Федеральное АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р ИСО |

Материалы сварочные
ЭЛЕКТРОДЫ
ПОКРЫТЫЕ ДЛЯ РУЧНОЙ
ДУГОВОЙ СВАРКИ ЖАРОПРОЧНЫХ СТАЛЕЙ
Классификация
ISO 3580:2004
Welding consumables - Covered electrodes for manual metal arc welding
of creep-resisting steels - Classification
(IDT)
|
|
Москва Стандартинформ 2010 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным учреждением «Научно-учебный центр «Сварка и контроль» при МГТУ им. Н.Э. Баумана (ФГУ «НУЦСК» при МГТУ им. Н.Э. Баумана), Национальным Агентством Контроля и Сварки (НАКС) и Санкт-Петербургским государственным политехническим университетом (СПбГТУ) на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. № 787-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 3580:2004 «Материалы сварочные. Электроды покрытые для ручной дуговой сварки жаропрочных сталей. Классификация» (ISO 3580:2004 «Welding consumables - Covered electrodes for manual metal arc welding of creep-resisting steels - Classification»).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Содержание
Введение
Международный стандарт ИСО 3580 разработан Техническим комитетом ИСО/ТК 44 «Сварка и родственные процессы», подкомитетом 3 «Материалы сварочные».
Третье издание отменяет и заменяет второе издание, которое подверглось техническому пересмотру.
ИСО/ДИС 3580 устанавливает методы классификации покрытых электродов по химическому составу металла шва (метод А) и по пределу прочности при растяжении и химическому составу (метод В).
Следует заметить, что механические свойства образцов из металла шва, используемых для классификации электродов, будут отличаться от механических свойств образцов, полученных при изготовлении сварных соединений вследствие отличий в технологии сварки по диаметру электрода, размаху колебаний электрода, положению сварки и химическому составу материала.
ГОСТ Р ИСО 3580-2009
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Материалы сварочные
ЭЛЕКТРОДЫ ПОКРЫТЫЕ ДЛЯ РУЧНОЙ
ДУГОВОЙ СВАРКИ ЖАРОПРОЧНЫХ СТАЛЕЙ
Классификация
Welding consumables. Covered electrodes for manual
metal arc welding of creep-resisting steels.
Classification
Дата введения - 2011-01-01
1 Область применения
Настоящий стандарт определяет требования к классификации покрытых электродов, основанной на испытаниях термически обработанного металла шва, для ручной дуговой сварки ферритных и мартенситных жаропрочных и низколегированных сталей, работающих при повышенной температуре.
Настоящий стандарт содержит технические требования для классификации, использующей методы, основанные на химическом составе металла шва с требованиями по пределу текучести металла шва и средней энергии удара 47 Дж (метод А) и по пределу прочности при растяжении и химическому составу металла шва (метод В).
Примечания
1 Разделы, подразделы и таблицы, номера которых заканчиваются буквой «А», применимы только для электродов, классифицированных по химическому составу с требованиями по пределу текучести металла шва и средней энергии удара 47 Дж.
2 Разделы, подразделы и таблицы, номера которых заканчиваются буквой «В», применимы только для электродов, классифицированных по пределу прочности при растяжении и химическому составу металла шва.
3 Разделы, подразделы и таблицы, номера которых не имеют буквенных обозначений «А» или «В», применимы для всех покрытых электродов, которые классифицируются согласно настоящему стандарту.
Для сравнения, некоторые таблицы содержат требования к электродам, классифицированным в соответствии с обоими методами. В таких таблицах электроды двух разных классификаций, имеющие близкий состав и свойства, расположены на смежных строках. В строке таблицы обязательной для одной классификации обозначение аналогичного электрода из другой классификации указано в скобках. В определенных случаях допускается изготавливать электроды, которые могут быть классифицированы по обоим методам. В этом случае электроды и (или) их упаковку можно маркировать по одному из двух или одновременно двумя методами.
2 Нормативные ссылки
В настоящем стандарте использованы датированные и недатированные ссылки на международные стандарты. При датированных ссылках последующие редакции международных стандартов или изменения к ним действительны для настоящего стандарта только после введения изменений к настоящему стандарту или путем подготовки новой редакции настоящего стандарта. При недатированных ссылках действительно последнее издание приведенного стандарта (включая изменения).
ИСО 31-0-1992 Величины и единицы измерений. Часть 1. Общие принципы* (ISO 31-0:1992 Quantities and units - Part 0: General principles*)
____________
* Отменен и заменен ИСО 80000-1.
ИСО 544 Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка (ISO 544 Welding consumables - Technical delivery conditions for welding filler materials - Type of product, dimensions, tolerances and markings)
ИСО 2401 Электроды покрытые. Определение эффективности наплавки, коэффициента перехода металла и коэффициента наплавки (ISO 2401 Covered electrodes - Determination of the efficiency, metal recovery and deposition coefficient)
ИСО 3690 Сварка и родственные процессы. Определение содержания водорода в металле шва при дуговой сварке ферритной стали (ISO 3690 Welding and allied processes - Determination of hydrogen content in ferritic steel arc weld metal)
ИСО 6847 Материалы сварочные. Наплавка слоя металла для химического анализа (ISO 6847 Welding consumables - Deposition of a weld metal pad for chemical analysis)
ИСО 6947 Швы сварные. Рабочие положения. Определение углов наклона и поворота (ISO 6947 Welds - Working positions - Definitions of angles of slope and rotation)
ИСО 13916 Сварка. Руководство по измерению температуры предварительного подогрева, температуры металла между проходами сварки и температуры сопутствующего подогрева (ISO 13916 Welding - Guidance on the measurement of preheating temperature, interpass temperature and preheat maintenance temperature)
ИСО 14344 Сварка и родственные процессы. Процессы электрической сварки под флюсом и в защитных газах. Рекомендации по приобретению сварочных материалов (ISO 14344 Welding and allied processes - Flux and gas shielded electrical welding processes - Procurement guidelines for consumables)
ИСО 15792-1 Материалы сварочные. Методы испытания. Часть 1. Методы испытания образцов из наплавленного материала при сварке стали, никеля и никелевых сплавов (ISO 15792-1 Welding consumables - Test methods - Part 1: Test methods for all-weld metal test specimens in steel, nickel and nickel alloys)
ИСО 15792-3 Материалы сварочные. Методы испытаний. Часть 3. Классификационные испытания сварочных материалов по положению сварки и провару корня шва в угловых швах (ISO 15792-3 Welding consumables - Test methods - Part 3: Classification testing of positional capacity and root penetration of welding consumables in a fillet weld)
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Классификация
В настоящем стандарте используются два метода классификации для указания состава и свойств металла шва, полученных данным электродом. Оба метода включают в себя дополнительные обозначения для указания некоторых других требований классификации. В большинстве случаев электрод может быть классифицирован обоими методами. В этих случаях можно применять либо одно из классификационных обозначений, либо одновременно оба.
