|
УТВЕРЖДАЮ Заместитель председателя ТК 357 «Стальные и чугунные трубы и баллоны» Генеральный директор ОАО «РосНИТИ» __________ И.Ю. Пышминцев 23.12.2016 г. |
ТРУБЫ
СТАЛЬНЫЕ БЕСШОВНЫЕ ХЛАДОСТОЙКИЕ
ДЛЯ ГАЗОПРОВОДОВ, ГАЗЛИФТНЫХ СИСТЕМ ДОБЫЧИ НЕФТИ
И ОБУСТРОЙСТВА ГАЗОВЫХ МЕСТОРОЖДЕНИЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Изменение № 1
Срок введения: с 23.12.2016 г.
|
СОГЛАОВАНО |
РАЗРАБОТАНО |
|
Постоянно
действующая комиссия ПАО |
Заместитель
Генерального директора |
|
|
____________________ С.В. Нефедов 15.12.2016 |
|
|
|
|
|
Главный инженер АО «ВТЗ» |
|
|
____________________ Н.В. Трутнев 13.12.2016 |
|
|
|
|
|
Технический директор ПАО «СТЗ» |
|
|
____________________ В.А. Топоров 14.12.2016 |
|
|
Главный инженер ПАО «СинТЗ» |
|
|
___________________ В.А. Гагаринов 14.12.2016 |
|
|
|
|
|
Главный инженер ПАО «ТАГМЕТ» |
|
|
___________________ П.Ю. Горожанин 13.12.2016 |
1 Наименование технических условий изложить в новой редакции:
«Трубы стальные бесшовные хладостойкие для газопроводов, газлифтных систем добычи нефти и обустройства газовых месторождений».
2 Вводная часть. Первый абзац изложить в новой редакции:
«Настоящие технические условия распространяются на трубы стальные бесшовные хладостойкие из стали марок 10, 20, 10Г2А и 09Г2С для газопроводов, газлифтных систем добычи нефти и обустройства газовых месторождений, а также класса прочности К42 и К48 для магистральных, обвязочных и промысловых трубопроводов ПАО «Газпром».
Минимальная температура стенки труб при эксплуатации:
- минус 20 °С для труб из стали марок 10, 20, труб класса прочности К42;
- минус 40 °С для труб из стали марки 10Г2А, труб класса прочности К48;
- минус 60 °С для труб из стали марки 09Г2С, труб класса прочности К48.
Минимальная температура строительства:
- минус 40 °С для труб из стали марок 10, 20, труб класса прочности К42;
- минус 60 °С для труб из стали марок 10Г2А, 09Г2С, труб класса прочности К48.
3 Пункт 1.1 дополнить перечислением:
«- класс прочности (для труб класса прочности К42 и К48);».
4 Пункт 2.1.2 дополнить абзацем:
«Трубы классов прочности К42 и К48 изготовляют наружным диаметром от 245 до 426 мм».
5 Пункт 2.1.3 изложить в новой редакции:
«2.1.3 Трубы поставляют длиной от 8,0 до 12,0 м.
Допускается поставка в каждой партии не более 10 % труб длиной от 7,0 до 8,0 м.
Длину труб с толщиной стенки 16,0 мм и более устанавливают по согласованию между изготовителем и заказчиком».
6 Пункт 2.2.1. Таблицы 1 и 2 исключить.
7 Пункты 2.2.1 и 2.2.2 изложить в новой редакции:
«2.2.1 Предельные отклонения наружного диаметра труб не должны превышать ±1,0 %.
Предельные отклонения по толщине стенки не должны превышать:
- для труб толщиной стенки до 15,0 мм включ. +15,0/-12,5 %;
- для труб толщиной стенки св. 15,0 мм ± 12,5 %.
2.2.2 Овальность (отношение разности между наибольшим наружным диаметром и наименьшим наружным диаметром, измеренными в одном сечении, к номинальному наружному диаметру) труб должна соответствовать требованиям, указанным в таблице 1а».
