ОДМ 218.5.008-2008
ОТРАСЛЕВОЙ ДОРОЖНЫЙ МЕТОДИЧЕСКИЙ ДОКУМЕНТ
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
ПО ПРИМЕНЕНИЮ
ТРЕЩИНОПРЕРЫВАЮЩЕЙ ПРОСЛОЙКИ ПРИ
УСТРОЙСТВЕ ДОРОЖНОЙ ОДЕЖДЫ С ПОЛИМЕРАСФАЛЬТОБЕТОННЫМ
ПОКРЫТИЕМ
(для
опытно-экспериментального внедрения)
Утверждены распоряжением
Росавтодора
от 20.08.2008 № 352 - р
ФЕДЕРАЛЬНОЕ ДОРОЖНОЕ АГЕНТСТВО
(РОСАВТОДОР)
Москва 2008
ПРЕДИСЛОВИЕ
1. РАЗРАБОТАН: ОАО «Союздорнии» (Открытое Акционерное общество «Дорожный научно-исследовательский институт «Союздорнии») по заказу Федерального дорожного агентства. Методический документ разработан в соответствии с пунктом 3 статьи 4 Федерального закона от 27.12.2002 № 184-ФЗ «О техническом регулировании» и является актом рекомендательного характера в дорожном хозяйстве.
2. ВНЕСЕН: Управлением эксплуатации и сохранности автомобильных дорог Федерального дорожного агентства.
3. ИЗДАН на основании распоряжения Федерального дорожного агентства от 20.08.2008 № 352-р.
4. ВВЕДЕН впервые.
5. ИМЕЕТ РЕКОМЕНДАТЕЛЬНЫЙ ХАРАКТЕР.
Содержание
Раздел 1. ОБЛАСТЬ ПРИМЕНЕНИЯ
В данных методических рекомендациях приведены сведения о составе материала для устройства трещинопрерывающей прослойки, технологии получения этого материала, способе устройства прослойки при строительстве нежесткой дорожной одежды с полимерасфальтобетонным покрытием на автомобильной дороге. Также возможно её применение при реконструкции и капитальном ремонте нежесткой дорожной одежды с условием укладки полимерасфальтобетонной смеси в покрытие автомобильной дороги.
Раздел 2. НОРМАТИВНЫЕ ССЫЛКИ
В настоящих методических рекомендациях использованы ссылки на следующие нормативные документы:
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности.
ГОСТ 12.1.044-89 Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения.
ГОСТ 17.2.3.02-78 Система стандартов безопасности труда. Охрана природы. Атмосфера.
ГОСТ 400-80 Термометры стеклянные для испытания нефтепродуктов.
ГОСТ 2477-65 Нефть и нефтепродукты. Метод определения содержания воды.
ГОСТ 2768-84 Ацетон технический. Технические условия.
ГОСТ 3900-85 Нефть и нефтепродукты. Методы определения плотности.
ГОСТ 4333-87 Нефтепродукты. Методы определения температур воспламенения и вспышки в открытом тигле.
ГОСТ 7328-2001 Гири общие. Технические условия.
ГОСТ 8420-74 Материалы лакокрасочные. Методы определения условной вязкости.
ГОСТ 8677-76 Кальций окись. Технические условия.
ГОСТ 9179-77 с изм. 1 Известь строительная. Технические условия.
ГОСТ 10227-86 Топлива для реактивных двигателей. Технические условия.
ГОСТ 11501-78 Битумы нефтяные. Метод определения глубины проникания иглы.
ГОСТ 11503-74 Битумы нефтяные. Метод определения условной вязкости.
ГОСТ 11505-75 Битумы нефтяные. Метод определения растяжимости.
ГОСТ 11506-73 Битумы нефтяные. Метод определения температуры размягчения по кольцу и шару.
ГОСТ 11507-78 Битумы нефтяные. Метод определения температуры хрупкости.
ГОСТ 11508-74 Битумы нефтяные. Метод определения сцепления битума с мрамором и песком.
ГОСТ 18180-72 Битумы нефтяные. Метод определения массы после прогрева.
ГОСТ 20799-88 Масла индустриальные. Технические ус иония
ГОСТ 22245-90 с изм.№ 1 Битумы нефтяные дорожные вязкие. Технические условия.
ГОСТ 22688-77 Известь строительная. Методы испытания.
ГОСТ 24104-88 Весы лабораторные общего на значении и образцовые.
ГОСТ 25709-83 Латексы синтетические. Метод определения содержания сухого вещества.
ГОСТ 25945-87 Материалы и изделия полимерные строительные герметизирующие нетвердеющие. Методы испытаний.
ГОСТ Р 52056-2003 Вяжущие полимерно-битумные дорожные на основе блок-сополимеров типа стирол-бутадиен-стирол. Технические условия.
ГОСТ Р 52129-2003 Порошок минеральный дня асфальтобетонных и органоминеральных смесей. Технические условия.
Раздел 3. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
В настоящих методических рекомендациях применяются следующие термины с соответствующими определениями:
трещинопрерывающая прослойка - промежуточный слой на основе полимерно-битумного вяжущего, который задерживает (или прерывает) развитие трещины за счет снижения возникающих в покрытиях напряжений;
подгрунтовка - материал, предназначенный для склеивания верхнего слоя покрытия с нижним;
трещинопрерывающая прослойка - подгрунтовка - материал, который совмещает в себе функции трещинопрерывающей прослойки и подгрунтовки;
латекс - дисперсия полимеров в воде;
гашеная известь - тонкий рыхлый порошок, «пушонка», получаемый при действии воды на негашеную известь;
негашеная известь (оксид кальция, СаО) - белое тугоплавкое вещество, получаемое при обжиге известняка или мела при высокой температуре (выше 900°С).
