НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ
БЕТОНА И ЖЕЛЕЗОБЕТОНА
ГОССТРОЯ СССР
(НИИЖБ)
РУКОВОДСТВО
по изготовлению
изделий
из жаростойкого
бетона на заводах
|
|
МОСКВА СТРОЙИЗДАТ 1976 |
В настоящем Руководстве изложены основные правила по заводскому изготовлению жаростойких бетонов. Приведены требования к качеству, транспортированию и хранению исходных материалов и производству бетонных работ. Руководство содержит рекомендации по технологии изготовления изделий из жаростойкого бетона, операционному контролю, а также мероприятия по охране труда.
Руководство предназначено для инженерно-технических работников, связанных с производством жаростойкого бетона, а также для проектно-конструкторских организаций, разрабатывающих конструкции из жаростойкого бетона и проектирующих заводы по их изготовлению.
Табл. 6, ил. 1.
ПРЕДИСЛОВИЕ
Настоящее Руководство содержит рекомендации по технологии производства изделий из жаростойких бетона и железобетона на специализированных заводах.
В Руководстве учтен опыт производства изделий из обычного бетона и железобетона на существующих железобетонных заводах, так как технология изготовления жаростойкого бетона аналогична технологии изготовления обычного бетона.
Руководство составлено в развитие «Инструкции по технологии приготовления и применению жаростойких бетонов» (СН 156-67) и учитывает специфику организации производства изделий из жаростойких бетона и железобетона на заводах.
Руководство разработано лабораторией жаростойких бетонов и конструкций НИИЖБ Госстроя СССР (д-р техн. наук К.Д. Некрасов, кандидаты техн. наук Г.Н. Александрова, Н.П. Жданова, А.П. Тарасова) на основании теоретических и экспериментальных исследований НИИЖБа, а также производственного опыта изготовления изделий из жаростойкого бетона трестами Союзтеплострой, Тепломонтаж, Строймонтаж, Череповецметаллургстрой, Главнижневолжскстрой и др.
При составлении Руководства использованы работы ВНИПИТеплопроекта, Уралниистромпроекта, ВНИИТеплоизоляции, АзНИИСМиС им. Дадашева, Харьковского Промстройниипроекта, НИИЦемента, МИИТа, Днепропетровского филиала НИИСП, НИИКерамзита, Донецкого Промстройниипроекта, Минского НИИСМ, Кузниишахтостроя и др., а также зарубежный опыт.
Дирекция НИИЖБ
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящее Руководство распространяется на производство в заводских условиях изделий из различных видов жаростойких бетона и железобетона.
1.2. Составы жаростойкого бетона и конструктивные решения изделий приведены в «Инструкции по технологии приготовления и применению жаростойких бетонов» (СН 156-67) и «Руководстве по проектированию бетонных и железобетонных конструкций, подверженных воздействию повышенных и высоких температур» и в настоящем Руководстве не рассматриваются.
1.3. Изделия из жаростойкого бетона подразделяются на:
особо тяжелые с объемной массой более 2500 кг/м3; тяжелые с объемной массой от 2200 до 2500 кг/м3; облегченные с объемной массой от 1800 до 2200 кг/м3; легкие с объемной массой от 500 до 1800 кг/м3 и особо легкие с объемной массой менее 500 кг/м3;
слоистые, состоящие из различных бетонов и других материалов;
однослойные;
армированные обычной или жаростойкой сталью;
неармированные;
ребристые.
1.4. Бетон в зависимости от вида вяжущего подразделяется на:
гидравлических вяжущих;
воздушных вяжущих;
химических связующих.
Подробная классификация бетонов жаростойких приведена в ГОСТ 20910-75.
2. ИСХОДНЫЕ МАТЕРИАЛЫ
ВЯЖУЩИЕ
2.1. Вяжущие материалы, применяемые при изготовлении жаростойких бетонов, должны удовлетворять требованиям соответствующих стандартов:
портландцемент, быстротвердеющий портландцемент и шлакопортландцемент - ГОСТ 10178-62*;
цемент глиноземистый - ГОСТ 969-66;
высокоглиноземистый цемент - ТУ 21-20-9-73;
жидкое стекло - силикат натрия растворимый - ГОСТ 13079-65;
ортофосфорная кислота - ГОСТ 10678-63*.
2.2. Вяжущие материалы поставляют партиями. Масса материала, т, одной партии в зависимости от вида вяжущего должна быть не более:
для портландцемента и его разновидностей.............. 500
» глиноземистого цемента......................................... 120
» высокоглиноземистого цемента............................ 500
» жидкого стекла........................................................ 10
» ортофосфорной кислоты......................................... 10
2.3. Каждую партию вяжущего сопровождают паспортом, в котором указывают: его номер, дату выдачи, завод-изготовитель, название и техническую характеристику материала, номер и массу материала, дату изготовления, номера вагонов и накладных.
2.4. Вяжущие материалы поставляют:
портландцемент и его разновидности - в мешках или навалом (при отправке навалом цемент транспортируют в закрытых вагонах, контейнерах или машинах);
глиноземистый и высокоглиноземистый цементы - в мешках;
жидкое стекло - в цистернах;
ортофосфорную кислоту - в таре, не подвергающейся коррозии.
2.5. При транспортировании и хранении вяжущие рекомендуется предохранять от действия влаги и от загрязнения посторонними примесями.
2.6. Внутризаводское транспортирование цемента рекомендуется осуществлять механизированным способом с использованием винтовых пневмонасосов, аэрационно-пневматических подъемников и аэрожелобов.
2.7. При размещении и хранении цементов на складах необходимо соблюдать следующие правила:
не следует смешивать цементы разных сроков выпуска, разных заводов, разных марок или видов;
полностью исключить увлажнение цемента;
регулярно вести учет поступления и расхода цемента по отдельным силосам;
расходовать цемент из силосов более раннего поступления.
2.8. Контроль качества портландцемента и его разновидностей, глиноземистого и высокоглиноземистого цементов алюминотермического производства выполняют в соответствии с ГОСТ 310-60, ГОСТ 969-66 и ТУ 21-20-9-73.
2.9. Проверка качества цементов состоит в контрольных испытаниях каждой поступающей на предприятие партии и в повторных испытаниях в случае хранения его более трех месяцев.
