СССР
КОМИТЕТ СТАНДАРТОВ, МЕР И ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
при СОВЕТЕ МИНИСТРОВ СОЮЗА ССР
ИНСТРУКЦИЯ
48-55
ПО ПОВЕРКЕ ЦИФЕРБЛАТНЫХ, ПЛАТФОРМЕННЫХ
И ПОДВЕСНЫХ ВЕСОВ
МОСКВА
1956
Инструкция
разработана
Московским государственным институтом
мер и измерительных приборов
|
Инструкция
утверждена приказом |
ИНСТРУКЦИЯ № 48-55
ПО
ПОВЕРКЕ ЦИФЕРБЛАТНЫХ, ПЛАТФОРМЕННЫХ
И ПОДВЕСНЫХ ВЕСОВ
Настоящая инструкция устанавливает средства и методы поверки циферблатных платформенных и подвесных весов класса точности 1а по ГОСТ 798-53, с круговой равномерной шкалой, выпускаемых из производства или ремонта, а также находящихся в применении в СССР, за исключением пружинных и крановых весов, весов с печатающим аппаратом и весов для рельсового и безрельсового транспорта (автомобильных, вагонных, вагонеточных и др.).
Соблюдение инструкции обязательно для всех предприятий и организаций, производящих поверку циферблатных весов.
I. УСТРОЙСТВО ВЕСОВ
Наиболее распространенными группами циферблатных платформенных и подвесных весов являются:
1) Весы с предельной нагрузкой, равной верхнему пределу показаний по шкале циферблата.
2) Весы со ступенчатым изменением пределов показаний по шкале циферблата.
Весы, за исключением подвесных, могут быть как передвижными, так и стационарными (врезными или собираемыми и монтируемыми на фундаменте в месте применения).
Все перечисленные весы состоят из грузоприемной части, промежуточного рычажного механизма и циферблатного указателя с круговой шкалой.
Схема весьма распространенного циферблатного указателя изображена на рис. 1.
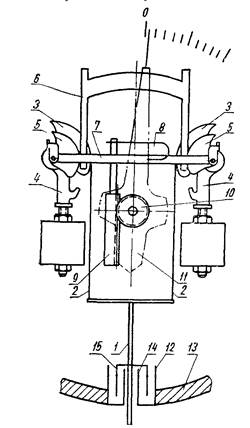
Рис. 1.
Сила тяжести взвешиваемого груза через систему рычагов передается на тягу 1 и далее с помощью лент 2 на грузоприемные кулачки 3 двух симметрично расположенных противовесов 4, называемых квадрантами.
Квадранты подвешены к корпусу головки с помощью лент, прикрепленных к опорным кулачкам 5 и прилегающих к вертикальным направляющим 6.
С квадрантами шарнирно связан мостик 7, к которому с помощью пружины 8 прикреплена зубчатая рейка 9, находящаяся в зацеплении с шестерней 10, закрепленной на одной оси со стрелкой 11.
Сила, передаваемая лентами 2 на квадранты, создает момент, вызывающий поворот квадрантов и их перемещение вдоль вертикальных направляющих 6. При этом возникает восстанавливающий момент, уравновешивающий момент силы тяжести взвешиваемого груза.
Каждой нагрузке соответствует определенное перемещение квадрантов в вертикальном направлении. Эти перемещения с помощью мостика, пружины и рейки передаются на стрелку.
Циферблатные указатели могут быть как односторонними - с одним циферблатом, так и двусторонними - с двумя циферблатами.
Для защиты от пыли и влаги механизм указателя заключен в герметизированный застекленный корпус с крышками на резиновых прокладках. Ввод тяги 1 в корпус осуществляется с помощью гидравлического затвора, состоящего из цилиндрического сосуда 12, заделанного в корпус весов 13 и имеющего сквозную трубку 14, через которую проходит тяга 1. В сосуд налито масло, в которое погружена крышка 15, прикрепленная к тяге. Корпус указателя снабжен приспособлением для опломбирования.