Раздел 4. ОБЩИЕ ПОЛОЖЕНИЯ
а) Применение покрытий из полимерасфальтобетона на основе полимерно-битумных вяжущих (ПБВ) по ГОСТ Р 52056-2003 позволяет исключить или резко уменьшить образование температурных трещин на дорожных покрытиях при условии применения ПБВ с температурой хрупкости, соответствующей температуре наиболее холодных суток (СНиП 23-01-99) района эксплуатации покрытий, рекомендуемое значение которой приведено в ОДМ 218.2.003-2007, там же рекомендованы и требуемые в этом случае значения температуры трещиностойкости полимерасфальтобетона.
б) Наряду с образованием температурных трещин на покрытиях, возникают отраженные трещины, обусловленные высокими локальными напряжениями над трещинами или швами в нижележащем конструктивном слое, причем настолько высокими, что полимерасфальтобетон по п.а) раздела 4 не позволяет их избежать.
в) В целях исключения или значительного сокращения количества отраженных трещин на дорожных покрытиях необходимо и целесообразно под полимерасфальтобетонным покрытием устраивать сплошную трещинопрерывающую прослойку, которая бы компенсировала полностью или частично указанные в п.б) раздела 4 локальные напряжения. Материал, используемый для этой цели, должен выполнять и роль подгрунтовки, надежно склеивая верхний слой с нижним. Широко используемые в качестве подгрунтовки битумы как в горячем виде, так и в виде эмульсий, не только не служат в качестве трещинопрерывающей прослойки, но известны случаи, когда они после зимней эксплуатации отслаиваются и покрытие начинает работать в значительно более жестких нерасчетных условиях.
г) Материал, используемый в качестве трещинопрерывающей прослойки, должен сохранять пластичность и эластичность (не менее 70%) до значения температуры наиболее холодных суток района эксплуатации полимерасфальтобетонного покрытия, характеризоваться высокой температурой размягчения, значение которой должно быть выше максимально возможной температуры полимерасфальтобетонной смеси при ее укладке (160°С) и играть роль подгрунтовки, т.е. хорошо склеивать слой покрытия с нижележащим слоем, чтобы обеспечить расчетные условия для работы дорожной одежды.
д) Эффективная работа трещинопрерывающей прослойки возможна только при условии обеспечения требуемых капитальности дорожной одежды и водоотвода. При этом ровность слоя, расположенного под полимерасфальтобетонным покрытием, должна соответствовать требованиям, предъявляемым СНиП 3.06.03-85 к верхнему слою покрытия дороги I категории.
е) Рекомендуется к применению в качестве трещинопрерывающей прослойки двухкомпонентная мастика холодною отверждения марки КОВ-190.
ж) Мастику КОВ-190 получают простым перемешиванием двух жидких при нормальной температуре компонентов А и Б и соотношении 4,26:1 соответственно.
Компонент А представляет собой вязкотекучую жидкость от темно-коричневого до черного цвета и состоит из пластифицированных битума или гудрона, наполненных негашеной известью в количестве около 30% по массе. Негашеная известь содержит 98,5 % оксида (окиси) кальция.
Компонент Б представляет собой латекс бутадиенстирольного каучука марки СКС-С с концентрацией около 66%. Содержание полистирола в бутадиенстирольном каучуке составляет около 30% по массе.
Состав мастики: битум ~ 29,5%, пластификатор ~ 31,1%, минеральный наполнитель ~ 20,4%, полимер - 12%, вода ~ 6,5%, эмульгатор -0,5%.
з) В процессе формирования мастики КОВ-190 повышается температура смеси на 35÷45°С, что связано с протеканием экзотермической реакции, происходит объединение извести и воды, содержащейся в латексе, приводящее к гашению извести и высвобождению полимера из латекса. В результате, по нашему мнению, образуется пространственная структурная сетка полимера в пластифицированном битуме, известь-пушонка является тонкодисперсным наполнителем в системе. КОВ-190 представляет собой мастику на основе полимернобитумного вяжущего.
и) Процесс формирования мастики проходит в несколько этапов. На первом этапе смесь постепенно густеет, но остается подвижной (течет) и ее температура незначительно возрастает - на 4-5°С. На втором этапе смесь густеет с более высокой скоростью и через 15-20 мин практически не течет. На третьем этапе скорость повышения температуры увеличивается, и она достигает максимального значения. На этом этапе у смеси начинает проявляться эластичность. При дальнейшем перемешивании температура смеси снижается. В конце второго этапа при испытании мастики по методу Кольцо и Шар шарик проваливается, то есть определить температуру размягчения не удается. После 2-часового выдерживания смеси при определении температуры размягчения наблюдается провисание шарика, величина температуры размягчения достигает 50°С. После 3 - 4-часового выдерживания смеси шарик не провисает, а темпера тура размягчения становится выше 190°С. Таким образом установлено, что технологичность мастики - способность легко распределяться по горизонтальной поверхности - сохраняется в течение 20 - 25 мин, а окончательное формирование мастики происходит через 3 - 4 ч.
к) Мастика КОВ-190 сразу после перемешивания через 2 - 3 мин представляет собой однородную вязкую текучую массу, которая в течение не менее 20 мин сохраняет текучесть при температуре окружающего воздуха не ниже 15°С и сохраняет способность наноситься на вертикальную поверхность без стекания до 30 мин. Через 60 мин мастику невозможно наносить на поверхность и выравнивать.
