ФЕДЕРАЛЬНАЯ
СЛУЖБА ПО ЭКОЛОГИЧЕСКОМУ,
ТЕХНОЛОГИЧЕСКОМУ И АТОМНОМУ НАДЗОРУ
|
ФЕДЕРАЛЬНЫЕ
НОРМЫ И ПРАВИЛА |
|
УТВЕРЖДЕНЫ приказом Федеральной службы по экологическому, технологическому и атомному надзору от 17 декабря 2015 г. № 521 |
Правила устройства и безопасной эксплуатации
оборудования
и трубопроводов атомных энергетических установок
(НП-089-15)
Введены в действие
с 23 февраля 2016 г.
Москва 2016
Настоящие федеральные нормы и правила в области использования атомной энергии «Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок» устанавливают требования к устройству, изготовлению, монтажу и эксплуатации работающих под давлением оборудования и трубопроводов атомных энергетических установок (атомных электростанций и установок с исследовательскими реакторами).
Предназначены для организаций и предприятий, осуществляющих проектирование, конструирование, изготовление, монтаж и эксплуатацию оборудования и трубопроводов вышеперечисленных атомных энергетических установок.
Выпускаются взамен Правил устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок (ПНАЭ Г-7-008-89)1.
Разработаны на основании нормативных правовых актов Российской Федерации, федеральных норм и правил в области использования атомной энергии, а также с учетом рекомендаций МАГАТЭ.
Приказ Федеральной службы по экологическому, технологическому и атомному надзору от 17 декабря 2015 г. № 521 «Об утверждении федеральных норм и правил в области использования атомной энергии «Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок» зарегистрирован в Минюсте России 9 февраля 2016 г., № 41010.
_____________
1 В разработке принимали участие: Варовин А.Я. (ФГУП «ЦНИИ КМ «Прометей»), Гривизирский В.А. (Ростехнадзор), Гуцев Д.Ф. (АО «Концерн Росэнергоатом»), Европин С.В. (АО «НИКИЭТ»), Козлов В.В. (АО «Атомэнергомаш»), Лысов В.А. (АО «ОКБМ Африкантов»), Меламед В.Е. (ФГУП «ВО Безопасность»), Мишин Е.Б. (АО «Атомэнергопроект»), Нещеретов И.И. (ФБУ «НТЦ ЯРБ»), Семишкин В.П. (АО ОКБ «Гидропресс»).
I. Назначение и область применения
1. Настоящие федеральные нормы и правила в области использования атомной энергии «Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок» (НП-089-15) (далее - Правила) разработаны в соответствии с Федеральным законом от 21 ноября 1995 г. № 170-ФЗ «Об использовании атомной энергии», Положением о разработке и утверждении федеральных норм и правил в области использования атомной энергии, утвержденным постановлением Правительства Российской Федерации от 1 декабря 1997 г. № 1511 (Собрание законодательства Российской Федерации, 1997, № 49, ст. 5600; 2012, № 51, ст. 7203)
(Измененная редакция. Изм. от 19.11.2019 г.)
2. Настоящие Правила устанавливают требования к устройству, изготовлению, монтажу и эксплуатации работающих под избыточным, гидростатическим или вакуумметрическим давлением оборудования и трубопроводов атомных энергетических установок (далее - АЭУ), отнесенных к группам А, В и С в соответствии с пунктами 4 - 6 настоящих Правил.
Используемые термины и определения приведены в приложении № 1 к настоящим Правилам.
3. Требования настоящих Правил не распространяются на:
а) тепловыделяющие элементы и сборки, рабочие органы системы управления и защиты (далее - СУЗ) и другие конструкции внутри корпусов реакторов, технологических и иных каналов, содержащие делящиеся, поглощающие или замедляющие материалы;
б) трубы и устройства, встроенные внутри оборудования или трубопровода, разрушение которых не приводит к выходу рабочей среды за пределы этого оборудования или трубопровода, или к протечке через элементы, разделяющие различные среды или среду с разными параметрами;
в) механические и электрические устройства, расположенные в оборудовании (например механизмы перегрузочных устройств, исполнительные механизмы СУЗ, рабочие колеса насосов);
г) устройства, размещенные в оборудовании или в трубопроводах для проверки их работоспособности;
д) внутреннюю металлическую облицовку герметичного ограждения, бассейнов перегрузки и выдержки, бассейнов-хранилищ отработавшего ядерного топлива, бетонных корпусов исследовательских реакторов;
е) трубопроводы и корпуса оборудования, изготовленные из неметаллических материалов;
ж) корпуса турбин, отсечную арматуру промежуточного перегрева пара, перепускные трубопроводы в пределах турбины, трубопроводы отбора пара от турбины до первой запорной арматуры, а также элементы и узлы гидравлической системы регулирования турбоустановки;
з) опоры, подвески, демпферы, гидроамортизаторы и ограничители перемещений оборудования и трубопроводов;
и) металлоконструкции и кожухи, герметизирующие внутреннее пространство реакторов канального типа, в том числе заключенную в кожух графитовую кладку и относящиеся к ней элементы;
к) металлоконструкции перегрузочного и обмывочного боксов с находящимся в них оборудованием (кроме пробок, герметизирующих перегрузочные каналы реактора) для реакторов с жидкометаллическим натриевым теплоносителем;
л) уплотнительные элементы;
м) металлоконструкции, расположенные внутри оборудования и не нагруженные в проектных режимах давлением теплоносителя;
н) части оборудования, не представляющие собой самостоятельные сосуды (например конденсаторы и теплообменники, конструктивно встроенные в оборудование);
о) гидрозатворы, трубопроводы перелива баков, сосудов, работающих под гидростатическим давлением;
п) трубопроводы систем измерений и диагностики, отбора проб, относящиеся к элементам 3 класса безопасности, с номинальным внутренним диаметром менее 15 мм;
р) оборудование и трубопроводы, использующиеся только при пусконаладочных работах, техническом обслуживании и ремонте;
с) корпус реакторного блока АЭУ с реактором на быстрых нейтронах с жидкометаллическим свинцовым теплоносителем, внутрикорпусные устройства (включая элементы активной зоны), оборудование и трубопроводы контура циркуляции свинцового теплоносителя, находящиеся в контакте со свинцовым теплоносителем и (или) защитным газом до первой отсечной арматуры, а также оборудование и трубопроводы второго пароводяного контура от парогенератора до второй со стороны парогенератора арматуры (отсечной или обратной).
Отдельные требования и положения настоящих Правил могут быть применены разработчиком к вышеуказанному оборудованию и трубопроводам.
(Измененная редакция. Изм. от 19.11.2019 г.)
4. Группа А включает оборудование и трубопроводы, отнесенные к элементам 1 класса безопасности.
5. Группа В включает оборудование и трубопроводы, отнесенные к элементам 2 класса безопасности. Кроме того, группа В включает оборудование и трубопроводы, отнесенные к элементам 3 класса безопасности:
а) отказ в работе или разрушение которых приводит к неустранимой штатными средствами АЭУ утечке теплоносителя, непосредственно контактирующего с тепловыделяющими элементами;
б) отказ в работе или разрушение которых приводит к невыполнению какой-либо системой безопасности своих функций;
в) находящиеся в контакте с жидкометаллическим натриевым теплоносителем независимо от последствий их отказов в работе или разрушений.
(Измененная редакция. Изм. от 19.11.2019 г.)
6. Группа С включает не вошедшие в группу В оборудование и трубопроводы, отнесенные к элементам 3 класса безопасности, отказ в работе или разрушение которых:
а) приводит к устранимой штатными средствами утечке теплоносителя, непосредственно контактирующего с тепловыделяющими элементами;
б) требует введения в действие систем безопасности;
в) приводит к выходу из строя одного из каналов какой-либо системы безопасности;
г) приводит к превышению установленных значений предельно допустимых выбросов или допустимых сбросов радиоактивных веществ, либо допустимых уровней радиоактивного загрязнения рабочих помещений АЭУ.
7. Для конкретного оборудования и трубопроводов принадлежность к группе устанавливается разработчиками проектов реакторной установки (далее - РУ) и АЭУ.
8. Действие настоящих Правил, за исключением проведения гидравлических, пневмогидравлических и пневматических испытаний (далее - испытания давлением), распространяется на сварные соединения оборудования и трубопроводов групп А, В и С с деталями и (или) сборочными единицами, не работающими под давлением.
9. Границами между принадлежащими к различным группам оборудованием и трубопроводом (или между принадлежащими к различным группам трубопроводами) служат сварные или разъемные соединения. Граничные сварные соединения и крепежные изделия должны быть отнесены к оборудованию (или трубопроводу), к которому предъявляются более высокие требования для обеспечения безопасности.
(Измененная редакция. Изм. от 19.11.2019 г.)
10. Конструкторская, проектная и технологическая документация на оборудование, а также на детали и сборочные единицы трубопроводов, изготовленные до вступления в силу настоящих Правил или находящиеся в изготовлении на момент их вступления в силу, переработке не подлежит.
11. Должностные лица и специалисты, занятые проектированием, конструированием, изготовлением, монтажом и эксплуатацией оборудования и трубопроводов, должны проходить периодическую проверку знаний соответствующих глав настоящих Правил в порядке и в сроки, установленные организацией, выполняющей указанные работы, но не реже одного раза в пять лет.
12. Техническое обслуживание и ремонт конкретного оборудования и трубопроводов должны выполнять лица, прошедшие соответствующую подготовку и допущенные к самостоятельной работе в порядке, установленном эксплуатирующей организацией.
II. Проектирование и конструирование
Общие положения
13. Прочность и функциональные характеристики оборудования и трубопроводов должны быть обоснованы в проекте АЭУ (РУ) для всего срока службы оборудования и трубопроводов.
14. Срок службы и ресурсные характеристики оборудования и трубопроводов устанавливаются разработчиком и должны быть указаны в проектной или конструкторской документации.
15. Разработчик проекта РУ (АЭУ) и разработчик оборудования и трубопроводов должны предусмотреть возможность их осмотра, технического обслуживания, ремонта, диагностирования, проведения испытаний давлением и неразрушающего контроля металла после изготовления, монтажа и при эксплуатации, а также замены оборудования и трубопроводов со сроком службы менее проектного срока службы АЭУ.
При обеспечении возможности проведения ультразвукового контроля металла предпочтение должно отдаваться не ручному, а автоматизированному контролю.
16. Для оборудования (кроме арматуры) и трубопроводов первого контура водо-водяного реактора содержание кобальта в основных и наплавочных материалах деталей и сборочных единиц, контактирующих с теплоносителем, не должно превышать 0,05 %.
17. Для оборудования и трубопроводов, контактирующих с радиоактивными средами, должна быть предусмотрена возможность дренажа теплоносителя и удаления продуктов загрязнений, дезактивации поверхностей и удаления промывочных и дезактивирующих растворов.
Оборудование и трубопроводы, контактирующие с жидкометаллическим натриевым теплоносителем или продуктами его выделений, из которых по условиям технологического процесса невозможно полное удаление продуктов загрязнений, должны быть указаны в проекте РУ.
(Измененная редакция. Изм. от 19.11.2019 г.)
18. В РУ с водо-водяными реакторами и реакторами с жидкометаллическим натриевым теплоносителем должны размещаться контейнеры с образцами-свидетелями металла корпуса реактора для оценки воздействия температуры и нейтронного облучения.
(Измененная редакция. Изм. от 19.11.2019 г.)
19. Количество комплектов образцов-свидетелей и контейнеров с образцами-свидетелями в комплектах, места размещения контейнеров и периодичность контроля характеристик металла образцов-свидетелей должны быть обоснованы в проекте РУ. Образцов-свидетелей должно быть достаточно для периодического подтверждения каждой контролируемой характеристики металла в течение срока службы АЭУ.
В конструкторскую документацию должна быть включена Программа контроля радиационного охрупчивания и теплового старения, содержание которой должно соответствовать федеральным нормам и правилам в области использования атомной энергии «Правила контроля основного металла, сварных соединений и наплавленных поверхностей при эксплуатации оборудования, трубопроводов и других элементов АС» (НП-084-15), утвержденным приказом Федеральной службы по экологическому, технологическому и атомному надзору от 7 декабря 2015 г. № 502 (зарегистрирован Министерством юстиции Российской Федерации 10 марта 2016 г., регистрационный № 41366) (далее - НП-084-15).
(Измененная редакция. Изм. от 19.11.2019 г.)
20. Необходимость размещения образцов-свидетелей в исследовательских реакторах определяется разработчиками проектов АЭУ.
21. Разработчиком проекта АЭУ должна быть предусмотрена возможность проведения раздельного испытания давлением трубопроводов, присоединенных к всасывающей и напорной частям насосов, если последние спроектированы на разное давление.
22. В проектной и конструкторской документации должны быть указаны меры по защите оборудования и трубопроводов от физико-химического и физического воздействия рабочей среды.
(Измененная редакция. Изм. от 19.11.2019 г.)
23. Оборудование и трубопроводы с температурой наружной поверхности стенок выше 45 °С, расположенные в обслуживаемых помещениях, и выше 60 °С, расположенные в помещениях ограниченного доступа, должны быть теплоизолированы. Температура наружной поверхности теплоизоляции не должна превышать вышеуказанных значений. На главных циркуляционных трубопроводах на всем их протяжении и на других трубопроводах в местах, подлежащих неразрушающему эксплуатационному контролю, теплоизоляция должна быть съемной.
24. Пространственное расположение трубопроводов, а также способы и условия закрепления оборудования и трубопроводов должны исключать их повреждение вследствие взаимных перемещений.
25. В оборудовании и трубопроводах должна быть предусмотрена возможность удаления воздуха при заполнении рабочей или испытательной средой, а также конденсата, образующегося в процессе разогрева или расхолаживания. Пропускная способность устройств для удаления воздуха должна быть подтверждена расчетом.
26. В проектной и конструкторской документации на сборочных чертежах оборудования и на чертежах деталей и сборочных единиц трубопроводов должна указываться их принадлежность к соответствующей группе. На сборочных чертежах оборудования должны указываться класс безопасности и категория сейсмостойкости, а также величины расчетного давления и давления испытаний.
В конструкторской документации должны быть приведены таблицы, устанавливающие объем и методы контроля качества металла.
27. В проектной документации должен быть приведен перечень незаменяемого оборудования.
28. Конструкторская документация на оборудование должна разрабатываться в соответствии с техническим заданием разработчика проекта АЭУ (или РУ).
Конструкторская документация на оборудование групп А и В должна быть согласована с разработчиком проекта АЭУ (или РУ).
29. Организация, разрабатывающая проектную и (или) конструкторскую документацию на оборудование и трубопроводы, должна обеспечить ее проверку на соответствие требованиям федеральных норм и правил в области использования атомной энергии специалистами указанной организации, не участвовавшими в ее разработке.
30. Организации, разрабатывающие проектную и конструкторскую документацию на оборудование и трубопроводы, должны обеспечить ее сохранность на протяжении срока их службы.
31. При конструировании и проектировании допускается применять иные решения, чем указанные в пунктах 32 - 35, 41 - 43, 45, 59, 60, 62 - 74, 83 настоящих Правил при обеспечении требований прочности, доступности ремонта и возможности выполнения контроля сварных соединений при эксплуатации.
Оборудование
Крышки и днища
32. Отношение номинальной высоты эллиптических крышек и днищ, измеренной от внутренней поверхности, к номинальному внутреннему диаметру цилиндрической части H/Dв должно быть не менее 0,2 (рис. 1а), а отношение номинального диаметра центрального отверстия, если таковое имеется, к номинальному внутреннему диаметру крышки или днища d/Dв - не более 0,6 (рис. 1б).
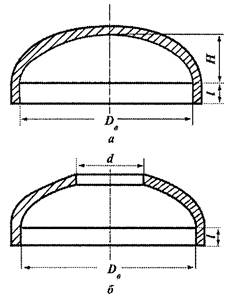
Рис. 1. Эллиптическое днище:
а - без отверстия; б - с отверстием
33. Отношение номинальной высоты выпуклой части торосферических и тарельчатых крышек и днищ, измеренной от их внутренней поверхности, к номинальному внутреннему диаметру цилиндрической части H/Dв должно быть не менее 0,25, отношение номинального диаметра центрального отверстия, если таковое имеется, к номинальному внутреннему диаметру крышки или днища d/Dв - не более 0,6. Отношение номинальных радиусов R и r сферического сегмента тора к номинальному внутреннему диаметру цилиндрической части крышки или днища Dв должно быть не более 1,0 и не менее 0,1 соответственно (рис. 2).
