Технический
комитет по стандартизации
«Трубопроводная арматура и сильфоны» (ТК259)
Закрытое
акционерное общество «Научно-производственная фирма
«Центральное конструкторское бюро арматуростроения»

СТАНДАРТ ЦКБА
СТ ЦКБА 114-2014
Арматура трубопроводная общесудовая
ПОРЯДОК ПРОВЕДЕНИЯ РАБОТ
ПО ДОПУСКУ В ЭКСПЛУАТАЦИЮ АРМАТУРЫ
С ИСТЕКШИМИ СРОКАМИ ХРАНЕНИЯ
НПФ
«ЦКБА»
2014
Предисловие
1 РАЗРАБОТАН Закрытым акционерным обществом «Научно-производственная фирма «Центральное конструкторское бюро арматуростроения» (ЗАО «НПФ «ЦКБА»)
2 УТВЕРЖДЕН И ВВЕДЁН В ДЕЙСТВИЕ приказом ЗАО «НПФ «ЦКБА» от 23.06.2014 № 33А
3 СОГЛАСОВАН:
Техническим комитетом по стандартизации «Трубопроводная арматура и сильфоны» (ТК 259);
Представителем заказчика 1014.
4 ВВЕДЕН ВПЕРВЫЕ.
СОДЕРЖАНИЕ
|
СТАНДАРТ ЦКБА |
|
Арматура трубопроводная общесудовая ПОРЯДОК
ПРОВЕДЕНИЯ РАБОТ |
Дата введения 01.07.2014
1 Область применения
Настоящий стандарт распространяется на трубопроводную арматуру (далее -арматуру) общесудовых систем, находящуюся на хранении и устанавливает порядок и методику выполнения работ по допуску в эксплуатацию арматуры с истекшими сроками хранения.
Настоящий стандарт распространяется на арматуру всех видов и типов.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие нормативные документы:
ГОСТ Р 8.568-97 Государственная система обеспечения единства измерений. Аттестация испытательного оборудования. Основные положения
ГОСТ Р 52720-2007 Арматура трубопроводная. Термины и определения
ГОСТ Р 53402-2009 Арматура трубопроводная. Методы контроля и испытаний
ГОСТ Р 53672-2009 Арматура трубопроводная. Общие требования безопасности
ОСТ 5Р.5571-2010 Арматура общесудовых систем. Общие технические условия
ОСТ 5.9646-85 Единая система защиты от коррозии и старения. Арматура судовая. Консервация и расконсервация (до монтажа). Типовые технологические процессы
РД 5.9578-84 Отливки судовые из цветных сплавов. Исправление дефектов отливок заваркой. Типовой технологический процесс
СТ ЦКБА 059-2008 Арматура трубопроводная. Антифрикционные смазки. Область применения, нормы расхода и методы нанесения
3 Термины, определения и сокращения
3.1 В настоящей стандарте использованы термины по ГОСТ Р 52720, а также следующие термины с соответствующими определениями:
3.1.1 срок хранения: Календарная продолжительность хранения арматуры, в течение которой сохраняются в заданных пределах значения параметров, характеризующих способность арматуры выполнять заданные функции.
Примечание - По истечении срока хранения арматура должна соответствовать требованиям безотказности, долговечности и ремонтопригодности, установленным нормативной и технической документацией на арматуру.
3.1.2 дефект: Каждое отдельное несоответствие арматуры установленным требованиям.
3.1.3 дефектация: Выявление дефектов (несоответствий установленным требованиям).
Примечания:
1) Различают две стадии дефектации - дефектация арматуры в сборе и после ее разборки.
2) Несоответствия (дефекты) (далее - несоответствия) подразделяются на устранимые и неустранимые.
3.1.4 назначенный срок службы: Календарная продолжительность эксплуатации, при достижении которой эксплуатация арматуры должна быть прекращена независимо от ее технического состояния.
3.1.5 назначенный ресурс: Суммарная наработка, при достижении которой эксплуатация арматуры должна быть прекращена независимо от ее технического состояния.
3.1.6 назначенный срок хранения: Календарная продолжительность хранения, при достижении которой хранение арматуры должно быть прекращено независимо от её технического состояния.
Примечание к терминам «назначенный ресурс», «назначенный срок службы», «назначенный срок хранения» - По истечении назначенного срока службы (ресурса) арматура должна быть изъята из эксплуатации, проведена ее проверка и должно быть принято решение, предусмотренное соответствующей нормативной документацией: направление в ремонт, списание, или продолжение эксплуатации с установлением нового назначенного срока службы (ресурса).