Классификация включает свойства металла шва, полученного покрытым электродом, как приведено в 3А и 3В. Классификация основана на использовании электрода диаметром 4,0 мм, принимаемого по ИСО 15792-3.
3А Классификация по химическому составу
Классификационное обозначение состоит из шести символов:
1) первый - символ покрытого электрода;
2) второй - символ химического состава металла шва (см. таблицу 1);
3) третий - символ типа покрытия электрода (см. 4.4А);
4) четвертый - символ эффективного переноса металла электрода (отношение массы металла, наплавленного при стандартных условиях, к массе электродного стержня) и рода тока (см. таблицу 4А);
5) пятый - символ положения сварки (см. таблицу 5А);
6) шестой - символ содержания водорода в наплавленном металле (см. таблицу 6). Классификационное обозначение состоит из двух частей:
a) обязательная часть
В эту часть включены символы, указывающие электрод, химический состав и тип покрытия электрода (см. 4.1, 4.2 и 4.4А):
b) дополнительная часть
В эту часть включены символы, указывающие эффективный перенос металла электрода, род тока, положения сварки для применяемого электрода и содержание водорода (см. 4.5А, 4.6А и 4.7).
3В Классификация по пределу прочности при растяжении и химическому составу
Классификационное обозначение состоит из пяти символов:
1) первый - символ покрытого электрода;
2) второй - символ предела прочности металла шва (см. таблицу 2);
3) третий - символ типа покрытия электрода, рода тока и положения сварки (см. таблицу 3В);
4) четвертый - символ химического состава металла шва (см. таблицу 1);
5) пятый - символ содержания водорода в наплавленном металле (см. таблицу 6).
Классификационное обозначение состоит из двух частей:
a) обязательная часть
В эту часть включены символы, указывающие тип электрода, предел прочности, тип покрытия, род тока, положение сварки и химический состав (см. 4.1, 4.2, 4.3В, 4.4В и 4.6В);
b) дополнительная часть
В эту часть включен символ, указывающий содержание водорода (см. 4.7).
Полное обозначение (см. раздел 10) должно быть указано на упаковках и в технической документации производителя. Схема полного обозначения для обоих методов приведена в приложении А.
4 Символы и требования
4.1 Символ покрытого электрода
Символом покрытого электрода для ручной дуговой сварки является буква «Е».
4.2 Символ химического состава металла шва
Символы химического состава металла шва, определенного в соответствии с разделом 6, указаны в таблице 1. Описание символов, используемых для указания химического состава по методу А и методу В, приведено в приложениях В и С соответственно.
4.3 Символ механических свойств металла шва
4.3А Классификация по химическому составу
Нет символа для обозначения механических свойств металла шва. Металл шва, полученный при использовании покрытых электродов, приведенных в таблице 1 в соответствии с разделом 5, должен также соответствовать требованиям по механическим свойствам, указанным в таблице 2.
4.3В Классификация по пределу прочности при растяжении и химическому составу
Символ «49» соответствует минимальному пределу прочности при растяжении, равному 490 МПа, символ «52» - минимальному пределу прочности при растяжении, равному 520 МПа, символ «55» - минимальному пределу прочности при растяжении, равному 55 МПа, символ «62» - минимальному пределу прочности при растяжении, равному 620 МПа.
Полный перечень требований по механическим свойствам, которым должны удовлетворять различные химические составы, указан в таблице 2.
Таблица 1 - Символ химического состава металла шва
|
Символ химического составаa) в соответствии с классификацией по |
Химический составb), % (по массе) |
|||||||||
|
химическому составу ГОСТ Р ИСО 3580-Аc) |
пределу прочности при растяжении и химическому составу ГОСТ Р ИСО 3580-Bd) |
С |
Si |
Mn |
Р |
S |
Cr |
Мо |
V |
Другие элементы |
|
Мо |
(1М3) |
0,10 |
0,80 |
0,40-1,50 |
0,030 |
0,025 |
0,20 |
0,40-0,70 |
0,03 |
- |
|
(Мо) |
1М3 |
0,12 |
0,80 |
1,00 |
0,030 |
0,030 |
- |
0,40-0,65 |
- |
- |
|
MoV |
|
0,03-0,12 |
0,80 |
0,40-1,50 |
0,030 |
0,025 |
0,30-0,60 |
0,85-1,20 |
0,25-0,60 |
- |
|
СrМо0,5 |
(СМ) |
0,05-0,12 |
0,80 |
0,40-1,50 |
0,030 |
0,025 |
0,40-0,65 |
0,40-0,65 |
- |
- |
|
(СrМо0,5) |
см |
0,05-0,12 |
0,80 |
0,90 |
0,030 |
0,030 |
0,40-0,65 |
0,40-0,65 |
- |
- |
|
|
С1М |
0,07-0,15 |
0,30-0,60 |
0,40-0,70 |
0,030 |
0,030 |
0,40-0,60 |
1,00-1,25 |
0,05 |
- |
|
СrМо1 |
(1СМ) |
0,05-0,12 |
0,80 |
0,40-1,50 |
0,030 |
0,025 |
0,90-1,40 |
0,45-0,70 |
- |
- |
|
(СrМо1) |
1СМ |
0,05-0,12 |
0,80 |
0,90 |
0,030 |
0,030 |
1,00-1,50 |
0,40-0,65 |
- |
- |
|
СrМо1L |
(1CML) |
0,05 |
0,80 |
0,40-1,50 |
0,030 |
0,025 |
0,90-1,40 |
0,45-0,70 |
- |
- |
|
(СrМо1L) |
1CML |
0,05 |
1,00 |
0,90 |
0,030 |
0,030 |
1,00-1,50 |
0,40-0,65 |
- |
- |
|
CrMoV1 |
