|
ФЕДЕРАЛЬНОЕ
АГЕНТСТВО |
||
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р |

|
|
Москва |
1 РАЗРАБОТАН Акционерным обществом «Всероссийский научно-исследовательский институт сертификации» (АО «ВНИИС»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 30 августа 2019 г. № 601-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок - в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
|
6 Транспортирование и хранение. 10 Приложение А (рекомендуемое) Конструкция и размеры основных деталей валиков. 10 |
ГОСТ Р 58517-2019
|
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ |
|
ВАЛИКИ МАЛЯРНЫЕ Технические условия Painting rollers. Specifications |
Дата введения - 2020-03-01
1 Область применения
Настоящий стандарт устанавливает требования к валикам малярным (далее - валики), применяемым при производстве малярных работ в строительстве.
Настоящий стандарт не устанавливает конструкции ручки валиков.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9.032 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.104 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы условий эксплуатации
ГОСТ 9.302 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 9.303 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования к выбору
ГОСТ 9.306 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Обозначения
ГОСТ 901 Лаки бакелитовые. Технические условия
ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 2991 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 3811 Материалы текстильные. Ткани, нетканые полотна и штучные изделия. Методы определения линейных размеров, линейной и поверхностной плотностей
ГОСТ 4661 Овчина меховая выделанная. Технические условия
ГОСТ 4784 Алюминий и сплавы алюминиевые деформируемые. Марки
ГОСТ 5959 Ящики из листовых древесных материалов неразборные для грузов массой до 200 кг. Общие технические условия
ГОСТ 6309 Нитки швейные хлопчатобумажные и синтетические. Технические условия
ГОСТ 7016 Изделия из древесины и древесных материалов. Параметры шероховатости поверхности
ГОСТ 7081 Полотна шелковые и полушелковые ворсовые. Общие технические условия
ГОСТ 7417 Сталь калиброванная круглая. Сортамент
ГОСТ 8273 Бумага оберточная. Технические условия
ГОСТ 8828 Бумага-основа и бумага двухслойная водонепроницаемая упаковочная. Технические условия
ГОСТ 9142 Ящики из гофрированного картона. Общие технические условия
ГОСТ 10350 Ящики деревянные для продукции легкой промышленности. Технические условия
ГОСТ 14192 Маркировка грузов
ГОСТ 14955 Сталь качественная круглая со специальной отделкой поверхности. Технические условия
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16338 Полиэтилен низкого давления. Технические условия
ГОСТ 18475 Трубы холоднодеформированные из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 22133 Покрытия лакокрасочные металлорежущего, кузнечно-прессового, литейного и деревообрабатывающего оборудования. Общие требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Технические требования
3.1.1 Валики должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам и образцам-эталонам (эталонным образцам продукции), утвержденным в установленном порядке.
3.1.2 Валики изготовляются следующих типов:
- с меховым покрытием, предназначенные для окраски поверхностей лакокрасочным составом - тип ВМ;
- с меховым покрытием, предназначенные для окраски полов лакокрасочным составом - ВМП;
- с меховым покрытием, предназначенные для окраски вогнутых углов лакокрасочным составом - тип ВМУ;
- с пенополиуретановым покрытием, предназначенные для окраски поверхностей водно-клеевым составом - тип ВП.
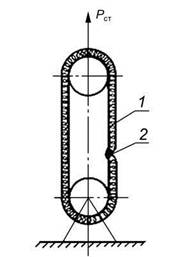
3.1.3 Основные размеры валиков должны соответствовать размерам, приведенным на рисунках 1 - 4 и в таблицах 1, 2.
Конструкция роликов и основные размеры ручек валиков, а также подшипники валика типа ВМУ приведены в приложении А (рисунки А.1 - А.5).
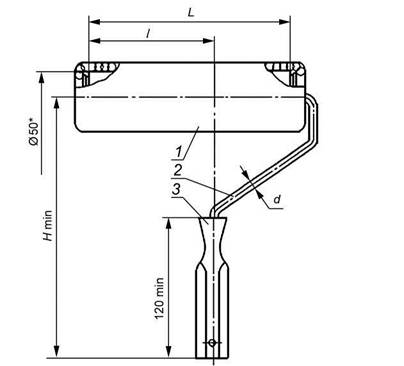
* Условные размеры.