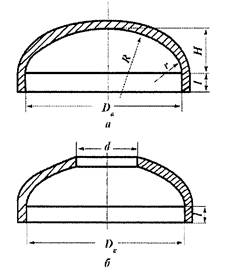
Рис. 2. Торосферическое днище:
а - без отверстия; б - с отверстием
34. Соединения крышек и днищ с обечайками (трубами) и фланцами должны выполняться стыковой сваркой. Применение угловых и тавровых сварных соединений допускается только при обеспечении возможности контроля неразрушающими методами.
35. Подлежащие приварке к обечайкам, трубам или фланцам эллиптические, сферические, торосферические, тарельчатые, конические и плоские крышки и днища должны изготавливаться с цилиндрической отбортовкой или расточкой.
Минимальная высота отбортовки или расточки l крышек и днищ (рис. 1 и 2) должна соответствовать таблице № 1, где S - номинальная толщина стенки крышки или днища в месте отбортовки.
Таблица № 1
|
S, мм |
l, мм, не менее |
|
S ≤ 5 |
3S + 5 |
|
5 < S ≤ 10 |
3S + 10 |
|
10 < S ≤ 20 |
3S + 15 |
|
S > 20 |
100 |
36. На отбортованных плоских крышках и днищах радиус кривизны перехода от плоской к цилиндрической части отбортовки должен быть не менее 5 мм.
Расположение люков
37. Оборудование должно иметь съемные крышки или люки, расположенные в доступных для технического обслуживания и ремонта местах.
Допускается выполнять приварными крышки люков, используемых только для внутреннего осмотра оборудования при изготовлении, монтаже и перед пуском в эксплуатацию при условии проведения контроля их сварных соединений.
38. Оборудование с цилиндрическим корпусом, в который вварены трубные доски, допускается изготавливать без люков в случаях, когда не предусмотрены техническое обслуживание и ремонт его внутренних полостей.
39. Проходные размеры люков овальной формы по наименьшей и наибольшей осям должны быть не менее 320 и 420 мм соответственно. Допускается устройство люков круглой формы проходным диаметром не менее 400 мм.
40. Конструкция шарнирно-откидных и вставных болтов, хомутов, а также зажимных приспособлений люков, крышек и фланцев должна обеспечивать их фиксацию в заданном положении.
Расстояния между отверстиями
41. Минимальное расстояние l1 по срединной линии между центрами двух соседних отверстий должно быть не менее 1,4 полусуммы диаметров этих отверстий (рис. 3).
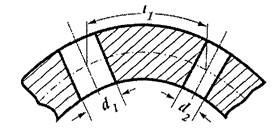
Рис. 3. Расположение отверстий на криволинейной поверхности
42. Расстояние а по внутренней поверхности от кромки отверстия в сферических, эллиптических, торосферических и тарельчатых крышках и днищах до их цилиндрической части, измеренное по проекции, должно быть не менее 0,1 от внутреннего диаметра цилиндрической части Dв (рис. 4).
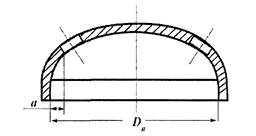
Рис. 4. Расположение отверстий в днище
43. Расстояние l между центром отверстия под болт или шпильку во фланцах, крышках или нажимных кольцах и их кромкой должно быть не менее 0,85 диаметра отверстия (рис. 5).
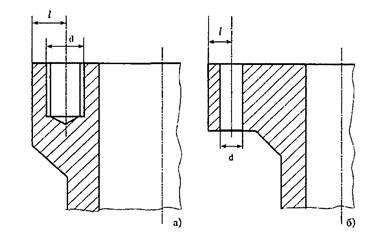
Рис. 5. Расположение отверстий под шпильки (а) и болты (б)
Трубопроводы
44. Для присоединения трубопровода к оборудованию (трубопроводу), подлежащему техническому обслуживанию с периодическим отсоединением оборудования (трубопровода), должны применяться разъемные соединения. Во всех остальных случаях присоединение трубопроводов к оборудованию, а также соединение трубопроводов между собой должно производиться сваркой.
45. Применение сварных секторных отводов, сварных тройников и переходов допускается для трубопроводов группы В с рабочим давлением до 1,57 МПа и расчетной температурой до 100 °С, а также для трубопроводов группы С с рабочим давлением до 3,9 МПа и расчетной температурой до 350 °С. В сварных секторах угол е должен быть не более 15°, расстояние l - не менее 100 мм (рис. 6).
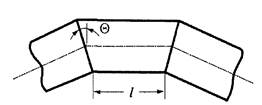
Рис. 6. Схема секторного отвода
Применение сварных секторных отводов, сварных тройников и переходов должно быть обосновано разработчиком и согласовано с эксплуатирующей организацией в части обеспечения контроля их сварных соединений.
46. Горизонтальные участки трубопроводов должны иметь уклон не менее 0,004 в сторону организованного дренажа. Для паропроводов дренаж должен обеспечиваться при температурах не больших, чем температура насыщения пара при рабочем давлении.
На горизонтальных участках трубопроводов с номинальным наружным диаметром до 60 мм из коррозионно-стойких сталей аустенитного класса, контактирующих с водой, пароводяной смесью и паром, допускается не предусматривать уклон при условии обеспечения возможности промывки трубопроводов. На горизонтальных участках трубопроводов с номинальным наружным диаметром более 60 мм из сталей того же структурного класса или из плакированных сталей перлитного класса, контактирующих с указанными средами, допускается не предусматривать уклон, если отношение длины горизонтального участка к номинальному внутреннему диаметру трубопровода не превышает 25.
47. В нижних точках каждого отключаемого задвижками участка трубопровода, не имеющего естественного стока за счет уклона, должны быть предусмотрены устройства для дренажа трубопровода. Конструкция дренажных устройств должна обеспечивать возможность проверки исправности их состояния.
Указанное требование не распространяется на трубопроводы с номинальным наружным диаметром не более 89 мм, изготовленные из коррозийно-стойких сталей аустенитного класса.
48. Для прогрева и продувки все участки паропроводов, которые могут быть отключены запорной арматурой, должны быть снабжены в концевых точках запорными клапанами. Паропроводы, эксплуатируемые при рабочем давлении свыше 2,16 МПа, и паропроводы группы В, независимо от давления, должны быть снабжены двумя последовательно расположенными клапанами: дроссельным и запорным. В случае прогрева участка паропровода в двух направлениях должна быть предусмотрена продувка с каждого конца участка.
49. Для паропроводов насыщенного пара и для тупиковых участков паропроводов перегретого пара должен обеспечиваться постоянный отвод конденсата.
50. В верхних точках трубопроводов при невозможности удаления воздуха или газа непосредственно через оборудование должны устанавливаться линии отвода воздуха (газа). На трубопроводах, работающих под вакуумметрическим давлением, линии отвода воздуха (газа) не устанавливаются, если воздух (газ) при испытаниях давлением удаляется иным способом.
51. На дренажных трубопроводах и линиях отвода воздуха (газа) из контуров с радиоактивными средами должны устанавливаться две единицы запорной арматуры. На линии отвода воздуха (газа) допускается устанавливать один дроссельный и один запорный клапан.
Допускается объединение линий отвода воздуха (газа) и трубопроводов дренажа в общий трубопровод после запорной арматуры, расположенной в их необъединенных частях, с установкой на нем общей запорной арматуры. Допускается объединение линий отвода воздуха (газа) из отключаемых или не отключаемых друг от друга участков трубопроводов, расположенных после первых по ходу среды дроссельных клапанов.
52. (Утратил силу. Изм. от 19.11.2019 г.)
Сварные соединения
Общие положения
53. Угловые сварные соединения с конструкционным зазором допускается применять в зонах, не подверженных воздействию изгибающих нагрузок, а также при наличии специальных креплений, снижающих указанные нагрузки на сварные соединения.
54. Тавровые сварные соединения с конструкционным зазором допускается применять для приварки опор и вспомогательных деталей (подвесок, скоб, ребер) к оборудованию и трубопроводам.
55. Нахлёсточные сварные соединения допускается применять при приварке к оборудованию и трубопроводам таких элементов, как укрепляющие накладки, опорные плиты, подкладные листы, пластины, планки под площадки, лестницы, кронштейны, мембраны. Кольца, привариваемые с внутренней стороны корпусов для укрепления таких элементов, как люки, штуцера, должны изготавливаться с сигнальными отверстиями для контроля герметичности сварного соединения. Указанные сигнальные отверстия после контроля герметичности должны быть закрыты пробками, пробки обварены, а сварные соединения обварки должны быть подвергнуты капиллярному контролю.
56. Стыковые сварные соединения должны выполняться с полным проплавлением.
Расположение сварных соединений
57. Продольные сварные соединения корпусов оборудования, предназначенного для работы в горизонтальном положении, не должны располагаться в пределах нижнего центрального угла, равного 140°, за исключением случаев, когда обеспечены осмотр и контроль указанных соединений при эксплуатации.
58. Сварные соединения должны располагаться вне опор, за исключением случаев, когда одновременно выполняются следующие условия:
а) конструкция и размещение опоры не препятствуют контролю сварного соединения под опорой при эксплуатации;
б) при изготовлении или монтаже оборудования сварное соединение подвергается сплошному ультразвуковому или радиографическому контролю, и расположенный под опорой участок сварного соединения подвергается магнитопорошковому или капиллярному контролю.
Не допускается перекрывать опорами зоны пересечения и сопряжения сварных соединений.
59. Не допускается расположение кольцевого сварного соединения на криволинейном участке труб.
60. В секторных отводах сварных труб расстояние l между сопряжениями поперечного кольцевого шва отвода с продольными или спиральными швами соединяемых секторов или труб должно быть не менее 100 мм (рис. 7). Указанное расстояние измеряется между точками сопряжения осей соответствующих швов.

Рис. 7. Расположение сварных соединений в секторных отводах
61. Поперечные сварные соединения на кольцевых коллекторах и спирально изогнутых трубах теплообмена должны применяться только при условии проведения сплошного радиографического или ультразвукового контроля указанных соединений.
(Измененная редакция. Изм. от 19.11.2019 г.)
Расстояния между сварными швами
(Измененная редакция. Изм. от 19.11.2019 г.)
62. При пересечении поперечных стыковых сварных соединений деталей (или сборочных единиц) с продольными сварными соединениями совмещение осей продольных швов двух соседних деталей не допускается.
Оси указанных швов должны быть смещены относительно друг друга на расстояние, составляющее не менее трехкратной номинальной толщины более толстостенной из соединяемых деталей, но не менее чем на 100 мм.
Указанное требование не распространяется на швы деталей с номинальным наружным диаметром менее 100 мм и на детали (или сборочные единицы) с продольными швами, выполненные автоматической сваркой, при условии проведения радиографического и (или) ультразвукового, а также капиллярного или магнитопорошкового контроля участков сопряжения или пересечения продольных и поперечных швов.
63. При изготовлении днищ или крышек из нескольких деталей с расположением швов по хорде расстояние а от внешнего края шва до параллельного хорде диаметра днища или крышки по проекции должно быть не более 0,2 от номинального внутреннего диаметра днища или крышки D (рис. 8).
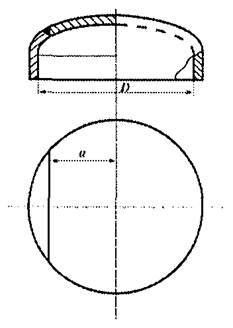
Рис. 8. Расположение хордовых швов
Расстояние b между внешним краем кругового шва на днищах и крышках (за исключением сферических и тарельчатых) и центром днища или крышки должно быть не более 0,25 от номинального внутреннего диаметра D днища или крышки. Минимальное расстояние с между краями двух соседних радиальных или круговых швов должно быть не менее трех номинальных толщин s днища или крышки, но не менее 100 мм (рис. 9). Требования к расположению кругового шва не распространяются на швы приварки крышек и днищ к фланцам и обечайкам.
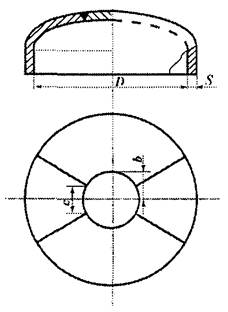
Рис. 9. Расположение радиальных и круговых швов
(Измененная редакция. Изм. от 19.11.2019 г.)
64. Расстояние с между краем углового шва приварки штуцера, люка, трубы или других цилиндрических полых деталей и центром ближайшего стыкового шва оборудования или трубопровода должно быть не меньше трехкратной расчетной высоты углового шва h1 и не меньше трехкратной номинальной толщины стенки S1 привариваемой детали (рис. 10).
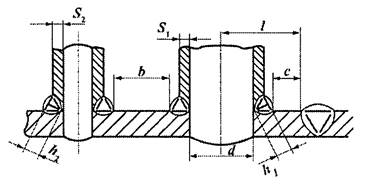
Рис. 10. Расположение сварных соединений приварки патрубков:
с ≥ 3h1; с ≥
3S1; l ≥ 0,9d; b ≥ 3h2;
b ≥ 3S2 (S2 > S1,
h2 > h1)
(Измененная редакция. Изм. от 19.11.2019 г.)
65. Расстояние l между краем стыкового шва оборудования или трубопровода и центром ближайшего к нему отверстия должно быть не менее 0,9 от диаметра отверстия d при соблюдении требования пункта 64 настоящих Правил (рис. 10).
(Измененная редакция. Изм. от 19.11.2019 г.)
66. Расстояние b между краями ближайших угловых швов приварки патрубков, штуцеров или труб к оборудованию (или трубопроводам) должно быть не менее трех расчетных высот углового шва или трех номинальных толщин стенок привариваемых деталей (рис. 10). При различных значениях указанных высот или толщин должно приниматься их большее значение. Указанные требования не распространяются на вварку труб в трубные доски (решетки) и коллекторы, трубные доски технологических каналов, каналов СУЗ и других каналов.
(Измененная редакция. Изм. от 19.11.2019 г.)
67. Расстояние между осями соседних поперечных стыковых швов цилиндрических и конических деталей должно быть не менее трехкратной номинальной толщины стенки свариваемых деталей (по большей толщине), но не менее 100 мм для деталей, имеющих номинальный наружный диаметр более 100 мм, и не менее указанного диаметра при его значении до 100 мм включительно.
Указанное требование не распространяется на швы приварки трубопроводов к патрубкам оборудования, если патрубки подвергались термической обработке в составе оборудования, а также на швы приварки трубных досок и деталей типа колец, имеющих толщину, превышающую более чем в 2 раза высоту отбортовки под сварку.
68. Расстояние от края углового шва штуцера до края ближайшего шва трубы при приварке штуцеров к камерам измерительных диафрагм должно быть не менее трех толщин стенки привариваемого штуцера и трехкратной расчетной высоты углового шва. Указанное требование не распространяется на штуцера с наружным диаметром до 30 мм измерительных устройств с соплами и диафрагмами.
(Измененная редакция. Изм. от 19.11.2019 г.)
69. При приварке не нагружаемых давлением плоских деталей к поверхностям оборудования и трубопроводов расстояние а между краем углового шва приварки этих деталей и центром ближайшего стыкового шва и расстояние b между краями угловых швов ближайших привариваемых деталей должны быть не менее трех расчетных высот угловых швов (рис. 11). Расстояние b определяется по наибольшей расчетной высоте углового шва.
При приварке деталей и устройств к корпусу оборудования допускается пересечение стыковых швов корпуса угловыми швами с расчетной высотой не более 0,5 от номинальной толщины стенки корпуса, но не более 10 мм.
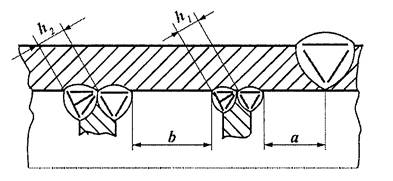
Рис. 11. Расположение сварных соединений приварки деталей
к оборудованию и трубопроводам
(Измененная редакция. Изм. от 19.11.2019 г.)
70. Расстояние l между краем стыкового шва трубопровода с патрубком или штуцером оборудования и центром ближайшего стыкового шва на трубопроводе должно быть не менее 100 мм для трубопроводов с номинальным наружным диаметром более 100 мм, но не менее номинального наружного диаметра D для трубопроводов меньшего диаметра (рис. 12).
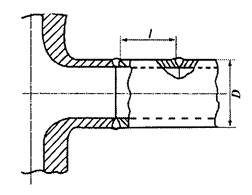
Рис. 12. Расположение сварных соединений трубопровода с патрубком
(Измененная редакция. Изм. от 19.11.2019 г.)
