СРЕДСТВА КОНТРОЛЯ
И ИЗМЕРЕНИЙ ЛИНЕЙНЫХ И
УГЛОВЫХ РАЗМЕРОВ
Методики контроля и поверки
|
5 |
Приборы для |
Москва 1991
ПЕРЕЧЕНЬ КНИГ
методик контроля и поверки
Книга 1 Калибры
Книга 2 Микрометрические приборы
Книга 3 Штангенинструмент
Книга 4 Головки измерительные, индикаторы и индикаторные приборы
Книга 5 Приборы для угловых измерений
Книга 6 Меры
Книга 7 Поверочный инструмент
Составители: отдел стандартизации ВНИИизмерения.
Методики контроля и поверки (МИ) средств контроля и измерений (СКИ), выпускаемые специализированными заводами Минстанкопрома СССР, сгруппированы по видам СКИ в сборнике из семи книг. В это издание вошли в основном все МИ, утвержденные на конец 1990 г.
Сборники дополнены техническими характеристиками СКИ, выпускаемых по техническим условиям (ТУ), что создает условия контроля и поверки при отсутствии ТУ.
Порядок введения МИ на предприятии в соответствии с РД 50-661-88.
В книге 5 сборника помещены методики поверки и контроля уровней, угломеров и поверочных угольников.
Данный сборник МИ предназначен для метрологических служб предприятий и организаций отраслей машиностроения и органов Госстандарта.
ПРИБОР ТИПА 2УРИ
Прибор типа 2УРИ применяют в условиях производства металлообрабатывающих предприятий для измерения переднего и заднего углов многолезвийного инструмента с прямолинейными и спиральными зубьями, с равномерным шагом от 5 до 75 мм и с прямолинейным участком по передней и задней граням не менее 1 мм. Предусмотрен выпуск на экспорт.
Прибор изготавливает Кировский завод «Красный инструментальщик» (610000, г. Киров обл., ул. К. Маркса, 18).
Технические характеристики приборов по ТУ 2-034-617-84 «Прибор типа 2УРИ. Технические условия» - срок действия до 01.06.99 г.
Контроль приборов по методическим указаниям МИ 1585-86 «Прибор типа 2УРИ. Методика поверки».
Основные параметры, размеры и характеристики соответствуют указанным на черт. 1 и по тексту.
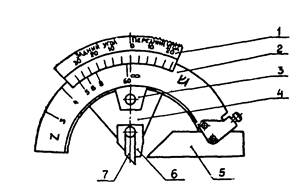
1. Шкала 2. Дуга 3. Прижим 4. Сектор 5. Линейка 6. Планка 7. Нож
Черт. 1
|
Принцип действия |
механический |
|
Метод измерения |
непосредственной оценки |
|
Цена деления шкалы |
1° |
|
Диапазон измерения углов: передних |
0 - 25° |
|
задних |
0 - 35° |
|
Основная погрешность прибора как при незатянутом, так и при затянутом стопоре |
± 20' |
|
Допускаемое отклонение от прямолинейности измерительных поверхностей, мм: |
|
|
ножа и планки |
0,003 |
|
линеек |
0,005 |
При совмещении штриха с отметкой ∞ на шкале чисел зубьев и штриха с отметкой 0 на шкале углов угол между рабочими поверхностями линейки и ножа должен быть 90 ± 10', угол между рабочими поверхностями линейки и планки должен быть 0° ± 10'. Измерительная поверхность линейки должна проходить через вершину угла, образованного измерительными поверхностями ножа и планки, отклонение не должно превышать 0,04 мм.
При любом взаимном расположении шкалы чисел зубьев и шкалы углов измерительная поверхность линейки должна проходить через вершину угла, образованного измерительными поверхностями ножа и планки, отклонение не должно превышать 0,07 мм.
Параметр шероховатости измерительных поверхностей линеек, ножа и планки прибора Ra ≤ 0,16 мкм по ГОСТ 2789-73.
Твердость измерительных поверхностей линеек, ножа и планки должна быть 61 ... 65 HRCэ по ГОСТ 9013-59.
|
Габаритные размеры, мм, не более |
132×68×13 |
|
Масса, кг, не более |
0,170 |
Требование к размагниченности приборов контролирует изготовитель, потребитель контролирует размагниченность приборов после их нахождения в магнитных полях.
У приборов предъявлены требования к внешнему виду:
наличие на наружных поверхностях приборов, кроме измерительных, (в экспортном исполнении) надежного противокоррозионного покрытия;
отсутствие на наружных поверхностях приборов дефектов, ухудшающих внешний вид или влияющих на эксплуатационные качества прибора.