1 - ролик; 2 - кронштейн; 3 - ручка
Рисунок 1 - Валик малярный типа ВМ
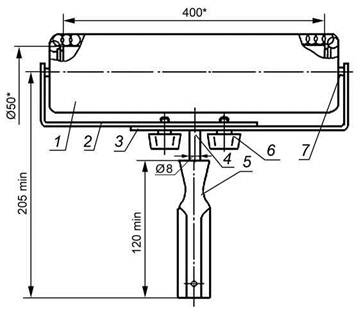
* Условные размеры.
1 - ролик; 2 - кронштейн левый; 3 - кронштейн правый; 4 - стержень; 5 - ручка; 6 - винт; 7 - ось
Рисунок 2 - Валик малярный типа ВМП
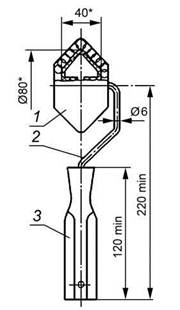
* Условные размеры.
1 - ролик; 2 - кронштейн; 3 - ручка
Рисунок 3 - Валик малярный типа ВМУ
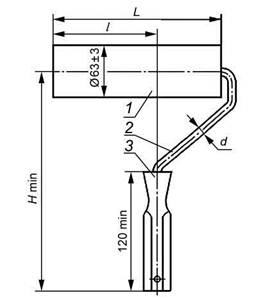
1 - ролик; 2 - кронштейн; 3 - ручка
Рисунок 4 - Валик малярный типа ВП
Таблица 1 - Типоразмеры валиков с меховым покрытием
|
Типоразмер |
L, мм |
l, мм |
H, мм |
d, мм |
|
ВМ 100 |
100 |
50 |
230 |
6 - 8 |
|
ВМ 200 |
200 |
125 |
250 |
8 |
|
ВМ 250 |
250 |
150 |
270 |
Таблица 2 - Типоразмеры валиков с пенополиуретановым покрытием
|
Типоразмер |
L, мм |
l, мм |
H, мм |
d, мм |
|
ВП 100 |
100 |
50 |
230 |
6 - 8 |
|
ВП 200 |
200 |
125 |
250 |
8 |
|
ВП 250 |
250 |
150 |
270 |
3.1.4 Условное обозначение валиков должно состоять из условных обозначений типоразмера и обозначения настоящего стандарта.
Пример - Условные обозначения валиков:
типа ВМУ- ВМУ ГОСТ Р 58517-2019
типоразмера ВМ100 - ВМ100 ГОСТ Р 58517-2019
3.2.1 Меховые покрытия валиков должны изготовляться из однородного материала с одинаковой высотой ворса.
Высота ворса мехового покрытия должна быть от 8 до 25 мм.
3.2.2 Допустимое количество лоскутов в одном меховом покрытии в зависимости от типа или типоразмера валика, материала покрытия и высоты ворса не должно превышать значений, указанных в таблице 3.
Таблица 3 - Количество лоскутов в одном меховом покрытии валика и высота ворса
|
Тип или типоразмер |
Допустимое количество лоскутов |
Высота ворса, мм |
|
|
Натуральный мех |
Искусственный мех |
||
|
ВМ 100 |
2 |
1 |
8 - 11 |
|
3 |
2 |
12 - 25 |
|
|
ВМ 200 |
4 |
2 |
8 - 11 |
|
6 |
4 |
12 - 25 |
|
|
ВМ 250 |
4 |
2 |
8 - 11 |
|
6 |
6 |
12 - 25 |
|
|
ВМП |
4 |
2 |
8 - 11 |
|
6 |
6 |
12 - 25 |
|
|
ВМУ |
1 |
1 |
8 - 25 |
3.2.3 Меховые покрытия должны быть сшиты хлопчатобумажными нитками с номерами 10, 20, 30 или 40 трех или шести сложений по ГОСТ 6309. Допускается применение других ниток с меньшим числом сложений, обеспечивающих аналогичную прочность.
Меховое покрытие валиков типов ВМП и ВМ, за исключением ролика валика типа ВМ исполнения 1, указанного в приложении А, должно быть сшито по винтовой линии относительно оси ролика.
3.2.4 Швы должны выдерживать разрывную нагрузку 98 Н (10 кгс) на длине шва 50 мм.
3.2.5 Высота шва должна быть: от 2 до 3 мм - для натурального меха; от 3 до 5 мм - для искусственного.