Таблица 1а
|
Толщина стенки, мм |
Овальность, %, не более |
|
|
тела труб, кроме концов |
концов труб* |
|
|
Менее 20,0 |
2,0 |
1,0 |
|
20,0 и более |
0,8 |
|
|
* На длине 100 мм от торца (для труб наружным диаметром от 168 до 426 мм) |
||
8 Пункт 2.2.4. Второе предложение изложить в новой редакции:
«Косина реза торцов труб не должна превышать 1,6 мм».
9 Пункт 2.2.5. Первый абзац изложить в новой редакции:
«На концах труб должна быть выполнена фаска под сварку под углом (35 - 5)° к торцу трубы с торцевым кольцом (притуплением) шириной (1,8 ± 0,8) мм».
Четвертый, пятый абзацы и рисунок 1 изложить в новой редакции:
«На концах труб толщиной стенки более 15,0 мм должна быть выполнена специальная разделка кромок в соответствии с рисунком 1.
По согласованию между заказчиком и изготовителем допускается другой тип разделки кромок».
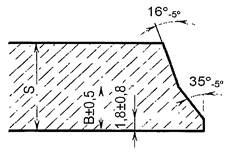
S - толщина
стенки, мм
Значение параметра В:
- 9,0 мм для номинальных толщин стенок св. 15,0 до 19,0 мм включ.;
- 10,0 мм для номинальных толщин стенок св. 19,0 до 21,5 мм включ.;
- 12,0 мм для номинальных толщин стенок
св. 21,5 мм.
Рисунок 1 - Размеры разделки кромок торцов труб»
10 Пункт 2.3.2 изложить в новой редакции:
«2.3.2 Трубы изготовляют из катаных, кованых, непрерывно-литых заготовок, слитков электрошлакового переплава (ЭШП).
Заготовка, используемая для производства труб, должна быть изготовлена из стали, полученной кислородно-конвертерным или электросталеплавильным способом, с последующей внепечной обработкой.
Допускается применение стали, полученной мартеновским способом, прошедшей внепечную обработку в установке печь-ковш, для изготовления труб из кованых заготовок».
11 Пункт 2.3.3 исключить.
12 Пункт 2.3.4 изложить в новой редакции:
«2.3.4 Трубы поставляют в состоянии после термической обработки. Допускается нормализация с прокатного нагрева.
По требованию заказчика трубы поставляют с проведением термической обработки определенного вида, согласованного при размещении заказа».
13 Пункт 2.4.1 дополнить абзацем:
«Химический состав стали труб класса прочности К42 и К48 должен соответствовать указанному в таблице 3а с учетом требований таблицы 3б.
Таблица 3а
|
Массовая доля элементов по анализу плавки (по ковшевой пробе), %, не более |
|||||||||||||
|
С |
Si |
Мn |
Аl |
Сr |
V* |
Ti* |
Мо |
Nb* |
S |
Р |
Ni |
Cu |
N |
|
0,22 |
0,80 |
1,70 |
0,05 |
0,70 |
0,09 |
0,03 |
0,25 |
0,05 |
0,015 |
0,025 |
0,50 |
0,50 |
0,008 |
|
* V + Nb + Ti не более 0,16 %. |
|||||||||||||
Таблица 3б
|
Допускаемые отклонения массовой доли элементов в трубах, %, не более |
|||||||||||||
|
С |
Si |
Мn |
Аl |
Сr |
V* |
Ti* |
Мо |
Nb* |
S |
Р |
Ni |
Cu |
N |
|
0,02 |
0,05 |
0,10 |
0,005 |
0,05 |
0,02 |
0,02 |
0,02 |
0,01 |
0,005 |
0,005 |
0,05 |
0,05 |
0,005 |
14 Пункт 2.4.3 дополнить абзацем:
«Углеродный эквивалент Сэ для сталей класса прочности К42 и К48, определяемый по формуле (2), не должен превышать 0,43».