А. Весы с предельной нагрузкой, равной верхнему пределу показаний по шкале циферблата
Наибольшим распространением пользуются подвесные весы,
платформенные весы и весы с подвесным грузоприемным устройством.![]()
а) Простейшей конструкцией являются подвесные весы рис. 2.
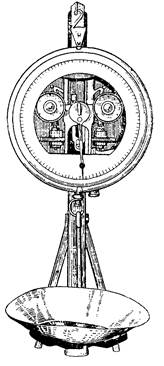
Рис. 2.
Рычажный механизм этих весов расположен в корпусе указателя и состоит из одного или двух рычагов. Весы снабжены регулятором тары и успокоителем. Грузоприемное устройство представляет собой подвесную чашку, площадку, лоток и т.п.
б) Платформенные весы изображены на рис. 3, а их схема - на рис. 4.
Весы состоят из грузоприемной части, промежуточного механизма и циферблатного указателя.
Платформа связана с грузоприемными рычагами с помощью «плавающей» подвески (встречаются конструкции с качающимися рычагами).
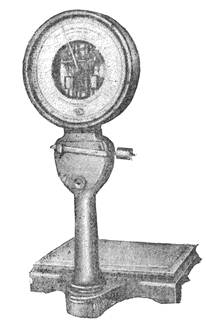
Рис. 3.
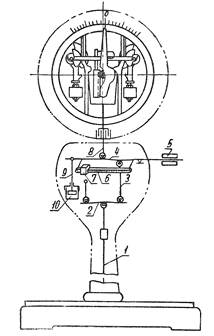
Рис. 4.
Усилие, пропорциональное весу груза, помещенного на платформу, передается от грузоприемных рычагов к промежуточному механизму посредством тяги 1.
Промежуточный механизм состоит из передаточного рычага 2, который с помощью тяги 3 соединен с тарным рычагом 4. На хвостовике тарного рычага укреплен регулятор тары 5 с большим грузом для грубой и малым грузом для тонкой регулировки. К тарному рычагу присоединены шкальная линейка 6, приспособления для уравновешивания тары взвешиваемых грузов. Вдоль линейки может перемещаться передвижная гиря 7. Посредством тяги 8 и штока 9 тарный рычаг соединен соответственно с циферблатным указателем и успокоителем колебаний 10.
Весы снабжены арретиром, запирающим тарный рычаг. Кроме того, у передвижных весов имеется устройство для запирания квадрантов циферблатного указателя. У весов, снабженных колесами, при запирании квадрантов освобождаются колеса, а при освобождении квадрантов колеса застопориваются. Весь промежуточный механизм, за исключением приспособления для уравновешивания тары взвешиваемых грузов, заключен в корпус, снабженный съемными крышками.
в) Схема весов с подвесным грузоприемным устройством изображена на рис. 5.
Грузоприемное устройство 1 с помощью тяг 2 подвешено к рычагам 3 и 4, связанным с тарным рычагом 5. Тарный рычаг соединен с циферблатным указателем 6 и успокоителем 7, а также снабжен регулятором тары 8. Рычажный механизм весов заключен в корпус, опирающийся на вертикальные стойки.
Внешний вид таких весов с подвесным ковшом для взвешивания молока изображен на рис. 6.
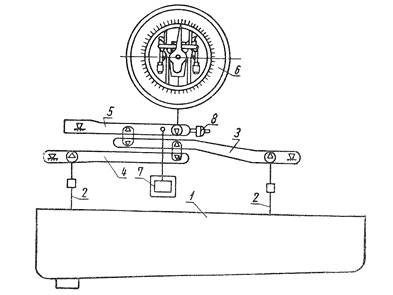
Рис. 5.
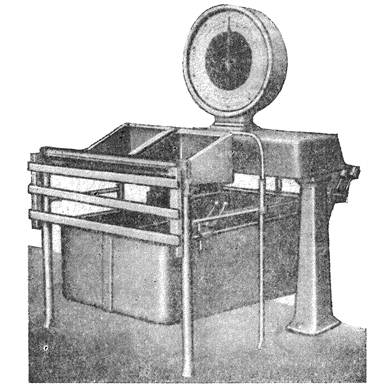
Рис. 6.
