополнительные требования на изготовление симметричных диафрагм, предназначенных для измерения расхода сред, идущих в прямом и обратном направлениях, оговаривают в рабочих чертежах.
10.4.28. Приведенные в п. 10.4.26 требования относятся только к той части диафрагмы, которая находится внутри диаметра D20 патрубка ИТ.
10.4.29. Выходной торец диафрагмы должен быть плоским и параллельным входному торцу.
10.4.30. Значения толщины Ед, измеренные в любой точке поверхности диафрагмы, не должны отличаться между собой более чем на 0,001D20
10.4.31. Шероховатость Ra поверхности входного торца и конической поверхности со стороны выходного торца диафрагмы должна быть не более или равна 10-4 d20 пределах круга диаметром не менее D20, концентрично отверстию диафрагмы d20
10.4.32. Шероховатость поверхности выходного торца диафрагмы должна быть Ra ≤ 0,01 мм.
10.4.33. Состояние поверхности выходного торца диафрагмы допускается оценивать внешним осмотром.
10.4.34. Значения длины цилиндрической части отверстия диафрагмы е, измеренные в любом месте, не должны различаться между собой более чем на 0,001 D20
10.4.35. Входная кромка G и выходные кромки Н и I не должны иметь притуплений и заусенцев, заметных невооруженным глазом.
10.4.36. Входная кромка G должна быть острой, радиус ее закругления должен быть не более 0,05 мм. Это требование проверяют внешним осмотром невооруженным глазом по отсутствию отражения светового луча от входной кромки (в этом случае радиус принимают равным 0,05 мм) или непосредственным измерением.
10.4.37. За значение диаметра d20 цилиндрической части отверстия принимают среднее значение результатов не менее четырех измерений диаметров, расположенных под равными углами с отклонением ± 0,5°. При этом погрешность измерительного инструмента должна быть не более 0,02%.
10.4.38. Отверстие диафрагмы должно быть цилиндрическим, а его ось должна быть перпендикулярна к входному торцу диафрагмы в пределах ± 0,5°.
Результаты отдельных измерений диаметра отверстия не должны отличаться от среднего значения более чем на 0,05%. Шероховатость поверхности Ra отверстия не должна быть более 1О-5 d20
10.4.39. Взаимное расположение кольцевых камер перед диафрагмой и за ней необязательно должно быть симметричным. Однако обе камеры должны соответствовать требованиям, установленным ГОСТ 8.586.2 и настоящим стандартом.
10.4.40. В рабочих чертежах буквенные обозначения основных частей сопел и их геометрических размеров должны соответствовать рисунку 10.17).

Рисунок 10.17
10.4.41. Значение диаметра d20 горловины Е сопла определяют как среднее значение результатов измерений не менее чем в четырех приблизительно равноотстоящих друг от друга направлениях. Горловина должна быть цилиндрической. Значение любого диаметра в любом поперечном сечении не должно отличаться от среднего значения более чем на 0,05%. При этом погрешность измерительного инструмента не должна превышать 0,02%.
10.4.42. Профиль сужающейся входной части сопла проверяют с помощью шаблона. Значения любых двух диаметров сужающейся входной части, измеренные в одной плоскости, перпендикулярной к оси сопла, не должны различаться между собой более, чем на ±0,1% их среднего значения.
10.4.43. Параметр шероховатости
поверхности входного торца и горловины сопла ![]()
10.4.43. Высота обработки профиля задней поверхности сопла должна быть не более 0,01 мм.
10.4.45. Профильная часть отверстия сопел должна быть выполнена с плавным сопряжением дуг. Отклонения от номинального значения размеров радиусов дуг должны удовлетворять требованиям рабочих чертежей.
10.4.46. Выходная кромка цилиндрической части отверстия сопла должна быть острой, без заусенцев, зазубрин, фаски или закругления.
10.4.47. После сварки патрубков с соплами и диафрагмами или термической обработки ВСУ допускается выполнять доводку размера его; припуск на доводку устанавливают технологическим процессом.
В зонах, прилегающих к соплам и диафрагмам после сварки, допускается деформация проточенной поверхности вследствие усадки металла шва с высотой неровностей не более 0,3% D20.
10.4.48. На внутренней поверхности патрубков ВСУ окалина, получившаяся вследствие термической обработки, должна быть удалена.
В зонах, прилегающих к сварным швам, поверхностное окисление металла, вследствие термического воздействия сварки, не удаляют.
10.5. Фланцы и крепежные детали
10.5.1. Технические требования к фланцам должны соответствовать требованиям ГОСТ 12816.
Фланцы применяют для присоединения трубопровода к арматуре и оборудованию в соответствии с документацией разработчика проекта трубопровода.
При выборе материала прокладок следует учитывать условия эксплуатации оборудования.
10.5.2. Фланцы, приварные встык, должны изготавливаться из поковок и штамповок.
10.5.3. Для трубопроводов должны применяться фланцы стальные приварные встык по ГОСТ 12821. Для трубопроводов с условным давлением до 2,5 МПа и температурой до 35О °С включительно, допускается применять фланцы стальные плоские приварные по ГОСТ 12820.
10.5.4. Плоские фланцы
допускается изготавливать сварными гибкой из полосы или из частей (2![]() 3 секторов), вырезанных из листа. Сварные швы должны
выполняться с полным проплавлением по толщине стенки сечения фланца и при этом
должны быть проконтролированы радиографическим или ультразвуковым методом в
объеме 100%. При размещении отверстий на сварном шве или в зоне термического
влияния шва (~2s фланца) внутренняя поверхность
отверстия и прилегающие зоны сварного шва должны быть подвергнуты контролю МК
или ПВК.
3 секторов), вырезанных из листа. Сварные швы должны
выполняться с полным проплавлением по толщине стенки сечения фланца и при этом
должны быть проконтролированы радиографическим или ультразвуковым методом в
объеме 100%. При размещении отверстий на сварном шве или в зоне термического
влияния шва (~2s фланца) внутренняя поверхность
отверстия и прилегающие зоны сварного шва должны быть подвергнуты контролю МК
или ПВК.
10.5.5. Изготовление крепежных деталей должно производиться по рабочим чертежам, с соблюдением технических требований ГОСТ 20700.
10.5.6. Для фланцевых соединений трубопроводов с давлением до 3 МПа и температурой до 300 °С, включительно, допускается применение болтов и шпилек класса прочности 5.6 и гаек класса прочности 8 по ГОСТ Р 52628.
(Измененная редакция. Изм. № 1)
10.5.7. Затяжка крепежных деталей фланцевых соединений на месте монтажа и эксплуатации должна производиться с соблюдением требований проектной документации на трубопроводы и ГОСТ 20700.
10.6. Трубопроводные блоки и сборочные единицы
10.6.1. Укрупненные сборочные единицы (трубопроводные блоки) изготавливаются для трубопроводов с номинальным наружным диаметром 108 мм и более.
10.6.2. Максимальные габаритные размеры блоков, прямых и гнутых трубных деталей устанавливаются чертежами в соответствии с таблицей 10.7. Размеры: длина А, ширина В и высота Н не должны превышать значения, указанные в таблице 10.7.
Таблица 10.7
|
Характеристика изделия |
Форма блоков |
||
|
Прямые |
Одноплоскостные |
Пространственные |
|
|
А, м |
АхВ, м |
АхВхН, и |
|
|
не более |
|||
|
Прямые и гнутые трубные детали с
номинальным наружным диаметром Dа =(108 |
8,0 |
8,0x2,6 |
8,0x2,6x1,1 |
|
Гнутые трубные детали с Dа > 133 мм, подвергаемые термической обработке с общим нагревом в печах |
|||
|
Блоки, сварные соединения которых подлежат термической обработке с общим нагревом в печах |
|||
|
Прямые и гнутые трубные детали с Dа > 133 мм, не подвергаемые термической обработке |
11,0 |
11,0x2,6 |
11,0x2,6x1,1 |
|
Блоки Dа > 133 мм, сварные соединения которых не подлежат термической обработке или подвергаются термической обработке с местным нагревом |
|||
10.6.3. В состав блоков не включаются:
- запорная, регулирующая, предохранительная и другая арматура;
- фланцы (кроме воротниковых);
- вварные сужающие устройства;
- приварные детали крепления опор и подвесок;
- штуцеры и бобышки с внутренним диаметром 32 мм и менее.
Сверление отверстий под приварку бобышек и штуцеров внутренним диаметром d<32 мм при изготовлении деталей и блоков производится при наличии соответствующих указаний в монтажных чертежах трубопроводов и в рабочих чертежах деталей и сборочных единиц.
10.6.4. Форма блоков и взаимное расположение входящих в них деталей должны обеспечивать проведение измерительного контроля габаритных размеров при их наложении на плаз.
Входящие в состав блоков гибы, отводы, штуцеры и горловины тройников должны располагаться по одну сторону относительно общей плоскости блока; при этом углы разворота осей горловин, штуцеров и отверстий под штуцеры и бобышки назначают кратными 5°. Блоки не должны оканчиваться линзовыми компенсаторами и косыми резами под приварку секторов секторных отводов.
10.6.5. Расположение сварных соединений в блоках назначают из условий выполнения максимального количества швов в поворотном положении полуавтоматическим или автоматическим способами и возможности контроля сварных соединений неразрушающими методами при изготовлении и монтаже (рисунок 10.18) с минимальным количеством сварных соединений.

Рисунок 10.18
10.6.6. Блоки, в состав которых входят конические переходы, рекомендуется оканчивать прямыми участками труб с припуском для подгонки габаритного размера блока по фактической длине конического перехода.
10.6.7. Для прямого блока (без гнутых труб и отводов) при совмещении с чертежом на плазе торцов блока отклонение от номинального расположения в любую сторону и выход из плоскости оси блока (рисунок 10.19) не должны превышать 0,005 А, но не должны быть более 30 мм, где А - длина блока.

Рисунок 10.19
10.6.8. Для блоков, где поворот выполнен в соответствии с рисунком 10.20 гнутыми трубами и отводами отклонение оси участка А блока от оси контрольного чертежа на плазе внутри блока не должно превышать 0,005 А и не должно быть более 30 мм. Отклонения осей участков В и С блока не должны быть более 0,0156 и 0,015с соответственно (b и c - расстояния от начала гиба до торца) и не должны выводить габаритные размеры за пределы допускаемых отклонений.

Рисунок 10.20
10.6.9. Отклонение осей проектного положения в любую сторону и выход из плоскости, измеренные на торцах блока, должны быть не более 0,01 длины для каждого прямого участка а и a1, прилегающего к гнутому участку или привариваемого к гибу (рисунок 10.21).
При расчете допускаемых отклонений габаритных размеров блоков отклонения осей по торцам блока не учитываются.
10.6.10. Выход из плоскости блока с углом β должен быть менее 30° для гибов, повернутых в одну сторону, и менее 1° для гибов, развернутых в разные стороны (рисунок 10.21).
10.6.11. Допускается выдерживать габаритные размеры блоков за счет изменения длины прямых участков, входящих в блок деталей, или за счет вварки вставок.
10.6.12. Разворот плоскостей вваренных в блок штуцеров (тройников), отводов и других деталей допускается не более ±30°.
10.6.13. Отклонение оси патрубка, приваренного к штуцеру, не должно превышать:
- 3 мм - при высоте патрубка до 450 мм включительно;
- 4 мм - при высоте патрубка свыше 450 мм до 700 мм включительно;
- 5 мм - при высоте патрубка более 700 мм.
10.6.14. Отклонение от номинального положения осей штуцеров или смещение отверстий под штуцеры и бобышки в плоскости, перпендикулярной оси трубы, не должно быть более 5 мм при диаметре штуцера (отверстия) Da < 465 мм и 10 мм - при диаметре 465 мм и более.
10.6.15. Отклонения размера между осями двух соседних штуцеров, ввариваемых в блоки, и расстояния от штуцера, принятого за базу, до торца трубы (корпуса) не должны превышать ±10 мм.
10.6.16. Все изделия до сборки в блоки должны быть проконтролированы и приняты отделом технического контроля (ОТК) предприятия-изготовителя. Детали, не принятые ОТК, к сборке в блоки не допускаются.

Рисунок 10.21
11. ТРЕБОВАНИЯ К СВАРКЕ
11.1. Общие положения
11.1.1. Изготовитель обязан провести аттестацию технологии сварки согласно требованиям ПБ 10-573 и РД 03-615.
11.1.2. Сварка трубопроводов (сборочных единиц, деталей) должна производиться в соответствии с требованиями технологического процесса изготовления.
Технологическая документация должна содержать указания по:
- технологии сварки материалов, принятых для изготовления трубопроводов (сборочных единиц, деталей);
- применению присадочных материалов;
- предварительному и сопутствующему подогреву;
- термической обработке.
11.1.3. В зависимости от марок сталей свариваемых элементов и способа сварки (ручная дуговая, автоматическая, дуговая сварка в защитных газах, электрошлаковая) применяются сварочные материалы согласно РД 2730.940.102.
Для марок сталей 10Х9МФБ-Ш, 10Х9МФБ для ручной электродуговой сварки применяются электроды марки ЦЛ-57 ГОСТ 9467, а для аргонодуговой сварки проволока марок СВ-10Х9НМФА, Св-0Х9ГСНМФ.
11.1.4. Сварка швов может производиться только после того, как службой технического контроля проверены правильность сборки и тщательность зачистки всех поверхностей металла, подлежащих сварке, а также наличие клейм стилоскописта на заготовках из легированных сталей.
Выявленные при контроле отклонения от установленных требований должны быть своевременно устранены.
11.1.5. Для предотвращения «холодных» трещин все сварочные работы при изготовлении трубопроводов (сборочных единиц и деталей) должны производиться, как правило, при положительных температурах в закрытых отапливаемых помещениях.
Сварку трубопроводов (сборочных единиц и деталей) из углеродистых и хромомолибденовых сталей следует производить с подогревом, режим которого определяется технологическим процессом с учетом требований РД 2730.940.102 (таблица 4).
(Измененная редакция. Изм. № 1)
11.1.6. Приварка штуцеров должна производиться по технологии, применяемой на предприятии-изготовителе (например, комбинированная сварка с полным проплавлением, на удаляемых подкладных кольцах, расточкой до нужного диаметра толстостенной заготовки и др.).
11.1.7. Контроль качества сварных соединений должен удовлетворять требованиям, представленным в главе 12 настоящего стандарта.
11.1.8. Исправление дефектов, выявленных в сварных соединениях при их контроле согласно разделу 12 настоящего стандарта, производится по разработанному технологическому процессу предприятия-изготовителя с учетом требований ПБ 10-573.
11.2. Предварительный и сопутствующий подогрев
11.2.1. Необходимость предварительного и сопутствующего сварке подогрева и его минимальную температуру в зависимости от марки стали и номинальной толщины свариваемых деталей (сборочных единиц) следует устанавливать согласно технологии, применяемой на предприятии-изготовителе трубопроводов с учетом требований РД 2730.940.102.
