|
ФЕДЕРАЛЬНОЕ
АГЕНТСТВО |
||
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р |

ПРЕДСТАВЛЕНИЕ И ОБМЕН ДАННЫМИ
ПО РЕЖУЩИМ ИНСТРУМЕНТАМ
ISO/TS 13399-2:2005
Cutting tool data representation and exchange -
Part 2: Reference dictionary for the cutting items
(IDT)
|
|
Москва Стандартинформ 2014 |
1 ПОДГОТОВЛЕН Научно-техническим центром «ИНТЕК» на основе собственного аутентичного перевода на русский язык международного документа, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 100 «Стратегический и инновационный менеджмент»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 21 декабря 2010 г. №878-ст
4 Настоящий стандарт идентичен международному документу ISO/TS 13399-2:2005 «Представление и обмен данными по режущим инструментам. Часть 2. Справочный словарь по резке (ISO/TS 13399-2:2005 «Cutting tool data representation and exchange - Part 2: Reference dictionary for the cutting items»).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов и документов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок - в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
Настоящий стандарт разработан в целях представления справочного словаря, обеспечивающего возможность использования общей информационной модели, установленной в ИСО 13399-1.
Режущий инструмент используют в обрабатывающем станке в целях удаления лишнего материала заготовки путем его срезания режущими кромками инструмента. Характеристики режущих инструментов, которые могут быть описаны с использованием комплекса стандартов ИСО 13399, должны включать в себя все элементы, располагающиеся между заготовкой и станком, но не ограничиваются только ими. С помощью настоящего стандарта может быть представлена информация о сменных пластинах (например, о режущих элементах правильной и неправильной форм), о цельных режущих инструментах (таких как цельное сверло или цельная фреза), монтируемых инструментах (например, о бурильных штангах, сверлах с механическим креплением сменных пластин и фрезах с механическим креплением), о переходниках (типах фрезерной оправки и сверлильного патрона), о деталях крепления (таких как шайбы, винты и хомуты), а также о связях между ними. Примеры разных сборок элементов режущего инструмента приведены на рисунке 1.
Комплекс международных документов ИСО/ТС 13399 подготовлен Техническим комитетом ИСО/ТК 29 «Ручной инструмент» и состоит из следующих частей, имеющих общий заголовок «Представление и обмен данными по режущим инструментам»:
- часть 1. Обзор, основные принципы и общая информационная модель;
- часть 2. Справочный словарь по режущим элементам;
- часть 3. Справочный словарь по элементам резцов;
- часть 4. Справочный словарь по адаптивным элементам;
- часть 5. Справочный словарь по сборочным элементам;
- часть 50. Справочный словарь по системам ссылок и общим понятиям;
- часть 60. Справочный словарь по системам соединения;
- часть 100. Определения, принципы и методы для справочных словарей.
Комплекс международных документов ИСО 13399 представляет собой средство электронного представления данных по режущим инструментам с помощью информационной структуры, необходимой для описания данных о режущих инструментах и компоновках режущих инструментов, и предназначен для облегчения использования, манипулирования и обмена данными по режущим инструментам в процессе производства, распределения и использования.
В настоящем стандарте установлены термины, свойства и определения тех частей режущего инструмента, которые обеспечивают соединение компонентов режущего инструмента, за исключением элементов обработки резанием, и подсоединение инструмента к станку. Адаптивные элементы включают в себя зажимные патроны и инструментальные оправки. Цель настоящего стандарта - предоставить словарь ссылок, обеспечивающих поддерживание использования общей информационной модели, определенной в ИСО 13399-1.
Режущий инструмент с определенными режущими кромками используют на металлорежущем станке для удаления части материала заготовки путем сдвига режущих кромок резца. Данные режущего инструмента являются характеристиками режущего инструмента и его использования, которые должны быть известны и которые необходимо оценивать в целях принятия решений и выполнения производственных операций.
Комплекс международных документов ИСО 13399 включает в себя представление данных по всем объектам, начиная с заготовок и заканчивая металлорежущим станком. Происходит обмен информацией о вставках (например, сменных режущих пластинах правильной и сложной конфигураций), твердотельных резцах (например, сплошном сверле и концевой фрезе), сборных инструментах (например, расточных оправках, сверле и фрезах с многогранными режущими пластинами), адаптерах (например, фрезерных оправках и зажимных патронах), компонентах (например, регулировочных шайбах, винтах и зажимах) или о любых комбинациях вышеуказанных инструментов.
Примеры разных типов сборки элементов режущего инструмента приведены на рисунке 1.
Описание режущих инструментов включает в себя геометрические данные и данные о размерах, данные идентификации и назначения, смешанные данные и данные о запасных частях, режущем материале и о возможных соединениях компонентов.
Использование инструментальной информационной модели, представленной в комплексе международных документов ИСО 13399, должно обеспечивать повышенную производительность как пользователя, так и инструментальных средств. Эффективное управление инструментальной информацией улучшает использование инструментальных средств. Использование инструментальной информационной модели позволяет идентифицировать «правильный» инструмент для каждой операции, начиная с закупки инструментов, и затем - при планировании, установке в металлорежущем станке, техническом обслуживании и повторном использовании этих инструментов. При этом сокращается время производственного цикла и повышается надежность и качество продукции. Пользователи инструментов получают прямую выгоду в результате улучшения поддержки со стороны предприятия - поставщика инструментов, которое получает возможность предоставлять стандартную сопроводительную информацию к инструментальной продукции. Компьютерные интерфейсы для информационного обмена становятся более эффективными.
Целью комплекса международных документов ИСО 13399 является обеспечение заинтересованных сторон средствами представления информации, которая характеризует режущие инструменты в компьютеризированной форме, независимой от конкретной компьютерной системы. Такое представление облегчает обработку и обмен данными по режущим инструментами при использовании различного программного обеспечения и компьютерных комплексов, а также обеспечивает поддержку применения этих данных при производственном планировании, обработке резанием и поставке инструментальных средств. Характер описания режущих инструментов позволяет осуществлять не только нейтральный обмен файлами, но также является основой для внедрения и совместного использования баз данных о продукции для достижения поставленных целей. Методы, используемые для этих представлений, разработаны техническим комитетом ТК 184 «Системы промышленной автоматизации и интеграция» и подкомитетом ПК 4 «Промышленные данные для представления данных о продукции» с использованием стандартизованных информационных моделей и словарей ссылок.
Информационная модель представляет собой формальную спецификацию различных идей, фактов и процессов, которые вместе дают описание реального мира, представляющего интерес, и которые предоставляют набор правил интерпретации. Информация представляет собой знание идей, фактов и/или процессов. Данные являются символами или функциями, которые отображают информацию с использованием правил, указывающих, как следует выполнять конкретную операцию, и словаря для определения терминов, идентифицирующих эти данные. Все участники коммуникационного процесса должны использовать одну и ту же информационную модель, одинаковый набор правил и один и тот же словарь во избежание путаницы и неправильного понимания. Если информационная модель и ее словарь реализованы на машинно-ориентированном языке, дополнительную выгоду получают в случае, если модель и язык подходят для обработки на ЭВМ.
Следовательно, техническая информационная модель является спецификацией данных, определяющей смысл этих данных, в частности, их технический контекст. Модель должна быть разработана с помощью формальных методов для обеспечения того, что она будет удовлетворять потребностям конкретной ситуации. Техническая информационная модель определяет информационные объекты, которые представляют концепции технического приложения, атрибуты определенных объектов и их взаимоотношения, а также ограничения, имеющие дополнительные значения. Информационная модель является абстрактной концепцией, которую можно использовать многократно в любой ситуации в рамках представляемого реального мира. После заполнения модели элементами данных и их значениями, которые являются приемлемыми в частной ситуации реального мира, получают экземпляр модели.
Настоящий стандарт использует следующие ресурсы, разработанные ИСО ТК 184/ПК 4:
a) язык EXPRESS, соответствующий требованиям ИСО 10303-11 к определению информационной модели;
b) формат обмена данными, полученный из модели и определенный в ИСО 10303-21;
c) словарь данных, определенный в ИСО 13584.
Комплекс международных документов ИСО 13399 предназначен для использования на производстве, изготовителями и поставщиками инструментов, а также разработчиками производственного программного обеспечения. Он устанавливает общую структуру обмена данными о режущих инструментах (см. рисунок 1) и предназначен для обеспечения возможности или улучшения:
- представления общей совокупности определений для описания отдельных режущих инструментов и режущих инструментов в сборе;
- интеграции и совместного использования данных режущего инструмента и режущих инструментов в сборе между приложениями программного обеспечения;
- прямого импорта данных режущих инструментов поставщиков в базы данных заказчиков или прикладные программы;
- снижения усилий производителей в отношении представления точной текущей информации о режущих инструментах из разных источников и для множественных применений.
Разные компании используют разные бизнес-модели для определения потребности в передаче информации о своей продукции. Например, один производитель режущих инструментов может сам перетачивать инструменты для своих клиентов, в то время как другой производитель может разрешать покупателям выполнять перетачивание самостоятельно и предоставляет информацию о том, как это осуществить. Следовательно, два производителя режущих инструментов при общении могут использовать разные наборы свойств режущих инструментов, используя информационную модель и словари, установленные в комплексе международных документов ИСО 13399.
Комплекс международных документов ИСО 13339 определяет только ту информацию, которую можно передавать, но не устанавливает, какую информацию следует передавать.
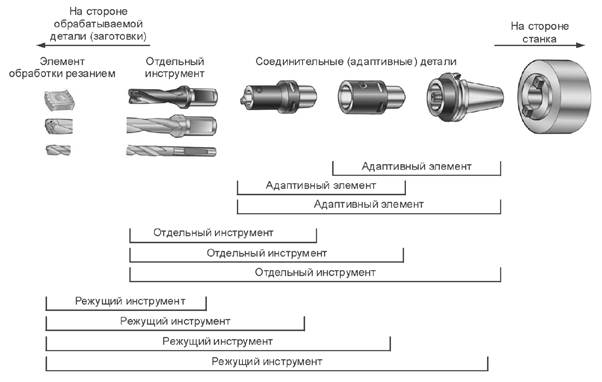
Рисунок 1 - Примеры разных типов сборок элементов
ГОСТ Р 54133-2010/ISO/TS 13399-2:2005
ПРЕДСТАВЛЕНИЕ И ОБМЕН ДАННЫМИ ПО РЕЖУЩИМ ИНСТРУМЕНТАМ
Часть 2
Справочный словарь по резке
Cutting tool data representation and
exchange. -
Part 2. Reference dictionary for the cutting items
Дата введения - 2011-09-01
1 Область применения
Настоящий стандарт устанавливает словарь ссылок на элементы режущего инструмента, а также их описательные свойства и диапазон возможных значений. Словарь предназначен для представления данных по режущим инструментам и содержит следующую информацию:
- определения и идентификаторы классов режущих элементов и их характеристик в рамках соответствующей классификационной схемы;
- определения и идентификаторы типов элементов данных, представляющих свойства режущих элементов и их характеристики;
- определения и идентификаторы областей значений вышеуказанных типов элементов данных.
Каждые класс, свойство и область значений для конкретной сферы применения образуют статью справочного словаря, которая подходит для электронной обработки и понятна для чтения пользователем, а также обеспечивает возможность ее однозначного поиска с помощью словаря любого приложения, в котором реализована информационная модель, определенная в ИСО 13399-1.
Определения и идентификаторы словарных статей представлены с помощью стандартного набора данных, которые содержат в себе экземпляры типов языка EXPRESS в соответствии с общей схемой словаря, разработанной техническими комитетами ИСО ТК 184/ПК4/РГ2 и МЭК ПК3D, и ее расширениями, приведенными в ИСО 13584-24 и ИСО 13584-25.
В область применения настоящего стандарта входят:
- стандартные данные, представляющие разные классы режущих элементов и характеристики этих классов;
- стандартные данные, представляющие разные свойства и характеристики режущих элементов;
- стандартные данные, представляющие области значений, используемые для свойств и характеристик режущих элементов;
- системы координат для режущих элементов и их характеристик;
- метод обмена установленными стандартными данными.
Примечание 1 - Метод реализации обмена стандартными данными, приведенный в настоящем стандарте, установлен в ИСО 10303-21.
В область применения настоящего стандарта не входят:
- приложения, в которых допускается хранение вышеуказанных стандартных данных или обращение к ним;
- методы реализации запроса и обмена установленными стандартными данными, отличающиеся от метода, установленного в настоящем стандарте;
- информационные модели режущих инструментов;
- определения классов и свойств режущих элементов;
- определения классов и свойств адаптивных элементов;
- определения классов и свойств сборок режущих инструментов и оснастки.
Примечание 2 - Информационная модель режущих инструментов приведена в ИСО 13399-1.
Примечание 3 - Определения классов и характеристик режущих, адаптивных и компоновочных элементов приведены в ИСО/ТС 13399-3, ИСО/ТС 13399-4 и ИСО/ТС 13399-5 соответственно.
Примечание 4 - Термины и определения, использованные при составлении справочного словаря, приведены в разделе 3. Основная группа терминов и их определений, включенных в справочный словарь, приведена в приложениях В, С и D. Термины, используемые для определения структуры и содержания этого словаря, приведены в ИСО/ТС 13399-100.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие международные стандарты и документы, которые необходимо учитывать при использовании настоящего стандарта. В случае ссылок на документы, у которых указана дата утверждения, необходимо пользоваться только указанной редакцией. В случае, когда дата утверждения не приведена, следует пользоваться последней редакцией ссылочных документов, включая любые поправки и изменения к ним.
ИСО 1832 Пластины многогранные сменные для режущих инструментов. Обозначение (ISO 1832, Indexable inserts for cutting tools - Designation)
ИСО 3002-1:1982 Основные величины, относящиеся к процессам резания и шлифования. Часть 1. Геометрия рабочей части режущего инструмента. Основные термины, эталонные системы координат, углы резания и истинные углы режущего инструмента, стружколомы (ISO 3002-1:1982, Basic quantities in cutting and grinding - Part 1: Geometry of the active part of cutting tools - General terms, reference systems, tool and working angles, chip breakers)
ИСО 3002-3:1984 Основные величины, относящиеся к процессам резания и шлифования. Часть 3. Геометрические и кинематические величины, относящиеся к процессу резания (ISO 3002-3:1984, Basic quantities in cutting and grinding - Part 3: Geometric and kinematic quantities in cutting)
ИСО 3365:1985 Неперетачиваемые твердосплавные пластины с зачистными кромками без установочного отверстия. Размеры (ISO 3365:1985, Indexable hardmetal (carbide) inserts with wiper edges, without fixing hole - Dimensions)
ИСО 5608:1995 Державки обычного и картриджного типов для многогранных режущих пластинок, применяемые при токарных и копировальных работах. Обозначение (ISO 5608:1995, Turning and copying tool holders and cartridges for indexable inserts - Designation)
ИСО 10303-1:1994 Системы промышленной автоматизации и интеграция. Представление данных о продукции и обмен данными. Часть 1. Обзор и основные принципы (ISO 10303-1:1994, Industrial automation systems and integration - Product data representation and exchange - Part 1: Overview and fundamental principles)
ИСО 10303-11:1994 Системы промышленной автоматизации и интеграция. Представление данных о продукции и обмен данными. Часть 11. Методы описания: справочное руководство по языку EXPRESS (ISO 10303-11:1994, Industrial automation systems and integration - Product data representation and exchange - Part 11: Description methods: The EXPRESS language reference manual)
ИСО 10303-21:1994 Системы промышленной автоматизации и интеграция. Представление данных о продукции и обмен данными. Часть 21. Методы реализации. Кодирование открытого текста структуры обмена (ISO 10303-21:1994, Industrial automation systems and integration - Product data representation and exchange - Part 21: Implementation methods: Clear text encoding of the exchange structure)
ИСО 13399-1 Представление и обмен данными о режущих инструментах. Часть 1. Обзор, основные принципы и общая информационная модель (ISO 13399-1, Cutting tool data representation and exchange - Part 1: Overview, fundamental principles and general information model)
ИСО/TS 13399-100 Представление и обмен данными о режущих инструментах. Часть 100. Определения, принципы и методы для справочных словарей (ISO/TS 13399-100, Cutting tool data representation and exchange - Part 100: Definitions, principles and methods for reference dictionaries)
ИСО 13584-1:2000 Системы промышленной автоматизации и интеграция. Библиотека данных на детали. Часть 1. Обзор и основные принципы (ISO 13584-1:2000, Industrial automation systems and integration - Parts library - Part 1: Overview and fundamental principles)
ИСО 13584-24:2003 Системы промышленной автоматизации и интеграция. Библиотека данных на детали. Часть 24. Логический ресурс. Логическая модель библиотеки поставщика (IS013584-24:2003, Industrial automation systems and integration - Parts library - Part 24: Logical resource: Logical model of a supplier library)
ИСО 13584-25:2004 Системы промышленной автоматизации и интеграция. Библиотека данных на детали. Часть 25. Логический ресурс. Логическая модель библиотеки поставщика с агрегированными значениями и подробным содержанием (ISO 13584-25:2004, Industrial automation systems and integration - Parts library - Part 25: Logical resource: Logical model of supplier library with aggregate values and explicit content)
ИСО 13584-42:1998 Системы промышленной автоматизации и интеграция. Библиотека данных на детали. Часть 42. Методология описания. Методология структурирования групп деталей (ISO 13584-42:1998, Industrial automation systems and integration - Parts library - Part 42: Description methodology: Methodology for structuring part families)
3 Термины и определения
В настоящем стандарте применены термины по ИСО 10303-1, ИСО 10303-11, ИСО 13584-1, ИСО 13584-24, ИСО 13584-42 а также следующие термины с соответствующими определениями:
3.1 применимое свойство (applicable property): Свойство, определяемое для конкретного семейства изделий, применимое для любого элемента этого семейства.
[ИСО 13584-24]
3.2 основная семантическая единица (basic semantic unit; BSU): Логический объект, представляющий абсолютную и универсальную идентификацию классов и типов элементов данных в конкретной области применения.
[ИСО 13584-42]
3.3 стружка (chip): Материал, удаляемый с обрабатываемой заготовки в процессе резания.
3.4 режущий инструмент (cutting tool): Устройство, предназначенное для удаления материала с обрабатываемой детали с помощью сдвигающих действий режущей кромки.
Примечание - Режущий инструмент может состоять из одной или более адаптивных деталей, элементов резца и нескольких режущих элементов на устройстве резца (см. рисунок 1).
[ИСО 13399-1]
3.5 данные (data): Представление концепций фактов или инструкций в виде, который может быть использован для коммуникации, интерпретации или их обработки человеком или на компьютере.
[ИСО 10303-1]
3.6 тип элементов данных (data element type; DET): Единица данных, для которой определена идентификация, описание и представление.
[ИСО 13584-42]
3.7 обмен данными (data exchange): Хранение, оценка, передача и архивирование данных.