15 Подраздел 2.5. После таблицы 4 дополнить абзацем:
«Предел текучести, временное сопротивление, отношение предела текучести к временному сопротивлению, а также относительное удлинение и твердость металла труб класса прочности К42 и К48 должны соответствовать указанным в таблице 4а. Таблица 4а
|
Класс прочности |
Временное сопротивление σв, Н/мм2 (кгс/мм2) |
Предел текучести σт, Н/мм2 (кгс/мм2) |
Отношение предела текучести к временному сопротивлению σт/σв |
Относительное удлинение δ5, % |
Твердость HV10 |
|
не менее |
не более |
не менее |
не более |
||
|
К42 |
415(42) - 535 (54) |
245 (25) |
0,85 |
21 |
220 |
|
К48 |
470 (48) - 590 (60) |
290 (30) |
0,87 |
21 |
220 |
|
Примечание - Условный предел текучести определяется с допуском на величину полной деформации 0,5 % по ГОСТ 1497 или ГОСТ 10006 |
|||||
Таблицу 5 изложить в новой редакции:
Таблица 5
|
Марка стали |
Толщина стенки, мм |
Ударная вязкость, Дж/см2 (кгс∙м/см2), не менее, на образцах с U-образным или V-образным надрезом, при температуре °С |
||||
|
KCU |
KCV |
|||||
|
минус 40 |
минус 60 |
минус 20 |
минус 40 |
минус 60 |
||
|
|
до 10,0 включ. |
29,4 (3,0) |
- |
29,4 (3,0) |
- |
- |
|
10 |
св. 10,0 до 15,0 включ. |
39,2 (4,0) |
- |
29,4 (3,0) |
- |
- |
|
|
св. 15,0 |
49,0 (5,0) |
- |
29,4 (3,0) |
- |
- |
|
|
до 10,0 включ. |
29,4 (3,0) |
- |
29,4 (3,0) |
- |
- |
|
20 |
св. 10,0 до 15,0 включ. |
39,2 (4,0) |
- |
29,4 (3,0) |
- |
- |
|
|
св. 15,0 |
49,0 (5,0) |
- |
29,4 (3,0) |
- |
- |
|
|
до 10,0 включ. |
- |
29,4 (3,0) |
- |
29,4 (3,0) |
29,4 (3,0) |
|
10Г2А |
св. 10,0 до 15,0 включ. |
- |
39,2 (4,0) |
- |
29,4 (3,0) |
29,4 (3,0) |
|
|
св. 15,0 |
- |
49,0 (5,0) |
- |
29,4 (3,0) |
29,4 (3,0) |
|
|
до 10,0 включ. |
- |
29,4 (3,0) |
- |
29,4 (3,0) |
29,4 (3,0) |
|
09Г2С |
св. 10,0 до 15,0 включ. |
- |
39,2 (4,0) |
- |
29,4 (3,0) |
29,4 (3,0) |
|
|
св. 15,0 |
- |
49,0 (5,0) |
- |
29,4 (3,0) |
29,4 (3,0) |
После таблицы 5 дополнить абзацами:
«Ударная вязкость металла труб класса прочности К42 на продольных и поперечных образцах должна быть не менее:
- 49 Дж/см2 - на образцах с U-образным надрезом при температуре испытания минус 40 °С;
- 40 Дж/см2 - на образцах с V-образным надрезом при температуре испытания минус 20 °С.
Ударная вязкость металла труб класса прочности К48 на продольных и поперечных образцах должна быть не менее:
- 49 Дж/см2 - на образцах с U-образным надрезом при температуре испытания минус 60 °С;
- 40 Дж/см2 - на образцах с V-образным надрезом при температуре испытания минус 40 °С или минус 60 °С.
Температуру испытаний (для KCU и KCV) принимают равной минимальной температуре стенки трубопровода при эксплуатации и при строительстве соответственно и указывают в заказе.
Ударная вязкость металла труб класса прочности К42 и К48 на поперечных образцах факультативна, результаты испытаний не являются браковочным признаком и заносятся в документ о качестве (сертификат).
Если невозможна вырезка образцов в поперечном направлении, испытание на ударный изгиб проводят только на продольных образцах».
16 Подраздел 2.6 изложить в новой редакции:
«2.6 Качество металла труб
2.6.1 Макроструктура труб не должна иметь пустот, трещин, пузырей и других дефектов, видимых без применения вспомогательных средств.
На поверхности и торцах труб не допускаются трещины, плены, рванины, закаты, расслоения, пузыри-вздутия.