71. В подлежащих местной термической обработке стыковых сварных соединениях цилиндрических деталей длина L свободного прямого участка в каждую сторону от оси шва (или от осей крайних швов при одновременной термической обработке группы сварных соединений) определяется по формуле:
![]()
где D - номинальный наружный диаметр соединяемых деталей;
S - наибольшая из номинальных толщин соединяемых деталей.
Длина указанных участков должна быть не менее номинального наружного диаметра сваренных деталей при его значениях до 100 мм включительно и не менее 100 мм при значениях диаметра более 100 мм.
Свободным прямым участком считается участок (с наклоном не более 15°) от оси шва до края ближайшей приварной детали, начала гиба, края соседнего поперечного шва.
72. В подлежащих ультразвуковому контролю стыковых сварных соединениях трубопроводов длина свободного прямого участка в каждую сторону от оси шва должна быть не менее указанной в таблице № 2.
Таблица № 2
|
Величина S, мм |
Длина свободного прямого участка L, мм |
|
S ≤ 15 |
100 |
|
15 < S ≤ 30 |
5S + 25 |
|
30 < S ≤ 36 |
175 |
|
S > 36 |
4S + 30 |
73. Расстояние от края стыкового шва до начала криволинейного участка гиба на трубопроводах с номинальным наружным диаметром 100 мм и более должно быть не менее 100 мм, а для трубопроводов с номинальным наружным диаметром до 100 мм - не менее номинального наружного диаметра трубы.
74. При сварке патрубков или штуцеров с трубопроводами группы С, изготовленными из труб со спиральными или продольными швами, не допускается выход швов труб в угловые точки пересечения образующих трубы и штуцера. Измеряемое на наружной поверхности минимальное расстояние а от указанных точек до осей швов труб должно быть не менее 100 мм (рис. 13).
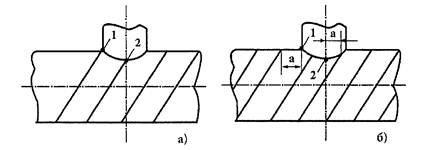
Рис. 13. Сварка патрубков (штуцеров) с трубопроводами со
спиральными
швами: а - спиральный шов не допускается; б - спиральный шов допускается;
1, 2 - угловые точки пересечения
При сварке накладок под опоры и подвески с трубопроводами из труб со спиральными швами минимальное расстояние между краем углового шва приварки накладки и краем стыкового спирального шва трубы должно быть не менее трех номинальных толщин стенки трубы.
Дополнительные требования к оборудованию и трубопроводам с жидкометаллическим натриевым теплоносителем
(Измененная редакция. Изм. от 19.11.2019 г.)
75. Корпус реактора должен быть заключен в страховочный корпус. Примыкающие к корпусу трубопроводы должны быть заключены в страховочные кожухи. Высота страховочного корпуса должна превышать максимально возможный уровень теплоносителя в корпусе реактора.
Страховочные кожухи должны применяться на трубопроводах до второй запорной арматуры включительно.
76. Присоединение вспомогательных трубопроводов к корпусу реактора, а также устройство люков в страховочном корпусе в пределах зоны (по высоте), заполненной жидкометаллическим натриевым теплоносителем ниже уровня, при котором происходит нарушение циркуляции теплоносителя первого контура, не допускается. Присоединение патрубков вспомогательных трубопроводов к страховочному корпусу ниже уровня теплоносителя по первому контуру допускается при условии их демонтажа и глушения патрубков на страховочном корпусе после заполнения реактора теплоносителем. Устройство люков в пределах зоны, заполняемой жидкометаллическим теплоносителем до максимально возможного уровня, не допускается.
(Измененная редакция. Изм. от 19.11.2019 г.)
77. Должны быть предусмотрены меры по предотвращению затвердевания теплоносителя. Оборудование и трубопроводы, постоянно или периодически заполняемые натрием, должны оснащаться системами обогрева и контроля температуры.
Системы обогрева должны обеспечивать последовательный разогрев оборудования и трубопроводов, начиная с полостей со свободной поверхностью теплоносителя.
На оборудование и трубопроводы, эксплуатирующиеся в парах теплоносителя, допускается не устанавливать систему обогрева при соответствующем обосновании безопасности эксплуатации. Системы обогрева и контроля температуры первого контура должны иметь необходимое резервирование.
78. Должен быть обеспечен контроль утечек теплоносителя из оборудования и трубопроводов и контроль герметичности их страховочных корпусов и кожухов. Средства контроля должны иметь стопроцентное резервирование.
79. Должна быть предотвращена возможность повышения давления выше расчетного в трубопроводах, полностью заполненных теплоносителем, имеющих электрообогрев и которые могут быть отсечены от полостей со свободной поверхностью.
80. При конструировании оборудования должны применяться решения, предотвращающие попадание воды и примесей нефтепродуктов из систем охлаждения и смазки в теплоноситель выше установленных в проекте пределов.
81. На всех трубопроводах сдувки газа из полостей с теплоносителем должны быть предусмотрены ловушки паров металла.
82. Угловые сварные соединения приварки страховочных корпусов (кожухов) к оборудованию и трубопроводам допускается выполнять с конструкционным зазором.
83. Приварка трубопроводов с номинальным наружным диаметром более 300 мм к корпусу реактора или к страховочному корпусу должна выполняться стыковым швом к отбортованной части корпуса.
III. Материалы
84. Материалы (основные, сварочные, наплавочные) для изготовления оборудования и трубопроводов АЭУ должны применяться с учетом их физико-механических и технологических характеристик, а также условий эксплуатации для обеспечения работоспособности оборудования и трубопроводов в течение их срока службы.
(Измененная редакция. Изм. от 19.11.2019 г.)
85. Качество и свойства материалов для изготовления оборудования и трубопроводов должны удовлетворять требованиям документов по стандартизации, включенных в сводный перечень документов по стандартизации в области использования атомной энергии, применяемых на обязательной основе (далее - Сводный перечень), предусмотренный Положением о стандартизации в отношении продукции (работ, услуг), для которой устанавливаются требования, связанные с обеспечением безопасности в области использования атомной энергии, а также процессов и иных объектов стандартизации, связанных с такой продукцией, утвержденным постановлением Правительства Российской Федерации от 12 июля 2016 г. № 669 (Собрание законодательства Российской Федерации, 2016, № 29, ст. 4839), и подтверждаться сертификатами организаций-изготовителей.
(Измененная редакция. Изм. от 17.01.2017 г.)
86. При передачах материалов для изготовления оборудования и трубопроводов должны соблюдаться следующие требования:
а) при передаче материала, объем которого соответствует объему, указанному в сертификате на материал, материал должен поставляться с оригиналом сертификата изготовителя материала;
б) при передаче части объема материала, указанного в оригинале сертификата изготовителя материала, материал должен поставляться с заверенной держателем оригинала сертификата копией сертификата изготовителя материала с указанием в оригинале сертификата и в копии сертификата фактического объема переданного материала;
в) при использовании остатка материала, материал должен поставляться с оригиналом сертификата изготовителя материала, содержащего все отметки об объемах предыдущих поставок материала по указанному сертификату;
г) передача изготовителем оборудования или деталей и сборочных единиц трубопроводов всего объема материала или его части другому изготовителю возможна только при наличии у передающей стороны оригинала сертификата изготовителя материала;
д) в случае утраты оригинала сертификата, сертификат восстановлению не подлежит, а материал может быть применен для изготовления оборудования и трубопроводов только на основании дубликата сертификата, выданного изготовителем материала.
(Новая редакция. Изм. от 17.01.2017 г.)
87. Для применения основных материалов, не включенных в Сводный перечень, должна быть проведена оценка соответствия в форме аттестационных испытаний, предусмотренных федеральными нормами и правилами в области использования атомной энергии «Правила оценки соответствия продукции, для которой устанавливаются требования, связанные с обеспечением безопасности в области использования атомной энергии, а также процессов ее проектирования (включая изыскания), производства, строительства, монтажа, наладки, эксплуатации, хранения, перевозки, реализации, утилизации и захоронения» (НП-071-18), утвержденными приказом Федеральной службы по экологическому, технологическому и атомному надзору от 6 февраля 2018 г. № 52 (зарегистрирован Министерством юстиции Российской Федерации 7 марта 2018 г., регистрационный № 50282) (далее - НП-071-18). Требования к отчету, обосновывающему применение нового основного материала, приведены в приложении № 2 к настоящим Правилам. Новый основной материал допускается к применению после включения документа по стандартизации на материал в Сводный перечень. Основные материалы, марки которых приведены в Сводном перечне, выплавляемые способами (в том числе вакуумно-дуговым или электрошлаковым переплавом), не предусмотренными документами по стандартизации, новыми материалами не являются.
(Измененная редакция. Изм. от 17.01.2017 г.)
88. Для изготовления конкретного оборудования или трубопровода допускается применение новых материалов по техническому решению, подготовленному разработчиком с привлечением головной материаловедческой организации. Указанное техническое решение с обосновывающими его документами, подтверждающими возможность изготовления оборудования и трубопроводов с обеспечением требуемого качества, должно быть представлено для утверждения в эксплуатирующую организацию. При этом объем и номенклатура представляемых сведений (из числа указанных в приложении № 2 к настоящим Правилам) должны определяться организациями, составившими техническое решение, в зависимости от конкретных условий эксплуатации оборудования или трубопровода.
Утвержденное техническое решение должно прилагаться к паспорту на оборудование или к свидетельству об изготовлении деталей и сборочных единиц трубопровода, а обосновывающие материалы должны храниться в эксплуатирующей организации (для блока АС - в администрации АС в соответствии с порядком, установленным эксплуатирующей организацией) в течение всего срока эксплуатации оборудования или трубопровода.
(Измененная редакция. Изм. от 17.01.2017 г.)
89. Материалы разных структурных классов (стали перлитного и аустенитного классов, цветные металлы) должны транспортироваться и храниться в условиях, предотвращающих их контакт.
IV. Изготовление и монтаж
Общие требования
90. Изготовление и монтаж оборудования и трубопроводов должны осуществляться по технологической документации, а результаты выполнения технологических и контрольных операций должны документироваться.
91. Методы и объемы контроля основных материалов, а также нормы оценки качества должны быть установлены в технологической и конструкторской документации.
92. Сварка и наплавка должны выполняться в соответствии с федеральными нормами и правилами в области использования атомной энергии «Сварка и наплавка оборудования и трубопроводов атомных энергетических установок» (НП-104-18), утвержденными приказом Федеральной службы по экологическому, технологическому и атомному надзору от 14 ноября 2018 г. № 554 (зарегистрирован Министерством юстиции Российской Федерации 25 декабря 2018 г., регистрационный № 52512) (далее - НП-104-18).
Контроль металла оборудования и трубопроводов должен выполняться в соответствии с федеральными нормами и правилами в области использования атомной энергии «Правила контроля металла оборудования и трубопроводов атомных энергетических установок при изготовлении и монтаже» (НП-105-18), утвержденными приказом Федеральной службы по экологическому, технологическому и атомному надзору от 14 ноября 2018 г. № 553 (зарегистрирован Министерством юстиции Российской Федерации 20 декабря 2018 г., регистрационный № 53090) (далее - НП-105-18).
(Новая редакция. Изм. от 17.01.2017 г.)
93. Материалы и (или) комплектующие изделия при их получении изготовителем должны проходить входной контроль на отсутствие механических, коррозионных и иных повреждений, на соответствие маркировки, количества, весовых и габаритных размеров сертификатным данным с документированием результатов, а также контроль перед выдачей в производство или в монтаж.
(Измененная редакция. Изм. от 17.01.2017 г.)
94. Транспортирование и хранение оборудования, деталей, сборочных единиц оборудования и трубопроводов, а также материалов, предназначенных для их изготовления, монтажа и ремонта, должны проводиться в соответствии с требованиями документов по стандартизации на конкретные материалы.
Должны быть предусмотрены меры, исключающие ошибки при переносе маркировки, межоперационном складировании материалов.
(Измененная редакция. Изм. от 17.01.2017 г.)
95. Детали и сборочные единицы должны иметь маркировку, позволяющую идентифицировать их в процессе изготовления и монтажа.
Места и способы маркировки должны указываться в конструкторской документации.
(Измененная редакция. Изм. от 17.01.2017 г.)
96. Изготовитель должен осуществлять комплектную поставку оборудования, включая комплектующие изделия, образцы-свидетели, контрольные технологические пробы, запасные части и инструмент для монтажа и технического обслуживания, если иное не предусмотрено условиями поставки.
(Измененная редакция. Изм. от 17.01.2017 г.)
97. Приемочные испытания оборудования должны проводиться на стендах, в условиях, приближенных к условиям эксплуатации, а при отсутствии таких стендов - в составе систем на АЭУ по отдельному решению эксплуатирующей организации и разработчика АЭУ (РУ) для каждой единицы оборудования.
(Новая редакция. Изм. от 17.01.2017 г.)
98. В случаях, когда поставка оборудования предусмотрена отдельными частями, его доизготовление с применением сварки должно осуществляться изготовителем.
(Новая редакция. Изм. от 17.01.2017 г.)
99. В случаях, когда поставка оборудования по условиям монтажа предусмотрена отдельными частями, его монтаж и доизготовление с применением сварки должны проводиться монтажной организацией при участии в доизготовлении оборудования представителей изготовителя.
(Измененная редакция. Изм. от 17.01.2017 г.)
100. (Утратил силу. Изм. от 17.01.2017 г.)
101. На корпусах оборудования изготовителем должна быть установлена табличка, на которой должны быть, как минимум, указаны:
а) наименование или товарный знак изготовителя;
б) наименование оборудования;
в) заводской номер и год изготовления;
г) значения расчетного давления, расчетной температуры и давления испытаний;
д) рабочая среда.
Места установки табличек должны указываться в конструкторской документации и быть доступны для визуального осмотра при эксплуатации.
Требования данного пункта не распространяются на корпуса арматуры.
(Измененная редакция. Изм. от 17.01.2017 г.)
Методы изготовления
102. Резка полуфабрикатов (заготовок) и вырезка отверстий должна проводиться по технологии, исключающей образование трещин. После термической резки должна быть проведена механическая обработка кромок.
103. После резки и механической обработки торцы деталей и (или) сборочных единиц и поверхности отверстий должны быть проконтролированы на отсутствие трещин, расслоений и других дефектов.
104. Днища, крышки и их детали должны изготавливаться штамповкой из одного листа или сварной листовой заготовки из предварительно сваренных между собой листов.
Допускается изготовление днищ, крышек и их деталей свободной ковкой машинным способом при условии проведения их последующего сплошного ультразвукового контроля.
105. Высадка горловин в обечайках, днищах, крышках и других деталях или сборочных единицах должна выполняться машинным способом.
106. Допускается холодная раздача (обжатие) труб, минимальное значение относительного удлинения металла которых при температуре 20 °С составляет не менее 18 %. При этом в конструкторской и технологической документации должна быть указана максимальная величина допустимой раздачи (обжатия).
Возможность и условия применения горячей раздачи (обжатия) концов труб устанавливаются в конструкторской и (или) технологической документации.
107. Сопрягаемые поверхности приварных деталей (например накладок, ребер жесткости, скоб, подвесок) должны иметь ту же конфигурацию, что и поверхность в местах приварки указанных деталей.
Допустимый зазор между краями поверхности приварной детали и поверхностью изделия должен быть не более половины расчетной высоты углового шва, но не более 5 мм, если в конструкторской документации не установлены более жесткие требования.
108. Холодный натяг трубопроводов, если он предусмотрен проектной документацией, должен проводиться после выполнения всех сварных соединений (за исключением замыкающего шва) на участке натяга, их термической обработки (если она предусмотрена), контроля качества выполненных сварных соединений и окончательного закрепления неподвижных опор на концах участка натяга. Допустимая величина холодного натяга трубопроводов (расстояние между концами сближаемых труб) должна быть указана в проектной документации. Сборка и сварка замыкающего шва в сборочном приспособлении должна производиться в присутствии представителя эксплуатирующей организации (для блока АС - администрации АС в рамках полномочий, делегированных эксплуатирующей организацией). Сборочное приспособление должно удаляться с замыкающего шва только после полного его остывания.
(Измененная редакция. Изм. от 17.01.2017 г.)
109. Если для сборки завершающего сварного соединения трубопровода применяется натяг, то характеризующие его параметры должны быть внесены в свидетельство о монтаже и паспорт трубопровода.
110. Монтаж трубопроводов должен выполняться таким образом, чтобы сварное соединение оборудования с трубопроводом не являлось замыкающим сварным соединением.
111. Сварные соединения деталей или сборочных единиц трубопровода с оборудованием за исключением арматуры группы С должны быть подвергнуты сплошному радиографическому контролю, а результаты контроля должны быть приложены к свидетельству о монтаже трубопровода.