л) После формирования мастика КОВ-190 характеризуется высокой температурой размягчения - выше 190°С, одновременно высокой трещиностойкостью (температура хрупкости по Фраасу составляет минус 57°С и ниже), высокой эластичностью как при 25°С, так и при 0°С - более 80%, высокой растяжимостью и пенетрацией при 0°С, присущими полимерно-битумным вяжущим (ПБВ), но низкой растяжимостью при 25°С, характерной для сильно структурированных систем (ПБВ с большим содержанием полимера), высоким относительным удлинением даже при отрицательных температурах (более 800% при минус 20°С).
м) Мастика КОВ-190 является хорошо зарекомендовавшим себя материалом, используемым при устройстве защитных гидроизоляционных покрытий на мостах как в России, так и за рубежом.
н) В качестве минеральной составляющей компонента А, обеспечивающей протекание реакции гидратации для получения мастики КОВ-190, рекомендуется использование оксида кальция, цемента, строительной извести, известнякового минерального порошка. При этом применение строительной извести (ГОСТ 9179-77), цемента и минерального порошка (ГОСТ Р 52129-2003) возможно только после их обжига (прокаливание в течение 2 ч при температуре 1000°С) с целью получения оксида кальция, содержащего не менее 98,5% активного СаО.
При использовании оксида кальция, как полученною и pit обжиге, так и в заводских образцах, следует избегать их контакта е воздухом и влагой, приводящих к дезактивации окиси кальция, следовательно, необходимо немедленно приступить к изготовлению компонента А.
В случае нарушения герметичности упаковки оксида (окиси) кальция необходимо провести обжиг этого материала при температуре 1000°С в течение 2 ч. Наилучшие результаты получены при изготовлении компонента Ас оксидом кальция фирмы Kirsch Pharma, поступающей в упаковке высокого качества.
о) В качестве компонента Б мастики КОВ-190 опробованы латексы марок: Европрен 5571, Европрен 5577, Интекс 131, Интекс 133,СКС-С.
Наилучшими результатами по комплексу показа гелей свойств характеризуется мастика КОВ-190 с использованием в качестве компонента Б латекса синтетического марки СКС-С, отвечающая требованиям п.г) раздела 4.
п) Процесс формирования мастики можно регулировать в части реакционной способности и технологичности за счет содержания пластификатора, оксида кальция в битуме и полимера в мастике.
р) Разработана, опробована и предложена технология получения мастики КОВ-190. Установка для получения мастики КОВ-190 состоит из обогреваемой емкости с мешалкой для приготовления пластифицированного битума или гудрона, емкости для приготовления компонента А, дисольвера для гомогонезации компонента А, узлов расфасовки компонентов А и Б в установленных по рецепту соотношениях. Для обеспечения необходимой производительности установки в ее составе могут быть предусмотрены две параллельные емкости, где попеременно будут происходить загрузка сырья и приготовление компонента А.
с) Мастика КОВ-190 эффективна при использовании ее в качестве сплошной трещинопрерывающей прослойки, устраиваемой слоем 3 мм, позволяет избежать отраженных трещин на полимерасфальтобетонном покрытии при температурах до минус 50°С, относительном удлинении в шве (или трещине) нижнего слоя 1700% и одновременно выполняет роль подгрунтовки. Однако эта прослойка не обеспечивает отсутствие отраженных трещин на асфальтобетонном покрытии, так как оно не выдерживает ту часть напряжений, которая передается и в покрытие.
Раздел 5. МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ПРИГОТОВЛЕНИЯ МАСТИКИ КОВ-190
а) Для приготовления мастики КОВ-190 применяют два жидких компонента: компонент А и компонент Б, которые в расфасованном виде и являются товарной продукцией.
б) Компонент А мастики марки КОВ-190 представляет собой битум или гудрон, пластифицированные индустриальным маслом и наполненные негашеной известью.
в) Компонент Б мастики КОВ-190 представляет собой бутадиенстирольный латекс марки СКС-С.
Раздел 6. ХАРАКТЕРИСТИКИ КОМПОНЕНТОВ МАСТИКИ КОВ-190
а) Компонент А получают смешением пластифицированного битума с негашеной известью. Процесс является периодическим и осуществляется на специальной установке.
б) Компонент А- вязкая подвижная масса от темно-коричневого до черного цвета. В течение времени при отсутствии перемешивания минеральная часть оседает на дно емкости, особенно при повышении температуры смеси. Плотность компонента А при 20º С - 1,1-1,25 г/см3. Условная вязкость при 20° С и истечении через отверстие Ø5 мм массы объемом 50 см3 равна 400-500 с. Растворимость - органическая часть компонента А растворяется в ароматических углеводородах и их смесях с алифатическими углеводородами. Минеральная часть компонента А легко растворяется в соминой кислоте.
в) Химические свойства компонента А - его минеральная член, реагирует с водой, на этой реакции основана совместимость компонентов А и Б. В результате смешения компонентов А и Б происходит взаимодействие между известью, содержащейся в компоненте А, и водой из компонента Б, благодаря чему открывается доступ полимера из компонента Б в органическую часть компонента А.
В соответствии с этим предварительный доступ воды и компонент А, до смешения с компонентом Б, крайне нежелателен, так как приводит к дезактивации компонента А и, следовательно, его несовместимости с компонентом Б. По этой причине все операции по изготовлению, хранению и использованию компонента А должны производиться в отсутствии воды.