(Измененная редакция. Изм. № 1)
11.3. Контроль процессов сварки
11.3.1. В процессе сварки производится контроль выполнения ее технологического процесса, разработанного предприятием-изготовителем и аттестованного в соответствии с требованиями ПБ 10-573, РД 03-615 и РД 03-606 с учетом требований РД 2730.940.103.
(Измененная редакция. Изм. № 1)
11.4. Маркировка сварных соединений
11.4.1. Сварные соединения подлежат клеймению или маркировке методом, позволяющим установить фамилию сварщика, выполнявшего сварку.
11.4.2. Применяемые методы маркировки сварных соединений должны обеспечивать ее максимально возможную сохранность в процессе эксплуатации трубопровода.
11.4.3. Клеймо сварщика или маркировка должны быть проставлены с наружной стороны сварных соединений на расстоянии 30-50 мм от краев шва.
11.4.4. На сварных соединениях, подлежащих УК, допускается вынесение клейма (маркировки) за пределы зоны сканирования (перемещения искателя).
11.4.4. Сваренный и зачищенный, при необходимости, стык труб диаметром более 22 мм с толщиной стенки более 3 мм сварщик должен заклеймить присвоенным ему клеймом. Клеймо ставят на самом сварном шве вблизи верхнего «замка» (на площадке размером около 20×20 мм, зачищенной абразивным камнем или напильником) или на трубе на расстоянии 30-40 мм от шва. Если стык сваривают несколько сварщиков, каждый ставит свое клеймо в верхнем конце того участка, который он выполнял. Если стык сваривают по технологии, предусматривающей, что швы (слои) сварщик накладывает в разных местах или по всему периметру стыка (например, при сварке поворотных стыков труб большого диаметра), то все сварщики, выполнившие этот стык, ставят клейма в одном месте, желательно на верхнем участке стыка. При зачистке стыка для ультразвукового контроля место расположения клейма не зачищается.
Допускается производить клеймение по инструкции предприятия-изготовителя.
11.5. Условия пребывания сварных соединений до термической обработки
11.5.1. Варианты условий пребывания сварных соединений до термической обработки рекомендуется принимать согласно РД 2730.940.102.
12. КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
12.1. Порядок выполнения контроля
12.1.1. Контроль сварных соединений должен производиться по технологическим картам контроля трубопроводов, разработанным в установленном порядке на предприятии- изготовителе до начала выполнения сварочных работ с учетом требований РД 2730.940.103.
(Измененная редакция. Изм. № 1)
12.1.2. В процессе изготовления элементов трубопровода необходимо осуществлять систематический контроль качества сварочных работ - предварительный контроль, операционный контроль и контроль готовых сварных соединений.
12.1.3. При предварительном контроле подлежат проверке: аттестация персонала, основные и сварочные материалы, аттестация и состояние сварочного оборудования, сборочно-сварочных приспособлений, термического оборудования и аппаратуры, приборов для дефектоскопии.
12.1.4. При операционном контроле проверяется: контроль температуры предварительного подогрева; контроль процессов сварки; контроль термической обработки.
12.1.5. Контроль температуры подогрева следует осуществлять термоэлектрическими термометрами. Допускается контроль другими приборами и средствами (в т.ч. термокарандашами или термокрасками), указанными в ПКД и ПТД.
Измерение температуры следует производить на расстоянии (100±10) мм от свариваемых кромок. При длине (ширине) свариваемых деталей менее 100 мм измерение температуры подогрева производить на максимально возможном расстоянии от свариваемых кромок.
12.1.6. В процессе выполнения дуговой сварки следует контролировать режимы сварки, условия пребывания выполняемых сварных соединений во время вынужденных перерывов процесса сварки и другие характеристики, контроль которых предусмотрен разработанной технологией сварки.
12.1.7. При выполнении дуговой сварки следует контролировать качество заварки корневого шва или корневой части шва, в случае если остальную часть сварного шва будет выполнять другой сварщик, допустимые размеры валиков и последовательность заполнения разделки.
12.1.8. Указанный выше контроль должна проводить служба технического контроля предприятия-изготовителя. По каждому виду контроля оформляется протокол (акт) о соответствии требованиям контроля, подписанный начальником и исполнителем ОТК, а также начальником цеха (отдела), проводящего операцию контроля.
Выявленные при контроле отклонения от установленных требований должны быть своевременно устранены, а в случае невозможности их устранения сварные соединения бракуются.
12.1.9. Сдаточный неразрушающий контроль проводится после термообработки. Если термообработок несколько (с одинаковыми режимами), то после любой из них. Если режимы разные, то после самой жесткой. Техническая возможность проведения неразрушающего контроля указывается в ПТД.
(Введен дополнительно. Изм. № 1)
12.2. Объем контроля стыковых сварных соединений
12.2.1. Сварные соединения трубопроводов, работающие под давлением, должны быть подвергнуты предприятием-изготовителем: ВИК, неразрушающему контролю РК или УК, МК или ПВК в объеме не менее, указанному в таблице 12.1 и с учетом требований РД 2730.940.103.
(Измененная редакция. Изм. № 1)
12.2.2. РК или УК должны выбираться исходя из требования обеспечения более полного и точного выявления недопустимых дефектов, а также с учетом эффективности данного метода для сварного соединения конкретного вида.
МК следует контролировать поверхности из углеродистых и низколегированных сталей. Допускается контролировать эти поверхности цветным методом.
12.2.3. Предварительно наплавленные перлитными или высокохромистыми присадочными материалами кромки деталей из легированных сталей следует подвергать сплошному ПВК или МК для трубопроводов I-III категорий.
12.2.4. При технической невозможности УК или РК сварных соединений допускается в соответствии с технической документацией взамен указанных видов контроля проводить послойный визуальный контроль в процессе сварки с последующим ПВК или МК выполненного сварного соединения в доступных местах.
12.3. Контроль ремонтных сварных швов
12.3.1. Все исправленные участки должны быть проконтролированы в соответствии с требованиями таблицы 12.1 настоящего стандарта и с учетом требований РД 2730.940.103.
(Измененная редакция. Изм. № 1)
12.2.2. Контроль качества и полноты удаления поверхностных дефектов проводится в соответствии с контрольными операциями.
12.2.3. Контролю подлежат все участки, подвергавшиеся исправлению или удалению дефектов.
12.3.4. Результаты контроля изделий после ремонта должны соответствовать требованиям конструкторской документацией предприятия-изготовителя.
Таблица 12.1
|
№ |
Виды объектов и типы сварных соединений |
Штуцер, патрубок, Da (D), мм |
Толщина стенки, мм |
Метод контроля |
Объем контроля |
Минимальное число стыков |
|
1 |
Категория I |
|||||
|
1.1 |
Соединения стыковые поперечные |
независимо |
≥ 15 |
ВИК+УК или РК |
100% |
- |
|
1.2 |
Соединения стыковые поперечные |
Da > 200 |
< 15 |
ВИК+УК или РК |
100% |
- |
|
1.3 |
Соединения стыковые поперечные |
Da < 200 |
<15 |
ВИК |
100% |
|
|
УК или РК |
20% |
5 |
||||
|
2 |
Категория II |
|||||
|
2.1 |
Соединения стыковые поперечные |
независимо |
≥ 15 |
ВИК+УК или РК |
100% |
- |
|
2.2 |
Соединения стыковые поперечные |
Da ≥ 200 |
< 15 |
ВИК |
100% |
|
|
УК или РК |
20% |
5 |
||||
|
2.3 |
Соединения стыковые поперечные |
Da < 200 |
< 15 |
ВИК |
100% |
|
|
УК или РК |
10% |
4 |
||||
|
3 |
Категория III |
|||||
|
3.1 |
Соединения стыковые поперечные |
Da ≤ 465 |
независимо |
ВИК |
100% |
|
|
УК или РК |
5% |
3 |
||||
|
4 |
Категория IV |
|||||
|
4.1 |
Соединения стыковые поперечные |
Da < 465 |
независимо |
ВИК |
100% |
|
|
УК или РК |
3% |
2 |
||||
|
5 |
Продольные стыковые соединения трубопроводов и их деталей |
независимо |
ВИК+УК или РК |
100% |
- |
|
|
6 |
Угловые сварные соединения элементов приварки штуцеров, труб |
D ≥ 1O0 |
независимо |
ВИК+УК или РК |
100% |
- |
|
7 |
Места сопряжений продольных и поперечных швов |
независимо |
ВИК+РК |
100% |
- |
|
|
8 |
Соединения поперечные секторных отводов: |
|
независимо |
ВИК |
100% |
|
|
категория III |
Da ≤ 465 |
УК или РК |
15% |
6 |
||
|
категория IV |
Da ≤ 465 |
УК или РК |
9% |
4 |
||
|
9 |
Угловые сварные соединения элементов: |
|||||
|
9.1 |
из хромомолибденовых сталей |
- |
s > 45 |
ВИК + МК или ПВК |
100% |
- |
|
9.2 |
из хромомолибденована-диевых сталей |
- |
s > 35 |
ВИК + МК или ПВК |
100% |
|
|
10 |
Корневые сварные швы |
независимо |
ВИК |
100% |
||
|
11 |
Ремонтные заварки по пп. 1-9 (включая зону термического влияния). При технической невозможности проведения УК или РК следует проводить послойный ВИК. |
независимо |
ВИК+УК (или РК)+МК (или ПВК) |
100% |
||
|
12 |
Приварки штуцеров, труб |
Da < 100 |
независимо |
согласно п. 12.2.4 |
100 % |
- |
(Измененная редакция. Изм. № 1)
12.4. Нормы оценки качества сварных соединений
12.4.1. Визуальный и измерительный контроль
12.4.1.1. Визуальный и измерительный контроль должен проводиться в соответствии с РД 03-606. Нормы оценки качества сварных соединений - в соответствии с РД 2730.940.103 (приложение 8).
12.4.1.2. Допускается выпуклость и вогнутость углового шва до 30% его катета, но не более 3 мм. Вогнутость не должна приводить к уменьшению величины катета шва, установленного при проектировании.
12.4.1.3. Качество корневого слоя шва по результатам внешнего осмотра, проведенного до заполнения остальной части шва, считается удовлетворительным, если выдержаны требования к размерам и формированию корневого слоя и не обнаружены трещины любых видов и направлений, непровары в корне шва, незаваренные прожоги и кратеры, наплывы (натеки), свищи, а также объемные поверхностные включения, превышающих нормы, дефекты, свидетельствующие о нарушении режима сварки или о недоброкачественности сварочных материалов.
(Измененная редакция. Изм. № 1)
12.4.1.4. Выявленные при визуальном и измерительном контроле поверхностные дефекты, которые могут быть удалены без последующей заварки выборок, должны быть исправлены до проведения контроля другими методами.
12.4.2. Радиографический и ультразвуковой контроль
12.4.2.1. Радиографический контроль качества сварных соединений должен проводиться в соответствии с ГОСТ 7512 и СДОС-01.
(Измененная редакция. Изм. № 1)
12.4.2.2. Ультразвуковой контроль качества сварных соединений должен проводиться в соответствии с ГОСТ 14782, РД 34.17.302 (ОП № 501 ЦД).
12.4.2.3. Качество сварных соединений по результатам РК оценивается в соответствии с требованиями ПБ 10-573 (приложение 8), по результатам УК - в соответствии с требованиями РД 34.17.302 (приложение 8) и считается удовлетворительным, если не будут обнаружены несплошности, превышающие допустимые значения.
12.4.3. Магнитопорошковая дефектоскопия.
12.4.3.1. Магнитопорошковый контроль сварных соединений должен проводиться в соответствии с ГОСТ 21105 и РД-13-05-2006.
Допускается замена магнитопорошкового контроля капиллярным контролем или травлением.
(Измененная редакция. Изм. № 1)
12.4.3.2. Сплошному магнитопорошковому контролю подлежат угловые сварные соединения деталей из хромомолибденовых сталей при номинальной толщине приваренных деталей свыше 45 мм и из хромомолибденованадиевых сталей при номинальной толщине приваренных деталей свыше 36 мм.
12.4.3.3. Нормы оценки качества: допускается оценивать выявленные несплошности, выходящие на поверхность, по их фактическим характеристикам после удаления эмульсии или порошка согласно РД 2730.940.103.
При выявлении недопустимых индикаций допускается проведение магнитопорошкового контроля соответствующих участков, при положительных результатах которого проводится зашлифовка металла на глубину до 1мм (при условии обеспечения минимально допустимой толщины металла) и последующий повторный магнитопорошковый контроль, результаты которого являются окончательными.
12.4.4. Капиллярный контроль
12.4.4.1. Капиллярный контроль сварных соединений должен проводиться в соответствии с ГОСТ 18442, ОСТ 108.004.101, РД-13-06-2006, нормы оценки качества - по РД 2730.940.103.
(Новая редакция. Изм. № 1)
12.4.4.2. Качество сварных соединений при капиллярном контроле допускается оценивать как по индикаторным следам, так и по фактическим показателям выявленных неоплошностей после удаления реактивов с контролируемой поверхности в зоне зафиксированных индикаторных следов.
12.4.4.3. При контроле по индикаторным следам качество сварного соединения или наплавленной поверхности считается удовлетворительным при одновременном соблюдении следующих условий:
- индикаторные следы являются округлыми (линейные индикаторные следы отсутствуют);
- наибольший размер каждого индикаторного следа не превышает трехкратных значений норм для одиночных включений;
- количество индикаторных следов не превышает норм для одиночных включений;
- индикаторные следы являются одиночными.
12.4.5. Твердость
12.4.5.1. Твердость наплавленного металла должна соответствовать значениям, приведенным в РД 2730.940.103.
При неудовлетворительных результатах контроля твердости металла шва допускается повторный контроль с утроенным количеством замеров на том же сварном соединении.
12.4.6. Стилоскопирование
12.4.6.1. Стилоскопированию металла шва подлежат сварные соединения, выполненные легированными присадочными материалами согласно РД 2730.940.103. При этом для контролируемой группы сварных соединений, работающих под внутренним давлением, объем стилоскопирования для трубопроводов I категории безопасности должен соответствовать 100% стыков.
Контролируемой группой сварных соединений следует считать выполненные одним сварщиком с использованием присадочных материалов одной партии сварные соединения деталей или однотипные сварные соединения на трубопроводе.
При выборочном контроле (в объеме менее 100%) стилоскопирование должно быть проведено не менее, чем на трех сварных соединениях, входящих в контролируемую группу. При числе сварных соединений в одной группе менее четырех стилоскопированию подлежат все сварные соединения.
12.4.7. Металлографические исследования
12.4.7.1. Металлографические исследования проводятся:
- при аттестации технологии сварки;
- при контроле производственных сварных стыковых соединений:
- деталей из сталей разных структурных классов;
- при контроле производственных сварных угловых и тавровых соединений, в том числе соединений труб (штуцеров) с трубопроводами, а также тройниковых соединений.
