Приложение: с. 35а.
Таблица 39а
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S1, мм |
e, мм |
q, мм |
e1, мм |
q1, мм |
Рекомендуемая категория |
|||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У13 |
|
|
Рн |
3,0 |
8 |
+2 |
1 |
±0,5 |
6 |
±1 |
1 |
±0,5 |
II |
|
4,0 |
9 |
7 |
|||||||||||
|
5,0 |
10 |
±1,0 |
±2 |
2 |
±1,0 |
||||||||
|
6,0 |
11 |
8 |
|||||||||||
|
8,0 |
13 |
10 |
|||||||||||
|
10,0 |
15 |
||||||||||||
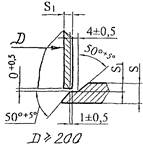
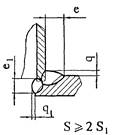
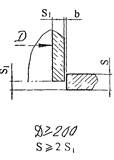
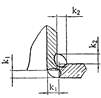
Таблица 39б
|
Усл. обознач. |
Конструктивные элементы |
Способ сварки |
S1, мм |
b, мм |
k1, мм |
k2, мм |
Рекомендуемая категория |
||||
|
подготовленных кромок под сварку |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У15 |
|
|
Рн |
3,0 |
0 |
+0,5 |
S1 |
-0,5 |
3 |
II |
|
|
4,0 |
|||||||||||
|
5,0 |
+1,0 |
4 |
|||||||||
|
6,0 |
|||||||||||
|
Р |
5,0 |
+1,0 |
III |
||||||||
|
6,0 |
-0,5 |
||||||||||
|
7,0 |
|||||||||||
|
8,0 |
|||||||||||
|
9,0 |
|
||||||||||
|
10,0 |
+1,5 |
5 |
|
||||||||
|
12,0 |
6 |
+2,0 |
|||||||||
|
-1,0 |
|||||||||||