В комплект входят прибор типа 2УРИ и две сменных линейки, паспорт и футляр.
На приборы установлен срок службы - 3 года.
На каждом приборе наносится:
товарный знак изготовителя,
цена деления,
порядковый заводской номер,
год выпуска или его условное обозначение,
надпись «Made in USSR» для экспортных поставок.
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
|
ГСИ. ПРИБОР ТИПА 2УРИ МЕТОДИКА ПОВЕРКИ |
МИ 1585-86 |
Срок введения с 26.12.86 г.
Настоящие методические указания распространяются на приборы типа 2УРИ, выпускаемые по ТУ 2-034-617-84 (взамен ТУ 2-034-617-79), и устанавливает методику их первичной и периодической поверок.
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1.1. При проведении поверки должны быть выполнены следующие операции и применены средства поверки с характеристиками, указанными в табл. 1.
Таблица 1
|
Номера пунктов методических указаний |
Наименование образцового средства измерений или вспомогательного средства поверки; номер документа, регламентирующего технические требования к средству; разряд по государственной поверочной схеме или метрологические или технические характеристики |
Обязательность проведения операций при: |
||
|
первичной поверке |
эксплуатации и хранении |
|||
|
1 |
2 |
3 |
4 |
5 |
|
Внешний осмотр |
4.1. |
Да |
Да |
|
|
Опробование |
4.2. |
Да |
Да |
|
|
Проверка размагниченности |
4.3. |
Частицы из низкоуглеродистой стали массой 0,1 г |
Да |
Да |
|
Определение метрологических характеристик |
4.4. |
|||
|
Определение шероховатости измерительных поверхностей линеек, ножа, планки |
Образцы шероховатости поверхности по ГОСТ 9378-75 с параметрами шероховатости Rа не более 0,16 мкм |
Да |
Нет |
|
|
Определение отклонения от прямолинейности измерительных поверхностей линеек, ножа, планки |
Лекальная линейка типа ЛЧ-1-200, ЛТ-1-200 по ГОСТ 8026-75. Плоская стеклянная пластина ПИ-60 2 класса точности по ГОСТ 2923-75, меры длины концевые плоскопараллельные 2 класса точности по ГОСТ 9038-90 |
Да |
Да |
|
|
Определение расстояния от верхней кромки края шкалы углов до поверхности дуги прибора |
Щупы набор № 2 2 класса точности по ТУ 2.034.225-87 |
Да |
Нет |
|
|
Определение угла между измерительными поверхностями линейки и ножа при совмещении штриха с отметкой ∞ на шкале чисел зубьев и штриха с отметкой 0 на шкале углов |
Меры плоского угла класса точности 2 с номинальными значениями рабочих углов 90°10' и 89°50' по ГОСТ 2875-88 |
Да |
Да |
|
|
Определение угла между измерительными поверхностями линейки и планки при совмещении штрихов с отметкой ∞ на шкале чисел зубьев и отметкой 0 на шкале углов |
Инструментальный микроскоп по ГОСТ 8074-82 |
Да |
Да |
|
|
Определение смещения измерительной поверхности линейки относительно вершины угла, образованного измерительными поверхностями ножа и планки при совмещении штрихов с отметкой ∞ на шкале чисел зубьев и с отметкой 0 на шкале углов |
Инструментальный микроскоп по ГОСТ 8074-82 |
Да |
Да |
|
|
Определение смещения измерительной поверхности линейки относительно вершины угла, образованного измерительными поверхностями ножа и планки при любом взаимном расположении шкалы чисел зубьев и шкалы углов |
Инструментальный микроскоп по ГОСТ 8074-82 |
Да |
Да |
|
|
Определение основной погрешности прибора |
Меры плоского угла класса точности 2 по ГОСТ 2875-68. Номинальные значения углов мер приведены в табл. 2 настоящей методики поверки. Лупа ЛП-1-4 ГОСТ 25706-83 |
Да |
Да |
|
Примечание. Допускается применять другие средства поверки, прошедшие метрологическую аттестацию в органах государственной метрологической службы и удовлетворяющие по точности требованиям настоящей методики поверки.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
2.1. При проведении поверки должны быть соблюдены следующие требования безопасности:
2.1.1. При расконсервации приборов перед поверкой необходимо соблюдать правила пожарной безопасности, установленные для работы с воспламеняющимися жидкостями.
