РЕКОМЕНДАЦИЯ
ГСИ. Штангензубомеры с нониусами. Типы ШЗН-18, ШЗН-40
МЕТОДИКА ПОВЕРКИ
МИ 524-89
Дата введения 1.08.1989 г.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
РАЗРАБОТАНА Кировским инструментальным заводом «Красный инструментальщик»
ИСПОЛНИТЕЛИ: Колесников Е.Г. (руководитель разработки); Левин Е.М.
УТВЕРЖДЕНА Кировский центром стандартизации и метрологии 9 марта 1989 г.
ЗАРЕГИСТРИРОВАНА ВНИИМС
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
3.2.1 |
|
|
1.1 |
|
|
1.1 |
|
|
4.4.2 |
|
|
ГОСТ 2923-75 |
1.1 |
|
1.1 |
|
|
ГОСТ 8026-75 |
1.1 |
|
1.1 |
|
|
ГОСТ 9378-75 |
1.1 |
|
ТУ 2-034-225-87 |
1.1 |
|
ТУ 2-034-773-89 |
Вводная часть |
ВНЕСЕНО Изменение по Извещению ШЗН 1-94.
Настоящая рекомендация распространяется на штангензубомеры с нониусами типов ШЗН-18 и ШЗН-40, выпускаемые по ТУ 2.034.773 и устанавливает методику их первичной и периодической поверок.
1. Операции и средства поверки
1.1. При проведении поверки должны быть выполнены операции и применены средства, указанные в таблице
Таблица
|
Наименование операции |
Номер пункта |
Наименование образцового средства измерений или вспомогательного средства поверки; номер документа, регламентирующего технические требования к средству; разряд по государственной поверочной схеме и (или) метрологические и основные технические характеристики |
Проведение операции при: |
|
|
первичной поверке |
периодической поверке |
|||
|
Внешний осмотр |
4.1 |
- |
Да |
Да |
|
Опробование |
4.2 |
- |
Да |
Да |
|
Проверка размагниченности |
4.3 |
Частицы из низкоуглеродистой стали массой не более 0,1 г |
Да |
Да |
|
Определение метрологических характеристик |
4.4 |
|
|
|
|
Определение расстояния от верхней кромки края нониуса до поверхности шкалы штанги и высотной линейки |
4.4.1 |
Щупы. Набор № 2 кл. точности 2 ТУ 2- 034-225 |
Да |
Нет |
|
Определение шероховатости измерительных поверхностей губок и высотной линейки |
4.4.2 |
Образцы шероховатости поверхности ГОСТ 9378 с параметром шероховатости Ra < 0,32 мкм |
Да |
Нет |
|
Определение отклонения от плоскостности измерительной поверхности губок и отклонения от прямолинейности измерительной поверхности высотной линейки и торцов губок |
4.4.3 |
Линейка ЛД-1-80 ГОСТ 8026; меры длины концевые плоскопараллельные кл. точности 2 ГОСТ 9038; пластина плоская стеклянная нижняя ПИ60 кл. точности 2 ГОСТ 2923 |
Да |
Да |
|
Определение параллельности измерительных поверхностей подвижной и неподвижной губок при нулевой установке штрихов шкал нониуса и штанги. |
4.4.4 |
То же |
Да |
Да |
|
Определение просвета между плоскостью, в которой находятся торцы концов губок, и измерительной поверхностью высотной линейки при нулевом положение высотной линейки |
4.4.5 |
Линейка ЛД-1-80 ГОСТ 8026; меры длины концевые плоскопараллельные кл. точности 2 ГОСТ 9038; пластина плоская стеклянная нижняя ПИ60 кл. точности 2 ГОСТ 2923 |
Да |
Да |
|
Определение погрешности штангензубомера |
4.4.6 |
Ролики ГОСТ 2475; калибры-пробки ГОСТ 2015 или ролики (см. приложение) |
Да |
Да |
(Измененная редакция, Изм.).
Примечание. Допускается применять другие средства поверки, аттестованные в установленном порядке и удовлетворяющие по точности требованиям настоящей рекомендации.
2. Требования безопасности
2.1. При проведении поверки должны быть соблюдены следующие требования безопасности: требования ГОСТ 12.3.002 - оборудование, применяемое при поверке, должно соответствовать требованиям ГОСТ 12.2.003 воздух рабочей зоны должен соответствовать требованиям ГОСТ 12.1.006 при температуре помещения, соответствующей условиям поверки для легких физических работ.
3. Условия поверки и подготовка к ней
3.1. При проведении поверки должны соблюдаться следующие условия:
3.1.1. Температура рабочего пространства должна быть (20 ± 5) °С. Скорость изменения температуры не должна превышать 2 °С в течение одного часа.
