ЦЕНТРАЛЬНЫЙ ИНСТИТУТ НОРМАТИВНЫХ
ИССЛЕДОВАНИЙ И НАУЧНО-ТЕХНИЧЕСКОЙ
ИНФОРМАЦИИ «ОРГТРАНССТРОЙ»
МИНИСТЕРСТВА ТРАНСПОРТНОГО СТРОИТЕЛЬСТВА

НАРЕЗКА
ПОПЕРЕЧНЫХ ШВОВ СЖАТИЯ
В СВЕЖЕУЛОЖЕННОМ БЕТОННОМ ПОКРЫТИИ
АЭРОДРОМОВ МОДЕРНИЗИРОВАННЫМ
НАРЕЗЧИКОМ ШВОВ ДНШС-60-3М
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
Технологическая карта предназначена для использования при разработке проекта производства работ и организации работ и труда на объекте.
Технологическая карта разработана для устройства поперечных швов сжатия в нижнем слое (основании) и при нарезке пазов швов сжатия комбинированным способом в верхнем слое цементобетонного аэродромного покрытия, устраиваемого комплектом бетоноукладочных машин «Автогрейд» или ДС-100, в состав которого дополнительно включен модернизированный нарезчик швов ДНШС-60-3М, поставленный на колесный ход.
В технологической карте предусмотрены следующие условия:
бетонное покрытие ряда имеет ширину
расстояние между швами сжатия нижнего слоя
-
глубина нарезаемых швов
состав звена 2 чел.;
производительность комплекта бетоноукладочных
машин и производительность нарезчика швов -
При изменении условий, принятых в настоящей технологической карте, требуется ее корректировка и привязка к новым условиям работы.
II. УКАЗАНИЯ ПО ТЕХНОЛОГИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
При устройстве цементобетонного покрытия комплектом машин «Автогрейд» или ДС-100 модернизированный нарезчик швов ДНШС-60-3М располагают следом за бетоноукладочной машиной.
До нарезки поперечных швов производят разбивку расположения их на поверхности.
Швы устраивают до начала схватывания бетона не позднее 10 - 30 мин (в зависимости от температуры воздуха) после обработки покрытия бетоноукладочной машиной.
Для нарезки поперечного шва рабочий орган нарезчика подводят к краю бетонируемого ряда и поворотом колонки устанавливают его так, чтобы хвостовик вибропластины был обращен наружу, а режущая кромка - по линии шва. Бухту ленты надевают на стержень держателя так, чтобы она разматывалась по часовой стрелке.
Для установки ленты в шов ее заправляют в
прорезь вибропластины и немного протягивают. Конец ленты на длине 2 -
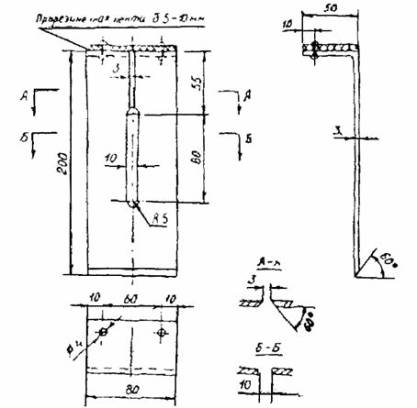
Рис. 1. Чертеж фиксатора ленты
Фиксатор с заправленной лентой устанавливают
вплотную к кромке покрытия так, чтобы головка фиксатора легла на поверхность
бетона. Вибропластину подводят к фиксатору, выправляют ленту, наматывая
ее на бухту. Включают вибратор рабочего органа, погружают вибропластину с
лентой в бетон и включают механизм передвижения каретки. Фиксатор придерживают
рукой, пока не прорежут 1,5 -
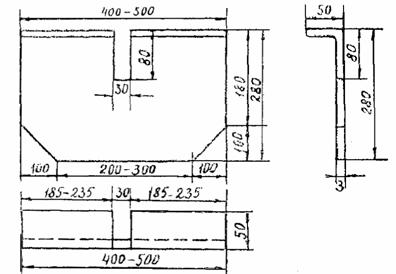
Рис. 2. Металлический щиток с прорезью (переносная опалубка)
По окончании нарезки шва ленту обрезают и вытягивают из прорези вибропластины крючком, вибропластину поднимают, очищают от бетона, и рабочий орган холостым ходом возвращают к началу шва. После этого конец ленты окончательно заправляют в бетон и тщательно заделывают гладилкой.