12.4.7.2. Металлографические исследования не являются обязательными для сварных соединений деталей из стали перлитного класса при условии контроля соединений радиографией или ультразвуком в объеме 100%;
12.4.7.3. Металлографические исследования проводят на шлифах, вырезанных из контрольных сварных швов, наплавок и сварных соединений.
12.4.7.4. Металлографические исследования для сварных соединений, выполненных стыковой сваркой оплавлением (контактной сваркой), независимо от класса стали свариваемых элементов, должны включать макро- и микроисследование. Все остальные сварные соединения, подвергающиеся металлографическим исследованиям, контролируются только макро-исследованием. Допускается последовательное проведение макро- и микроисследования на одних и тех же образцах.
12.4.7.5. Требования к качеству металлографического исследования сварных соединений представлены в РД 2730.940.103.
12.5. Требования к исправлению обнаруженных дефектов
12.5.1. Все обнаруженные при неразрушающем контроле дефекты сварных соединяй подлежат исправлению (выборка, контроль, сварка) по разработанной на предприятии-изготовителе карте технологического процесса ремонта.
12.6. Отчетная документация по контролю
12.6.1. Результаты контроля сварных соединений должны быть оформлены в виде отчетной документации предприятия-изготовителя.
12.6.2. Отчетная документация по контролю качества должна оформляться соответствующими службами предприятия-изготовителя по установленной на предприятии форме.
13. ТРЕБОВАНИЯ К ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
13.1. Общие положения
13.1.1. Необходимость проведения и вид термической обработки основного металла и сварных соединений элементов трубопроводов устанавливаются технологическим процессом предприятия-изготовителя.
13.1.2. Трубы, подвергавшиеся на предприятии-изготовителе трубопровода формоизменению (гибке, штамповке, обжатию, раздаче и др.), а также сварные стыки труб, подлежат, если это требуется, термической обработке в соответствии с инструкцией на термическую обработку или со специально разработанным технологическим процессом.
13.1.3. Термической обработке следует подвергать полуфабрикаты, сборочные единицы и изделия в целом, если ее проведение предусмотрено настоящим стандартом, конструкторской и (или) производственно-технической документацией.
13.1.4. Термическая обработка, применяемая при изготовлении элементов трубопроводов, подразделяется на:
- основную, включающую в себя нормализацию, нормализацию с отпуском, закалку (аустенизацию), в результате которой материал труб, поковок и других полуфабрикатов приобретает структуру и свойства, необходимые для обеспечения характеристик прочности, принятых при расчете, и регламентированные стандартами и техническими условиями на материалы и полуфабрикаты;
- дополнительную (послеоперационную) в виде отпуска, необходимую в соответствующих случаях для восстановления свойств материала или снятия остаточных напряжений после технологических операций, выполненных на предприятии-изготовителе.
13.1.5. Изделия должны поступать на термообработку после предварительного внешнего осмотра и измерений на предмет обнаружения наружных дефектов и соответствия чертежу.
13.1.6. Количество термопар и их расположение должны обеспечивать контроль выполнения термообработки элементов согласно производственно-технической документации предприятия-изготовителя.
13.2. Проведение основной термической обработки
13.2.1. Основная термическая обработка материала при изготовлении элементов является обязательной в следующих случаях:
- если материалы и полуфабрикаты не подвергались необходимой термической обработке на предприятии-изготовителе этих материалов и полуфабрикатов по режимам, обеспечивающим свойства материала согласно НД на металл;
- если технологические операции формоизменения (гибка, штамповка и др.) производились с нагревом до температуры, превышающей температуру отпуска;
- после электрошлаковой сварки;
- во всех других случаях, для которых в НД на изготовление и сварку предусматривается основная термическая обработка, а также по требованию конструкторской документации.
13.2.2. Основная термическая обработка материала при изготовлении элементов не является обязательной, если технологические операции формоизменения (гибка, штамповка и др.) проводились для деталей и полуфабрикатов из углеродистой, марганцовистой и кремнемарганцовистой сталей с нагревом до температуры нормализации с окончанием не ниже 700°.
13.3. Проведение дополнительной термической обработки после холодного формоизменения.
13.3.1. Требования к выполнению термической обработки труб представлены в таблице 13.1.
Таблица 13.1 Требования к выполнению термической обработки гнутых труб
|
Элемент |
Марка стали |
Наружный диаметр трубы, Da, мм |
Толщина стенки трубы S, ММ |
Отношение радиуса гиба к наружному диаметру, R/Da |
Относительная овальность гиба, % |
|
гибы |
20,15ГС, |
независимо от |
10-36 |
менее 3 |
более 5 |
|
16ГС |
диаметра |
более 36 |
независимо |
||
|
15ХМ |
независимо от |
12-20 |
менее 3 |
более 5 |
|
|
диаметра |
более 20 |
независимо |
|||
|
12Х1МФ, 15Х1М1Ф |
при диаметре более 108 |
|
независимо |
||
|
при диаметре < 108 |
≥ 12 |
независимо |
|||
|
10Х9МФБ-Ш, 10Х9МФБ |
Термообработка требуется для гибов с соотношением R/Da < 2,5 или твердостью в зонах гиба более 255 НВ. |
||||
|
Термообработку можно не проводить для гибов с соотношением R/Da > 2,5, если твердость в зонах гиба не превышает величины 255НВ |
|||||
|
Примечание - Замер твердости для стали марки 10Х9МФБ-Ш, 10Х9МФБ производится перед запуском в производство на образцах аттестуемых гибов, и твердость не должна превышать 255 НВ. |
|||||
(Измененная редакция. Изм. № 1)
13.3.2. Гибы труб после холодного формоизменения должны подвергаться дополнительной термообработке согласно таблице 13.2.
13.3.3. Гибы труб, прошедшие термическую обработку, но подвергшиеся после этого холодной правке (подгибке) на угол более 2°, должны быть термообработаны.
13.3.4. Термически обработанные фасонные, элементы трубопроводов, концы которых после термообработки подвергались холодной калибровке методом раздачи или обжатия на величину деформации более 3% наружного диаметра, а также при изменении направления деформации (обжим чередуется с раздачей) более двух раз, должны быть термообработаны.
Таблица 13.2 - Режимы термообработки после холодного формоизменения
|
Марка стали |
Параметры термообработки |
|
|
Температура, °C |
Минимальная продолжительность термообработки (отпуск) |
|
|
20, 20ПВ |
600-650 |
2 мин на 1 мм номин. Толщины стенки, но не менее 30 мин. |
|
15ГС |
650-680 |
|
|
12ХМ, 12МХД5ХМ |
680-730 |
1,5 мин на 1 мм номин. толщины стенки, но не менее 1 ч |
|
12Х1МФ |
720-750 |
|
|
15Х1М1Ф |
730-760 |
|
|
10Х9МФБ-Ш, 10Х9МФБ |
730-760 |
не менее 0,5 ч |
|
Примечание - Допускается проведение отпуска сталей марок 20, 20ПВ, 15ГС, 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР с помощью электронагрева по технологии ПТД. |
||
(Измененная редакция. Изм. № 1)
13.3.5. После сварки деталей (штуцеров) и сборочных единиц трубопроводов из сталей марок 20, 20ПВ, 15ГС с толщиной стенки более 36 мм, а при введении сопутствующего подогрева до температуры не ниже 100 °С с толщиной стенки более 40 мм, а также из легированных сталей других марок, они должны подвергаться термообработке.
13.3.6. Крупногабаритные элементы трубопроводов допускается подвергать высокому отпуску по частям в соответствии с инструкцией предприятия-изготовителя.
13.4. Проведение термической обработки после горячего формоизменения
13.4.1. Исключен. Изм. № 1.
13.4.2. Режимы термической обработки элементов трубопроводов после горячего формоизменения следует устанавливать согласно таблице 13.3.
13.4.3. Для трубных деталей из углеродистой и кремнемарганцовистой стали с нагревом до температуры нормализации с окончанием формоизменения не ниже 700 °С основную термообработку допускается не производить.
13.4.4. В случае нагрева элемента целиком допускается совмещение нагрева под горячую деформацию с нагревом под нормализацию.
13.4.5. Сварные соединения трубных элементов, подлежащие термической обработке и подвергающиеся формоизменению, должны быть подвергнуты термообработке до начала процесса формоизменения в соответствии с технологическим процессом. Если гиб, подлежащий термообработке, имеет сварной стык, то допускается проведение одной термообработки после гибки. При горячем формоизменении в случаях, предусмотренных технологией предприятия-изготовителя, указанную термическую обработку допускается не проводить.
Таблица 13.3 - Режимы термообработки после горячего формоизменения
|
Марка стали |
Параметры термообработки |
|||
|
Нормализация |
Отпуск |
|||
|
Температура, °С |
Минимальная продолжительность, ч |
Температура, °С |
Минимальная продолжительность, ч |
|
|
20, 20ПВ |
920-950 |
0,5 мин на 1 мм номин. толщины стенки, но не менее 30 мин |
- |
см. примечание |
|
15ГС |
900-930 |
650-680 |
||
|
15ХМ |
930-960 |
0,75-1,00 мин на 1 мм номин. толщины стенки, но не менее 1 ч |
680-730 |
не менее 30 мин |
|
12Х1МФ |
950-980 |
720-750 |
не менее 1 ч |
|
|
15Х1М1Ф |
970-1000 |
730-760 |
не менее 5 ч |
|
|
10Х9МФБ-Ш, 10Х9МФБ |
1030-1050 |
не менее 0,5 ч |
730-760 |
не менее 3 ч |
|
Примечание - Необходимость отпуска сталей марок 20, 20ПВ, 15ГС устанавливается техно-логическим процессом предприятия-изготовителя |
||||
(Измененная редакция. Изм. № 1)
13.5. Термообработка гибов, изготавливаемых методом гибки с нагревом ТВЧ
13.5.1. Гибы, изготовленные на станках с нагревом ТВЧ с использованием спреерного водяного охлаждения должны подвергаться термообработке согласно таблице 13.3.
(Измененная редакция. Изм. № 1)
13.5.2. Для гибов из углеродистых и кремнемарганцовистых сталей, изготовленных при температуре (860-1000) °С с использованием спреерного водяного охлаждения, и гибов из стали 15ХМ, изготовленных при температуре (875-1000) °С независимо от способа охлаждения достаточно проведения только отпуска.
13.5.3. Допускается не производить термообработку гибов из углеродистых и кремнемарганцовистых сталей, изготовленных при температуре (860-1000) °С, если поверхностная твердость в зоне гиба не превышает 230 НВ.
(Измененная редакция. Изм. № 1)
13.6. Термообработка сварных соединений труб
13.6.1. Общие положения
13.6.1.1. Перед термической обработкой сварных соединений следует соблюдать указания ПТД по условиям их пребывания в интервале времени между окончанием сварки и началом термической обработки.
13.6.1.1. Термическую обработку сварных соединений следует проводить согласно требованиям РД 2730.940.102,
13.6.1.3. В процессе выполнения термической обработки сварных соединений необходимо обеспечить соблюдение установленных ПТД режимов, а также условия для свободного теплового расширения сварного изделия и предотвращения его пластических деформаций под действием собственной массы.
13.6.2. Режимы термообработки
13.6.2.1. Необходимость проведения отпусков сварных соединений деталей одинаковой номинальной толщины из стали одной марки, а также температуру и минимальную продолжительность выдержки следует устанавливать согласно РД 2730.940.102 и в таблице 13.4 в зависимости от марки стали и номинальной толщины сваренных деталей.
Таблица 13.4 - Режим термообработки стыковых сварных соединений, выполненных всеми видами дуговой сварки
|
Марки свариваемых сталей |
Номинальная толщина, мм |
Параметры выдержки при проведении высокого отпуска |
|||
|
Промежуточный отпуск |
Окончательный отпуск |
||||
|
Температура, °С |
Минимальная продолжительность, ч |
Температура, °С |
Минимальная продолжительность, ч |
||
|
10Х9МФБ-Ш |
До 7 мм включ. |
710-740 |
≥ 1 |
730-760 |
≥ 1 |
|
10Х9МФБ |
|||||
Температура выдержки при высоких отпусках сварных соединений элементов представлена в таблице 13.5.
Таблица 13.5
|
Сочетание марок сталей сваренных элементов |
Температура выдержки при высоких отпусках, °С |
||
|
Марка стали одной детали |
Марка стали другой детали |
промежуточных |
окончательных |
|
10Х9МФБ-Ш, 10Х9МФБ |
15Х1М1Ф, 20ХМФЛ, 15Х1МФЛ, 12Х1МФ |
720-740 |
730-750 |
13.6.2.9. Если после термообработки твердость металла шва превышает допустимую согласно РД 2730.940.103, следует производить повторный отпуск сварного соединения, но не более трех раз.
13.6.2.10. Сварные соединения деталей из сталей перлитного класса, выполненные электрошлаковой сваркой, следует подвергать полной термической обработке (нормализация или закалка с последующим высоким отпуском) в случаях, устанавливаемых ПТД.
13.6.3. Местная термическая обработка
13.6.3.1. При местной термической обработке сварных соединений общая зона контролируемого нагрева металла включает сварной шов и околошовную зону.
13.6.3.2. Термообработка сварных соединений труб производится индукционным способом токами промышленной (50 Гц) и средней (до 8000 Гц) частоты, а также радиационным способом - электронагревателями сопротивления и газопламенными, керосиновыми горелками или печным нагревом.
13.6.3.3. Местная термообработка проводится по ПТД предприятия-изготовителя.
13.7. Удаление дефектов и термообработка ремонтных участков
13.7.1. Удалению подлежат недопустимые дефекты, выявленные в сварных соединениях при неразрушающем контроле согласно требованиям ПБ 10-573 по ПТД.
13.7.2. В сварных соединениях, подлежащих обязательной термической обработке в соответствии с РД 2730.940.102, исправление дефектов, выполненных дуговой или электронно-лучевой сваркой сварных соединений из сталей марок 15ХМ, 12ХМФ, 15Х1М1Ф с заваркой выборок, следует проводить после высокого отпуска этих соединений (промежуточного или окончательного).
13.7.3. Сварные соединения после удаления дефектов без заварки выборок не подвергаются термической обработке, если сварные соединения до их исправления были подвергнуты термической обработке и подвергаются, если сварные соединения до их исправления не подвергались термической обработке (в том числе, окончательному отпуску).
13.7.4 После исправления дефектов (с заваркой выборок) сварные соединения деталей из сталей перлитного класса, подлежащие обязательной термообработке согласно п. 13.5, следует подвергать окончательному отпуску (вне зависимости от проведения и вида термической обработки указанных соединений до их исправления).
13.8. Контроль проведения термообработки
13.8.1. При проведении термообработки осуществляется контроль:
- соответствия маркировки изделий сопроводительной документации и конструкторской документации;
- правильности укладки изделия в печи;
- наличия и исправности термопар и регистрирующего или показывающего прибора;
- соблюдения режимов термообработки.