|
0,05-0,15 |
0,80 |
0,70-1,50 |
0,030 |
0,025 |
0,90-1,30 |
0,90-1,30 |
0,10-0,35 |
- |
|
СrМо2 |
(2С1М) |
0,05-0,12 |
0,80 |
0,40-1,30 |
0,030 |
0,025 |
2,00-2,60 |
0,90-1,30 |
- |
- |
|
(СrМо2) |
2С1М |
0,05-0,12 |
1,00 |
0,90 |
0,030 |
0,030 |
2,00-2,50 |
0,90-1,20 |
- |
- |
|
CrMo2L |
(2C1ML) |
0,05 |
0,80 |
0,40-1,30 |
0,030 |
0,025 |
2,00-2,60 |
0,90-1,30 |
- |
- |
|
(CrMo2L) |
2C1ML |
0,05 |
1,00 |
0,90 |
0,030 |
0,030 |
2,00-2,50 |
0,90-1,20 |
- |
- |
|
|
2CML |
0,05 |
1,00 |
0,90 |
0,030 |
0,030 |
1,75-2,25 |
0,40-0,65 |
- |
- |
|
|
2C1MV |
0,05-0,15 |
0,60 |
0,40-1,50 |
0,030 |
0,030 |
2,00-2,60 |
0,90-1,20 |
0,20-0,40 |
Nb: 0,01-0,05 |
|
|
3C1MV |
0,05-0,15 |
0,60 |
0,40-1,50 |
0,030 |
0,030 |
2,60-3,40 |
0,90-1,20 |
0,20-0,40 |
Nb: 0,01-0,05 |
|
СrМо5 |
(5СМ) |
0,03-0,12 |
0,80 |
0,40-1,50 |
0,025 |
0,025 |
4,00-6,00 |
0,40-0,70 |
- |
- |
|
(СrМо5) |
5СМ |
0,05-0,10 |
0,90 |
1,00 |
0,030 |
0,030 |
4,00-6,00 |
0,45-0,65 |
- |
Ni: 0,40d) |
|
|
5CML |
0,05 |
0,90 |
1,00 |
0,030 |
0,030 |
4,00-6,00 |
0,45-0,65 |
- |
Ni: 0,40d) |
|
СrМо9 |
(9С1М) |
0,03-0,12 |
0,60 |
0,40-1,30 |
0,025 |
0,025 |
8,00-10,00 |
0,90-1,20 |
0,15 |
Ni: 1,00 |
|
(СrМо9) |
9С1М |
0,05-0,10 |
0,90 |
1,00 |
0,030 |
0,030 |
8,00-10,50 |
0,85-1,20 |
- |
Ni: 0,40d) |
|
|
9C1ML |
0,05 |
0,90 |
1,00 |
0,030 |
0,030 |
8,00-10,50 |
0,85-1,20 |
- |
Ni: 0,40d) |
|
СrМо91 |
(9C1MV) |
0,06-0,12 |
0,60 |
0,40-1,50 |
0,025 |
0,025 |
8,00-10,50 |
0,80-1,20 |
0,15-0,30 |
Ni: 0,40-1,00 Nb: 0,03-0,10 N: 0,02-0,07 |
|
(СrМо91) |
9C1MV |
0,08-0,13 |
0,30 |
1,25 |
0,010 |
0,010 |
8,00-10,50 |
0,85-1,20 |
0,15-0,30 |
Ni: 1,00 Mn+Ni = 1,50 макс. Cu: 0,25 Al: 0,04 Nb: 0,02-0,10 N: 0,02-0,07 |
|
(СrМо91) |
9C1MV1 |
0,03-0,12 |
0,60 |
1,00-1,80 |
0,025 |
0,025 |
8,00-10,50 |
0,80-1,20 |
0,15-0,30 |
Ni: 1,0 Cu: 0,25 Al: 0,04 Nb: 0,02-0,10 N: 0,02-0,07 |
|
CrMoWV12 |
|
0,15-0,22 |
0,80 |
0,40-1,30 |
0,025 |
0,025 |
10,00-12,00 |
0,80-1,20 |
0,20-0,40 |
Ni: 0,80 W: 0,40-0,60 |
|
Z |
G |
Любой другой согласованный состав |
||||||||
|
a) Обозначение в скобках [например, (CrMo1) или (1СМ)] указывает примерное, но неполное соответствие в другом методе обозначения. Правильным обозначением для данного диапазона химического состава является обозначение без скобок. Покрытому электроду могут быть присвоены независимо оба обозначения, при наличии более жестких ограничений по химическому составу, которые удовлетворяют обоим наборам требований к обозначению, при условии, что требования к механическим свойствам согласно таблице 2 также удовлетворяются. b) Если в таблице приведено одно значение, то оно означает максимальную величину. c) Если не оговорено, то содержание Ni и Сu должно быть не более 0,3 % для каждого элемента, Nb - не более 0,01 %. d) Элементы, приведенные без регламентации величин, должны быть указаны, если они добавлены преднамеренно. Общее количество таких и всех других элементов, определяемых общепринятым химическим анализом, не должно превышать 0,50 %.
|
||||||||||
Таблица 2 - Механические свойства металла шва
|
Символ химического состава а) в соответствии с классификацией по |
Минимальный предел текучести с), МПа |
Минимальный предел прочности при растяжении, МПа |
Минимальное d) относительное удлинение, % |
Энергия удара, Дж при температуре +20 °С |
Термическая обработка металла шва |
||||
|
химическому составу ГОСТ Р ИСО 3580-Ac) |
пределу прочности при растяжении и химическому составу ГОСТ Р ИСО 3580-Bb) |
минимальное среднее значение для трех образцов |
минимальное единичное значение е) |
Температуры предварительного подогрева и между проходами, °С |
Термическая обработка образца после сварки |
||||
|
Температура f), °С |
Время, мин |
||||||||
|
Мо |
(1М3) |
355 |
510 |
22 |
47 |
38 |
не свыше 200 |
570-620 |
60g) |
|
(Мо) |
49ХХ-1М3 |
390 |
490 |
22 |
- |
- |
90-110 |
605-645 |
60h) |
|
(Мо) |
49YY-1M3 |
390 |
490 |
20 |
- |
- |
90-110 |
605-645 |
60h) |
|
MoV |
|
355 |
510 |
18 |
47 |
38 |
200-300 |
690-730 |
60g) |
|
СrМо0,5 |
(55ХХ-СМ) |
355 |
510 |
22 |
47 |
38 |
100-200 |
600-650 |
60g) |
|
(СrМо0,5) |
55ХХ-СМ |
460 |
550 |
17 |
- |
- |
160-190 |
675-705 |
60h) |
|
|
55ХХ-С1М |
460 |
550 |
17 |
- |
- |
160-190 |
675-705 |
60h) |
|
СrМо1 |
(55ХХ-1СМ) (5513-1 СМ) |
355 |
510 |
20 |
47 |
38 |
150-250 |
660-700 |
60g) |
|
(СrМо1) |
55ХХ-1СМ |
460 |
550 |
17 |
- |
- |
160-190 |
675-705 |
60h) |
|
(СrМо1) |
5513-1СМ |
460 |
550 |
14 |
- |
- |
160-190 |
675-705 |
60h) |
|
СrМо1L |
(52XX-1CML) |
355 |
510 |
20 |
47 |
38 |
150-250 |
660-700 |
60g) |
|
(CrMo1L) |
52XX-1CML |
390 |
520 |
17 |
- |
- |
160-190 |
675-705 |
60h) |
|
CrMoV1 |
|
435 |
590 |
15 |
24 |
19 |
200-300 |
680-730 |
60g) |
|
СrМо2 |
(62ХХ-2С1М) (6213-2С1М) |
400 |
500 |
18 |
47 |
38 |
200-300 |
690-750 |
60g) |
|
(СrМо2) |
62ХХ-2С1М |