г) Компонент Б - латекс синтетический марки СКС-С - вязкая подвижная масса белого цвета, содержащая 62 - 67% бутадиенстирольного каучука с 30% полистирола.
Условная вязкость латекса (по ГОСТ 8420-74) - 25 - 40 с при 20 С.
На воздухе при нормальных условиях латекс быстро высыхает, поверхность его покрывается необратимой пленкой полимера. С водой латекс совмещается неограниченно.
д) Характеристики сырья для получения компонентов А и Б приведены в табл. 1.
Таблица 1 Характеристика исходного сырья, материалов и полупродуктов
|
Наименование сырья и вспомогательных материалов |
ГОСТ, ОСТ, ТУ, регламент или методика по подготовке сырья |
Показатели, обязательные для проверки |
Регламентируемые показатели с допустимыми отклонениями |
|
1 |
2 |
3 |
4 |
|
Битумы нефтяные дорожные вязкие марок БНД |
Стандартные показатели |
Отсутствуют |
|
|
Сырье для производства нефтяных вязких дорожных битумов (гудрон) |
Ту 0258-113-0015807-2002 |
Стандартные показатели |
Отсутствуют |
|
Масло индустриальное марки И-40А |
ГОСТ 20799-88 |
Температура вспышки |
Отсутствуют |
|
Битум (гудрон) пластифицированный |
Полупродукт, получаемый по данным рекомендациям |
Условная вязкость при 20°С по истечению через отверстие 0 5 мм, с, ГОСТ 11503-74 |
220-250 |
|
Окись кальция |
ГОСТ 8677-76, ГОСТ 22688-77 и по п.бII.3) раздела 7 настоящих методических рекомендаций |
Содержание доли окиси кальция, %, не менее |
98,5% |
|
Латекс марки СКС-С |
ТУ 38.303 01-40-92 и по п.бII.4) раздела 7 настоящих методических рекомендаций |
Содержание доли полимера, %, не менее |
62 |
|
Содержание доли летучих, %, не менее |
35 |
Раздел 7. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРИГОТОВЛЕНИЯ МАСТИКИ КОВ-190
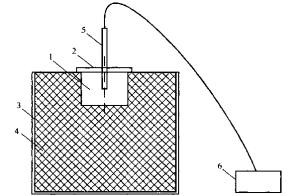
а) Технологическая схема получения мастики Технологическая схема получения компонентов мастики КОВ-190 и их расфасовки приведена на рис. 1.
Установка состоит из обогреваемой емкости (1), предназначенной для хранения битума объемом от 10 до 30 м3, с весами для дозировки (3); емкости (2) для хранения пластификатора (индустриального масла) объемом до 10 м3 с весами для дозировки (4); промежуточной емкости (5), оборудованной механической мешалкой и обеспеченной обогревом для приготовления пластифицированного битума или гудрона, объемом 10 м3 с весами (6) для дозировки пластифицированного битума; склада для хранения минерального наполнителя (7); печи обжига (8); герметичной емкости (9) для хранения готового минерального наполнителя с весами (10) для дозировки минерального наполнителя; реактора (11), предназначенного для приготовления компонента А; дисольвера (12), предназначенного для гомогенизации компонента А в процессе перемешивания пластифицированного битума (гудрона) с негашеной известью (для этой цели могут быть использованы и другие диспергаторы - коллоидные мельницы); емкости (13) для приемки и хранения готового компонента А с весами (14) для дозировки компонента А и его последующей расфасовки в тару (15); емкости (16) для приемки компонента Б (латекса) (в качестве емкости (16) может быть использована и транспортная емкость); весов (17) для дозировки компонента Б и последующей расфасовки в тару (18).
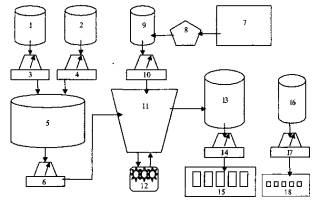
Рис. 1 Технологическая схема получении и расфасовки компонентов А и Б мастики КОВ-190:
1 - обогреваем а и емкость для хранения битума; 2 - емкость для хранения индустриального масла; 3 - весы для дозировки битума; 4 - весы для дозировки индустриального масла; 5 - емкость для приготовления пластифицированного битума (с обогревом и мешалкой); 6 - весы для дозирования пластифицированного битума; 7 - склад для хранения минерального наполнителя; 8 - пень обжига; 9 - емкость для хранения готового минерального наполнителя (герметичная); 10 - весы для дозирования минерального наполнителя; 11 -реактор для приготовления компонента А; 12 - дисольвер для приготовления компонента А; 13 - емкость для хранения готового компонента А; 14 - весы для дозировки компонента А; 15 - расфасовка и затаривание компонента А; 16 - емкость для хранения компонента Б; 17 - весы для дозировки компонента Б; 18 - расфасовка и затаривание компонента Б
Основная сущность процесса получения мастики марки КОВ-190 заключается в том, что при смешении двух компонентов мастики А и Б протекает взаимодействие окиси кальция (негашеной извести) с водой, в результате чего полимер, находящийся в латексе, освобождаясь от воды, объединяется с пластифицированным битумом, образуя в нем пространственную эластичную структурную сетку полимера. Полученная смесь представляет собой полимернобитумное вяжущее с гашеной известью в качестве минерального наполнителя.
