|
Госстрой СССР |
|
Ордена Трудового Красного
Знамени |
|
РЕКОМЕНДАЦИИ |
|
Утверждены |
Москва - 1985
Печатается по решению секции заводской технологии НТС НИИЖБ Госстроя СССР от 22 июня 1984 г.
Содержат основные положения по предотвращению трещин в бетоне при изготовлении аэродромных плит типа ПАГ в силовых формах с тепловой обработкой в ямных камерах.
Рекомендации предназначены для инженерно-технических работников проектных организаций, занимающихся технологической подготовкой производства, разработкой силовых форм и карт технологического процесса изготовления аэродромных плит, а также для ИТР заводов железобетонных изделий.
Табл. 2, илл. 8.
ПРЕДИСЛОВИЕ
Согласно требованиям ГОСТ 25912.0-83 «Плиты железобетонные предварительно напряженные для аэродромных покрытий. Технические условия», ГОСТ 25912.1-83 «Плиты железобетонные предварительно напряженные для аэродромных покрытий. Конструкция и размеры» к ГОСТ 25912.4-83 «Плиты железобетонные предварительно напряженные для аэродромных покрытий. Конструкция арматурных и монтажно-стыковых изделий», образование трещин в бетоне плит высшей категории качества в стадии изготовления не допускается.
Рекомендации содержат мероприятия по предотвращению трещин в бетоне при изготовлении плит в силовых формах. Приведены предложения по усовершенствованию технологии изготовления, конструктивных решений стальных форм и камер.
Рекомендации рассматривают условия агрегатно-поточного изготовления аэродромных плит типа ПАГ на открытом полигоне и могут быть распространены также на условия изготовления плит в отапливаемых зданиях.
Рекомендации составлены на основе результатов исследований, выполненных НИИЖБ в производственных условиях открытого полигона производства № 1 ПО «Запорожжелезобетон», а также в отапливаемых зданиях производства № 1 ПО «Донецкжелезобетон» Укртяжстройиндустрии, завода ЖБИ-18 «Моспромжелезобетон» Главмосстройматериалов и Клинского комбината «Стройиндустрия» Главмособлстройматериалов.
Рекомендации разработаны НИИЖБ Госстроя СССР (д-р техн. наук, проф. Н.А. Маркаров, инж. А.Г. Замиховский).
Дирекция НИИЖБ
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящие Рекомендации распространяются на изготовление плит типа ПАГ по агрегатно-поточной технологии на открытых полигонах.
Рекомендации учитывают условия изготовления плит с тепловой обработкой в диапазоне температур наружного воздуха от -20 °С до +40 °С при температурах изотермического прогрева от +55 °С до +70 °С.
Рекомендации могут быть также использованы при изготовлении плит в отапливаемых зданиях при температуре воздуха цеха от +5 °С до +30 °С.
1.2. Рекомендации предназначены для использования при разработке комплекса мероприятий, обеспечивающих подготовку производства к выпуску плит, удовлетворяющих требованиям ГОСТ.
Рекомендации следует учитывать при разработке карт технологического процесса изготовления, при проектировании усовершенствованных силовых форм, пропарочных камер и режимов тепловой обработки (при нагреве и охлаждении плит в формах).
1.3. При изготовлении плит с тепловой обработкой, как правило, в бетоне образуются технологические трещины разной формы и ширины раскрытия.
Основной причиной образования трещин являются различие теплофизических характеристик и проявление температурных деформаций стальной формы и железобетонной плиты в процессе нагрева и охлаждения, приводящее к их силовому взаимодействию.
1.4. Образование технологических трещин происходит при действии температурных перепадов при охлаждении, превышающих 25 °С. Вначале образуются поперечные трещины, и при температурном перепаде, превышающем 30 °С, трещины под углом к оси плиты у боковых выемок (рис. 2).
1.5. Продольные трещины проявляются в основном при отпуске натяжения обрезкой арматурных стержней и наблюдаются в направлении от торцов плиты к ее середине. После отпуска натяжения трещины могут развиваться и далее в течение последующих нескольких часов. Протяженность продольных трещин может достигать 1 м от торцов изделия.
1.6. По мере роста температурных перепадов увеличивается количество различных трещин и ширина их раскрытия до 0,3 - 0,5 мм.
Наибольшее раскрытие наблюдается у трещин под углом к оси плиты у боковых выемок.