(Измененная редакция. Изм. от 17.01.2017 г.)
112. Сварка, наплавка и термическая обработка сварных соединений деталей из сталей марок 10ГН2МФА, 15Х2НМФА, 15Х2НМФА-А, 15Х2НМФА класс 1 должны проводиться по стандартизованной процедуре.
(Измененная редакция. Изм. от 17.01.2017 г.)
113. Пусконаладочные работы на оборудовании и трубопроводах должны проводиться по специально разработанной эксплуатирующей организацией (для блока АС - администрацией АС в рамках полномочий, делегированных эксплуатирующей организацией) программе.
(Измененная редакция. Изм. от 17.01.2017 г.)
Допуски
114. Отклонение наружного диаметра цилиндрических деталей (кроме труб), изготовленных из листов, поковок и отливок, должно быть не более 1 % от его номинального значения, но не более 20 мм. Овальность вышеуказанных цилиндрических деталей не должна превышать 1 %.
В местах приварки штуцеров, патрубков, труб, опор, цапф и других деталей отклонение наружного диаметра должно быть не более 1,5 % от его номинального значения, но не более 30 мм, при этом овальность не должна превышать 1,5 %.
115. Отклонение внутреннего диаметра сферических днищ и крышек должно быть не более 1 % от его номинального значения, но не более 20 мм.
116. Отклонение от профиля днищ и крышек (кроме сферических) должно быть не более 1 % от номинального значения внутреннего диаметра днища (крышки), но не более 20 мм.
117. В высаженных горловинах радиус галтели на наружной поверхности горловины R должен быть не менее номинальной толщины стенки детали в месте высадки горловины S, но не менее 20 мм (рис. 14).
Допускается устанавливать значение R по формуле:
![]()
при условии, что после высадки горловины деталь подвергают термической обработке и капиллярному или магнитопорошковому контролю наружной и внутренней поверхностей горловины в пределах зоны, указанной на рис. 14.
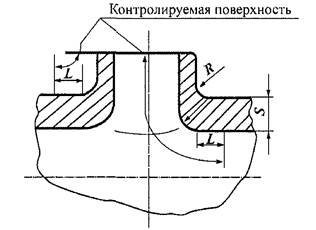
Рис. 14. Схема высаженной горловины, L ≥ 30 мм
Размеры этой зоны устанавливаются технологической документацией. Для деталей из сталей аустенитного класса и из углеродистых и кремнемарганцовистых сталей перлитного класса допускается совмещать горячую высадку горловины и термическую обработку. Капиллярный и магнитопорошковый контроль должен проводиться после механической обработки горловины.
Требования к радиусам галтелей должны быть выдержаны как до механической обработки горловин, так и после нее.
118. Овальность гнутых участков труб не должна превышать 6 % на деталях трубопроводов группы А, 8 % - на деталях трубопроводов группы В и 12 % - на деталях трубопроводов группы С.
Овальность гнутых участков труб теплообменного оборудования всех групп не должна превышать 12 %.
Указанные требования не распространяются на тонкостенные цилиндрические детали, изменяющие свою форму под действием собственного веса и (или) веса присоединяемых деталей, с отношением номинальной толщины стенки к номинальному наружному диаметру менее 0,02.
119. Крутоизогнутые колена (отводы) с номинальным наружным диаметром более 57 мм и нормально изогнутые колена с номинальным наружным диаметром более 150 мм, предназначенные для изготовления оборудования и трубопроводов групп А и В, подлежат сплошному контролю овальности и утонения стенки. В остальных случаях контроль овальности и утонения стенки колен на криволинейных участках должен проводиться выборочно в объеме не менее 10 % колен каждого типоразмера, изготовленных по одному заказу и по одной и той же технологии (но не менее двух колен).
Колено считается крутоизогнутым (нормально изогнутым), если средний радиус его кривизны менее 3,5 (не менее 3,5) от номинального наружного диаметра колена.
Термическая обработка
120. Необходимость термической обработки сборочных единиц и деталей при изготовлении, монтаже или ремонте устанавливается конструкторской и (или) технологической документацией.
121. Вид термической обработки и ее режимы устанавливаются документами по стандартизации на материалы и полуфабрикаты и изделия из них, а также конструкторской и (или) технологической документацией на сборочные единицы и детали.
Виды и режимы термической обработки, устанавливаемые конструкторской и (или) технологической документацией, должны быть согласованы с головной материаловедческой организацией.
Контроль заданных режимов нагрева, выдержки и охлаждения должен осуществляться с регистрацией их параметров.
122. Механические характеристики металла, прошедшего термическую обработку, должны определяться при испытаниях образцов, вырезанных из припусков или специально изготовленных контрольных проб. Пробы должны изготавливаться из металла той же партии (плавки), что и контролируемая деталь и (или) сборочная единица. Пробы должны подвергаться термической обработке в том же объеме и по тем же режимам, что и изделие в процессе изготовления или монтажа (вместе с контролируемым изделием или отдельно от него) с учетом отпусков в случаях исправления дефектов металла.
123. Обечайки, днища, крышки и другие детали из углеродистых и кремнемарганцовистых сталей после холодной вальцовки или штамповки подлежат термической обработке, если отношение номинальной толщины стенки к номинальному внутреннему радиусу обечайки или к наименьшему радиусу кривизны днища или крышки превышает 0,05.
124. Гнутые участки труб из углеродистых и кремнемарганцовистых сталей подлежат термической обработке, если отношение среднего радиуса гиба к номинальному наружному диаметру трубы составляет менее 3,5, а отношение номинальной толщины стенки трубы к её номинальному наружному диаметру превышает 0,05.
125. В случаях, не указанных в пунктах 123 и 124 настоящих Правил, необходимость термической обработки деталей после деформирования устанавливается документами по стандартизации на материалы, конструкторской и (или) технологической документацией.
126. Термическую обработку деталей из углеродистых и кремнемарганцовистых сталей после горячей вальцовки, гибки или штамповки допускается не проводить, если в момент окончания деформирования температура металла была не ниже 700 °С. Данное положение не распространяется на отводы, изготовленные гибкой с нагревом токами высокой частоты.
Термическую обработку днищ и деталей из сталей аустенитного класса после штамповки или вальцовки допускается не проводить, если в момент окончания деформирования температура металла была не ниже 900 °С.
127. Допускается совмещать термическую обработку после деформирования деталей (сборочных единиц) из углеродистых и кремнемарганцовистых сталей, а также из сталей аустенитного класса с последующей термической обработкой изделия после других технологических операций.
128. При закалке и нормализации изделие должно быть помещено в термическую печь целиком.
129. При отпуске и аустенизации изделия большой длины допускается его термическая обработка в печи по частям с обеспечением перепада температур металла изделия в зоне границы нагрева и на расстоянии 1 м от края печи не более 100 °С по технологии, согласованной с головной материаловедческой организацией.
130. При отпуске и аустенизации гнутых участков труб допускается местная термическая обработка участка гиба и примыкающих к нему с каждой стороны прямых участков труб протяженностью не менее трехкратной номинальной толщины стенки, но не менее 100 мм.
131. При технологических отпусках контрольных проб допускается уменьшение продолжительности выдержки по сравнению с выдержкой, установленной для изделий, но не более чем на 20 %.
132. Если контролируемые изделия подлежат многократным технологическим отпускам при одной температуре с одинаковой суммарной продолжительностью выдержки, контрольную пробу допускается подвергать однократному отпуску при той же температуре с продолжительностью выдержки не менее 80 % и не более 100 % от суммарной продолжительности выдержки отпусков.
133. Если контролируемые изделия подлежат многократным технологическим отпускам при различных температурах с одинаковой (суммарной) продолжительностью выдержки при одной и той же температуре, контрольную пробу допускается подвергать однократному отпуску с продолжительностью выдержки при каждой температуре не менее 80 % и не более 100 % от (суммарной) продолжительности выдержки соответствующего отпуска (отпусков). Сначала выдержка должна проводиться при более низкой температуре, затем - при более высокой. Время перехода от одной температуры к другой в продолжительность выдержки не засчитывается.
Если среди предусмотренных многократных технологических отпусков при различных температурах имеются отпуски с одной и той же температурой и одинаковой суммарной продолжительностью выдержки, при проведении однократного отпуска контрольной пробы продолжительность выдержки при каждой такой температуре должна составлять не менее 80 % и не более 100 % от суммарной продолжительности отпусков.
134. Допускается проводить контроль характеристик металла на одной контрольной пробе с соблюдением требований пунктов 131 - 133 настоящих Правил в случаях, когда предусмотренная при одной и той же температуре продолжительность (суммарная продолжительность) выдержки отпусков различна, но разница между максимальной и минимальной продолжительностью (суммарной продолжительностью) выдержки не превышает 20 % от максимальной продолжительности (суммарной продолжительности) выдержки. При проведении отпуска контрольной пробы продолжительность выдержки должна составлять не менее 80 % и не более 100 % от максимальной продолжительности выдержки отпуска (максимальной суммарной продолжительности выдержки соответствующих отпусков).
135. Если контролируемые изделия подлежат отпускам при различных температурах (кроме случаев, указанных в пункте 133 настоящих Правил) и (или) с различной продолжительностью выдержки (кроме случаев, указанных в пункте 134 настоящих Правил), проверка характеристик металла должна проводиться на двух отдельных контрольных пробах:
а) первая контрольная проба должна подвергаться тому же отпуску, что и изделие, для которого предусмотрены наименьшая температура отпуска и (или) минимальная продолжительность выдержки однократного отпуска, либо наиболее низкие температуры и (или) наименьшая суммарная продолжительность выдержки при наибольшей для данного изделия температуре отпуска при многократных отпусках;
б) первая контрольная проба отпуску не подлежит, если среди контролируемых изделий имеются как подлежащие, так и не подлежащие отпуску;
в) проверку характеристик металла на первой пробе допускается не проводить, если до начала изготовления (монтажа) изделий характеристики металла заготовок были проверены и соответствовали установленным требованиям;
г) вторая контрольная проба должна быть подвергнута тому же отпуску, что и изделие, для которого предусмотрены наиболее высокая температура отпуска и (или) максимальная продолжительность выдержки однократного отпуска, либо наиболее высокие температуры отпусков и (или) максимальная суммарная продолжительность выдержки при наибольшей для данного изделия температуре отпуска при многократных отпусках.
При определении максимальной суммарной продолжительности выдержки должны учитываться все предусмотренные в технологической документации отпуски, в том числе отпуски после исправления дефектов в металле.
136. Если контролируемые изделия из углеродистых и кремнемарганцовистых сталей подлежат многократной нормализации (закалке) или нагревам для деформирования при температурах нормализации (закалки), контрольную пробу допускается подвергать только нормализации (закалке) по последнему режиму.
137. После термической обработки должны быть определены механические свойства металла и его стойкость против межкристаллитной коррозии (последнее - только для коррозионно-стойких сталей аустенитного класса и железоникелевых сплавов). Необходимость, объем и температура испытаний, определяемые характеристики и показатели, а также типы и количество образцов устанавливаются конструкторской документацией (таблицами контроля качества) и технологической документацией.
Документация
138. Технологическая документация на изготовление и монтаж должна регламентировать содержание и порядок выполнения всех технологических и контрольных операций.
139. Монтажная документация (исполнительная схема подключения оборудования, пространственная исполнительная схема трубопровода) на трубопроводы и оборудование, относящиеся к группам А и В (в том числе вносимые в нее изменения), должна быть согласована разработчиком проекта АЭУ (РУ).
(Измененная редакция. Изм. от 17.01.2017 г.)
139.1. Технология выплавки и разливки, термической резки, обработки давлением и термической обработки металла оборудования и трубопроводов групп А и В должна перед применением пройти оценку соответствия в форме аттестационных испытаний, предусмотренных НП-071-18.
(Введен дополнительно. Изм. от 17.01.2017 г.)
140. Технологическая документация на выплавку и разливку, термическую резку, обработку давлением, сварку, наплавку и термическую обработку металла оборудования или трубопровода групп А и В должна быть согласована головной материаловедческой организацией.
141. Оборудование должно поставляться вместе с паспортом, который должен содержать:
а) наименование изготовителя;
б) наименование оборудования и его обозначение, документы по стандартизации;
в) заводской номер и дату изготовления оборудования;
г) сведения о группе, классе безопасности, категории сейсмостойкости;
д) технические характеристики и параметры оборудования;
е) сведения о химическом составе и механических характеристиках материалов деталей, сварных соединений и наплавленных поверхностей (для последних - только химический состав), включая сведения о сертификатах на примененные материалы;
ж) сведения о термической обработке;
з) сведения о результатах неразрушающего контроля металла;
и) сведения об исправлении дефектов при изготовлении;
к) параметры и результаты испытаний давлением;
л) срок службы оборудования;
м) сведения о консервации и упаковывании;
н) заключение о соответствии изготовленного оборудования требованиям настоящих Правил и конструкторской документации;
о) гарантийные обязательства;
п) иные сведения по требованию эксплуатирующей организации.
Если оборудование доизготавливается на монтажной площадке, то паспорт должен быть оформлен изготовителем после доизготовления. В случаях, если доизготовление осуществляется монтажной организацией, объем сведений о доизготовлении устанавливается по согласованию с изготовителем.
В паспортах оборудования, в котором размещаются образцы-свидетели, должны быть приведены сведения об образцах-свидетелях в объеме, необходимом для их идентификации.
В паспорте оборудования, на которое распространяется действие федеральных норм и правил в области использования атомной энергии «Требования к управлению ресурсом оборудования и трубопроводов атомных станций. Основные положения» (НП-096-15), утвержденных приказом Федеральной службы по экологическому, технологическому и атомному надзору от 15 октября 2015 г. № 410 (зарегистрирован Министерством юстиции Российской Федерации 11 ноября 2015 г. регистрационный № 39666) (далее - НП-096-15), должны быть приведены его ресурсные характеристики.
(Измененная редакция. Изм. от 17.01.2017 г.)
142. В течение срока службы оборудования эксплуатирующая организация (для блока АС - администрация АС в соответствии с порядком, установленным эксплуатирующей организацией) должна вносить в его паспорт сведения о местонахождении, регистрации, выполненных испытаниях давлением, технических освидетельствованиях, ремонтах, эксплуатационном контроле состояния металла, а также определяемые при эксплуатации значения ресурсных характеристик.
В паспорта оборудования, в котором размещаются образцы-свидетели, эксплуатирующая организация (для блока АС - администрация АС в соответствии с порядком, установленным эксплуатирующей организацией) должна вносить сведения о выгрузке и загрузке образцов-свидетелей в течение срока службы оборудования.
(Измененная редакция. Изм. от 17.01.2017 г.)
143. К паспорту оборудования должны прилагаться:
а) руководства по эксплуатации, техническому обслуживанию и ремонту, а также иные документы, предусмотренные условиями поставки;
б) перечень арматуры и (или) контрольно-измерительных приборов (далее - КИП), необходимых для дооснащения оборудования, если их поставка вместе с оборудованием не предусмотрена;
в) копия сертификата соответствия, если оборудование подлежит подтверждению соответствия в форме обязательной сертификации;
г) расчет на прочность или выписка из него со ссылкой на расчет и с описанием исходных данных и результатов;
д) чертежи оборудования;
е) таблицы контроля качества металла;
ж) паспорта арматуры и (или) КИП, установленных на оборудовании;
з) сертификаты (либо их заверенные копии) на примененные материалы.
В случае применения нового материала в соответствии с пунктом 88 настоящих Правил, к паспорту оборудования должно быть приложено техническое решение.
При наличии отступлений от конструкторской документации к паспорту оборудования должны быть приложены документы, содержащие сведения об устраненных отступлениях, а также документы по результатам оценки соответствия и отчет о несоответствиях.
(Измененная редакция. Изм. от 17.01.2017 г.)
144. Требования пунктов 141 - 143 настоящих Правил не распространяются на паспорта арматуры.
145. Изготовитель должен передать эксплуатирующей организации (для блока АС - администрации АС в рамках полномочий, делегированных эксплуатирующей организацией) свидетельства об изготовлении деталей и сборочных единиц трубопроводов, комплект чертежей (общий вид и (или) сборочные чертежи с таблицами контроля качества). Монтажная организация должна передать эксплуатирующей организации (для блока АС - администрации АС в рамках полномочий, делегированных эксплуатирующей организацией) свидетельства о монтаже оборудования и(или)трубопроводов.
(Измененная редакция. Изм. от 17.01.2017 г.)