При повторных испытаниях ограничиваются проверкой сроков схватывания и пределов прочности цементного раствора.
2.10. До получения результатов лабораторных испытаний цемент не рекомендуется выдавать на производство.
2.11. Для лабораторных испытаний цемента от каждой партии отбирается проба массой 20 кг.
В зависимости от тары, в которой поступает цемент, проба отбирается: в мешках - по 1 кг из 20 мешков, в контейнерах - по 2 кг от каждых 10 т, навалом - по 1 кг из 20 мест от каждого вагона.
2.12. Отобранную пробу цемента перемешивают и делят на две равные части, одну из которых подвергают испытаниям, а другую маркируют и хранят в плотно закрытом сосуде в течение двух месяцев на случай повторного испытания.
2.13. Модуль жидкого стекла (от 2,4 до 3) определяют по ГОСТ 13078-67*, однако для быстрой предварительной оценки пригодности жидкого стекла может быть применен полевой способ (приложение 1).
2.14. Жидкое стекло разводят до требуемой плотности в специальном металлическом резервуаре. Плотность замеряют денсиметром.
2.15. Качество ортофосфорной кислоты определяют в соответствии с ГОСТ 10678-63*.
2.16. Перед употреблением ортофосфорную кислоту следует развести водой до требуемой концентрации. Кислоту разводят по методике, описанной в приложении 2. Плотность кислоты замеряют денсиметром.
ОТВЕРДИТЕЛИ
2.17. Для изготовления жаростойкого бетона на жидком стекле вводят специальные отвердители.
Отвердители поставляют партиями. Общая масса партии, кг, в зависимости от вида отвердителя должна быть не более:
для кремнефтористого натрия.................................................... 50
» нефелинового натрия............................................................ 3000
» саморассыпающегося феррохромового шлака................... 10000
для саморассыпающегося марганцевистого шлака................. 10000
2.18. Каждую партию отвердителей сопровождают паспортом в соответствии с п. 2.3.
2.19. Кремнефтористый натрий технический поставляют на завод в деревянных бочках, а нефелиновый шлам и шлаки - в четырех-, пяти- и шестислойных бумажных мешках (ГОСТ 2227-65*).
2.20. Отвердители рекомендуется хранить в закрытых помещениях или на складах в условиях, не допускающих увлажнения и загрязнения.
2.21. Проверка качества отвердителей состоит в определении его химического и зернового состава, объемной массы и активности.
2.22. Натрий кремнефтористый технический должен отвечать требованиям ГОСТ 87-66 и содержать Na2SiFe6 не менее 93 %.
Методика определения содержания кремнефтористого натрия в техническом продукте приведена в приложении 3.
2.23. Нефелиновый шлам по химическому составу должен удовлетворять следующим требованиям: содержание окиси кальция СаО 50 - 55 %, кремнезема SiO2 25 - 30 %, окиси Fe2O3 и закиси железа FeO не более 4 %, окиси алюминия Аl2O3 не более 5 %, потери при прокаливании должны быть 4 - 4,5 %.
2.24. Саморассыпающийся феррохромовый шлак должен соответствовать ТУ 14-11-95-74 и содержать 24 - 30 % кремнезема SiO2, не менее 48 % окиси кальция СаО, не более 1 % окиси Fe2O3 и закиси железа FeO, 4 - 8 % окиси алюминия Аl2O3, 7 - 12 % окиси магния MgO и 4 % окиси хрома Сr2O3.
2.25. Саморассыпающийся марганцевистый шлак применяют с 25 - 30 % кремнезема SiO2, 45 - 50 % окиси кальция СаО, не более 1 % окиси Fe2O3 и закиси железа FeO, не более 4 % окиси алюминия Аl2O3, не более 4 % окиси магния MgO и 12 - 17 % закиси марганца MnO4.
2.26. Тонкость помола нефелинового шлама и саморассыпающегося шлака рекомендуется такой, чтобы сквозь сито № 008 проходило не менее 70 % взятой пробы.
2.27. Активность отвердителя определяют в соответствии с методикой, изложенной в приложении 3.
ТОНКОМОЛОТЫЕ ДОБАВКИ
2.28. Тонкомолотые добавки, применяемые для жаростойкого бетона, могут быть промышленного приготовления или приготовлены на заводе размолом соответствующих материалов.
2.29. Тонкомолотую добавку поставляют партиями. Масса материала одной партии устанавливается не более 60 т для тонкомолотой добавки из шамота, высокоглиноземистого шамота, топливного шлака, золы-уноса, обыкновенного глиняного кирпича, магнезита, корунда.
Поставка тонкомолотых добавок в количестве менее указанной величины считается целой партией.
2.30. Каждую партию тонкомолотой добавки сопровождают паспортом в соответствии с п. 2.3.
2.31. Тонкомолотые добавки перевозят в мешках.
2.32. Для приготовления тонкомолотых добавок на заводе рекомендуется использовать шаровые или вибрационные мельницы.
Не рекомендуется молоть материал с влажностью выше 2 %.
2.33. Устройства для выгрузки и транспортирования продуктов помола из мельницы герметизируют и разряжают путем введения в установку отсасывающего вентилятора, циклона и матерчатых фильтров, очищающих воздух от взвешенных частиц материала.
2.34. Тонкомолотые добавки и цементы транспортируют механизированным способом. Условия хранения их должны соответствовать требованиям, приведенным в п. 2.20.
2.35. Контроль качества тонкомолотой добавки осуществляют от каждой поступающей партии.
В том случае, если добавку приготовляют непосредственно на заводе, контроль ее качества производят один раз в смену.
2.36. Проверка качества тонкомолотых добавок состоит в определении:
химического состава в соответствии с ГОСТ 2642.4-71;
зернового состава и чистоты добавки в соответствии с приложением 4.
2.37. Степень измельчения добавок, кроме корунда, рекомендуется такой, чтобы сквозь сито № 008 проходило не менее 70 % взятой пробы. Корундовая добавка по зерновому составу должна соответствовать ГОСТ 3647-71.
2.38. В топливном шлаке содержание кремнезема SiO2 и окиси алюминия Аl2O3 в сумме рекомендуется не менее 75 %, окиси кальция СаО - не более 4 %. Потери при прокаливании не должны превышать 8 %.