3.1.7 заказчик работ: Предприятие (организация), производящее ремонт или строительство корабля.
3.1.8 исполнитель работ: Предприятие, имеющее соответствующее разрешение на ремонт и испытания арматуры, необходимые технические и технологические возможности проведения соответствующих работ, стендовую базу, персонал, имеющий необходимую квалификацию для качественного выполнения работ.
3.1.9 специализированная организация: Организация, имеющая необходимую лицензию на право проведения экспертных работ в области промышленной безопасности, соответствующую квалификацию и опыт по установлению и продлению назначенных показателей (срока службы, ресурса).
3.2 В настоящем стандарте применены следующие сокращения:
ВП МО РФ - военное представительство Министерства обороны РФ;
КД - конструкторская документация;
ПС - паспорт;
РД - ремонтная документация;
РТИ - резиново-технические изделия;
РЭ - руководство по эксплуатации;
УЗД - ультразвуковая дефектоскопия;
ЭД - эксплуатационная документация.
4 Общие положения
4.1 Работа по переводу арматуры с истекшими сроками хранения, истекшими назначенными сроками хранения (далее - срок хранения) из этапа хранения в режим эксплуатации (далее - работа) заключается в оценке технического состояния арматуры и определении возможности допуска в эксплуатацию в составе общесудовых технологических систем и трубопроводов.
4.2 Задачами работ по переводу арматуры с истекшими сроками хранения из этапа хранения в режим эксплуатации являются:
1) дефектация, устранение несоответствий (в случае необходимости) и испытания арматуры;
2) обоснование возможности эксплуатации арматуры, с установлением новых назначенных показателей (срока службы, ресурса).
4.3 Заказчик работ составляет Перечень необходимой к поставке арматуры.
4.4 Исполнитель работ на основании Перечня необходимой к поставке арматуры составляет Перечень арматуры, подлежащей переводу из этапа хранения в режим эксплуатации. Рекомендуемая форма «Перечня арматуры ...» приведена в приложении А.
4.5 Работы проводятся по Программе, которая разрабатывается специализированной организацией, согласовывается с Исполнителем работ и представителями ВП МО РФ при предприятии-разработчике Программы работ и при Исполнителе работ.
4.6 Исполнитель работ осуществляет комплекс мероприятий, связанных с обеспечением требуемых характеристик изделий, необходимых для перевода изделий в режим эксплуатации (дефектацию, устранение выявленных несоответствий, испытания, оформление необходимой эксплуатационной документации).
4.7 При необходимости, Исполнитель работ для выполнения дефектации, устранения несоответствий и испытаний арматуры может привлекать к работам в качестве соисполнителей предприятия, удовлетворяющие требованиям к Исполнителю работ.
4.8 Испытания арматуры проводят согласно «Перечню параметров испытаний ...», разрабатываемому специализированной организацией и согласуемому с Исполнителем работ и с Представителем ВП МО РФ при Исполнителе работ. Форма «Перечня параметров испытаний ...» приведена в Приложении Б.
4.9 Установление новых назначенных показателей осуществляется специализированной организацией.
5 Порядок проведения работ
5.1 Основанием для начала работ по переводу арматуры с истекшими сроками хранения из этапа хранения в режим эксплуатации является контракт (договор) на выполнение работ, согласованный ВП МО РФ при Исполнителе работ.
5.2 Исполнитель работ заключает контракты (договоры) с соисполнителями работ.
5.3 Исполнитель работ формирует комиссию, под руководством которой выполняются работы. В комиссию, в общем случае, могут входить:
- представитель предприятия Исполнителя работ - председатель комиссии;
- представитель специализированной организации;
- представитель ВП МО РФ при Исполнителе работ (по согласованию);
- представители других заинтересованных организаций (по согласованию).
Персональный состав комиссии формирует Исполнитель работ.
Приказ о создании комиссии подписывается руководителем предприятия Исполнителя работ.
5.4 «Программа работ ...» должна предусматривать:
- состав комиссии, под наблюдением которой проводятся работы;
- порядок и последовательность проведения работ;
- методику проведения работ, в том числе, содержащую нормы оценки качества выполненных работ;
- требования к отчетной документации.
5.5 Работы, в общем случае, проводят в следующей последовательности:
1) анализ технической документации;
2) анализ условий хранения;
3) очистка и расконсервация;
4) входной контроль, в том числе:
- осмотр (визуальный контроль);
- испытания;
5) разборка и дефектация изделий, не прошедших входной контроль;
6) устранение несоответствий;
7) сборка арматуры;
8) приемо-сдаточные испытания;
9) окраска, консервация и упаковка;
10) установление назначенных показателей;
11) оформление отчётных документов.