146. Свидетельство об изготовлении деталей и сборочных единиц трубопроводов должно содержать:
а) наименование изготовителя;
б) наименование деталей и сборочных единиц трубопроводов, дату изготовления;
в) сведения о рабочей среде, расчетных давлении и температуре;
г) сведения о группе, классе безопасности и категории сейсмостойкости трубопровода;
д) сведения о трубах, фасонных и крепежных деталях, включая сертификатные данные на материалы;
е) сведения об арматуре и (или) КИП, установленных изготовителем на сборочных единицах трубопровода;
ж) сведения о термической обработке сборочных единиц и деталей;
з) сведения об исправлении дефектов при изготовлении;
и) результаты испытаний давлением;
к) сведения о результатах неразрушающего контроля деталей, сварных соединений и наплавленных поверхностей;
л) заключение о соответствии изготовленных деталей и сборочных единиц требованиям настоящих Правил и конструкторской документации.
В случае применения нового материала в соответствии с пунктом 88 настоящих Правил, к свидетельству об изготовлении деталей и сборочных единиц трубопроводов должно быть приложено техническое решение.
При наличии отступлений от конструкторской документации к свидетельству об изготовлении должны быть приложены документы, содержащие сведения об устраненных отступлениях, а также документы по результатам оценки соответствия и отчет о несоответствиях.
(Измененная редакция. Изм. от 17.01.2017 г.)
147. Свидетельство о монтаже оборудования (или трубопровода) должно содержать:
а) наименование монтажной организации;
б) наименование оборудования (или трубопровода);
в) сведения об оборудовании (или трубопроводе), включая его группу, класс безопасности и категорию сейсмостойкости, сведения о рабочей среде;
г) не включенные в паспорт оборудования или трубопровода данные о крепежных изделиях и (или) иных деталях;
д) сведения о сварных соединениях, наплавленных поверхностях и термической обработке, выполненных при монтаже;
е) сведения об исправлении дефектов при монтаже;
ж) сведения об арматуре и (или) КИП, установленных при монтаже;
з) сведения об опорах и подвесках;
и) величину холодного натяга трубопровода в случае его применения;
к) результаты испытаний давлением;
л) акт, удостоверяющий, что монтаж трубопровода выполнен в соответствии с проектом и трубопровод находится в исправном состоянии.
(Измененная редакция. Изм. от 17.01.2017 г.)
148. К свидетельству о монтаже трубопровода должна быть приложена пространственная исполнительная схема трубопровода с указанием параметров рабочей среды, геометрических размеров и расположения сварных соединений, мест снятия тепловой изоляции, установки опор, реперов, арматуры и КИП.
К свидетельству о монтаже оборудования должна быть приложена исполнительная схема включения оборудования с указанием параметров рабочей среды и источников давления и их параметров (максимально создаваемое давление и расход), арматуры, предохранительных мембран, спускных, продувочных, дренажных устройств и КИП.
При наличии отступлений от конструкторской и (или) проектной документации к свидетельству о монтаже оборудования (или трубопровода) должны быть приложены документы, содержащие сведения об устраненных отступлениях, а также документы по результатам оценки соответствия и отчет о несоответствиях.
(Измененная редакция. Изм. от 17.01.2017 г.)
149. Паспорта трубопроводов должны оформляться эксплуатирующей организацией (для блока АС - администрацией АС в соответствии с порядком, установленным эксплуатирующей организацией). Паспорт трубопровода должен содержать:
а) сведения о трубопроводе, в том числе о его назначении, рабочей среде, классе безопасности, группе, категории сейсмостойкости; дату окончания монтажа, наименование монтажной организации;
б) обозначение чертежа трубопровода и наименование изготовителей деталей и сборочных единиц;
в) сведения о расчетных давлении и температуре;
г) параметры и результаты испытаний давлением;
д) срок службы трубопровода;
е) сведения об арматуре и (или) КИП, если их поставка вместе с сборочными единицами трубопровода не предусмотрена;
ж) величину холодного натяга трубопровода в случае его применения;
з) перечень прилагаемой к паспорту документации.
В паспорте трубопровода, на который распространяется действие НП-096-15, должны быть приведены его ресурсные характеристики».
(Измененная редакция. Изм. от 17.01.2017 г.)
150. В течение срока службы трубопровода эксплуатирующая организация (для блока АС - администрация АС в соответствии с порядком, установленным эксплуатирующей организацией) должна вносить в его паспорт сведения о регистрации, выполненных испытаниях давлением, технических освидетельствованиях, эксплуатационных контролях состояния металла, ремонтах, заменах его деталей и сборочных единиц, а также определяемые при эксплуатации значения ресурсных характеристик.
(Измененная редакция. Изм. от 17.01.2017 г.)
151. К паспорту трубопровода должны быть приложены:
а) свидетельства об изготовлении деталей и сборочных единиц трубопроводов;
б) комплект чертежей и схем трубопровода;
в) свидетельство о монтаже трубопровода с прилагаемыми к нему документами;
г) паспорт(а) арматуры и (или) КИП;
д) акт в соответствии с подпунктом «л» пункта 147 настоящих Правил.
(Измененная редакция. Изм. от 17.01.2017 г.)
152. Форма паспортов оборудования (или трубопровода), свидетельств об изготовлении деталей и сборочных единиц трубопроводов, свидетельств о монтаже оборудования (или трубопровода) устанавливается в соответствии с требованиями документов по стандартизации.
153. Эксплуатирующей организацией (для блока АС - администрацией АС в соответствии с порядком, установленным эксплуатирующей организацией) должна быть обеспечена сохранность паспортов оборудования и трубопроводов, а также прилагаемых к ним документов на протяжении срока службы оборудования и трубопроводов.
(Измененная редакция. Изм. от 17.01.2017 г.)
Образцы-свидетели
154. Должны быть изготовлены и переданы эксплуатирующей организации комплекты образцов-свидетелей для загрузки в корпус реактора и не менее двух дополнительных комплектов образцов-свидетелей.
Дополнительные комплекты не подлежат загрузке в корпус реактора. Количество образцов-свидетелей в этих комплектах должно быть достаточно для идентификации исходного состояния металла.
155. Образцы-свидетели основного металла должны изготавливаться из припусков штатных заготовок, которые предназначены для изготовления контролируемых зон оборудования.
156. Образцы-свидетели сварных соединений должны быть выполнены сварочными материалами той же партии (проволокой одной партии в сочетании с флюсом одной партии при автоматической сварке под флюсом, электродами одной партии при ручной дуговой сварке, проволокой одной партии при аргонодуговой сварке), что и сварные швы контролируемых зон корпуса реактора. Если проволока одной марки, одной плавки, одного диаметра и одного вида поверхности поставлена разными партиями, она должна рассматриваться как проволока одной партии (плавки) с присвоением ей общего номера.
Если конструкторской документацией предусматривается размещение образцов-свидетелей корневой части шва, то при выполнении сварных соединений с заваркой корневой части шва низколегированными присадочными материалами указанное требование должно соблюдаться отдельно по сварочным материалам для сварки корневой части шва и по сварочным материалам для заварки остальной части шва.
157. Заготовки (включая сварные соединения) для изготовления образцов-свидетелей должны подвергаться той же термической обработке, что и металл контролируемых зон в процессе изготовления и монтажа зон корпуса реактора.
158. На комплект образцов-свидетелей должно быть оформлено свидетельство об изготовлении образцов-свидетелей.
Свидетельство об изготовлении образцов-свидетелей должно содержать:
а) маркировку и назначение образцов-свидетелей;
б) сведения о местах вырезки заготовок образцов-свидетелей;
в) сведения о местах установки образцов-свидетелей;
г) заводской номер корпуса реактора, к которому относится комплект образцов-свидетелей.
V. Испытания давлением
Общие положения
159. Испытания давлением в зависимости от испытательной среды подразделяются на гидравлические, пневмогидравлические и пневматические, целью которых является проверка прочности и плотности оборудования и трубопроводов.
160. Испытания на прочность проводятся:
а) при изготовлении изготовителем оборудования и (или) деталей и сборочных единиц трубопроводов;
б) после монтажа оборудования и трубопроводов;
в) при технических освидетельствованиях в процессе эксплуатации.
(Измененная редакция. Изм. от 17.01.2017 г.)
161. Не допускается проводить испытания на прочность системы первого контура водо-водяных реакторов с невыгруженной активной зоной, если безопасность АЭУ не обоснована.
162. Испытания на плотность должны подтвердить отсутствие протечек оборудования и трубопроводов.
Испытания на плотность проводятся:
а) после разборки и герметизации разъемных соединений;
б) после выявления течи в разъемных соединениях;
в) после выполнения ремонта (за исключением ремонта с глушением трубок теплообменного оборудования) с использованием сварки (наплавки).
163. Пневмогидравлические испытания должны проводиться для находящихся в контакте с жидкометаллическим натриевым теплоносителем оборудования и трубопроводов, а также страховочных корпусов (кожухов).
(Измененная редакция. Изм. от 19.11.2019 г.)
164. Пневматические испытания, если обеспечена их безопасность, должны проводиться для оборудования и трубопроводов, нагружаемых давлением газа, а также работающих под вакуумметрическим давлением.
165. Испытания давлением для баков, сосудов, а также примыкающих к ним трубопроводов и гидрозатворов до первой запорной арматуры, работающих под гидростатическим давлением, должны проводиться наливом после монтажа и в процессе эксплуатации.
166. Необходимость проведения испытаний давлением и выбор испытательной среды и параметров испытаний оборудования и трубопроводов, содержащих дизельное топливо и среды для систем смазки, охлаждения и управления пуском, дизель-генераторной установки аварийного электроснабжения АЭУ, определяется разработчиком дизель-генераторной установки.
(Измененная редакция. Изм. от 17.01.2017 г.)
167. Составные части оборудования, детали и сборочные единицы трубопроводов, работающие при эксплуатации под внешним давлением, при изготовлении допускается испытывать внутренним давлением, значение которого должно быть указано в конструкторской документации.
168. При изготовлении и монтаже испытания давлением должны проводиться до нанесения защитных антикоррозионных покрытий и установки теплоизоляции на оборудование и трубопроводы, если иное не указано в конструкторской документации.
169. При наличии тепловой изоляции испытания давлением при эксплуатации должны проводиться без ее снятия для оборудования и трубопроводов с жидкометаллическим натриевым теплоносителем, в остальных случаях - после ее снятия в местах, указанных в конструкторской документации или в пространственной схеме трубопровода.
(Измененная редакция. Изм. от 19.11.2019 г.)
170. Испытания давлением сборочных единиц трубопроводов, укрупненных на монтажных площадках, допускается совмещать с испытаниями давлением после завершения их монтажа.
171. Допускается не проводить гидравлические испытания корпусов исследовательских реакторов, работающих под давлением веса наполняющей их жидкости, при условии проведения в процессе изготовления стопроцентного ультразвукового или радиографического контроля всех сварных соединений, капиллярного или магнитопорошкового контроля.
172. Испытания давлением после завершения монтажа оборудования и трубопроводов допускается совмещать с испытаниями давлением при их первичном техническом освидетельствовании до регистрации и пуска в работу.
173. Не подлежат испытанию давлением трубопроводы сброса (подачи) технологической среды в емкость с гидростатическим давлением, а также участки спринклерных систем и дренажей после последней арматуры до окончания трубопровода, имеющего свободный слив.
174. Для корпусов центробежных насосов и участков трубопроводов на напоре центробежных насосов до первой запорной арматуры гидравлические испытания должны производиться давлением, образующимся при работе насоса на закрытую запорную арматуру в течение времени, разрешенного изготовителем на работу насоса в безрасходном режиме.
Для насосов, работа которых на закрытую запорную арматуру запрещена, гидравлические испытания должны производиться давлением, образующимся при работе насоса на линию рециркуляции.
(Измененная редакция. Изм. от 17.01.2017 г.)
174.1. Гидравлические испытания погружных и полупогружных насосов и участков их напорных трубопроводов должны производиться максимальным давлением, образующимся при работе насосов.
(Введен дополнительно. Изм. от 17.01.2017 г.)
175. Испытания давлением отдельных деталей и сборочных единиц оборудования и трубопроводов групп В и С при их изготовлении не проводятся в следующих случаях:
а) изготовитель осуществляет испытания указанных деталей и сборочных единиц в составе укрупненных сборочных единиц;
б) изготовитель оборудования группы С из сталей перлитного класса и из высокохромистых сталей осуществляет ультразвуковой контроль всех сварных соединений, а также их радиографический контроль в удвоенном объеме по сравнению с объемом, предусмотренным НП-105-18, а из сталей аустенитного класса и железоникелевых сплавов - радиографический контроль всех сварных соединений;
в) изготовитель деталей и сборочных единиц трубопроводов групп В и С из сталей перлитного класса и из высокохромистых сталей осуществляет ультразвуковой контроль всех сварных соединений, а также радиографический контроль сварных соединений IIа, IIна категорий в объеме 100 %, IIв, IIнв и IIIа категорий - в объеме 50 %, IIIв - в объеме 25 %, а из сталей аустенитного класса - радиографический контроль всех сварных соединений, ультразвуковой контроль металла в зонах концентрации напряжений и в зонах, подвергавшихся деформации более 5 % при изготовлении, и дополнительный капиллярный или магнитопорошковый контроль механически обработанных поверхностей (для трубопроводов группы С указанный дополнительный контроль допускается не проводить);
г) детали и сборочные единицы оборудования и трубопроводов не содержат сварных соединений, зон концентрации напряжений и не подвергались деформации более 5 %.
Категории сварных соединений назначаются в соответствии с требованиями НП-105-18.
Объем контроля и нормы оценки качества основного металла должны быть приведены в конструкторской документации.
(Измененная редакция. Изм. от 17.01.2017 г.)
176. Измерение давления при испытаниях должно проводиться по двум независимым каналам измерений. Погрешность измерения давления при испытаниях не должна превышать ±5 %.
Давление испытаний
177. Давление гидравлических испытаний Рh при проверке прочности должно быть не менее:
![]()
и не более
давления, при котором в испытываемом изделии возникнут общие мембранные
напряжения, равные 1,35![]() , а сумма общих или местных мембранных
и общих изгибных напряжений достигнет 1,7
, а сумма общих или местных мембранных
и общих изгибных напряжений достигнет 1,7![]() (верхняя граница).
(верхняя граница).
В формуле давление Р равно расчетному при испытаниях изготовителем или рабочему после монтажа и в процессе эксплуатации;
![]()
![]() , σТ -
номинальные допускаемые напряжения в металле при температуре гидравлических
испытаний Th и при расчетной
температуре T соответственно.
, σТ -
номинальные допускаемые напряжения в металле при температуре гидравлических
испытаний Th и при расчетной
температуре T соответственно.
Значения общих и местных мембранных, общих изгибных напряжений, номинального допускаемого напряжения в металле должны определяться в соответствии с федеральными нормами и правилами в области использования атомной энергии, устанавливающими нормы расчета на прочность оборудования и трубопроводов АЭУ.
(Измененная редакция. Изм. от 17.01.2017 г.)
178. Давление гидравлических или пневматических испытаний Р при проверке прочности оборудования и трубопроводов, нагружаемых внешним давлением, должно быть не более:
Р ≤ 1,25Рv,
где Рv - допускаемое внешнее давление, определяемое в соответствии с федеральными нормами и правилами в области использования атомной энергии, устанавливающими нормы расчета на прочность оборудования и трубопроводов АЭУ.
179. Давление пневматических и пневмогидравлических испытаний Рр при проверке прочности должно быть не менее:
![]()
![]()
Верхняя граница Рр та же, что и указанная в пункте 177 настоящих Правил.
Для пневматических и пневмогидравлических испытаний давление Р равно расчетному при испытаниях изготовителем или рабочему после монтажа и в процессе эксплуатации.
(Измененная редакция. Изм. от 17.01.2017 г.)
180. При проверке плотности давление испытаний должно быть не ниже величины рабочего давления и не выше величины расчетного давления.
181. В случае, если испытаниям подвергается система, состоящая из оборудования и трубопроводов, работающих при различных рабочих давлениях и (или) расчетных температурах, или изготовленных из материалов с различными номинальными допускаемыми напряжениями при расчетной температуре или температуре испытаний, то давление испытаний этой системы должно быть не ниже максимального значения из совокупности минимальных давлений для всех элементов системы. При этом давление испытаний системы не должно превышать максимальное давление испытаний для любого элемента системы.
Температура испытаний
182. Испытания на прочность при изготовлении или монтаже должны проводиться при температуре металла оборудования и трубопроводов не ниже 5 °С, если в производственной программе испытаний не указано иное.