13.8.2. Контроль температурного режима (0-1300) °С производится автоматически электронным потенциометром с записью режима на диаграммной ленте.
13.8.3. В случае невозможности применения самопишущего потенциометра допускается осуществлять контроль температуры с помощью милливольтметра с фиксацией в порядке, установленном ПКД.
13.8.4. Контроль твердости производится на наплавленном металле шва. Твердость наплавленного металла должна соответствовать значениям, приведенным РД 2730.940.103.
Изделия с заниженными значениями твердости наплавленного металла бракуются в соответствии с нормативными документами предприятия-изготовителя.
Все полученные значения твердости данного шва записываются в действующие на предприятии-изготовителе отчетные документы.
13.8.5. Виды испытаний деталей и сборочных единиц трубопроводов, порядок отбора и изготовления образцов для проведения испытаний - согласно Приложению Г.
(Новая редакция. Изм. № 1)
13.8.6. Исключен. Изм. № 1.
13.8.7. Для изготовления заготовок образцов для лабораторных испытаний могут быть использованы пробы, изделия, припуски или напуски изделий под механическую обработку.
Отбор проб, заготовок и образцов для лабораторных испытаний производится согласно технической документации.
13.9. Общие требования к порядку документирования процедур термообработки
13.9.1. Документы процедуры термической обработки должны содержать следующую информацию:
- наименование и/или обозначение изделия;
- марка (марки) стали деталей, сварных узлов;
- размеры изделия, определяющие наружный диаметр, толщину стенки и длину;
- виды термической обработки с указанием последовательности выполнения отдельных этапов (в том числе промежуточных и окончательных высоких отпусков);
- методы термической обработки с указанием применяемого термического оборудования;
- режимы каждого этапа термической обработки (температура печи при ее загрузке, скорость нагрева, температура и допустимая продолжительность выдержки, условия, среда или скорость охлаждения);
- методы и порядок контроля температурных режимов;
- другие необходимые данные с указанием всех технологических и контрольных операций.
13.9.2. Термическая обработка изделий должна выполняться на аттестованном оборудовании с использованием калиброванных средств измерений.
Объем и периодичность контроля определяются требованиями инструкции или действующими стандартами предприятия-изготовителя.
Результаты контроля заносятся в документацию, действующую на предприятии-изготовителе.
13.9.3. При контроле изделий, поступающих на термическую обработку, проверяется:
- наличие проб для лабораторных испытаний после термической обработки, если об этом есть указание в технической документации;
- наличие и правильность монтажа приварных (контактных) термопреобразователей, если есть указание в технической документации;
- наличие отличительной маркировки и ее соответствие маркировке указанной в технической документации;
- укладка и размещение на поду печи согласно технической документации.
13.9.4. Контроль соответствия документов процедуре термической обработки изделий осуществляет инспектор ОТК по регистрационному журналу и диаграмме термической обработки.
14. КОНТРОЛЬНЫЕ ПРОИЗВОДСТВЕННЫЕ СОЕДИНЕНИЯ
14.1. Общие положения
14.1.1. Разрушающий контроль проводится на образцах, вырезанных из контрольных
- при производственной аттестации технологии выполнения сварных соединений (РД-03-615);
- при проверке соответствия характеристик металла производственных сварных соединений;
- при входном контроле качества сварочных материалов, используемых для сварки под флюсом (ГОСТ 24297, ГОСТ 6996).
14.1.2. Если выполнена производственная аттестация технологии сварки в соответствии с РД 03-615, то допускается не выполнять контрольные сварные соединения.
14.2. Изготовление контрольных сварных соединений и образцов
14.2.1. Контрольные сварные соединения должны быть идентичны контролируемым производственным соединениям и выполнены с полным соблюдением технологического процесса, применяемого при сварке производственных соединений или производственной аттестации технологии сварки.
Контрольные сварные соединения выполняются в виде стыкового соединения двух отрезков труб трубопроводов и углового или таврового соединения штуцера с основной тру бой (тройниковым соединением).
Количество контрольных сварных соединений труб:
- как минимум, одно контрольное соединение на все однотипные производственные соединения, выполненные каждым сварщиком в течение б месяцев. После перерыва в работе сварщика более 3 месяцев следует выполнить новое контрольное сварное соединение и подвергнуть его проверке в установленных объемах. Однотипность контрольных сварных соединений должна определяться в соответствии ПБ 10-573 (приложение 7);
- не менее двух контрольных соединений, выполняемых контактной сваркой для всех идентичных производственных соединений, свариваемых на каждой сварочной машине с автоматизированным циклом работы в течение смены, а при переналадке машины в течение смены - за время между переналадками;
- не менее двух контрольных соединений, выполняемых на специализированных машинах для контактной сварки труб с условным проходом менее 100 мм при толщине стенки менее 12 мм, с автоматизированным циклом работы и с ежесменной проверкой качества наладки машины путем экспресс-испытаний контрольных образцов для продукции, изготовленной за период не более трех суток, при условии сварки труб одного размера и одной марки стали на постоянных режимах при одинаковой подготовке торцов.
Размеры контрольных сварных соединений должны быть выбраны так, чтобы из них можно было вырезать необходимое количество образцов для механических и металлографических исследований.
Контрольные сварные швы должны выполнять сварщики, допущенные согласно ПБ 03-273, к выполнению производственных сварных соединений.
14.3. Термообработка
14.3.1. Термическая обработка контрольных сварных соединений должна проводиться совместно с изделием (при общей термообработке в печи), а при невозможности этого - отдельно с применением методов нагрева, охлаждения и температурных режимов, установленных ПТД для производственных соединений. В случае многократной термической обработки сварных соединений, контрольное сварное соединение должно пройти то же количество термообработок по тем же режимам.
14.4. Неразрушающий контроль сварных соединении
14.4.1. Контрольные сварные соединения и наплавки должны быть подвергнуты неразрушающему контролю (после термической обработки) в объеме 100% ВИК+УК или РК.
Результаты неразрушающего контроля должны удовлетворять требованиям раздела 12 настоящего стандарта.
14.5. Разрушающий контроль сварных соединений
14.5.1. При разрушающем контроле контрольных сварных соединений проводят:
- испытания механических свойств металла шва;
- металлографическое исследование металла шва;
14.5.2. Основными видами механических испытаний являются испытания на статическое растяжение, статический изгиб или сплющивание и на ударный изгиб.
Механические испытания металла шва, наплавленного металла и сварного соединения следует проводить в соответствии с требованиями ГОСТ 6996. Они включают в себя испытания на растяжение, на изгиб или сплющивание, на ударный изгиб; испытания на стойкость к межкристаллитной коррозии - согласно ГОСТ 6032.
Отбор проб для испытания механических свойств металла шва следует производить согласно ГОСТ 6996.
Механические испытания следует проводить на контрольных стыковых сварных соединениях в объеме, указанном в таблице 14.1.
Таблица 14.1 - Количество и тип образцов из каждого контрольного стыкового сварного соединения
|
Вид испытания |
Количество и тип образцов, не менее |
Примечание |
|
Статическое растяжение при температуре плюс 20 °С ГОСТ 1497 |
Два образца типа XII-XV по ГОСТ 6996 |
Для поперечных сварных соединений при объеме контроля неразрушающими методами менее 100%. Все продольные сварные соединения. |
|
Статический изгиб при температуре плюс 20 °С ГОСТ 3728 |
Два образца типа XXVII, XXVIII по ГОСТ 6996 |
Для труб с наружным диаметром не более 108 мм допускается заменять испытание на изгиб испытанием на сплющивание. |
|
Ударный изгиб KCU при температуре плюс 20 °С ГОСТ 9454 |
Три образца типа VI по ГОСТ 6996 с надрезом по оси шва |
Испытание является обязательным для сварных соединений труб и элементов 1 категории безопасности, а также всех сварных соединений деталей с толщиной стенки менее 12 мм |
|
Металлографические исследования ГОСТ 10243 |
Образец (шлиф) |
Один образец при контроле сварных соединений из углеродистой и низколегированной стали и не менее двух - при контроле сварных соединений из высоколегированной стали. |
|
Испытания на стойкость к межкристаллитной коррозии AM, АМУ ГОСТ 6032 |
Два образца |
Проводится после провоцирующего нагрева по наружной и внутренней поверхности образца |
|
Примечание - Размеры контрольного соединения должны обеспечивать возможность вырезки из них образцов для проведения испытаний, включая повторные. |
||
При получении неудовлетворительных результатов по какому-либо виду механических испытаний, металлографических испытаний, испытаний на стойкость против межкристаллитной коррозии допускается повторное испытание на удвоенном количестве образцов, вырезанных из тех же контрольных сварных соединений, по тому виду испытаний, по которому получены неудовлетворительные результаты.
Если при повторном испытании хотя бы на одном из образцов получены показатели, не удовлетворяющие установленным нормам, общая оценка данного вида испытаний считается неудовлетворительной.
Изломы образцов, которые получены при механических испытаниях согласно ГОСТ 1497, следует просматривать и обнаруженные крупные дефекты заносить в протоколы механических испытаний. При выявлении хотя бы на одном образце трещин или других дефектов, выходящих за пределы норм, установленных НД, даже при удовлетворительных результатах механических испытаний и приемлемых результатах металлографического исследования образцы бракуются.
15. ПРАВИЛА ПРИЕМКИ
15.1. Приемка и контроль качества на всех этапах изготовления деталей, сборочных единиц и блоков трубопроводов должны производиться отделом технического контроля предприятия-изготовителя в соответствии с требованиями ПБ 10-573, конструкторской документации и настоящего стандарта.
Результаты контроля и испытаний должны быть оформлены соответствующими документами.
15.2. Изготавливаемые элементы подлежат операционному контролю, неразрушающему контролю, приемочному контролю и гидравлическим испытаниям, а готовые блоки - приемочному контролю и гидравлическим испытаниям.
15.3. Приемочному контролю должны подвергаться все изделия с учетом их категории и группы трубопровода.
При приемочном контроле должна приводиться проверка:
- соответствия технической документации на материалы и полуфабрикаты требованиям раздела 6, а также подготовки материалов к запуску в производство требованиям раздела 7 настоящего стандарта;
- соответствие изготовления элементов требованиям настоящего стандарта,
- качества термической обработки в соответствии с требованиями раздела 13 настоящего стандарта;
- соответствия отклонений размеров и формы элементов, допускаемых отклонениям, указанным в настоящем стандарте;
- правильности операционной приемки сварных соединений, клеймения элементов и контрольных образцов, качества проводимых испытаний при техническом контроле сварных соединений и их соответствия требованиям настоящего стандарта;
- правильности операционной, послеоперационной маркировки и клеймения а также отправочной маркировки готовых элементов;
- правильности консервации, упаковки, окраски и составления отправочной документации (при необходимости).
При неудовлетворительных результатах выборочного контроля качества или размеров в процессе изготовления контролю должно быть подвергнуто удвоенное количество изделий от изготовленной партии.
При повторном получении неудовлетворительных результатов проверке подвергаются все изделия, входящие в изготовленную партию, по тому параметру, по которому получены неудовлетворительные результаты при выборочном контроле.
15.4. Методы контроля (испытаний), объем контроля (испытаний), требования к результатам контроля (испытаний) и регистрации результатов контроля (испытаний), применяемые при изготовлении деталей, сборочных единиц и трубопроводных блоков, должны соответствовать разделу 16 настоящего стандарта.
15.5. Детали, сборочные единицы и трубопроводные блоки признаются годными, если при всех видах контроля, предусмотренных настоящим стандартом, в них не будут обнаружены внутренние и наружные дефекты, выходящие за пределы допустимых норм.
15.6. Расчетный ресурс или расчетный срок службы деталей, сборочных единиц и трубопроводных блоков трубопроводов является расчетной величиной и обеспечивается соблюдением требований настоящего стандарта предприятием-изготовителем и потребителем (заказчиком).
15.7. Масса комплекта и составляющих его деталей, сборочных единиц, трубопроводных блоков и покупных изделий является расчетной величиной и не подлежит контролю взвешиванием.
15.8. Документом, подтверждающим соответствие детали, сборочной единицы и трубопроводного блока требованиям настоящего стандарта, является свидетельство об изготовлении элементов трубопровода.
Свидетельство об изготовлении должно составляться по форме, установленной ПБ 10-573 (приложение 3).
15.9. Потребителем (заказчиком) при проведении на объекте пусконаладочных работ, приемо-сдаточных испытаний и в процессе эксплуатации трубопроводов должны контролироваться:
- соответствие параметров среды значениям, установленным проектом и записанным в свидетельстве об изготовлении;
- качество теплоносителя;
- режимы эксплуатации.
В соответствии с программой и методиками контроль производится штатными приборами с соблюдением требований ПБ 10-573.
Все дополнительные работы на объекте заказчика, не предусмотренные ПБ 10-573, проектной документацией и настоящим стандартом, должны быть согласованы с разработчиком проекта трубопровода и предприятием-изготовителем.
16. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
16.1. Общие требования
16.1.1. Контроль качества деталей, сборочных единиц и блоков должен осуществляться на всех этапах производства в соответствии с требованиями конструкторско-технологической документации
16.2. Контроль деталей сборочных единиц
16.2.1. Контроль гибов, отводов:
16.2.1.1. Виды и объем неразрушающего контроля гибов и отводов представлены в таблице 16.1.
16.2.1.2. При вихретоковом и магнитном контроле настройку браковочной чувствительности аппаратуры проводят по стандартным образцам предприятия с искусственными отражателями типа «продольная прямоугольная риска» на наружной и внутренней поверхностях или типа «радиальное сквозное цилиндрическое отверстие» размерами, указанными в таблицах 21 и 22 ТУ 14-ЗР-55.