3.2.6 Соединение мехового покрытия валика типа ВМ с корпусом из картона должно производиться методом наклеивания полоски меха встык по винтовой линии при помощи эпоксидной смолы. Допускается зазор между полосками или нахлест полосок не более 1,5 мм.
3.2.7 Покрытие для валиков типа ВП должно изготовляться из сплошного куска пенополиуретана. Клеевые и сварные соединения не допускаются.
3.2.8 Стержень и ось валика типа ВМП должны соединяться с кронштейном электродуговой или газовой сваркой сплошным швом. Сварное соединение должно выдерживать усилие на разрыв не менее 245 Н (25 кгс).
3.2.9 Соединение кронштейна или стержня с ручкой должно выдерживать усилие на разрыв не менее 147 Н (15 кгс) и сопротивление крутящему моменту не менее 9,8 Нм (1 кгсм).
3.2.10 Сопряжение подшипников с кронштейном или осями должно обеспечивать свободное вращение ролика.
3.2.11 Способ крепления покрытия должен обеспечивать равномерное и плотное его прилегание к корпусу валиков типов ВМ, ВМП или к подшипникам валиков типов ВМУ и ВП.
3.2.12 Допуск крутости корпуса валиков типов ВМ и ВМП - 1 мм.
3.2.13 Пластмассовые детали не должны иметь грата, вздутий, коробления, сколов, трещин, раковин, холодных стыков.
3.2.14 Пластмассовые ручки могут иметь фактурную поверхность.
3.2.15 Металлические детали валиков должны иметь покрытие согласно ГОСТ 9.306.
Покрытие должно соответствовать ГОСТ 9.303 для группы условий эксплуатации 3 по ГОСТ 15150. Допускается применение лакокрасочного покрытия.
3.2.16 Лакокрасочное покрытие должно соответствовать классу V по ГОСТ 9.032, условия эксплуатации - группе У1 по ГОСТ 9.104.
3.3 Требования к сырью и материалам
3.3.1 Покрытие для валиков типов ВМ, ВМП и ВМУ должно изготовляться из меховой выделанной овчины по ГОСТ 4661, шелковой ткани с ворсом из химических нитей и пряжи по ГОСТ 7081 или из искусственного трикотажного меха, или тканевязанных ворсовых рукавов, выпускаемых по технической документации, утвержденной в установленном порядке.
3.3.2 Покрытие для валиков типа ВП должно изготовляться из пенополиуретана марки ППУ25-1,8 или ППУ25-3,2 по технической документации производителя.
3.3.3 Корпуса валиков типов ВМ, ВМП и ВМУ должны изготовляться из полиэтилена высокой плотности по ГОСТ 16338 или алюминиевых сплавов марки Д1 или Д16 по ГОСТ 4784. Сортамент труб из алюминиевых сплавов - по ГОСТ 18475.
3.3.4 Подшипники должны изготовляться из полиэтилена высокой плотности по ГОСТ 16338 или из стали марок 08кп, 08пс, 08, 10пс, 10, 15кп, 15пс, 15 по ГОСТ 1050, или из алюминиевых сплавов марки Д1 или Д16 по ГОСТ 4784.
3.3.5 Ручки валиков должны изготовляться из полиэтилена высокой плотности по ГОСТ 16338.
3.3.6 Корпуса, ручки и подшипники валиков допускается изготовлять из других ударопрочных пластмасс, физико-химические свойства которых не ниже, чем у полиэтилена по ГОСТ 16338. Корпуса валиков допускается изготовлять из картона с пропиткой в эпоксидной смоле или бакелитовом лаке марки ЛБС-3 по ГОСТ 901.
3.3.7 Кронштейны, стержни и оси должны изготовляться из стали любых марок по ГОСТ 1050. Сортамент стали для изготовления кронштейнов валиков типов ВМ, ВП, ВМУ, а также стержней и осей валика ВМП - по ГОСТ 7417 или ГОСТ 14955. Качество отделки поверхности - Д, точность изготовления - по пятому классу ГОСТ 14955.
3.3.8 Поверхностная плотность шелковой ткани с ворсом из химических нитей и пряжи должна быть не менее 500 г/м3.
В комплект валика должны входить от двух до пяти запасных покрытий.
На каждом валике должны быть нанесены:
- товарный знак предприятия-изготовителя (при наличии);
- тип или типоразмер валика.
Примечание - Способ нанесения указанных маркировочных знаков должен обеспечивать их сохранность в течение всего срока службы валика.