183. Допускаемая температура металла при испытаниях в процессе эксплуатации устанавливается эксплуатирующей организацией (для блока АС - администрацией АС в рамках полномочий, делегированных эксплуатирующей организацией) на основе данных расчета на прочность, паспортов оборудования и трубопроводов, числа циклов нагружения, зафиксированных при эксплуатации, флюенса нейтронов, результатов испытаний образцов-свидетелей.
(Измененная редакция. Изм. от 17.01.2017 г.)
184. Допускаемая температура металла при испытаниях оборудования и трубопроводов в составе системы принимается максимальной из значений температуры, указанных в паспортах оборудования и свидетельствах об изготовлении деталей и сборочных единиц трубопроводов.
185. Испытания во время эксплуатации должны проводиться при температуре испытательной среды, для которой температура металла оборудования и трубопроводов будет не ниже минимальной допускаемой, определяемой в соответствии с федеральными нормами и правилами в области использования атомной энергии, устанавливающими нормы расчета на прочность оборудования и трубопроводов АЭУ. Во всех случаях температура испытательной среды не должна быть ниже 5 °С.
Проведение испытаний
186. В процессе гидравлических испытаний допускается колебание давления вследствие изменения температуры жидкости, при этом давление не должно выходить за нижнюю и верхнюю границы, определенные согласно пункту 177 (или пункту 179) настоящих Правил. Понижение температуры ниже установленной в пунктах 182 - 185 настоящих Правил не допускается.
Падение давления, вызванное протечками через уплотнения валов насосов в процессе испытаний, не является браковочным признаком и компенсируется подкачкой испытательной среды.
(Измененная редакция. Изм. от 17.01.2017 г.)
187. Предназначенные для пневматических испытаний клапаны наполнительного трубопровода и приборы измерения давления и температуры должны быть выведены за пределы зоны, в которой находится испытываемое оборудование, в безопасное для персонала место. Во время подъема давления газа в испытываемом оборудовании и трубопроводах, выдержки под давлением и снижения давления до значения, установленного для осмотра, персонал должен находиться в безопасном месте.
188. Время выдержки под давлением при гидравлических испытаниях должно быть не менее 10 мин. После выдержки давление должно быть снижено до 0,8Рh и проведен осмотр оборудования и трубопроводов в доступных местах. При конструктивной невозможности осмотра отдельных участков результаты гидравлического испытания оцениваются по падению давления.
(Измененная редакция. Изм. от 17.01.2017 г.)
189. Время выдержки под давлением при пневматических и пневмогидравлических испытаниях должно быть не менее 30 мин. После выдержки давление должно быть снижено и проведен осмотр оборудования и трубопроводов. Осмотр проводится при давлении, значение которого определяется исходя из условий безопасности, но во всех случаях оно не должно превышать 0,85Рр.
190. Время выдержки под давлением при испытаниях наливом должно быть не менее 24 часов.
Программы испытаний
191. Перед проведением испытаний оборудования и (или) деталей и сборочных единиц трубопроводов изготовитель должен разработать производственную программу испытаний и согласовать ее с разработчиком.
(Измененная редакция. Изм. от 17.01.2017 г.)
192. Для проведения испытаний оборудования и трубопроводов после монтажа и в процессе эксплуатации эксплуатирующая организация до начала испытаний должна разработать с участием разработчиков проектов АЭУ (РУ) комплексную программу испытаний.
(Измененная редакция. Изм. от 17.01.2017 г.)
193. На основе комплексной программы испытаний эксплуатирующая организация (для блока АС - администрация АС в рамках полномочий, делегированных эксплуатирующей организацией) должна разработать рабочие программы испытаний.
(Измененная редакция. Изм. от 17.01.2017 г.)
194. Производственная программа испытаний должна содержать:
а) наименование оборудования или сборочных единиц и деталей трубопроводов;
б) значения верхней и нижней границы давления и температуры испытаний;
в) сведения об испытательных средах и требования к их качеству;
г) сведения о методе нагрева испытательной среды (в случае ее нагрева);
д) значения допустимых скоростей повышения и понижения давления и температуры;
е) сведения об источнике давления и его подключении;
ж) время выдержки под давлением;
з) значение давления, при котором должен проводиться осмотр;
и) перечень используемых приборов контроля давления и температуры и сведения о местах их установки;
к) допускаемые пределы колебаний давления и температуры в процессе выдержки;
л) сведения об установке технологических заглушек;
м) перечень организационных мероприятий, включая назначение ответственных за испытания лиц;
н) браковочные принципы;
о) требования по технике безопасности;
п) требования к оформлению результатов.
195. Комплексная программа испытаний, кроме сведений, перечисленных в подпунктах «б» - «п» пункта 194 настоящих Правил, должна содержать:
а) наименование и схему технологической системы (части системы, оборудования, трубопровода);
б) требования к обеспечению ядерной и радиационной безопасности.
196. Рабочая программа испытаний, помимо сведений, перечисленных в пункте 195 настоящих Правил, должна содержать:
а) порядок заполнения оборудования и (или) трубопроводов испытательной средой и порядок ее дренирования;
б) перечень мероприятий по подготовке оборудования и (или) трубопроводов к испытаниям;
в) мероприятия по обеспечению ядерной и радиационной безопасности;
г) перечень зон снятия теплоизоляции;
д) перечень мероприятий по защите от превышения давления сверх испытательного;
е) перечень мест подвода испытательной среды;
ж) браковочные критерии.
Оценка результатов испытаний
197. Оборудование и трубопроводы считаются выдержавшими испытания, если в процессе испытаний и при осмотре не обнаружены течи испытательной среды, остаточные деформации и разрывы металла, а значение давления не выходило за установленные в программе пределы.
При испытаниях оборудования и сборочных единиц (деталей) трубопроводов течи через технологические уплотнения, предназначенные для проведения испытаний, не являются браковочным признаком.
198. Если при испытаниях в процессе изготовления возникла течь в разъемном соединении, то необходимо переуплотнить соединение и провести повторное испытание на прочность.
199. После завершения испытаний должен быть составлен протокол, включающий:
а) наименование испытанной системы (части системы, оборудования, трубопровода, сборочных единиц, деталей);
б) срок эксплуатации на момент испытания на стадии эксплуатации;
в) значения расчетного давления и расчетной температуры;
г) значения давления испытаний и минимальной температуры металла оборудования (трубопровода) при испытаниях;
д) сведения об испытательной среде;
е) время выдержки под давлением;
ж) номер рабочей (производственной) программы испытаний;
з) результаты испытаний.
В паспортах оборудования и трубопровода и в свидетельстве об изготовлении деталей и сборочных единиц трубопроводов должны быть сделаны записи о результатах испытаний со ссылкой на протокол.
VI. Оснащение арматурой и контрольно-измерительными приборами
Общие требования
200. Назначение арматуры, количество и места установки определяются разработчиком проекта АЭУ (РУ).
201. Арматура групп А, В и С должна соответствовать требованиям настоящих Правил, а также федеральных норм и правил в области использования атомной энергии, устанавливающих общие технические требования к трубопроводной арматуре для АС.
202. Участки трубопроводов и оборудование, которые могут быть отключены для осмотра и ремонта, а также трубопроводы низкого давления, подключенные к коммуникациям с давлением выше 2,16 МПа, должны отключаться двумя последовательно расположенными запорными арматурами с дренажем между ними.
Напорные трубопроводы систем безопасности, присоединенные к главному циркуляционному контуру (или к контуру многократной принудительной циркуляции), должны отключаться от него двумя последовательно установленными обратными клапанами и запорной арматурой. Между запорной арматурой и первым по ходу среды обратным клапаном должно быть установлено дренажное устройство, пропускная способность которого должна превышать проектную протечку обратного клапана не менее чем в 10 раз.
При выполнении ремонтных работ в процессе эксплуатации блока на мощности запорная арматура должна быть закрыта, а клапаны на линии дренажа открыты.
Требование к установке дренажа между запорной арматурой на границах высокого и низкого давления не распространяется на импульсные линии КИП.
203. Участки трубопроводов и оборудование, подключенные к коммуникациям более высокого давления (если давление в них не превышает 2,16 МПа) и доступные для осмотра и ремонта, могут отключаться одной запорной арматурой. При отключении для осмотра или ремонта оборудования и участков трубопроводов запорная арматура должна быть закрыта.
204. При отключении для ремонта или осмотра запорной арматуры, указанной в пунктах 202 и 203 настоящих Правил, должны быть предусмотрены и выполнены технические и организационные меры, исключающие изменение состояния запорной арматуры при ошибочных действиях персонала:
а) запорная арматура должна быть закрыта и механическим способом исключено перемещение ее подвижных частей, а маховики либо сняты, либо заперты замком;
б) вентили на линии дренажа открыты;
в) схемы электрического силового питания и схемы управления разобраны;
г) шкафы питания закрыты и опечатаны;
д) сделаны записи в оперативных журналах.
Предохранительные устройства
205. Оборудование и трубопроводы, давление в которых может превышать рабочее, должны оснащаться предохранительными устройствами, к которым относятся мембраны прямого или принудительного действия и предохранительная арматура (предохранительные и импульсные клапаны).
206. Количество предохранительных устройств, их пропускная способность, давление открытия и давление закрытия определяются разработчиками проектов АЭУ (РУ) исходя из того, что давление в защищаемом оборудовании и трубопроводах с рабочим давлением более 0,3 МПа не должно превышать рабочее на 15 % при срабатывании этих устройств.
В оборудовании и трубопроводах с рабочим давлением не более 0,3 МПа превышение давления должно быть не более чем на 0,05 МПа.
При определении количества и пропускной способности предохранительных устройств должна учитываться суммарная производительность всех возможных источников повышения давления с учетом проектных аварий.
Диаметр условного прохода предохранительной арматуры должен быть не менее 15 мм.
207. Количество предохранительных клапанов и предохранительных мембран с принудительным разрывом, защищающих оборудование и трубопроводы групп А и В, должно быть увеличено не менее чем на единицу от их числа, определенного в соответствии с требованиями пункта 206 настоящих Правил.
208. Если предохранительное устройство защищает несколько единиц оборудования, то оно выбирается и настраивается исходя из наименьшего рабочего давления для этих единиц оборудования.
209. Предохранительный клапан должен закрываться после срабатывания при достижении давления не ниже 0,9 от рабочего давления.
210. В предохранительных устройствах должна быть предусмотрена возможность их блокировки при проведении испытаний давлением оборудования и трубопроводов.
После проведения испытаний предохранительные устройства должны быть приведены в рабочее состояние, о чем должны быть сделаны записи в оперативных журналах.
211. На напорных трубопроводах между запорной арматурой и насосом объемного действия, в котором отсутствует предохранительный клапан, должен быть установлен предохранительный клапан.
212. Не допускается установка запорной арматуры между предохранительным устройством и защищаемым им оборудованием или трубопроводом, а также на отводящих и дренажных трубопроводах.
213. Допускается применение импульсных предохранительных устройств (далее - ИПУ) с двумя настроенными на разные давления открытия и закрытия предохранительными клапанами, при этом разница между их давлениями открытия должна быть установлена разработчиком проекта АЭУ (РУ).
214. Допускается установка запорной арматуры перед импульсными клапанами ИПУ и после этих клапанов, если ИПУ снабжены не менее чем двумя импульсными клапанами и обеспечивается защита от превышения давления выше допустимого при выводе из работы одного из этих клапанов.
215. Должна быть исключена возможность несанкционированного изменения настройки пружины и других элементов регулировки предохранительной арматуры. Пружины предохранительной арматуры должны быть защищены от прямого воздействия среды и перегрева.
216. Не допускается применение предохранительной арматуры с грузовым рычажным приводом.
217. При установке на одном коллекторе (или трубопроводе) нескольких предохранительных устройств площадь поперечного сечения коллектора (или трубопровода) должна быть не менее 1,25 от расчетной суммарной площади сечения присоединительных патрубков предохранительных устройств.
218. Оборудование и трубопроводы с жидкометаллическим натриевым теплоносителем, а также оборудование и трубопроводы группы С допускается оснащать предохранительными мембранами, разрушающимися при повышении давления в защищаемом оборудовании на 25 % от рабочего давления среды. Допускается установка предохранительных мембран перед предохранительным клапаном, если между ними будет помещено устройство, исключающее попадание частей мембраны в предохранительный клапан. Работоспособность предохранительного клапана в сочетании с предохранительной мембраной должна быть подтверждена испытанием.
Площадь проходного сечения предохранительной мембраны должна быть не меньше площади сечения входного патрубка предохранительной арматуры. Место установки и маркировка мембраны должны быть доступны для визуального осмотра.
(Измененная редакция. Изм. от 19.11.2019 г.)
219. Оборудование, находящееся под давлением меньшим, чем давление питающего его источника, должно иметь на подводящем трубопроводе автоматическое редуцирующее устройство со средством измерения давления и предохранительной арматурой, размещенными со стороны меньшего давления.
Для нескольких единиц оборудования, работающего от одного источника давления при одном и том же давлении, допускается устанавливать одно автоматическое редуцирующее устройство со средством измерения давления и предохранительной арматурой, расположенными на одной магистрали до первого ответвления. Если поддержание постоянного давления за редуцирующим устройством по технологическим причинам невозможно или не требуется, на трубопроводах от питающего источника допускается устанавливать нерегулируемые редуцирующие устройства.
На трубопроводах конденсата греющего пара, соединяющих регенеративные подогреватели турбоустановок, вместо редуцирующих устройств допускается установка клапанов, регулирующих уровень конденсата.
220. Если трубопровод на участке от автоматического редуцирующего устройства до оборудования рассчитан на максимальное давление питающего источника и оборудование снабжено предохранительным устройством, то допускается не устанавливать на трубопроводе предохранительное устройство после редуцирующего устройства.
221. Если расчетное давление в оборудовании равно давлению питающего источника или превышает его и исключена возможность повышения давления за счет внешних и внутренних источников энергии, то установка предохранительных устройств не требуется.
222. Установка предохранительных и автоматических регулирующих устройств не требуется:
а) на трубопроводах рециркуляции насосов;
б) на трубопроводах после регуляторов уровня;
в) на трубопроводах продувочных, дренажных и удаления газа при сбросе среды в оборудование, оснащенное предохранительными устройствами.
223. Отводящие трубопроводы, не имеющие естественных уклонов, должны быть снабжены дренажным устройством. Внутренний диаметр отводящего трубопровода должен быть не менее внутреннего диаметра выходного патрубка предохранительного клапана. Среда, выходящая из предохранительных и дренажных устройств, должна отводиться в предусмотренное проектом место с соблюдением требований пожаровзрывобезопасности.
224. Исправность предохранительной арматуры, включая схемы управления, подлежит проверке с выбросом рабочей среды перед первым пуском оборудования и трубопроводов на рабочие параметры и при эксплуатации с периодичностью, установленной эксплуатирующей организацией и согласованной с разработчиком арматуры или, в случае прекращения производственной деятельности разработчика арматуры, с организацией, имеющей лицензию на конструирование аналогичной арматуры, но не реже периодичности планово-предупредительных ремонтов блока АС. Если в ходе проверки выявляются дефекты или отказы срабатывания предохранительной арматуры, то должны быть установлены причины возникновения дефектов или отказов, выполнен ремонт и проведена ее повторная проверка.
(Измененная редакция. Изм. от 17.01.2017 г.)
225. Проверка настройки предохранительной арматуры, включая схемы управления, должна проводиться после монтажа или ремонта, влияющего на настройку, но не реже проверки исправности предохранительной арматуры. Настройка предохранительной арматуры должна проводиться повышением давления в оборудовании (или трубопроводе) или с помощью специальных приспособлений, или испытанием на специальном стенде. После настройки предохранительной арматуры на срабатывание узел настройки должен быть опломбирован. Параметры настройки должны документироваться.
226. При невозможности проверки предохранительных клапанов на работающем оборудовании должны применяться переключающие устройства, устанавливаемые перед клапанами и отключающие их для проверки. При любом положении переключающих устройств должно обеспечиваться соединение оборудования и трубопроводов с необходимыми для их защиты предохранительными клапанами.
Во всех остальных случаях должна быть предусмотрена проверка исправности предохранительных клапанов и импульсных клапанов ИПУ на работающем оборудовании.
Оснащение контрольно-измерительными приборами
227. Оборудование и трубопроводы должны быть оснащены КИП для измерения давления, температуры, расхода, уровня рабочей среды, химического состава теплоносителя и контроля перемещений, а также устройствами для отбора среды.
Параметры и способы контроля, места установки датчиков и устройств для отбора рабочей среды должны определяться разработчиком и указываться в проектной (конструкторской) документации.
228. На парогенераторах, компенсаторах давления, барабан-сепараторах, деаэраторах должно быть установлено не менее трех независимых измерителей уровня рабочей среды и предусмотрены звуковая и световая сигнализации верхнего и нижнего допустимых уровней.