Б. Весы со ступенчатым изменением пределов показаний по шкале циферблата
Весы со ступенчатым изменением пределов показаний по шкале циферблата являются в большинстве случаев платформенными весами и отличаются от описанных выше платформенных весов тем, что их предельная нагрузка в некоторое целое число раз превосходит верхний предел измерений по шкале циферблата.
Уравновешивание нагрузки, превосходящей верхний предел измерений по шкале циферблата, производится за счет механического наложения гирь на один из рычагов промежуточного механизма.
Момент, создаваемый каждой накладной гирей, соответствует моменту, возникающему при отклонении стрелки циферблатного указателя до конца шкалы. Таким образом, наложение каждой гири вызывает изменение пределов показаний весов на величину, равную полному диапазону измерений по шкале циферблата. Если, например, диапазон измерений по циферблатному указателю равен 0 - 500 кг, то при наложении первой накладной гири пределы показаний изменяются на 500 кг и становятся равными 500 и 1000 кг; наложение второй гири опять изменит пределы показаний на 500 кг и они станут равны 1000 и 1500 кг и т.д.
Схема промежуточного механизма весов со ступенчатым изменением пределов показаний изображена на рис. 7.
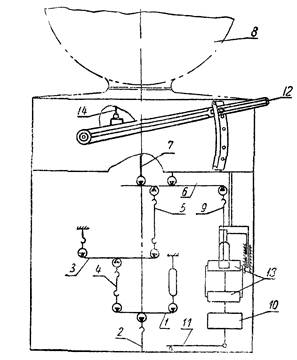
Рис. 7.
Передаточный рычаг 1 связан с подплатформенными рычагами весов тягой 2 и с передаточным рычагом 3 - тягой 4. С помощью тяги 5 сила, пропорциональная нагрузке, помещенной на платформе весов, передается на тарный рычаг 6, связанный посредством тяги 7 с циферблатным указателем 8. К тарному рычагу с помощью тяги 9 подвешен гиредержатель 10, снабженный полостью для уравновешивания тары механизма весов. Колебания гиредержателя ограничены с помощью струнки 11. Наложение гирь на гиредержатель осуществляется путем установки рукоятки 12 в одно из фиксированных положений, соответствующих числу накладных гирь 13. Рукоятка 12 связана с помощью тяги 14 с механизмом для перестановки цифровых обозначений шкалы циферблатного указателя.
Механизмы для наложения гирь могут иметь различное конструктивное оформление.
Помимо весов с накладными гирями применяются также весы, у которых ступенчатое изменение пределов показаний достигается путем перемещения передвижной гири по шкальной линейке, связанной с тарным рычагом промежуточного механизма.
Весы снабжаются успокоителем колебаний, арретиром промежуточного механизма, а передвижные весы, кроме того, устройством для запирания противовесов.
II. ПЕРЕЧЕНЬ ПОВЕРОЧНЫХ ОПЕРАЦИЙ И СРЕДСТВА ПОВЕРКИ
1. При поверке весов производятся последовательно:
а) Осмотр механизма (п. 3).
б) Определение или проба твердости призм и подушек (п. 4).
в) Внешний осмотр собранных весов (п. 5).
г) Проверка чувствительности уровня (п. 6).
д) Опробование механизмов (п. 7).
е) Определение непостоянства показаний ненагруженных весов (п. 8).
ж) Поверка показаний, определение цены деления и непостоянства показаний при нагрузке 0,1 предельной (п. 9).
з) Проверка независимости показаний от положения груза на грузоприемном устройстве (п. 10).
и) Проверка приспособления для уравновешивания тары взвешиваемых грузов (п. 11).
к) Проверка весов при 10 значениях нагрузки в пределах показаний по шкале циферблата (п. 12).
л) Поверка показаний весов через ступени, равные верхнему пределу показаний по шкале циферблата (п. 13).
м) Поверка показаний и определение цены деления при 4 нагрузках в пределах от Рмакс - Р до Рмакс, где Рмакс - предельная нагрузка весов; Р - диапазон измерений по шкале циферблата (п. 14).