3.6.1 Валики с запасными покрытиями должны быть плотно уложены в ящики по ГОСТ 2991, ГОСТ 5959, ГОСТ 10350 или ГОСТ 9142. Ящики внутри должны быть выложены упаковочной двухслойной по ГОСТ 8828 или оберточной по ГОСТ 8273 бумагой. Допускается другая упаковка, обеспечивающая сохранность валиков от механических повреждений и воздействия влаги во время транспортирования и хранения.
При упаковке валиков из натурального меха каждый ряд валиков должен быть обработан любым препаратом против моли.
3.6.2 В транспортную тару должен быть вложен упаковочный лист (вкладыш) со следующей информацией:
- наименование предприятия-изготовителя;
- условное обозначение изделий;
- число изделий;
- штамп технического контроля;
- дата выпуска.
3.6.3 Маркировка транспортной тары - по ГОСТ 14192.
4 Правила приемки
4.1 Приемку и поставку валиков осуществляют партиями.
Объем партии устанавливают по соглашению сторон. Партия должна состоять из валиков одного типа или типоразмера, изготовленных из одних и тех же материалов, обработанных по одному технологическому процессу и одновременно предъявленных к приемке по одному документу.
4.2 При проверке валиков на соответствие требованиям 3.1.1, 3.1.3, 3.2.1 - 3.2.3, 3.2.5 - 3.2.7, 3.2.10 - 3.2.16 применяют двухступенчатый контроль в соответствии с таблицей 4.
Таблица 4 - Двухступенчатый контроль качества валиков
|
Объем партии валиков, шт. |
Ступени контроля |
Объем одной выборки валиков, шт. |
Объем двух выборок валиков, шт. |
Приемочное число |
Браковочное число |
|
51 - 90 |
Первая |
8 |
16 |
0 |
2 |
|
Вторая |
1 |
2 |
|||
|
91 - 150 |
Первая |
13 |
26 |
0 |
3 |
|
Вторая |
3 |
4 |
|||
|
151 - 280 |
Первая |
20 |
40 |
1 |
4 |
|
Вторая |
4 |
5 |
|||
|
281 - 500 |
Первая |
32 |
64 |
2 |
5 |
|
Вторая |
6 |
7 |
|||
|
501 - 1200 |
Первая |
50 |
100 |
3 |
7 |
|
Вторая |
8 |
9 |
4.3 Партию валиков принимают, если количество дефектных валиков в первой выборке меньше или равно приемочному числу, и бракуют без назначения второй выборки, если количество дефектных валиков больше или равно браковочному числу.
Если количество дефектных валиков в первой выборке больше приемочного числа, но меньше браковочного, проводят вторую выборку.
Партию валиков принимают, если количество дефектных валиков в двух выборках меньше или равно приемочному числу, и бракуют, если количество валиков в двух выборках больше или равно браковочному числу.
Валики должны подвергаться периодическим испытаниям на соответствие 3.2.4, 3.2.8, 3.2.9, 3.3.8 не реже двух раз в год. При этом для испытаний отбирают от партии не менее пяти валиков.
Периодические испытания проводят также при замене применяемых материалов.
Если при проверке отобранных образцов хотя бы один валик не будет удовлетворять требованиям, указанным в 3.2.4, 3.2.8, 3.2.9, 3.3.8, следует проводить повторные испытания удвоенного количества изделий, отобранных из той же партии.
При неудовлетворительных результатах повторной проверки партия валиков приемке не подлежит.
4.4 Потребитель имеет право проводить контрольную проверку качества валиков, применяя при этом методы испытаний, установленные настоящим стандартом.
5 Методы испытаний
5.1 Линейные размеры валиков должны проверяться при помощи измерительных средств с допустимой погрешностью ±0,1 мм или шаблоном. Диаметр кронштейна и допуск крутости корпуса проверяют при помощи измерительных средств с погрешностью ±0,1 мм.
5.2 Контроль на соответствие требованиям, приведенным в 3.1.1 (в части образцов-эталонов), 3.2.1 (за исключением высоты ворса), 3.2.2, 3.2.3, 3.2.6, 3.2.7, 3.2.13 - 3.2.15, осуществляют визуально - методом сравнения с образцом-эталоном.
1 - образец покрытия; 2 - шов
Рисунок 5 - Схема поверки
5.3 Качество шва (см. 3.2.4) проверяют на вырезанной из мехового покрытия части этого покрытия шириной 50 мм. Проверку осуществляют при помощи динамометра общего применения 2-го класса точности методом приложения статической нагрузки в течение 1 мин по схеме, указанной на рисунке 5. Разрыв основания меха по шву не допускается.