В зависимости от состояния арматуры, её конструкции и комплектности отдельные этапы проведения работ, по решению комиссии, можно объединять, исключать, или, при необходимости, включать другие этапы.
Состав и последовательность работ приведены на рисунке 1.
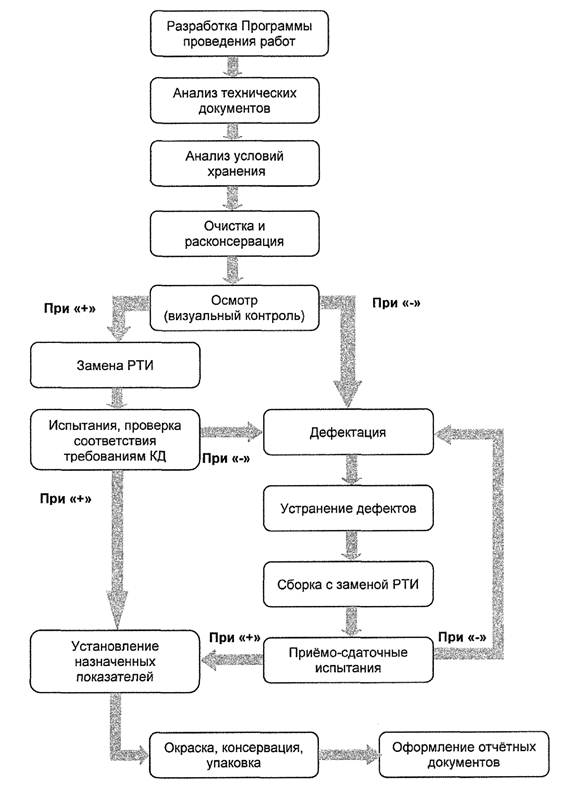
Примечание - Условные обозначения:
« + » - положительный результат;
«-»- отрицательный результат.
Рисунок 1 - Блок-схема проведения работ
6 Методика проведения работ
6.1 Анализ технической документации
При анализе технической документации проверяется наличие паспортов (ПС), руководств (инструкций) по эксплуатации (РЭ) и другой документации, поставляемой с арматурой (ведомость ЗИП, чертежи, ремонтная документация (РД) и др.).
Документация должна быть изучена персоналом, выполняющим входной контроль (осмотр), разборку, дефектацию, устранение несоответствий, сборку и испытания арматуры для учёта особенностей конструкции и параметров испытаний каждой единицы арматуры.
При анализе технической документации обращается внимание на наличие информации:
- об изготовителе (поставщике) арматуры;
- о дате изготовления;
- о сроках хранения;
- об условиях хранения и данных о консервации (способ, сроки консервации и переконсервации).
При отсутствии информации об изготовителе (поставщике) арматуры, его необходимо установить на основании анализа маркировки, банка данных ЦКБА или каталогов по трубопроводной арматуре.
При отсутствии информации о сроках хранения и требуемых условиях хранения, их необходимо принять в соответствии с ОСТ 5Р.5571.
6.2 Анализ условий хранения
При анализе условий хранения проверяют:
- соответствие условий хранения требованиям, установленным в эксплуатационной, технической или нормативной документации;
- состояние упаковки (нарушена, не нарушена);
- наличие пломбировки;
- комплектность, в т.ч. наличие сопроводительной документации;
- состояние консервации и арматуры при вскрытии упаковки.
6.3 Очистка и расконсервация
Перед осмотром арматура должна быть очищена от грязи и отслоившейся краски. Расконсервацию арматуры проводят снятием имеющихся заглушек из патрубков и удалением консервационной смазки с подвижных наружных поверхностей и внутренних полостей арматуры. Удаление консервационной смазки рекомендуется выполнять чистой ветошью смоченной в бензине.
Технологические процессы расконсервации - в соответствии с ОСТ 5.9646.
6.4 Входной контроль
6.4.1 Осмотр (визуальный контроль)
После очистки и расконсервации комиссия проводит осмотр (визуальный контроль) внешней и внутренней поверхностей арматуры.