Примечания: 1. Соответствие вновь выпускаемых весов и их деталей требованиям ГОСТов, технических условий и чертежей гарантируется заводом-изготовителем и обеспечивается приемкой отдела технического контроля завода.
2. Поверка по пп. л и м производится только у весов со ступенчатым изменением пределов показаний по шкале циферблата.
2. Для проведения поверки циферблатных весов необходимы:
а) Образцовые гири 3-го разряда в количестве, равном предельной нагрузке весов.
Примечание. Для весов со ступенчатым изменением показаний по шкале циферблата с предельной нагрузкой свыше 2 т количество образцовых гирь должно соответствовать не менее чем половине предельной нагрузки.
б) Килограммовый набор образцовых гирь 3-го разряда.
в) Граммовый набор образцовых гирь 3-го разряда.
г) Личной напильник длиной 100 мм.
д) Металлическая линейка или рулетка.
III. ПОВЕРКА
3. При осмотре механизма весов необходимо убедиться в том, что:
а) Все детали (за исключением деталей из коррозионностойких материалов и рабочих поверхностей подвижных сочленений) имеют защитные покрытия.
В весах нет дефектных деталей с изломами, коррозией, плохим качеством покрытий и т.п. (особое внимание должно быть уделено осмотру механизма циферблатного указателя).
б) Призмы и некачающиеся подушки заделаны прочно, без зарубов, прокладок и чеканки.
в) Поверки призм и подушек не имеют выкрошек, трещин и других дефектов, видимых невооруженным глазом и нарушающих условия работы призм и подушек.
г) Призмы соприкасаются с подушками не менее чем на 3/4 своей .длины, а у призм, ограниченных щечками, соприкосновение со щечками происходит в точке, лежащей на линии рабочего ребра призм.
д) Рабочая поверхность лент, секторов и направляющих ровная, гладкая, без вмятин, выступов и других дефектов.
е) На лентах, секторах и направляющих нет пыли и обильной смазки.
ж) Грузы и регулировочные приспособления квадрантов закреплены штифтами, шпильками, контргайками и т.п. (в зависимости от конструкции).
з) Крышки корпуса указателя имеют герметизирующие прокладки, жидкостной затвор залит маслом, а все остальные вводы в корпусе указателя снабжены герметизирующими уплотнениями.
Примечания: 1. Государственная поверка вновь изготовляемых весов по п. 3 может производиться выборочно. Порядок проведения выборочной поверки весов устанавливается непосредственно местными органами Комитета, в зависимости от состояния производства на данном предприятии.
2. При поверке весов, находящихся в обращении, в случае сохранности поверительного клейма поверка по п. 3 не обязательна.
4. Определение твердости призм и подушек производится на заводе-изготовителе до сборки весов, выборочно, твердомером ТК.
Проба твердости призм и подушек на собранных рычагах производится личным напильником. Напильник должен удерживаться рукой за деревянную ручку. Испытуемая деталь должна быть оперта, во избежание смещения при опробовании. Пробу следует производить вблизи рабочего ребра, не задевая последнего. Опробование ребром напильника не допускается.
Твердость рабочих поверхностей признается удовлетворительной, если:
а) при определении твердомером ТК твердость лежит в пределах:
|
для призм |
60 - 63 |
|
для подушек |
63 - 65 |
б) при опробовании личным напильником.
На поверхности призм не остается следов царапин, которые не могут быть сошлифованы наждачным полотном № 0 и № 00 после трехкратного движения вперед и назад при прижимании усилием руки, а на поверхности подушек не остается никаких следов царапин.
Примечание. При выпуске весов из производства опробование призм и подушек на весах производится в порядке, устанавливаемом местными органами Комитета в зависимости от состояния производства на данном предприятии.