2.39. Зола-унос рекомендуется с содержанием не менее 20 % окиси алюминия Al2O3, не более 4 % сульфатов (в пересчете на SO3), потери при прокаливании не выше 8 %.
2.40. Шамотную добавку применяют с содержанием окиси алюминия Аl2O3 и окиси титана TiO2 не менее 20 %, окиси железа Fe2O3 не более 5,5 %, сульфатов (в пересчете на SO3) не более 0,3 %, свободных окиси кальция СаО и окиси магния MgO не более 1 %.
ЗАПОЛНИТЕЛИ
2.41. Для приготовления жаростойкого бетона в заводских условиях применяют заполнитель с зернами максимальным размером не более 20 мм.
Заполнитель с частицами размером менее 5 мм называют мелким (песок), а заполнитель с зернами размером 5 - 20 мм - крупным (щебень).
2.42. Песок и щебень поставляют раздельно партиями. Масса материала одной партии устанавливается: не более 60 т для заполнителей из отвальных доменных шлаков, боя глиняного кирпича, боя шамотных и полукислых изделий или кускового высокоглиноземистого шамота, боя магнезитового кирпича, электрокорунда белого; не более 50 м3 - для вермикулита и перлита; не более 200 м3 - для керамзита.
Поставка заполнителей в количестве менее указанных величин считается целой партией.
2.43. Каждую партию заполнителей сопровождают паспортом в соответствии с п. 2.3.
2.44. До выгрузки из вагона следует произвести визуальный осмотр заполнителя. При обнаружении в нем кусков известняка, доломита или других посторонних включений всю партию заполнителя бракуют.
2.45. Заполнители рекомендуется выгружать гравитационным способом. Для этого склады оборудуют заглубленными в землю приемными бункерами, откуда заполнители питателями и ленточными конвейерами подаются на основной склад.
2.46. При складировании заполнителей рекомендуется:
хранить пофракционно заполнители одного вида (песок и щебень), за исключением керамзита и вермикулита;
хранить раздельно заполнители разных видов;
полностью очистить приемные бункера и траншеи при переходе с одного вида заполнителя на другой;
хранить раздельно заполнители одного вида, но разных партий (исключение составляют заполнители, прошедшие контрольную проверку качества и удовлетворяющие требованиям настоящего Руководства);
исключить возможность загрязнения заполнителя посторонними примесями.
2.47. Заполнители рекомендуется хранить в закрытых полубункерах в складах, которые загружают сверху при помощи ленточного конвейера, размещенного вдоль склада на эстакаде и оборудованного сбрасывающими тележками для подачи материала в любом месте по длине склада.
Со склада материал может поступать в цех снизу через ленточный конвейер.
2.48. Склады размещают на забетонированных площадках с надлежащим уклоном для быстрого отвода воды.
2.49. При поставке нефракционного заполнителя (кусковой шамот) необходимо произвести рассев его на песок и щебень. Для рассева заполнителя можно использовать вибрационные грохоты типа ГИЛ-43, ГИТ-32 и др.
2.50. Заполнители могут быть приготовлены на заводе с применением дробилок: щековых типов С-182Б; СМ-166А; СМ-11Б; конусных типа СМ-561; валковых типа СМ-12Б; молотковых типов СМ-218; СМ-18; СМ-431 и др.
2.51. При дроблении и сортировке рекомендуется применять только сухие заполнители, так как нормальная работа дробилок и грохотов возможна только при влажности материала не более 2 %.
2.52. Качество заполнителей из доменных шлаков, боя глиняного кирпича и шамотных изделий, высокоглиноземистого шамота, боя магнезитового кирпича устанавливают отбором средней пробы от каждой партии поступающего материала из разных мест (не менее чем из 10) массой 5 кг для песка и 16 кг - для щебня.
2.53. Для проверки качества легких заполнителей (керамзита, вермикулита, перлита) отбор средней пробы от каждой партии производят в объеме 10 л для песка и 30 л - для щебня.
2.54. Качество заполнителей устанавливают по определенным характеристикам для каждой отобранной средней пробы по объемной массе, влажности, зерновому составу, водопоглощению, химическому составу, чистоте заполнителя.
Методика определения объемной массы, влажности, зернового состава, водопоглощения и чистоты всех заполнителей изложена в приложении 5.
2.55. Рекомендуемый зерновой состав крупного и мелкого заполнителей, кроме электрокорунда и керамзита, приведен в табл. 1.
Таблица 1. Зерновой состав крупного и мелкого заполнителей
|
Максимальная крупность зерен, мм |
Полный остаток, % по массе, на сите с отверстиями размером, мм |
||||||||
|
20 |
10 |
5 |
2,5 |
1,2 |
0,6 |
0,3 |
0,14 |
||
|
Крупный |
20 |
0 - 5 |
30 - 60 |
90 - 100 |
- |
- |
- |
- |
- |
|
10 |
- |
0 - 5 |
90 - 100 |
- |
- |
- |
- |
- |
|
|
Мелкий |
5 |
- |
- |
0 - 5 |
10 - 30 |
20 - 55 |
40 - 70 |
70 - 95 |
80 - 100 |
2.56. Кусковой шамот должен иметь водопоглощение не более 12 % по массе. Если величина водопоглощения кускового шамота окажется выше указанной, то всю партию кускового шамота бракуют.
Для боя шамотных изделий водопоглощение не нормируется.
2.57. Рекомендуемый химический состав шамотного заполнителя приведен в п. 2.40.
2.58. Высокоглиноземистый заполнитель в зависимости от вида жаростойкого бетона рекомендуется применять с содержанием окиси алюминия Аl2O3 не менее 48, 62 и 80 %.
2.59. Отвальные доменные шлаки проверяют на устойчивость против любого вида распада (силикатного, железистого, марганцовистого и др.). Общее содержание окиси кальция СаО допускается не более 45 % по массе. Модуль основности шлаков должен быть не более 1,1.
2.60. Заполнители из боя магнезитового кирпича используют в соответствии с ГОСТ 4689-74.
2.61. Керамзит, отвечающий требованиям ГОСТ 9759-71, применяют без содержания свободной окиси кальция СаО, окиси магния MgO, а также карбонатных включений. Методика испытания керамзита приведена в приложении 6.