530 |
620 |
15 |
- |
- |
160-190 |
675-705 |
60h) |
|
(СrМо2) |
6213-2С1М |
530 |
620 |
12 |
- |
- |
160-190 |
675-705 |
60h) |
|
CrMo2L |
(55XX-2C1ML) |
400 |
500 |
18 |
47 |
38 |
200-300 |
690-750 |
60g) |
|
(CrMo2L) |
55XX-2C1ML |
460 |
550 |
15 |
- |
- |
160-190 |
675-705 |
60h) |
|
|
55XX-2CML |
460 |
550 |
15 |
- |
- |
160-190 |
675-705 |
60h) |
|
|
62XX-2C1MV |
530 |
620 |
15 |
- |
- |
160-190 |
725-755 |
60g) |
|
|
62ХХ-3С1MV |
530 |
620 |
15 |
- |
- |
160-190 |
725-755 |
60h) |
|
СrМо5 |
(55ХХ-5СМ) |
400 |
590 |
17 |
47 |
38 |
200-300 |
730-760 |
60g) |
|
(СrМо5) |
55ХХ-5СМ |
460 |
550 |
17 |
- |
- |
175-230 |
725-755 |
60h) |
|
|
55XX-5CML |
460 |
550 |
17 |
- |
- |
175-230 |
725-755 |
60h) |
|
СrМо9 |
(62ХХ-9С1М) |
435 |
590 |
18 |
34 |
27 |
200-300 |
740-780 |
120g) |
|
(СrМо9) |
62ХХ-9С1М |
530 |
620 |
15 |
- |
- |
205-260 |
725-755 |
60h) |
|
|
62XX-9C1ML |
530 |
620 |
15 |
- |
- |
205-260 |
725-755 |
60h) |
|
СrМо91 |
(62XX-9C1MV) |
415 |
585 |
17 |
47 |
38 |
200-315 |
745-775 |
120-180 |
|
(СrМо91) |
62XX-9C1MV |
530 |
620 |
15 |
- |
- |
200-315 |
725-755 |
120h) |
|
(СrМо91) |
62XX-9C1MV1 |
530 |
620 |
15 |
- |
- |
205-260 |
725-755 |
60h) |
|
CrMoWV12 |
|
550 |
690 |
15 |
34 |
27 |
250-350i) или 400-500i) |
740-780 |
120g) |
|
Z |
G |
По согласованию между заказчиком и поставщиком |
|||||||
|
a) Обозначение в скобках [например, (СrМо1) или (1СМ)] указывает примерное, но неполное соответствие в другом методе обозначения. Правильным обозначением для данного диапазона химического состава является обозначение без скобок. Покрытому электроду могут быть присвоены независимо оба обозначения при наличии более жестких ограничений по химическому составу, которые удовлетворяют обоим наборам требований к механическим свойствам при условии, что требования по химическому составу согласно таблице 1 также удовлетворяются, b) XX указывает на типы покрытия 15, 16 или 18, YY указывает на типы покрытия 10, 11, 19, 20 или 27 (см. таблицу 3В). с) В качестве предела текучести при наличии пластического течения принимается нижний предел текучести ReL, в противном случае - условный предел текучести Rp0,2. d) Исходная базовая длина образца равна пяти диаметрам испытуемого образца. е) Допустимо только одно значение меньше минимального среднего. f) Образец следует охладить в печи до температуры 300 °С со скоростью не превышающей 200 °С/ч. g) Допускается отклонение (±10) мин. h) Допускается отклонение от 0 до 10 мин. Скорость нагрева в печи должна быть от 85 °С/ч до 275 °С/ч. i) Сразу после сварки образец должен остыть до температуры от 120 °С до 100 °С, затем выдержать при этой температуре в течение не менее 1 часа.
|
|||||||||
4.4 Символ типа покрытия электрода
Тип покрытия электрода во многом определяет условия применения электрода и свойства металла шва.
4.4А Классификация по химическому составу
Для обозначения типа покрытия используют два символа:
R - рутиловое покрытие;
В - основное покрытие.
Примечание - Описание характеристик каждого типа покрытия приведено в приложении D.
4.4В Классификация по пределу прочности при растяжении и химическому составу
Тип покрытия электрода существенно зависит от шлакообразующих компонентов. Тип покрытия также определяет подходящие положения сварки и род тока в соответствии с таблицей 3В.
Примечание - Описание характеристик каждого типа покрытия приведено в приложении Е.
Таблица 3В - Символ типа покрытия (классификация по пределу прочности при растяжении и химическому составу)
|
Символ |
Тип покрытия |
Положение сварки a) |
Род тока и полярность b) |
|
10 с) |
Целлюлозный |
Все |
d. с. (+) |
|
11 с) |
Целлюлозный |
Все |
а. с. или d. с. (+) |
|
13 с) |
Рутиловый |
Bce d) |
а. с. или d. с. (±) |
|
15 |
Основной |
Bce d) |
d. c. (+) |
|
16 |
Основной |
Bce d) |
а. с. или d. с. (+) |
|
18 |
Основной + железные порошки |
Все кроме PG |
а. с. или d. c. (+) |
|
19 с) |
Ильменитовый |
Bce d) |
а. с. или d. с. (+) |
|
20 с) |
Оксид железа |
РА, РВ |
а. с. или d. с. (-) |
|
27 с) |
Оксид железа + железный порошок |
РА, РВ |
а. с. или d. с. (-) |
|
а) Положения определены в ИСО 6947: РА - нижнее; РВ - горизонтальное (для углового шва); PG - вертикальное, сварка сверху вниз. b) а.с. - переменный ток; d. с. - постоянный ток; (-) - прямая полярность (электрод отрицательный); (+) - обратная полярность (электрод положительный). c) Только для состава 1М3. d) Положения, обозначенные как «Все», могут включать или не включать в себя вертикальную сварку сверху вниз. Это должно быть указано в документации производителя.
|
|||
4.5 Символ эффективного переноса металла электрода и рода тока
4.5А Классификация по химическому составу
Символы эффективного переноса металла электрода, определенного в соответствии с ИСО 2401, и рода тока указаны в таблице 4А.