[ИСО 10303-1]
3.8 тип данных (data type): Домен значений.
[ИСО 10303-11]
3.9 словарь (dictionary): Структурированный набор статей, имеющих значение, соответствующее каждой статье, и статью, идентифицирующую одно значение.
Примечание - В соответствии с ИСО 13399 словарь - это формальное и машинно-ориентированное представление онтологии.
3.10 сущность объекта (entity): Класс информации, определенной ее атрибутами, которые определяют область значений в соответствии с общими атрибутами и ограничениями.
3.11 тип данных сущности (entity data type): Представление логического объекта.
3.12 экземпляр сущности (entity instance): Единица данных, представляющая единицу информации в пределах класса, определенного сущностью.
3.13 семейство элементов (family of items): Простое или родовое семейство элементов.
[ИСО 13584-42]
3.14 родовое семейство элементов (generic family of items): Группирование простых или родовых семейств элементов в целях классификации или для обобщения общей информации.
[ИСО 13584-42]
3.15 метод реализации (implementation method): Средства, предназначенные для обработки данных или обмена данными на компьютере.
3.16 информация (information): Факты, понятия или инструкции.
[ИСО 10303-1]
3.17 информационная модель (information model): Формальное описание ограниченного количества информации в целях приведения в соответствие особому требованию.
[ИСО 10303-1]
3.18 фасонная сменная пластина; фасонная вставка (irregular insert): Сменный режущий элемент, который не может быть описан как фигура правильной геометрической формы.
3.19 обработанная поверхность (machined surface): Поверхность, полученная в результате воздействия на нее режущего инструмента.
[ИСО 3002-1]
3.20 онтология (ontology): Подробная согласованная спецификация концепций области применения, независимая от любого использования этих концепций.
Примечание - В соответствии с ИСО 13339 словарь - это формальное и машинно-ориентированное представление онтологии.
3.21 свойство (property): Характеристика продукта или процесса, которая может быть представлена типом элементов данных.
[ИСО 13584-42]
3.22 сменная пластина правильной формы; вставка правильной формы (regular insert): Сменный режущий элемент, который может быть описан как фигура правильной геометрической формы.
3.23 простое семейство элементов (simple family of items): Совокупность элементов, в которой каждый элемент может характеризоваться одной и той же группой свойств.
[ИСО 13584-42]
3.24 переходная поверхность; поверхность резания (transient surface): Часть поверхности заготовки, образующаяся в процессе резания, которая удаляется в ходе последующей операции резания посредством кругового движения режущего инструмента, вращения заготовки или снятия режущей кромкой.
[ИСО 3002-1]
3.25 видимое свойство (visible property): Свойство, определяемое для семейства элементов, которое приемлемо или нет для разных элементов этого семейства.
[ИСО 13584-42]
3.26 обрабатываемая деталь или заготовка (workpiece): Объект, подвергаемый действию резанием.
3.27 рабочая поверхность (work surface): Поверхность, которая должна быть удалена с обрабатываемой заготовки.
[ИСО 3002-1]
4 Представление онтологических понятий как словарных статей
4.1 Общие положения
В онтологии понятия должны иметь имя, набранное строчными буквами. Имя класса, под которым понятие представлено в словаре, должно быть набрано строчными буквами полужирным шрифтом, а слова образующие это имя, должны быть соединены между собой линиями, расположенными внизу между словами.
Например, режущий элемент (cutting item) в онтологии представляет собой имя понятия, a cutting_item_type является идентификатором класса в словаре, который описывает это понятие.
Режущие элементы представляют двумя основными классами: cutting_item_feature и cutting_item_type. Схема классификации приведена в приложении B, а определения классов режущих элементов - в приложении С.
4.2 Класс cutting_item_feature
Cutting_item_feature содержит информацию о характеристиках режущего элемента, которые не могут существовать независимо от самого элемента. Класс cutting_item_feature включает в себя следующие подклассы:
- chip_breaker (стружколом);
- cutting_corner (угол при вершине резца);
- cutting_edge (режущая кромка);
- cutting_item_coating (покрытие режущего инструмента);
- cutting_item_material (материал режущего инструмента);
- cutting_item_profile (профиль режущего инструмента);
- fixing_hole (установочное отверстие);
- flank (задняя поверхность);
- gauge_circle (калибровочная окружность);
- inscribed_circle (вписанная окружность).
4.2.2 chip_breaker
Chip_breaker - это передняя поверхность режущего элемента, предназначенная для регулирования или удаления стружки.
4.2.3 cutting_corner
Cutting_corner - это угол между двумя режущими кромками. Класс cutting_corner включает в себя следующие подклассы:
- chamfered_corner (скошенная вершина);
- rounded_corner (закругленная вершина).
4.2.4 cutting_edge
Cutting_edge - это переход между двумя поверхностями, с помощью которого выполняется операция резания. Класс cutting_edge включает в себя следующие подклассы:
- cutting_edge_conditioned (режущая кромка ровная);
- cutting_edge_interrupted (режущая кромка прерывистая);
- cutting_edge_major (режущая кромка главная);
- cutting_edge_minor (режущая кромка вспомогательная);
- wiper_edge (зачистная кромка).
Cutting_item_coating - это дополнительный материал, наносимый на поверхность режущего элемента.
Примечание - Покрытие режущего элемента может состоять из слоев разных материалов.
4.2.6 cutting_item_material
Cutting_item_material - это материал, из которого изготовлен режущий элемент.
4.2.7 cutting_item_profile
Cutting_item_profile - это контур, вычерчиваемый режущими кромками режущего элемента. Класс cutting_item_profile включает в себя следующие подклассы:
- ball_nosed_profile (сферический профиль);
- drilling_profile (профиль сверла);
- grooving parting profile (профиль стружкоразделительной канавки);
- threading_profile (резьбовой профиль).
Fixing_hole - это сквозное отверстие в корпусе сменного режущего элемента, используемое для крепления режущего элемента к инструменту.
4.2.9 flank
Flank - это одна или несколько поверхностей режущего элемента, которые проходят над поверхностью резания заготовки. Класс flank включает в себя следующие подклассы:
- flank_major (главная задняя поверхность);
- flank_minor (вспомогательная задняя поверхность);
- flank_wiper_edge (задняя зачистная кромка).
4.2.10 gauge_circle
Gauge_circle - это окружность, определяемая измерительным прибором для режущего элемента, не имеющего вписанной окружности (см. 4.2.11).
lnscribed_circle - это окружность, по отношению к которой все кромки равносторонней или круглой режущей пластины правильной формы являются касательными.
4.3 Класс cutting_item_type
Класс cutting_item_type - это родовой класс режущих элементов, описываемых с помощью их геометрических характеристик, включающий в себя в качестве подклассов следующие простые семейства элементов:
- equilat_equiang (равносторонний равноугольный);
- equilat_nonequiang (равносторонний неравноугольный);
- nonequilat_equiang (неравносторонний равноугольный);
- nonequilat_nonequiang (неравнесторонний неравноугольный);
- round_insert (с круглыми вставками);
- specific_profile_insert (с фасонными вставками).
4.3.2 equilat_equiang
Equilat_equiang - это тип режущего элемента правильной геометрической формы со сторонами равной длины и равными прилежащими углами.
Примечание - Этот класс содержит вставки с кодами форм ИСО Н, О, Р, S и Т.
Класс equilat_equiang включает в себя в качестве подклассов следующие элементы:
- hexagonal_insert (шестиугольная вставка);
- octagonal_insert (восьмиугольная вставка);
- pentagonal_insert (пятиугольная вставка);
- square_insert (квадратная вставка);
- triangular_insert (треугольная вставка).
Equilat_nonequiang - это тип режущего элемента правильной геометрической формы со сторонами равной длины и неравными прилежащими углами.
Примечание - Этот класс содержит вставки с кодами форм ИСО С, D, Е, М, а также с кодами V - для ромбических вставок и W - для треугольных вставок.
Класс equilat_nonequiang включает в себя в качестве подклассов следующие элементы:
- rhombic_insert (ромбическая вставка);
- trigon_insert (трехгранная вставка).
4.3.4 nonequilat_equiang
Nonequilat_equiang - это тип режущего элемента правильной геометрической формы со сторонами неравной длины и равными прилежащими углами.
Примечание - Этот класс содержит вставки с кодом формы ИСО L.
Класс nonequilat_equiang включает в себя в качестве подклассов следующий элемент:
- rectangular_insert (прямоугольная вставка).
Nonequilat_nonequiang - это тип режущего элемента правильной геометрической формы со сторонами неравной длины и неравными прилежащими углами.
Примечание - Этот класс содержит вставки с кодами форм ИСО А, В и К.
Класс nonequilat_nonequiang включает в себя в качестве подклассов следующий элемент:
- parallelogram insert (параллелограммная вставка).
Round_insert - это тип режущего элемента с круглыми режущими кромками.
Примечание - Этот класс содержит вставки с кодом формы ИСО R.
Specific_profile_insert - это тип режущего элемента с заданной формой профиля.
Примечание - Синонимическое имя - irregular_insert.
4.4 Координатная система режущих элементов
4.4.1 Общие положения
Координатные системы - это геометрические оси координат, определяющие координатные плоскости и местоположение объектов на них, и позволяющие описывать характеристики режущих и других элементов режущего инструмента. Иллюстрации положений режущих элементов в системах координат приведены в приложении G.
Примечание - В процессе резания обычно используют инструментальную систему координат (см. ИСО 3002-1).
Существуют следующие классы координатных систем для режущих элементов:
- coordinate_axis_system (система координатных осей);
- irregular_insert_position (положение фасонной вставки);
- mirror_plane (зеркальная плоскость);
- regular_insert_position (положение вставки правильной формы);
- xy_plane (плоскость ху);
- xz_plane (плоскость xz);
- yz_plane (плоскость yz).
Coordinate_axis_system - это правосторонняя прямоугольная система декартовых координат в трехмерном пространстве с тремя главными осями X, Y и Z.
4.4.3 irregular_insert_position
lrregular_insert_position - это фасонная вставка, расположенная в системе координатных осей в квадранте XY таким образом, что режущие кромки находятся в плоскости XY, профиль режущего инструмента указывает отрицательное направление оси Y передний край профиля указывает положительное направление оси X, а боковая кромка вставки лежит на оси Y.
4.4.4 mirror_plane
Mirror_plane - это плоскость XZ в координатной системе.
4.4.5 regular_insert_position
Regular_insert_position - это вставка правильной формы, расположенная в системе координатных осей в квадранте XY таким образом, что режущие кромки находятся в плоскости XY, профиль режущего инструмента указывает отрицательное направление оси Y основная режущая кромка лежит на положительной оси X, а теоретическая точка режущей кромки вставки - на оси Y.
Примечание 1 - Это определение относится к правосторонним вставкам; левосторонние вставки располагаются зеркально в плоскости XZ.
Примечание 2 - Положения вставок правильной формы указаны на рисунке G.12.
4.4.6 xy_plane
xy_plane - это плоскость системы координат с осями X и Y и перпендикулярной к ним осью Z в положительном направлении.
4.4.7 xz_plane
xz_plane - это плоскость системы координат, с осями X и Z и перпендикулярной к ним осью Y в положительном направлении.
4.4.8 yz_plane
yz_plane - это плоскость системы координат с осями Y и Z и перпендикулярной к ним осью X в положительном направлении.
5 Характеристики и свойства разных типов режущих инструментов
Свойства и характеристики разных типов режущих элементов приведены в приложении D, в котором свойства ассоциируются с соответствующими классами. В словарь включают все видимые свойства корневого класса, применимые на уровне класса, с которым они связаны. Наименования характеристик и свойств разных типов режущих элементов, а также их идентификационные коды (BSU) приведены в таблице 1. При электронной обработке имена в этой таблице должны считываться построчно в направлении слева направо.
Примечание - Идентификационные коды являются уникальными, если в качестве префикса содержат наименование первоисточника.
Пример - Уникальным идентификатором типа ball_nosed является ISO 13399-71D1AE0CB32D1.
Таблица 1 - Наименования свойств режущих элементов
|
Наименование свойства |
Идентификационный код |
|
ball nosed (сферический) |
71D1AE0CB32D1 |
|
chip breaker (стружколом) |
71CED0217FA18 |
|
chip breaker width (ширина стружколома) |
71СЕ7А870948А |
|
clearance angle major (главный задний угол) |
71DD70308D3E3 |
|
clearance angle wiper edge (зачистная кромка главного заднего угла) |
71DD7031А98Е9 |
|
connection code machine side (код соединения на стороне станка) |
71D102AE3B252 |
|
corner chamfer length (длина фаски вершины) |
71DD6C895C25B |
|
corner count (число вершин) |
71СЕАЕ9В67Е4С |
|
corner radius (радиус закругления вершины) |
71DD6C8ACA503 |
|
cutting edge angle major (угол наклона главной режущей кромки) |
71СЕ7АА02С1СС |
|
cutting edge angle majorrh (угол наклона правой главной режущей кромки) |
71CE7AA78C2F0 |
|
cutting edge condition code (код состояния режущей кромки) |
71DD6C90953D8 |
|
cutting edge curvature (кривизна режущей кромки) |
71DD6C950E7CC |
|
cutting edge identity (идентификатор режущей кромки) |
71DD6C8B86265 |
|
cutting width (ширина резания) |
71СЕАЕВЕ2В825 |
|
drilling profile (профиль сверла) |
71D1AE126DEFD |
|
face land size code (код размера передней грани) |
71DD6C9371B86 |
|
fixing hole (установочное отверстие) |
71DC829BC044 |
|
flank identity (идентификатор задней поверхности) |
7DD70158265C |
|
gauge distance (калибровочное расстояние) |
71Е0378746578 |
|
grooving parting profile (профиль стружкоразделительной канавки) |
71D1AE0A99D63 |
|
inscribed circle diameter (диаметр вписанной окружности) |
71CE7A96D9F7D |
|
insert cutting diameter (диаметр сверления) |
71CF30F02C968 |
|
insert hand (захват вставки) |
71CE7A979F41C |
|
insert index count (число индикаторов положения вставки) |
71CE7AA1998FF |
|
insert lead angle (передний угол вставки) |
71CF30F9DFE37 |
|
insert mounting style code (код типа крепления вставки) |
71СЕ7А97711B8 |
|
insert seat size code (код размера гнезда для вставки) |
71CEAEBF2A69F |
|
insert thickness (толщина вставки) |
71CE7A9F5308C |
|
interrupted edge (прерывистая кромка) |
71DD701175021 |
|
m2-dimension (параметр m2) |
71СЕ7АА05С819 |
|
profile angle lh (левый профильный угол) |
71СЕАЕВЕАB020 |
|
profile distance ex (профильное расстояние ex) |
71CEAEBFEF1B4 |
|
profile included angle (прилежащий угол профиля) |
71CEAEBF0C234 |
|
profile specification (спецификация профиля) |
71DF8C5D91804 |
|
relief angle (задний угол) |
71DD9D00193A7 |
|
relief angle rh (правый задний угол) |
71CR7E6569AB5 |
|
taper gradient (градиент заострения) |
71CEAEC02FEBD |
|
thread height actual (фактическая высота резьбы) |
71DF5BE65F86F |
|
thread height theoretical (теоретическая высота резьбы) |
71DF5BE5BCEBE |
|
thread pitch diameter limit (ограничение диаметра шага резьбы) |
71DF154936C1D |
|
thread pitch minimum (минимальный шаг резьбы) |
71D1А6А247Е1F |
|
thread type (тип резьбы) |
71D1A6A16E6ED |
|
threading profile (профиль резьбы) |
71D1AE0A79DEF |
|
threads per inch maximum (максимальное число ниток резьбы на дюйм) |
71D1A6AB8F739 |
|
tipped cutting edge code (код армированной режущей кромки) |
71CE7AA1E3D75 |
|
tolerance class thread (поле допусков резьбы) |
71CED022114EC |
|
weight of item (масса режущего элемента) |
71CED03C97AAB |
|
wiper edge length (длина зачистной кромки) |
71CE7AA249F88 |
|
chamfer corner (скошенная вершина) |
71DD700D27A8A |
|
chip breaker face count (число граней стружколома) |
71CE7A85CC4F9 |
|
clamping type code (код зажимного приспособления) |
71E0C8E2B1CDB |
|
clearance angle minor (вспомогательный задний угол) |
71DD7030E0A00 |
|
coated (с покрытием) |
71DD703B84298 |
|
corner chamfer angle (угол фаски вершины) |
71DD6C88F9210 |
|
corner chamfer width (ширина фаски вершины) |
71DD6C89A120F |
|
corner identity (идентификатор вершины) |
71DD6C8802580 |
|
cutting depth maximum (максимальная глубина резания) |
71CEAEBD5A66A |
|
cutting edge angle major lh (угол наклона левой главной режущей кромки) |
71СЕ7АА3440B4 |
|
cutting edge condition (состояние режущей кромки) |
71DD701137BA8 |
|
cutting edge count (число режущих кромок) |
71CEAE9B489F4 |
|
cutting edge effective length (эффективная длина режущей кромки) |
71DD6C958C615 |
|
cutting edge length (длина режущей кромки) |
71DD6C95DA49B |
|
depth of cut maximum (максимальная глубина резания) |
71D07576C0558 |
|
face land angle (угол передней грани) |
71DD6C9332D2C |
|
face land width (ширина передней грани) |
71DD6C9394F40 |
|
fixing hole diameter (диаметр установочного отверстия) |
71CE7A968C8FE |
|
gauge diameter (калибровочный диаметр) |
71E037869D06C |
|
grind style code (код режима шлифовки) |
71Е037892110А |
|
inscribed circle (вписанная окружность) |
71D1C82A5036D |
|
insert body width (ширина корпуса вставки) |
71СЕ7А9751А90 |
|
insert diameter (диаметр режущей вставки) |
71D20799C721А |
|
insert included angle (угол при вершине вставки) |
71СЕ7А96ВС122 |
|
insert interface code (код сопряжения вставки) |
71СЕ7А9936610 |
|
insert length (длина вставки) |
71CE7A9DFA23A |
|
insert rake angle (главный передний угол вставки) |
71CE7A9EDACA1 |
|
insert shape code (код формы вставки) |
71CE7A9F0C79F |
|
insert width (ширина вставки) |
71CE7A9FB11C3 |
|
m-dimension (параметр m) |
71CE7AA0972DB |
|
overall length minimum (минимальная общая длина) |
71Е037863978B |
|
profile angle rh (правый профильный угол) |
71CEAEBED837E |
|
profile distance еу (профильное расстояние еу) |
71СЕАЕС0139BB |
|
profile radius (радиус профиля) |
71Е019ЕВАЕ1B1 |
|
profile style code (код типа профиля) |
71СЕ7Е6520В87 |
|
relief angle lh (левый задний угол) |
71СЕ7Е6520B87 |
|
rounded corner (закругленный угол) |
71DD7011A3D86 |
|
thread form type (тип формы резьбы) |
71D1A69F60053 |
|
thread height difference (разность высот профиля резьбы) |
71DF5BE617131 |
|
thread pitch (шаг резьбы) |
71CEAEC08D4B0 |
|
thread pitch maximum (максимальный шаг резьбы) |
71D1А6А283836 |
|
thread profile type (тип профиля резьбы) |
71СЕАЕС114603 |
|
threading length (длина резьбы) |
71E02C65BB9DA |
|
threads per inch (число ниток резьбы на дюйм) |
71D1А6ААС8707 |
|
threads per inch minimum (минимальное число ниток резьбы на дюйм) |
71D1A6AB6FB19 |
|
tolerance class insert (поле допусков вставки) |
71СЕ7АА215888 |
|
tooth count (число зубьев) |
71CEAEBF8A68E |
|
wiper edge (зачистная кромка) |
71CED022114EC |
|
wiper edge radius (радиус зачистной кромки) |
71СЕ7АА2Е50BЕ |
Приложение А
(справочное)
Регистрация информационного объекта
А.1 Идентификация документа
Для идентификации информационного объекта в открытой системе настоящему стандарту присвоен следующий идентификатор объекта:
{ISO standard 13399 part (2) version (1)}
Смысл этого значения аналогичен приведенному в ИСО/МЭК 8824-1 и ИСО 13584-1.