Насыпная объемная масса керамзита рекомендуется не более 650 кг/м3.
Зерновой состав керамзитового заполнителя приведен в табл. 2.
Таблица 2. Зерновой состав керамзитового заполнителя
|
20 |
10 |
5 |
1,25 |
0,14 |
|
|
Полный остаток на ситах, % по массе |
0,5 |
25 - 40 |
45 - 65 |
70 - 75 |
85 - 100 |
Методика определения пригодности керамзита для применения в жаростойком бетоне приведена в приложении 5.
2.62. Насыпная объемная масса вермикулита рекомендуется не более 200 кг/м3.
2.63. Вспученный перлит по физико-механическим характеристикам должен удовлетворять требованиям ГОСТ 10832-74 и ГОСТ 5.1282-72.
2.64. Электрокорунд должен соответствовать требованиям ГОСТ 3647-71.
2.65. При поступлении заполнителей со склада в бетонный цех следует не реже одного раза в смену определять объемную массу, влажность, зерновой состав, чистоту заполнителя в соответствии с приложением 5.
3. АРМАТУРА
3.1. Арматурные каркасы должны соответствовать проекту и требованиям ГОСТов на стали.
3.2. При изготовлении каркасов следует проверять:
соответствие марок и диаметра стали, а также число и взаимное расположение стержней проекту;
общие размеры и форму каркаса в целом;
соответствие мест расположения;
чистоту поверхности арматуры.
3.3. Размеры и формы арматурных каркасов проверяют внешним осмотром и контрольным промером. Каркасы промеряют стальной мерной лентой с ценой деления 1 мм.
3.4. Размеры сторон каркасов измеряют для прямых стержней между осями крайних элементов; для отогнутых - между касательной и отгибом.
3.5. Требуемая толщина защитного слоя (в соответствии с рабочими чертежами) в арматурных каркасах обеспечивается специальными упорами в виде:
выпуска концов поперечных стержней;
распорок, приваренных к основному каркасу;
керамических или бетонных «бус», надеваемых на продольные и поперечные стержни каркаса.
3.6. Крестовые соединения стержней испытывают на срез и на разрыв в месте сварки. Испытания можно проводить на лабораторных прессах прибором ВНИИОМС.
3.7. Кроме контрольных испытаний стыки арматурных стержней следует проверять внешним осмотром и простукиванием молотком массой 1 кг.
Стыки считаются удовлетворительного качества, если отсутствуют трещины, наплывы или отслоения, и металл стыка издает чистый звук.
3.8. Правильность расположения и анкеровки монтажных петель проверяют осмотром и измерением.
3.9. Расстановка и анкеровка закладных деталей подлежат особо тщательной проверке для всех каркасов без исключения с точностью замеров ± 0,5 см.
3.10. Анкеровку закладных частей осуществляют приваркой их к рабочим или анкерным стержням, надежно соединенным с арматурным каркасом.
3.11. Монтажные петли в бетонных панелях и блоках, подвергаемые воздействию температур свыше 500 °C, размещают впотай и покрывают слоем битума.
4. ФОРМЫ
4.1. Формы изготовляют таким образом, чтобы обеспечить неизменность их размеров в процессе эксплуатации, плотность соединений отдельных элементов, простоту и удобство сборки и разборки при очистке или ремонте.
4.2. Для формования изделий из жаростойкого бетона передвижные формы рекомендуется изготовлять из металла, а неподвижные - из бетона, железобетона или металла; бортовые части неподвижных форм и матриц могут быть выполнены из металла или дерева.
4.3. Для металлических форм рекомендуется использовать сталь марки Ст3.
4.4. При изготовлении небольшого числа однотипных изделий допускается применение деревянных форм, для которых применяют лесоматериалы с влажностью не более 25 %. Не рекомендуется использовать лиственные породы (типа осины и тополя), подверженные сильному короблению.
4.5. Поверхности деревянных форм, соприкасающиеся с бетоном, должны быть чисто остроганы, не иметь провесов, выколов, сучков, трещин и т.п. Кромки бортов следует обрабатывать фуганком.
Острожку досок следует производить на рейсмусовом станке. Для уменьшения водопоглощения деревянные части, соприкасающиеся с бетоном, необходимо покрывать горячей олифой или пропитывать минеральными маслами в горячем состоянии. Наружные поверхности форм после остругивания рекомендуется окрашивать водостойкой масляной краской.
4.6. Поддоны и бортовая оснастка форм должны быть жесткими, чтобы искривления поверхности изделий не превышали допусков, предусмотренных техническими условиями на данный вид изделий.
4.7. Крепления бортов разборных форм должны обеспечивать минимальную трудоемкость и максимальную быстроту сборки форм и распалубки изделий.
Болтовые крепления в разборных деталях форм применять не рекомендуется.
4.8. Формы надлежит содержать в чистоте и предохранять от ржавления, а при длительном хранении (более полугода) смазывать толстым слоем густой смазки.
4.9. До сборки форм поддон, борта и элементы сопряжения должны быть тщательно очищены от остатков раствора металлическими скребками и щетками.
4.10. Для приготовления изделий из бетона на фосфатной связке применяют металлические формы, обладающие достаточной жесткостью (во избежание коробления во время нагревания изделий до 200 - 250 °C), а также снабженные съемной металлической крышкой, рассчитанной на давление, равное 0,01 МПа.
4.11. Формы или формующие устройства проверяют на правильность сборки и на соответствие внутренних размеров и взаимного расположения плоскостей внешнему виду и размерам изделия. Проверка осуществляется внешним осмотром и контрольными промерами стальным метром, рулеткой, угольником и штангенциркулем.
4.12. Допускаемые отклонения фактических размеров формы от расчетных величин должны иметь отрицательное значение в пределах нормативного допуска для принятого класса точности изготовления форм.
4.13. Все соединения элементов формы делают плотными, не допускающими затекания «цементного молока». Щели в форме необходимо заделать пластичной глиной, алебастром или плотной бумагой.
4.14. Для предупреждения сцепления формы с бетоном необходимо смазать форму перед установкой в нее арматуры.