2.1.2. Процесс поверки приборов типа 2УРИ не относится к вредным условиям труда.
3. УСЛОВИЯ ПОВЕРКИ И ПОДГОТОВКА К НЕЙ
3.1. При проведении поверки должны соблюдаться следующие условия:
3.1.1. Температура рабочего пространства должна быть в диапазоне от +15 до +25 °С.
3.1.2. Изменение температуры рабочего пространства в течение 1 часа не должно быть более 2 °С.
3.1.3. Относительная влажность не должна быть более 80 % при температуре +25 °С.
3.2. Перед поверкой прибор и средства поверки должны быть приведены в рабочее состояние в соответствии с документацией по эксплуатации и выдержаны в помещении, в котором проводят поверку, не менее 1 часа.
4. ПРОВЕДЕНИЕ ПОВЕРКИ
4.1. Внешний осмотр.
4.1.1. При внешнем осмотре должно быть установлено соответствие прибора следующим требованиям:
4.1.1.1. В комплект поставки должны входить: прибор, две сменные линейки, паспорт, футляр.
4.1.1.2. На футляре должны быть нанесены: товарный знак предприятия-изготовителя, наименование и тип прибора, номер технических условий, надпись «Made in USSR».
4.1.1.3. На приборе должны быть нанесены: товарный знак предприятия-изготовителя, цена деления, порядковый заводской номер, год выпуска или его условное обозначение, надпись «Made in USSR» для экспортных поставок.
4.1.1.4. На дуге прибора должна быть нанесена шкала чисел зубьев с отметками в виде радиально расположенных штрихов, соответствующих следующим числам зубьев: 3, 4, 5, 6, 8, 10, 12, (14), 16, (18), 20, (24), 28, 40, 60 и штриха со знаком ∞, а также знак Z. Все штрихи, кроме указанных в скобках, должны быть оцифрованы, причем цифры и знаки ∞, Z не должны касаться штрихов и друг друга.
4.1.1.5. На шкале углов должны быть нанесены радиально расположенные штрихи через 1° и надписи «передний угол», «задний угол». Каждое пятое деление шкалы должно быть отмечено удлиненным штрихом, а каждое десятое деление - удлиненным штрихом и соответствующим числом, указывающим градусы. Штрихи должны доходить до края, перекрывающего дугу.
4.1.1.6. На наружных поверхностях прибора не должно быть дефектов, ухудшающих их внешний вид или влияющих на эксплуатационные качества прибора. В экспортном исполнении поверхности прибора, кроме измерительных, должны иметь противокоррозионное покрытие.
4.2. Опробование
4.2.1. При опробовании проверяют взаимодействие частей прибора. Сектор, нож и линейка должны перемещаться плавно, без заеданий и надежно закрепляться в любом положении, принцип действия прибора - механический.
4.2.2. Метод измерения и диапазон измерения задних и передних углов прибора проверяется при определении основной погрешности мерами плоского угла класса точности 2 по ГОСТ 2875-88.
4.3. Проверку размагниченности прибора производят с помощью мелких частиц из низкоуглеродистой стали. При контакте мелких частиц с прибором не должно наблюдаться их притяжение.
4.4. Определение метрологических характеристик.
4.4.1. Шеpoxoватость измерительных поверхностей линеек, ножа и планки прибора определяют визуальным сравнением с образцами шероховатости поверхности или с аттестованными образцовыми деталями. Параметр шероховатости поверхностей Ra по ГОСТ 2789-73 должен быть не более 0,16 мкм.
4.4.2. Определение отклонения от прямолинейности измерительных поверхностей линеек, ножа и планки производят методом оценки просвета при наложении измерительной поверхности поверочной линейки на измерительные поверхности линеек, ножа и планки. Величину просвета определяют визуально сравнением с образцами просвета.
Допускаемый просвет, не более, мм:
ножа и планки - 0,003
линеек - 0,005.
4.4.3. Расстояние от верхней кромки края шкалы углов до поверхности дуги прибора определяют с помощью сдвоенных щупов с номинальными значениями толщины 0,03 мм и 0,3 мм. Щупы укладывают на дугу рядом со шкалой углов, при этом верхняя кромка шкалы не должна быть выше поверхности щупов.
4.4.4. Угол между измерительными поверхностями линейки и ножа при совмещении штриха с отметкой ∞ на шкале чисел зубьев и штриха с отметкой 0 на шкале углов, определяют с помощью мер плоского угла класса точности 2 с номинальными значениями рабочих углов 90°10' и 89°50'.