5. При внешнем осмотре собранных весов убеждаются:
а) в наличии на циферблате надписей с обозначением предельной нагрузки и цены деления;
б) в отсутствии пороков шкал, затрудняющих отсчет или снижающих его точность (четкость нанесения отметок и цифровых обозначений, соблюдение размеров отметок и т.п.);
в) в отсутствии дефектов стрелки, снижающих точность отсчета: утолщения, изгибы конца стрелки, несовпадение направления стрелки с направлениями штрихов и т.д.;
г) в отсутствии дефектов стекол, затрудняющих или снижающих точность отсчета;
д) в удовлетворительном состоянии весов по их товарному виду (отсутствие коррозии, качество защитных покрытий и т.п.);
е) в несовпадении показаний по обоим циферблатам весов (у весов с двухсторонним циферблатным указателем) при 4 положениях стрелки, включая начало и конец шкалы. Для проверки одна из стрелок устанавливается так, чтобы ее конец точно совпадал со штрихом; вторая стрелка должна установиться против соответствующего штриха таким образом, чтобы не было заметного на глаз просвета между штрихом и стрелкой;
ж) что при перемещениях стрелки на всем диапазоне измерений изменение зазора между циферблатам и концом стрелки не превосходит 2 мм;
з) в наличии приспособлений для опломбирования циферблатного указателя, причем эти приспособления должны исключать доступ к механизму указателя без нарушения клейма.
Примечание. При проверке весов по п. 5 е и при дальнейших поверках весов отсчет показаний следует производить, располагая глаз против поверяемой отметки.
6. Поверка чувствительности уровня на заводе-изготовителе весов производится выборочно, до установки уровня на весы, с помощью экзаменатора уровней. На месте применения производится поверка уровней передвижных весов путем подкладывания под пару опор на одной стороне весов подкладки, высота которой составляет 0,005 расстояния между опорами, согласно схеме на рис. 8. Чувствительность уровня признается удовлетворительной, если при подкладывании подкладки пузырек уровня пройдет не менее 1 мм.
Примечание. На смонтированных стационарных весах поверка уровней не производится. Подвесные весы не имеют уровней.
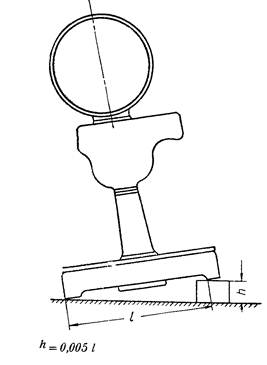
Рис. 8.
7. Для опробования механизмов и проведения всех последующих поверочных операций весы должны быть установлены по уровню на прочном основании, не подвергающемся каким-либо заметным сотрясениям. В случае необходимости прочность основания передвижных весов может быть проверена путем нагружения весов до полной нагрузки, при этом не должно наблюдаться заметного на глаз смещения пузырька уровня.
Весы, собираемые и монтируемые на фундаменте в месте применения (не имеющие жесткой рамы), на заводе-изготовителе должны быть смонтированы на испытательном стенде и поверены согласно настоящей инструкции. Все детали таких весов должны иметь общую маркировку.
При установке на месте применения такие весы после монтажа должны быть выдержаны в заарретированном состоянии под перегрузкой в 50 %. После выдержки в течение суток не должно быть трещин или заметных глазом усадок фундамента и каких-либо повреждений деталей механизма весов.
Примечание. Выдержка весов под перегрузкой осуществляется до их предъявления для государственной поверки, о чем организация, которой принадлежат весы, представляет официальную справку.
При опробовании весов проверяется эффективность успокоителя, правильность работы механизмов для ступенчатого изменения пределов показаний и перестановки цифровых обозначений в окнах циферблата, работа арретира и механизма для запирания квадрантов, механизма для уравновешивания тары взвешиваемых грузов, а также правильность установки платформы.
а) Для опробования успокоителя его регулирующее приспособление устанавливается в положение наибольшего успокоения. При этом стрелка весов, выведенная из состояния покоя, должна двигаться апериодически, без колебаний. После этого испытания успокоитель должен быть отрегулирован таким образом, чтобы колебания стрелки практически затухали в течение 2 - 3 полупериодов.
Примечание. На заводе-изготовителе, по усмотрению местных органов, осуществляющих государственную поверку, опробование успокоителя может производиться выборочно.