Допускаются не выводящие толщину стенки за допустимые значения дефекты, обусловленные технологией горячей прокатки труб:
- тонкий плотный слой окалины;
- мелкие (протяженностью не более 20 мм в любом направлении) плены;
- отдельные отпечатки, рябизна, забоины, раковины и другие дефекты глубиной не более 10 % толщины стенки, но не более 1,5 мм.
Допускаются не выводящие толщину стенки за допустимые значения, нанесенные в холодном состоянии при отделке труб в холодном состоянии риски и царапины:
- глубиной не более 0,2 мм - без ограничения протяженности;
- глубиной свыше 0,2 мм, но не более 0,4 мм - при протяженности не более 150 мм.
На поверхности труб не допускаются вмятины глубиной более 3,0 мм, а также вмятины, выводящие толщину стенки за предельные отклонения. Не допускаются вмятины любых размеров с механическими повреждениями поверхности.
Недопустимые по виду и размерам дефекты поверхности должны быть удалены механической зачисткой. Толщина стенки в местах зачистки должна соответствовать требованиям 2.2.1.
Ремонт дефектов сваркой не допускается.
2.6.2 Каждая труба по всей длине должна подвергаться неразрушающему контролю в соответствии с требованиями приложения А.
Величина магнитной индукции труб после проведения неразрушающего контроля не должна превышать 2 мТл (20 Гс).
Изготовитель может гарантировать величину магнитной индукции труб без проведения приемо-сдаточных испытаний».
17 Подраздел 2.7 изложить в новой редакции:
«2.7 Гидравлические испытания
2.7.1 Каждая труба должна выдерживать без обнаружения течи пробное гидравлическое давление, рассчитанное по ГОСТ 3845 при расчетном значении окружных напряжений (R) в стенке трубы, равном 95 % от установленного минимального предела текучести марки стали или класса прочности с выдержкой под давлением не менее 20 с.
Трубы, при гидравлических испытаниях которых выявлены течи, изменения формы или вздутия, отбраковывают.
2.7.2 Для труб наружным диаметром менее 219 мм допускается замена гидравлических испытаний неразрушающим дефектоскопическим контролем в соответствии с А.2 (приложение А) по документации изготовителя, утвержденной в установленном порядке».
18 Подраздел 2.9 изложить в новой редакции:
«2.9 Требования безопасности
2.9.1 Трубы, соответствующие настоящим техническим условиям, не являются опасными для людей и окружающей среды - не угрожают здоровью, не загрязняют атмосферу, не вызывают возгорание. Специальных мер безопасности при транспортировании и хранении труб не требуется.
2.9.2 Конструкция и эксплуатационные характеристики труб соответствуют требованиям стандартов системы безопасности - ГОСТ Р 12.0.001, ГОСТ 12.1.003, ГОСТ 12.1.005, ГОСТ 12.1.008.
2.9.3 Производственные и складские помещения, оборудование и технологический процесс производства соответствуют требованиям ГОСТ 12.1.004, ГОСТ Р 12.1.019, ГОСТ 12.2.003, ГОСТ 12.3.002, ФНП «Правила безопасности при получении, транспортировании, использовании расплавов черных и цветных металлов и сплавов на основе этих расплавов», правилам технической эксплуатации электроустановок потребителей; ФНП «Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением»; ФНП «Правила безопасности опасных производственных объектов, на которых используются подъемные сооружения», санитарным нормам и правилам организации технологических процессов и гигиеническим требованиям к производственному оборудованию, инструкциям (руководствам) по обслуживанию и эксплуатации оборудования, разработанным изготовителем, инструкциям по безопасности труда для соответствующей профессии».