При осмотре проверяют:
- комплектность;
- наличие и данные маркировки;
- качество наружной поверхности корпусных деталей, в том числе:
а) отсутствие трещин, вмятин, раковин, сколов и других дефектов;
б) отсутствие следов коррозии;
в) целостность и качество лакокрасочного покрытия;
- качество внутренней поверхности арматуры, в том числе:
а) отсутствие следов коррозии;
б) качество уплотнительных поверхностей (отсутствие следов коррозии, рисок, раковин);
в) возможность свободного и плавного движения шпинделя (штока) с помощью узлов управления.
Арматура, к которой по результатам осмотра нет замечаний, по решению комиссии, направляется для дальнейшего контроля на испытания. До проведения испытаний производится замена РТИ арматуры.
Арматура, у которой по результатам осмотра обнаружены несоответствия, направляется для разборки и дефектации. Обнаруженные несоответствия отражают в ведомости несоответствий и акте дефектации как указано в 6.8.
Объем разборки, дефектации и испытаний определяет комиссия в зависимости от наличия и результатов анализа технической документации, условий хранения, технического состояния арматуры и статистической информации об эксплуатации аналогичной арматуры из банка данных ЦКБА и других источников.
6.4.2 Испытания
6.4.2.1 Испытания проводят согласно Перечню параметров испытаний.
6.4.2.2 Объем испытаний в общем случае включает:
- испытания на прочность, плотность металла и сварных соединений, работающих под давлением;
- испытания на герметичность по отношению к внешней среде по подвижным и неподвижным соединениям;
- испытания на герметичность затвора;
- испытания на функционирование (работоспособность).
6.4.2.3 Обслуживающий персонал испытательных стендов должен пройти обучение, иметь удостоверения на допуск и должен быть допущенным к эксплуатации стенда приказом руководителя предприятия.
6.4.2.4 Методика испытаний - в соответствии с РЭ конкретной арматуры, а при ее отсутствии - в соответствии с ОСТ 5Р.5571 и (или) ГОСТ Р 53402, в части, не противоречащей ОСТ 5Р.5571.
6.4.2.5 При гидравлических и пневматических испытаниях применяются гидравлические и пневматические стенды для испытаний и настройки запорной, обратной, предохранительной и регулирующей арматуры.
Испытательные стенды должны обеспечивать условия испытаний, установленные технической документацией.
Испытательное оборудование не должно оказывать на изделие механического (силового) воздействия от крепежных и установочных элементов, не предусмотренного РЭ и (или) иных документах (технологических документах, рабочих инструкциях и т.д.) содержащих требования к испытаниям.
Испытания следует проводить в условиях, обеспечивающих чистоту изделий и параметры испытательных сред с соблюдением охраны труда и требований безопасности.
Параметры средств измерения и испытательных стендов должны соответствовать параметрам, указанным в ПС или другой технической документацией на это оборудование.
Испытательные стенды и испытательное оборудование должны быть аттестованы в соответствии с требованиями ГОСТ Р 8.568.
6.4.2.6 При всех видах испытаний следует применять средства измерения, имеющие действующие клейма, и (или) действующие документы (свидетельства о поверке или о калибровке).
Средства измерения, применяемые при испытаниях, должны обеспечивать установленные в РЭ погрешности измерений контролируемых параметров. При проведении испытаний погрешность измерений применяемых средств измерения не должна превышать, (если в РЭ не указано иное):
±2,5 % - при измерении давлений;
±1,5 % - при измерении температуры;
±2,0 % - при измерении времени;
±5,0 % - при измерении утечки.
Для контроля давления следует применять манометры, имеющие одинаковую точность во всем диапазоне измерения. Контролируемые значения давлений должны находиться в пределах второй трети шкалы показаний манометра.
6.4.2.7 Результаты испытаний оформляют актом. Рекомендуемая форма акта испытаний приведена в приложении В.
6.4.2.8 Арматура, не выдержавшая испытания, направляется для дефектации и устранения несоответствий с последующими повторными испытаниями. Арматура, у которой устранение несоответствий невозможно или нецелесообразно, бракуется (подлежит утилизации).
6.4.2.9 Арматура, успешно прошедшая испытания, перед отправкой потребителю, должна быть окрашена и законсервирована в соответствии с ОСТ 5.9646.
6.5 Разборка арматуры
6.5.1 Работы по разборке арматуры проводят в специальных помещениях с оборудованием и инструментом, необходимыми для проведения ревизии.
6.5.2 Перед разборкой арматуры необходимо ознакомиться с РЭ, инструкциями и чертежами, которые имеются по данной арматуре, а также проверить ее комплектность и только после этого приступить к разборке.