Линейку с узкой измерительной поверхностью устанавливают при этом в двух крайних положениях. В случае, когда планка расположена ниже измерительной поверхности линейки, к измерительной поверхности угловой меры притирают плоскопараллельную концевую меру длины с номинальным значением 1 мм. Угол между измерительными поверхностями линейки и ножа должен быть 90° ± 10'.
4.4.5. Угол между измерительными поверхностями линейки с узкой измерительной поверхностью и планки, при совмещении штриха с отметкой по шкале чисел зубьев и штриха с отметкой 0 на шкале углов, определяют на инструментальном микроскопе. Прибор закрепляют на предметном столе микроскопа таким образом, чтобы измерительная поверхность линейки совпала с горизонтальной линией штриховой сетки микроскопа. Угол между измерительными поверхностями линейки и планки должен быть 0° ± 10'.
4.4.6. Смещение измерительной поверхности линейки с узкой измерительной поверхностью относительно вершины угла, образованного измерительными поверхностями ножа и планки, при совмещении штриха с отметкой ∞ на шкале чисел зубьев с отметкой 0 на шкале углов, определяют на универсальном микроскопе. Установку прибора на предметном столе микроскопа производят аналогично установке, описанной в п. 4.4.5.
Измерительная поверхность линейки должна проходить через вершину угла, образованного ножом и планкой. Допустимое смещение не более 0,04 мм.
4.4.7. Смещение измерительной поверхности линейки с узкой измерительной поверхностью относительно вершины угла, образованного измерительными поверхностями ножа и планки, при любом взаимном расположении шкалы чисел зубьев и шкалы углов, определяют на универсальном микроскопе. Установку прибора на предметном столе микроскопа производят аналогично установке, описанной в п. 4.4.5.
Определение величины смещения производят в двух крайних положениях шкалы чисел зубьев и шкалы углов, при этом линейку устанавливают в двух крайних положениях.
Допустимое смещение не более 0,07 мм.
4.4.8. Определение основной погрешности прибора производят для штрихов шкалы чисел зубьев с отметкой ∞, 10 и 4. При этом измерительные поверхности линейки, ножа и планки совмещают без просвета с измерительными поверхностями мер плоского угла. Поверку производят для Z = ∞ при углах: 5, 15 и 35° по шкале задних углов и 5, 15, 25° по шкале передних углов, а также для Z = 10 и Z = 4 при угле 0°.
При поверке шкалы задних углов для удобства к одной стороне меры плоского угла, находящейся в контакте с узкой измерительной поверхностью линейки, притирают концевую меру длины с номинальным размером 1 - 2 мм.
Номинальные значения рабочих углов мер плоского угла для определения основной погрешности прибора приведены в табл. 2.
Таблица 2
|
0° шкалы углов |
Шкала задних углов |
Шкала передних углов |
|||||
|
5° |
15° |
35° |
5° |
15° |
25° |
||
|
Размер меры плоского угла, градус |
|||||||
|
∞ |
90 |
95 |
105 |
125 |
85 |
75 |
65 |
|
10 |
72 |
- |
- |
- |
- |
- |
- |
|
4 |
45 |
- |
- |
- |
- |
- |
|
Основная погрешность прибора, как при незатянутом, так и при затянутом стопоре должна быть не более - 20.
5. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
5.1. Положительные результаты первичной поверки приборов предприятие-изготовитель оформляет отметкой в паспорте, заверенной поверителем.
5.2. На приборы, признанные годными при государственной периодической поверке, выдают свидетельство по форме, установленной Госстандартом.
5.3. Положительные результаты периодической ведомственной поверки оформляется отметкой в документе, составленном ведомственной метрологической службой.
5.4. Приборы, не соответствующие требованиям настоящих методических указаний, бракуются и к применению не допускаются, при этом в паспорте производится запись о непригодности приборов. Кроме того, выдается извещение о непригодности и изъятии из обращения и применения приборов, не подлежащих ремонту, или о проведении повторной поверки после ремонта.
|
РАЗРАБОТАНЫ |
Кировским инструментальным заводом «Красный инструментальщик» имени 60-летия Союза ССР Министерства станкостроительной и инструментальной промышленности СССР |
|
ИСПОЛНИТЕЛИ Е.С. Суслова (руководитель темы); Н.А. Торопова |
|
|
УТВЕРЖДЕНЫ НПО «ВНИИМ им. Д.И. Менделеева» 17.06.86 г. |
|
СОДЕРЖАНИЕ