А.2 Идентификация словаря
Словарь, определенный в настоящем стандарте, имеет следующий идентификатор объекта:
{ISO standard 13399 part (2) version (1) object (1) cutting items (1)}
Приложение В
(справочное)
Классификационные таблицы
Схема классификации родовых семейств элементов в словаре с расширенной структурой для классов и типов режущих элементов приведена в таблице B.1.
Примечание - В приложении C приведены определения всех классов, имеющих отношение к режущим элементам, а также классов координатных систем, используемых для определения свойств и характеристик разных типов режущих элементов.
|
Классификационная структура |
Родительский класс |
Класс BSU |
||||
|
Библиотека режущих инструментов |
Корневой |
71CE7A725CDA7 |
||||
|
|
Характеристика вспомогательного элемента |
71CE7A725CDA7 |
71DD7037F03CC |
|||
|
|
Тип вспомогательного элемента |
71CE7A725CDA7 |
71CE7A789BBF8 |
|||
|
|
Характеристика адаптивного элемента |
71CE7A725CDA7 |
71DD7037C4C2C |
|||
|
|
Тип адаптивного элемента |
71CE7A725CDA7 |
71СЕ7А78Е44ВС |
|||
|
|
Характеристика элемента сборки |
71CE7A725CDA7 |
71DD70379BEC9 |
|||
|
|
Тип элемента сборки |
71CE7A725CDA7 |
71СЕ7А795С05С |
|||
|
|
Характеристика режущего элемента |
71CE7A725CDA7 |
71DD6C82F72DA |
|||
|
|
|
|
Стружколом |
71DD6C82F72DA |
71DD6C870BCCA |
|
|
|
|
|
Угол резания |
71DD6C82F72DA |
71DD6C87BB5E1 |
|
|
|
|
|
|
Скошенный угол |
71DD6C87BB5E1 |
71DD6C884C4BD |
|
|
|
|
|
Закругленный угол |
71DD6C87BB5E1 |
71DD6C8A9985E |
|
|
|
|
Режущая кромка |
71DD6C82F72DA |
71DD6C8B42A9E |
|
|
|
|
|
|
Ровная режущая кромка |
71DD6C8B42A9E |
71DD6C8C4F46C |
|
|
|
|
|
Прерывистая режущая кромка |
71DD6C8B42A9E |
71DD6C93E8F02 |
|
|
|
|
|
Главная режущая кромка |
71DD6C8B42A9E |
71DD6C9466F30 |
|
|
|
|
|
Вспомогательная режущая кромка |
71DD6C8B42A9E |
71DD6C961D7FE |
|
|
|
|
|
Зачистная кромка |
71DD6C8B42A9E |
71DD6C9A21689 |
|
|
|
|
Покрытие режущего элемента |
71DD6C82F72DA |
71DD9D01038CF |
|
|
|
|
|
Материал режущего элемента |
71DD6C82F72DA |
71DD703BE6B82 |
|
|
|
|
|
Профиль режущего элемента |
71DD6C82F72DA |
71DD70030304C |
|
|
|
|
|
|
Сферический профиль |
71DD70030304C |
71DD700BC8BE2 |
|
|
|
|
|
Профиль сверла |
71DD70030304C |
71DD700BE1D04 |
|
|
|
|
|
Профиль стружкоразделительной канавки |
71DD70030304C |
71DD700BFD9B9 |
|
|
|
|
|
Профиль резьбы |
71DD70030304C |
71DD700C151B5 |
|
|
|
|
Установочное отверстие |
71DD6C82F72DA |
71DD7014BF2A1 |
|
|
|
|
|
Задняя поверхность |
71DD6C82F72DA |
71DD70155A4B1 |
|
|
|
|
|
|
Главная задняя поверхность |
71DD70155A4B1 |
71DD7015F073B |
|
|
|
|
|
Вспомогательная задняя поверхность |
71DD70155A4B1 |
71DD701618C71 |
|
|
|
|
|
Задняя зачистная кромка |
71DD70155A4B1 |
71DD70163AA42 |
|
|
|
|
Калибровочная окружность |
71DD6C82F72DA |
71Е03787СА636 |
|
|
|
|
|
Вписанная окружность |
71DD6C82F72DA |
71DD7032B51CD |
|
|
|
Тип режущей кромки |
71CE7A725CDA7 |
71D1AA6C8FC75 |
|||
|
|
|
|
Равносторонний равноугольный |
71D1AA6C8FC75 |
71D1AA486FF89 |
|
|
|
|
|
|
Шестиугольная вставка |
71D1AA486FF89 |
71DD68D7A8E5F |
|
|
|
|
|
Восьмиугольная вставка |
71D1AA486FF89 |
71DD68D7CBFA |
|
|
|
|
|
Пятиугольная вставка |
71D1AA486FF89 |
71DD68D80B094 |
|
|
|
|
|
Квадратная вставка |
71D1AA486FF89 |
71DD68D829217 |
|
|
|
|
|
Треугольная вставка |
71D1AA486FF89 |
71DD68D8446CE |
|
|
|
|
Равносторонний неравноугольный |
71D1AA6C8FC75 |
71D1AE11B8B77 |
|
|
|
|
|
|
Ромбическая вставка |
71D1AE11B8B77 |
71DD68D301C30 |
|
|
|
|
|
Трехгранная вставка |
71D1AE11B8B77 |
71DD68D73218C |
|
|
|
|
Неравносторонний равноугольный |
71D1AA6C8FC75 |
71D1AE120D96E |
|
|
|
|
|
|
Треугольная вставка |
71D1AE120D96E |
71DD68D91938A |
|
|
|
|
Неравносторонний неравноугольный |
71D1AA6C8FC75 |
71DDAA489FD6E |
|
|
|
|
|
|
Параллелограммная вставка |
71DDAA489FD6E |
71DD68D966F52 |
|
|
|
|
Круглая вставка |
71D1AA6C8FC75 |
71D1AA6635E76 |
|
|
|
|
|
Фасонная вставка |
71D1AA6C8FC75 |
71DDA089C8D1Е |
|
|
|
Операция резания |
71CE7A725CDA7 |
71СЕСС668Е4B |
|||
|
|
Режущий инструмент |
71CE7A725CDA7 |
71СЕ7А7А5038B |
|||
|
|
Координатная система |
71CE7A725CDA7 |
71CF2968F7A9E |
|||
|
|
|
|
Положение адаптивного элемента |
71CF2968F7A9E |
71D9F4A9D1АЕ |
|
|
|
|
|
Система осей координат |
71CF2968F7A9E |
71D188F129725 |
|
|
|
|
|
Положение вставки неправильной формы |
71CF2968F7A9E |
71D1А2СВ23А32 |
|
|
|
|
|
Главная вставка |
71CF2968F7A9E |
71D0808DA853B |
|
|
|
|
|
Зеркальная плоскость |
71CF2968F7A9E |
71D19F532AC75 |
|
|
|
|
|
Положение призматического элемента |
71CF2968F7A9E |
71D10668FA109 |
|
|
|
|
|
Положение вставки правильной формы |
71CF2968F7A9E |
71D0181931BAE |
|
|
|
|
|
Положение круглого элемента инструмента |
71CF2968F7A9E |
71D19F4B58F60 |
|
|
|
|
|
Плоскость XY |
71CF2968F7A9E |
71D188FC65486 |
|
|
|
|
|
Плоскость XZ |
71CF2968F7A9E |
71CF29A3CDE2F |
|
|
|
|
|
Плоскость YZ |
71CF2968F7A9E |
71D188F971983 |
|
|
|
Характеристика элемента инструмента |
71CE7A725CDA7 |
71DD7037671D |
|||
|
|
Тип элемента инструмента |
71CE7A725CDA7 |
71СЕ7А79С0904 |
|||
Приложение С
(справочное)
Определения классов
С.1 Содержание и представление информации
Настоящее приложение распространяется на характеристики и типы классов режущих элементов, а также на координатные системы, необходимые для определения свойств указанных классов.
Информация по каждому классу представлена следующим образом:
|
Код BSU-номер версии |
Номер пересмотра |
|
Предпочтительное имя |
Краткое имя |
Определение
Примечания
Подклассы:
Свойства:
С.2. Классы
|
71CE7A72B6DA7-1 |
1 |
|
библиотека режущих инструментов |
ctl |
Библиотека элементов, характеризуемых по связям с инструментами машинной резки, компонентами и сборочными узлами.
Подклассы:
|
71DD6C82F72DA-001 |
- |
характеристика режущего элемента; |
|
71D1AA6C8FC75-001 |
- |
тип режущего элемента; |
|
71CF2968F7A9E-001 |
- |
координатная система. |
|
71DD6C82F72DA-1 |
1 |
|
характеристика режущего элемента |
cif |
Характеристика режущего элемента, относящаяся только к данному элементу.
Подклассы:
|
71DD6C870BCCA-001 |
- |
стружколом; |
|
71DD6C87BB5E1-001 |
- |
угол резания; |
|
71DD6C8B42A9E-001 |
- |
режущая кромка; |
|
71DD70030304C-001 |
- |
профиль режущего элемента; |
|
71DD7014BF2A1-001 |
- |
установочное отверстие; |
|
71DD70155A4B1-001 |
- |
задний угол; |
|
71DD7032B51CD-001 |
- |
вписанная окружность; |
|
71DD703BE6B82-001 |
- |
материал режущего элемента; |
|
71DD9D01038CF-001 |
- |
покрытие режущего элемента; |
|
71Е03787СА636-001 |
- |
калибровочная окружность. |
|
71DD6C870BCCA-1 |
1 |
|
стружколом |
cbkr |
Передняя грань режущего элемента, предназначенная для регулирования отвода стружки.
Примечание - Стружколом представляет собой либо индивидуальную канавку режущего элемента, либо препятствие для стружки, которое крепится к передней грани режущего элемента.
Свойства:
|
71СЕ7А870948А-1 |
- |
ширина стружколома; |
|
71CE7A9EDACA1-1 |
- |
главный передний угол вставки. |
|
71DD6C87BB5E1-1 |
1 |
|
угол при вершине резания |
corner |
Сопряжение двух режущих кромок.
Свойства:
71DD6C8802580-1 - идентификатор вершины.
Подклассы:
|
71DD6C884C4BD-001 |
- |
скошенная вершина; |
|
71DD6C8A9985E-001 |
- |
закругленная вершина. |
|
71DD6C884C4BD-1 |
1 |
|
скошенная вершина |
chcc |
Линейное сопряжение двух режущих кромок.
Свойства:
|
71DD6C88F9210-1 |
- |
угол фаски; |
|
71DD6C895C25B-1 |
- |
длина фаски; |
|
71DD6C89A120F-1 |
- |
ширина фаски. |
|
71DD6C8A9985E-1 |
1 |
|
скругленный угол |
rndc |
Нелинейное сопряжение двух режущих кромок.
Свойства:
71DD6C8ACA503-1 - радиус закругления.
|
71DD6C8B42A9E-1 |
1 |
|
режущая кромка |
ctedg |
Линия пересечения двух режущих поверхностей.
Свойства:
|
71DD6C8B86265-1 |
- |
идентификатор режущей кромки; |
|
71DD6C9332D2C-1 |
- |
угол передней грани; |
|
71DD6C9371В86-1 |
- |
код передней грани; |
|
71DD6C9394F40-1 |
- |
ширина передней грани. |
Подклассы:
|
71DD6C8C4F46C-001 |
- |
ровная режущая кромка; |
|
71DD6C93E8F02-001 |
- |
прерывистая режущая кромка; |
|
71DD6C9466F30-001 |
- |
главная режущая кромка; |
|
71DD6C961D7FE-001 |
- |
вспомогательная режущая кромка; |
|
71DD6C9A21689-001 |
- |
зачистная кромка. |
|
71DD6C8C4F46C-1 |
1 |
|
ровная режущая кромка |
ctec |
Тип режущей кромки с конкретными характеристиками.
Свойства:
71DD6C90953D8-1 - код состояния ровной режущей кромки.
|
71DD6C93E8F02-1 |
1 |
|
прерывистая режущая кромка |
ceint |
Режущая кромка с зазубринами, предотвращающими образование стружки в соответствующих точках.
Примечание - Зазубрины предназначены для уменьшения размера стружек, образуемых определенными типами режущих инструментов.
|
71DD6C9466F30-1 |
1 |
|
главная режущая кромка |
cemj |
Линия пересечения передней и главной задней поверхностей, по которой осуществляют операцию резания для получения обработанной поверхности заготовки.
Свойства:
|
71СЕ7АА3440B4-1 |
- |
левый задний угол в плане; |
|
71CE7AA78C2F0-1 |
- |
правый задний угол в плане; |
|
71DD6C950E7CC-1 |
- |
кривизна режущей кромки; |
|
71DD6C958C615-1 |
- |
эффективная длина режущей кромки; |
|
71DD6C95DA49B-1 |
- |
длина режущей кромки. |
|
71DD6C961D7FE-1 |
1 |
|
вспомогательная режущая кромка |
cemn |
Линия пересечения передней и вспомогательной задней поверхностей режущего инструмента, по которой не осуществляют операцию резания для получения обработанной поверхности заготовки.
|
71DD6C9A21689-1 |
1 |
|
зачистная кромка |
wpe |
Режущая кромка, которая не участвует в конфигурировании обработанной поверхности.
Свойства:
|
71СЕ7АА02С1СС-1 |
- |
главный угол резания в плане; |
|
71CE7AA249F88-1 |
- |
длина зачистной кромки; |
|
71СЕ7АА2Е50BЕ-1 |
- |
радиус зачистной кромки; |
|
71DD7031А98Е9-1 |
- |
зачистная кромка заднего угла резца. |
|
71DD9D01038CF-1 |
1 |
|
покрытие режущего элемента |
coating |
Дополнительный материал, наносимый на поверхность режущего элемента.
Примечание - Покрытие режущего элемента может состоять из нескольких слоев материалов
|
71DD703BE6B82-1 |
1 |
|
материал режущего элемента |
material |
Вещество, из которого изготовлен режущий элемент.
|
71DD70030304C-1 |
1 |
|
профиль режущего элемента |
ciprf |
Форма, описываемая режущими кромками режущего элемента.
Подклассы:
|
71DD700BC8BE2-001 |
- |
сферический профиль; |
|
71DD700BE1D04-001 |
- |
профиль сверла; |
|
71DD700BFD9B9-001 |
- |
профиль стружкоразделительной канавки; |
|
71DD700C151B5-001 |
- |
профиль резьбы. |
|
71DD700BC8BE2-1 |
1 |
|
сферический профиль |
bnprf |
Форма периметра режущего элемента, образующая профиль полусферы.
Свойства:
|
71CE7A9DFA23A-1 |
- |
длина вставки; |
|
71CE7A9F5308C-1 |
- |
толщина вставки; |
|
71CE7A9FB11C3-1 |
- |
ширина вставки; |
|
71D1C829BC044-1 |
- |
установочное отверстие; |
|
71DD6C8802580-1 |
- |
идентификатор закругления; |
|
71DD6C8ACA503-1 |
- |
радиус закругления; |
|
71DD9D00193A7-1 |
- |
задний угол. |
|
71DD700BE1D04-1 |
1 |
|
профиль сверла |
drprf |
Форма периметра режущего элемента, которая создает просверленное отверстие.
Свойства:
|
71CE7AA1E3D75-1 |
- |
код армированной режущей кромки; |
|
71CEAE9B489F4-1 |
- |
число режущих кромок; |
|
71СЕАЕ9В67Е4С-1 |
- |
число вершин; |
|
71CF30F02C968-1 |
- |
диаметр, вырезаемый вставкой; |
|
71DD700D27A8A-1 |
- |
угол фаски; |
|
71DD701137BA8-1 |
- |
состояние режущей кромки; |
|
71DD701175021-1 |
- |
свойство прерывистой кромки; |
|
71DD7011A3D86-1 |
|
закругленный угол; |
|
71Е037892110А-1 |
|
код режима шлифовки. |
|
71DD700BFD9B9-1 |
1 |
|
профиль стружкоразделительной канавки |
gpprf |
Форма периметра режущего элемента, образующая профиль канавки.
Свойства:
|
71CE7A85CC4F9-1 |
- |
число граней стружколома; |
|
71СЕ7АА1E3D75-1 |
- |
код армированной режущей кромки; |
|
71СЕ7АА3440B4-1 |
- |
левый главный угол в плане; |
|
71CE7AA78C2F0 |
- |
правый главный угол в плане; |
|
71СЕ7Е6520B87-1 |
- |
левый задний угол; |
|
71СЕ7Е6569АB5-1 |
- |
правый задний угол; |
|
71CEAE9B489F4-1 |
- |
число режущих кромок; |
|
71СЕАЕ9В67Е4С-1 |
|
число вершин; |
|
71СЕАЕВD5А66А-1 |
|
максимальная глубина резания; |
|
71CEAEBDE5798-1 |
|
код типа профиля; |
|
71СЕАЕВЕ2B825-1 |
|
ширина резания; |
|
71СЕАЕВЕАB020-1 |
|
левый профильный угол; |
|
71CEAEBED837E-1 |
|
правый профильный угол; |
|
71CEAEBF0C234-1 |
|
прилегающий профильный угол; |
|
71D07576C0558-1 |
|
максимальная глубина резания; |
|
71DD700D27A8A-1 |
|
фасочная вершина; |
|
71DD701137BA8-1 |
|
состояние режущей кромки; |
|
71DD7011A3D86-1 |
|
закругленный угол. |
|
71DD700C151В5-1 |
1 |
|
профиль стружкоразделительный |
thprf |
Форма периметра режущего элемента, нарезающего винтовую резьбу.