6.5.3 При разборке арматуры на узлы и детали производится контроль и сортировка ее деталей на следующие группы:
- годные - не имеющие поврехедений, влияющих на работу арматуры, сохранившие свои первоначальные размеры в пределах поля допуска по чертежу;
- требующие ремонта - имеющие повреждения, устранение которых технически возможно и экономически целесообразно;
- негодные - подлежащие замене, имеющие повреждения, устранение которых либо невозможно по техническим причинам, либо экономически нецелесообразно.
Одновременно выявляются по каждому узлу отсутствующие детали.
6.5.4 При разборке ряда узлов (изделий) детали каждого узла (изделия) должны маркироваться и складываться в отдельные ящики. Когда важно выдержать взаимное расположение деталей, следует ставить метки, чтобы зафиксировать нужное положение. Маркировка проводится по технологии, принятой у Исполнителя работ.
6.6 Очистка и промывка деталей перед дефектацией
6.6.1 Очистка деталей после разборки узлов необходима для их осмотра и выявления дефектов: трещин, задиров, царапин, коррозии, выкрашивания металла, а также для дальнейшей технологической обработки или консервации.
6.6.2 Детали подвергаются промывке для очистки от грязи, посторонних включений, масла. Промывка осуществляется на оборудовании и по технологии, принятой у Исполнителя работ.
6.7 Методы выявления несоответствий
6.7.1 Дефектацию осуществляет комиссия с привлечением необходимых специалистов по соответствующим ее разделам.
Выявление несоответствий, имеющихся в деталях, проводят с целью рассортировки деталей на годные, негодные и требующие ремонта, а также для уточнения объема работ, предусмотренного ведомостью дефектов.
При дефектации производится внешний (визуальный) осмотр для выявления видимых повреждений (трещин, поломок и т.п.).
Объем работ по дефектации определяет комиссия с учётом результатов визуального осмотра узлов и деталей изделия.
Дефектация, в общем случае, может включать в себя:
а) обмер отдельных узлов и деталей изделия;
б) контроль деталей с применением методов неразрушающего контроля;
в) составление ведомости выявленных дефектов.
6.7.2 При визуальном и измерительном контроле должны применяться поверенные средства измерений и вспомогательные устройства.
Верхний предел измерений должен выбираться в соответствии с измеряемыми параметрами.
6.8 Составление ведомости несоответствий и акта дефектации
В ведомости несоответствий подробно перечисляются несоответствия арматуры в целом, каждого узла в отдельности и каждой детали, подлежащей восстановлению и устранению несоответствий. Рекомендуемая форма ведомости несоответствий приведена в таблице 2.
Таблица 2 - Ведомость несоответствий
|
Дата |
Вид ремонта |
Наименование арматуры |
Изготовитель |
Шифр |
Материал |
Ремонтный персонал |
||||||
|
Наименование узлов и деталей, подлежащих замене или ремонту |
Номера детали и чертежа |
Количество деталей |
Описание несоответствий узлов и деталей |
Перечень работ, выполняемых при ремонте |
Наименование |
Марка |
Масса, кг |
Слесари |
||||
|
Норма- ч |
Разряд работы |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
Результаты дефектации оформляются актом. Рекомендуемая форма акта дефектации приведена в приложении Г.
6.9 Устранение несоответствий
6.9.1 Организация работ
6.9.1.1 Для проведения работ по устранению несоответствий должна быть использована КД. При её отсутствии или при необходимости разрабатывается РД.
6.9.1.2 Сдача арматуры для устранения несоответствий и ее приемка осуществляются в порядке, установленном у Исполнителя работ.
6.9.1.3 Все материалы и полуфабрикаты, применяемые при замене (ремонте) деталей и узлов арматуры, должны соответствовать материалам, указанным в КД, ЭД или РД.
Применение материалов, не указанных в КД, ЭД, РД или в настоящем стандарте, должно быть согласовано с разработчиками КД или специализированной организацией.
Материалы, применяемые при ремонте, должны иметь сертификаты. При отсутствии сертификатов на материалы их качество должно быть удостоверено лабораторными анализами и испытаниями.
Все легированные стали, используемые для изготовления деталей, даже при наличии сертификатов поставщиков подвергаются дополнительному контролю методом спектрального анализа (стилоскопированию).
Электроды, применяемые при сварочных и наплавочных работах, должны соответствовать маркам, указанным в технической документации предприятия-изготовителя. Качество электродов должно быть подтверждено сертификатом.
Перед выполнением сварных соединений электроды должны быть проверены на свариваемость с основным металлом на пробах.
