Изменение № 1 ОСТ 26-01-135-81 Поковки деталей сосудов, аппаратов и трубопроводов высокого давления. Общие технические требования, правила приемки, методы испытаний.
УТВЕРЖДАЮ
Министерство химического и
нефтяного машиностроения
Заместитель министра
П.Д. Григорьев
16 декабря 1983 г.
1. Вводная часть. Первый абзац изложить в редакции: «Настоящий стандарт распространяется на поковки цельнокованых корпусов, обечаек, патрубков, уплотнительных колец двухконусного и треугольного сечения с толщиной стенки до 300 мм; плоских и штампуемых днищ и крышек, трубных досок, фланцев, горловин сечением до 800 мм на рабочую температуру от минус 40 до плюс 420 °С и поковки деталей трубопроводов на рабочую температуру от минус 50 до плюс 510 °С, работающих под давлением св. 100 МПа (св. 100 МПа до 1000 кгс/см2).»
2. Пункт 1.6. Второй абзац - исключить.
3. Пункт 1.7. Второй абзац изложить в следующей редакции: «Для поковок из высоколегированной стали, для поковок из слитков, отлитых в вакууме, припуски и напуски устанавливаются документацией завода-изготовителя».
4. Пункт 1.9. Исключить слова: «...обнаруженные внешним осмотром, магнитопорошковым и цветным методом».
5. Пункт 1.12. В последнем предложении вместо слова «Режим» записать «Вид».
6. Пункт 1.13. Дополнить абзацем:
«При получении серного отпечатка четвертого балла вопрос о годности поковок определяется по согласованию между Заказчиком и Поставщиком при условии удовлетворительных результатов остальных испытаний и контроля, предусмотренного настоящим стандартом.
При контроле макроструктуры на травленой поверхности поковок или вырезанных проб не должно быть трещин, флокенов, рыхлостей, усадочных раковин. Места повышенной травимости не являются браковочными признаками».
7. Пункт 1.15. Дополнить: «...по требованию чертежа, согласованному с изготовителем».
8. Пункт 2.1. Изложить в редакции:
«Приемка поковок производится в соответствии с требованиями настоящего стандарта и чертежей поковок на основании:
химического анализа (по плавочной пробе);
внешнего осмотра, проверки размеров и маркировки;
магнитной и цветной дефектоскопии (при необходимости);
ультразвуковой дефектоскопии;
контроля макроструктуры;
механических испытаний, замера твердости;
для аустенитных сталей контроля на стойкость к МКК при наличии требований Заказчика.
Группа IV и V и определение партии устанавливается в соответствии с ГОСТ 8479-70 и определяется технической документацией на изделие».
9. Пункт 2.4. Изложить в редакции:
«Магнитопорошковая или цветная дефектоскопия проводится выборочно в тех местах, где внешним осмотром обнаружены дефекты, а также в местах исправления наружных дефектов. Магнитопорошковая и цветная дефектоскопия производится по технической документации, утвержденной в установленном порядке».
10. Стр. 9, таблица 3:
В графе «Магнитопорошковый или цветной метод контроля». Вместо слов «...где внешним осмотром трудно определить дефекты» записать: «...где внешним осмотром обнаружены дефекты», далее по тексту.
В графе «Макроисследование» после слов «Каждая поковка» дополнить «массой более 10 т».
В графе «Испытания на растяжение и ударную вязкость» вместо слов «Каждая поковка» записать: «Объем испытаний определяется группой IV или V по ГОСТ 8479-70 на основании технической документации на изделие».
В графе «Испытание на межкристаллитную коррозию» вместо фразы «Поковки из аустенитной стали, 1 % поковок от партии» записать «Поковки из аустенитной стали, одна поковка от партии-садки. Допускается контроль МКК производить от плавки на плавочной пробе».
В графе «Контроль загрязненности неметаллическими включениями» вместо фразы «Каждая поковка» записать «Каждая плавка».
11. Пункт 3.7. Изложить в редакции:
«При отсутствии донного эхо-сигнала или невозможности контроля с чувствительностью S0 вопрос о годности поковки решается между Поставщиком и Заказчиком».
12. Пункт 3.8. Дополнить:
«Контроль макроструктуры металла на выявление дефектов чистоты и плотности (флокенов, трещин и др.) производится на следующих участках поковок:
для пустотелых поковок и плоских днищ с отбортовкой - при наружном диаметре свыше 2000 мм на трех темплетах, расположенных под углом 120° по периметру поковки. Длина каждого должна быть не менее 400 мм, ширина темплета - равна толщине поковки;
для сплошных поковок на торцах поковок по двум взаимноперпендикулярным полосам шириной 150 - 200 мм, проходящим через центр;
для поковок (плит) поперек направления волокон из средней трети по ширине.
Площадь поперечного сечения темплета должна быть не менее произведения толщины поковки на ширину темплета (не менее 150 мм). При толщине поковки свыше 300 мм допускается разрезка темплета на две или три части по толщине.
В случае обнаружения дефектов, контроль следует производить по всей поверхности».
13. Пункт 3.13. Изложить в редакции:
«Из пустотелых и рассверленных поковок с толщиной стенки до 100 мм образцы вырезают на расстоянии одной второй толщины стенки поковки, а при толщине свыше 100 мм - на расстоянии одной трети толщины стенки поковки от поверхности».
14. Пункт 3.14. Второе предложение изложить в редакции: «Ось образца должна находиться на расстоянии одной трети радиуса или одной шестой диагонали от наружной поверхности поковки».
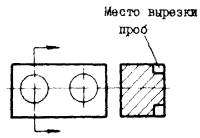
15. Таблицу 4 дополнить эскизом:
|
Вид поковки |
Место вырезки проб |
Порядок вырезки проб |
|
Поковка крышки из ковано-катаной плиты |
|
Тангенциальные образцы, ось которых должна быть не менее 60 мм от наружной поверхности |
16. Пункт 3.20. Исключить слова: «По согласованию с Заказчиком...».
17. Пункт 3.21. Дополнить предложением:
«Замер твердости разрешается производить на головках разрывных или ударных образцов».
18. Приложение 3. В наименовании таблицы вместо слова «Режимы» записать «Виды».
19. Приложение 4 (обязательное), стр. 24.
ОСТ 26-704-72 заменить на ГОСТ 25054-81, толщину поковок 700 мм из стали 12Х18Н10Т заменить на 500 мм.
|
Техническое управление |
|
|
Начальник |
А.М. Васильев |
|
ВПО Союзхиммаш |
|
|
Зам. начальника |
В.А. Чернов |
|
ИркутскНИИхиммаш |
|
|
И.О. директора |
Е.Р. Хисматулин |
|
Заведующий отделом стандартизации |
В.И. Королев |
|
Заведующий отделом № 11 |
В.Д. Молчанова |
|
Старший инженер |
Т.П. Бурдуковская |
|
СОГЛАСОВАНО |
|
|
УкрНИИхиммаш |
|
|
Директор |
П.П. Прядкин |
|
ПО Ижорский завод им. А.А. Жданова |
|
|
Главный инженер |
В.Г. Васильев |
|
ПО Уралхиммаш |
|
|
Главный инженер |
Н.И. Глобин |