Свойства:
|
71CE7A85CC4F9-1 |
- |
число граней стружколома; |
|
71СЕ7АА1E3D75-1 |
- |
код армированной режущей кромки; |
|
71CEAE9B489F4-1 |
- |
число режущих кромок; |
|
71СЕАЕ9В67Е4С-1 |
- |
число вершин; |
|
71CEAEBF0C234-1 |
- |
прилегающий профильный угол; |
|
71CEAEBF8A68E-1 |
- |
число зубьев; |
|
71CEAEBFEF1B4-1 |
- |
расстояние профиля ex; |
|
71СЕАЕС0139BB-1 |
- |
расстояние профиля ey; |
|
71CEAEC02FEBD-1 |
- |
конусный градиент; |
|
71CEAEC08D4B0-1 |
- |
шаг резьбы; |
|
71СЕАЕС114603-1 |
- |
тип профиля резьбы; |
|
71D1A69F60053-1 |
- |
тип формы резьбы; |
|
71D1A6A16E6ED-1 |
- |
тип резьбы; |
|
71D1A6A247E1F-1 |
- |
минимальный шаг резьбы; |
|
71D1A6A283836-1 |
- |
максимальный шаг резьбы; |
|
71D1A6AAC8707-1 |
- |
число витков резьбы на дюйм; |
|
71D1A6AB6FB19-1 |
- |
минимальное число витков резьбы на дюйм; |
|
71D1A6AB8F739-1 |
- |
максимальное число витков резьбы на дюйм: |
|
71DD701137BA8-1 |
- |
состояние режущей кромки; |
|
71DD7011A3D86-1 |
- |
закругленный угол; |
|
71DF5BE5BCEBE-1 |
- |
теоретическая высота резьбы; |
|
71DF5BE617131-1 |
- |
разная высота резьбы; |
|
71DF5BE65F86F-1 |
- |
фактическая высота резьбы. |
|
71DD7014BF2A1-1 |
1 |
|
установочное отверстие |
fxhl |
Отверстие, просверленное в корпусе сменной режущей пластины для ее крепления к режущему элементу инструмента.
Свойства:
|
71CE7A968C8FE-1 |
- |
диаметр установочного отверстия; |
|
71СЕ7А97711В8-1 |
- |
код типа крепления вставки. |
|
71DD70155A4B1-1 |
1 |
|
задняя поверхность |
flk |
Одна или несколько поверхностей режущего элемента, движущихся над поверхностью резания заготовки.
Свойства:
|
71DD70158265C-1 |
- |
идентификатор задней поверхности. |
Подклассы:
|
71DD7015F073B-001 |
- |
главная задняя поверхность; |
|
71DD701618C71-001 |
- |
вспомогательная задняя поверхность; |
|
71DD70163AA42-001 |
- |
зачистная кромка задней поверхности (рабочей стороны). |
|
71DD7015F073B-1 |
1 |
|
главная задняя поверхность |
flmj |
Поверхность режущего элемента, движущаяся над поверхностью резания заготовки.
Свойства:
|
71DD70308D3E3-1 |
- |
главный задний угол. |
|
71DD701618C71-1 |
1 |
|
вспомогательная задняя поверхность |
flmn |
Поверхность режущего элемента, не движущаяся над поверхностью резания заготовки.
Свойства:
|
71DD7030E0A00-1 |
- |
вспомогательный задний угол. |
|
71DD70163AA42-1 |
1 |
|
зачистная кромка задней поверхности |
flwe |
Задняя поверхность режущего элемента с зачистной кромкой.
Свойства:
|
71DD7031А98Е9-1 |
- |
зачистная кромка заднего угла резца. |
|
71Е03787СА636-1 |
1 |
|
калибровочная окружность |
gacirc |
Окружность, определяемая измерительным прибором для режущего элемента, который не имеет вписанной окружности.
Свойства:
|
71E037869D06C-1 |
- |
базовый диаметр. |
|
71DD7032B51CD-1 |
1 |
|
вписанная окружность |
insc |
Окружность, по отношению к которой все кромки равносторонней круглой вставки правильной формы являются касательными.
Свойства:
|
71CE7A96D9F7D-1 |
- |
диаметр вписанного круга. |
|
71D1AA6C8FC75-1 |
1 |
|
тип режущего элемента |
cins |
Форма сменного режущего элемента, подходящая для установки на данный режущий инструмент.
Примечание - Наименования элементов этого класса не предназначены для ссылок при использовании режущего элемента в конкретной операции резания.
Свойства:
|
71CED0217FA18-1 |
- |
стружколом; |
|
71DD703B84298-1 |
- |
с покрытием; |
|
71Е037863978В-1 |
- |
минимальная общая длина. |
Подклассы:
|
71D1AA486FF89-001 |
- |
равносторонний равноугольный; |
|
71D1АЕ11В8В77-001 |
- |
равносторонний неравноугольный; |
|
71D1AE120D96E-001 |
- |
неравносторонний равноугольный; |
|
71D1AA489FD6E-001 |
- |
неравносторонний неравноугольный; |
|
71D1АА6635Е76-001 |
- |
круглая вставка; |
|
71DDA089C8D1Е-001 |
- |
вставка фасонного профиля. |
|
71D1AA486FF89-1 |
1 |
|
равносторонний равноугольный |
eqleqa |
Тип режущего элемента правильной геометрической формы со сторонами равной длины и равными прилежащими углами.
Примечание - Этот класс содержит вставки с кодами формы ИСО Н, О, Р, S и Т.
Свойства:
|
71CE7A85CC4F9-1 |
- |
число граней стружколома; |
|
71СЕ7А96ВС122-1 |
- |
прилежащий угол вставки; |
|
71СЕ7А97711В8-1 |
- |
код типа крепления вставки; |
|
71CE7A979F41C-1 |
- |
захват вставки; |
|
71СЕ7А9936610-1 |
- |
код сопряжения вставки; |
|
71CE7A9DFA23A-1 |
- |
длина вставки; |
|
71CE7A9F0C79F-1 |
- |
код формы вставки; |
|
71CE7A9F5308C-1 |
- |
толщина вставки; |
|
71CE7A9FB11C3-1 |
- |
ширина вставки; |
|
71CE7AA0972DB-1 |
- |
параметр m; |
|
71CE7AA1998FF-1 |
- |
число индикаторов положения вставки; |
|
71CE7AA1E3D75-1 |
- |
код армированной режущей кромки; |
|
71СЕ7АА215888-1 |
- |
поле допусков для вставки; |
|
71CEAE9B489F4-1 |
- |
число режущих кромок; |
|
71СЕАЕ9В67Е4С-1 |
- |
число вершин; |
|
71CED022114EC-1 |
- |
зачистная кромка; |
|
71D1C829BC044-1 |
- |
установочное отверстие; |
|
71D1C82A5036D-1 |
- |
вписанная окружность; |
|
71DD700D27A8A-1 |
- |
угол фаски; |
|
71DD701137BA8-1 |
- |
состояние режущей кромки; |
|
71DD701175021-1 |
- |
свойство прерывистой кромки; |
|
71DD7011A3D86-1 |
- |
закругленный угол. |
Подклассы:
|
71DD68D7A8E5F-001 |
- |
шестиугольная вставка; |
|
71DD68D7CB4FA-001 |
- |
восьмиугольная вставка; |
|
71DD68D80B094-001 |
- |
пятиугольная вставка; |
|
71DD68D829217-001 |
- |
квадратная вставка; |
|
71DD68D8446CE-001 |
- |
треугольная вставка. |
|
71DD68D7A8E5F-1 |
1 |
|
шестиугольная вставка |
hexin |
Сменная режущая вставка с шестью равными сторонами и шестью равными внутренними углами.
Примечание - Эта форма идентифицирована кодом формы ИСО Н.
|
71DD68D7CB4FA-1 |
1 |
|
восьмиугольная вставка |
octins |
Сменная режущая вставка с восемью равными сторонами и восемью равными внутренними углами.
Примечание - Эта форма идентифицирована кодом формы ИСО О.
|
71DD68D80B094-1 |
1 |
|
пятиугольная вставка |
pentins |
Сменная режущая вставка с пятью равными сторонами и пятью равными внутренними углами.
Примечание - Эта форма идентифицирована кодом формы ИСО Р.
|
71DD68D829217-1 |
1 |
|
квадратная вставка |
sqins |
Сменная режущая вставка с четырьмя равными сторонами и четырьмя равными внутренними углами.
Примечание - Эта форма идентифицирована кодом формы ИСО S.
|
71DD68D8446CE-1 |
1 |
|
треугольная вставка |
trianins |
Сменная режущая вставка стремя равными сторонами и тремя равными внутренними углами.
Примечание - Эта форма идентифицирована кодом формы ИСО Т.
|
71D1AE11B8B77-1 |
1 |
|
равносторонний неравноугольный |
eqlnqa |
Тип режущего элемента правильной геометрической формы со сторонами равной длины и неравными при лежащими углами.
Примечание - К этому классу относятся вставки, имеющие коды формы ИСО С, D, Е, М и V для ромбических вставок и W - для трехгранных.
Свойства:
|
71CE7A85CC4F9-1 |
- |
число граней стружколома; |
|
71СЕ7А96ВС122-1 |
- |
прилежащий угол вставки; |
|
71СЕ7А97711B8-1 |
- |
код типа крепления вставки; |
|
71CE7A979F41C-1 |
- |
число индикаторов положения вставки |
|
71СЕ7А9936610-1 |
- |
код сопряжения вставки; |
|
71CE7A9DFA23A-1 |
- |
длина вставки; |
|
71CE7A9F0C79F-1 |
- |
код формы вставки; |
|
71CE7A9F5308C-1 |
- |
толщина вставки; |
|
71CE7A9FB11C3-1 |
- |
ширина вставки; |
|
71СЕ7АА05С819-1 |
- |
параметр m2; |
|
71CE7AA0972DB-1 |
- |
параметр m; |
|
71CE7AA1998FF-1 |
- |
число индикаторов положения вставки |
|
71CE7AA1E3D75-1 |
- |
код армированной режущей кромки; |
|
71СЕ7АА215888-1 |
- |
поле допусков для вставки; |
|
71CEAE9B489F4-1 |
- |
число режущих кромок; |
|
71СЕАЕ9В67Е4С-1 |
- |
число вершин; |
|
71CED022114EC-1 |
- |
зачистная кромка; |
|
71D1C829BC044-1 |
- |
установочное отверстие; |
|
71D1C82A5036D-1 |
- |
вписанная окружность; |
|
71DD700D27A8A-1 |
- |
угол фаски; |
|
71DD701137BA8-1 |
- |
состояние режущей кромки; |
|
71DD701175021-1 |
- |
свойство прерывистой кромки; |
|
71DD7011A3D86-1 |
- |
закругленный угол. |
|
Подклассы: 71DD68D301C30-001 |
- |
ромбическая вставка; |
|
71DD68D73218C-001 |
- |
трехгранная вставка. |
|
71DD68D301C30-1 |
1 |
|
ромбическая вставка |
rhmbins |
Сменная режущая вставка с двумя режущими вершинами, четырьмя сторонами равной длины и четырьмя внутренними углами, ни один из которых не равен 90°.
Примечание - Этот класс включает в себя вставки с кодами формы ИСО С, D, Е, М и V.
|
71DD68D73218C-1 |
1 |
|
трехгранная вставка |
trigins |
Сменная режущая вставка обычно треугольной формы с увеличенными углами у вершин.
Примечание 1 - Ребра, соединяющие вершины, могут быть искривленными или прямыми.
Примечание 2 - Форма трехгранной вставки имеет код формы ИСО W в случае прямых ребер и Т - в случае криволинейных ребер.
|
71D1AE120D96E-1 |
1 |
|
неравносторонний равноугольный |
nqleqa |
Тип режущего элемента правильной геометрической формы со сторонами разной длины и разными углами у вершин.
Примечание - К этому классу относятся вставки с кодом формы ИСО L.
Свойства:
|
71CE7A85CC4F9-1 |
- |
число граней стружколома; |
|
71СЕ7А96ВС122-1 |
- |
прилежащий угол вставки; |
|
71СЕ7А97711В8-1 |
- |
код типа крепления вставки; |
|
71CE7A979F41C-1 |
- |
захват вставки; |
|
71СЕ7А9936610-1 |
- |
код сопряжения вставки; |
|
71CE7A9DFA23A-1 |
- |
длина вставки; |
|
71CE7A9F0C79F-1 |
- |
код формы вставки; |
|
71CE7A9F5308C-1 |
- |
толщина вставки; |
|
71CE7A9FB11C3-1 |
- |
ширина вставки; |
|
71CE7AA1998FF-1 |
- |
число индикаторов положения вставки; |
|
71CE7AA1E3D75-1 |
- |
код армированной режущей кромки; |
|
71СЕ7АА215888-1 |
- |
поле допусков для вставки; |
|
71CEAE9B489F4-1 |
- |
число режущих кромок; |
|
71СЕАЕ9В67Е4С-1 |
- |
число вершин; |
|
71CED022114EC-1 |
- |
зачистная кромка; |
|
71D1C829BC044-1 |
- |
установочное отверстие; |
|
71DD700D27A8A-1 |
- |
угол фаски; |
|
71DD701137BA8-1 |
- |
состояние режущей кромки; |
|
71DD701175021-1 |
- |
свойство прерывистой кромки; |
|
71DD7011A3D86-1 |
- |
закругленный угол. |
Подклассы:
|
71DD68D91938А-001 |
- |
прямоугольная вставка. |
|
71DD68D91938A-1 |
1 |
|
прямоугольная вставка |
rectins |
Сменная режущая вставка с четырьмя сторонами и четырьмя равными внутренними углами.
Примечание 1 - Противолежащие стороны имеют одинаковую длину, а прилежащие - разную.
Примечание 2 - К этому классу относятся вставки с кодом формы ИСО L.
|
71D1AA489FD6E-1 |
1 |
|
неравносторонний неравноугольный |
nqlnqa |
Тип режущего элемента неправильной геометрической формы со сторонами разной длины и разными при лежащими углами.
Примечание - Этот класс содержит вставки с кодами формы ИСО А, В и К.
Свойства:
|
71CE7A85CC4F9-1 |
- |
число граней стружколома; |
|
71СЕ7А96ВС122-1 |
- |
прилегающий угол вставки; |
|
71СЕ7А97711В8-1 |
- |
код типа крепления вставки; |
|
71CE7A979F41C-1 |
- |
захват вставки; |
|
71СЕ7А9936610-1 |
- |
код сопряжения вставки; |
|
71CE7A9DFA23A-1 |
- |
длина вставки; |
|
71CE7A9F0C79F-1 |
- |
код формы вставки; |
|
71CE7A9F5308C-1 |
- |
толщина вставки; |
|
71CE7A9FB11C3-1 |
- |
ширина вставки; |
|
71CE7AA1998FF-1 |
- |
число индикаторов положения вставки; |
|
71CE7AA1E3D75-1 |
- |
код армированной режущей кромки; |
|
71СЕ7АА215888-1 |
- |
поле допусков для вставки; |
|
71CEAE9B489F4-1 |
- |
число режущих кромок; |
|
71СЕАЕ9В67Е4С-1 |
- |
число вершин; |
|
71CED022114EC-1 |
- |
зачистная кромка; |
|
71D1C829BC044-1 |
- |
установочное отверстие; |
|
71DD700D27A8A-1 |
- |
угол фаски; |
|
71DD701137BA8-1 |
- |
состояние режущей кромки; |
|
71DD701175021-1 |
- |
свойство прерывистой кромки; |
|
71DD7011A3D86-1 |
- |
закругленный угол. |
Подклассы:
|
71DD68D966F52-001 |
- |
параллелограммная вставка. |
|
71DD68D966F52-1 |
1 |
|
параллелограммная вставка |
parins |
Сменный режущий элемент с четырьмя гранями и четырьмя внутренними углами, ни один из которых не равен 90°.
Примечание 1 - Противоположные стороны параллельны и равны по длине.
Примечание 2 - Эта форма идентифицирована кодом формы ИСО К.
|
71D1АА6635Е76-1 |
1 |
|
круглая вставка |
rndins |
Тип режущего элемента с круговыми кромками.
Примечание - Этот класс содержит вставки с кодом формы ИСО R.
Свойства:
|
71CE7A85CC4F9-1 |
- |
число граней стружколома; |
|
71СЕ7А97711В8-1 |
- |
код типа крепления вставки; |
|
71СЕ7А9936610-1 |
- |
код сопряжения вставки; |
|
71CE7A9F0C79F-1 |
- |
код формы вставки; |
|
71CE7A9F5308C-1 |
- |
толщина вставки; |
|
71СЕ7АА215888-1 |
- |
поле допусков для вставки; |
|
71CEAE9B489F4-1 |
- |
число режущих кромок; |
|
71D1C829BC044-1 |
- |
установочное отверстие; |
|
71D1C82A5036D-1 |
- |
вписанная окружность; |
|
71D20799C721А-1 |
- |
диаметр вставки; |
|
71DD701137BA8-1 |
- |
состояние режущей кромки. |
|
71DDA089C8D1E-1 |
1 |
|
вставка фасонного профиля |
spins |
Тип режущего элемента с фасонным профилем.
Свойства:
|
71CE7A85CC4F9-1 |
- |
число граней стружколома; |
|
71СЕ7А96ВС122-1 |
- |
прилежащий угол вставки; |
|
71СЕ7А9751А90-1 |
- |
ширина корпуса вставки; |
|
71СЕ7А97711В8-1 |
- |
код типа крепления вставки; |
|
71CE7A979F41C-1 |
- |
захват вставки; |
|
71СЕ7А9936610-1 |
- |
код сопряжения вставки; |
|
71CE7A9DFA23A-1 |
- |
длина вставки; |
|
71CE7A9F5308C-1 |
- |
толщина вставки; |
|
71CE7A9FB11C3-1 |
- |
ширина вставки; |
|
71CE7AA1998FF-1 |
- |
число индикаторов положения вставки; |
|
71CE7AA1E3D75-1 |
- |
код армированной режущей кромки; |
|
71CEAE9B489F4-1 |
- |
число режущих кромок; |
|
71СЕАЕ9В67Е4С-1 |
- |
число вершин; |
|
71CED022114EC-1 |
- |
зачистная кромка; |
|
71D1AE0A79DEF-1 |
- |
профиль резьбы; |
|
71D1AE0A99D63-1 |
- |
профиль участка канавки; |
|
71D1AE0CB32D1-1 |
- |
сферический профиль; |
|
71D1AE126DEFD-1 |
- |
профиль сверла; |
|
71D1C829BC044-1 |
- |
установочное отверстие; |
|
71DD700D27A8A-1 |
- |
угол фаски; |
|
71DD701137BA8-1 |
- |
состояние режущей кромки; |
|
71DD701175021-1 |
- |
свойство прерывистой кромки; |
|
71DD7011A3D86-1 |
- |
закругленный угол; |
|
71Е0378746578-1 |
- |
калибровочное расстояние. |
|
71CF2968F7A9E-1 |
1 |
|
координатная система |
refsys |
Семейство элементов, являющихся эталонными для определения свойств и характеристик.