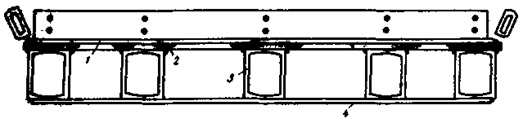
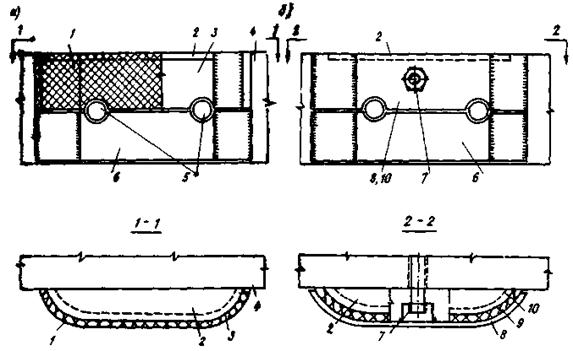
Рис. 1. Расположение технологических трещин на поверхности аэродромных плиты при охлаждении
1, 2, 3 - поперечные трещины, соответственно, на открытой, лицевой (рабочей) и боковой поверхностях; 4, 5 - то же, продольные трещины; 6, 7 - трещины под углом к оси плиты у боковых выемок
1.7. Поперечные трещины распространяются на часть или всю ширину плиты; они могут пересекать часть или всю высоту боковых граней. Иногда после кантовки плит могут наблюдаться сквозные трещины на части поперечного сечения.
1.8. Образование, распространение и ширина раскрытия поперечных трещин уменьшаются или трещины совсем не наблюдаются по мере снижения температурных перепадов и сокращения длительности совместного охлаждения плит в существующих формах.
2. МЕРОПРИЯТИЯ ПО ПРЕДОТВРАЩЕНИЮ ТЕХНОЛОГИЧЕСКИХ ТРЕЩИН
2.1. В соответствии с ГОСТ 25912.0-83 рабочая поверхность плит не должна иметь трещин. На нерабочей поверхности и боковых гранях плит допускаются усадочные и технологические трещины шириной не более 0,05 мм и длиной не более 50 мм. В плитах высшей категории качества трещины не допускаются.
2.2. Образование указанных трещин зависит от длительности совместного охлаждения плиты и формы до значений, не более допускаемой длительности Вдоп (табл. 1). После ранней распалубки и отпуска натяжения не позднее допускаемой длительности Вдоп (на горячий бетон) образование этих трещин не наблюдается (табл. 1).
2.3. Образование, распространение и ширина раскрытия продольных трещин уменьшается или трещины совсем не наблюдаются по мере снижения величины температурного перепада и замены ускоренного режима твердения на замедленный в начале подъема температуры (см. табл. 1, рис. 2 и 3,б).
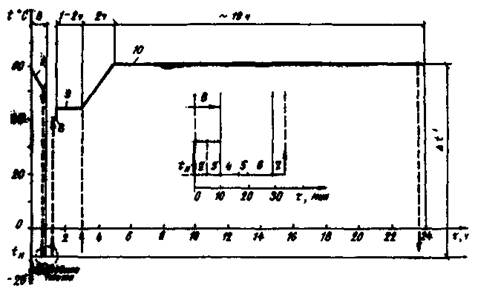
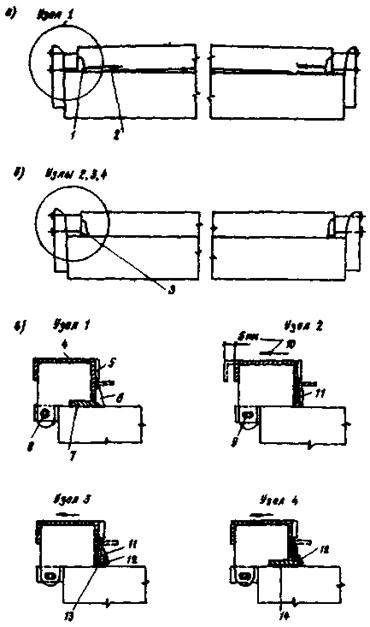
Рис. 2. Температурно-временной режим усовершенствованного изготовления плит в однопакетной камере и вне ее
1 - режим охлаждения в открытой камере последней плиты с формой; 2, 3 - режим охлаждения, соответственно при транспортировании и на посту распалубливания; 4, 5, 6 - режимы, соответственно, чистки формы и установки арматуры, транспортирования и формования; 7 - режим транспортирования свежеотформованной плиты в камеру; 8 - 9 - режимы подогрева формы с плитой, соответственно, в открытой и закрытой камере; 10 - режим тепловой обработки
2.4. Предотвращение трещинообразования в бетоне плит на существующих формах наблюдается в отапливаемом здании при допускаемом температурном перепаде 50 °С или на открытом полигоне (с усовершенствованной технологической планировкой) при извлечении плит из камеры кранами при указанном перепаде температур.