4.15. Для смазки форм рекомендуются водостойкие смазочные материалы, обладающие достаточной адгезией к металлу, не смешивающиеся с бетонной смесью и не вызывающие разрушения поверхности форм и бетона.
Смазочные материалы разводят до сметанообразной консистенции, позволяющей наносить на поверхность формы слой толщиной 0,1 - 0,3 мм.
4.16. Рекомендуется применять смазку следующего состава:
машинное масло - 12 мас. ч., цемент- 1 мас. ч., вода - 0,5 мас. ч.
Вместо цемента можно использовать тонкомолотую добавку из шамота, кирпичного боя и т.п.
Рекомендуется использовать смазки эмульсионные типа «масло в воде» (10 л эмульсола ЭКС, 90 л мягкой конденсатной воды и 0,7 кг кальцинированной соды) и более водостойкие и вязкие типа «вода в масле» (53 л насыщенного раствора извести, 27 л воды и 20 л эмульсола).
Смазку готовят в эмульгаторах. Вначале заливают подогретую до 40 - 50 °C воду, затем засыпают соду или вводят насыщенный раствор извести, перемешивают 3 - 4 мин, добавляют эмульсол и интенсивно перемешивают в течение 3 - 5 мин.
Допускается применение других проверенных опытом составов, удовлетворяющих требованиям п. 4.15.
4.17. Все смазочные составы следует наносить тонким, равномерным слоем маховой кистью или пистолетом-распылителем (при давлении сжатого воздуха в пистолете 2 - 3 ати).
5. ПРИГОТОВЛЕНИЕ БЕТОННОЙ СМЕСИ
5.1. Приготовление бетонной смеси сводится к дозированию, смешиванию составляющих материалов и транспортированию бетонной смеси к месту укладки.
5.2. Дробленые и рассортированные заполнители через тарельчатые питатели должны поступать на транспортер, подающий заполнитель в расходные бункера.
5.3. Из расходного бункера с помощью питателя материал поступает в дозатор. Рекомендуется использовать автоматические дозаторы марок АДУБ-425 для бетоносмесителей с загрузочной вместимостью 425 - 500 л и дозаторы марок АДУБ-1200 для бетоносмесителя с загрузочной вместимостью 1000 - 1200 л.
5.4. От точности дозирования зависит соответствие фактического состава бетона заданному, а также постоянство этого состава от замеса к замесу. Допускаются следующие отклонения при дозировании материалов на замес: ±1 % по массе для вяжущих, отвердителей, тонкомолотых добавок и воды и ±2 % -для заполнителей.
5.5. Заполнители для легкого бетона (керамзит, вермикулит и перлит) можно дозировать по объему с точностью ±3 %.
5.6. При использовании влажных заполнителей состав бетона корректируют: увеличивают расход заполнителя и соответственно изменяют расход воды, плотность жидкого стекла и концентрацию ортофосфорной кислоты.
5.7. Точность дозировки по массе или по объему материала проверяют не реже одного раза в сутки.
5.8. Рекомендуется перед началом каждой смены производить контрольную проверку автоматических дозаторов, ртутных контактов и состояния резиновых прокладок, впускных и выпускных затворов.
5.9. Кроме ежедневной проверки после каждых 120 ч работы автоматических дозаторов необходимо:
контролировать давление воздуха в магистрали, которое может понизиться за счет износа кожаных манжет в цилиндрах или засорения воздухопровода;
проверять правильность установки и работы ртутных контактов;
проверять работу электровоздушного клапана.
5.10. Через каждые 240 ч работы дозаторов рекомендуется:
проверять резиновые уплотнения выпускного затвора в дозаторах для воды и цемента;
проверять состояние шнекового питателя в дозаторах для цемента;
регулировать подвески бункера и тяги весовых рычагов дозаторов;
проверять состояние кожаных манжет и сальников пневмоцилиндров;
проверять состояние игл электровоздушных клапанов.
5.11. Бетонную смесь рекомендуется приготовлять в бетономешалках принудительного действия типов С-945 (165/250 л)*, С-773 (330/500 л), С-693 (100/150 л), С-371 (165/250 л) и С-356 (660/1000 л).
___________
* В скобках указана производительность бетономешалки: в числителе - по выходу готовой смеси; в знаменателе - по загрузке сухих материалов (без воды).
В виде исключения допускается приготовлять тяжелый бетон на портландцементе, глиноземистом цементе и жидком стекле в бетономешалках со свободным падением.
5.12. Бункера и лотки бетономешалок для загрузки бетона в транспортные средства рекомендуется устанавливать с наклоном плоскостей не менее 65°, при меньшем наклоне для уменьшения налипания бетонной массы следует устанавливать вибраторы.
5.13. Бункера и лотки бетономешалок не реже двух раз в смену полностью освобождают от бетонной смеси и очищают от налипшей бетонной смеси.
5.14. Бетономешалку заполняют по ее загрузочной вместимости, не допуская отклонений более чем на ±10 %.
5.15. После каждой смены или в случае перерыва в работе более чем на 1 ч барабан бетономешалки промывают водой с крупным заполнителем до полной очистки ее поверхности. Особенно тщательно очищают барабан бетономешалки при переходе с одного вида бетона на другой.
Непосредственно после приготовления бетона на алюмофосфатной связке барабан мешалки тщательно промывают водой.
5.16. Ежедневно у бетономешалки рекомендуется проверять:
состояние шестерен привода и правильность положения барабана. Барабан должен быть установлен в строго горизонтальное положение, так как даже при незначительном уклоне он будет смещаться, и это приведет к быстрому износу опорных роликов и бандажей бетономешалки;
натяжение клиноременной передачи привода;
состояние креплений лопастей бетономешалки.
5.17. При приготовлении жаростойких бетонов в мешалках принудительного действия в барабан (чашу) смесителя запружают все сухие материалы и перемешивают их в течение 1 мин. После этого в смесь заливают соответствующий данному виду бетона затворитель (воду, жидкое стекло, раствор ортофосфорной кислоты) и перемешивают бетонную смесь до полной однородности, но не менее 5 мин.