Примечание - Обычно любая координатная система процессов резания образуется с помощью инструментальной системы координат.
Подклассы:
|
71D188F129725-001 |
- |
система осей координат; |
|
71D1А2СВ23А32-001 |
- |
положение фасонной вставки; |
|
71D19F532AC75-001 |
- |
зеркальная плоскость; |
|
71D0181931ВАЕ-001 |
- |
положение вставки правильной формы; |
|
71D188FC65486-001 |
- |
плоскость XY; |
|
71CF29A3CDE2F-001 |
- |
плоскость XZ; |
|
71D188F971983-001 |
- |
плоскость YZ; |
|
71D188F129725-1 |
1 |
|
система осей координат |
pcs |
Правосторонняя прямоугольная система декартовых координат в трехмерном пространстве с тремя главными осями X, Y и Z.
|
71D1A2CB23A32-1 |
1 |
|
положение фасонной вставки |
irpos |
Положение режущих кромок в плоскости XY в случае, когда вставка находится в квадранте XY, профиль резания указывает отрицательное направление оси Y, крайняя физическая точка профиля резания располагается на положительной полуоси X, а экстремальная физическая точка вставки находится на оси Y.
Примечание - Это определение применимо только к вставкам с правой ориентацией. Положение левоориентированных вставок определяют как зеркальное с использованием плоскости XZ.
|
71D19F532AC75-1 |
1 |
|
зеркальная плоскость |
mplane |
Плоскость XZ в трехмерной системе координат.
|
71D0181931BAE-1 |
1 |
|
положение вставки правильной формы |
ripos |
Положение режущих кромок в плоскости XY в случае, когда вставка находится в квадранте XY, главная режущая кромка указывает положительное направление оси X, а экстремальная теоретическая точка вершины режущей вставки находится на оси Y.
Примечание 1 - Это определение применимо только к вставкам с правой ориентацией. Положение левоориентированных вставок определяют как зеркальное с использованием плоскости XZ.
Примечание 2 - Положения вставок разных форм приведены в приложении G.
|
71D188FC65486-1 |
1 |
|
плоскость ху |
xyр |
Координатная плоскость с осями X и Y, которой перпендикулярна плоскость, определяемая положительным направлением оси Z.
|
71D188F971983-1 |
1 |
|
плоскость yz |
yzp |
Координатная плоскость с осями Y и Z, которой перпендикулярна плоскость, определяемая положительным направлением оси X.
|
71CF29A3CDE2F-1 |
1 |
|
плоскость xz |
xzp |
Координатная плоскость с осями X и Z, которой перпендикулярна плоскость, определяемая положительным направлением оси Y.
Приложение D
(справочное)
Определения свойств режущих элементов
D.1 Представление информации
В настоящем приложении применено следующее представление статей:
|
Код BSU-номер версии |
Номер пересмотра |
Формат значения |
|
Группа типов данных |
Тип данных |
Идентификатор элемента |
|
предпочтительное имя |
краткое имя |
СИМВОЛ |
Определение
источник определения
BSU свойства состояния = имя свойства состояния
код = значение кода
источник определения кода
Примечание - Ссылки на иллюстрации свойств имеющие вид: <Приложение> <номер рисунка>.
Код схемы, на которую дается ссылка
Видимый класс:
Применимые классы:
Статья может содержать не всю указанную выше информацию.
Форматы значений свойств и характеристик приведены в ИСО 13399-100.
D.2 Свойства режущих элементов
|
71D1AE0CB32D1-1 |
1 |
Х1 |
|
Простой |
Булев |
|
|
закругленный |
bnp |
BNP |
Свойство режущего элемента со сферическим профилем.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DDA089C8D1Е-1 |
- |
вставка фасонного профиля. |
|
71DD700D27A8A-1 |
1 |
Х1 |
|
Простой |
Булев |
|
|
угол фаски |
ccp |
CCP |
Характеристика скошенного угла.
|
71DD6C8802580-1 |
- |
идентификатор закругления. |
|
Видимый класс: |
|
|
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71D1AA486FF89-1 |
- |
равносторонний равноугольный; |
|
71D1AA489FD6E-1 |
- |
неравносторонний неравноугольный; |
|
71D1АЕ11В8В77-1 |
- |
равносторонний неравноугольный; |
|
71D1AE120D96E-1 |
- |
неравносторонний равноугольный; |
|
71DD700BE1D04-1 |
- |
профиль сверла; |
|
71DD700BFD9B9-1 |
- |
профиль стружкоразделительной канавки |
|
71DDA089C8D1Е-1 |
- |
вставка фасонного профиля. |
|
71CED0217FA18-1 |
1 |
Х1 |
|
Простой |
Булев |
|
|
стружколом |
cbp |
CBP |
Профиль для удаления стружки.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71D1AA6C8FC75-1 |
- |
тип режущего элемента. |
|
71CE7A85CC4F9-1 |
1 |
NR1 S... 4 |
|
Простой |
Целочисленный |
|
|
число граней стружколома |
cb |
CB |
Число граней режущего элемента, оснащенного стружколомом.
Примечание 1 -Допускаются значения 0, 1 или 2.
Примечание 2 - Значение 0 указывает на то, что режущий элемент не имеет стружколома.
Видимый класс:
|
71CE7A72B6DA7-1 |
библиотека режущих инструментов |
Применимые классы:
|
71D1AA486FF89-1 |
- |
равносторонний равноугольный; |
|
71D1AA489FD6E-1 |
- |
неравносторонний неравноугольный; |
|
71D1АА6635Е76-1 |
- |
круглая вставка; |
|
71D1АЕ11В8В77-1 |
- |
равносторонний неравноугольный; |
|
71D1AE120D96E-1 |
- |
неравносторонний равноугольный; |
|
71DD700BFD9B9-1 |
- |
профиль стружкоразделительной канавки; |
|
71DD700C151B5-1 |
- |
профиль резьбы; |
|
71DDA089C8D1Е-1 |
- |
вставка фасонного профиля. |
|
71СЕ7А870948А-1 |
1 |
NR2...3.3 |
|
Простой |
Действительная величина |
мм |
|
ширина стружколома |
bb |
LBB |
Размер стружколома, определяемый в средней точке его длины.
Примечание - Размеры см. приложение E, рисунки Е.6, Е.10, и приложение F, рисунки F.1 - F.8.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD6C870BCCA-1 |
- |
стружколом. |
|
71E0C8E2B1CDB-1 |
1 |
Х1 |
|
Простой |
Неколичественный |
|
|
код типа зажимного приспособления |
mtp |
МТР |
Идентификатор типа зажимного механизма, удерживающего сменную вставку в режущем элементе.
С = прижим вставки сверху;
D = прижим вставки сверху и фиксация в отверстии;
F = клиновой зажим за вставкой;
М = прижим вставки сверху и крепление через отверстие;
N = прижим в пазу вставки;
Р = крепление с помощью штырьков, входящих в отверстия;
S = прижим винтом через отверстие;
W = клиновой зажим перед вставкой.
ИСО 5608.
|
71DD70308D3E3-1 |
1 |
NR2 S..3.3 |
|
Простой |
Действительная величина |
градус |
|
главный задний угол |
an |
AN |
Угол наклона главной задней поверхности вставки, измеряемый между касательной плоскостью к режущей кромке и перпендикуляром к плоскости XY координатной системы.
|
71DD70158265C-1 |
- |
идентификатор задней поверхности. |
Примечание - Это определение применимо для режущих элементов как правильной, так и неправильной формы. Размеры см. приложение E, рисунки E.6 - E.8, E.11, E.19 и приложения F, рисунки F.1, F.2, F.4 - F.8.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD7015F073B-1 |
- |
главная задняя поверхность. |
|
71DD7030E0A00-1 |
1 |
Х17 |
|
Простой |
Строковый |
|
|
вспомогательный задний угол |
ann |
ANN |
Угол наклона вспомогательной задней поверхности вставки, измеряемый между касательной плоскостью к вспомогательной режущей кромке и перпендикуляром к плоскости XY координатной системы.
|
71DD70158265C-1 |
- |
идентификатор задней поверхности. |
Примечание - Это определение применимо к вставкам как правильной, так и неправильной формы (см. приложение E, рисунки E.8, Е.10).
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD701618C71-1 |
- |
вспомогательная задняя поверхность. |
|
71DD7031A98E9-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
градус |
|
зачистная кромка заднего угла резца |
as |
AS |
Угол наклона задней поверхности зачистной кромки вставки, измеряемый между касательной плоскостью к зачистной кромке и перпендикуляром к плоскости XY координатной системы.
|
71DD70158265C-1 |
- |
идентификатор задней поверхности. |
Примечание - Это определение применимо только к режущим элементам правильной формы (см. приложение E, рисунки Е.1, E.8).
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD6C9A21689-1 |
- |
зачистная кромка; |
|
71DD70163AA42-1 |
- |
зачистная кромка задней поверхности. |
|
71DD703B84298-1 |
1 |
Х1 |
|
Простой |
Булев |
|
|
с покрытием |
ctp |
СТР |
Тип режущего элемента с нанесенным покрытием.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71D1AA6C8FC75-1 |
- |
тип режущего элемента. |
|
71D102АЕЗВ252-1 |
1 |
Х17 |
|
Простой |
Строковый |
|
|
код соединения на стороне станка |
ccms |
CCMS |
Идентификатор возможности соединения каких-либо компонентов режущего инструмента друг с другом (за исключением сборочных узлов) на стороне станка.
Примечание - Наименование свойства термина на английском языке - «connection code machine side».
|
71DD6C88F9210-1 |
1 |
NR2 S...3.3 |
|
Простой |
Действительная величина |
градус |
|
Угол скоса фаски |
kch |
КСН |
Угол скоса, отсчитываемый от главной режущей кромки.
|
71DD6C8802580-1 |
- |
идентификатор закругления. |
Примечание - Данный класс относится только к режущим элементам правильной геометрической формы (см. приложение E, рисунок Е.5).
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD6C884C4BD-1 |
- |
скошенный угол. |
|
71DD6C895C25B-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
мм |
|
длина фаски |
bch |
ВСН |
Номинальная длина фаски, измеренная в плоскости XY.
|
71DD6C8802580-1 |
- |
идентификатор закругления. |
ИСО 3002-1
Примечание - Применимо к режущим кромкам правильной геометрической формы (см. приложение E, рисунок Е.1).
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD6C884C4BD-1 |
- |
скошенный угол. |
|
71DD6C89A120F-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
мм |
|
ширина фаски |
chw |
CHW |
Длина проекции фаски режущего элемента, измеренная в плоскости XY в направлении, параллельном оси X.
|
71DD6C8802580-1 |
- |
идентификатор закругления. |
Примечание - См. приложение E, рисунок Е.5.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD6C884C4BD-1 |
- |
скошенный угол. |
|
71СЕАЕ9В67Е4С-1 |
1 |
NR1 S... 4 |
|
Простой |
Целочисленный |
|
|
число вершин |
cnc |
CNC |
Число вершин режущего элемента, участвующих в процессе резания.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71D1AA486FF89-1 |
- |
равносторонний равноугольный; |
|
71D1AA489FD6E-1 |
- |
неравносторонний неравноугольный; |
|
71D1АЕ11В8В77-1 |
- |
равносторонний неравноугольный; |
|
71D1AE120D96E-1 |
- |
неравносторонний равноугольный; |
|
71DD700BE1D04-1 |
- |
профиль сверла; |
|
71DD700BFD9B9-1 |
- |
профиль стружкоразделительной канавки; |
|
71DD700C151B5-1 |
- |
профиль резьбы; |
|
71DDA089C8D1Е-1 |
- |
вставка фасонного профиля. |
|
71DD6C8802580-1 |
1 |
NR1 S... 4 |
|
Простой |
Целочисленный |
|
|
идентификатор вершины резания |
cnid |
CNID |
Целое число, входящее в диапазон –n<0<+n, идентифицирующее вершину резания.
Примечание - Нулевое значение идентификатора относится к углу с наименьшим значением на оси X координатной системы режущего элемента. От этой точки углы нумеруют последовательно отрицательными целыми числами в направлении по часовой стрелке и положительными целыми числами -в направлении против часовой стрелки.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD6C87BB5E1-1 |
- |
вершина резания; |
|
71DD700BC8BE2-1 |
- |
сферический профиль. |
|
71DD6C8ACA503-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
мм |
|
радиус округления |
re |
RE |
Номинальный радиус закругленного угла, измеренного в плоскости XY.
|
71DD6C8802580-1 |
- |
идентификатор угла. |
Примечание - См. приложение E, рисунки E.3, E.4, E.10 и приложение F, рисунки F.3, F.5, F.7 – F.10.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD6C8A9985E-1 |
- |
закругленный угол; |
|
71DD700BC8BE2-1 |
- |
сферический профиль. |
|
71CEAEBD5A66A-1 |
1 |
NR2 S... 3.3 |
|
Максимальный уровень |
Действительная величина |
мм |
|
максимальная глубина резания |
cdx |
CDX |
Максимальное проникновение режущей кромки при первом углублении режущего элемента.
Примечание - См. приложение F, рисунки F.1 – F.10.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700BFD9B9-1 |
- |
профиль стружкоразделительной канавки. |
|
71СЕ7АА02С1СС-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
градус |
|
главный угол режущей кромки |
krins |
KRINS |
Угол между главной режущей и зачистной кромками.
ИСО 3365.
Примечание - В основном применимо для вставок правильной формы с зачистными кромками (см. приложение E, рисунки Е.1, Е.5).
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD6C9A21689-1 |
- |
зачистная кромка. |
|
71СЕ7АА3440В4-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
градус |
|
левый главный угол режущей кромки |
psirl |
PSIRL |
Угол в плоскости XY между осью X и главной режущей кромкой, измеренный в отрицательном направлении (по часовой стрелке).
Примечание 1 - Применимо для вставок неправильной геометрической формы.
Примечание 2 - Наименование на английском языке - «cutting edge angle major left hand» (см. приложение F, рисунки F.2 - F.4).
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD6C9466F30-1 |
- |
главная режущая кромка; |
|
71DD700BFD9B9-1 |
- |
профиль стружкоразделительной канавки. |
|
71CE7AA78C2F0-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
градус |
|
правый главный угол режущей кромки |
psirr |
PSIRR |
Угол в плоскости XY между осью X и главной режущей кромкой, измеренный в положительном направлении (против часовой стрелки).
Примечание 1 - Применимо для вставок правильной геометрической формы.
Примечание 2 - Наименование свойства на английском языке - «cutting edge angle major left hand» (см. приложение F, рисунки F.2 - F.4).
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD6C9466F30-1 |
- |
главная режущая кромка; |
|
71DD700BFD9B9-1 |
- |
профиль стружкоразделительной канавки. |
|
71DD701137BA8-1 |
1 |
Х1 |
|
Простой |
Булев |
|
|
состояние режущей кромки |
сеср |
СЕСР |
Рабочее состояние режущей кромки.
|
71DD6C8B86265-1 |
- |
идентификатор режущей кромки. |
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71D1AA489FD6E-1 |
- |
неравносторонний неравноугольный; |
|
71D1AA486FF89-1 |
- |
равносторонний равноугольный; |
|
71D1АА6635Е76-1 |
- |
круглая вставка; |
|
71D1АЕ11В8В77-1 |
- |
равносторонний неравноугольный; |
|
71D1AE120D96E-1 |
- |
неравносторонний равноугольный; |
|
71DD700BE1D04-1 |
- |
профиль сверла; |
|
71DD700BFD9B9-1 |
- |
профиль стружкоразделительной канавки; |
|
71DD700C151B5-1 |
- |
профиль резьбы; |
|
71DDA089C8D1Е-1 |
- |
вставка фасонного профиля. |
|
71DD6C90953D8-1 |
1 |
А.1 |
|
Простой |
Неколичественный |
|
|
код состояние режущей кромки |
сесс |
СЕСС |
Идентификатор состояния режущей кромки:
F = острая;
Е = закругленная;
Т = скошенная;
S = скошенная и закругленная;
К = скошенная с двух сторон;
Р = закругленная и скошенная.
|
71DD6C8B86265-1 |
- |
идентификатор режущей кромки. |
ИСО 1832.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD6C8C4F46C-1 |
- |
состояние режущей кромки. |
|
71CEAE9B489F4-1 |
1 |
NR1 S..4 |
|
Простой |
Целочисленный |
|
|
число режущих кромок |
cedc |
CEDC |
Число кромок профиля резания, которые могут участвовать в процессе резания.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71D1AA486FF89-1 |
- |
равносторонний равноугольный; |
|
71D1AA489FD6E-1 |
- |
неравносторонний неравноугольный; |
|
71D1АА6635Е76-1 |
- |
круглая вставка; |
|
71D1АЕ11В8В77-1 |
- |
равносторонний неравноугольный; |
|
71D1AE120D96E-1 |
- |
неравносторонний равноугольный; |
|
71DD700BE1D04-1 |
- |
профиль сверла; |
|
71DD700BFD9B9-1 |
- |
профиль стружкоразделительной канавки; |
|
71DD700C151B5-1 |
- |
профиль резьбы; |
|
71DDA089C8D1Е-1 |
- |
вставка фасонного профиля. |
|
71DD6C950E7CC-1 |
1 |
NR2 S..3.3 |
|
Простой |
Действительная величина |
мм |
|
кривизна режущей кромки |
cecv |
CECV |
Кривизна главной режущей кромки, измеренная в плоскости XY.
Примечание - Кривизна - величина, обратная величине радиуса.
|
71DD6C8B86265-1 |
- |
идентификатор режущей кромки. |
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD6C9466F30-1 |
- |
главная режущая кромка |
|
71DD6C958C615-1 |
1 |
NR2 S...3.3 |
|
Простой |
Действительная величина |
мм |
|
эффективная длина режущей кромки |
le |
LE |
Длина части режущей кромки режущего элемента, предназначенной для выполнения операции резания.
|
71DD6C8B86265-1 |
- |
идентификатор режущей кромки. |
Примечание - См. приложение E, рисунки Е.9, E.10.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD6C9466F30-1 |
- |
главная режущая кромка. |
|
71DD6C8B86265-1 |
1 |
NR1 S... 4 |
|
Простой |
Целочисленный |
|
|
идентификатор режущей кромки |
ceid |
CEID |
Целое число, входящее в диапазон - n<0<+ n, идентифицирующее режущую кромку.
Примечание - Нулевое значение идентификатора относится к кромке с наименьшим значением на оси X координатной системы режущего элемента. От этой точки кромки нумеруют последовательно отрицательными целыми числами в направлении по часовой стрелке и положительными целыми числами - в направлении против часовой стрелки.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD6C8B42A9E-1 |
- |
режущая кромка. |
|
71DD6C95DA49B-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
мм |
|
длина режущей кромки |
l |
L |
Теоретическая длина режущей кромки режущего элемента в заостренных вершинах.