3.1.2. Относительная влажность окружающего воздуха - не более 80 %.
3.2. Перед проведением поверки должны быть выполнены следующие подготовительные работы:
3.2.1. Штангензубомер и средства поверки должны быть промыты и протерты мягкой тканью.
(Измененная редакция, Изм.).
3.2.2. Штангензубомер и средства поверки должны быть выдержаны в помещении, где будет производиться поверка, не менее 3 ч.
4. Проведение поверки
4.1. Внешний осмотр
4.1.1. При внешнем осмотре должно быть установлено соответствие штангензубомера следующим требованиям:
4.1.1.1. В комплект изделия должны входить: штангензубомер, футляр и паспорт.
4.1.1.2. Наружные поверхности штангензубомера не должны иметь механических повреждений, заусенцев и следов коррозии, влияющих на эксплуатационные качества штангензубомера и ухудшающих его внешний вид.
4.1.1.3. Наружные поверхности штангензубомера, за исключением измерительных, должны иметь хромовое покрытие. Допускается лакокрасочное покрытие рамок микроподачи.
4.1.1.4. На штангензубомере должны быть нанесены: товарный знак предприятия- изготовителя, диапазон модулей измеряемых колес, значение отсчета по нониусу, порядковый заводской номер изделия, год выпуска или его условное обозначение.
(Измененная редакция, Изм.).
4.1.1.5. Каждое пятое деление шкал штанги и высотной линейки должно быть отмечено удлиненным штрихом, а каждое десятое деление - более длинным штрихом и соответствующим числом, указывающим сантиметры.
Каждое второе деление шкалы нониуса должно быть отмечено удлиненным штрихом, а каждое четвертое деление - числом, указывавшим десятые доли миллиметра.
4.1.1.6. Штрихи и цифры должны быть отчетливы. Штрихи нониуса должны доходить до края скоса нониуса.
Плоскость нониуса, на которой нанесены штрихи, должна быть наклонена по направлению к штанге и высотной линейке, и иметь ровный край.
4.2. Опробование
4.2.1. При опробовании проверяют соответствие штангензубомера следующим требованиям:
4.2.1.1. Подвижные части должны перемещаться легко, без заеданий и надежно крепиться в устанавливаемом положении зажимными устройствами.
4.2.1.2. Мертвый ход микрометрической пары не должен превышать 1/3 оборота гайки микроподачи.
4.2.1.3. На штанге и высотной линейке должны быть нанесены шкалы с отметками в виде штрихов через 1 мм. Длина шкал должна быть больше верхнего предела измерений не менее чем на длину штриховой шкалы нониуса.
4.2.1.4. Конструкция штангензубомера должна допускать возможность продольной регулировки нониуса на рамке.
4.3. Проверку размагниченности производят с помощью мелких частиц из низкоуглеродистой стали массой не более 0,1 г. Мелкие частицы не должны прилипать к штангензубомеру.
4.4. Определение метрологических характеристик
4.4.1. Определение расстояния от верхней кромки края нониуса до поверхности шкалыштанги и высотной линейки производят щупом в двух местах по длине штанги и высотной линейки. Щуп с номинальным значением толщины 0,25 мм укладывают на штангу и высотную линейку рядом с нониусом. Верхняя кромка края нониуса не должна быть выше поверхности щупа.
Расстояние от верхней кромки края нониуса до поверхности шкалы штанги и высотной линейки не должно превышать 0,25 мм.
4.4.2. Определение шероховатости измерительных поверхностей губок и высотной линейки производят визуально - сравнением с соответствующими образцами шероховатости поверхности.
Параметр шероховатости измерительных поверхностей губок и высотной линейки Ra < 0,32 мкм по ГОСТ 2789.
4.4.3. Определение отклонения от плоскостности измерительной поверхности губок и отклонения от прямолинейности измерительной поверхности высотной линейки и торцов концов губок производят с помощью лекальной линейки.
При определении отклонения от плоскостности ребро линейки прикладывают к измерительной поверхности губок параллельно длинному и короткому ребрам, а также по диагоналям.
Значение просвета определяют визуально сравнивая с «образцом просвета» равным 0,004 мм. Для получения «образца просвета» к рабочей поверхности плоской стеклянной пластины притирают параллельно друг другу концевые меры, разность номинальных длин которых составляет допустимую величину просвета 0,004 мм (две одинаковые меры большей длины притирают по краям, а меру меньшей длины - между ними). Тогда при наложении ребра лекальной линейки на концевые меры в направлении, параллельном их короткому ребру, получают требуемый «образец просвета».