б) Стадии процесса получения мастики
бI) Подготовка аппаратуры
Перед началом работы на установке необходимо проверить работу перемешивающих устройств, электрообогрева, вентилей. Все аппараты должны быть сухими и чистыми.
бII) Подготовка сырья
бII.1) Индустриальное масло с помощью насоса перекачивают из транспортной тары в емкость для хранения (2). Определяют температуру вспышки масла на соответствие ГОСТ 20799-88.
бII.2) Из емкости (1) отбирают пробу битума для проведения стандартных испытаний. После получения положительных результатов испытаний битум насосом (3) перекачивают в емкость (5). В зависимости от заданной концентрации индустриального масла в битуме в емкость (5) с помощью весов (3) отвешивают не более 4 т битума и нагревают до температуры 160°С. Битум предварительно обезвоживают в емкости (1) путем нагрева до окончания вспенивания.
бII.3) В поставляемой окиси кальция определяют содержание доли окиси кальция по массе. Согласно ГОСТ 22688-77 определяют содержание гидратной воды и углекислого газа, по которым рассчитывают содержание доли окиси кальция по следующей формуле:
![]()
где ССаО - содержание окиси кальция в товарном продукте, % по массе;
СН2О - содержание гидратной воды, % по массе;
Ссо2 - содержание углекислого газа, % по массе;
74, 18, 100 и 44 - молекулярные массы соответственно гидроокиси кальция, воды, карбоната кальция и углекислого газа.
бII.4) В латексе определяют содержание полимера и летучих по следующим методикам.
Для определения содержания полимера в стеклянный стакан емкостью 100 мл отвешивают около 10 г латекса с точностью до 0,01 г.
В стакан с навеской заливают 50 мл этилового спирта, массу перемешивают стеклянной палочкой и фильтруют через бумажный фильтр, осадок дополнительно промывают 50 мл спирта. Фильтр с осадком и стакан, если на нем остался осадок, сушат при 120 - 130°С до постоянной массы. Охлаждение фильтра и стакана перед взвешиванием проводят в эксикаторе с прокаленным хлористым кальцием.
Содержание полимера (П) в процентах рассчитывают по формуле
![]()
где go - масса осадка на фильтре и стакане после сушки, г;
gл - масса латекса, взятая для анализа, г.
Содержание летучих в латексе определяют следующим образом.
В чашке Петри взвешивают около 10 г латекса с точностью до 0,01 г. Чашку с навеской сушат до постоянной массы при 120 - 130°С.
Содержание летучих в латексе (qБ) в процентах по массе определяют по формуле
![]()
где gn - масса потерь при сушке, г;
gл - масса латекса, взятая для анализа, г.
бII.5) При расчете составляющих пластифицированного битума или гудрона исходят из того, что готовят смесь, состоящую из 45 % битума или гудрона и 55% индустриального масла. Указанная концентрация должна быть уточнена в ходе проведения опытных работ. Объем емкости (5) 10 м3 общий объем пластифицированного битума не должен превышать 8 м3 Плотности битума и масла принимают соответственно 1 и 0,9 г/см3
бII.6) Расчет составляющих компонента А проводят исходя из массы латекса (5 кг) в одном тарном месте, соотношения компонентов А и Б, равного 4,26:1, и результатов анализа латекса. По формулам, приведенным ниже, рассчитывают массы окиси кальция (mСа0) и пластифицированного битума (mпл.6) в одном тарном месте компонента А.
mСаО = 5×В 56×1,1/18ССаО кг
где В - содержание воды в латексе, % по массе;
18 -молекулярная масса воды;
56 - молекулярная масса окиси кальция;
1,1 - коэффициент, выведенный экспериментальным путем, может быть уточнен.
ССа0 - содержание окиси кальция в товарном продукте, % по массе;
mпл.б = 5×П×83,0/17,0×100 кг
где П - содержание полимера в латексе, %;
17,0 - содержание полимера в пластифицированном битуме в составе КОВ-190, % по массе, может быть уточнено;
83,0 - содержание пластифицированного битума в его смеси с полимером, % по массе.
Сумма mСаО и mпл.б составляет массу одного тарного места компонента А (mА), кг, соответствующую 5 кг латекса данной партии.
При расчете составляющих компонента А на одну операцию исходят из массы одного тарного места окиси кальция, которая обычно составляет 25 кг.
Мпл.б = 25 mпл.б/mСаО кг
где Мпл.б - масса пластифицированного битума, соответствующая 25 кг окиси кальция, кг.
В том случае, когда масса одного тарного места оказывается иной, чем 25 кг, используют другую величину.
бIII) Получение пластифицированного битума К массе горячего обезвоженного битума, находящегося в емкости (5), добавляют расчетную массу индустриального масла по п.бII.5) раздела 7, для чего масло насосом перекачивают из емкости (2) в емкость (5), где смесь нагревают до 160°С и перемешивают до получения однородной массы. Далее обогрев отключают и отбирают пробу для определения условной вязкости и температуры вспышки.
Все последующие работы с пластифицированным битумом проводит при температуре окружающей среды.
бIV) Получение компонента А
Для получения компонента А используют реактор (11), дисольвер (12).