6.9.2 Способы устранения несоответствий
6.9.2.1 Дефекты, подлежащие исправлению сваркой, удаляются механическим способом. Поверхность разделанного углубления не должна иметь острых углов и заусенцев. Основание выборки на всем протяжении должно иметь плавное очертание окружности.
6.9.2.2 Исправления дефектов корпусных деталей (но не более четырех исправлений на одну деталь) путем заварки одного и того же дефектного места разрешается производить не более двух раз.
Заварку дефектных мест деталей из цветных сплавов следует производить в соответствии с РД 5.9578.
При визуальном обнаружении дефектов в сварном шве корпуса необходимо произвести УЗД всего шва и прилегающего к нему основного металла шириной 20 мм с двух сторон от границы по всей длине шва.
6.9.2.3 На поверхностях кованых и штампо-сварных корпусов допускаются без зачистки отдельные местные вмятины, риски и тому подобные дефекты, если глубина их залегания не превышает 2,5 % толщины стенки.
6.9.2.4 Дефекты уплотнительных мест фланцевых соединений корпуса с крышкой глубиной до 1,5 мм допускается устранять проточкой; дефекты, превышающие 1,5 мм, следует устранять наплавкой с последующей механической обработкой. Предельные отклонения и шероховатость поверхности посадочных мест должны соответствовать требованиям чертежей.
6.9.2.5 Торцы патрубков корпусов после ремонта должны быть перпендикулярны к его горизонтальной оси. Неперпендикулярность не должна превышать 1 % внутреннего диаметра.
6.9.2.6 Кольца и диски задвижек, а также пробки проходных кранов должны быть притерты. Риски на торцах квадратов пробковых проходных кранов и шпинделей регулировочных кранов должны соответствовать направлению прохода среды.
6.9.2.7 Сальники у задвижек, клапанов и кранов должны быть плотно набиты и уплотнены.
6.9.2.8 Материал уплотнения затворов должен быть проверен на соответствие транспортируемой среде.
6.9.2.9 У арматуры после длительного хранения мягкие уплотнения и сальниковая набивка подлежат замене.
6.9.2.10 Результаты работ по устранению несоответствий отражаются в Протоколе устранения несоответствий. Протокол устранения несоответствий оформляется по форме принятой у Исполнителя работ.
6.10 Сборка арматуры
6.10.1 Размеры, допуски и шероховатость поверхностей деталей после ремонта должны соответствовать указаниям КД или РД.
Перед сборкой проводится проверка смазки в подшипниковых узлах, смазка штоков и подшипников. Тип смазки должен соответствовать указанному в КД (чертежах), либо выбран для заданных условий эксплуатации по СТ ЦКБА 059.
6.10.2 Сборка арматуры производится в соответствии с КД или РД.
В процессе сборки должны быть проведены:
- замена мягких уплотнений;
- замена других деталей, остаточный ресурс которых в момент поставки в эксплуатацию будет меньше, чем задано для поставляемого изделия;
- проверка и притирка уплотнительных поверхностей;
- смазывание ходовой части.
6.10.3 Новая сальниковая набивка, предпочтительно, должна соответствовать заменяемой. При отсутствии аналогичной рекомендуется применять набивки с учетом рабочей среды, на которой будет работать арматура, например, для морской воды:
- набивка сальниковая АФ-1 (пропитанная суспензией фторопласта) представляет собой эластичный шнур квадратного сечения, сплетенный из асбестовой нити, пропитанный суспензией фторопласта.
- набивка сальниковая АФТ (пропитанная фторопластовой суспензией с тальком) представляет собой эластичный шнур квадратного или прямоугольного сечения, сплетенный из асбестовой нити, пропитанный суспензией фторопласта с тальком.
6.11 Приемо-сдаточные испытания
6.11.1 Арматура после устранения несоответствий подвергается приемосдаточным испытаниям в объеме указанном в 6.4.2.
6.11.2 Арматура, не выдержавшая испытания, возвращается для повторного устранения дефектов, либо, по решению комиссии, бракуется (подлежит утилизации).
6.11.3 Результаты испытаний оформляют актом. Рекомендуемая форма акта испытаний приведена в приложении В.
6.12 Окраска, консервация и упаковка
Арматура, успешно прошедшая испытания, перед отправкой потребителю, должна быть окрашена и законсервирована в соответствии с ОСТ 5.9646.
Упаковка арматуры выполняется по согласованию с Заказчиком работ.