При определении отклонения от прямолинейности ребро локальной линейки прикладывают к измерительной поверхности высотной линейки и торцам концов губок. Значение просвета определяют визуально сравнением с «образцом просвета» величиной 0,004 мм.
Допуск плоскостности измерительных поверхностей губок 0,004 мм. Допуск прямолинейности измерительной поверхности высотной линейки и торцов концов губок 0,004 мм.
4.4.4. Отклонение от параллельности измерительных поверхностей подвижной и неподвижной губок определяют по просвету между соприкасающимися поверхностями при незатянутом и затянутом зажиме штанги.
При сдвигании измерительных поверхностей подвижной и неподвижной губок нулевые штрихи шкал нониуса и штанги должны совпадать.
Значение просвета определяют визуально сравнением с «образцом просвета», составленным из концевых мер длины, величиной 0,01 мм.
Просвет между измерительными поверхностями губок не должен превышать 0,01 мм как при незатянутом, так и при затянутом зажиме штанги.
(Измененная редакция, Изм.).
4.4.5. Определение просвета между плоскостью, в которой находятся торцы концов губок, и измерительной поверхностью высотной линейки при нулевом положении высотной линейки производят при помощи лекальной линейки как при затянутом, так и при незатянутом зажиме высотной линейки.
Установку высотной линейки в нулевое положение производят путем совмещения нулевых штрихов шкал нониуса и высотной линейки. Штангу с подвижной губкой устанавливают в конце диапазона измерений.
Ребро лекальной линейки прикладывают к торцам концов губок. Значение просвета между ребром линейки и измерительной поверхностью высотной линейки определяют визуально, сравнивая с «образцом просвета».
При установке высотной линейки в нулевое положение измерительная поверхность высотной линейки должна лежать в одной плоскости с торцами концов губок. Допускаемый просвет 0,005 мм как при затянутом, так и при незатянутом зажиме высотной линейки.
4.4.6. Определение погрешности штангензубомера как при затянутом, так и при незатянутом зажимах штанги и высотной линейки производят при помощи аттестованных роликов (см. приложение) или калибров-пробок. Поверка сводится к измерению хорды цилиндрического ролика, расположенного так, чтобы угол между плоскостями, касательными к поверхности ролика и проведенными через концы хорды, был равен приблизительно 40°. Этим имитируются условия измерения толщины зуба вблизи делительной окружности.

Для поверки используют два ролика с такими диаметрами, чтобы размер хорды одного ролика был близок к нижнему, а второго - к верхнему пределу диапазона измерений штангензубомера.
Размер хорды Sc и высоту сегмента hc подсчитывают по формулам:
|
|
|
|
где d - диаметр ролика.
Найденные значения ![]() и
и ![]() округляют до второго десятичного знака
и величины, кратной пяти.
округляют до второго десятичного знака
и величины, кратной пяти.
Определение погрешности штангензубомера производят в следующей последовательности:
1) проверяют нулевую установку по обеим шкалам;
2) устанавливают высотную линейку на размер ![]() (высоту сегмента);
(высоту сегмента);
3) измеряют размер ![]() (величину хорды).
(величину хорды).
За погрешность штангензубомера принимают разность между показанием прибора и расчетом значением хорды.
Погрешность штангензубомера как при затянутых, так и при незатянутых зажимах штанги и высотной линейки не должна превышать ± 0,05 мм.
5. Оформление результатов поверки
Положительные результаты первичной поверки штангензубомеров предприятие- изготовитель оформляет отметкой в паспорте, заверенной поверителем.
На штангензубомеры, признанные годными при государственной поверке, выдают свидетельство о поверке по форме, установленной Госстандартом.
Положительные результаты периодической ведомственной поверки штангензубомеров оформляют отметкой в документе, составленном ведомственной метрологической службой.
Штангензубомеры, не удовлетворяющие требованиям настоящих методических указаний, бракуют и к применению не допускают
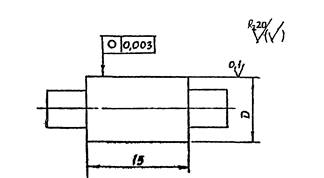
Ролики
|
Тип штангензубомера |
D, мм |
|
ШЗН-18 |
2,5 ... 5 |
|
25 ... 26,5 |
|
|
ШЗН-40 |
11,5... 13 |
|
58…59 |
58 ... 62 HRCэ
Старить при температуре 110 ... 130 °С в течение 48 ч.
Размер D аттестовать с точностью 0,005 мм.
Материал - сталь ХВГ ГОСТ 5950.