229. На оборудовании и трубопроводах, эксплуатирующихся при температуре более 150 °С, для которых конструкторской документацией регламентирована скорость изменения температуры, должны предусматриваться измерение и фиксация изменения температуры теплоносителя и (или) металла стенки. Места измерения температуры должны указываться в конструкторской и проектной документации.
230. На корпусах реакторов с жидкометаллическим натриевым теплоносителем, парогенераторах, а также трубопроводах групп В и С с наружным диаметром более 300 мм, эксплуатирующихся при температуре более 250 °С, должны быть обеспечены периодический контроль перемещения указанного оборудования и трубопроводов, а также фиксация максимальных перемещений. Если оборудование и трубопроводы расположены в необслуживаемых помещениях, то контроль перемещений должен осуществляться дистанционно.
Места установки датчиков перемещений должны указываться в конструкторской и проектной документации.
(Измененная редакция. Изм. от 17.01.2017 г.)
231. Датчики и устройства для отбора проб, находящиеся в контакте с жидкометаллическим натриевым теплоносителем, должны устанавливаться таким образом, чтобы место установки датчика не было наиболее холодной точкой контура. Если длина коммуникаций, содержащих теплоноситель, от датчика до места подключения к контуру превышает пять номинальных наружных диаметров труб этих коммуникаций, должен быть обеспечен подогрев труб до температуры контура.
(Измененная редакция. Изм. от 19.11.2019 г.)
232. Датчики, постоянно работающие на границе раздела жидкий натрий-газ, должны быть стойкими к шлакованию их поверхностей примесями, находящимися на свободной поверхности жидкого натрия.
(Измененная редакция. Изм. от 17.01.2017 г.)
233. Измерительные каналы контрольно-измерительных систем должны обеспечивать возможность их периодической метрологической поверки и калибровки в лабораторных условиях и (или) по месту установки. Порядок и сроки поверки и калибровки должны указываться в инструкциях по эксплуатации конкретных измерительных каналов.
234. Точность измерения контролируемых параметров устанавливается разработчиками проектов АЭУ (РУ) и должна быть указана в проектной и конструкторской документации.
VII. Техническое освидетельствование
235. Техническое освидетельствование проводится эксплуатирующей организацией (для блока АС - администрацией АС в соответствии с порядком, установленным эксплуатирующей организацией) для установления, что оборудование и трубопроводы соответствуют требованиям настоящих Правил и проекту РУ (АЭУ), находятся в исправном состоянии и возможна их дальнейшая эксплуатация.
Техническое освидетельствование должно проводиться после неразрушающего предэксплуатационного или эксплуатационного контроля.
Для оборудования и трубопроводов, эксплуатационный неразрушающий контроль которых не выполняется в соответствии с требованиями пункта 79 НП-084-15, техническое освидетельствование проводится не реже одного раза в десять лет.
(Измененная редакция. Изм. от 17.01.2017 г.)
236. Техническое освидетельствование подразделяется на первичное, периодическое и внеочередное.
(Новая редакция. Изм. от 17.01.2017 г.)
236.1. Первичное техническое освидетельствование проводится:
а) до начала пусконаладочных работ;
б) при проведении пусконаладочных работ при указании в конструкторской (проектной) документации минимальной температуры металла при проведении гидравлических испытаний, достижение которой реализуемо на этапе холодно-горячей обкатки;
в) после замены или модернизации оборудования.
(Введен дополнительно. Изм. от 17.01.2017 г.)
236.2. Первичное техническое освидетельствование оборудования и трубопроводов, имеющих страховочные корпуса и кожухи, должно проводиться до приварки последних.
(Введен дополнительно. Изм. от 17.01.2017 г.)
236.3. Техническое освидетельствование в процессе эксплуатации должно проводиться с той же периодичностью, что и эксплуатационный контроль состояния металла неразрушающими методами.
Отсрочка проведения очередного технического освидетельствования оборудования и трубопроводов допускается до 12 месяцев с учетом графика планово-предупредительных ремонтов АЭУ.
(Введен дополнительно. Изм. от 17.01.2017 г.)
237. Внеочередное техническое освидетельствование проводится:
а) после динамических воздействий техногенного или природного происхождения, интенсивность которых соответствует проектным значениям или превышает их;
б) при нарушении условий и пределов безопасной эксплуатации оборудования и трубопроводов, а также при отказах оборудования.
238. Техническое освидетельствование включает:
а) проверку документации;
б) осмотр оборудования и трубопроводов;
в) испытания давлением;
г) оформление результатов.
239. Места, недоступные для осмотра по условиям радиационной обстановки, определяются эксплуатирующей организацией (для блока АС - администрацией АС в рамках полномочий, делегированных эксплуатирующей организацией). Недоступность для осмотра по другим причинам устанавливается разработчиком и эксплуатирующей организацией (для блока АС - администрацией АС в рамках полномочий, делегированных эксплуатирующей организацией).
Эксплуатирующей организацией (для блока АС - администрацией АС в рамках полномочий, делегированных эксплуатирующей организацией) должен быть составлен перечень оборудования и участков трубопроводов, которые недоступны для осмотров по конструкционным особенностям или по условиям радиационной обстановки. В каждом конкретном случае для такого оборудования и трубопроводов эксплуатирующей организацией (для блока АС - администрацией АС в рамках полномочий, делегированных эксплуатирующей организацией) должна быть разработана инструкция по проведению технического освидетельствования.
Указанный перечень должен быть представлен в отдел инспекций межрегионального территориального управления по надзору за ядерной и радиационной безопасностью Ростехнадзора, осуществляющий постоянный надзор за безопасностью АС.
(Новая редакция. Изм. от 17.01.2017 г.)
240. При проверке документации:
а) проверяются паспорта оборудования и трубопроводов и прилагаемые к ним документы;
б) анализируется документация, содержащая результаты предэксплуатационного контроля состояния металла;
в) анализируется документация, содержащая результаты предыдущих эксплуатационных контролей состояния металла.
241. Осмотр оборудования и трубопроводов включает в себя:
а) внешний и внутренний осмотр оборудования, включая опоры, в доступных местах;
б) внешний осмотр трубопроводов, включая опоры и подвески, в доступных местах;
в) проверку состояния крепежных изделий и разъемных соединений оборудования и трубопроводов.
Целью осмотров является выявление следов протечек теплоносителя, а также поверхностных дефектов, включая механические, коррозионные повреждения и эрозионные размывы, а также оценка готовности оборудования и трубопроводов к проведению пусконаладочных работ и дальнейшей эксплуатации.
242. (Утратил силу. Изм. от 17.01.2017 г.)
243. (Утратил силу. Изм. от 17.01.2017 г.)
244. При наличии в составе РУ с жидкометаллическим натриевым теплоносителем средств контроля герметичности оборудования и трубопроводов при техническом освидетельствовании допускается не проводить визуальный осмотр:
а) внутренней поверхности оборудования со стороны теплоносителя;
б) внутренней поверхности страховочных корпусов;
в) внешних поверхностей оборудования в страховочных корпусах и трубопроводов в страховочных кожухах.
(Измененная редакция. Изм. от 19.11.2019 г.)
245. Перед техническим освидетельствованием оборудование должно быть освобождено от заполняющей его рабочей среды.
Указанное требование не распространяется на оборудование с жидкометаллическим натриевым теплоносителем.
(Измененная редакция. Изм. от 19.11.2019 г.)
246. Оборудование и трубопроводы, находящиеся в контакте с радиоактивными средами (за исключением жидкометаллического натриевого теплоносителя), должны быть дезактивированы до начала технического освидетельствования.
(Измененная редакция. Изм. от 19.11.2019 г.)
247. (Утратил силу. Изм. от 17.01.2017 г.)
248. Результаты технического освидетельствования должны быть отражены в акте технического освидетельствования с приложением к нему протоколов испытаний давлением.
На основании указанного акта эксплуатирующей организацией (для блока АС - администрацией АС в рамках полномочий, делегированных эксплуатирующей организацией) принимается решение о возможности и условиях дальнейшей эксплуатации и сроке очередного технического освидетельствования, а в паспорт оборудования (или трубопровода) вносятся соответствующие записи.
(Измененная редакция. Изм. от 17.01.2017 г.)
249. После первичного технического освидетельствования оборудование или трубопровод должны быть зарегистрированы в соответствии с требованиями НП-071-18.
(Новая редакция. Изм. от 19.11.2019 г.)
VIII. Эксплуатация
Общие положения
250. Эксплуатирующая организация (для блока АС - администрация АС в соответствии с порядком, установленным эксплуатирующей организацией) на основании конструкторской и проектной документации, инструкций по монтажу и руководств по эксплуатации, техническому обслуживанию и ремонту оборудования и трубопроводов до начала пусконаладочных работ должна обеспечить разработку и выполнение инструкций по эксплуатации, техническому обслуживанию и ремонту (далее - инструкция по эксплуатации оборудования или трубопровода (системы)).
(Измененная редакция. Изм. от 19.11.2019 г.)
251. Инструкция по эксплуатации оборудования или трубопровода (системы) должна содержать:
а) краткое описание;
б) описание режимов работы;
в) технологические ограничения и меры по обеспечению безопасности;
г) порядок подготовки к пуску, порядок пуска, останова, технического обслуживания и ремонта;
д) порядок действий персонала при нарушениях в работе трубопровода (системы) и отказах оборудования;
е) подготовленный с участием разработчика проекта АЭУ (РУ) перечень ситуаций, когда оборудование и трубопроводы должны быть отключены.
(Измененная редакция. Изм. от 19.11.2019 г.)
252. Оборудование и трубопроводы должны быть отключены, как минимум, в следующих ситуациях:
а) при обнаружении протечек рабочей среды сверх установленных проектом значений: из первого контура во второй либо через уплотнительные и разъемные соединения оборудования и трубопроводов;
б) при разрушении опор и подвесок;
в) при превышении в необслуживаемых помещениях установленных в проекте значений давления, температуры, влажности или мощности поглощенной дозы;
г) при неисправностях или выходе из строя предохранительных устройств;
д) при появлении шумов, вибраций и ударов, нехарактерных для нормальной эксплуатации;
е) при повышении давления сверх рабочего более чем на 15 % и дальнейшем его повышении несмотря на соблюдение всех требований, указанных в инструкциях.
ж) при неисправности КИП для измерения давления или уровня рабочей среды при отсутствии необходимого количества дублирующих КИП;
з) при обнаружении трещин или свищей в металле оборудования и трубопроводов.
(Измененная редакция. Изм. от 19.11.2019 г.)
253. Начиная с этапов пусконаладочных работ, эксплуатирующая организация (для блока АС - администрация АС в соответствии с порядком, установленным эксплуатирующей организацией) должна организовать учет числа циклов нагружения оборудования и трубопроводов, флюенса нейтронов и температуры облучения, времени работы на мощности и ресурсных характеристик.
(Измененная редакция. Изм. от 17.01.2017 г.)
254. Контроль состояния металла оборудования и трубопроводов при эксплуатации должен проводиться в соответствии с требованиями НП-084-15.
(Измененная редакция. Изм. от 19.11.2019 г.)
255. Разъемные соединения оборудования и трубопроводов должны быть уплотнены в соответствии с инструкцией по эксплуатации с применением специального инструмента. Величины затяжки шпилек с контролируемой вытяжкой должны быть указаны в инструкции по эксплуатации оборудования.
256. Перед подъемом давления в системах высокого давления от них должны быть отключены оборудование и трубопроводы низкого давления и вспомогательных систем, например охлаждения, заполнения, опорожнения, подачи сжатого газа низкого давления. В инструкциях по эксплуатации должны быть предусмотрены меры, исключающие ошибочное подключение систем низкого давления к системам высокого давления.
257. Запрещается проведение различного рода исследований и экспериментов на действующем оборудовании и трубопроводах без обоснования безопасности АЭУ и внесения изменений в условия действия лицензии на эксплуатацию АЭУ.
(Измененная редакция. Изм. от 19.11.2019 г.)
258. Управление ресурсом оборудования и трубопроводов должно осуществляться в соответствии с НП-096-15.
(Измененная редакция. Изм. от 19.11.2019 г.)
259. На остановленном водо-водяном реакторе с уплотненным первым контуром предохранительные устройства компенсатора давления должны быть в рабочем состоянии, за исключением проведения испытаний давлением.
260. Показатели водно-химического режима АЭУ должны находиться в пределах норм, установленных документами по стандартизации.
261. При проведении работ, связанных с разуплотнением оборудования и трубопроводов, содержащих радиоактивные жидкости, газы или аэрозоли, а также водород и другие газы во взрывоопасных концентрациях, должны соблюдаться требования радиационной безопасности и пожаровзрывобезопасности.
262. При обнаружении дефектов оборудования (трубопровода) составляется акт обследования дефектного узла, который направляется разработчикам проектов АЭУ (РУ), разработчику оборудования (трубопровода) и, в случае принадлежности оборудования (трубопровода) к группам А и В, в центральный аппарат Ростехнадзора.
Акт обследования дефектного узла должен быть оформлен в соответствии с требованиями НП-084-15.
Решение о мерах по выявлению и устранению причин возникновения дефектов, по устранению дефектов и о возможности дальнейшей эксплуатации оборудования и трубопроводов принимается эксплуатирующей организацией (для блока АС - администрацией АС в рамках полномочий, делегированных эксплуатирующей организацией).
(Измененная редакция. Изм. от 19.11.2019 г.)
263. Эксплуатирующая организация (для блока АС - администрация АС в соответствии с порядком, установленным эксплуатирующей организацией) должна обеспечить сохранность отчетной документации (результаты технического обслуживания, ремонта и эксплуатационного контроля металла) на оборудование и трубопроводы в течение их срока службы.
(Измененная редакция. Изм. от 17.01.2017 г.)
Организация и проведение ремонтов
264. На основании руководств по техническому обслуживанию и ремонту эксплуатирующая организация (для блока АС - администрация АС в рамках полномочий, делегированных эксплуатирующей организацией) должна разработать порядок проведения и установить объем и сроки проведения планово-предупредительных ремонтов оборудования и трубопроводов с учетом результатов пусконаладочных работ и предэксплуатационного контроля.
Объем и сроки проведения планово-предупредительных ремонтов должны уточняться по результатам эксплуатационного контроля и фактического состояния металла.
(Измененная редакция. Изм. от 17.01.2017 г.)
265. Ремонтные работы должны проводиться в соответствии с документацией, регламентирующей содержание и порядок выполнения технологических и контрольных операций, а также с оформлением отчетной документации.
Ремонтные работы с применением сварки должны проводиться по аттестованной технологии в соответствии с требованиями НП-071-18 и НП-104-18.
(Измененная редакция. Изм. от 19.11.2019 г.)
266. Для оборудования и трубопроводов, находящихся под давлением, работы с разъемными соединениями и ремонт не допускаются, за исключением операций по дистанционной перегрузке тепловыделяющих сборок без остановки реактора.
(Измененная редакция. Изм. от 19.11.2019 г.)
267. При проведении ремонтных работ на оборудовании и трубопроводах должны быть приняты меры, исключающие загрязнение их внутренних полостей или попадание в них посторонних предметов.
ПРИЛОЖЕНИЕ № 1
к федеральным нормам и правилам в
области использования атомной
энергии «Правила устройства и
безопасной эксплуатации оборудования
и трубопроводов атомных
энергетических установок»,
утвержденным приказом Федеральной
службы по экологическому,
технологическому и атомному надзору
от 17 декабря 2015 г. № 521
Атомная энергетическая установка - блок АС с водо-водяным реактором, либо с реактором канального типа, либо с реактором на быстрых нейтронах с жидкометаллическим натриевым теплоносителем, или установка с исследовательским реактором указанных типов.
Головная материаловедческая организация - организация, признанная органом управления использованием атомной энергии компетентной оказывать услуги организациям в сфере ее специализации по выбору и обоснованию применения основных и сварочных материалов, технологий выплавки и разливки металла, термической резки, обработки давлением, сварки, наплавки, термической обработки при конструировании, изготовлении, монтаже и эксплуатации оборудования и трубопроводов АЭУ.
Доизготовление - процесс завершения изготовления оборудования, поставка которого на площадку АЭУ предусмотрена отдельными частями по условиям транспортирования или монтажа.
Комплект образцов-свидетелей - совокупность образцов-свидетелей, одновременно выгружаемая из корпуса реактора.
Материалы - основные материалы в виде полуфабрикатов из сталей и сплавов (поковок, труб, листов, сортового проката, отливок), сварочные и наплавочные материалы (электроды, сварочные и наплавочные проволоки и ленты, флюсы, защитные газы), применяемые для изготовления оборудования и трубопроводов АЭУ, а также при их монтаже и ремонте.