7 Установление назначенных показателей
7.1 На основании результатов анализа технической документации и обследования технического состояния арматуры, выполненных расчетов, данных эксплуатационной статистики аналогичных изделий, в соответствии с банком данных, специализированная (экспертная) организация составляет заключение, в котором содержится вывод о возможности эксплуатации арматуры с указанием установленных значений назначенного срока службы (ресурса).
7.2 При определении значений назначенного срока службы (ресурса) необходимо учитывать дату изготовления, условия хранения и требования ОСТ 5Р.5571.
7.3 Заключение специализированной организации об установленных назначенных показателях передается Исполнителю работ для включения назначенных показателей в ПС поставляемого изделия. Форма Заключения приведена в приложении Д.
8 Оформление отчетной документации
8.1 Результаты работ по определению возможности допуска арматуры в эксплуатацию оформляются для каждой единицы арматуры или на партию однотипных изделий по усмотрению комиссии.
8.2 По результатам работ комиссией оформляется Заключение.
В Заключении комиссии указываются перечень и результаты выполненных работ и одно из следующих решений по арматуре:
1) эксплуатация на установленных параметрах;
2) эксплуатация с ограничением параметров;
3) использование по иному назначению;
6) не подлежит эксплуатации.
Форма Заключения комиссии приведена в приложении Е.
8.3 К заключению комиссии прилагаются следующие документы:
- акт дефектации;
- акт испытаний, с указанием результатов испытаний и рекомендацией к применению, либо решением о браковке изделия;
- заключение специализированной организации об установленных назначенных показателях - для изделий успешно прошедших испытания;
- ПС изделия, в который вносят сведения о проведённых ремонтных работах, испытаниях, назначенных показателях (сроке службы, ресурсе) и сроке гарантии.
Срок гарантии устанавливает и вносит в ПС Исполнитель работ.
8.4 В случае отсутствия ПС, он оформляется (восстанавливается) Исполнителем работ.
9 Требования безопасности и охраны труда
9.1 При разборочных и монтажных работах должны применяться специальные приспособления и инструмент, съёмники для выпрессовки деталей и другие механические приспособления. Все применяемые приспособления и устройства должны соответствовать определенным требованиям охраны труда. Подъемнотранспортные средства должны иметь надежные устройства для торможения и фиксирования груза в любом положении по высоте.
9.2 Запрещается пользоваться непроверенными и неиспытанными
грузоподъемными средствами. При демонтаже деталей необходимо знать их массу и
использовать грузоподъемные средства, соответствующие массе данной детали. При
разборке арматуры с подъемом и перемещением тяжелых деталей (узлов) необходимо
правильно застропить детали (узлы).![]()
9.3 Используемые при разборке и сборке арматуры инструменты должны быть исправны и не иметь изношенной рабочей поверхности.
Перед тем как использовать ручной инструмент с электрическим приводом, необходимо проверить его исправность.
9.4 При разборке или сборке арматуры работа должна быть четко организована во избежание защемлений, ушибов, задеваний за неподвижные конструкции, стравливания стропов и т.п.
9.5 Место разборки должно иметь хорошее освещение. Освещенность должна быть в пределах от 60 до 80 лк.
9.6 При проведении всех видов работ и испытаний должны соблюдаться требования безопасности по ГОСТ Р 53672 и ГОСТ Р 53402.