Таблица 16.1
|
Изделие |
Категории трубопроводов |
||||
|
I категория |
II категория |
III категория |
IV категория |
||
|
Гибы, отводы |
Объем контроля |
||||
|
Контрольная партия, не более, шт |
50 |
50 |
200 |
300 |
|
|
Визуальный контроль согласно РД 03-606 |
100% |
100% |
100% |
100% |
|
|
Измерительный контроль согласно РД 03-606: |
|
|
|
|
|
|
- волнистости |
100% |
100% |
100% |
100% |
|
|
- овальности, не менее |
2 изделий |
2 изделий |
2 изделий |
2 изделий |
|
|
- толщинометрии |
|
|
|
|
|
|
в максимально растянутой зоне |
100% |
100% |
50% |
25% |
|
|
Дефектоскопия наружной поверхности (МК - по РД-13-05 или ПВК - по РД-13-06) |
10% |
10% |
5% |
не регламентируется |
|
|
для Da ≥ 273мм |
для Da ≥ 273мм |
для Da ≥ 273мм |
|||
|
Ультразвуковая дефектоскопия по ОСТ 108.885.01 |
15% |
15% |
10% |
5% |
|
|
для Da ≥ 108 мм 5% для Da < 108 мм |
для Da ≥ 108 мм 5% для Da < 108 мм |
для Da ≥ 108 мм 5% для Da < 108 мм |
для Da ≥ 108 мм |
||
|
Примечания 1 Контрольная партия состоит из гибов/отводов одного типоразмера (наружного диаметра, толщины стенки, радиуса гиба, стали одной марки, согнутых при одной настройке гибочного оборудования и термически обработанных по одному режиму). 2 Визуальный контроль наружной поверхности проводится на прямых участках, по растянутой, нейтральной и сжатой части, внутренняя поверхность контролируется в местах, доступных для осмотра. 3 Измерение толщины производится на растянутой части гиба или отвода. Измерения производятся по всей длине гиба с шагом не более наружного диаметра. Для гибов или отводов Da =108 мм и более число замеров должно быть не менее 3. 4 Измерение овальности производится для гибов или отводов с углом поворота меньшим 30° - в среднем сечении гиба или отвода, а для гибов или отводов с углом поворота более 30° - не менее чем в трех сечениях (в среднем, и на расстояниях, равным 1/6 длины дуги, но не менее 50 мм) от начала и конца гиба или отвода. 5 Ультразвуковая дефектоскопия производится на растянутой и нейтральной зонах гиба или отвода, при этом контролируются 2/3 поверхности (до 240° по окружности). 6. При технической невозможности проведения ультразвуковой толщинометрии в максимально растянутой зоне отводов (с малыми значениями Da) контроль должен проводиться выборочно измерением толщины стенки после разрезки отводов в объеме не менее двух от партии. Определение партии - согласно п. 1 данного примечания. |
|||||
(Измененная редакция. Изм. № 1)
16.2.1.3. УК проводится по технологической инструкции, разработанной в соответствии с требованиями ГОСТ 17410 и ОСТ 108.885.01. Контроль проводится по поверхности растянутой и нейтральной зон гиба на выявление продольных дефектов. Результаты контроля должны соответствовать требованиям Стандартов или технических условий на трубы, применяемые для гибки. По требованию заказчика гибы труб по ТУ 14-ЗР-55 могут подвергаться дополнительному УК на наличие поперечных дефектов и дефектов типа «расслоение». Настройка чувствительности, соответствующей браковочному уровню, проводится по стандартньм образцам предприятия с искусственными отражателями, тип и размеры которых соответствуют значениям таблиц 19 и 20 ТУ 14-ЗР-55.
(Новая редакция. Изм. № 1, Изм. № 3)
16.2.1.4. Результаты МК (ПВК) поверхностей гибов должны соответствовать требованиям стандартов или технических условий на основной металл труб, из которых изготавливаются отводы или гнутые трубы. В случае отсутствия в стандартах или технических условиях на материал труб норм оценки качества основного металла, недопустимыми по результатам измерения расстояния, между валиками магнитного порошка при МК или измерения индикаторных следов при ПВК считаются следующие дефекты (несплошность менее 1 мм не учитывается):
- любые трещины и протяженные поверхностные несплошности (несплошность считать протяженной, если ее длина превышает ширину в три и более раза);
- несплошности округлой формы с размером более 5,0 мм;
- четыре или более округлые несплошности, расположенные на одной линии с расстоянием между их краями 1,6 мм или менее;
- десять или более округлых несплошностей на любом участке поверхности площадью 40 см2, причем больший размер этого участка не должен превышать 150 мм, а сам участок берут в наиболее неблагоприятном месте.
(Введен дополнительно. Изм. № 3)
16.2.2. Контроль тройников
16.2.2.1. Виды и объем неразрушающего контроля тройников представлены в таблице 16.2.
Таблица 16.2
|
Изделие |
Категории трубопроводов |
|||
|
I категория |
II категория |
III категория |
IV категория |
|
|
Тройники |
Объем контроля |
|||
|
Контрольная партия, не более, шт. |
50 |
50 |
200 |
300 |
|
Визуальный контроль согласно РД 03-606 |
100% |
100% |
100% |
100% |
|
1 Тройники с вытянутой горловиной |
не менее 2 изделий |
не менее 2 изделий |
не менее 2 изделий |
не менее 2 изделий |
|
Измерительный контроль по РД 03-606 (наружный диаметр и толщина стенки корпуса и патрубка, высота, радиусы сопряжения вытянутой горловины) |
||||
|
Дефектоскопия МК (ПВК) наружной поверхности радиусов сопряжения вытянутой горловины МК - по РД-13-05, ПВК - по РД-13-06) |
10% при Dа ≥ 273мм |
10% при Da ≥ 273мм |
5% при Da ≥ 273мм |
не регламентируется |
|
не менее 2изделий |
не менее 2 изделий |
не менее 2 изделий |
||
|
2. Тройники из поковок |
не менее 2 изделий |
не менее 2 изделий |
не менее 2 изделий |
не менее 2 изделий |
|
Измерительный контроль по РД 03-606 (наружный диаметр и толщина стенки корпуса и патрубка, смещения поверхности патрубка относительно поверхности корпуса, смещение внутренних поверхностей при сверлении или расточке) |
||||
|
3, Тройники из бесшовных труб |
не менее 2 изделий |
не менее 2 изделий |
не менее 2 изделий |
не менее 2 изделий |
|
Измерительный контроль по РД 03-606 (наружный диаметр и толщина стенки корпуса и патрубка) |
||||
|
4. Тройники из электросварных труб |
Тройники данного исполнения не применяются |
не менее 2 изделий |
||
|
Измерительный контроль по РД 03-606 (наружный диаметр и толщина стенки корпуса и патрубка, смещения продольного шва патрубка с продольным швом корпуса, спирального шва патрубка со спиральным швом корпуса). |
||||
|
Ультразвуковая дефектоскопия или РК сварных соединений УК - по РД 34.17.302, РК - по ГОСТ 7512 и СДОС-01 |
100% |
|||
|
Примечания 1 Контрольная партия состоит из тройников одного типоразмера (наружный диаметр корпуса и патрубка, толщин стенок корпуса и патрубка, стали одной марки и термически обработанными по одному режиму (в случае проведения термообработки) или одной плавки, одного режима нагрева, совмещенного с нагревом под термообработку). 2 Визуальный контроль проводится по наружной и внутренней поверхности тройников согласно п. 4.16. 3 Производится измерение толщины стенки корпуса и патрубка тройника. |
||||
(Измененная редакция. Изм. № 1)
16.2.2.2. Тройники принимаются партиями. Количество изделий в партии зависит от категории трубопроводов.
16.2.2.3. Виды и объем. неразрушающего контроля тройников с вытянутой горловиной:
- визуальный контроль;
- измерительный контроль (наружный диаметр и толщина стенки корпуса и патрубка, высота, наружные радиусы сопряжения отбортовки).
(Измененная редакция. Изм. № 1)
16.2.3. Контроль переходов
16.2.3.1. Виды и объем неразрушающего контроля переходов:
- визуальный контроль;
- измерительный контроль (размеров, указанных в КД).
(Измененная редакция. Изм. № 1)
16.2.3.2. Переходы принимаются партиями одного типоразмера (наружный диаметр и толщины стенок большего и меньшего основания, угол конусности, стали одной марки и термически обработанными по одному режиму). Количество изделий в партии зависит от категории трубопроводов (таблица 16.3).
16.2.3.3. Каждый обжатый для перехода на меньший диаметр конец трубы с наружной и внутренней стороны должен проверяться визуальным контролем для выявления расслоений и трещин, а на трубах диаметром более 108 мм, кроме того, неразрушающим контролем (МК или ПВК) проверяется механически обработанная наружная поверхность обжатого конца перехода.
(Измененная редакция. Изм. № 1)
16.2.3.4. Переходы штампованные из листовой стали контролируются визуальным и измерительным методами.
(Новая редакция. Изм. № 1)
16.2.3.5. Сварные соединения конических обечаек независимо от категории трубопроводов должны подвергаться визуальному, ультразвуковому или радиографическому контролю по всей длине.
16.2.4. Контроль вварных сужающих устройств
16.2.4.1. Измерительный контроль СУ должен производиться с соблюдением требований раздела 10 настоящего стандарта. Контроль размеров патрубков, сопел и диафрагм на соответствие требованиям подраздела 10.4 проводится до сварки СУ.
На полностью изготовленных СУ измерительному контролю подвергаются следующие размеры:
- внутренний диаметр D20 патрубков в зонах, доступных для измерения;
-внутренний диаметр d20 сопел и диафрагм;
- длина цилиндрической части отверстия диафрагмы;
- острота входной кромки отверстия диафрагмы и выходной кромки цилиндрической части отверстия сопла в соответствии с разделом 10.
Длина цилиндрической части отверстия диафрагмы контролируется измерением слепков, взятых не менее чем в четырех равноотстоящих друг от друга диаметральных направлениях.
|
Изделие |
Категории трубопроводов |
||||
|
I категория |
II категория |
III категория |
IV категория |
||
|
Переходы |
Объем контроля |
||||
|
Контрольная партия, не более, шт. |
50 |
50 |
200 |
300 |
|
|
Визуальный контроль согласно РД 03-606 |
100% |
100% |
100% |
100% |
|
|
1. Переходы из бесшовных труб, поковок и штамповок |
100% |
100% |
50% |
25% |
|
|
Измерительный контроль по РД 03-606 (наружный диаметр и толщина стенки большего и меньшего основания, угол конусности, отклонение от соосности) |
|||||
|
Твердость (для поковок) |
100% |
100% |
не регламентируется |
||
|
2. Переходы сварные из листа |
Переходы данного исполнения не применяются |
25% |
|||
|
Измерительный контроль по РД 03-606 (наружный диаметр и толщина стенки большего и меньшего основания) |
|||||
|
Ультразвуковая дефектоскопия или РК сварного соединения |
100% |
||||
|
Примечания 1 Контрольная партия состоит из переходов одного типоразмера (наружный диаметр и толщины стенок большего и меньшего основания, угол конусности, стали одной марки и термическиобработанными по одному режиму). 2 Визуальный контроль проводится по наружной и внутренней поверхности переходов согласно п. 4.16. |
|||||
(Измененная редакция. Изм. № 1)
16.2.4.2. Перед сборкой и сваркой СУ визуальным осмотром при рассеянном дневном или искусственном свете проверяется острота (отсутствие закруглений, заусенцев, фасок и зазубрин) входной кромки отверстия диафрагмы и выходной кромки цилиндрической части отверстия сопла.
Кромку считают острой, если при визуальном осмотре не видно отраженных лучей света.
На полностью изготовленных СУ после термообработки или доводки размера d20 острота входной кромки отверстия диафрагмы и выходной кромки цилиндрической части отверстия сопла проверяется визуально или с помощью перископа без увеличения при искусственном освещении по инструкции предприятия-изготовителя.
Действительный диаметр d20 цилиндрической части отверстия сопел и диафрагм определяется как среднее арифметическое результатов измерений не менее чем в четырех равноотстоящих друг от друга диаметральных направлениях.
Для сопел диаметр проверяется в начале и в конце цилиндрической части.
Для. измерения внутреннего диаметра d20 сопел и диафрагм следует пользоваться средствами измерений, погрешность которых не превышает 1/3-допуска на диаметр, при этом предельная относительная погрешность не должна превышать ±0,02%.
Профильная часть отверстия сопел должна проверяться по шаблонам в четырех равноотстоящих диаметральных направлениях.
Для контроля цилиндрической части отверстия d20 сопел и диафрагм после доводки допускается использовать индикаторный нутромер с удлиненной штангой на базе нутромера ГОСТ 9244.
16.2.4.3. Действительный внутренний диаметр патрубков определяется с точностью до четырех значащих цифр как среднеарифметическое результатов измерений в двух поперечных сечениях: непосредственно у сужающего устройства и на расстоянии 2 D20 от него, причем в каждом из сечений не менее, чем в четырех диаметральных направлениях.
16.2.4.4. Входная кромка отверстия диафрагмы считается острой, если радиус ее закругления не превышает 0,05 мм.
16.3. Контроль трубопроводных блоков
16.3.1. Приемка и контроль на всех этапах производства и испытаний должны осуществляться предприятием-изготовителем, его технической службой контроля.
Предприятие-изготовитель разрабатывает технологический процесс по производству выпускаемого оборудования на всех этапах изготовления и приемки.
16.3.2. В соответствии с технологическим процессом оформляются протоколы, заключения, акты, а именно:
- по проверке наличия сертификатов на полуфабрикаты основного и сварочного материала;
- по визуальному наружному и внутреннему контролю деталей, сборочных единиц (включая сварные соединения);
- по измерительному контролю - наружный диаметр прямых труб и гибов (максимальный и минимальный диаметры в сечениях, с последующим вычислением овальности);
- замеров толщин стенок;
- РК, УК стыковых и угловых сварных соединений;
- МК (ПВК);
- по замерам твердости металла труб;
- по результатам испытаний на ударный изгиб;
- по результатам контроля стилоскопированием,
- по проверке маркировки материалов, полуфабрикатов и сборочных единиц и сварных соединений;
- по проверке маркировки деталей;
- расчет на прочность, с учетом действительных диаметров и толщин стенок, и др.;
- по контролю проведения термической обработки;
- по контролю качества исправления дефектов;
- по гидравлическим испытаниям.
(Измененная редакция. Изм. № 1)
16.3.3. Основные положения по контролю качества сварных соединений представлены в разделе 12 настоящего стандарта.
Нормы оценки качества, методы и объемы контроля сварных соединений устанавливаются в соответствии с требованиями раздела 12 настоящего стандарта.
16.4. Гидравлические испытания
16.4.1. Гидравлические испытания с целью проверки прочности и плотности трубопроводов и их элементов проводятся по ПБ 10-573.
16.4.2. Гидравлическому испытанию подлежат:
- все детали, сборочные единицы и блоки в процессе их изготовления;
- трубопроводы всех категорий со всеми элементами и арматурой после окончания монтажа.
Гидравлическое испытание деталей, сборочных единиц и блоков трубопроводов при изготовлении не является обязательным, если материал из которого изготовлено изделие подвергался 100%-ному контролю ультразвуком или иным равноценным методом неразрушающей дефектоскопии, а сварные соединения по всей протяженности проверены ультразвуковым или радиографическим методами.
Допускается не проводить гидравлические испытания гибов и отводов, кованых, сварных и штампованных тройников, тройников с обжатыми концами, переходов штампованных и с обжатыми концами, если заготовки в виде трубы или поковки прошли 100 % УК, а после изготовления детали прошли дополнительный контроль в соответствии с пп. 16.2.1 - 16.2.4.
(Измененная редакция. Изм. № 1)
16.4.3. Минимальная величина пробного давления трубопроводов, их блоков и отдельных элементов должна составлять 1,25 рабочего давления, но не менее 0,2 МПа.
Максимальная величина пробного давления устанавливается расчетом на прочнось по РД 10-249.