б) Опробование механизма для ступенчатого изменения пределов показаний по шкале циферблата состоит в том, что производится 3-кратная установка рукоятки в положения, соответствующие всем ступеням изменения пределов показаний весов. При этом убеждаются в том, что рукоятка имеет четкие фиксированные положения, соответствующие каждой ступени, и что в окошках на циферблате весов при каждом переключении появляются цифры, соответствующие новым пределам показаний по шкале циферблата, а стрелка устанавливается каждый раз на начале шкалы.
в) Работа арретира и устройство для запирания квадрантов проверяется путем 5-кратного включения и выключения их. Арретир должен надежно запирать промежуточный механизм, а запорное устройство - квадранты. Включение и выключение арретира и запорного устройства не должно требовать большого усилия и сопровождаться толчками или ударами.
г) Механизм для уравновешивания тары взвешиваемых грузов проверяется путем перемещения передвижной гири. Перемещение гири должно происходить плавно, без заедания; гиря не должна иметь значительной качки относительно шкальной линейки и не должна самопроизвольно смещаться после установки на любой отметке шкалы. При перемещениях гири до упора в крайние положения ее указатель должен совпадать с началом или концом шкалы.
д) Для проверки правильности установки платформы необходимо убедиться в том, что она одновременно опирается на все грузоприемные рычаги, что осуществляется поочередным нажимом на все углы платформы.
8. Перед определением непостоянства показаний ненагруженных весов проверяется правильность их тарировки. Стрелка весов должна совпадать с началом шкалы так, чтобы между штрихом и стрелкой не было заметно зазора. Весы должны быть старированы при нахождении на грузоприемщик устройстве мелких гирь-грузиков общей массой, равной 0,1 % предельной нагрузки весов.
Положение равновесия весов нарушается нажатием на грузоприемное устройство или рычаг промежуточного механизма, так чтобы вызвать отклонение стрелки до упора путем относительного смещения призм и подушек грузоприемной части и промежуточного механизма в пределах разбега, а также путем трехкратного арретирования весов.
Разница между крайними положениями стрелки при этих испытаниях не должна превосходить половины деления шкалы.
9. Поверка весов при 0,1 предельной нагрузки производится путем помещения в середине грузоприемного устройства соответствующего количества образцовых гирь. При этом показания весов не должны отличаться от номинального значения массы образцовых гирь более чем на 1 деление шкалы циферблата.
В случае, если стрелка не совпадает с отметкой шкалы, то на грузоприемное устройство помещаются дополнительно мелкие гири-грузики, до точного совпадения стрелки с какой-либо отметкой шкалы. После этого производится определение цены деления, для чего с грузоприемного устройства снимается гиря-грузик, соответствующая по массе цене деления шкалы, а после возвращения этой гири на место, дополнительно накладывается такая же гиря. При этом стрелка должна перемещаться на одно деление в обе стороны от первоначальной отметки так, чтобы между концом стрелки и штрихом шкалы не были видимого на глаз просвета.
Для определения непостоянства показаний производится отклонение стрелки до начала и конца шкалы нажимом на грузоприемное устройство или рычаг промежуточного механизма, а также трехкратным отпиранием и запиранием арретира. Разница между крайними положениями стрелки при этих испытаниях не должна превосходить одного деления шкалы.
Примечание. При поверке по этому и всем последующим пунктам, наложение и снятие нагрузки (за исключением гирь-грузиков) у весов, снабженных арретиром, должно производиться при за арретированном промежуточном механизме.
10. Поверка независимости показаний весов от положения груза на грузоприемном устройстве производится путем помещения образцовых гирь, в количестве, соответствующем 0,1 предельной нагрузки, поочередно над каждой из грузоприемных призм.
Примечание. У весов с подвесным грузоприемным устройством испытания по этому пункту производятся только в том случае, если грузоприемное устройство выполнено в виде секционированного ковша, причем при поверке образцовые гири помещаются поочередно в каждую из секций.
Подвесные весы не подвергаются поверке по этому пункту.
Разница между крайними положениями стрелки весов при этих испытаниях не должна превосходить одного деления шкалы.