71DD6C8B86265-1 - идентификатор режущей кромки.
Примечание - См. приложение E, рисунки Е.2, E.3, E.4, Е.9, E.10, E.12, E.14, E.16, E.17, E.18.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD6C9466F30-1 |
- |
главная режущая кромка. |
|
71СЕАЕВЕ2В825-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
мм |
|
ширина резания |
cw |
CW |
Ширина разреза, обеспечиваемая режущими элементами при их углублении в рабочую поверхность.
Примечание - Этот параметр используют также как характеристику режущего элемента. См. приложение F, рисунки F.1, F.2, F.4, F.5, F.10.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700BFD9B9-1 |
- |
профиль стружкоразделительной канавки. |
|
71D07576C0558-1 |
1 |
NR2 S... 3.3 |
|
максимальный уровень |
Действительная величина |
мм |
|
максимальная длина резания |
apmx |
АРМХ |
Максимальная длина соприкосновения режущей кромки (или нескольких режущих кромок) с обрабатывав мой заготовкой, измеренная перпендикулярно к направлению подачи.
ИСО 3002-3.
Примечание - См. приложение F, рисунок F.1.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700BFD9B9-1 |
- |
профиль стружкоразделительной канавки. |
|
71D1AE126DEFD-1 |
1 |
Х1 |
|
Простой |
Булев |
|
|
профиль сверла |
drprfp |
DRPRFP |
Характеристика профиля режущего элемента сверла.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DDA089C8D1E-1 |
- |
вставка фасонного профиля. |
|
71DD6C9332D2C-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
градус |
|
face land angle |
gb |
GB |
Угол передней фаски, определяемый от плоскости XY.
|
71DD6C8B86265-1 |
- |
идентификатор режущей кромки. |
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD6C8B42A9E-1 |
- |
режущая кромка. |
|
71DD6C9371В86-1 |
1 |
Х17 |
|
Простой |
Строковый |
|
|
код размера передней режущей кромки |
flsc |
FLSC |
Идентификатор ширины и угла передней фаски.
|
71DD6C8B86265-1 |
- |
идентификатор режущей кромки. |
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD6C8B42A9E-1 |
- |
режущая кромка. |
|
71DD6C9394F40-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
мм |
|
Ширина передней фаски |
bn |
BN |
Длина проекции передней фаски определяемая от плоскости, перпендикулярной к плоскости XY и проходящей через режущую кромку.
|
71DD6C8B86265-1 |
- |
идентификатор режущей кромки. |
Примечание - См. приложение E, рисунок Е.7.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD6C8B42A9E-1 |
- |
режущая кромка. |
|
71D1С829ВС044-1 |
1 |
Х1 |
|
Простой |
Булев |
|
|
установочное отверстие |
fxhlp |
FXHLP |
Элемент режущей вставки со сквозным отверстием в корпусе, которое используется для ее закрепления в режущем инструменте.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71D1AA486FF89-1 |
- |
равносторонний равноугольный; |
|
71D1AA489FD6E-1 |
- |
неравносторонний неравноугольный; |
|
71D1АА6635Е76-1 |
- |
круглая вставка; |
|
71D1АЕ11В8В77-1 |
- |
равносторонний неравноугольный; |
|
71D1AE120D96E-1 |
- |
неравносторонний равноугольный; |
|
71DD700BC8BE2-1 |
- |
сферический профиль; |
|
71DDA089C8D1Е-1 |
- |
вставка фасонного профиля. |
|
71CE7A968C8FE-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
мм |
|
диаметр установочного отверстия |
d1 |
D1 |
Диаметр сквозного отверстия в корпусе вставки.
Примечание - См. приложение E, рисунки Е.16, Е.19.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD7014BF2A1-1 |
- |
установочное отверстие. |
|
71DD70158265C-1 |
1 |
NR1 S... 4 |
|
Простой |
Целочисленный |
|
|
идентификатор задней поверхности |
flid |
FLID |
Порядковый номер задней поверхности.
Примечание - Задние поверхности режущего элемента нумеруют по порядку, начиная с режущей кромки.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD70155A4B1-1 |
- |
задняя поверхность. |
|
71E037869D06C-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
мм |
|
базовый диаметр |
gad |
GAD |
Диаметр окружности, определяемой измерительным прибором для режущих элементов, не имеющих вписанной окружности.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71Е03787СА636-1 |
- |
калибровочная окружность. |
|
71Е0378746578-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
мм |
|
калибровочное расстояние |
gads |
GADS |
Расстояние от калибровочной окружности до режущей кромки.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DDA089C8D1E-1 |
- |
вставка фасонного профиля. |
|
71Е037892110А-1 |
1 |
NR1 S... 2 |
|
Простой |
Неколичественный |
Целочисленный |
|
код типа заточки |
gdsc |
GDSC |
Идентификатор лезвий сверла обычной формы:
|
1 |
= |
лезвие SE |
|
10 |
= |
лезвие SE с большим углом резания |
|
2 |
= |
обычное лезвие |
|
3 |
= |
лезвие TF |
|
4 |
= |
лезвие SE с четырьмя скошенными кромками |
|
5 |
= |
обычное лезвие с четырьмя скошенными кромками |
|
6 |
= |
четырехгранное лезвие |
|
7 |
= |
зуборезная головка |
|
8 |
= |
фрезерная головка без лезвия со скошенной кромкой |
|
9 |
= |
фрезерная головка с лезвием со скошенной кромкой |
|
99 |
= |
фасонное лезвие. |
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700BE1D04-1 |
- |
профиль сверла. |
|
71D1AE0A99D63-1 |
1 |
Х1 |
|
Простой |
Булев |
|
|
профиль участка канавки |
gppfp |
GPPFP |
Режущий элемент, имеющий стружколомный или стружкоразделительный профиль.
Примечание - Наименование термина на английском языке - «grooving parting profile».
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DDA089C8D1E-1 |
- |
вставка фасонного профиля. |
|
71D1C82A5036D-1 |
1 |
Х1 |
|
Простой |
Булев |
|
|
вписанная окружность |
inclp |
INCLP |
Режущая вставка, имеющая вписанную окружность.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71D1AA486FF89-1 |
- |
равносторонний равноугольный; |
|
71D1АА6635Е76-1 |
- |
круглая вставка; |
|
71D1АЕ11В8В77-1 |
- |
равносторонний неравноугольный. |
|
71CE7A96D9F7D-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
мм |
|
диаметр вписанной окружности |
ic |
IC |
Диаметр окружности, по отношению к которой все кромки равносторонней вставки являются касательными.
Примечание - См. приложение E, рисунки Е.1 - Е.5, Е.8, Е.12, Е.13, Е.15, Е.16.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD7032B51CD-1 |
- |
вписанная окружность. |
|
71СЕ7А9751А90-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
мм |
|
ширина корпуса вставки |
ibw |
IBW |
Ширина части режущего элемента, которая крепится на режущем инструменте.
Примечание - См. приложение F, рисунок F.10.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DDA089C8D1E-1 |
- |
вставка фасонного профиля. |
|
71CF30F02C968-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
|
|
диаметр сверления |
cdi |
CDI |
Диаметр вставки, используемой для высверливания отверстий.
Примечание - См. приложение F, рисунок F.11.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700BE1D04-1 |
- |
профиль сверла. |
|
71D20799C721A-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
мм |
|
диаметр вставки |
insd |
INSD |
Расстояние между двумя параллельными касательными к режущей кромке круглой вставки.
Примечание - Диаметры вставки и вписанной окружности совпадают.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71D1AA6635E76-1 |
- |
круглая вставка. |
|
71CE7A979F41C-1 |
1 |
NR2 S... 3.3 |
|
простой |
Действительная величина |
мм |
|
индикатор положения вставки |
ih |
IH |
Идентификатор ориентации сменной режущей вставки относительно соответствующей системы координат вставки.
Примечание - Допустимые значения: правое, нейтральное и левое.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71D1AA486FF89-1 |
- |
равносторонний равноугольный; |
|
71D1AA489FD6E-1 |
- |
неравносторонний неравноугольный; |
|
71D1АЕ11В8В77-1 |
- |
равносторонний неравноугольный; |
|
71D1AE120D96E-1 |
- |
неравносторонний равноугольный; |
|
71DDA089C8D1Е-1 |
- |
вставка фасонного профиля. |
|
71СЕ7А96ВС122-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
градус |
|
угол при вершине вставки |
epsr |
EPSR |
Угол между главной и вспомогательной режущими кромками режущего элемента.
Примечание - См. приложение E, рисунки E.3, Е.4, Е.9, Е.10, Е.18.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71D1AA486FF89-1 |
- |
равносторонний равноугольный; |
|
71D1AA489FD6E-1 |
- |
неравносторонний неравноугольный; |
|
71D1АЕ11В8В77-1 |
- |
равносторонний неравноугольный; |
|
71D1AE120D96E-1 |
- |
неравносторонний равноугольный; |
|
71DDA089C8D1Е-1 |
- |
вставка фасонного профиля. |
|
71CE7AA1998FF-1 |
1 |
NR1 S... 4 |
|
Простой |
Целочисленный |
|
|
число индикаторов положения вставки |
noi |
NOI |
Число возможных для использования эквивалентных рабочих положений сменного режущего элемента.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71D1AA486FF89-1 |
- |
равносторонний равноугольный; |
|
71D1AA489FD6E-1 |
- |
неравносторонний неравноугольный; |
|
71D1AE11B8B77-1 |
- |
равносторонний неравноугольный; |
|
71D1AE120D96E-1 |
- |
неравносторонний равноугольный; |
|
71DDA089C8D1E-1 |
- |
вставка фасонного профиля. |
|
71СЕ7А9936610-1 |
1 |
Х17 |
|
Простой |
Строковый |
|
|
код сопряжения вставки |
iic |
IIC |
Идентификатор условия пригодности фасонного сменного режущего элемента для установки на конкретном режущем инструменте.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71D1AA486FF89-1 |
- |
равносторонний равноугольный; |
|
71D1AA489FD6E-1 |
- |
неравносторонний неравноугольный; |
|
71D1АА6635Е76-1 |
- |
круглая вставка; |
|
71D1АЕ11В8В77-1 |
- |
равносторонний неравноугольный; |
|
71D1AE120D96E-1 |
- |
неравносторонний равноугольный; |
|
71DDA089C8D1Е-1 |
- |
вставка фасонного профиля. |
|
71CF30F9DFE37-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
градус |
|
угол вставки в плане |
psirins |
PSIRINS |
Угол между главной кромкой и плоскостью, перпендикулярной к зачистной кромке.
Примечание - Применяют только для вставок правильной формы с зачистными кромками.
|
71CE7A9DFA23A-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
мм |
|
длина вставки |
insl |
INSL |
Наибольший размер сменного режущего элемента.
Примечание - См. приложение E, рисунки Е.13, Е.17, Е.19.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71D1AA486FF89-1 |
- |
равносторонний равноугольный; |
|
71D1AA489FD6E-1 |
- |
неравносторонний неравноугольный; |
|
71D1АЕ11В8В77-1 |
- |
равносторонний неравноугольный; |
|
71D1AE120D96E-1 |
- |
неравносторонний равноугольный; |
|
71DD700BC8BE2-1 |
- |
сферический профиль; |
|
71DDA089C8D1Е-1 |
- |
вставка фасонного профиля. |
|
71СЕ7А97711В8-1 |
1 |
NR1 S... 4 |
|
Простой |
Неколичественный |
Целочисленный |
|
код типа крепления вставки |
ifs |
IFS |
Идентификатор способа крепления режущего элемента на режущем инструменте.
0 = другая система крепления;
1 = без установочного отверстия;
2 = цилиндрическое установочное отверстие;
3 = частично цилиндрическое с конусностью 40° - 60° на одной или двух сторонах;
4 = частично цилиндрическое с конусностью 70° - 90° на одной или двух сторонах;
5 = пазовая фиксация;
6 = выпуклая призматическая секция;
7 = вогнутая призматическая секция.
Примечание - См. приложение F, рисунок F.12.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71D1AA486FF89-1 |
- |
равносторонний равноугольный; |
|
71D1AA489FD6E-1 |
- |
неравносторонний неравноугольный; |
|
71D1АА6635Е76-1 |
- |
круглая вставка; |
|
71D1АЕ11В8В77-1 |
- |
равносторонний неравноугольный; |
|
71D1AE120D96E-1 |
- |
неравносторонний равноугольный; |
|
71DD7014BF2A1-1 |
- |
установочное отверстие; |
|
71DDA089C8D1Е-1 |
- |
вставка фасонного профиля. |
|
71CE7A9EDACA1-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
градус |
|
передний угол вставки |
gan |
GAN |
Угол наклона к плоскости XY, перпендикулярной к режущей кромке.
Примечание - См. приложение E, рисунки Е.6, Е.7 и приложение F, рисунки F.1 - F.8.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD6C870BCCA-1 |
- |
стружколом. |
|
71CEAEBF2A69F-1 |
1 |
Х3 |
|
Простой |
Неколичественный |
|
|
код величины посадки вставки |
ssc |
SSC |
Идентификатор сменного режущего элемента и величины его посадки при сборке режущего инструмента.
Примечание - Значение этого идентификатора зависит как от формы режущего элемента, так и от его размера.
|
0 |
= |
посадка 0; |
|
1 |
= |
посадка 1; |
|
10 |
= |
посадка 10; |
|
2 |
= |
посадка 2; |
|
3 |
= |
посадка 3; |
|
3+4 |
= |
посадка 3+4; |
|
4s |
= |
посадка 4s; |
|
7 |
= |
посадка 7; |
|
8 |
= |
посадка 8; |
|
9 |
= |
посадка 9; |
|
А |
= |
посадка А; |
|
TN1 |
= |
посадка TN1; |
|
TN2 |
= |
посадка TN2; |
|
TN3 |
= |
посадка TN3; |
|
TN4 |
= |
посадка TN4; |
|
TN5 |
= |
посадка TN5; |
|
TN6 |
= |
посадка TN6; |
|
TN8 |
= |
посадка TN8; |
|
Z |
= |
посадка Z. |
|
71CE7A9F0C79F-1 |
1 |
Х17 |
|
Простой |
Неколичественный |
|
|
код формы вставки |
sc |
SC |
Идентификатор правильной формы вставки:
|
Е = |
ромбическая с углом у вершины 75°; |
|
А = |
параллелограммная с углом у вершины 85°; |
|
В = |
параллелограммная с углом у вершины 82°; |
|
С = |
ромбическая с углом у вершины 80°; |
|
D = |
ромбическая с углом у вершины 55°; |
|
Н = |
шестиугольная; |
|
К = |
параллелограммная с углом у вершины 55°; |
|
L = |
прямоугольная; |
|
М = |
ромбическая с углом у вершины 86°; |
|
О = |
восьмиугольная; |
|
Р = |
пятиугольная; |
|
R = |
круглая; |
|
S = |
квадратная; |
|
Т = |
треугольная с углом у вершины 60°; |
|
V = |
ромбическая с углом у вершины 35°; |
|
W = |
трехгранная. |
ИСО 1832.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71D1AA486FF89-1 |
- |
равносторонний равноугольный; |
|
71D1AA489FD6E-1 |
- |
неравносторонний неравноугольный; |
|
71D1АА6635Е76-1 |
- |
круглая вставка; |
|
71D1АЕ11В8В77-1 |
- |
равносторонний неравноугольный; |
|
71D1AE120D96E-1 |
- |
неравносторонний равноугольный. |
|
71CE7A9F5308C-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
мм |
|
толщина вставки |
s |
S |
Расстояние между нижней гранью и режущей кромкой сменного режущего элемента.
Примечание - См. приложение E, рисунки Е.1, Е.2; Е.8 - Е.11; Е.16, Е.19 и приложение F, рисунки F.1 - F.8.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71D1AA486FF89-1 |
- |
равносторонний равноугольный; |
|
71D1AA489FD6E-1 |
- |
неравносторонний неравноугольный; |
|
71D1АА6635Е76-1 |
- |
круглая вставка; |
|
71D1АЕ11В8В77-1 |
- |
равносторонний неравноугольный; |
|
71D1AE120D96E-1 |
- |
неравносторонний равноугольный; |
|
71DD700BC8BE2-1 |
- |
сферический профиль; |
|
71DDA089C8D1Е-1 |
- |
вставка фасонного профиля. |
|
71CE7A9FB11C3-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
мм |
|
ширина вставки |
w1 |
W1 |
Расстояние между двумя боковыми сторонами вставки, когда форма вставки не позволяет использовать вписанную окружность.
Примечание - См. приложение E, рисунки Е.9, Е.10, Е.14, Е.19.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71D1AA489FD6E-1 |
- |
неравносторонний неравноугольный; |
|
71D1AE120D96E-1 |
- |
неравносторонний равноугольный; |
|
71DD700BC8BE2-1 |
- |
сферический профиль; |
|
71DDA089C8D1Е-1 |
- |
фасонная вставка. |
|
71DD701175021-1 |
1 |
Х1 |
|
Простой |
Булев |
|
|
с прерывистой кромкой |
iep |
IEP |
Вставка с прерывистой режущей кромкой.
|
71DD6C8B86265-1 |
- |
идентификатор режущей кромки. |
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71D1AA486FF89-1 |
- |
равносторонний равноугольный; |
|
71D1AA489FD6E-1 |
- |
неравносторонний неравноугольный; |
|
71D1АЕ11В8В77-1 |
- |
равносторонний неравноугольный; |
|
71D1AE120D96E-1 |
- |
неравносторонний равноугольный; |
|
71DD700BE1D04-1 |
- |
профиль сверла; |
|
71DDA089C8D1Е-1 |
- |
вставка фасонного профиля. |
|
71CE7AA0972DB-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
|
|
параметр m |
m |
М |
Расстояние между номинальной вписанной окружностью и вершиной вставки, имеющей главный угол при вершине.
ИСО 1832.
Примечание - Применяют для разных типов вставок правильной геометрической формы, указанных в ИСО 1832. См. также приложение E, рисунки Е.1, E.3, Е.5, Е.8.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71D1AA486FF89-1 |
- |
равносторонний равноугольный; |
|
71D1AE11B8B77-1 |
- |
равносторонний неравноугольный. |
|
71СЕ7АА05С819-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
мм |
|
параметр m2 |
m2 |
М2 |
Расстояние между номинальной вписанной окружностью и вершиной вставки с прилежащим вспомогательным углом.
Примечание 1 - Применяют для вставок правильной формы с соответствующими идентификаторами С, Е и М.
Примечание 2 - См. приложение E, рисунок Е.4.
ИСО 1832.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71D1AE11B8B77-1 |
- |
равносторонний неравноугольный. |
|
71Е037863978В-1 |
1 |
NR2 S... 3.3 |
|
Минимальный уровень |
Действительная величина |
мм |
|
Минимальная допустимая длина |
oln |
OLN |
Минимальная допустимая длина элемента после его перезаточки.