Таблица 4А - Символ эффективного переноса металла электрода и рода тока (классификация по химическому составу)
|
Символ |
Эффективный перенос металла электрода, % |
Род токаa), b) |
|
1 |
не более 105 |
а. с. и d. с. |
|
2 |
то же |
d. c. |
|
3 |
св.105 до125 включ. |
а. с. и d. с. |
|
4 |
то же |
d. c. |
|
a) а. с. - переменный ток; d. с. - постоянный ток, b) Чтобы продемонстрировать возможность сварки на переменном токе, испытания следует выполнять при напряжении холостого хода не более 65 В. |
||
4.5В Классификация по пределу прочности при растяжении и химическому составу
Нет специального символа эффективного переноса металла электрода и рода тока. Род тока включен в символ типа покрытия (см. таблицу 3В). Эффективный перенос металла электрода не указывается.
4.6 Символ положения сварки
4.6А Классификация по химическому составу
Символы положения сварки, при которых электрод испытывается в соответствии с ИСО 15792-3, указаны в таблице 5А.
Таблица 5А - Символ положения сварки (классификация по химическому составу)
|
Символ |
Положениеa) |
|
1 |
РА, РВ, PC, PD, РЕ, PF, PG |
|
2 |
РА, РВ, PC, PD, РЕ, PF |
|
3 |
РА, РВ |
|
4 |
РА, РВ, PG |
|
а) Положение сварки определено в ИСО 6947. |
|
4.6В Классификация по пределу прочности при растяжении и химическому составу
Нет специального символа положения сварки. Требования по положению сварки следуют из символа типа покрытия (см. таблицу 3В).
4.7 Символ содержания водорода в наплавленном металле
В таблице 6 приведены символы содержания водорода в наплавленном металле при использовании электрода диаметром 4,0 мм, определенного методом, описанным в ИСО 3690.
Используемый ток должен быть от 70 % до 90 % максимальной величины, рекомендуемой производителем. Электроды, рекомендуемые для использования на переменном токе, должны быть испытаны на переменном токе. Электроды, рекомендуемые для использования только на постоянном токе, должны быть испытаны на постоянном токе обратной полярности.
Производитель должен предоставить информацию о рекомендуемом роде тока и условиях сушки для достижения допустимого уровня содержания водорода.
Таблица 6 - Символ содержания водорода в наплавленном металле
Символ |
Содержание водорода, мл/100 г наплавленного металла, не более |
|
Н5 |
5 |
|
Н10 |
10 |
|
Н15 |
15 |
Дополнительная информация о диффузионном водороде приведена в приложении F.
4.8 Требования к округлению величин
При определении соответствия требованиям настоящего стандарта реальные величины, полученные при испытании, должны подвергаться округлению в соответствии с правилами, изложенными в ИСО 80000-1-2009 (правило А приложения В).
Если измеренные величины получены на оборудовании, калиброванном в единицах, отличных от единиц настоящего стандарта, то измеренные величины перед их округлением должны быть переведены в единицы настоящего стандарта. Если средняя арифметическая величина должна сравниваться с требованиями настоящего стандарта, то округление должно быть выполнено только после расчета этой средней арифметической величины.
Если приведенный в разделе «Нормативные ссылки» стандарт на методы испытания содержит инструкции по округлению, противоречащие инструкциям настоящего стандарта, то должны быть выполнены требования по округлению в соответствии со стандартом на методы испытания. Результаты округления должны удовлетворять требованиям соответствующей таблицы для классификации при испытаниях.
5 Механические испытания
5.1 Общие положения
Испытания на растяжение и удар должны быть выполнены в состоянии послесварочной термической обработки в соответствии с таблицей 2, используя образец из металла шва типа 1.3 в соответствии с ИСО 15792-1 и электроды диаметром 4,0 мм при условиях сварки, приведенных в 5.2 и 5.3 настоящего стандарта.
5.2 Температура предварительного подогрева и температура между проходами
Температура предварительного подогрева и температура между проходами должны быть приняты в соответствии с типом металла шва, как указано в таблице 2.
Температура металла между проходами должна быть измерена с применением термокарандашей, контактных термометров или термопар (см. ИСО 13916).
Температура между проходами перед выполнением последующего прохода не должна превышать максимальной температуры, указанной в таблице 2. Если после выполнения какого-либо прохода температура между проходами превышена, то испытуемый образец должен быть охлажден на воздухе до достижения допустимой температуры между проходами.
5.3 Последовательность выполнения проходов
Последовательность выполнения проходов должна соответствовать указанной в таблице 7.
Направление сварки при выполнении прохода не должно изменяться. Каждый проход должен быть выполнен при токе, составляющем от 70 % до 90 % максимального значения, рекомендованного производителем. Независимо от типа покрытия сварка должна осуществляться на переменном токе, если применим и переменный, и постоянный ток, и на постоянном токе рекомендуемой полярности, если требуется постоянный ток.
Таблица 7 - Последовательность выполнения проходов
|
Диаметр электрода, мм |
Многослойный шов |
||
|
Номер слоя |
Количество проходов на слой |
Количество слоев |
|
|
4,0 |
От первого до последнего |
2 а) |
7-9 |
|
а) Два верхних слоя могут быть выполнены тремя проходами каждый. |
|||
6 Химический анализ
Химический анализ металла шва может быть проведен на любом соответствующем образце. Однако в спорных случаях следует использовать образцы, изготовленные в соответствии с ИСО 6847. Может быть использован любой аналитический метод, но в спорных случаях следует использовать общепринятые опубликованные методы. Результаты химического анализа должны удовлетворять требованиям таблицы 1.
7 Испытание углового сварного шва
Образец для испытания углового сварного шва должен соответствовать образцу, приведенному в ИСО 15792-3.
7А Классификация по химическому составу
Материал пластины должен быть выбран из ряда материалов, для которых электрод рекомендован производителем, или из нелегированной стали с содержанием углерода не более 0,30 %. Поверхность должна быть очищена от окалины, ржавчины и других загрязнений. Толщина пластины t должна быть от 10 до 12 мм, ширина w должна быть не менее 75 мм, длина l должна быть не менее 300 мм. Диаметры электрода для испытания каждого типа покрытия, положения сварки при испытании и требуемые результаты испытаний приведены в таблице 8А.