19 Пункт 3.3. Таблицу 6 изложить в новой редакции:
Таблица 6
|
Вид испытания или контроля |
Норма отбора труб |
Норма отбора образцов от каждой трубы, шт. |
|
1. Визуальный контроль поверхности и торцов |
каждая труба |
- |
|
2. Контроль наружного диаметра, толщины стенки, овальности |
каждая труба |
- |
|
3. Контроль кривизны |
каждая двадцатая труба, но не менее двух труб от партии |
- |
|
4. Контроль косины реза, ширины торцевого кольца, угла фаски |
||
|
5. Контроль массовой доли элементов |
* |
- |
|
6. Определение эквивалента углерода |
- |
|
|
7. Испытание на растяжение |
две трубы от партии |
1 |
|
8. Испытание на ударный изгиб |
две трубы от партии |
по 3 образца каждого типа на каждую температуру указанную в заказе |
|
9. Контроль твердости (только для труб класса прочности К42 и К48) |
две трубы от партии |
1 |
|
10. Контроль макроструктуры |
две трубы от партии |
по 1 от каждого конца трубы |
|
11. Испытание на сплющивание |
две трубы от партии |
1 |
|
каждая труба |
- |
|
|
13. Испытание гидравлическим давлением |
каждая труба |
- |
|
14. Контроль остаточной намагниченности |
две трубы от партии |
- |
|
* Осуществляют по документу о качестве (сертификату) изготовителя трубной заготовки; допускается проводить анализ в готовых трубах, при этом отбирают две трубы от плавки. |
||
20 Пункт 3.4 изложить в новой редакции:
«3.4 При получении неудовлетворительных результатов хотя бы по одному из приемо-сдаточных испытаний 3, 4 (таблица 6) все трубы, выпущенные после последнего успешного соответствующего испытания, подвергают этому испытанию.
При получении неудовлетворительных результатов хотя бы по одному из приемосдаточных испытаний 7, 8, 9, 10, 11, 14 (таблица 6) проводят соответствующие повторные испытания на удвоенном количестве труб, отобранных от той же партии, исключая трубы, не выдержавшие испытаний.
Результаты повторных испытаний являются окончательными и распространяются на всю партию, за исключением труб, не выдержавших испытания. При получении неудовлетворительных результатов повторных испытаний трубы всей партии допускается подвергать термообработке и вновь предъявлять к приемке как новую партию.
Допускается поштучная приемка труб по 7, 8, 9, 10, 11, 14 (таблица 6)».
21 Пункт 3.5 дополнить перечислениями:
«- класс прочности (для труб класса прочности К42 и К48);
- номера труб, входящие в партию (для труб наружным диаметром свыше 168 мм);
- для труб класса прочности К42 и К48 результаты испытаний на растяжение и ударный изгиб с указанием значений временного сопротивления, предела текучести, отношения предела текучести к временному сопротивлению, относительного удлинения, ударной вязкости, температуры испытаний на ударный изгиб и типа надреза;
- результаты контроля твердости (для труб класса прочности К42 и К48);
- общую теоретическую массу труб (указанную в килограммах) и общую длину труб (указанную с точностью до 0,01 м), количество труб в штуках».
22 Пункт 3.10 дополнить абзацем:
«На одном из трех образцов допускается снижение значения ударной вязкости на 5 Дж/см2 (0,5 кгс∙м/см2) относительно нормируемого значения».
23 Пункт 3.13 изложить в новой редакции:
«3.1.3 Неразрушающий контроль труб проводят в соответствии с приложением А по документации изготовителя, утвержденной в установленном порядке. Концы труб, которые не охватываются автоматической системой контроля, для выявления дефектов должны быть подвергнуты ультразвуковому контролю наклонным лучом или магнитопорошковому контролю, либо обрезаны».
24 Пункт 3.15 дополнить абзацем:
«Трубы, для которых расчетное испытательное гидравлическое давление превышает 40,0 МПа, испытывают давлением 40,0 МПа, при этом способность труб выдерживать расчетное испытательное гидравлическое давление гарантируется».
25 Раздел 3 дополнить пунктом 3.17:
«3.17 Для труб класса прочности К42 и К48 твердость контролируют по ГОСТ 2999. Твердость определяют на расстоянии (1,5 + 0,5) мм от наружной и внутренней поверхности и в середине стенки в четырех сечениях в соответствии с рисунком J1а API SPECIFICATION 5L».
26 Раздел 4 дополнить пунктом 4.5:
«4.5 На трубы наружным диаметром от 245 до 426 мм маркировка должна быть нанесена на наружной поверхности каждой трубы и начинаться на расстоянии от 200 до 800 мм от одного из торцов. Маркировка должна быть четкой и нанесена светлой водостойкой краской или другим способом, согласованным с заказчиком.