Примечание - Применяют для режущих элементов и режущих инструментов.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71D1AA6C8FC75-1 |
- |
тип режущего элемента. |
|
71СЕАЕВЕАВ020-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
градус |
|
левый профильный угол |
pal |
PAL |
Угол между плоскостью, параллельной оси Y, и левой режущей кромкой профиля режущего элемента, измеренный в плоскости XY в положительном направлении (против часовой стрелки).
Примечание 1 - Применяют для фасонных вставок.
Примечание 2 - См. приложение F, рисунки F.3, F.5 - F.8.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700BFD9B9-1 |
- |
профильный угол стружкоразделительной канавки. |
|
71CEAEBED837E-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
градус |
|
правый профильный угол |
par |
PAR |
Угол между плоскостью, параллельной оси Y, и правой режущей кромкой профиля режущего элемента, измеренный в плоскости XY в отрицательном направлении (по часовой стрелке).
Примечание - См. приложение F, рисунки F.3, F.5 - F.8.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700BFD9B9-1 |
- |
профиль стружкоразделительной канавки. |
|
71CEAEBFEF1B4-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
мм |
|
профильное расстояние ex |
pdx |
PDX |
Расстояние на плоскости XY от профильной точки резьбонарезной вставки до поверхности вставки, параллельной плоскости YZ.
Примечание 1 - Применяют только для подкладных треугольных резьбонарезных вставок.
Примечание 2 - См. приложение E, рисунки Е.12 - Е.14, Е.16 и приложение F, рисунки F.2 - F.10.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700C151B5-1 |
- |
профиль резьбы. |
|
71СЕАЕС0139ВВ-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
мм |
|
профильное расстояние ey |
pdy |
PDY |
Расстояние в плоскости YZ от профильной точки резьбонарезной вставки до плоскости, параллельной плоскости XZ, проходящей через теоретический угол заострения поверхностей вставки.
Примечание 1 - Применяют только для подкладных треугольных резьбонарезных вставок.
Примечание 2 - См. приложение E, рисунки Е.12 - Е.14, Е.16 и приложение F, рисунки F.6 - F.9.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700C151B5-1 |
- |
профиль резьбы. |
|
71CEAEBF0C234-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Вещественный |
градус |
|
прилегающий профильный угол |
pna |
PNA |
Угол, стягиваемый режущими кромками фасонной вставки.
Примечание - Обычно ассоциируют с профилем стружкоразделительной канавки. См. приложение E, рисунки Е.12 - Е.14, Е.16 и приложение F, рисунки F.7 - F.9.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700BFD9B9- |
- |
профиль стружкоразделительной канавки; |
|
71DD700C151B5-1 |
- |
профиль резьбы. |
|
71Е019ЕВАЕ1В1-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
мм |
|
профильный радиус |
prfrad |
PRFRAD |
Радиус кривизны профиля резания.
|
71DF8C5D91804-1 |
1 |
Х17 |
|
Простой |
|
Строковый |
|
спецификация профиля |
prspc |
PRSPC |
Идентификатор формального определения формы рабочей поверхности или профиля резания.
|
71CEAEBDE5798-1 |
1 |
NR1 S... 2 |
|
Простой |
Неколичественный |
целочисленный |
|
код типа профиля |
pfs |
PFS |
Идентификатор профиля фасонной вставки.
1 = прямоугольная канавка;
10 = закругленная канавка;
2 = прямоугольная канавка, скошенная с одной стороны;
3 = треугольная канавка:
4 = прямоугольная канавка 1 или 2 с одной закругленной стороной;
5 = прямоугольная канавка 1 или 2 с обеими скошенными сторонами;
6 = трапецеидальная канавка;
7 = трапецеидальная канавка с плоским выступом;
8 = полностью закругленная трапецеидальная канавка;
9 = треугольная закругленная канавка.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700BFD9B9-1 |
- |
профиль стружкоразделительной канавки. |
|
71DD9D00193А7-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
градус |
|
задний угол |
ra |
RA |
Угол между плоскостью, параллельной оси Y, и задней кромкой профиля режущего элемента, измеренный в плоскости XY.
Примечание - Задняя кромка образует часть профиля, не участвующую в операции резания.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700BC8BE2-1 |
- |
сферический профиль. |
|
71СЕ7Е6520В87-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
градус |
|
левый задний угол |
ral |
RAL |
Угол между плоскостью, параллельной оси Y, и левой задней кромкой профиля режущего элемента, измеренный в плоскости XY в отрицательном направлении (по часовой стрелке).
Примечание 1 - Задняя кромка образует часть профиля, не участвующую в операции резания.
Примечание 2 - Применяют для фасонных вставок. Наименование термина на английском языке - «relief angle left hand». См. приложение F, рисунки F.1, F.2, F.4, F.5, F.10.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700BFD9B9-1 |
- |
профиль стружкоразделительной канавки. |
|
71СЕ7Е6569АВ5-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
градус |
|
правый задний угол |
rar |
RAR |
Угол между плоскостью, параллельной оси Y, и правой задней кромкой профиля режущего элемента, измеренный в плоскости XY в положительном направлении (против часовой стрелки).
Примечание 1 - Задняя кромка образует часть профиля, не участвующую в операции резания.
Примечание 2 - Применяют для вставок правильной формы. Наименование термина на английском языке - «relief angle right hand». См. приложение F, рисунки F.1 -F.5, F.10.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700BFD9B9-1 |
- |
профиль стружкоразделительной канавки. |
|
71DD7011A3D86-1 |
1 |
Х1 |
|
Простой |
Булев |
|
|
с закругленным углом |
rcp |
RCP |
Свойство закругления с постоянным радиусом.
|
71DD6C8802580-1 |
= |
идентификатор закругления. |
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71D1AA486FF89-1 |
- |
равносторонний равноугольный; |
|
71D1AA489FD6E-1 |
- |
неравносторонний неравноугольный; |
|
71D1АЕ11В8В77-1 |
- |
равносторонний неравноугольный; |
|
71D1AE120D96E-1 |
- |
неравносторонний равноугольный; |
|
71DD700BE1D04-1 |
- |
профиль сверла; |
|
71DD700BFD9B9-1 |
- |
профиль стружкоразделительной канавки; |
|
71DD700C151B5-1 |
- |
профиль резьбы; |
|
71DDA089C8D1Е-1 |
- |
вставка фасонного профиля. |
|
71CEAEC02FEBD-1 |
1 |
NR2 S…3.3 |
|
|
Простой |
Действительная величина |
градус |
|
|
конусный градиент |
tg |
TG |
|
Угол наклона конической резьбы.
Примечание - См. приложение E, рисунок Е.14.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
|
Применимые классы:
|
71DD700C151B5-1 |
- |
профиль резьбы. |
|
71D1A69F60053-1 |
1 |
Х17 |
|
Простой |
Строковый |
|
|
тип формы резьбы |
thft |
THFT |
Идентификатор типа резьбы, создаваемой режущим элементом.
Примечание - Примерами типа резьбы являются М, API, NPT, UN и др.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700C151B5-1 |
- |
профиль резьбы. |
|
71DF5BE65F86F-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
мм |
|
фактическая высота резьбы |
hc |
НС |
Расстояние на оси симметрии профиля нарезаемой резьбы между действующей режущей кромкой и точкой, в которой перпендикуляр к этой оси совпадает с профилем резания на максимальной полезной длине режущей кромки.
Примечание - См. приложение F, рисунок F.12.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700C151B5-1 |
- |
профиль резьбы. |
|
71DF5BE617131-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
мм |
|
разновысотность витков резьбы |
hb |
НВ |
Расстояние на оси симметрии резьбонарезного профиля от теоретической вершины до действующей режущей кромки.
Примечание - См. приложение F, рисунок F.12.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700C151B5-1 |
- |
профиль резьбы. |
|
71DF5BE5BCEBE-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
мм |
|
теоретическая высота резьбы |
ha |
НА |
Расстояние на оси симметрии резьбонарезного профиля между теоретической вершиной резания и точкой, в которой перпендикуляр к этой оси совпадает с профилем резания на максимальной полезной длине режущей кромки.
Примечание - См. приложение F, рисунок F.12.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700C151B5-1 |
- |
профиль резьбы. |
|
71CEAEC08D4B0-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
мм |
|
шаг резьбы |
tp |
ТР |
Расстояние между соседними эквивалентными точками резания.
Примечание - См. приложение E, рисунки Е.14, Е.15, Е.18.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700C151B5-1 |
- |
профиль резьбы. |
|
71DF154936C1D-1 |
1 |
Х17 |
|
Простой |
Строковый |
|
|
ограничение к диаметру витка резьбы |
tpdlt |
TPDLT |
Ограничение допусков диаметра витка резьбы.
Примечание - Наименование термина на английском языке - «thread pitch diameter limit».
|
71D1A6A283836-1 |
1 |
NR2 S... 3.3 |
|
Максимальный уровень |
Действительная величина |
мм |
|
максимальный шаг резьбы |
tpx |
ТРХ |
Максимальный шаг резьбы, доступный для режущего элемента
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700C151B5-1 |
- |
профиль резьбы. |
|
71D1А6А247Е1F-1 |
1 |
NR2 S... 3.3 |
|
Минимальный уровень |
Действительная величина |
мм |
|
минимальный шаг резьбы |
tpn |
TPN |
Минимальный шаг резьбы, доступный для режущего элемента.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700C151B5-1 |
- |
профиль резьбы. |
|
71СЕАЕС114603-1 |
1 |
Х1 |
|
Простой |
Неколичественный |
|
|
тип профиля резьбы |
tpt |
ТРТ |
Идентификатор степени использования профиля резьбонарезной вставки:
F = полный профиль;
Р = частичный профиль.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700C151B5-1 |
- |
профиль резьбы. |
|
71D1A6A16E6ED-1 |
1 |
Х3 |
|
Простой |
Неколичественный |
|
|
тип резьбы |
ttp |
ТТР |
Идентификатор, определяющий внутреннюю или внешнюю резьбу:
EXT = внешняя резьба;
INT = внутренняя резьба.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700C151B5-1 |
- |
профиль резьбы. |
|
71E02C65BB9DA-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
мм |
|
длина резьбы |
thl |
THL |
Длина части режущего инструмента или режущей вставки, предназначенной для нарезки резьбы.
|
71D1AE0A79DEF-1 |
1 |
Х1 |
|
Простой |
Булев |
|
|
профиль резьбы |
thpf |
THPF |
Наличие профиля стружкоразделительной канавки у режущего элемента.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DDA089C8D1E-1 |
- |
вставка фасонного профиля. |
|
71D1A6AAC8707-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Вещественный |
|
|
число витков резьбы на дюйм |
tpi |
TPI |
Число витков резьбы, которое может быть выполнено режущим элементом на одном дюйме длины заготовки.
Примечание - Данный класс является характеристикой режущего элемента (см. рисунок Е.18).
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700C151B5-1 |
- |
профиль резьбы. |
|
71D1A6AB8F739-1 |
1 |
NR2 S... 3.3 |
|
Максимальный уровень |
Вещественный |
|
|
максимальное число витков резьбы на дюйм |
tpi |
TPIX |
Максимальное число витков резьбы, которое может быть выполнено режущим элементом на одном дюйме длины заготовки.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700C151B5-1 |
- |
профиль резьбы. |
|
71D1A6AB6FB19-1 |
1 |
NR2 S... 3.3 |
|
Минимальный уровень |
Вещественный |
|
|
минимальное число витков на дюйм |
tpin |
TPIN |
Минимальное число витков резьбы, которое может быть выполнено режущим элементом на одном дюйме длины заготовки.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700C151B5-1 |
- |
профиль резьбы. |
|
71СЕ7АА1E3D75-1 |
1 |
Х1 |
|
Простой |
Неколичественный |
|
|
код армированной режущей кромки |
tce |
ТСЕ |
Идентификатор типа и числа модифицированных режущих кромок, изготовленных из материалов, отличающихся от материала корпуса режущей пластины:
А = наплавленная - односторонняя -два угла;
В = наплавленная - односторонняя - два угла;
С = наплавленная - односторонняя - два угла;
D = наплавленная - односторонняя - четыре угла;
Е = полнопрофильная - двусторонняя;
F = полнопрофильная - односторонняя;
G = наплавленная - односторонняя - пять углов;
Н = наплавленная - односторонняя - шесть углов;
J = наплавленная - односторонняя - восемь углов;
К = наплавленная -двусторонняя - восемь углов;
L = наплавленная -двусторонняя - два угла;
М = наплавленная - двусторонняя - три угла;
N = наплавленная - двусторонняя - четыре угла;
Р = наплавленная - двусторонняя - пять углов;
Q = наплавленная - двусторонняя - шесть углов;
R = наплавленная - двусторонняя - восемь углов;
S = цельная;
Т = наплавленная - полнотолщинная - один угол;
U = наплавленная - полнотолщинная - два угла;
V = наплавленная - полнотолщинная - три угла;
W = наплавленная - полнотолщинная - четыре угла;
X = наплавленная - полнотолщинная - пять углов;
Y = наплавленная - полнотолщинная - шесть углов;
Z = наплавленная - полнотолщинная - восемь углов;
ИСО 1832.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71D1AA486FF89-1 |
- |
равносторонний равноугольный; |
|
71D1AA489FD6E-1 |
- |
неравносторонний неравноугольный; |
|
71D1АЕ11В8В77-1 |
- |
равносторонний неравноугольный; |
|
71D1AE120D96E-1 |
- |
неравносторонний равноугольный; |
|
71DD700BE1D04-1 |
- |
профиль сверла; |
|
71DD700BFD9B9-1 |
- |
профиль стружкоразделительной канавки; |
|
71DD700C151B5-1 |
- |
профиль резьбы; |
|
71DDA089C8D1Е-1 |
- |
вставка фасонного профиля. |
|
71СЕ7АА215888-1 |
1 |
Х1 |
|
Простой |
Неколичественный |
|
|
поле допусков для вставки |
tcins |
TCINS |
Идентификатор поля допусков вписанной окружности, толщины и параметра m сменного режущего элемента:
Е = поле допусков Е;
А = поле допусков А;
В = поле допусков В;
С = поле допусков С;
D = поле допусков D;
F = поле допусков F;
G = поле допусков G;
H = поле допусков Н;
J = поле допусков J;
К = поле допусков К;
L = поле допусков L;
М = поле допусков М;
N = поле допусков N;
Р = поле допусков Р;
U = поле допусков U;
ИСО 1832.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71D1AA486FF89-1 |
- |
равносторонний равноугольный; |
|
71D1AA489FD6E-1 |
- |
неравносторонний неравноугольный; |
|
71D1АА6635Е76-1 |
- |
круглая вставка; |
|
71D1АЕ11В8В77-1 |
- |
равносторонний неравноугольный; |
|
71D1AE120D96E-1 |
- |
неравносторонний равноугольный. |
|
71DF153FA5F85-1 |
1 |
Х17 |
|
Простой |
Строковый |
|
|
поле допусков для резьбы |
tctr |
TCTR |
Идентификатор допусков резьбы.
|
71CEAEBF8A68E-1 |
1 |
NR1 S... 4 |
|
Простой |
Целочисленный |
|
|
число зубцов |
nt |
NT |
Число зубцов на режущей кромке резьбонарезной вставки.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD700C151B5-1 |
- |
профиль резьбы. |
|
71CED03C97AAB-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
г |
|
давление режущего элемента |
wt |
WT |
Усилие, создаваемое режущим элементом.
|
71CED022114EC-1 |
1 |
Х1 |
|
Простой |
Булев |
|
|
зачистная кромка |
wep |
WEP |
Наличие зачистной кромки у режущего элемента.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71D1AA486FF89-1 |
- |
равносторонний равноугольный; |
|
71D1AA489FD6E-1 |
- |
неравносторонний неравноугольный; |
|
71D1АЕ11В8В77-1 |
- |
равносторонний неравноугольный; |
|
71D1AE120D96E-1 |
- |
неравносторонний равноугольный; |
|
71DDA089C8D1Е-1 |
- |
вставка фасонного профиля. |
|
71CE7AA249F88-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
мм |
|
длина зачистной кромки |
bs |
BS |
Характеристика зачистной кромки режущего элемента.
Примечание - См. приложение E, рисунки Е.1, Е.5, Е.8.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD6C9A21689-1 |
- |
зачистная кромка. |
|
71СЕ7АА2Е50ВЕ-1 |
1 |
NR2 S... 3.3 |
|
Простой |
Действительная величина |
мм |
|
радиус зачистной кромки |
bsr |
BSR |
Характеристика радиуса криволинейной зачистной кромки.
Примечание - См. рисунок Е.1.
Видимый класс:
|
71CE7A72B6DA7-1 |
- |
библиотека режущих инструментов |
Применимые классы:
|
71DD6C9A21689-1 |
- |
зачистная кромка. |
Приложение Е
(справочное)
Иллюстрации свойств режущих инструментов
Рисунки, приведенные в настоящем приложении, иллюстрируют инструменты, указанные в приложении D.