Величину пробного давления выбирает предприятие-изготовитель в пределах между минимальным и максимальным значениями.
16.4.4. Трубопровод и его элементы считаются выдержавшими гидравличенское испытание, если не обнаружено: течи, потения в сварных соединениях и в основном металле, видимых остаточных деформаций, трещин или признаков разрыва.
16.4.5. Результаты контроля и испытаний заносятся в документацию, действующую на предприятии-изготовителе и в свидетельство об изготовлении элементов трубопровода.
17. ОФОРМЛЕНИЕ ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ НА СВАРОЧНЫЕ РАБОТЫ
17.1. На каждый трубопровод организация-владелец на основании документации, представленной организацией-изготовителем и монтажной организацией, составляет паспорт установленной ПБ 10-573 формы.
Элементы трубопроводов должны поставляться предприятием-изготовителем со свидетельством об их изготовлении по форме, установленной ПБ 10-573.
(Новая редакция. Изм. № 1)
17.2. На трубопровод проектная организация, разрабатывающая ППР, составляет схемы расположения сварных соединений.
Каждая схема должна охватывать весь трубопровод или участок трубопровода, заканчивающийся запорным или регулирующим органом, либо местом вварки данного трубопровода в другой трубопровод или узел (коллектор, тройник и т.п.). На схеме (или в виде отдельных таблиц, прилагаемых к ней) должны быть приведены следующие сведения:
- диаметр и толщина стенки трубы;
- марка стали трубы;
- расположение и номера сварных стыков; заводским стыкам присваивается номер рядом расположенного на этом трубопроводе монтажного стыка с индексом «зав»;
- расположение опор, подвесок, арматуры, штуцеров, бобышек для измерения ползучести, спускных, продувочных и дренажных устройств;
- расстояния между сварными стыками;
- ссылка на рабочие чертежи, на основании которых выполнена схема;
- штамп для подписи лиц, сдающих и принимающих работу.
Нумерация стыков на схеме и во всех других документах (заключениях, протоколах, журналах) должна быть единой.
При появлении дополнительных стыков их обозначают номером стыка, расположенного рядом на этом трубопроводе, с индексом «а», «б», и т.д.
17.3. Проверку технологических свойств электродов и соответствия присадочного материала марочному составу оформляют актами.
17.4. Сварку контрольного или вырезку производственного стыка для проверки качества сварного соединения оформляют соответствующим актом.
17.5. Внешний осмотр и измерения размеров швов сварных стыков производят до их термообработки и оформляют актом.
17.6. Результаты механических испытаний и металлографических исследований образцов сварных стыков оформляют протоколами. В эти протоколы лаборатория, проводившая испытания, заносит характеристики испытанных и исследованных образцов, приведенные в сопроводительном документе. В заключение металлографических исследований описывают микро- и макроструктуру, а также оценивают качество сварки.
17.7. На стыки, подвергавшиеся ультразвуковому или радиографическому контролю, оформляют заключение с оценкой качества сварных стыков. Результаты контроля, кроме того, заносят в специальный журнал, который является первичным документом и хранится в делах предприятия-изготовителя, проводившего контроль.
17.8. Результаты стилоскопирования заносятся в журнал, на изделии ставится клеймо стилоскописта.
17.9. Результаты измерения твердости металла шва оформляют протоколом.
18. КОМПЛЕКТНОСТЬ
18.1. Поставка деталей, сборочных единиц и трубопроводных блоков производится комплектами.
Состав комплекта, включая запасные части, устанавливается монтажными чертежами или спецификациями, согласованными разработчиком проекта трубопровода с заказчиком и предприятием-изготовителем.
18.2. Разбивка системы трубопроводов энергетической установки на поставочные комплекты производится с учетом технологии изготовления, последовательности выполнения монтажных работ, условий транспортирования или по мере предоставления заказчиком проектной документации изготовителю.
Указанное требование обусловлено длительностью цикла, а также индивидуальностью характера выполнения проектных работ и изготовления составных частей и монтажа трубопроводов.
18.3. В состав поставочного комплекта включаются:
- детали, сборочные единицы и блоки трубопроводов, работающие под давлением;
- арматура энергетическая по номенклатуре, согласованной с предприятием- изготовителем;
- детали и сборочные единицы опор и подвесок для крепления трубопроводов, ручных и электрических приводов дистанционного управления арматурой;
- запасные части.
18.4. В запасные части включаются:
- прямые трубы каждого типоразмера наружным диаметром 108 мм и более в количестве 2% от общей протяженности трубопроводов и расточенные под сварку трубы для образцов-свидетелей длиной 200-400 мм из расчета 2 шт. на каждые 20 монтажных стыков по сборочному чертежу;
- уплотнительные стальные зубчатые прокладки фланцевых соединений;
- пружины опор и подвесок в объеме 5% каждого типоразмера, но не менее 1 шт.;
- заготовки из круглого проката, листовой стали, поковки и штамповки без механической обработки для ремонтных нужд по требованиям технических условий, прошедшие испытания в соответствии с разделом 3 ПБ 10-573.
18.5. Комплектность и качество покупных изделий должны соответствовать требованиям, установленным стандартами или техническими условиями на эти изделия.
Предприятие-изготовитель покупных изделий по согласованию с предприятием- поставщиком деталей и сборочных единиц трубопроводов может производить поставку энергетической арматуры и электрических приводов к ней непосредственно заказчику трубопровода (электрической станции).
18.6. В комплект поставки деталей и сборочных единиц трубопроводов не входят материалы и приспособления, необходимые для производства монтажных работ, а также уплотнительные прокладки из неметаллических материалов для фланцевых соединений.
18.7. На каждый поставочный комплект предприятие-изготовитель выдает заказчику:
- Свидетельство об изготовлении по форме, установленной ПБ 10-573, - 1 экземпляр;
- товаросопроводительную документацию - 2 экземпляра.
Дополнительные сведения к Свидетельствам об изготовлении установленного образца предоставляются заказчику по отдельному договору с предприятием-изготовителем.
18.8. Монтажные и рабочие чертежи, схемы, спецификации, эксплуатационная и ремонтная документация передаются заказчику разработчиком проекта трубопроводов.
Рабочие чертежи блоков станционных трубопроводов, разработанные предприятием-изготовителем, передаются заказчику по отдельному договору.
18.9. При поставке комплекта деталей, трубопроводных блоков и сборочных единиц на экспорт сопроводительная документация должна оформляться на русском и иностранном языке или только на иностранном языке, указанном в заказе-наряде. Состав документации и количество экземпляров должны соответствовать требованиям заказа-наряда.
19. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
19.1. Маркировка.
19.1.1. Вся поставляемая продукция должна быть замаркирована. Состав и способ нанесения маркировочных знаков устанавливаются предприятием-изготовителем деталей и сборочных единиц трубопроводов. При этом должны быть обеспечены:
- привязка изделий к соответствующим разделам «Свидетельства об изготовлении» на период транспортирования, хранения и монтажа;
- привязка изделий к сертификатам качества на основные материалы, из которых они изготовлены (на весь срок эксплуатации их в составе трубопроводов).
19.1.2. Маркировка наносится:
- ударным способом непосредственно на изделиях при D20 ≥ 25 мм и s ≥ 3 мм;
- электрографическим способом или краской независимо от диаметра и толщины стенки изделий;
- электрографическим способом, краской или ударным способом на бирках, надежно прикрепляемых к изделиям, при Da < 25 мм и s < 3 мм;
- другими способами, исключающими недопустимый наклеп или подкалку участков клеймения на изделиях.
19.1.3. Глубина маркировочных знаков и клейм ОТК при нанесении их ударным способом на изделия не должна превышать:
- 0,3 мм при номинальной толщине стенки свыше 3 мм до 6 мм включительно;
- 0,5 мм при номинальной толщине стенки свыше 6 мм до 10 мм включительно;
- 0,7 мм при номинальной толщине стенки свыше 10 мм;
- 1,0 мм для деталей изготавливаемых ковкой и штамповкой, при номинальной толщине стенки детали 15 мм и более.
Глубина клеймения деталей во всех случаях не должна выводить толщину стенки за пределы минусового допуска.
19.1.4. Маркировка должна наноситься на наружной поверхности деталей, сборочных единиц и блоков трубопроводов или на бирках.
Место под маркировку должно быть очищено принятым у изготовителя способом и защищено консервирующими смазками на время транспортирования и хранения. Маркировка блоков дополнительно должна быть обведена светлой краской. Защита маркировки консервирующими смазками не обязательна для материалов, не склонных к коррозии под действием окружающей атмосферы.
19.1.5. Место маркировки на деталях и блоках устанавливается чертежами. При отсутствии указаний в чертежах маркировка наносится на расстоянии 200 мм и более от одного из торцов детали или блока или в средней части при габаритных размерах 500 мм и менее.
Маркировку ударным способом допускается выполнять на расстоянии не менее 30 мм от торца деталей, если она не препятствует проведению контроля сварных соединений неразрушающими методами.
19.1.6. Маркировка ударным способом не должна наноситься на гнутой части отводов и гнутых труб, за исключением случаев, оговоренных ниже.
На отводах и гнутых трубах наружным диаметром 89 мм и более с прямыми участками, не позволяющими разместить маркировочные знаки, маркировку допускается наносить на гнутой поверхности внутреннего обвода (по утолщенной стенке) на расстоянии от нейтральной оси гиба, равном трехкратному номинальному значению толщины стенки изгибаемой трубы или более его при глубине маркировочных знаков не более 0,3 мм.
19.1.7. Маркировка деталей должна содержать:
- обозначение детали по чертежу или стандарту с указанием исполнения, если оно предусмотрено;
- индивидуальный номер или номер партии, устанавливающий привязку материала деталей к сертификату качества и результатам контроля качества материала в процессе изготовления (УК, испытания механических свойств, капиллярная и другие виды дефектоскопии);
- сведения, предусмотренные стандартами на соответствующие изделия (фланцы, крепежные и другие детали).
Маркировка СУ должна содержать марку материала (включая марку наплавки) и порядковый номер по системе нумерации предприятия-изготовителя. Маркировка наносится электрографическим способом на нерабочей поверхности: на заднем торце диафрагм или на наружной профильной поверхности сопел.
19.1.8. Маркировка на сборочных единицах и трубопроводных блоках должна содержать:
- обозначение по чертежу с указанием исполнения, если оно предусмотрено;
- сведения, позволяющие установить фамилии сварщиков, выполнявших сварные соединения.
На СУ около любой пары отверстий для отбора давления дополнительно должны быть нанесены:
- со стороны входа потока знак «+»;
- со стороны выхода потока знак «-»;
- стрелка в направлении от знака «+» к знаку «-»;
- диаметр отверстия d20 сопла или диафрагмы при температуре 20 °С в мм;
- порядковый номер сопла или диафрагмы по системе нумерации предприятия-изготовителя.
19.1.9. В составе маркировки на деталях, сборочных единицах и блоках для трубопроводов Da ≥ 108 мм или в сопроводительной документации дополнительно к сведениям, установленным пп. 19.1.7 и 19.1.8, должны быть указаны:
- номер монтажного чертежа или спецификации трубопровода, в который входит изделие, порядковый номер по монтажному чертежу или спецификации;
- номер заказа и товарный знак предприятия-изготовителя.
Номер заказа и товарный знак могут не наноситься на деталях, входящих в состав блока, если эти сведения приведены в маркировке блока.
19.1.10. По усмотрению предприятия-изготовителя в процессе изготовления и на готовых изделиях допускается:
- наносить цветную маркировку краской на материалах и полуфабрикатах в процессе изготовления изделия;
- наносить промежуточную маркировку на заготовках, поверхность которых в процессе изготовления удаляется или подвергается деформации;
- дублировать краской маркировку, нанесенную ударным способом: обозначение чертежа изделия, монтажного чертежа или спецификации трубопровода, порядкового номера по спецификации, номера заказа и другие сведения.
19.1.11. Размер шрифта, клейм и порядок (последовательность) нанесения маркировки устанавливаются инструкцией предприятия-изготовителя.
19.1.12. Маркировка материалов и полуфабрикатов, поставка которых предусмотрена для выполнения изделий при монтаже по месту (трубы, листовая сталь, прокат и другие), должна выполняться с соблюдением требований, установленных стандартами или техническими условиями на эти материалы и полуфабрикаты.
19.1.13. При поставке на экспорт маркировка тары и надписи на таблицах, бирках и самих изделиях должны быть выполнены на языке, указанном в заказе-наряде, и в соответствии с требованиями ГОСТ 14192 и заказа-наряда.
19.1.14. На грузовые места массой свыше 2 т краской наносится значение условной массы в тоннах с округлением в большую сторону до целого значения (свыше 2 до 3 т включительно - 3 т, свыше 3 до 4 т включительно - 4 т и т.д.).
19.1.15. На табличках или бирках, прикрепляемых к транспортной таре и пакетам, на самой таре или на изделиях, подлежащих транспортированию всеми видами транспорта, должна быть нанесена краской маркировка, содержащая:
- товарный знак предприятия-изготовителя;
- номер заказа и номер грузового места;
- маркировку транспортной тары с грузом и штучных грузов в соответствии с требованиями ГОСТ 14192.
Маркировка должна быть устойчива к воздействию климатических условий и четко выделяться на фоне поверхности, на которой она нанесена.
19.1.16. При необходимости предприятием-изготовителем направляется заказчику документ, разъясняющий расположение маркировки, наносимой на изделиях.
19.2. Упаковка
19.2.1. Перед отправкой заказчику изделия должны быть очищены и защищены против коррозии лакокрасочными покрытиями или консервирующими смазками, упакованы в связки, пакеты, тару, контейнеры и в отдельные грузовые места в соответствии с договорными обязательствами и требованиями настоящего стандарта.
19.2.2. Временной противокоррозионной защите лакокрасочными материалами на период транспортирования и хранения должны подвергаться наружные поверхности деталей, блоков и сборочных единиц. Цвет покрытия устанавливается предприятием-изготовителем.
Механически обработанные поверхности всех изделий трубопроводов, включая резьбовые поверхности, должны быть законсервированы смазками.
При механизированных способах окраски поверхностей трубных деталей, сборочных единиц и блоков допускается окрашивать обработанные под сварку кромки и прилегающие к ним механически обработанные поверхности; консервация смазками в этом случае не производится в соответствии с требованиями РД 24.982.101.
19.2.3. Группа условий эксплуатации консервирующих покрытий в соответствии с ГОСТ 9.104 указывается в заказе (договоре). При отсутствии указаний консервирующее покрытие выполняется по группе VI.
19.2.4. Гарантийный срок сохранности упаковки и временных защитных покрытий лакокрасочными материалами, смазками и металлическими покрытиями при соблюдении требований по транспортированию и хранению с момента отгрузки предприятием- изготовителем должен быть не менее:
- 12 месяцев для поставок в страны с умеренным климатом. По требованию, оговоренному в заказе, срок может быть увеличен до 18 месяцев;
- 24 месяца для поставок в страны с тропическим климатом.