Приложении А
(рекомендуемое)
Должность, подпись и Ф. И. О. руководителя Исполнителя работ
|
Приложении Б
(рекомендуемое)
Должность, подпись и Ф. И. О. руководителя специализированной организации Согласующая подпись руководителя Исполнителя работ Согласующая подпись Представителя ВП МО РФ Примечание - Примеры параметров испытаний приведены в «Форме акта испытаний арматуры» (Приложение В настоящего стандарта) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Приложение В
(рекомендуемое)
|
|
УТВЕРЖДАЮ Председатель комиссии _____________________ (подпись, инициалы, фамилия) «___» __________ 20... г. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
АКТ испытаний ___________________________________ DN __________ PN _______ (наименование и обозначение арматуры) комиссия в составе (должность, Ф. И. О.): 1 _____________________________________________________ 2 _____________________________________________________ 3 _____________________________________________________ назначенная приказом ___________________________________________________ (руководителя организации, выполняющей работы) от _____________ № ________________, в период с «_______» __________ 20____ г. по «____» ______________ 20___ г. в соответствии с программой испытаний ________________________________________________________________ провела испытания арматуры _______________________________ DN ________ PN ______ (наименование и обозначение арматуры) Результаты испытаний
Заключение _____________________________________________________________ наименование, обозначение арматуры DN _______________ PN ________ зав. № ______________ выдержала испытания в полном объеме, соответствует требованиям ТУ ______________________________________, ПМ _____________________________ признан(а) _________________________________________________________________ Комиссия рекомендует: - к эксплуатации __________________________________________________________ наименование, обозначение арматуры
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Приложение Г
(рекомендуемое)
Форма акта дефектации арматуры
|
|
УТВЕРЖДАЮ Председатель комиссии _________________ ФИО «___» __________ 201... г. |
||||||||||||||||
|
Акт
Мы, нижеподписавшиеся, члены комиссии: (Представитель ... ФИО, Представитель ... ФИО, Представитель ... ФИО) составили настоящий акт в том, что в ________________________________________ ___________________________________________________________________________ (наименование ремонтно-механическом или др. цеха и наименование предприятия) «_____» ________ 20... г. проведена дефектация общесудовой арматуры … Результаты ревизии указаны ниже:
Подписи членов комиссии: __________________ ФИО __________________ ФИО __________________ ФИО |
|||||||||||||||||
Приложение Д
(рекомендуемое)
Форма Заключения специализированной организации об
установленных назначенных показателях арматуры
|
|
УТВЕРЖДАЮ _______________________________ (должность руководителя специализированной организации) _______________________________ (подпись, инициалы, фамилия) «___» __________ 20_____ г. |
|
Заключение № ... от ... об установленных назначенных показателях _____________________________ (наименование арматуры, DN×PN, зав. №) 1. Основанием для выполнения работ является Контракт (Договор) № ____ от ________ 20____ г. и Программа № __________ от ______________ 20___ г. 2. В обосновании возможности перевода арматуры из этапа хранения в режим эксплуатации и установленных назначенных показателях выполнены следующие работы: _______________________________________________________________________ (перечисляются выполненные работы) 3. Результаты работ представлены следующими документами: _______________________________________________________________________ (перечисляются акты (протоколы) дефектации и испытаний, опыт эксплуатации аналогичных изделий и др.) _______________________________________________________________________ 4. Рекомендуется допустить ___________________________________ к эксплуатации (наименование арматуры, DN×PN, зав. №) и установить: - назначенный срок службы ____________ лет, - назначенный ресурс _______________ ч (________ циклов).
|
|
|
|
_______________________________ (должность руководителя специализированной организации) _______________________________ (подпись, инициалы, фамилия) «___» __________ 20_____ г. |
Приложение Е
(рекомендуемое)
Форма Заключения комиссии по определению возможности
допуска арматуры в эксплуатацию
|
|
УТВЕРЖДАЮ ____________________________________ (должность руководителя организации Исполнителя работ) ______________________________ (подпись, инициалы, фамилия) «___» ________ 20.... г. |
||||||||||||||||||||||||||
|
Заключение
комиссии ______________________________________ (наименование арматуры, DN×PN, зав. №) 1. Основанием для выполнения работ является Контракт (Договор) № _____ от ________ 20____ г. и Программа № ___________ от __________ 20____ г. 2. Обобщенные результаты работ _______________________________________________________________________ (приводятся результаты дефектации и испытаний, заключение специализированной организации) _______________________________________________________________________ 3. Заключение По результатам выполненных работ комиссия рекомендует допустить изделие в эксплуатацию и установить - назначенный срок службы __________ лет, - назначенный ресурс _____________ ч (________ циклов).
|
|||||||||||||||||||||||||||
Лист регистрации изменений
|
Изм |
Номера листов (страниц) |
Всего листов (страниц) в докум. |
№ документа |
Входящий № сопроводительного документа и дата |
Подпись |
Дата |
|||
|
измененных |
замененных |
новых |
аннулированных |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
Генеральный директор ЗАО «НПФ «ЦКБА» |
______________ |
В.П. Дыдычкин |
|
|
|
|
|
Заместитель генерального директора - главный конструктор |
______________ |
B.А. Горелов |
|
|
|
|
|
Заместитель генерального директора - директор по научной и экспертной работе |
______________ |
Ю.И. Тарасьев |
|
|
|
|
|
Заместитель директора по научной работе |
______________ |
C.Н. Дунаевский |
|
|
|
|
|
Исполнитель: |
|
|
|
Заместитель директора по научной работе |
______________ |
О.А. Токмаков |
|
|
|
|
|
Согласовано: |
|
|
|
Председатель ТК 259 |
______________ |
М.И. Власов |
|
|
|
|
|
Представитель заказчика 1014 |
______________ |
В.Н. Козлов |