С помощью насоса расчетную массу пластифицированного битума (Mпл.б, по п. бII.6 раздела 7) перекачивают в реактор (11), в который при работающей мешалке поступает готовый минеральный наполнитель из емкости для хранения (9), предварительно прошедший обработку в печи обжига (X), после чего пересчитывают необходимую массу пластифицированного битума на уточненную массу минерального наполнителя и, в случае необходимости, добавляют пластифицированный битум в реактор (11). В процессе приготовления компонента А в реакторе (11) работают перемешивающие устройства. Массу перемешивают в течение 15-30 мин, после чего начинают пропускать через дисольвер (12) в емкость для хранения готового компонента А (13). Зазор между растирающими дисками дисольвера должен обеспечивать при максимальной скорости струи компонента А его однородность, определяемую по внешнему виду струи и ГОСТ Р 52056-2003.
Показатели свойств компонента А определяют по табл. 5 раздела 8.
6V) Расфасовка компонента А
Расфасовку начинают после того, как компонент А полностью пройдет через дисольвер (12) из реактора (11) в емкость (13), где будет дополнительно перемешан и проверен на однородность. Расфасовку компонента А осуществляют в тару (15) с крышкой с помощью весов (14). В одну тарную емкость (15) загружают расчетную массу компонента А по п. бII.6) раздела 7. Тару с продуктом плотно закрывают.
бVI) Расфасовка компонента Б
Компонент Б загружают из транспортной тары в емкость (16), затем расфасовывают в тару (18) с помощью весов (17). Масса компонента Б может изменяться по желанию заказчика. Эта масса является исходной величиной для расчетов по п. бII.6) раздела 7.
Ниже приведен пример расчета материального баланса на одну операцию получения компонентов А и Б мастики КОВ-190.
Пример расчета
Исходные данные:
масса компонента Б в одном тарном месте - 5 кг;
массовая доля полимера (П) в компоненте Б - 63,0%;
массовая доля воды (В) в компоненте Б - 34,3%;
состав пластифицированного битума - 45% битума марки БНД 60/90; 55% индустриального масла марки И-40А.
Расчет основных компонентов
mСаО = 5×34,3% ×56×1,1/18 = 5,87 кг
mпл.б = 5×63%×83,0/17,0 = 15,38 кг
mА = 5,87 + 15,38 = 21,25 кг
Мпл.б = 25×15,38/5,87 = 65,5 кг
Материальный баланс на одну операцию получения компонентов А и Б приведен в табл. 2, а нормы расхода сырья и материалов на 100 т мастики марки КОВ-190 приведены в табл. 3.
Мпл.б - необходимое количество пластифицированного битума на 25 кг извести.
Таблица 2 Материальный баланс на одну операцию получения компонентов А и Б мастики марки КОВ-190
|
Приход |
Расход |
||||
|
Состав |
Содержание |
Состав |
Содержание |
||
|
Масса |
% |
масса |
% |
||
|
Получение пластифицированного битума (гудрона), т: 1. Битум |
3,375 |
45 |
Пластифицированный битум* |
7,5 |
100 |
|
2. Индустриальное масло |
4,125 |
55 |
|
|
|
|
Сумма |
7,5 |
100 |
|
7,5 |
100 |
|
Получение компонента А, кг: |
|
|
|
|
|
|
1. Пластифицированный битум |
65,5 |
72,38 |
Компонент А, кг |
90,5 |
100 |
|
2.Окись кальция |
25,00 |
27,62 |
|
|
|
|
Сумма |
90,5 |
100 |
|
90,5 |
100 |
|
Расфасовка, кг: |
|
|
|
|
|
|
1. Компонент А (четыре тарных места)**) |
21, |
76,93 |
Компонент А (четыре тарных места по 22,05 кг) |
85.00 |
76,92 |
|
254×4 |
|
||||
|
2. Компонент Б (четыре тарных места) |
5x4 |
18,00 |
Компонент Б (четыре тарных места по 5 кг) |
20,0 |
18,0 |
|
3. Остаток компонента А в емкости (11) |
5,5 |
4,98 |
Остаток компонента А в емкости (11) |
5,5 |
4,98 |
|
Сумма |
110,5 |
100 |
Сумма |
110,5 |
100 |
*) Пластифицированный битум, приготовленный за 1 операцию, расходуется за 7,5:0,0655=114,5 операций приготовления компонента А.
**) Компонент А, полученный в одной операции, фасуется в четыре тарных места, остаток компонента А накапливается в течение четырех операций и фасуется в дополнительное тарное место.
Таблица 3 Нормы расхода основных видов сырья, материалов на 100 т мастики КОВ-190
|
Наименование сырья, материалов |
Нормы расхода, т, на 100 т КОВ-190 |
|
Битум |
26,4 |
|
Индустриальное масло марки И-40А |
32,2 |
|
Окись кальция |
22,4 |
|
Латекс марки СКС-С |
19,0 |
|
Вспомогательные материалы: |
|
|
керосин |
- |
|
ацетон |
- |
|
сухой лед |
- |
|
этиловый спирт |
- |
|
Тара: |
|
|
для компонента А |
3812 шт. |
|
для компонента Б |
1 3812 шт. |
Примечание. Емкость и коэффициент загрузки тары под компонент А должен учитывать то, что при приготовлении мастики в тару с компонентом А сливают соответствующее количество компонентов Б и перемешивают.
В табл. 4 приведены все стадии технологического режима приготовления компонентов А и Б и их технологические показатели.
