ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р ИСО |

ВИНТЫ С ПОТАЙНОЙ ГОЛОВКОЙ
Конструкция головки и калибры для контроля
ISO 7721:1983
Countersunk head screws - Head configuration
and gauging
(IDT)
|
|
Москва Стандартинформ 2013 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении» (ФГУП «ВНИИНМАШ») на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 229 «Крепежные изделия»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 13 декабря 2011 г. № 1016-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 7721:1983 «Винты с потайной головкой. Конструкция головки и калибры для контроля» (ISO 7721:1983 «Countersunk head screws - Head configuration and gauging»)
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Январь 2013 г.
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ВИНТЫ С ПОТАЙНОЙ ГОЛОВКОЙ
Конструкция головки и калибры для контроля
Countersunk head screws. Head configuration and gauging
Дата введения - 2013-01-01
1 Область применения
Настоящий стандарт устанавливает конструкцию и размеры потайных головок винтов с прямым и крестообразным шлицем, а также рекомендуемый метод контроля размеров головок, установленных в соответствующих стандартах на изделия.
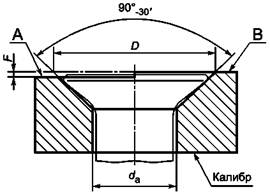
2 Конструкция головки
______________
* Размер для справок.
Рисунок 1