МИНИСТЕРСТВО ЧЕРНОЙ МЕТАЛЛУРГИИ СССР
|
СОГЛАСОВАНО: Главный инженер Управления по ремонту подвижного состава и производству запасных частей МПС п.п Пащенко «15» октября 1975 г. |
УТВЕРЖДАЮ: Главный инженер Главметиза МЧМ СССР п.п ОРИНИЧЕВ «16» октября 1975 г. |
ЭЛЕКТРОДЫ МАРКИ «КОМСОМОЛЕЦ-100»
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ТУ-14-4-644-75
(Взамен ТУ 1079-64)
|
Срок введения 01.11.76 г. СОГЛАСОВАНЫ: Главный инженер Лосиноостровского электродного завода ________________ п.п ДЕВЬЯКОВИЧ «30» сентября 1975 г. Главный сварщик завода им. Лихачева _________________ п.п ФИШКИС «9» 10 1975 г. |
На срок до 01.01.93 г. РАЗРАБОТАНЫ: Главный инженер Московского опытного сварочного завода ___________ п.п СОКОЛОВ «7» 10 1975 г. Начальник технологического отдела МОСЗ ____________ п.п РАХМАНОВ «03» октября 1975 г. Начальник электродной лаборатории МОСЗ _____________ п.п ЗУБКОВ «2» октября 1975 г. |
1975
(Измененная редакция, Изм. № 4).
Настоящие технические условия распространяются на электроды марки КОМСОМОЛЕЦ-100, предназначенные для дуговой сварки и наплавки меди марок M1, М2, М3 с предварительным подогревом свариваемых изделий.
Показатели технического уровня, установленные настоящими техническими условиями, соответствуют первой категории качества.
(Измененная редакция, Изм. № 2).
1. СОРТАМЕНТ
1.1. Электроды изготавливаются диаметром 3, 4, 5 мм.
Длина электродов 3 и 4 мм - 350 мм.
Длина электродов 5 мм - 450 мм.
Допускаемые отклонения по длине электродов не должны превышать ± 3 мм.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Для изготовления электродных стержней применяется медная проволока марки МТ по ГОСТу 2112-79, изготовляемая из медной катанки марки M1 по ГОСТу 859-78.
(Измененная редакция, Изм. № 1, 2).
2.2. Покрытие электродов должно быть прочным, плотным без трещин, вздутий и комков неразмещенных компонентов.
При определении качества поверхности электродов нижеследующие дефекты, не влияющие на его качество, не учитываются:
а/ оголенность зажигательного конца, электродов от покрытия не более 0,5 диаметра стержня.
б/ шероховатость поверхности, продольные риски и отдельные задиры - глубиной не более 1/4 толщины покрытия,
в/ местные вмятины - не более трех, при этом длина каждой вмятины не должна превышать 12 мм, а глубина - половины толщины покрытия.
2.3. Покрытие электродов должно располагаться относительно стержня концентрично.
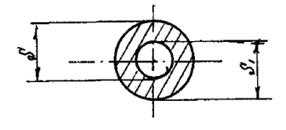
Черт. 1
Величина разности толщины покрытия (черт. 1) l = S - S1 в зависимости от диаметра стержня электрода, не должна превышать указанного в табл. 1.
Таблица 1
|
Допускаемая разность толщины покрытия |
|
|
3 |
0,15 |
|
4 |
0,20 |
|
5 |
0,25 |
2.4. Сварочные (технологические) свойства электродов должны соответствовать следующим требованиям:
а/ дуга должна легко зажигаться и стабильно гореть в нижнем и слегка наклонном положениях на постоянном токе обратной полярности, режимы которого рекомендованы паспортом.
б/ покрытие должно плавиться равномерно без откалывания кусков покрытия и без образования из него «чехла» или «козырька», препятствующего непрерывному плавлению электродов.
в/ наплавленный на поверхность пластины валик должен равномерно покрываться шлаком, который после охлаждения должен удаляться легко.
г/ металл шва и металл, наплавленный электродами, не должен иметь трещин (требования являются справочными).
Допускаются отдельные внутренние газовые или шлаковые включения.
(Измененная редакция, Изм. № 4).
а/ при сварке медных пластин марки M1 (размеры 220´150´10 мм и с предварительным подогревом 500 °С).
|
Временное сопротивление разрыву - не менее 25 кгс/мм2 |
|
Относительное удлинение - не менее 20 % |
|
Ударная вязкость - не менее 4 кг см/см2 |
б/ при сварке стальных пластин марки ВСт3сп (размеры 220´150´10 мм с обваркой кромок в 3 слоя и предварительным подогревом 400 °С).
|
Временное сопротивление разрыву - не менее 25 кгс/мм2 |
|
Относительное удлинение - не менее 10 % |
|
Ударная вязкость - не менее 2 кг см/см2 |
3. ПРАВИЛА ПРИЕМКИ И МЕТОДЫ ИСПЫТАНИЙ
3.1. Потребитель имеет право производить контрольную проверку качества поступивших к нему электродов, для проверки соответствия их показателей требованиям настоящих технических условий.
3.2. Внешнему осмотру и обмеру должны быть подвергнуты 0,5 % электродов партии, отобранных из разных мест, но не менее 10 электродов.
Контроль длины электродов должен осуществляться мерительным инструментом с точностью измерения 1 мм.
3.3. Величина разностенности толщин покрытия - эксцентриситет, определяется в трех местах смещенных относительно друг друга на 50 - 100 мм по длине электрода и на 120° по окружности.
Контроль разностенности толщин покрытия должен осуществляться с помощью микрометра с точностью измерения 0,01 мм.