5.18. При приготовлении бетонов на портландцементе, высокоглиноземистом и на глиноземистом цементах в мешалке со свободным падением материала в барабан заливают 0,9 потребного на замес количества воды и загружают тонкомолотую добавку, примерно половину крупного заполнителя и цемент, после чего перемешивают смесь в течение 1 мин. Затем при непрерывном вращении барабана загружают в мешалку весь заполнитель и доливают остальную часть воды. Бетонную смесь перемешивают до полной однородности, но не менее 5 мин.
5.19. При приготовлении бетона на жидком стекле (в мешалке со свободным падением материала) в барабан мешалки заливают 0,9 потребного на замес количества жидкого стекла, загружают отвердитель, тонкомолотую добавку и примерно половину крупного заполнителя. Смесь перемешивают в течение 1 мин. Затем в мешалку загружают весь заполнитель, доливают остальную часть жидкого стекла и перемешивают бетонную смесь до полной однородности, но не менее 5 мин.
5.20. Для определения подвижности или жесткости бетонной смеси следует отбирать среднюю пробу из бетономешалки не реже двух раз в смену в соответствии с приложением 7.
5.21. При транспортировании бетонной смеси в бадьях, самосвалах, вагонетках рекомендуется:
следить за чистотой тары и систематически, не реже чем через каждые 2 ч, очищать ее от налипшей смеси и промывать водой;
следить за состоянием тары и не допускать вытекания цементного молока во время перевозок.
6. ФОРМОВАНИЕ ИЗДЕЛИЙ
6.1. Изделия из жаростойкого бетона формуют вибрированием. Для легкого бетона и бетона на алюмофосфатной связке применяют вибрирование с пригрузом.
6.2. Для формования изделий из жаростойкого бетона рекомендуется использовать серийно выпускаемые формовочные посты, в комплект оборудования которых входят: 15-тонная виброплощадка марки 6691-С1; самоходный бетоноукладчик с тремя бункерами для формования плитных конструкций и линейных элементов, а также самоходный формоукладчик для подачи и установки на виброплощадку подготовленных форм.
6.3. После смазки форм и установки арматурных каркасов и закладных частей формы заполняют бетонной смесью.
6.4. Бетонную смесь равномерно распределяют по всей площади формы.
6.5. Для легких жаростойких бетонов бетонную смесь укладывают в формы непосредственно после приготовления с тем, чтобы отсос заполнителями воды из бетона произошел в основном в период его укладки. Интервал во времени между приготовлением бетонной смеси и ее укладкой рекомендуется не более 30 мин.
6.6. Для повышения эффективности уплотнения и получения гладкой открытой поверхности изделий рекомендуется применять вибро- и пневмопригруз со щитом давлением 0,25 Н/см2.
6.7. Выравнивать и заглаживать открытую поверхность рекомендуется виброрейкой (например, типа И-23) по маячным доскам или по бортам формы.
6.8. Изделия бетонируют непрерывно: перерыв между окончанием уплотнения одной и подачей следующей порции бетона не должен превышать во времени начала схватывания для соответствующего вида бетона.
6.9. Уплотнение бетонной смеси на фосфатной связке выполняют с пригрузом давлением 0,25 Н/см2 в следующей последовательности: при толщине элемента менее 200 мм в форму высыпают почти весь объем смеси, накладывают пригруз и вибрируют до тех пор, пока смесь равномерно не распределится в форме, а пригруз не ляжет на борта формы, затем, приподняв пригруз, предварительно тщательно взрыхлив поверхность материала, докладывают смесь (несколько выше верхней кромки бортов), вновь накладывают пригруз и вибрируют до появления на бетонируемой поверхности следов кислоты.
6.10. При толщине более 200 мм бетонную смесь на фосфатной связке следует уплотнять послойно:
после вибрирования первого слоя толщиной 150 - 200 мм до появления на его поверхности кислоты материал взрыхляют на глубину 10 - 20 мм;
засыпают следующую порцию массы из расчета получения слоя толщиной 150 - 200 мм и возобновляют вибрирование;
после укладки последнего слоя бетона при необходимости добавляют в форму бетонную массу, накрывают форму пригрузом и еще раз вибрируют до появления гладкой ровной поверхности со следами выделившейся кислоты.
По окончании вибрирования накрывают форму крышкой и прикрепляют ее к бортам специальными зажимами.
Пригруз для фосфатных и легких бетонов должен быть выполнен из расчета не менее 0,25 Н на 1 см2 поверхности.
6.11. При изготовлении небольших изделий допускается использовать глубинные и поверхностные вибраторы любых марок.
При использовании глубинных вибраторов бетон укладывают слоями толщиной, не превышающей 1,25 длины рабочей части вибратора; при использовании поверхностных вибраторов - слоем толщиной до 25 см.
6.12. Укладываемую смесь вибрируют с соблюдением следующих правил:
шаг перестановки внутренних вибраторов не должен превышать полуторного радиуса их действия и должен обеспечивать перекрытие площадкой вибраторов границы уже провибрированного участка;
вибраторы во время работы не должны опираться на арматуру;
продолжительность вибрирования должна обеспечивать достаточное уплотнение бетонной смеси, основными признаками которого является прекращение оседания смеси и появление цементного молока на ее поверхности;
вибраторы следует опускать в бетонную смесь в вертикальном положении.
6.13. Контроль качества уплотнения бетонной смеси осуществляют определением объемной массы уплотненной смеси не реже одного раза в смену в соответствии с приложением 8.
6.14. Для контроля качества и определения прочности жаростойкого бетона одновременно с формованием изделий не реже одного раза в смену и при переходе на новый состав бетона изготовляют девять контрольных образцов размером 100´100´100 мм. Методика определения прочности бетона изложена в приложении 9.
6.15. После окончания формования проверяют соответствие изделий проекту и требованиям действующих норм и стандартов и устраняют все замеченные дефекты (раковины, шероховатость поверхности и т.д.).
6.16. Для достижения требуемой прочности отформованные изделия и контрольные образцы выдерживают в определенных условиях в соответствии с разделом 7 настоящего Руководства.
7. ТВЕРДЕНИЕ БЕТОНА
7.1. Для получения бетонных изделий с заданными свойствами строго выдерживают оптимальные условия твердения: температурный и влажностный режимы, а также сроки твердения.
7.2. Условия твердения жаростойкого бетона в зависимости от вида применяемого вяжущего приведены в табл. 3.