2.5. Сокращение длительности совместного охлаждения последней плиты в силовой форме до допускаемой величины отмечается по мере снижения числа одновременно открываемых камер с трех до одной, сокращения числа пакетов в камере с двух - четырех до одного, уменьшения числа рядов в пакете до четырех - пяти (см. табл. 1).
Таблица 1. Образование трещин в бетоне плит в существующих формах при различных условиях изготовления
|
Температурный перепад при охлаждении, °С |
Режим роста прочности |
Число одновременно открываемых камер |
Число пакетов в камере |
Число рядов в пакете (штабеле) |
Длительность охлаждения плит в формах, мин, В |
Трещины |
||||
|
поперечные при передаче усилия обжатия |
продольные |
|||||||||
|
на горячий бетон |
при поздней передаче |
|||||||||
|
Вмакс |
Вдоп |
В ≤ Вдоп |
В > Вдоп |
|||||||
|
1 |
40 |
Ускоренный |
3 |
2 |
6 |
445 |
50 |
- |
+ |
+ |
|
2 |
1 |
2 |
6 |
135 |
- |
+ |
+ |
|||
|
3 |
1 |
1 |
6 |
70 |
- |
+ |
+ |
|||
|
4 |
Замедленный |
1 |
2 |
6 |
135 |
- |
- |
- |
||
|
5 |
1 |
1 |
6 |
70 |
- |
- |
- |
|||
|
6 |
50 |
Ускоренный |
3 |
2 |
6 |
445 |
35 |
- |
+ |
+ |
|
7 |
1 |
2 |
6 |
135 |
- |
+ |
+ |
|||
|
8 |
1 |
1 |
6 |
72 |
- |
+ |
+ |
|||
|
9 |
1 |
1 |
5 |
60 |
- |
+ |
+ |
|||
|
10 |
Замедленный |
1 |
1 |
5 |
60 |
- |
+ |
- |
||
|
11 |
1 |
1 |
5 |
35 |
- |
- |
- |
|||
|
12 |
65 |
Ускоренный |
1 |
2 |
6 |
135 |
15 |
+ |
+ |
+ |
|
13 |
1 |
1 |
6 |
72 |
+ |
+ |
+ |
|||
|
14 |
1 |
1 |
5 |
60 |
+ |
+ |
+ |
|||
|
15 |
80 - 95 |
Ускоренный |
1 |
1 |
5 |
60 |
5 |
+ |
+ |
+ |
|
16 |
1 |
1 |
4 |
48 |
+ |
+ |
+ |
|||
Условные обозначения: «+» - трещины есть; «-» - трещин нет
2.6. Для предотвращения технологических трещин в плитах на существующих формах при температурном перепаде при охлаждении выше 25 °С рекомендуется применять температурно-временной режим изготовления, включающий режим тепловой обработки, режим охлаждения в открытой камере и вне ее, временной режим операции вне камеры и в открытой камере перед термообработкой (см. рис. 2).
2.7. Режим термообработки в каждом камере назначается в зависимости от числа рабочих смен, заданной температуры изотермического прогрева, состава бетона, используемых цементов и добавок и достижения передаточной прочности бетона в горячем состоянии. При двухсменной работе рекомендуется следующий ориентировочный режим термообработки в ямной камере со средней длительностью термообработки 21 ч: подъем температуры до 60 - 70 °С - 2 ч; изотермический прогрев - 19 ч; охлаждение в закрытой камере - не более 15 мин.
Камера должна быть оборудована средствами контроля и автоматизации управления режимом термообработки.
2.8. Рекомендуется применять замедленный режим роста прочности (рис. 3), для чего следует использовать составы бетона с замедлителями роста прочности в начальной стадии. Начальная прочность бетона перед термообработкой должна быть не более 0,15 МПа; прочность бетона после 1 ч обработки - не более 0,6 - 1 МПа и в начале изотермического прогрева - не менее 5 - 10 МПа.