В качестве прокладки для швов применяют полиэтиленовую ленту, смотанную в
бухты (ГОСТ
10354-63). Ширина ленты должна быть на
Если в бетоне начался процесс схватывания, то этот участок пропускают и нарезчик перемещают на свежеуложенный бетон; на пропущенном участке швы нарезают в затвердевшем бетоне нарезчиками с алмазными дисками. В условиях континентального климата и в тех случаях, когда ожидаются значительные перепады температуры в течение суток, в верхнем слое бетонного покрытия поперечные швы сжатия устраивают комбинированным способом: вначале в свежеуложенном бетоне нарезчиком ДНШС-60-3М устраивают шов путем закладки полиэтиленовой ленты, а затем в затвердевшем бетоне по заложенной ленте нарезают верхнюю часть паза шва.
При нарезке швов в свежеуложенном бетоне необходимо выполнять следующие условия:
а) вибропластина должна периодически (обязательно при перерывах в работе и в конце смены) очищаться от бетона и промываться водой. По мере износа вибропластина должна заменяться новой (рис. 3);

Рис. 3. Чертеж вибропластины
б) резиновая гладилка должна быть
эластичной. В процессе работы ее необходимо периодически очищать и промывать
водой, а изношенную заменять новой, изготовленной из диэлектрического коврика
толщиной 6 -
в) электровибратор рабочего органа должен работать на расчетном напряжении. Работа на пониженном напряжении не допускается.
К качеству швов предъявляются следующие требования:
а) шов должен быть ровным, отклонение прокладки
от прямой линии не должно быть более
б) лента должна быть заделана в бетон вертикально - отклонение ленты от вертикальной плоскости более 10° не допускается;
в) глубина заложения полиэтиленовой прокладки
должна быть не менее 1/4 толщины покрытия (
Дефекты в работе рабочего органа нарезчика и способы их устранения
|
|
Возможные причины |
Способы устранения |
|
Лента рвется при ее закладке в бетон |
1. Прорезь вибропластины имеет заусеницы или забита засохшим бетоном |
Очистить прорезь, устранить заусеницы |
|
2. Ширина ленты больше прорези |
Заправить пластину лентой требуемой ширины |
|
|
3. Лента неправильно заправлена в прорезь вибропластины |
Ленту заправить с правой стороны; разматывание ленты с катушки должно происходить по часовой стрелке |
|
|
Лента плохо омоноличивается с бетоном |
1. Недостаточная вибрация вибропластины вследствие неисправности электромотора вибратора, обрыва гибкого шланга, недостаточного напряжения тока, неправильной установки резиновых амортизаторов на валу колонки |
Устранить неисправности в моторе или гибком шланге; отрегулировать напряжение, исправить установку резиновых амортизаторов |
|
2. Чрезмерно высокая скорость перемещения рабочего органа |
Снизить рабочую скорость перемещения рабочего органа |
|
|
Бетон разрыхляется рабочим органом, происходит скалывание и разрушение бетона, лента не омоноличивается с бетоном |
1. Упущено время, па-резки шва, началось схватывание бетона |
На участке, на котором началось схватывание бетона, нарезку швов ДНШС-60-3М прекратить, а нарезчик переместить на участок со свежеуложенным бетоном |
|
2. Вибропластина перекошена или загрязнена затвердевшим бетоном |
Пластину установить так, чтобы ее плоскость совпадала с вертикальной плоскостью шва, очистить ее от затвердевшего бетона |
|
|
При включении электродвигатель не работает |
Загрязнились или истерлись щетки кольца |
Зачистить щетки и притереть их к плоскости кольца, при необходимости поставить новые щетки |
|
При включении электродвигатель гудит, а вал ротора не вращается или вращается медленно |
Нет напряжения в одной из фаз. Ослаб контакт в выключателе |
Проверить сеть и контактные соединения |
|
Сильно греется рубильник электромотора вибратора |
Изношены шарикоподшипники, отсутствует или загрязнена смазка вибратора |
Сменить подшипники, проверить, состояние смазки, добавить или заменить ее |
|
Корпус вибратора под напряжением |
Замыкание токоведущих частей на корпус |
Найти и устранить замыкание |
|
Гибкий вал скручивается |
Нарушена центровка между электродвигателем и вибратором |
Исправить центровку электродвигателя с вибратором |
Указания по технике безопасности
Запрещается заправлять ленту в прорезь вибропластины при включенном электродвигателе вибратора, а также производить смазку, регулировку или какие-либо другие исправления на ходу машины.