Маркировка должна содержать следующие данные:
- товарный знак изготовителя труб;
- обозначение настоящих технических условий;
- класс прочности;
- номер партии;
- номер трубы;
- номинальный наружный диаметр и толщину стенки (в миллиметрах);
- фактическую длину трубы в метрах (с точностью до 0,1 м);
- фактический углеродный эквивалент Сэ;
- температуру испытаний на ударный изгиб на образцах с V-образным надрезом (после Т, без указания знака минус) - наносят только для труб класса прочности К48;
- месяц и год изготовления (последние две цифры года)».
27 Приложения А и Б изложить в новой редакции:
28 Предварительные извещения об изменении от 25.01.2010 и от 27.06.2014 аннулировать.
Приложение А
(обязательное)
Требования к проведению неразрушающего дефектоскопического контроля сплошности металла труб
А.1 Трубы должны быть подвергнуты неразрушающему дефектоскопическому контролю для обнаружения продольных дефектов ультразвуковым методом по ГОСТ Р ИСО 10893-10 (уровень приемки U4/C).
Допускается проводить контроль для обнаружения продольных дефектов в трубах с толщиной стенки до 12,5 мм включительно методом рассеяния магнитного потока по ГОСТ Р ИСО 10893-3 (уровень приемки F4) или вихретоковым методом по ISO 10893-2 (уровень приемки Е4/Е4Н) или идентичному стандарту.
А.2 При поставке труб наружным диаметром менее 219 мм с гарантией способности выдерживать испытательное гидравлическое давление трубы должны быть подвергнуты дополнительному неразрушающему дефектоскопическому контролю методом рассеяния магнитного потока по ГОСТ Р ИСО 10893-3 (уровень приемки F4) или электромагнитному контролю в соответствии с ISO 10893-1 или идентичному стандарту.
А.3 Неконтролируемые автоматическими методами концевые участки труб допускается контролировать магнитопорошковым методом по ГОСТ Р ИСО 10893-5 (уровень приемки М4).
Приложение Б
(справочное)
Перечень документов, на которые даны ссылки в технических условиях
Таблица Б.1
|
Обозначение документа |
Наименование документа |
Номер раздела, подраздела, пункта, приложения, в котором дана ссылка |
|
ГОСТ 1050-2013 |
Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия |
2.4.2 |
|
ГОСТ 1497-84 |
Металлы. Методы испытаний на растяжение |
2.5 |
|
ГОСТ 2999-75 |
Металлы и сплавы. Метод измерения твердости по Виккерсу |
3.17 |
|
ГОСТ 3845-75 |
Трубы металлические. Метод испытания гидравлическим давлением |
2.7.1, 3.15 |
|
ГОСТ 4543-71 |
Прокат из легированной конструкционной стали. Технические условия |
2.4.2 |
|
ГОСТ 7565-81 |
Чугун, сталь и сплавы. Метод отбора проб для определения химического состава |
3.7 |
|
ГОСТ 8695-75 |
Трубы. Метод испытания на сплющивание |
3.16 |
|
ГОСТ 8732-78 |
Трубы стальные бесшовные горячедеформированные. Сортамент |
2.1.2 |
|
ГОСТ 9454-78 |
Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах |
3.10 |
|
ГОСТ 10006-80 |
Трубы металлические. Метод испытания на растяжение |
2.5, 3.9 |
|
ГОСТ 10243-75 |
Сталь. Методы испытаний и оценки макроструктуры |
3.11 |
|
ГОСТ 10692-2015 |
Трубы стальные, чугунные и соединительные части к ним. Приёмка, маркировка, упаковка, транспортирование и хранение |
3.5, 4.1 |
|
ГОСТ Р ИСО 10893-3-2016 |
Трубы стальные бесшовные и сварные. Часть 3. Автоматизированный контроль методом рассеяния магнитного потока по всей поверхности труб из ферромагнитной стали для обнаружения продольных и (или) поперечных дефектов |
А.1, А.2 |
|
ГОСТ Р ИСО 10893-5-2016 |