Таблица 3. Условия твердения жаростойкого бетона в зависимости от вида вяжущего
|
Твердение |
||
|
Портландцемент |
} |
Нормальное во влажных условиях или тепловая обработка |
|
Высокоглиноземистый цемент |
||
|
Жидкое стекло |
Воздушно-сухое |
|
|
Глиноземистый цемент |
Нормальное во влажных условиях |
|
|
Алюмофосфатная связка |
Термическое |
|
7.3. Рекомендуемыми условиями твердения для бетонов на портландцементе и высокоглиноземистом цементе являются температура выше +15 °C и влажная среда.
7.4. Для жаростойкого бетона на жидком стекле обеспечивают воздушно-сухое твердение при температуре не ниже +10 °C. Изделия при твердении не увлажняют.
7.5. Оптимальными условиями твердения жаростойкого бетона на глиноземистом цементе являются температура не выше +25 °C и влажная среда.
7.6. Контроль за температурой окружающей среды при естественном твердении осуществляют не реже двух раз в смену.
7.7. Бетон на портландцементе и высокоглиноземистом цементе начинают увлажнять через 12 ч после укладки и продолжают в течение 6 сут. Бетон на глиноземистом цементе начинают увлажнять через 3 - 4 ч после укладки и продолжают в течение 48 ч. Необходимо избегать попадания на бетон сильных струй воды.
Бетон рекомендуется увлажнять в дневное время через следующие интервалы времени, ч:
|
при максимальной температуре воздуха |
15 - 30 °C |
через 4 |
|
при максимальной температуре воздуха |
30 - 35 °C |
» 2 |
|
при максимальной температуре воздуха |
35 - 40 °C |
» 1,5 |
В ночное время перерыв между поливками может быть увеличен, однако при этом следует обеспечить влажное состояние изделий.
7.8. Сроки твердения в оптимальных естественных условиях следующие: для бетона на глиноземистом цементе и жидком стекле 3 сут, на портландцементе и высокоглиноземистом цементах - 7 сут.
При твердении бетона при пониженных температурах сроки твердения увеличивают. Не рекомендуется даже кратковременное замораживание изделий из жаростойкого бетона на цементных вяжущих в процессе твердения. Распалубку изделий производят через 1 - 2 сут после изготовления.
7.9. С целью ускорения процесса твердения бетона на портландцементе и высокоглиноземистом цементе рекомендуется применять тепловую обработку (пропаривание).
7.10. Изделия рекомендуется пропаривать в камерах при нормальном атмосферном давлении пара или паровоздушной смеси и температуре среды от 60 до 100 °C. Подачу пара в камеры производят:
при влажном паре нормального давления непосредственно из перфорированных труб;
при сухом паре с давлением более 0,5 ати из перфорированных труб с предварительным пропусканием пара через воду.
7.11. Пропаривание начинают не ранее чем через 4 ч после изготовления и выдерживания изделий при положительной температуре.
7.12. Подъем температуры в камерах осуществляют до максимальной заданной со скоростью 20 - 30 °C в час.
Ориентировочная продолжительность изотермического прогрева жаростойкого бетона при температуре 80 °C рекомендуется 10 - 12 ч. Отклонение от установленной температуры прогрева может составлять ±5 %. Скорость снижения температуры после окончания изотермического прогрева должна быть не более 30 °C в час.
Изделия выгружают из пропарочной камеры при положительной температуре наружного воздуха.
7.13. Контроль за температурным режимом рекомендуется осуществлять с помощью термометров сопротивления с самопишущим устройством типа ЭМД-112 или ЭМД-202.
При отсутствии самопишущего устройства замеры температуры производят каждый час в течение всего процесса пропаривания.
7.14. Для ускорения процесса твердения жаростойкого бетона на портландцементе и на жидком стекле допускается применять электропрогрев при помощи листовых или стержневых электродов.
7.15. Электропрогрев жаростойкого бетона на портландцементе производят при укрытии всех открытых (не защищенных опалубкой) поверхностей. При начинающемся высыхании поверхность бетона увлажняют водой, предварительно выключив ток.
7.16. Электропрогрев жаростойкого бетона на жидком стекле производят без укрытия поверхностей, не защищенных опалубкой.
7.17. Электропрогрев бетона производят по достижении им возраста 3 - 6 ч.
Подъем температуры до максимальной осуществляют со скоростью 20 - 40 °C в час. Максимальная температура прогрева бетона должна быть 50 - 100 °C, продолжительность выдержки при этой температуре 2 - 6 ч.
7.18. Рекомендуемые оптимальные величины напряжения тока при электропрогреве бетона приведены в табл. 4.
7.19. При электропрогреве осуществляют почасовой контроль за температурой и напряжением тока.
Таблица 4. Рекомендуемые величины напряжения электрического тока
|
Напряжение тока, В |
|
|
До 200 |
36 - 50 |
|
200 - 300 |
87 |
|
300 - 400 |
110 |
|
400 - 500 |
127 |
|
Более 500 |
127 - 220 |
Примечание. Напряжение 220 В допускается применять только для неармированных изделий.
(Измененная редакция, Поправка)
7.20. Для твердения жаростойких бетонов на алюмофосфатной связке с шамотными заполнителями применяют термическую обработку три температуре не ниже 200 °C, а с высокоглиноземистыми - при температуре не ниже 250 °C.
7.21. При термической обработке скорость подъема температуры до максимальной должна быть не более 50 - 60 °C в час. Продолжительность термической обработки составляет от 10 до 24 ч в зависимости от размера изделий.
7.22. При термической обработке бетона рекомендуется замерять его температуру с помощью автоматических самопишущих приборов. Допускается почасовая регистрация температуры термической обработки бетона.
8. КОНТРОЛЬ КАЧЕСТВА
8.1. Технический контроль качества на производстве включает:
текущий пооперационный контроль при изготовлении изделий;
контроль качества готовой продукции.
8.2. В состав операций по текущему контролю входит проверка:
качества исходных материалов;
влажности заполнителей и ее учет при дозировании воды на замес;
точности дозирования компонентов смеси на замес;
подвижности бетонной смеси;
марок применяемых арматурных сталей, размеров арматурных каркасов;
качества смазки;
качества укладки и уплотнения бетонной смеси в формах;
режима условий твердения (температура, длительность, влажность).