Таблица 4 Нормы технологического режима
|
Наименование стадий |
Технологические показатели |
|||
|
Масса компонентов |
Температура, °С |
Время, ч |
Прочие показатели |
|
|
1 |
2 |
3 |
4 |
5 |
|
1. Подготовка аппаратуры - проверка работы перемешивающих устройств, электрообогрева вентилей, отсутствия влаги в аппаратах. |
|
Окружающей среды |
1 |
- |
|
2. Подготовка сырья |
|
|
|
|
|
2.1. Перекачивание индустриального масла насосом из транспортной тары в емкость для хранения (2) |
≤ 22 кг |
Окружающей среды |
|
|
|
2.1.1. Определение температуры вспышки масла |
|
≥ 200 |
|
|
|
2.2. Отбор пробы битума из битумовоза в пробоотборник и проведение стандартных испытаний |
350 г |
Температура битума в битумовозе |
0,2 |
|
|
2.2.1 .Перекачивание битума насосом из битумовоза в емкость (1) |
3,4 т |
Температура битума в битумовозе |
|
|
|
2.2.2. Обезвоживание битума в емкости (1) в случае его вспенивания |
|
120 |
До окончания вспенивания |
Перемешивание |
|
2.3. Анализ окиси кальция (по п. бII.3) раздела 7) |
|
|
|
|
|
2.4. Анализ латекса (по п. бII.4) раздела 7) |
|
|
|
|
|
2.5. Расчет количеств составляющих мастики (по п. бII.6) раздела 7) |
|
|
|
|
|
3. Получение пластифицированного битума |
4,1т |
120-160 |
|
Перемешивание |
Окончание таблицы 4
|
1 |
2 |
3 |
4 |
5 |
|
3.1. Перекачивание индустриального масла насосом из емкости (12) в емкость с горячим битумом (5) |
7,5т |
120 160 |
1,5-2 |
|
|
3.1.1. Перемешивание компонентов по п.3.1 |
|
|
|
|
|
3.1.2. Анализ пластифицированного битума |
|
|
|
Условная вязкость 220-250 с |
|
4. Получение компонента А |
|
|
|
|
|
4.1. Перекачивание насосом пластифицированного битума из емкости (5) в емкость (11) |
65,5 кг |
Окружающей среды |
|
|
|
4.2. Загрузка в емкость (11) окиси кальция |
1 мешок (25 кг) |
Окружающей среды |
|
Перемешивание |
|
4.3. Добавление, в случае необходимости, пластифицированного битума, исходя из уточненного количества окиси кальция |
|
-"- |
|
Перемешивание |
|
4.4. Перемешивание компонента А в емкости (11) |
90,5 кг |
-"- |
≥0,5 |
|
|
4.5. Пропускание компонента А из емкости (11) через дисольвер (12) в емкость (13) |
90,5 кг |
Окружающей среды |
|
Перемешивание |
|
4.6. Дополнительное перемешивание компонента А в емкости (11) |
90,5 кг |
-"- |
0,25 |
Перемешивание |
|
5. Расфасовка компонента А из емкости (13) в тару (15) на весах (14) |
До 25 кг/тара |
Окружающей среды |
|
Перемешивание в емкости (11) |
|
6. Расфасовка компонента Б из емкости (16) в тару (18) на весах (17) |
До 6 кг/тара |
Окружающей среды |
|
Раздел 8. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К МАСТИКЕ КОВ-190 И ЕЕ КОМПОНЕНТАМ
а) Учитывая ограниченное время до формирования мастики (0,5 - 2,5 ч) процесс ее изготовления осуществляется на объекте непосредственно перед применением.
Мастика представляет собой двухкомпонентную массу, получаемую смешением холодных, жидких компонентов А и Б определенной массы, затаренных в специальную заводскую упаковку.
В данном разделе приведены технические требования к мастике КОВ-190 и ее компонентам.
б) Мастика КОВ-190 и ее компоненты должны соответствовать требованиям, приведенным в табл. 5, и изготавливаться по технологическому регламенту, утвержденному в установленном порядке.
в) Материалы, применяемые в качестве исходных для изготовления компонентов А и Б, должны соответствовать требованиям действующих стандартов и технических условий. Компонент А - вязкотекучая масса черного цвета. Компонент Б - вязкотекучая масса белого цвета.
г) Перед применением компонентов А и Б необходимо удостовериться в том, что на таре с каждым компонентом стоит один номер партии и дата изготовления, что гарантирует соблюдение требуемого соотношения компонентов.
Для приготовления мастики компонент Б перекачивают в емкость с компонентом А и тщательно перемешивают в течение 2 - 3 мин до получения гомогенной массы без белых разводов. Далее мастика готова для применения в течение 0,5 - 1,0 ч от начала смешения.