Машинисту нарезчика запрещается резко погружать рабочий орган в обрабатываемый бетон, оставлять без надзора машину при включенном вибраторе. Запрещается пригружать вибронож для его вдавливания в бетон.
Необходимо постоянно следить за тщательным и надежным заземлением понижающего трансформатора машины.
При производстве работ по нарезке швов в
свежеуложенном бетоне модернизированным нарезчиком ДНШС-60-3М следует
руководствоваться «Указаниями по производству и приемке аэродромно-строительных
работ», СН
121-73, М., Стройиздат, 1974, и «Техническими указаниями по устройству
деформационных швов в цементобетонных дорожных покрытиях». ![]() , Оргтрансстрой, М., 1969.
, Оргтрансстрой, М., 1969.
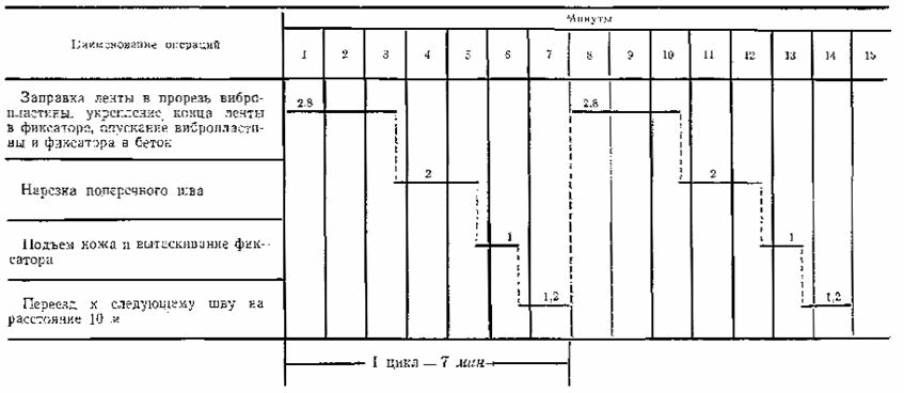
III. УКАЗАНИЯ ПО ОРГАНИЗАЦИИ ТРУДА
Работы по нарезке швов в свежеуложенном бетоне, как правило, ведут в две смены.
В каждую смену нарезчик швов ДНШС-60-3М обслуживает машинист нарезчика 4 разр. и бетонщик 4 разр.
Машинист нарезчика отвечает за качество устраиваемых швов. Он управляет машиной, следит за работой рабочего органа и за хорошим сцеплением ленты с бетоном, а также заправляет ленту в прорезь вибропластины. В начале смены машинист готовит машину к работе, а в конце смены очищает ее.
Бетонщик заправляет конец ленты в фиксатор и придерживает его рукой при нарезке в начале шва, в маячных рядах приставляет и придерживает металлический щиток к кромке покрытия в конце шва в месте выхода вибропластины, обрезает ленту и убирает фиксатор, очищает фиксатор от бетонной смеси и отделывает поверхность бетона в начале и конце шва, устраняет мелкие дефекты после нарезки шва. Бетонщик периодически очищает и промывает водой вибропластину и резиновую гладилку. В начале и в конце смены помогает машинисту в подготовке машины к работе, уборке рабочего места, а также нарезает полиэтиленовую пленку на ленты и скручивает в бухты.