Таблица 8А - Требования к испытанию угловых сварных швов (классификация по химическому составу)
|
Символ положения сварки для классификации |
Тип покрытия |
Положение сварки |
Диаметр электродаa), мм |
Теоретическая толщина углового шва, мм |
Разность катетов, мм |
Выпуклость, мм |
|
1 или 2 |
R или В |
РВ |
6,0 |
5,0 мин. |
2,0 макс. |
3,0 макс. |
|
4 |
R В |
РВ |
6,0 5,0 |
4,5 мин. |
1,5 макс. |
2,5 макс. |
|
1 или 2 |
R В |
PF |
4,0 |
4,5 макс. 5,5 макс. |
не регламентируется |
2,0 макс. |
|
1, 2 или 4 |
R В |
PD |
4,0 |
4,5 макс. 5,5 макс. |
1,5 макс. 2,0 макс. |
2,5 макс. 3,0 макс. |
|
4 |
В |
PG |
4,0 |
5,0 мин. |
не регламентируется |
1,5 макс.b) |
|
а) В тех случаях, когда наибольший диаметр, необходимый для выполнения сварки, меньше указанного, используют наибольший диаметр и изменяют пропорционально критерии. В противном случае электроды с не указанными в таблице диаметрами испытанию не подлежат. b) Максимальная вогнутость.
|
||||||
7В Классификация по пределу прочности при растяжении и химическому составу
Материал пластины должен быть из нелегированной стали с содержанием углерода не более 0,30 %. Свариваемые поверхности должны быть очищены. Толщина t, ширина w и длина пластины l, положения сварки при испытании каждого типа покрытия и требуемые результаты испытания приведены в таблице 8В.
Таблица 8В - Требования к испытанию угловых сварных швов (классификация по пределу прочности при растяжении и химическому составу)
|
Тип покрытия |
Род тока и полярность |
Диаметр электродаa), мм |
Положение сварки |
t, мм |
w, мм |
lb) мм |
Катет углового сварного шва, мм |
Разность катетов, мм |
Максимальная выпуклость, мм |
|
10 |
d.c (+) |
5,0 6,0 |
PF, PD РВ |
10 12 |
75 мин. |
300 400 |
8,0 макс. 6,5 макс. |
3,5 макс. 2,5 макс. |
1,5 2,0 |
|
11 |
а. с. |
5,0 6,0 |
PF, PD РВ |
10 12 |
300 400 |
8,0 макс. 6,5 макс. |
3,5 макс. 2,5 макс. |
1,5 2,0 |
|
|
13 |
а. с. |
5,0 6,0 |
PF, PD РВ |
12 |
300 400 |
10,0 макс. 8,0 макс. |
2,0 макс. 3,5 макс. |
1,5 2,0 |
|
|
15 |
d.c(+) |
4,0 6,0 |
PF, PD РВ |
10 12 |
300 400 |
8,0 макс. |
3,5 макс. |
2,0 |
|
|
16 |
а. с. |
4,0 6,0 |
PF, PD РВ |
10 12 |
300 400 |
8,0 макс. |
3,5 макс. |
2,0 |
|
|
18 |
а. с. |
4,0 6,0 |
PF, PD РВ |
10 12 |
300 400 |
8,0 макс. |
3,5 макс. |
2,0 |
|
|
19 |
а. с. |
5,0 6,0 |
PF, PD РВ |
12 |
300 400 |
10,0 макс. 8,0 макс. |
2,0 макс. 3,5 макс. |
1,5 2,0 |
|
|
20 |
а. с. |
6,0 |
РВ |
12 |
400 |
8,0 макс. |
3,5 макс. |
2,0 |
|
|
27 |
400 или 650с) |
||||||||
|
a) В тех случаях, когда наибольший диаметр, необходимый для выполнения сварки, меньше указанного, используют наибольший диаметр и изменяют пропорционально критерии. В противном случае электроды с не указанными в таблице диаметрами испытанию не подлежат. b) При длине электрода 300 мм величина l должна быть не менее 250 мм; при длине электрода 350 мм величина l должна быть не менее 300 мм. c) При длине электрода 450 мм величина l должна быть не менее 400 мм; при длине электрода 700 мм величина l должна быть не менее 650 мм.
|
|||||||||
8 Повторные испытания
Если проведенное испытание не подтвердило соответствие требованиям, то его следует повторить дважды. Результаты обоих повторных испытаний должны удовлетворять требованиям. Образцы для повторных испытаний могут быть взяты из первичного соединения или из нового сварного соединения. Для химического анализа повторное испытание необходимо лишь для тех отдельных элементов, которые не отвечают требованиям испытаний. Если результаты одного или обоих повторных испытаний не отвечают требованиям настоящего стандарта, то испытуемый материал следует рассматривать как не удовлетворяющий требованиям этой классификации.
В случае, если при подготовке или после завершения любого испытания точно установлено, что предписанные или соответствующие методики нарушены при подготовке сварного соединения или образца(ов) к испытанию или при проведении испытания, то такое испытание следует считать недействительным независимо от того, что это испытание фактически выполнено, а его результаты отвечают или не отвечают требованиям настоящего стандарта. Такое испытание следует повторить с соблюдением требований предписанных методик. В этом случае не требуется удвоения количества образцов для испытания.
9 Технические условия на поставку
Технические условия на поставку должны отвечать требованиям стандартов ИСО 544 и ИСО 14344.
10 Примеры обозначения
Обозначение покрытого электрода должно следовать принципам, приведенным в примерах ниже (10А и 10В).
10А Классификация по химическому составу
Обозначение покрытого электрода включает в себя номер настоящего стандарта, букву «А» и должно следовать принципу, приведенному в примере ниже.
Пример - Металл шва, наплавленный покрытым электродом для ручной дуговой сварки (Е), имеет химический состав 1,1 % Сr и 0,6 % Mo, (CrMo1) в соответствии с таблицей 1. Покрытие электрода - основное (В). Электрод может быть использован на постоянном токе с эффективным переносом металла электрода 120 % (4) при сварке стыковых и угловых швов в нижнем положении (4). Содержание водорода в наплавленном металле определяется согласно ИСО 3690 и не должно превышать 5 мл/100 г наплавленного металла (Н5).
Обозначение такого электрода:
ГОСТ Р ИСО 3580-А - Е CrMo1 B44 H5.
Обязательная часть:
ГОСТ Р ИСО 3580-А - Е CrMo1 В,
где ГОСТ Р ИСО 3580-А - обозначение настоящего стандарта (классификация по химическому составу);
Е - покрытый электрод для ручной дуговой сварки (см. 4.1);
CrMo1 - химический состав металла шва (см. таблицу 1);
В - тип покрытия электрода (см. 4.4А);
4 - эффективный перенос металла электрода и род тока (см. таблицу 4А);
4 - положение сварки (см. 4.6А);
Н5 - содержание водорода (см. таблицу 6).