19.2.5. Отверстия для отборов давления ВСУ должны быть заглушены. Сопла и диафрагмы, изготовленные из перлитных сталей с наплавкой, должны быть покрыты жидкой смазкой. Готовые измерительные устройства для трубопроводов наружным диаметром Da ≤ 325 мм должны быть упакованы в ящики, для трубопроводов наружным диаметром Da >325 мм - в специальные приспособления.
19.2.6. Временной антикоррозионной защите ингибиторами должны подвергаться следующие детали трубопроводов Da ≥ 108 мм:
- отводы, гнутые трубы, трубопроводные блоки из сталей марок 15ГС, 16ГС, 12Х1МФ и 15Х1М1Ф, прошедшие термическую обработку в печах с общего нагрева и предназначенные для энергоблоков мощностью 150 МВт и более;
- отводы, гнутые трубы, изготовленные методом горячего формоизменения, и трубопроводные блоки независимо от марки стали, предназначенные для энергоблоков мощностью 300 МВт и более;
- отводы и гнутые трубы из стали марки 12Х1МФ, прошедшие термическую обработку в печах, за исключением поставок для замены гибов, выработавших установленный ресурс;
- отводы и гнутые трубы, изготовленные методом горячего формоизменения, и трубопроводные блоки из этих деталей из стали марки 20 для ниток холодного промперегрева энергоблоков мощностью 150 МВт и более.
19.2.7. Детали, сборочные единицы и блоки из электросварных труб трубопроводов III и IV категории пассивации ингибиторами не подвергаются.
19.2.8. Упаковка должна обеспечивать сохранность изделий от механических повреждений, воздействия атмосферных осадков, загрязнения, а также сохранность консервации при погрузо-разгрузочных работах, транспортировании и хранении.
19.2.9. Поставка изделий производится в ящиках, контейнерах, пакетах, связках и без упаковки.
19.2.10. В ящики упаковываются: изделия массой до 200 кг включительно при Da ≤ 325 мм, длиной не более 1000 мм; изделия из листовой стали шириной и длиной не более 800 мм; детали и сборочные единицы опор и подвесок массой до 30 кг включительно.
В контейнеры упаковываются изделия массой свыше 200 до 500 кг включительно с габаритными размерами по длине до 4000 мм и по ширине до 2300 мм.
В пакеты упаковываются изделия из листовой стали с размерами ко ширине и длине более 800 мм, детали и сборочные единицы опор и подвесок массой более. 30 кг, стяжки линзовых компенсаторов.
В связки упаковываются изделия Da ≤ 273 мм включительно.
Детали и блоки из электросварных труб Da ≥ 530 мм, а также детали и блоки из бесшовных труб Da ≥ 273 мм укладываются на транспортные средства без упаковки с применением прокладок, растяжек и других приемов, исключающих повреждения изделий в период транспортирования.
В зависимости от состава поставочного комплекта и оптимальной загрузки транспортных средств способ упаковки устанавливается предприятием-изготовителем.
19.2.11. Товаросопроводительная документация укладывается в каждое грузовое место. Товаросопроводительная документация при поставке на экспорт должна соответствовать требованиям заказа-наряда.
19.2.12. Упаковка и консервация покупных изделий и прямых труб Da < 108 мм для трубопроводов, прокладываемых по месту монтажными организациями, должна удовлетворять требованиям на покупные изделия и трубы.
19.2.13. Для защиты внутренних полостей от коррозионных воздействий атмосферы перед отправкой на место монтажа в открытой таре, в связках и без упаковки все отверстия и торцы должны быть закрыты заглушками, чехлами или другими защитными устройствами по технологии предприятия-изготовителя:
- деталей, сборочных единиц и блоков из бесшовных труб независимо от диаметра и давления рабочей среды трубопроводов;
- деталей, сборочных единиц и блоков из электросварных труб Da ≥ 530 мм трубопроводов на рабочее давление более 2,2 МПа.
Отверстия и торцы деталей, сборочных единиц и блоков из электросварных труб Da ≥ 530 мм трубопроводов на рабочее давление до 2,2 МПа включительно глушатся по согласованию заказчика с предприятием-изготовителем.
19.3. Транспортирование и хранение
19.3.1. Поставочные комплекты деталей, сборочных единиц и трубопроводных блоков могут транспортироваться всеми видами транспорта. Вид транспорта при отгрузке выбирается предприятием-изготовителем.
При поставке на экспорт вид транспорта оговаривается заказчиком.
19.3.2. Крепление и транспортирование комплектов сборочных единиц и деталей должно производиться в соответствии с требованиями «Технических условий погрузки и крепления грузов» Министерства транспорта России.
19.3.3. Детали, сборочные единицы, блоки и средства их упаковки допускают транспортирование при температуре окружающей среды от минус 40 °С до плюс 50 °С включительно. Отличные от указанных температурные условия при транспортировании, хранении и перегрузках должны быть указаны в заказе и отражены в договорах на поставку.
19.3.4. Изделия при погрузке и разгрузке должны подниматься и опускаться плавно;
удары при этом не допускаются. Не допускается также разгрузка сбрасыванием и волочением. Строповка должна производиться в местах, обозначенных знаком «Место строповки»;
19.3.5. Хранение деталей и сборочных единиц, поставка которых производится в закрытой таре, открытых контейнерах, связках и без упаковки, должно производиться в соответствии с требованиями ГОСТ 15150 (под навесом, на открытой площадке или в закрытых неотапливаемых помещениях).
При хранении на открытой площадке, под навесом и в неотапливаемых помещениях без пола, ящики, контейнеры, связки и изделия без упаковки должны быть уложены на подкладки высотой не менее 100 мм.
Концы гнутых труб, деталей и блоков при хранении должны быть обращены вниз и не должны касаться пола.
При хранении труб и блоков в штабелях количество рядов должно быть не более четырех, ряды должны быть разделены деревянными прокладками.
19.3.6. Детали и сборочные единицы опор и подвесок, а также ВСУ должны храниться в закрытых неотапливаемых помещениях.
19.3.7. Транспортирование и хранение арматуры и других покупных изделий должно производиться с соблюдением требований, установленных техническими условиями на эти изделия.
19.3.8. При получении деталей, сборочных единиц и блоков трубопроводов потребитель должен проверить состояние упаковки и консервации изделий, поставляемых без упаковки. Повреждения, полученные в процессе транспортирования, должны быть восстановлены транспортной организацией.
19.3.9. Потребитель должен периодически, но не реже одного раза в 12 месяцев при хранении в закрытом помещении и не реже одного раза в шесть месяцев при хранении под навесом контролировать состояние упаковки, защитных покрытий, консервации и наличие заглушек на изделиях и при необходимости обновлять консервацию в соответствии с инструкцией по консервации и расконсервации предприятия-изготовителя. Хранение деталей и блоков без заглушек не допускается.
19.3.10. Претензии по повреждениям упаковки и изделий, полученным в пути следования, предъявляются потребителем к транспортным организациям.
Потребитель собственными силами и за свой счет устраняет повреждения деталей и сборочных единиц трубопроводов, полученные в результате неправильного хранения или транспортирования на территории потребителя.
Порядок удовлетворения претензий по повреждениям изделий во время транспортирования при экспортных поставках должен соответствовать «Условиям поставки товаров для экспорта».
20. ГАРАНТИИ ПРЕДПРИЯТИЯ-ИЗГОТОВИТЕЛЯ (ПОСТАВЩИКА)
20.1. Поставщик гарантирует соответствие комплектов деталей, сборочных единиц и трубопроводных блоков требованиям настоящего стандарта при соблюдении потребителем требований и условий транспортирования, хранения, монтажа и эксплуатации.
Взаимоотношения между поставщиком и заказчиком, касающиеся качества и комплектности поставленной продукции, регламентируются «Положением о поставках продукции производственно-технического назначения».
20.2. Гарантийный срок эксплуатации деталей, сборочных единиц и блоков в составе трубопроводов должен составлять 18 месяцев со дня ввода энергетической установки в эксплуатацию, но не более 24 месяцев со дня отгрузки изделий поставщиком или с момента проследования изделий через Государственную границу при поставке на экспорт.
20.3. Если в течение гарантийного срока эксплуатации детали и сборочные единицы окажутся несоответствующими требованиям настоящего стандарта по вике поставщика, последний должен безвозмездно устранить дефекты или произвести замену изделий.
Ответственность поставщика при экспортных поставках должна соответствовать «Условиям поставок товаров для экспорта».
20.4. Расчетный срок службы фасонных деталей и сборочных единиц трубопроводов обеспечивается предприятием-изготовителем следующим образом:
- соблюдением требований настоящего стандарта;
- соблюдением установленных стандартами и чертежами геометрической формы и размеров фасонных деталей и сборочных единиц (с учетом допустимых отклонений), обоснованных расчетом на прочность в соответствии с требованиями РД 10-249 и РД 10-400;
- применением материалов и полуфабрикатов, указанных в стандартах и чертежах на конструкции фасонных деталей и сборочных единиц и разрешенных к применению ПБ 10-573;
- соблюдением установленной технологии изготовления (формоизменение, сварка, термическая обработка) и применением методов контроля качества, установленных нормативно-технической и конструкторской документацией.
20.5. Предприятие-изготовитель гарантирует длительную прочность металла трубных деталей в состоянии поставки в соответствии с требованиями ТУ 14-ЗР-55 и ТУ 1310-030-00212179-2007.
На изделия из стали марок 12Х1МФ и 15Х1М1Ф, 10Х9МФБ-Ш и 10Х9МФБ, работающие при температуре 500 °С и выше, гарантия на длительную прочность должна отмечаться в свидетельствах.
Предприятие-изготовитель в трехмесячный срок со дня поставки представляет электростанциям приложения к свидетельствам, в которых указываются результаты выборочного контроля деталей паропроводов, подтверждающие гарантию длительной прочности металла.
Предприятие-изготовитель проводит контроль длительной прочности металла прямыми методами испытания на базе не менее 3000 ч или ускоренными методами.
При поставке деталей паропроводов, имеющих микроструктуру металла в пределах сдаточных баллов по ТУ 14-ЗР-55, проведение прямых испытаний длительной прочности не требуется.
Гарантии по длительной прочности металла трубных изделий, предоставленные предприятием-изготовителем, могут быть проконтролированы заказчиком прямыми методами, принятыми на предприятии-изготовителе.
При отрицательных результатах хотя бы по одной детали все детали с аналогичным структурным состоянием металла трубопровода данного типоразмера бракуются и подлежат замене за счет предприятия-изготовителя.
Основанием для браковки является протокол, составленный заказчиком по результатам испытаний на длительную прочность.
Заказчику предоставляется право рекламации прямых труб паропровода, имеющих браковочную структуру в соответствии с ТУ 14-ЗР-55.
(Измененная редакция. Изм. № 1, Изм. № 3)
20.6. Гарантийный срок хранения и эксплуатации комплектующих трубопроводы изделий (арматура, электрические приводы и другие покупные изделия) устанавливается в соответствии со сроками, определенными предприятиями-изготовителями комплектующих изделий и установленными в стандартах или технических условиях.
20.7. Указанный гарантийный срок эксплуатации и расчетный срок службы фасонных деталей и блоков действуют при условии соблюдения заказчиком (потребителем) при монтаже и эксплуатации требований ПБ 10-573, «Правил технической эксплуатации тепловых энергоустановок», инструкций и конструкторской документации при числе циклов нагружения, предусмотренных разработчиком трубопровода.
Приложение А
(рекомендуемое)
Трубы бесшовные из углеродистых и
кремнемарганцовистых сталей для трубопроводов тепловых станций.
Сортамент на ресурс 200 тыс.ч.
Таблица А.1
|
Наружный диаметр трубы, Da, мм |
Номинальное давление среды р = 37,27 МПа, температура среды 280°С |
Номинальное давление среды р= 23,54 МПа, температура среды 250°С/215°С |
||||
|
Сталь 15ГС |
Сталь 15ГС |
|||||
|
Условный проход трубы, Dy, мм |
Толщина стенки, s, мм |
Масса 1 м трубы, кг |
Условный проход трубы, Dy, мм |
Толщина стенки, s, мм |
Масса 1 м трубы, кг |
|
|
16 |
10 |
4 |
1,18 |
10 |
3 |
0,962 |
|
28 |
20 |
5 |
2,84 |
20 |
4 |
2,37 |
|
57 |
40 |
9 |
10,87 |
40 |
6 |
7,71 |
|
76 |
50 |
12 |
19,32 |
65 |
9 |
15,19 |
|
89 |
65 |
14 |
26,42 |
80 |
10 |
19,91 |
|
108 |
80 |
16 |
37,04 |
80 |
11 |
26,89 |
|
133 |
100 |
18 |
54,23 |
100 |
13 |
41,02 |
|
159 |
125 |
22 |
78,94 |
125 |
14 |
49,98 |
|
194 |
150 |
26 |
114,45 |
150 |
17 |
79,19 |
|
219 |
150 |
32 |
156,60 |
175 |
19 |
100,02 |
|
273 |
200 |
36 |
223,93 |
225 |
24 |
157,43 |
|
325 |
250 |
42 |
312,04 |
250 |
28 |
219,20 |
|
377 |
300 |
50 |
429,08 |
300 |
32 |
291,03 |
|
426 |
300 |
56 |
543,83 |
350 |
36 |
370,12 |
|
465 |
350 |
60 |
636,80 |
400 |
40 |
448,10 |
|
530 |
400 |
65 |
740,27 |
- |
- |
- |
Продолжение таблицы А.1
|
Наружный диаметр трубы, Da, мм |
Условный проход трубы, Dy, мм |
Номинальное давление среды р = 18,14 МПа, температура среды 215°С |
|
|
Сталь 15ГС |
|||
|
Толщина стенки, s, мм |
Масса 1 м трубы, кг |
||
|
16 |
10 |
3 |
0,962 |
|
28 |
20 |
3 |
1,85 |
|
57 |
40 |
6 |
7,71 |
|
76 |
65 |
7 |
12,18 |
|
89 |
80 |
8 |
16,34 |
|
108 |
100 |
10 |
24,71 |
|
133 |
100 |
13 |
41,02 |
|
159 |
125 |
13 |
49,98 |
|
194 |
150 |
15 |
70,73 |
|
219 |
175 |
16 |
85,59 |
|
273 |
225 |
20 |
133,52 |
|
325 |
250 |
22 |
175,99 |
|
377 |
300 |
26 |
240,91 |
|
426 |
350 |
30 |
313,57 |
|
465 |
400 |
32 |
365,77 |
Таблица А.2
|
Наружный диаметр трубы, Da, мм |
Номинальное давление среды р = 7,45 МПа и р = 3,92 МПа, температура среды 145°С и 450°С соответственно |
Номинальное давление среды р = 4,31 МПа и р = 3,92 МПа, температура среды 340°С и 200°С соответственно |
||||
|
Сталь 15ГС, 20, 20ПВ |
Сталь 20, 20ПВ |
|||||
|
Условный проход трубы, Dy, мм |
Толщина стенки, s, мм |
Масса 1 м трубы, кг |
Условный проход трубы, Dy, мм |
Толщина стенки, s, мм |
Масса 1 м трубы, кг |
|
|
16 |
10 |
2 |
0,691 |
10 |
2 |
0,691 |
|
28 |
20 |
3 |
1,85 |
20 |
3 |
1,85 |
|
32 |
25 |
3 |
2,15 |
25 |
3 |
2,15 |
|
38 |
32 |
3 |
2,59 |
32 |
3 |
2,59 |
|
57 |
50 |
4 |
5,35 |
50 |
4 |
5,35 |
|
76 |
65 |
5 |
8,96 |
65 |
4 |
7,27 |
|
89 |
80 |
6 |
12,56 |
80 |
4,5 |
9,60 |
|
108 |
100 |
8 |
20,18 |
100 |
5 |
13,00 |
|
133 |
125 |
8 |
26,38 |
125 |
5 |
16,92 |
|
159 |
150 |
9 |
35,63 |
150 |
7 |
28,11 |
|
194 |
175 |
10 |
48,58 |
175 |
8 |
39,32 |
|
219 |
200 |
13 |
70,66 |
200 |
9 |
49,94 |
|
273 |
250 |
16 |
108,64 |
250 |
L 10 |
69,91 |
|
325 |
300 |
19 |
153,61 |
300 |
13 |
107,33 |
|
377 |
350 |
20 |
188,73 |
350 |
13 |
125,27 |
|
426 |
400 |
22 |
234,96 |
400 |
14 |
152,71 |
|
465 |
400 |
24 |
279,80 |
450 |
16 |
192,18 |
|
|
|
|
|
Сталь 16ГС |
||
|
630 |
- |
- |
- |
600 |
17 |
257,50 |
|
25 |
375,00 |
|||||
|
720 |
- |
- |
- |
700 |
22 |
382,14 |
|
25 |
428,50 |
|||||
|
820 |
- |
- |
- |
800 |
22 |
450,90 |
Приложение А. (Новая редакция. Изм. № 1)
(Измененная редакция. Изм. № 3)
Приложение
Б
(рекомендуемое)
Трубы бесшовные из хромомолибденованадиевых сталей
для паропроводов тепловых станций.