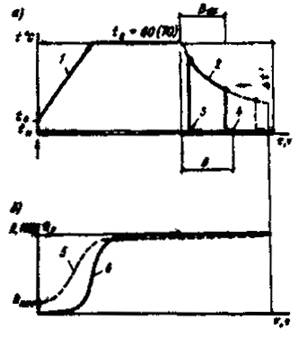
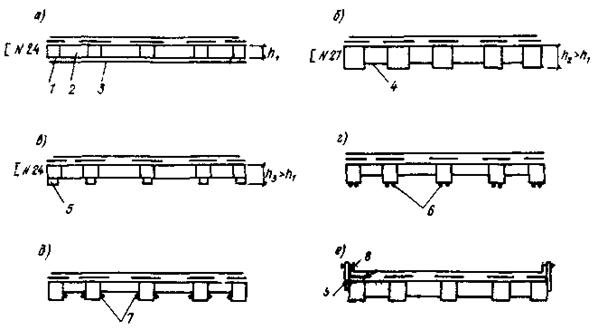
Рис. 3. Режимы изготовления плит
а - режим тепловой обработки и охлаждения; б - режим прочности бетона
1 - укороченный подъем температуры; 2 - сокращенное охлаждение плит в формах в открытой камере; 3, 4 - то же, вне камеры, соответственно, первой и последней плиты; 5, 6 - соответственно, обычный и замедленный рост прочности бетона в начальный стадии тепловой обработки
2.9. Для обеспечения замедленного режима роста прочности бетона при подборе составов бетонной смеси на цементах по ГОСТ 10178-76 следует принимать бетонные смеси с осадкой конуса 5 - 6 см. Для этой цели рекомендуется:
применять добавки - СДБ в количестве 0,15 % от массы цемента или разжигатель (суперпластификатор марки С-3 по ТУ 6-14-19-205-78) в количестве 0,4 - 0,8 % от массы цемента;
сократить длительность предварительной выдержки бетона в свежеотформованных плитах вне камеры до технологически возможного минимума, который должен определяться временем транспортировки формы с плитой в камеру. Задержку плит вне камер следует исключить;
сократить длительность предварительной выдержки бетона (в нижней плите) в открытой камере до возможного минимума времени загрузки пакета, зависящего в пределах однопакетной ямной камеры от числа плит в пакете и времени, необходимого для закрытия камеры;
сократить предварительную выдержку бетона в закрытой камере.
2.10. Режим охлаждения в открытой камере и вне ее рекомендуется назначать из условий:
непревышения максимальной длительности
совместного охлаждения последней плиты с формой Вмакс и в открытой камере ![]() над допускаемой длительность Вдоп. Соответственно, Bдоп и
над допускаемой длительность Вдоп. Соответственно, Bдоп и ![]() для каждого заданного уровня температурного
перепада при охлаждении приведены в табл. 2;
для каждого заданного уровня температурного
перепада при охлаждении приведены в табл. 2;
уменьшения длительности совместного охлаждения вне камеры, определяемого временем транспортировки формы с плитой из
камеры ![]() и
длительностью операции на посту распалубки, включая длительность отпуска
натяжения до уровня величин, приведенных в табл. 2.
и
длительностью операции на посту распалубки, включая длительность отпуска
натяжения до уровня величин, приведенных в табл. 2.
2.11. Посты распалубки и формования должны быть максимально приближены к камерам термообработки для сокращения транспортного пути и времени транспортировки после формования и термообработки.
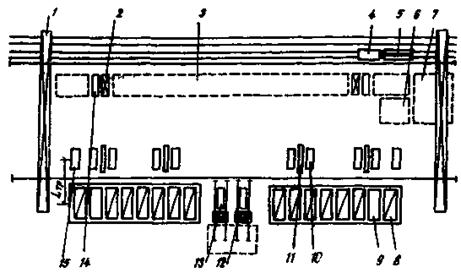
2.12. Для сокращения транспортного пути рекомендуется установка двух кранов, число постов распалубки целесообразно увеличить и расположить по фронту камер. Пример схемы усовершенствованной технологической планировки открытого полигона показана на рис. 4.
Минимальное число постов распалубки должно соответствовать числу плит в пакете.