10В Классификация по пределу прочности при растяжении и химическому составу
Обозначение покрытого электрода включает обозначение настоящего стандарта, букву «В» и должно следовать принципу, приведенному в примере ниже.
Пример - Металл шва, наплавленный покрытым электродом для ручной дуговой сварки (Е), имеет химический состав 1,1% Сr и 0,6 % Mo (1CM) в соответствии с таблицей 1. Предел прочности при растяжении наплавленного и термически обработанного металла превышает 550 МПа (55). Покрытие электрода - основное с добавлением железного порошка, электрод может быть использован на переменном токе или постоянном токе обратной полярности во всех положениях, за исключением вертикального сверху вниз (18). Содержание водорода в наплавленном металле определяется согласно ИСО 3690. Оно не должно превышать 5 мл/100 г наплавленного металла (Н5).
Обозначение такого электрода:
ГОСТ Р ИСО 3580-В - Е5518-1СМ Н5.
Обязательная часть:
ГОСТР ИСО 3580-В - Е5518-1СМ,
где ГОСТ Р ИСО 3580-В - обозначение настоящего стандарта, классификация по пределу прочности при растяжении и химическому составу;
Е - покрытый электрод для ручной дуговой сварки (см. 4.1);
55 - предел прочности при растяжении наплавленного металла шва (см. 4.3В и таблицу 2);
18 - тип покрытия (см. 4.4В и таблицу 3В);
1СМ - химический состав металла шва (см. таблицу 1);
Н5 - содержание водорода (см. таблицу 6).
Приложение А
(справочное)
Методы классификации
А.1 ГОСТ Р ИСО 3580-А
Метод классификации покрытых электродов по химическому составу в соответствии с ГОСТ Р ИСО 3580 показан на рисунке А.1.

Рисунок А.1 - Метод классификации покрытых электродов по химическому составу для сварки жаропрочных сталей
____________
а) Совокупность этих обозначений составляет классификацию покрытых электродов.
b) Эти обозначения как необязательные не являются составляющей частью классификации покрытых электродов.
А.2 ГОСТ Р ИСО 3580-В
Метод классификации покрытых электродов по пределу прочности при растяжении и химическому составу в соответствии с ГОСТ Р ИСО 3580 показан на рисунке А.2.
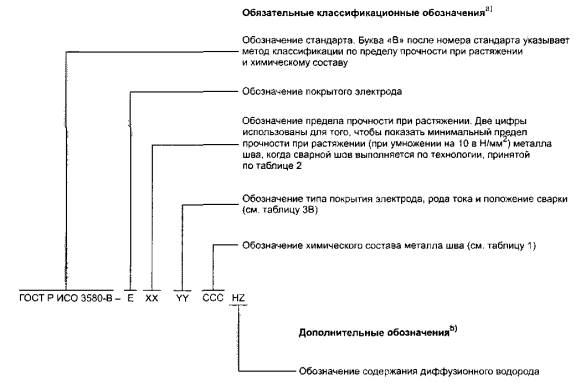
Рисунок А.2 - Метод классификации покрытых электродов по пределу прочности и химическому составу для сварки жаропрочных сталей
____________
а) Совокупность этих обозначений составляет классификацию покрытых электродов.
b) Эти обозначения как необязательные не являются составляющей частью классификации покрытых электродов.
Приложение В
(справочное)
Описание обозначений химического состава (классификации по химическому составу)
Обозначение содержит основные легирующие элементы, используя обозначения символов химических элементов Сr, Мо, V и W, Для сплавов, содержащих хром, после символа химического элемента следует число 1, 2, 5, 9 или 12, указывающее номинальное содержание хрома в процентах. В частном случае для сплава, легированного 9 % хромом, обозначением будет СrМо91, причем цифра «1» добавлена, чтобы показать дополнительное комплексное легирование по сравнению с обозначением СrМо9.
Сплавы с пониженным содержанием углерода обозначаются буквой «L», показывающей максимальное процентное содержание углерода не более 0,05 %.
Приложение С
(справочное)
Описание обозначений химического состава (классификация по пределу прочности при растяжении и химическому составу)
С.1 Тип1М3
Для электродов, содержащих молибден (Мо) как единственный легирующий элемент, что отличает их от электродов из нелегированных сталей, обозначение состоит из цифры «1», примерно равной двойному номинальному содержанию Мn, за которым следует буква «М» для обозначения молибдена и цифра «3», указывающая уровень содержания молибдена.
Пример - 3 составляет около 0,5 % Мо,
где цифра «3» указывает высокий уровень содержания Мо.
С.2 Тип ХСХМХ
Для электродов из сталей, легированных хромом и молибденом, обозначение состоит из буквы «С» и цифры перед ней, указывающей номинальное содержание хрома (Сr), и буквы «М» и цифры перед ней, указывающей номинальное содержание молибдена (Мо.) Если номинальное содержание одного из этих двух элементов значительно меньше 1 %, то цифра перед буквой опускается. При добавлении в сплав вольфрама (W) и/или ванадия (V) соответствующая буква «W» и/или «V» в таком же порядке добавляется после обозначений хрома и молибдена. Высокое содержание углерода отмечается буквой «Н» в конце обозначения, низкое содержание углерода - буквой «L». Вариации в основном химическом составе отражаются условной цифрой после последней буквы.
Приложение D
(справочное)
Описание типов покрытия электрода (классификация по химическому составу)
D.1 Электроды с рутиловым покрытием
Покрытие этого типа содержит диоксид титана как основной компонент, известный как рутил, а также силикаты и карбонаты.
Электроды с рутиловым покрытием обеспечивают мелкокапельный перенос и подходят для сварки во всех пространственных положениях, за исключением вертикального сверху вниз.
D.2 Электроды с основным покрытием
Покрытие этого типа содержит большое количество карбонатов щелочноземельных металлов и плавиковый шпат. Такие электроды могут обеспечивать низкое содержание водорода в наплавленном металле при их использовании в соответствии с рекомендациями производителя.
Электроды с основным покрытием, как правило, подходят только для сварки на постоянном токе обратной полярности.
Электроды с основным покрытием предпочтительны для сварки толстолистовых конструкций и соединений с зазорами. Дугу рекомендуется держать как можно более короткой.
Приложение Е
(справочное)
Описание типов покрытия электрода (классификация по пределу прочности при растяжении и химическому составу)
Е.1 Общие положения
Сварочно-технологические свойства покрытого электрода и механические свойства металла шва в значительной степени зависят от его покрытия. Однородная смесь веществ покрытия обычно содержит следующие шесть главных составляющих:
- шлакообразующие материалы;
- раскислители;
- защитные газообразующие материалы;
- ионизирующие вещества;
- связующие;
- легирующие элементы (при необходимости).