5.4 Прочность сварных соединений на соответствие требованиям 3.2.8 проверяют при помощи динамометра общего применения второго класса точности методом приложения статической нагрузки в течение 1 мин.
5.5 Прочность соединения кронштейна или стержня с ручкой (см. 3.2.9) проверяют на специальных приспособлениях при помощи динамометра общего применения второго класса точности методом приложения статической нагрузки в течение 1 мин.
5.6 Качество сборки валиков на соответствие 3.2.10, 3.2.11 проверяют методом прокатки ролика без приложения дополнительного усилия по деревянной доске шероховатостью Rz 500 мкм по ГОСТ 7016. Ролик валика должен свободно вращаться без проскальзывания, а покрытие должно оставаться закрепленным корпусом и подшипником.
5.7 Поверхностная плотность ткани на соответствие требованиям 3.3.8 должна проверяться по ГОСТ 3811 в случае, если ее значение не установлено в нормативных документах на конкретный вид ткани.
5.8 Контроль металлических и неметаллических неорганических покрытий - по ГОСТ 9.302. Требования к внешнему виду лакокрасочных покрытий - по ГОСТ 22133.
6 Транспортирование и хранение
6.1 Упакованные валики допускается перевозить транспортом любого вида при обеспечении мер, предохраняющих валики от механических повреждений и воздействия влаги.
6.2 Хранение валиков - по группе условий хранения 2 ГОСТ 15150.
Приложение А
(рекомендуемое)
Конструкция и размеры основных деталей валиков
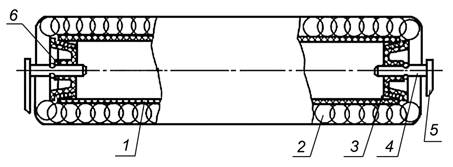
Ролик валика типа ВМ
Исполнение 1
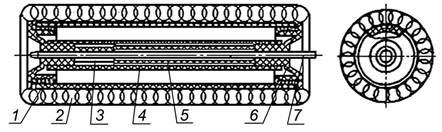
1 - корпус; 2 - покрытие; 3 - разрезная втулка; 4 - трубка; 5 - втулка; 6 - подшипник; 7 - кронштейн
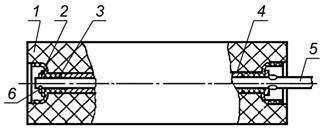
Исполнение 2
1 - корпус; 2 - покрытие; 3 - подшипник; 4 - шайба; 5 - кронштейн; 6 - шплинт
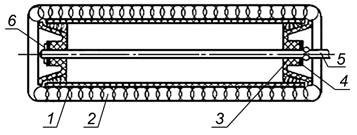
Исполнение 3
1 - корпус; 2
- покрытие; 3 - правый подшипник; 4 - шайба; 5 -
кронштейн; 6 - заглушка; 7 - стопорная шайба;
8 - левый подшипник; 9 - упорная шайба
Рисунок А.1 - Ролик валика типа ВМ
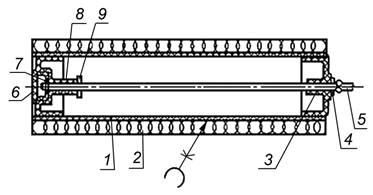
Ролик валика типа ВМП
1 - корпус; 2 - покрытия; 3 - подшипник; 4 - ось; 5 - кронштейн; 6 - шайба
Рисунок А.2 - Ролик валика типа ВМП
Ролик валика типа ВП
1 - покрытие; 2 - шайба; 3 - подшипник; 4 - трубка; 5 - кронштейн; 6 - шплинт
Рисунок А.3 - Ролик валика типа ВП
Подшипник валика типа МВУ
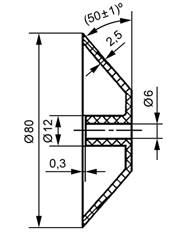
Рисунок А.4 - Подшипник валика типа ВМУ
Ручка
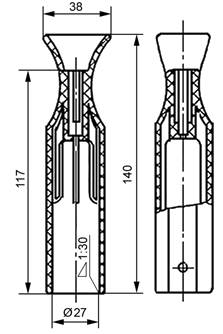
Рисунок А.5 - Ручка валика
Ключевые слова: валики малярные, технические требования