Трубы стальные бесшовные и сварные. Часть 5. Магнитопорошковый контроль труб из ферромагнитной стали для обнаружения поверхностных дефектов |
А.3 |
|
ГОСТ Р ИСО 10893-10-2014 |
Трубы стальные бесшовные и сварные. Часть 10. Ультразвуковой метод автоматизированного контроля для обнаружения продольных и (или) поперечных дефектов по всей поверхности |
А.1 |
|
ГОСТ Р 12.0.001-2013 |
Система стандартов безопасности труда. Основные положения |
2.9.2 |
|
ГОСТ 12.1.003-2014 |
Система стандартов безопасности труда. Шум. Общие требования безопасности |
2.9.2 |
|
ГОСТ 12.1.004-91 |
Система стандартов безопасности труда. Пожарная безопасность. Общие требования |
2.9.3 |
|
ГОСТ 12.1.005-88 |
Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны |
2.9.2 |
|
ГОСТ 12.1.008-76 |
Система стандартов безопасности труда. Биологическая безопасность. Общие требования |
2.9.2 |
|
ГОСТ Р 12.1.019-2009 |
Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты |
2.9.3 |
|
ГОСТ 12.2.003-91 |
Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности |
2.9.3 |
|
ГОСТ 12.3.002-2014 |
Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности |
2.9.3 |
|
ГОСТ 12344-2003 |
Стали легированные и высоколегированные. Методы определения углерода |
3.7 |
|
ГОСТ 12345-2001 |
Стали легированные и высоколегированные. Методы определения серы |
3.7 |
|
ГОСТ 12346-78 |
Стали легированные и высоколегированные. Методы определения кремния |
3.7 |
|
ГОСТ 12347-77 |
Стали легированные и высоколегированные. Методы определения фосфора |
3.7 |
|
ГОСТ 12348-78 |
Стали легированные и высоколегированные. Методы определения марганца |
3.7 |
|
ГОСТ 12350-78 |
Стали легированные и высоколегированные. Методы определения хрома |
3.7 |
|
ГОСТ 16350-80 |
Климат СССР. Районирование и статистические параметры климатических факторов для технических целей |
5.1 |
|
ГОСТ 19281-2014 |
Прокат повышенной прочности. Общие технические условия |
2.4.2 |
|
ГОСТ 22536.0-87 |
Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа |
3.7 |
|
ГОСТ 22536.1-88 |
Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита |
3.7 |
|
ГОСТ 22536.2-87 |
Сталь углеродистая и чугун нелегированный. Методы определения серы |
3.7 |
|
ГОСТ 22536.3-88 |
Сталь углеродистая и чугун нелегированный. Методы определения фосфора |
3.7 |
|
ГОСТ 22536.4-88 |
Сталь углеродистая и чугун нелегированный. Методы определения кремния |
3.7 |
|
ГОСТ 22536.5-87 |
Сталь углеродистая и чугун нелегированный. Методы определения марганца |
3.7 |
|
ГОСТ 22536.7-88 |
Сталь углеродистая и чугун нелегированный. Методы определения хрома |
3.7 |
|
ГОСТ 22536.8-87 |
Сталь углеродистая и чугун нелегированный. Методы определения меди |
3.7 |
|
ГОСТ 22536.9-88 |
Сталь углеродистая и чугун нелегированный. Методы определения никеля |
3.7 |
|
API Specification 5L-2012 (45 издание) |
Трубы для трубопроводов. Технические условия |
3.17 |
|
ISO 10893-1:2011 |
Неразрушающий контроль стальных труб. Часть 1. Автоматический электромагнитный контроль стальных бесшовных и сварных труб (кроме труб, полученных дуговой сваркой под флюсом) для верификации герметичности |
А.2 |
|
ISO 10893-2:2011 |
Неразрушающий контроль стальных труб. Часть 2. Автоматический метод вихретокового контроля стальных бесшовных и сварных труб (кроме труб, полученных дуговой сваркой под флюсом) для обнаружения дефектов |
А.1 |
|
СТО Газпром 2-4.1-713-2013 |
Технические требования к трубам и соединительным деталям |
Вводная часть |