Кроме того, могут быть добавлены металлические порошки с целью увеличения эффективного переноса металла электрода и/или возможности получения желательного химического состава наплавленного металла, при этом они могут влиять на сварочно-технологические свойства, определяющие возможное положение сварки. Если тип покрытия характеризуется как покрытие, содержащее металлический порошок, это означает, что в покрытие введено относительно большое количество металлических порошков (свыше 15 % от массы покрытия).
Некоторые марки электродов, которые пригодны для сварки как на переменном, так и на постоянном токе одной или обеих полярностей, могут быть оптимизированы производителем для конкретного рода тока в зависимости от требований рынка.
Е.2 Покрытие типа 10
Покрытие этого типа содержит большое количество горючих органических веществ, в особенности целлюлозу. Благодаря глубоко проникающей дуге, электроды с таким покрытием особенно пригодны для сварки в вертикальном положении сверху вниз. Дуга стабилизируется в первую очередь благодаря натрию, поэтому такие электроды в основном пригодны для сварки на постоянном токе и, как правило, обратной полярности.
Е.3 Покрытие типа 11
Покрытие этого типа содержит большое количество горючих органических веществ, в особенности целлюлозу. Благодаря глубоко проникающей дуге, электроды стаким покрытием пригодны для сварки в вертикальном положении сверху вниз. Дуга стабилизируется в первую очередь за счет калия, поэтому электроды преимущественно пригодны для сварки как на переменном токе, так и на постоянном обратной полярности.
Е.4 Покрытие типа 13
Покрытие этого типа содержит большое количество диоксида титана (рутила) и стабилизировано калием. Электроды с таким покрытием обеспечивают мягкую спокойную дугу и особенно пригодны для сварки тонколистового металла.
Е.5 Покрытие типа 15
Покрытие этого типа является высокоосновным и содержит большое количество мрамора и плавикового шпата. Стабилизация дуги обеспечивается в основном натрием, и электроды с таким типом покрытия обычно пригодны для использования на постоянном токе обратной полярности. Электроды с таким покрытием обеспечивают металл шва высокого металлургического качества при низком содержании диффузионного водорода.
Е.6 Покрытие типа 16
Покрытие этого типа является высокоосновным и содержит большое количество мрамора и плавикового шпата. Стабилизация дуги калием обеспечивает возможность сварки на переменном токе. Электроды с таким покрытием обеспечивают металл шва высокого металлургического качества при низком содержании диффузионного водорода.
Е.7 Покрытие типа 18
Электроды с таким типом покрытия подобны электродам с покрытием типа 16, за исключением того, что они имеют несколько большую толщину покрытия с добавлением металлического порошка, который увеличивает способность к токовой нагрузке и производительность наплавки по сравнению с электродами с покрытием типа 16.
Е.8 Покрытие типа 19
Покрытие этого типа содержит оксиды титана и железа обычно в виде минерала ильменита. Хотя электроды с таким типом покрытия не являются низководородными основными, они обеспечивают получение металла сварного шва с относительно высокой ударной вязкостью.
Е.Э Покрытие типа 20
Покрытие этого типа содержит большое количество оксида жепеза. Шлакочень жидкотекучий, поэтому сварка электродами с таким типом покрытия возможна только в нижнем и горизонтальном положениях. Электроды разработаны, в первую очередь, дпя сварки тавровых и нахлесточных соединений.
Е.10 Покрытие типа 27
Электроды с таким типом покрытия подобны электродам с покрытием типа 20, за исключением того, что покрытие имеет большую толщину и содержит в больших количествах металлический порошок в добавление к оксиду железа в покрытии типа 20. Электроды с покрытием 27 разработаны для сварки тавровых и нахлесточных соединений с большой скоростью.
Приложение F
(справочное)
Примечания по диффузионному водороду
F.1 Для испытания партии электродов могут использоваться и другие методы сбора и измерения диффузионного водорода, если они имеют такую же воспроизводимость и калиброваны по методу, приведенному в ИСО 3690, Содержимое водорода зависит от рода тока.
F.2 Трещины в сварных соединениях могут быть вызваны водородом или в значительной мере определяются его влиянием. Опасность вызванных водородом трещин увеличивается с повышением содержания легирующих элементов и уровня механических напряжений. Такие трещины в основном развиваются после охлаждения соединения и поэтому названы холодными трещинами,
F.3 При допущении, что внешние условия являются удовлетворительными (зона сварки чистая и сухая), водород переходит в металл сварного шва из водородосодержащих химических веществ в сварочных материалах. При использовании электродов с основным покрытием основным источником водорода является вода, связанная в покрытии. Диссоциация воды в дуге вызывает повышение содержания атомарного водорода, который поглощается металлом сварного шва. Для данного материала и напряженного состояния опасность образования холодных трещин снижается с уменьшением содержания водорода в металле сварного шва.
F.4 Практически, допустимый уровень водорода будет зависеть от конкретных условий применения электродов. Для обеспечения этого уровня должны выполняться соответствующие условия транспортировки, хранения и сушки, рекомендуемые производителем электродов.
Приложение ДА
(обязательное)
Сведения о соответствии ссылочных международных стандартов ссылочным национальным стандартам Российской Федерации (и действующим в этом качестве межгосударственным стандартам)
Таблица ДА.1
|
Обозначение ссылочного международного стандарта |
Степень соответствия |
Обозначение и наименование соответствующего национального стандарта |
|
ИСО 544 |
MOD |
ГОСТ Р 53689-2009 (ИСО 544:2003) «Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукта, размеры, допуски и маркировка» |
|
ИСО 2401 |
- |
* |
|
ИСО 3690 |
- |
* |
|
ИСО 6847 |
- |
* |
|
ИСО 6947 |
- |
* |
|
ИСО 13916 |
- |
* |
|
ИСО 14344 |
- |
* |
|
ИСО 15792-1:2000 |
IDT |
ГОСТ Р ИСО 15792-1-2009 «Материалы сварочные. Методы испытаний. Часть 1. Методы испытаний образцов наплавленного металла из стали, никеля и никелевых сплавов» |
|
ИСО 15792-3:2000 |
- |
* |
|
ИСО 80000-1 |
- |
* |
|
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT- идентичные стандарты; - MOD - модифицированные стандарты.
|
||
Ключевые слова: материалы сварочные, электроды покрытые, стали жаропрочные, сварка, металл шва, классификация, символы и требования, механические испытания, химический анализ, технические условия на поставку