Сортамент на ресурс 200 тыс. ч.
Таблица Б.1
|
Номинальное давление среды р = 25,01 МПа, температура среды 545°С |
|||||
|
Наружный диаметр трубы, Da, мм |
Условный проход трубы, Dy, мм |
Сталь 12Х1МФ |
Сталь 15Х1М1Ф |
||
|
Толщина стенки, s, мм |
Масса 1 м трубы, кг |
Толщина стенки, s, мм |
Масса 1 м трубы, кг |
||
|
16 |
10 |
4 |
1,18 |
3,5 |
1,08 |
|
28 |
15 |
7 |
3,63 |
6 |
3,26 |
|
57 |
32 |
12 |
13,56 |
12 |
13,56 |
|
76 |
50 |
16 |
24,10 |
15 |
22,99 |
|
89 |
50 |
18 |
32,10 |
17 |
30,76 |
|
108 |
65 |
24 |
50,59 |
22 |
47,52 |
|
133 |
80 |
28 |
76,38 |
26 |
72,40 |
|
159 |
100 |
34 |
110,37 |
32 |
105,70 |
|
194 |
125 |
40 |
160,12 |
38 |
154,28 |
|
219 |
150 |
45 |
203,54 |
40 |
186,63 |
|
245 |
150 |
50 |
253,90 |
48 |
246,48 |
|
273 |
175 |
56 |
316,42 |
50 |
291,06 |
|
325 |
200 |
- |
- |
60 |
414,99 |
|
377 |
225 |
- |
- |
70 |
560,82 |
|
426 |
250 |
- |
- |
80 |
722,19 |
|
465 |
300 |
- |
- |
80 |
803,40 |
Таблица Б.2
|
Номинальное давление среды р = 13,73 МПа, температура среды 560°С |
|||||
|
Наружный диаметр трубы, Da, мм |
Условный проход трубы, Dy, мм |
Сталь 12Х1МФ |
Сталь 15Х1М1Ф |
||
|
Толщина стенки, s, мм |
Масса 1 м трубы, кг |
Толщина стенки, s, мм |
Масса 1 м трубы, кг |
||
|
16 |
10 |
4 |
1,18 |
3 |
0,962 |
|
28 |
15 |
6 |
3,26 |
4,5 |
2,61 |
|
57 |
40 |
10 |
11,82 |
9 |
10,87 |
|
76 |
50 |
13 |
20,59 |
13 |
20,59 |
|
89 |
65 |
15 |
27,91 |
13 |
24,87 |
|
108 |
65 |
20 |
44,23 |
- |
- |
|
80 |
- |
- |
16 |
37,04 |
|
|
133 |
100 |
20 |
59,12 |
20 |
59,12 |
|
159 |
100 |
28 |
95,68 |
22 |
78,94 |
|
194 |
125 |
32 |
135,39 |
26 |
114,45 |
|
219 |
150 |
36 |
172,07 |
32 |
156,60 |
|
245 |
175 |
38 |
205,96 |
34 |
188,66 |
|
273 |
200 |
42 |
254,07 |
36 |
223,93 |
|
325 |
250 |
45 |
330,48 |
45 |
330,48 |
|
377 |
250 |
60 |
497,80 |
- |
- |
|
300 |
- |
- |
50 |
429,08 |
|
|
426 |
300 |
- |
- |
56 |
543,83 |
|
465 |
350 |
- |
- |
65 |
681,85 |
Таблица Б.3
|
Номинальное давление среды р= 13,73 МПа, температура среды 545°С |
||||||
|
Наружный диаметр трубы, Da, мм |
Условный проход трубы, Dy, мм |
Сталь 15Х1М1Ф |
Условный проход трубы, Dy, мм |
Сталь 12Х1МФ |
||
|
Толщина стенки, s, мм |
Масса 1 м трубы, кг |
Толщина стенки, s, мм |
Масса 1 м трубы, кг |
|||
|
16 |
10 |
2,5 |
0,832 |
10 |
3,5 |
1,08 |
|
28 |
20 |
4,5 |
2,61 |
20 |
5 |
2,84 |
|
57 |
40 |
7,5 |
9,35 |
40 |
9 |
10,87 |
|
76 |
50 |
10 |
16,62 |
50 |
11 |
18,00 |
|
89 |
65 |
11 |
21,61 |
65 |
13 |
24,87 |
|
108 |
80 |
14 |
33,14 |
80 |
16 |
35,12 |
|
133 |
100 |
18 |
54,23 |
100 |
19 |
56,70 |
|
159 |
125 |
20 |
72,90 |
125 |
22 |
78,94 |
|
194 |
150 |
22 |
99,35 |
150 |
25 |
110,76 |
|
219 |
175 |
26 |
131,68 |
175 |
28 |
140,21 |
|
245 |
200 |
28 |
159,74 |
200 |
32 |
178,91 |
|
273 |
200 |
32 |
202,69 |
200 |
36 |
223,93 |
|
325 |
250 |
38 |
286,65 |
250 |
42 |
312,04 |
|
377 |
300 |
42 |
370,01 |
300 |
48 |
414,66 |
|
426 |
350 |
48 |
477,09 |
350 |
53 |
487,53 |
|
465 |
350 |
56 |
601,80 |
350 |
58 |
582,16 |
Таблица Б.4
|
Номинальное давление среды р = 4,02 МПа, температура среды 545°С |
|||
|
Наружный диаметр трубы, Da, мм |
Условный проход трубы, Dy, мм |
Толщина стенки, s, мм |
Масса 1 м трубы, кг |
|
Сталь 12Х1МФ |
|||
|
16 |
10 |
2,5 |
0,832 |
|
28 |
20 |
3 |
1,85 |
|
57 |
50 |
4,5 |
5,96 |
|
76 |
65 |
5 |
8,96 |
|
89 |
80 |
6 |
12,56 |
|
108 |
100 |
7 |
17,84 |
|
133 |
125 |
8 |
26,38 |
|
159 |
150 |
9 |
35,63 |
|
194 |
175 |
10 |
48,58 |
|
219 |
200 |
11 |
60,41 |
|
245 |
225 |
12 |
73,93 |
|
273 |
250 |
13 |
89,38 |
|
325 |
300 |
15 |
122,98 |
|
377 |
350 |
18 |
170,89 |
|
426 |
400 |
20 |
214,74 |
|
465 |
400 |
22 |
257,74 |
|
Сталь 15Х1М1Ф |
|||
|
530 |
500 |
25 |
333,88 |
|
630 |
600 |
28 |
415,69 |
|
720 |
700 |
25 |
428,50 |
|
920 |
900 |
32 |
700,78 |
|
Примечание - Допускается трубы Dа = 530, 630, 720, 920 мм изготавливать из стали марки 15Х1М1Ф |
|||
Таблица Б.5
|
Номинальное давление среды р = 13,73 МПа, температура среды 515°С |
|||
|
Наружный диаметр трубы, Da, мм |
Условный проход трубы, Dy, мм |
Сталь 12Х1МФ |
|
|
Толщина стенки, s, мм |
Масса 1 м трубы, кг |
||
|
16 |
10 |
2,5 |
0,832 |
|
28 |
20 |
3 |
1,85 |
|
76 |
65 |
9 |
15,19 |
|
133 |
100 |
14 |
43,78 |
|
159 |
125 |
16 |
60,14 |
|
194 |
150 |
20 |
91,46 |
|
219 |
175 |
22 |
113,93 |
|
273 |
225 |
26 |
169,14 |
|
325 |
250 |
32 |
246,86 |
|
426 |
350 |
38 |
388,52 |
|
Примечание - Допускается трубу Ø426×3 8 мм изготавливать из стали марки 15Х1М1Ф |
|||
Приложение Б. (Новая редакция. Изм. № 1)
Приложение В
(рекомендуемое)
Швы сварных стыковых соединений трубопроводов
тепловых станций.
Типы и основные размеры
В.1. Конструктивные элементы подготовленных под сварку кромок и выполненных сварных швов должны соответствовать, указанным на рисунках В.1 - В.7 и в таблицах В.1 и В.2.
В.2. Значение внутренней расточки dp, подготовленных под сварку кромок, определяется по таблице В.2.
В.3. Длина цилиндрической части lр расточки принята в соответствии с требованиями РД 34.17.302 (ОП501ЦД)».
В.4. Переход от поверхности внутренней расточки к необработанной поверхности труб должен быть плавным под углом не более 15°.
Допускается выполнять переход под углом не более 27°, включительно, а длину расточки lр = 12+3 мм для деталей литых, кованных, штампованных и штампосварных; деталей, изготавливаемых из труб с увеличенной толщиной стенки (отводов гнутых, переходов и др.), отводов гнутых с прямыми участками менее наружного диаметра изгибаемой трубы, а также для арматуры.
В.5. Плавный переход по внутренней поверхности в месте стыка труб между собой или трубными деталями допускается обеспечивать методом раздачи (рисунок В.2а), конусной расточки деталей с меньшим внутренним диаметром (рисунки В.2б) под углом не более 15°.
В.6. Расточка на размер dp может не производиться, если внутренние диаметры стыкуемых труб и деталей обеспечивают соблюдение требований по смещению обработанных кромок под сварку.
Необработанная поверхность должна быть зачищена до металлического блеска на длине не менее 20 мм.
В.7. Допускается изготовление деталей с разделкой под сварку С4 и С5 согласно рисункам В.4 и В.5.
В.8. При сварке с трубами литых, кованых, штампованных и штампосварных деталей и арматуры плавный переход от одного сечения к другому должен обеспечиваться комбинированно: за счет утонения стенки конца элемента с большей толщиной стенки до расчетного значения на кромке и за счет наклонного расположения поверхности сварного шва со стороны раскрытия кромок (рисунок В.6).
В.9. Обточка по наружной поверхности должна выполняться на выход. При длине обточки более 50 мм допускается выход обточки под углом 45° (рисунки В.6 и В.7).
В.10. Сварные соединения труб с арматурой, фасонными и трубными деталями допускается выполнять с комбинированной разделкой кромок: со скосом кромок со стороны трубы по типу шва, установленного настоящим стандартом, а со стороны арматуры или фасонной детали по типу С4 и С5 (рисунок В.7).
В.11. Указанные требования к сварным соединениям удовлетворяют EN 29692 (ИСО 9692) и EN 25817 (ИСО 5817). Термины, используемые в таблице В.1, соответствуют ИСО 2553. Ссылочные номера сварочных процессов соответствуют ИСО 857 и ГОСТ 29297 (ЕН 24063).
![]() Таблица В.1
Таблица В.1
|
Условное обозначение шва сварного соединения |
Характер выполненного шва и форма подготовленных кромок |
Тип сварки |
Форма поперечного сечения выполненного шва и подготовленных кромок |
Размеры свариваемых труб, мм |
|
|
наружный диаметр, Da |
толщина стенки, s |
||||
|
С1 |
Односторонний со скосом двух кромок без расточки |
(111) 131 135 141 |
|
До 16 вкл. |
До 4,0 вкл. |
|
С2 |
|
В соответствии с таблицей В.2 |
|||
|
Односторонний со скосом двух кромок и расточкой |
|
||||
|
С3 |
Односторонний с криволинейным скосом двух кромок и расточкой |
(111) 131 135 141 |
|
Свыше 89 |
Свыше 7 |
|
С4 |
Односторонний со скосом двух кромок и расточкой |
Вид сварки |
|
108 и выше |
Свыше 16 |
|
С5 |
|
108 и выше |
До 16 вкл. |
||
|
Примечания 1 Для швов С3 при толщине стенки свыше 16 мм допускается уменьшение угла разделки кромок до 20°. 2 Для швов С4 допускается увеличение угла разделки кромок до 30°. 3 Для швов С4 и С5 допускается автоматическая или ручная дуговая и аргонодуговая сварка. |
|||||







Рисунок В.1 - Шов С1 односторонний со скосом двух кромок без расточки
Примечание - для шва С2 угол скоса кромок - 35+2°-5°.

Примечание - Разность толщин труб не должна превышать:
15% - для труб с толщиной стенки до 12 мм и
30% - для труб с толщиной стенки более 12 мм, но не более 5 мм.

Рисунок В.3 - Шов С3 односторонний с криволинейным скосом двух кромок и расточкой

Рисунок В.4 - Шов С4 односторонний со скосом двух кромок и расточкой

Рисунок В.5 - Шов С5 односторонний со скосом двух кромок и расточкой

Рисунок В.6 - Шов с комбинированной расточкой элемента с большей толщиной стенки