Допускается контроль эксцентричности покрытия осуществлять специальными приборами без разрушения покрытия, если эти приборы обеспечивают необходимую точность измерения.
3.4. Для определения механических свойств сварного соединения пластины, размеры и температура подогрева которых указаны в п. 2.5, свариваются встык с углом скоса 30° без зазора, при этом после каждого прохода шлак необходимо удалять.
3.5. Изготовление и испытание образцов из металла шва должно производиться по ГОСТу 6996-66 на образцах следующих типов:
а/ при испытании металла на статическое (кратковременное) растяжение - тип II,
б/ при испытании на ударный изгиб - тип VI.
3.5.1. Одновременно производят оценку сварочно-технологических свойств электродов. Контроль поверхности валика (отсутствие трещин) производят после его зачистки от шлака с помощью лупа 3х и 4х кратного увеличения по нормативно-технической документации.
3.5.1. (Введен дополнительно, Изм. № 4).
3.6. Результаты испытаний механических свойств по каждому виду определяются как среднее арифметическое результатов испытаний всех предусмотренных образцов. Допускаются выпады значений механических свойств на одном образце на величину, не превышающую 10 % от минимальных норм.
3.7. В случае неудовлетворительных результатов проверки по какому-либо виду испытаний производят повторную проверку по данному виду испытаний на удвоенном количестве образцов из числа не проходивших испытаний. Результаты повторного испытания являются окончательными.
4. МАРКИРОВКА, УПАКОВКА, ХРАНЕНИЕ И ТРАНСПОРТИРОВАНИЕ
4.1.1. Электроды должны быть упакованы в пачки, завернутые в упаковочную бумагу по ГОСТ 8828-75 с последующей укладкой каждой пачки в герметизируемую оболочку из полиэтиленовой пленки по ГОСТ 10354-82 толщиной 0,1 мм.
4.1.2. Допускается упаковывать электроды в пачки, завернутые в упаковочную бумагу по ГОСТ 8828-75.
4.1.3. Масса пачка не должна превышать 5 кг. Пачки упаковываются в деревянные ящики из сухой древесины с влажностью не более 25 %. Масса ящика брутто не должна превышать 50 кг.
4.1.1. - 4.1.3. (Новая редакция, Изм. № 2).
4.2. Каждая пачка и ящик должны быть снабжены этикеткой (ярлыком) содержащей следующие данные:
а/ товарный знак завода-изготовителя,
б/ марка и диаметр электрода,
в/ номер партии и дата изготовления
г/ номер настоящих технических условий,
д/ рекомендуемые режимы сварочного тока в зависимости от диаметра электрода и положения шва при сварке,
е/ механические и особые свойства наплавленного металла,
ж/ особые технологические свойства электродов.
На каждый ящик должны быть нанесены надписи или наклейки: «Не бросать!», «Беречь от сырости» или знаки - рюмка и зонтик по ГОСТу 14192-77.
(Измененная редакция, Изм. № 1).
4.3. Каждая партия электродов должна быть снабжена сертификатом, удостоверяющим соответствие поставляемых электродов требованиям настоящих технических условий. В сертификате должно быть указано:
а/ наименование предприятия-изготовителя,
б/ марка и диаметр электродов,
в/ номер партии и дата изготовления,
г/ масса партии нетто,
д/ марка проволоки с указанием номера стандарта или химического состава проволоки,
е/ результаты механических испытаний (на стали),
ж/ номер настоящих технических условий.
4.4. Электроды должны транспортироваться и храниться в условиях, ограждающих их от повреждения.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Электроды должны быть приняты техническим контролером предприятия-изготовителя.
Гарантийный срок хранения устанавливается: 6 месяцев с момента изготовления - для электродов, упакованных по п. 4.1.1; 3 месяца - с момента изготовления - для электродов, упакованных по п. 4.1.2.
(Измененная редакция, Изм. № 2).
Приложение 1
Справочное
к ТУ 14-4-644-75
ПЕРЕЧЕНЬ
документов, на которые имеются ссылки в технических условиях
|
Обозначение |
Наименование |
|
ГОСТ 2112-79 |
Проволока медная круглая электротехническая. Технические условия |
|
Медь. Марки |
|
|
ГОСТ 8828-75 |
Бумага двухслойная упаковочная. Общие технические условия |
|
Маркировка грузов |
|
|
Сварные соединения. Методы определения механических свойств |
Приложение 2
Обязательное
ТУ 14-4-644-75
ВИФС № 145738 от 25.12.75 г.
|
Наименование документа, содержащего изменение |
Дата отраслевой регистрации |
Перечень пунктов технических условий, на которые не распространяются изменения |
Дата и номер государственной регистрации |
|
Извещение о продлении ТУ |
Срок действия ТУ продляется до 01.05.82. |
11.05.81. № 215265 |
|
|
Изменение 1 |
14.04.82. |
140682 № 145738/01 |
Приложение 3
к ТУ 14-4-644-75
форма 3.1A (обязательное)
|
Наименование вида продукции по НТД |
Код вида продукции по ВКГ ОКП |
|
Электроды марки «Комсомолец» |
127200 |
|
Блоки по ОВД |
Обозначение по НТД |
Коды по ОКП |
|
Марок стали |
- |
- |
|
Профилей |
по техническим условиям |
8918 |
|
Технических требований |
ТУ 14-4-644-75 |
8110 |
|
Форм заказа и условий поставка |
пачки |
80 |
Приложения 1 - 3 (Введены дополнительно, Изм. № 2).
СОДЕРЖАНИЕ
|
3. Правила приемки и методы испытаний. 3 4. Маркировка, упаковка, хранение и транспортирование. 3 Приложение 1. Перечень документов, на которые имеются ссылки в технических условиях. 4 |