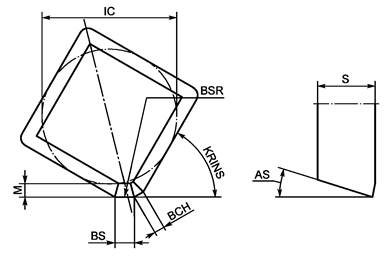
Рисунок E.1
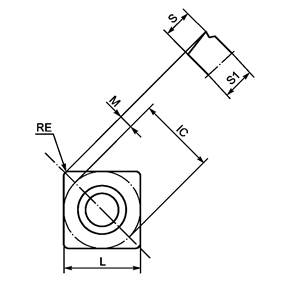
Рисунок E.2

Рисунок E.3
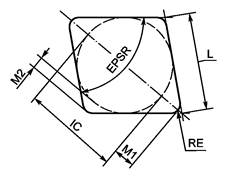
Рисунок E.4
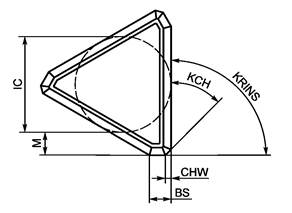
Рисунок E.5

Рисунок E.6
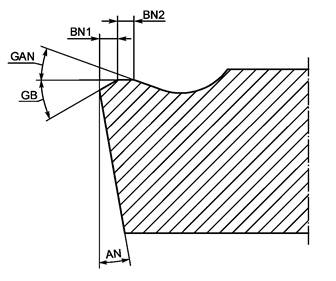
Рисунок E.7
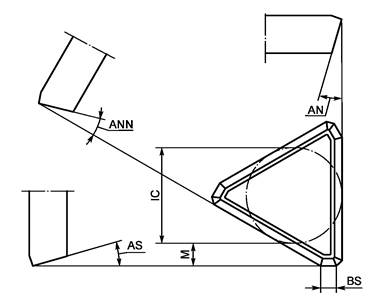
Рисунок E.8
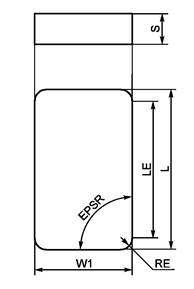
Рисунок E.9
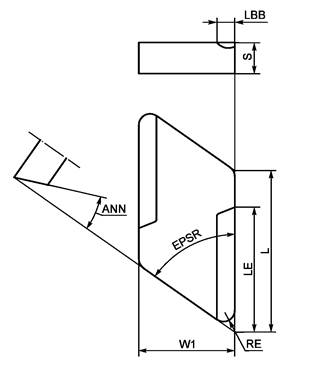
Рисунок E.10
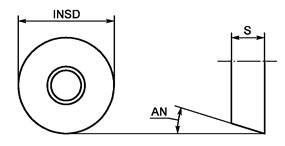
Рисунок E.11
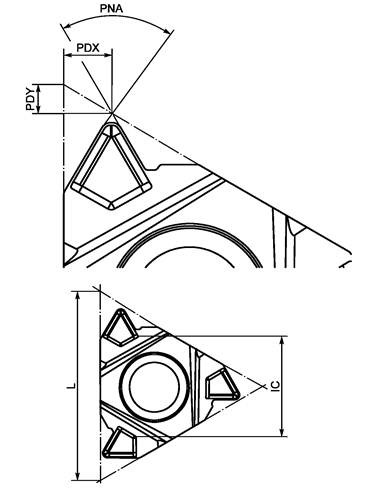
Рисунок E.12
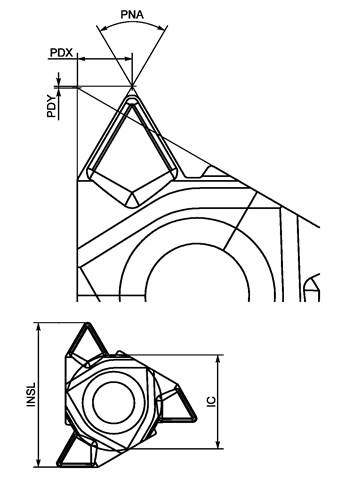
Рисунок E.13
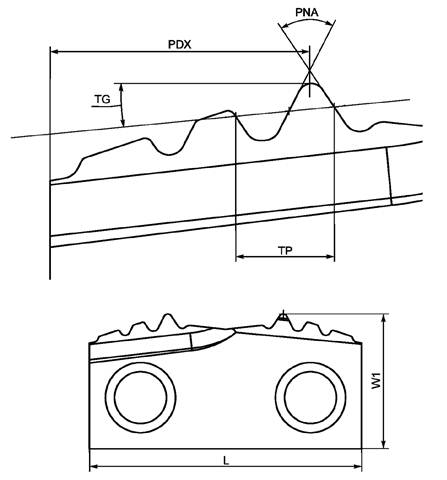
Рисунок E.14
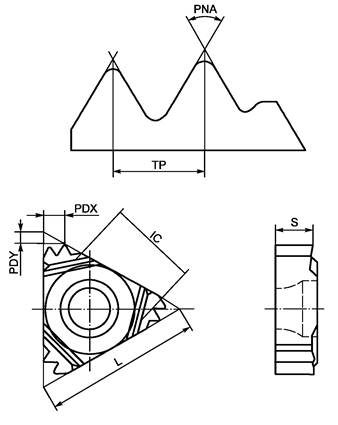
Рисунок E.15
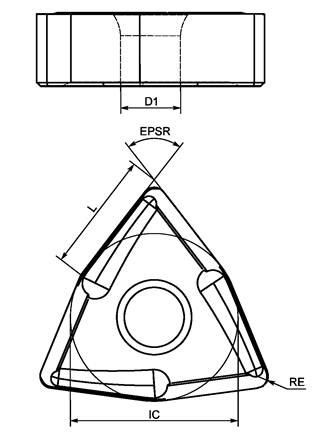
Рисунок E.16
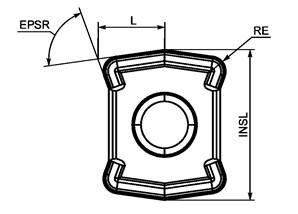
Рисунок E.17
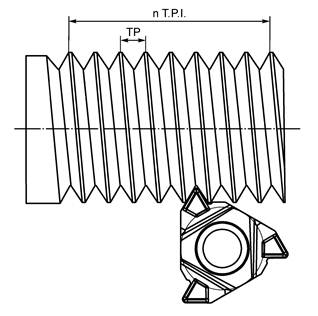
Рисунок E.18
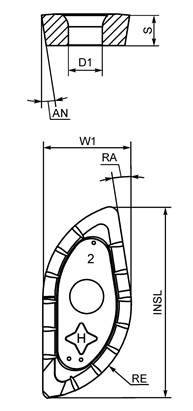
Рисунок E.19
Приложение F
(справочное)
Иллюстрации свойств профилей фасонных вставок
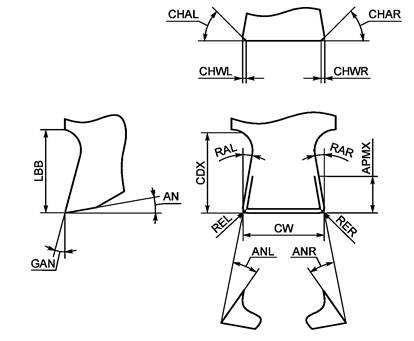
Рисунок F.1
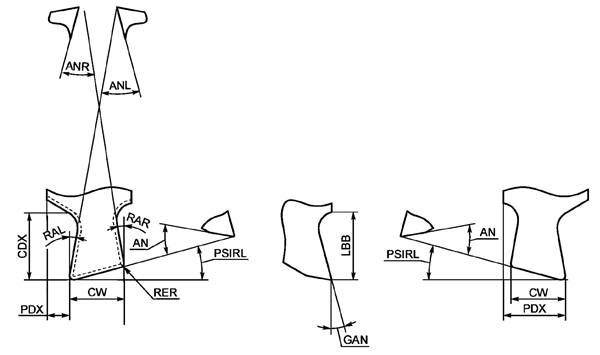
Рисунок F.2
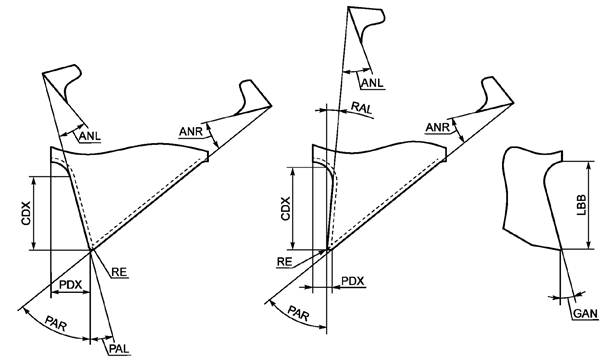
Рисунок F.3
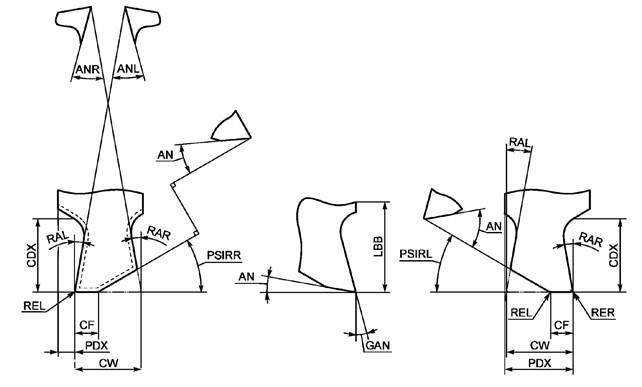
Рисунок F.4
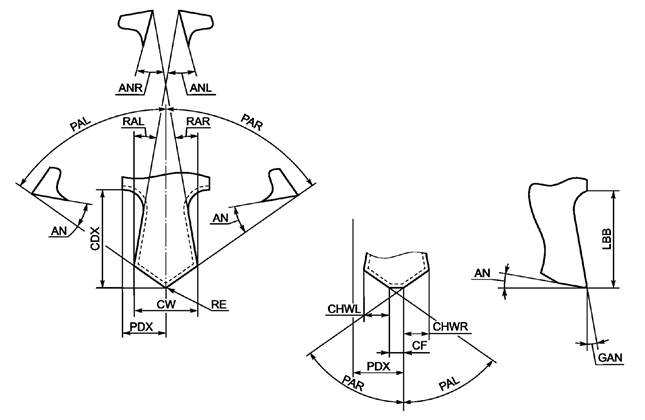
Рисунок F.5
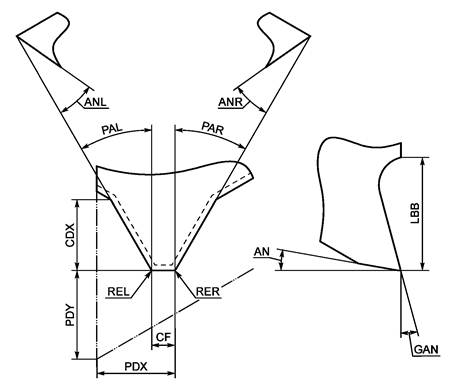
Рисунок F.6
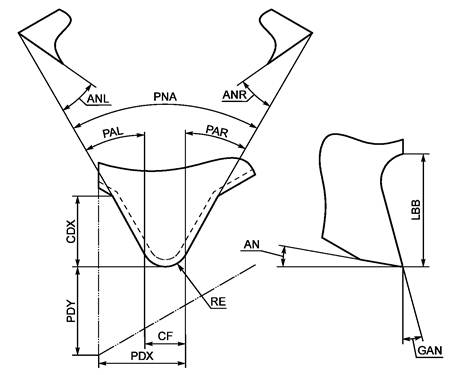
Рисунок F.7
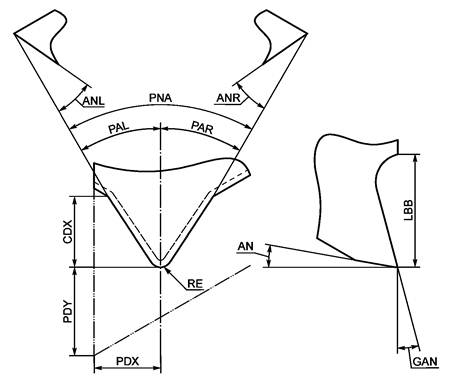
Рисунок F.8
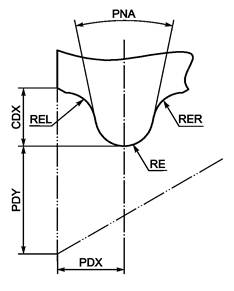
Рисунок F.9
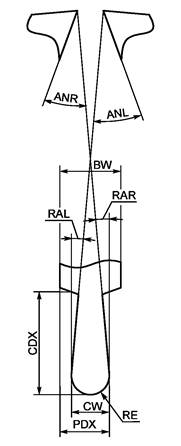
Рисунок F.10
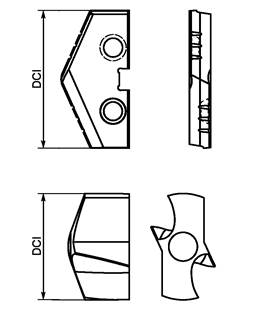
Рисунок F.11
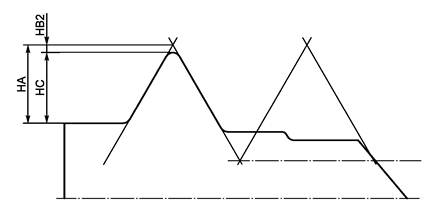
Рисунок F.12
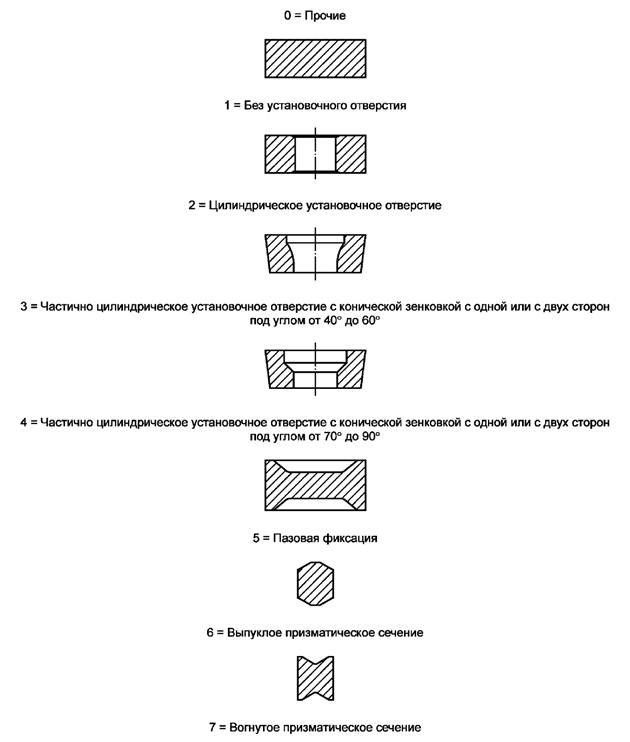
Рисунок F.13 – Коды типов крепления вставок
Приложение G
(справочное)
Иллюстрации положений режущих элементов в системе координат
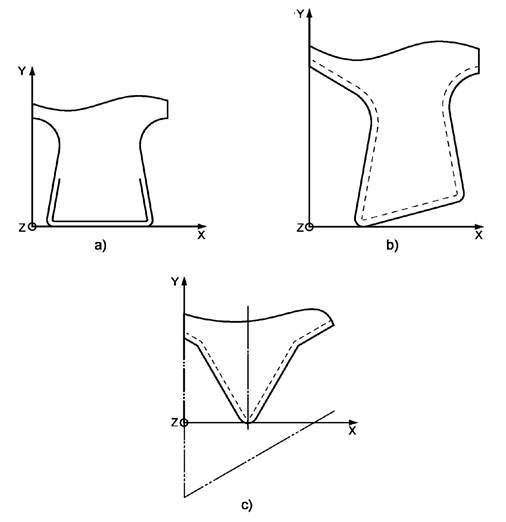
Рисунок G.1 – Фасонная вставка
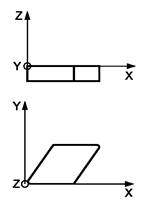
Рисунок G.2 – Вставка ромбическая правильной формы
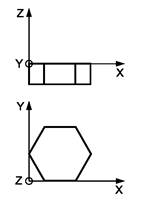
Рисунок G.3 - Вставка шестиугольная правильной формы
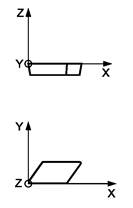
Рисунок G.4 - Вставка параллелограммная правильной формы
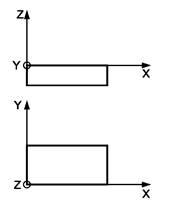
Рисунок G.5 - Вставка прямоугольная правильной формы
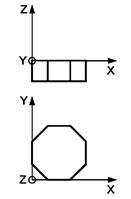
Рисунок G.6 - Вставка восьмиугольная правильной формы
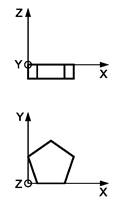
Рисунок G.7 - Вставка пятиугольная правильной формы
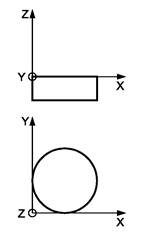
Рисунок G.8 - Вставка круглая правильной формы
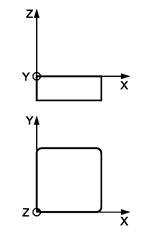
Рисунок G.9 - Вставка квадратная правильной формы
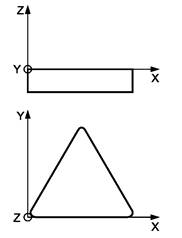
Рисунок G.10 - Вставка треугольная правильной формы
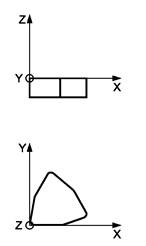
Рисунок G.11 - Вставка трехгранная правильной формы
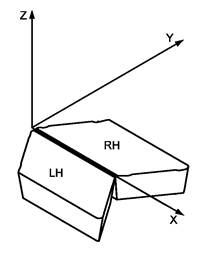
Рисунок G.12 - Оси координат и зеркальная ориентация вставки
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов и документов
ссылочным национальным стандартам Российской Федерации
Таблица ДА.1
|
Обозначение ссылочного |
Степень |
Обозначение и наименование соответствующего
национального |
|
ИСО 1832 |
- |
* |
|
ИСО 3002-1:1982 |
- |
* |
|
ИСО 3002-3:1984 |
- |
* |
|
ИСО 3365:1985 |
- |
* |
|
ИСО 5608:1995 |
- |
* |
|
ИСО 10303-1:1994 |
IDT |
ГОСТ Р ИСО 10303-1-99 «Системы автоматизации производства и их интеграция. Представление данных об изделии и обмен этими данными. Часть 1. Общие представления и основополагающие принципы» |
|
ИСО 10303-11:1994 |
IDT |
ГОСТ Р ИСО 10303-11-2000 «Системы автоматизации производства и их интеграция. Представление данных об изделии и обмен этими данными. Часть 11. Методы описания. Справочное руководство по языку EXPRESS» |
|
ИСО 10303-21:1994 |
IDT |
ГОСТ Р ИСО 10303-21-2002 «Системы автоматизации производства и их интеграция. Представление данных об изделии и обмен этими данными. Часть 21. Методы реализации. Кодирование открытым текстом структуры обмена» |
|
ИСО 13399-1 |
- |
* |
|
ИСО/ТС 13399-100 |
- |
* |
|
ИСО 13584-1:2000 |
IDT |
ГОСТ Р ИСО 13584-1-2006 «Системы автоматизации производства и их интеграция. Библиотека деталей. Часть 1. Обзор и основные принципы» |
|
ИСО 13584-24:2003 |
- |
* |
|
ИСО 13584-25:2004 |
- |
* |
|
ИСО 13584-42:1998 |
- |
* |
|
* Соответствующий национальный стандарт отсутствует (в разработке). До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. |
||
Библиография
|
[1] |
Schenk D. and Wilson Р. Information modelling the EXPRESS way. Oxford University Press, New York, 1994, p 10 |
|
|
[2] |
ИСО/МЭК 8824-1 |
Информационные технологии. Нотация абстрактного синтаксиса версии 1 (ASN.1). Часть 1. Спецификация базовой нотации |
|
(ISO/IEC 8824-1) |
(Information technology - Abstract Syntax Notation One (ASN.1): Specification of basic notation - Part 1) |
|
Ключевые слова: режущий инструмент, библиотека данных, обмен данными по режущим инструментам, адаптивный элемент, свойства адаптивных элементов