Монтажная организация - организация, осуществляющая монтаж оборудования и трубопроводов на АЭУ и (или) разрабатывающая технологию монтажа.
Незаменяемое оборудование - оборудование, которое при эксплуатации блока АС не подлежит замене вследствие технической невозможности или экономической целесообразности.
Оборудование - работающие под давлением (избыточным, гидростатическим или вакуумметрическим) корпуса реакторов, страховочные корпуса, сосуды, теплообменники, баки, арматура, а также корпуса насосов и фильтров АЭУ.
Пневмогидравлические испытания - испытания давлением оборудования и трубопроводов АЭУ с жидкометаллическим теплоносителем, которые производятся сжатым газом без удаления теплоносителя.
Изготовитель - организация, изготавливающая оборудование и (или) сборочные единицы и детали трубопроводов.
Рабочее давление - максимальное избыточное давление в оборудовании и трубопроводах при нормальной эксплуатации, определяемое с учетом гидравлического сопротивления и гидростатического давления.
Разработчик - организация, проектирующая и (или) конструирующая оборудование и (или) трубопроводы.
Расчетная температура - температура стенки оборудования или трубопровода, равная максимальному среднеарифметическому значению температур на его наружной и внутренней поверхностях в одном сечении при нормальной эксплуатации. Для частей корпусов реакторов расчетная температура определяется с учетом внутренних тепловыделений как среднеинтегральное значение распределения температур по толщине стенки корпуса.
Расчетное давление - максимальное избыточное давление в оборудовании или трубопроводах, используемое при расчете на прочность при выборе основных размеров, при котором допускается нормальная эксплуатация данного оборудования или трубопровода при расчетной температуре. Для страховочных корпусов - максимальное избыточное давление, возникающее при разгерметизации защищаемого оборудования или трубопроводов.
Гиб - колено, изготовленное из трубы с применением деформации изгиба.
Колено - деталь или сборочная единица трубопровода, в которой изменяется направление потока рабочей среды.
Секторное колено (секторный отвод) - колено (отвод), изготовленное из отрезков труб, сваренных под углом друг к другу.
Трубопровод - совокупность соединенных между собой деталей и сборочных единиц, предназначенная для транспортировки рабочей среды.
Штампованное колено - колено, изготовленное из трубы или поковки с применением штамповки без сварки.
Штампосварное колено - колено, изготовленное из листа, трубы или поковки с применением штамповки и сварки.
В настоящих Правилах не приводятся определения общепринятых технических терминов, а также терминов, установленных в федеральных законах, и федеральных нормах и правилах в области использования атомной энергии.
(Измененная редакция. Изм. от 19.11.2019 г.)
ПРИЛОЖЕНИЕ № 2
к федеральным нормам и правилам в
области использования атомной
энергии «Правила устройства и
безопасной эксплуатации оборудования
и трубопроводов атомных
энергетических установок»,
утвержденным приказом Федеральной
службы по экологическому,
технологическому и атомному надзору
от 17 декабря 2015 г. № 521
Требования к отчету, обосновывающему применение нового материала
1. При обосновании применения нового основного материала должны быть проведены аттестационные испытания. На основании проведенных испытаний должен быть подготовлен отчет.
В случае если новый материал предполагается применять для изготовления деталей с использованием сварки (наплавки), должны быть представлены сведения о свариваемости предлагаемого материала (в том числе с другими материалами, допущенными к применению) и характеристики материала в составе сварных соединений (наплавленных изделий).
Возможность выполнения сварных соединений и наплавок для данного материала должна быть подтверждена на технологических пробах и при испытаниях материала в зоне термического влияния сварки (наплавки) в соответствии с НП-104-18.
(Измененная редакция. Изм. от 19.11.2019 г.)
2. Для основного материала в отчете должны быть представлены:
а) химический состав (с указанием содержания вредных примесей);
б) вид и способ получения полуфабрикатов;
в) документы по стандартизации на материал;
г) сертификатные данные на полуфабрикаты, использованные при проведении испытаний, номера плавок, поковок (проката);
д) сведения о термической обработке;
е) схема вырезки образцов из полуфабрикатов;
ж) значение предельной температуры Тmax, до которой допускается использовать материал;
з) сведения о рабочих средах, в которых допускается использовать материал;
и) значения флюенса нейтронов и температуры облучения, до которых обосновано применение материала;
к) значения условного предела текучести, временного сопротивления, относительного удлинения, относительного сужения и истинного напряжения при разрыве;
л) значения модуля Юнга, коэффициента Пуассона, коэффициента линейного расширения, коэффициента теплопроводности, плотности материала и удельной теплоемкости.
(Новая редакция. Изм. от 19.11.2019 г.)
2.1. Для материалов, применяемых в сварных соединениях и наплавленных изделиях, в отчете должны быть представлены:
а) способ сварки;
б) сочетание сварочных (наплавочных) и основных материалов (по их маркам);
в) химический состав наплавленного металла (металла шва) с указанием пределов содержания элементов и вредных примесей;
г) необходимость и режимы предварительного и сопутствующего подогрева;
д) необходимость, вид и режимы термической обработки сварных соединений и наплавленных изделий;
е) документы по стандартизации на сварочные (наплавочные) материалы;
ж) сертификатные данные на сварочные (наплавочные) материалы, использованные при проведении испытаний, номера плавок, партий;
з) схема вырезки образцов из сварных соединений и наплавленных изделий;
и) значение Тmax, до которого допускается использовать материал в сварных соединениях и наплавленных изделиях;
к) сведения о рабочих средах, в которых допускается использовать материал в сварных соединениях и наплавленных изделиях;
л) значения флюенса нейтронов и температуры облучения, до которых обосновано применение материала в сварных соединениях и наплавленных изделиях.
(Введен дополнительно. Изм. от 19.11.2019 г.)
2.2. Для основного металла и металла зоны термического влияния сварки (наплавки) в отчете должны быть представлены:
а) характеристики сопротивления хрупкому разрушению;
б) характеристики циклической прочности;
в) характеристики пластичности, ползучести и длительной прочности;
г) характеристики коррозионной стойкости.
(Введен дополнительно. Изм. от 19.11.2019 г.)
3. Полуфабрикаты основного металла и сварные (наплавленные) технологические пробы, используемые для определения характеристик, указанных в подпунктах «к» - «л» пункта 2 и «а» - «г» пункта 2.2 настоящего Приложения, должны быть изготовлены в промышленных условиях. Все характеристики должны быть определены на полуфабрикатах основного металла после штатной термической обработки. Для материала, предназначенного для сварных конструкций и наплавленных изделий, также должны быть определены характеристики основного металла и металла зоны термического влияния сварки (наплавки) после основных и промежуточных отпусков сварных соединений (наплавок) минимальной и максимальной продолжительности для способов сварки (наплавки) и допускаемых сварочных (наплавочных) материалов.
(Новая редакция. Изм. от 19.11.2019 г.)
4. Для основного металла указанные в подпункте «к» пункта 2 настоящего Приложения характеристики должны быть определены в пределах температур от 20 °С до Тmax через каждые 50 °С, а также при температурах (Тmax + 25) °С и (Тmax + 50) °С.
Для сварных соединений должны быть определены значения временного сопротивления при 20 °С и (Тmax + 50) °С. Для сварных соединений и наплавленных изделий должен быть определен угол загиба при 20 °С.
(Измененная редакция. Изм. от 19.11.2019 г.)
5. Должны быть представлены данные по изменению характеристик, указанных в подпункте «к» пункта 2 настоящего Приложения, до максимально допускаемого флюенса нейтронов. Указанные данные должны быть определены в интервале температур от 20 °С до температуры облучения через каждые 50 °С. Значение максимально допускаемого флюенса нейтронов устанавливается разработчиком проекта РУ.
(Измененная редакция. Изм. от 19.11.2019 г.)
6. Должны быть представлены количественные данные, характеризующие изменение во времени (в течение срока службы АЭУ) указанных в подпункте «к» пункта 2 настоящего Приложения характеристик после термического старения. Указанные данные должны быть определены при температурах 20 °С и (Тmax + 50) °С.
(Измененная редакция. Изм. от 19.11.2019 г.)
7. Указанные в подпункте «л» пункта 2 настоящего Приложения характеристики должны быть определены в пределах температур от 20 °С до Тmax через каждые 100 °С, а также при температуре (Тmax + 50) °С.
(Измененная редакция. Изм. от 19.11.2019 г.)
8. В соответствии с подпунктом «а» пункта 2.2 настоящего Приложения должны быть определены:
а) Тк0 - критическая температура хрупкости материала в исходном состоянии;
б) температурная зависимость вязкости разрушения материала в исходном состоянии в диапазоне температур от (Тк0 - 100) °С до (Тк0 + 50) °С;
в) сдвиг критической температуры хрупкости и (или) изменение температурной зависимости вязкости разрушения вследствие термического старения при температуре Тmax;
г) сдвиг критической температуры хрупкости и (или) изменение температурной зависимости вязкости разрушения вследствие влияния облучения до максимального допускаемого флюенса нейтронов;
(Измененная редакция. Изм. от 19.11.2019 г.)
9. Представление характеристик, указанных в подпункте «а» пункта 8 настоящего Приложения не требуется для сталей аустенитного класса, железоникелевых, титановых, циркониевых и алюминиевых сплавов.
(Измененная редакция. Изм. от 19.11.2019 г.)
10. Представление характеристик, указанных в подпунктах «б», «в» и «г» пункта 8 настоящего Приложения, не требуется для материалов, предназначенных для изготовления изделий, не подвергающихся нейтронному облучению, в следующих случаях:
а) для сталей перлитного, класса и высокохромистых сталей с пределом текучести при температуре 20 °С менее 600 МПа при толщине деталей не более 16 мм;
б) для сталей перлитного, класса и высокохромистых сталей с пределом текучести при температуре 20 °С менее 450 МПа при толщине деталей не более 20 мм;
в) для сталей перлитного, класса и высокохромистых сталей с пределом текучести при температуре 20 °С менее 300 МПа при толщине деталей не более 25 мм;
г) для сталей аустенитного класса, железоникелевых, титановых, циркониевых и алюминиевых сплавов.
(Измененная редакция. Изм. от 19.11.2019 г.)
11. Должно быть подтверждено, что контакт материала с рабочей средой не снижает характеристики, указанные в пункте 8 настоящего Приложения, или должны быть представлены количественные данные, отражающие влияние рабочих сред.
12. Сведения по длительной пластичности, ползучести и длительной прочности представляются в тех случаях, когда Тmax превышает следующие температуры (в дальнейшем обозначаются ТП): 450 °С - для сталей аустенитного класса и железоникелевых сплавов; 350 °С - для углеродистых и легированных сталей; 250 °С - для циркониевых сплавов; 20 °С - для алюминиевых и титановых сплавов.
(Измененная редакция. Изм. от 19.11.2019 г.)
13. Для основного металла должны быть представлены значения пределов длительной прочности и пластичности в диапазоне температур от ТП до Тmax через каждые 50 °С, а также при температурах (Тmax + 25) °С и (Тmax + 50) °С.
Для металла сварных соединений должны быть представлены только значения пределов длительной прочности при температурах ТП и (Тmax + 50) °С.
14. Для основного металла и металла сварных соединений при температурах, указанных в пункте 13 настоящего Приложения, должны быть представлены изохронные кривые ползучести в координатах напряжение - деформация для 10, 30, 102, 3∙102, 103, 3∙103, 104, 3∙104, 105 и т.д. часов до срока службы оборудования или трубопровода и деформации до ε = 3 %.
15. Должны быть представлены количественные данные, отражающие влияние облучения на характеристики длительной пластичности, ползучести и длительной прочности до максимально допускаемого флюенса нейтронов.
16. Должно быть подтверждено, что контакт материала с рабочей средой не снижает характеристики длительной пластичности, ползучести и длительной прочности, или представлены количественные данные, отражающие влияние рабочих сред.
17. Должны быть определены кривые усталости в координатах амплитуда напряжений (деформаций) - число циклов до зарождения трещины в диапазоне от 102 до 107 циклов.
(Измененная редакция. Изм. от 19.11.2019 г.)
18. Для материалов, предназначенных для работы при температурах ниже ТП, должны быть представлены кривые усталости при температурах 20 °С и (Тmax + 50) °С.
19. Для материалов, предназначенных для работы при температурах выше ТП, должны быть представлены кривые усталости при температурах 20 °С, ТП и в интервале температур от ТП до (Тmax + 50) °С через 50 °С.
20. Должно быть подтверждено отсутствие снижения циклической прочности вследствие контакта с рабочими средами или должны быть представлены количественные данные по учету влияния этого фактора на циклическую прочность.
21. Должно быть подтверждено отсутствие снижения циклической прочности вследствие нейтронного облучения или должны быть представлены количественные данные по учету влияния этого фактора на циклическую прочность.
22. В соответствии с подпунктом «г» пункта 2.2 настоящего Приложения для предполагаемых режимов эксплуатации (включая стояночные режимы) должны быть представлены:
а) значение скорости сплошной коррозии;
б) характер сопротивления язвенной коррозии (скорость роста количества и глубины язв);
в) склонность к коррозии под напряжением и скорость коррозионного растрескивания;
г) подтверждение стойкости против межкристаллитной коррозии (только для коррозионно-стойких сталей).
(Измененная редакция. Изм. от 19.11.2019 г.)
23. Должно быть подтверждено, что термическое старение не оказывает влияния на характеристики коррозионной стойкости или должны быть представлены количественные данные, отражающие влияние термического старения.
24. Должно быть подтверждено, что нейтронное облучение не оказывает влияния на характеристики коррозионной стойкости, или должны быть представлены количественные данные, отражающие влияние облучения.
25. Фактические данные о характеристиках материалов, указанных в пункте б, подпункте «в» пункта 8, пунктах 20 и 23 настоящего Приложения, должны быть получены после термического старения продолжительностью, достаточной для подтверждения работоспособности материала в течение срока службы оборудования или трубопровода.
Представление указанных данных не требуется для сталей и хромоникелевых сплавов при Тmax ниже 250 °С.
26. Фактические данные о характеристиках материала, указанных в пункте 5, подпункте «г» пункта 8, пунктах 20 и 24 настоящего Приложения, должны быть получены после нейтронного облучения до максимально допускаемого флюенса нейтронов.
Представление указанных данных не требуется для материалов, подвергающихся нейтронному облучению с флюенсом нейтронов ниже указанных значений: 1∙1022 нейтр/м2 (с энергией Е ≥ 0,5 МэВ) для сталей перлитного перлитного класса и высокохромистых сталей; 1,5∙1025 нейтр/м2 (Е ≥ 0,1 МэВ) для сталей аустенитного класса, железоникелевых, титановых, алюминиевых и циркониевых сплавов.
Представление данных, указанных в пункте 14 настоящего Приложения, не требуется для материалов, подвергающихся нейтронному облучению с флаксом ниже 1016 нейтр/(м2с).
(Измененная редакция. Изм. от 19.11.2019 г.)
27. Фактические данные о характеристиках материала, указанных в пунктах 11, 16, 20 и 22 настоящего Приложения, должны быть получены после воздействия среды продолжительностью, достаточной для подтверждения работоспособности материала в течение срока службы оборудования или трубопровода.
Представление указанных данных не требуется для материалов, защищенных со стороны рабочей среды антикоррозионной наплавкой или герметичным кожухом (чехлом).
(Измененная редакция. Изм. от 19.11.2019 г.)
28. Фактические данные о характеристиках материалов, указанных в пунктах 13 и 19 настоящего Приложения, должны быть получены при испытаниях, продолжительность которых достаточна для подтверждения работоспособности материала в течение срока службы оборудования или трубопровода.
29. (Утратил силу. Изм. от 19.11.2019 г.)
30. Количество проведенных испытаний и их продолжительность должны быть достаточными для достоверного определения соответствующих характеристик и их зависимостей от температуры и других факторов, оценки пределов разброса данных с учетом влияния допускаемых отклонений в химическом составе материалов и в технологии изготовления.
31. Значения и зависимости, предназначенные для использования в расчетах на прочность, должны быть представлены для всего срока службы оборудования или трубопровода.
(Новая редакция. Изм. от 19.11.2019 г.)
32. Допускается в зависимости от предполагаемых условий эксплуатации материала изменять объем сведений, представляемых в отчете с обязательным указанием температуры, рабочей среды, флюенса нейтронов и времени эксплуатации, для которых обосновано использование материала и его характеристик.
СОДЕРЖАНИЕ