Таблица 5 Технические требования к мастике КОВ-190 и компонентам А и Б
|
Наименование показателей |
Нормы |
Методы испытаний |
|
1 |
2 |
3 |
|
Компонент А |
||
|
1. Условная вязкость при 20°С, с |
400-500 |
|
|
2. Температура вспышки, °С, не ниже |
230 |
По ГОСТ 4333-87 |
|
3. Однородность |
Однороден |
|
|
Компонент Б |
||
|
4. Массовая доля летучих, %, не более |
35 |
По п.бIII) раздела 12 настоящих методических рекомендаций |
|
5. Условная вязкость при 20°С, с, не более |
30 |
|
|
6. Однородность |
Однороден |
|
Продолжение таблицы 5
|
1 |
2 |
3 |
|
Мастика КОВ-1% |
||
|
Технологические характеристики |
||
|
7. Увеличение температуры при смешении компонентов А и Б, °С, не менее |
45 |
По п бI) 12 настоящих методических рекомендации |
|
8. Условная вязкость, с |
500-650 |
По ГОСТ 11503-74 и настоящим рекомендациям |
|
9. Технологичность, мин |
|
По п. бIII) раздела 12 настоящих методических рекомендаций |
|
текучесть, не менее |
20 |
По п.бIV.1) раздела 12 |
|
время, после которого становится возможным наносить мастику на вертикальную поверхность без стекания, не более |
30 |
По п.бVI) раздела 12 |
|
время, после которого становится невозможным наносить и выравнивать слой мастики (появление "тяжей"), не менее |
60 |
По п.бIV.2) раздела 12 |
|
Эксплуатационные характеристики |
||
|
10. Однородность |
Однородна |
|
|
11. Температура размягчения по Кольцу и Шару, °С, не ниже |
190 |
По ГОСТ 11506-73 и по п.бVII) и п.бVIII) раздела 12 настоящих методических рекомендаций |
|
12. Температура начала провисания массы, °С, не ниже |
90 |
По ГОСТ 11506-73 и по п. бVII и бIX) раздела 12 настоящих методических рекомендаций |
|
13. Глубина проникания иглы, 0,1 мм, не менее: |
|
По ГОСТ 11501-78 и по п. бVII и бX) раздела 12 настоящих методических рекомендаций |
|
при 25°С |
90 |
|
|
при 0°С |
110 |
|
Окончание таблицы 5
|
1 |
2 |
3 |
|
11 Растяжимость, см, не менее при 25º С |
6 |
По ГОСТ 11505-75 и по п. бVII) раздела 12 настоящих методических рекомендаций |
|
при 0° С |
13 |
|
|
15. Эластичность, %, не менее |
|
По ГОСТ Р 52056-2003 и по п.бХ1) раздела 12 настоящих методических рекомендаций |
|
при 25°С |
75 |
|
|
при 0°С |
75 |
|
|
16. Температура хрупкости, °С, не выше |
Минус 55 |
По ГОСТ 11507-78 и по п. бVII) раздела 12 настоящих методических рекомендаций |
|
17. Предел прочности сцепления с бетоном, МПа, не менее: |
|
По п.бXII) раздела 12 настоящих методических рекомендаций |
|
при 20°С |
0,25 |
|
|
при минус 20°С |
0,45 |
|
|
18. Относительное удлинение при измерении предела прочности сцепления с бетоном, %, не менее: |
|
По п. бXII) раздела 12 настоящих методических рекомендаций |
|
при 20°С |
1000 |
|
|
при минус 20°С |
700 |
|
|
19. Характер разрушения клеевого шва на бетоне при 20 и минус 20°С |
Когезионный «К» |
По п.бXIV) раздела 12 настоящих методических рекомендаций |
|
20. Предел прочности сцепления со сталью марки СТЗ, покрытой эпоксидной смолой марки ЭП-057, МПа, не менее: |
|
По п.бХV ) раздела 12 настоящих методических рекомендаций |
|
при 20°С |
0,1 |
|
|
при минус 20°С |
0,3 |
|
|
21. Относительное удлинение при измерении предела прочности сцепления со сталью марки СТЗ, покрытой эпоксидной смолой марки ЭП-057, %, не менее: |
|
По п.6XVI) раздела 12 настоящих методических рекомендаций |
|
при 20°С |
1000 |
|
|
при минус 20°С |
500 |
|
|
22. Водопоглощение, %, не более |
0,7 |
По ГОСТ 25945-87 и по п.бXVII) раздела 12 настоящих методических рекомендаций |
д) Мастика КОВ-190 должна поставляться в комплекте и-» двух компонентов А и Б, расфасованных в необходимом массовом соотношении. Упаковка компонентов должна осуществляться в плотно закрывающуюся тару. Объем загрузки тары с компонентом А предусматривает возможность его смешения в указанной rape с компонентом Б.
Раздел 9. ТЕХНИЧЕСКИЙ КОНТРОЛЬ
а) При приготовлении и применении мастики КОВ-190 контролируют:
качество исходного сырья для приготовления компонента А: битума, пластификатора, извести; качество компонента А; качество компонента Б; качество мастики КОВ-190;
процессы приготовления компонента А и мастики КОВ-190; процесс устройства трещинопрерывающей прослойки.
б) Битум в каждой новой партии оценивают на соответствие требованиям ГОСТ 22245-90 по методикам, изложенным в ГОСТ 11501-78, ГОСТ 11505-75, ГОСТ 11506-73, ГОСТ 11507-78, ГОСТ 11508-74, ГОСТ 18180-72, ГОСТ 4333-87.
Сырье для производства нефтяных вязких дорожных битумов (гудрон) оценивают на соответствие требованиям ТУ 0258-113-00151807-2002. Индустриальное масло контролируют на соответствие требованиям ГОСТ 20799-88 по паспортным данным предприятия-поставщика, а также по требованиям, приведенным в табл. 1 настоящих рекомендаций. Оксид кальция (окись кальция) проверяют на соответствие требованиям, приведенным в ТУ 113-00-00203815-24-93 и в табл. 1 настоящих рекомендаций. Латекс проверяют на соответствие требованиям, приведенным в ТУ 38.303-01-40-92 и в табл. 1. Компоненты А и Б, а также мастику КОВ-190 проверяют на соответствие требованиям, приведенным в табл. 5 настоящих рекомендаций.
в) Производственный процесс приготовления компонента А, мастики КОВ-190, расфасовку компонентов А и Б контролируют в соответствии с порядком и требованиями, приведенными в табл. 6.
г) Возможные неполадки в работе установки и способы их ликвидации приведены в табл. 7.