11. Для поверки приспособления для уравновешивания тары передвижная гиря приспособления устанавливается поочередно на 4 (более или менее равномерно распределенных) отметках шкалы, включая конец шкалы, а на грузоприемное устройство помещается соответствующее по массе количество образцовых гирь. При этом стрелка весов должна отклониться от начала шкалы ее более чем на одно деление.
12. Поверка весов в пределах показаний по шкале циферблата производится при 10 значениях нагрузки от наименьшей допустимой до конца шкалы. Образцовые гири помещаются в средней части грузоприемного устройства или распределяются равномерно по всей его площади. Проверка производится при возрастающих и убывающих значениях нагрузки. Показания весов не должны отличаться от номинального значения массы гирь более чем на одно деление шкалы.
При каждом значении нагрузки с грузоприемного устройства снимаются, а затем на него дополнительно помещаются гири-грузики, равные по массе цене деления шкалы. При этом стрелка весов должна перемещаться на одно деление шкалы (оценивается на глаз).
13. Весы со ступенчатым изменением пределов показаний поверяются при всех нагрузках, кратных верхнему пределу показаний по шкале циферблата.
Для поверки на грузоприемное устройство помещаются образцовые гири в количестве, соответствующем диапазону измерений по шкале циферблата, и проверяется совпадение стрелки с концом шкалы. Отклонение не должно превосходить одного деления.
После наложения первой накладной гири проверяется совпадение стрелки с началом шкалы. Затем нагрузка удваивается и снова проверяется совпадение стрелки с концом шкалы и началом шкалы.
Отклонение стрелки от начала шкалы не должно превосходить половины деления. Погрешность показаний весов при нахождении стрелки у конца шкалы не должна превосходить 0,1 % номинального значения массы гирь, если эта величина превосходит цену деления шкалы.
Погрешность определяется непосредственным отсчетом по шкале-или путем наложения и снятия соответствующих гирь-грузиков.
При каждом определении погрешности производится трехкратное арретирование весов, причем показания весов не должны отличаться друг от друга более чем на половину деления шкалы при нахождении стрелки у начала шкалы и одно деление шкалы - при нахождении стрелки у конца шкалы.
Примечание. При поверке весов с предельной нагрузкой свыше 2 т для создания нагрузок, превосходящих половину предельной, допускается применение балласта. Замена гирь балластом производится следующим образом: после того, как достигнута наибольшая, при наличном количестве гирь, нагрузка кратная ступени изменения показаний по шкале циферблата, на грузоприемное устройство помещаются дополнительно или с него снимаются мелкие гири-грузики в таком количестве, чтобы стрелка установилась точно на начале шкалы. Весы арретируются, образцовые гири снимаются и на них помещается балласт так, чтобы стрелки снова оказались точно на начале шкалы. Затем дополнительно помещенные на грузоприемное устройство гири-грузики снимаются (или снятые гири-грузики накладываются) и поверка продолжается с помощью образцовых гирь в том же порядке, как это было описано выше.
14. Поверка показаний весов в диапазоне от Рмакс - Р до Рмакс (где Рмакс - предельная нагрузка весов, а Р - диапазон измерений по шкале циферблата), т.е. на верхней ступени измерений производится в 4 точках шкалы весов. Показания весов не должны при этом отличаться от номинального значения массы образцовых гирь, помещенных на грузоприемное устройство (включая балластную нагрузку) более чем на 0,001Рмакс.
При помещении или снятии с грузоприемного устройства гирь-грузиков в количестве, соответствующем цене деления шкалы, стрелка должна перемещаться на одно деление шкалы (оценивается на глаз).
IV. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
15. Весы, прошедшие поверку согласно настоящей инструкции с положительным результатом, пломбируются с наложением государственного поверительного клейма. На весы, поверенные на заводе-изготовителе, выдается выпускной аттестат. При ведомственной поверке делается соответствующая отметка в паспорте весов.
16. Весы, не прошедшие поверку, к выпуску и применению не допускаются.
СОДЕРЖАНИЕ