8.3. Контроль качества готовой продукции состоит в определении:
формы и размеров изделия;
качества армирования, закладных деталей и монтажных петель;
качества бетона в изделиях по показателям отпускной или марочной прочности бетона и прочности бетона после нагревания до 800 °C (приложение 9). В некоторых случаях рекомендуется применять неразрушающие методы контроля качества бетона (приложение 10).
8.4. Контроль качества на производстве осуществляют:
отдел технического контроля (ОТК), на который возлагается выполнение текущего пооперационного контроля за соблюдением установленных технологических режимов и правил производственного процесса, а также качества готовой продукции;
лаборатория завода, на которую возлагается контроль качества исходных материалов и готовых изделий из бетона.
Перечень основного лабораторного оборудования приведен в приложении 11.
8.5. Контроль за состоянием и работой технологического оборудования заключается в проварке:
правильности проектных размеров форм;
точности работы дозирующих и смесительных устройств;
характеристик вибрирующих механизмов (амплитуды и частоты колебаний).
9. МАРКИРОВКА ИЗДЕЛИЙ
9.1. Каждое изделие, выпускаемое предприятием, маркируют с указанием;
даты изготовления;
паспортного номера;
индекса и вида изделия;
наименования завода-изготовителя;
номера браковщика ОТК.
9.2. На каждую партию изделий составляют паспорт, который завод выдает заказчику. В паспорте приводят: наименование завода-изготовителя, номер паспорта и дату его составления, наименование изделий и их условный индекс, число изделий в партии, проектные размеры изделий, дату изготовления и приемки партии ОТК, номер браковщика, вид, марку и остаточную прочность бетона, а при необходимости - специальные характеристики.
9.3. Паспортный номер изделия содержит две цифры: первую - номер партии по паспорту, вторую - номер изделия в партии.
9.4. Паспортный номер наносят на боковую открытую поверхность изделия в одном из его углов.
9.5. Индекс соответствует сокращенному наименованию изделия. Буквы и цифры наносят так, чтобы по ним можно было судить о рабочем положении изделия и чтобы они были закрытыми после монтажа.
9.6. Заводская марка свидетельствует о принятии изделия ОТК и является контрольным знаком, подтверждающим соответствие изделия ГОСТу, техническим условиям или инструкции, ее наносят рядом с индексом.
10. ХРАНЕНИЕ И ТРАНСПОРТИРОВАНИЕ ИЗДЕЛИЙ
10.1. Готовые и принятые ОТК изделия из жаростойкого бетона хранят рассортированными по видам и типоразмерам на специально оборудованных складах и штабелях. Изделия из жаростойкого бетона на жидком стекле следует хранить в закрытых складах.
10.2. Площадки под склад рекомендуется устраивать с уклонами и сточными канавками для стока поверхностных вод.
10.3. Каждое изделие при хранении опирают на деревянные инвентарные прокладки таким образом, чтобы не вызвать перенапряжений в бетоне.
При хранении изделий в штабелях нижний ряд прокладок укладывают на выровненное горизонтальное основание; прокладки всех вышележащих рядов располагают строго по вертикали - одна над другой. Толщина прокладок рекомендуется на 10 - 20 мм больше превышения петель и других выступающих частей над поверхностью изделий. Наибольшая высота штабеля рекомендуется не выше 2,5 м.
10.4. Изделия на складе укладывают монтажными петлями вверх, а заводской маркировкой в сторону проходов.
10.5. Проходы между штабелями следует устраивать в продольном направлении - через каждые два смежных штабеля, а в поперечном - не реже чем через 25 м. Ширина проходов рекомендуется не менее 0,7 м, а зазоры между смежными штабелями - не менее 0,2 м.
10.6. Склад рекомендуется располагать от края дорог не менее чем на 0,5 м.
10.7. При транспортировании изделия укладывают на прокладки в соответствии с п. 10.3 настоящего Руководства.
10.8. Изделия укладывают в железнодорожные вагоны и автомашины вдоль направления движения.
10.9. Наружные размеры поперечного сечения штабеля погруженных изделий рассчитывают таким образом, чтобы изделия не выходили за пределы габаритов транспорта, а длина их обеспечивала бы повороты в пределах радиусов закруглений, принятых на данной трассе.
10.10. Поднимают и опускают изделия при погрузке плавно, не допуская рывков, толчков или ударов.
10.11. Во время транспортирования штабеля с изделиями прикрепляют к бортам или раме платформы и раскрепляют между собой в горизонтальном положении.
11. ПРАВИЛА ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
11.1. На заводах и базах по производству жаростойкого бетона ежегодно проводят мероприятия по технике безопасности, промышленной санитарии и профессиональной гигиене.
В составляемых промфинпланах особым разделом предусматриваются различные мероприятия по охране труда.
11.2. По технике безопасности рекомендуются следующие мероприятия:
ограждения оборудования;
предохранительные приспособления (дистанционные выключатели на конвейерах, безопасные рукоятки, пускатели и т.д.);
ограждения у отверстий, ям, канав, люков;
устройство сигнализации и низковольтного освещения;
автоматическая подача смазки;
безопасные переходы.
11.3. По производственной санитарии предусматриваются следующие мероприятия:
усиление и рационализация освещения;
механизированная очистка, протирка и открывание световых проемов;
устройство тепловых завес и защиты от лучистого тепла;
изоляция вредных процессов и операций;
устройство вентиляции и специальных установок для удаления пыли;
оборудование питьевых фонтанчиков и приборов для газирования.
11.4. По профессиональной гигиене рекомендуются следующие мероприятия:
постройка и оборудование раздевалок, душевых и комнат для умывальников;
устройство комнат для отдыха и принятия пищи;
выделение помещений для обогревания при работах зимой на открытом воздухе;
устройство сушилок для спецодежды.
11.5. По методам пропаганды мероприятий по охране труда рекомендуются следующие мероприятия:
инструктаж и обучение персонала;
выдача рабочим письменных инструкций, содержащих краткое изложение правил безопасности работ;
на рабочих местах и в опасных зонах вывешивание настенных инструкций, плакатов, предупреждающих и запрещающих надписей;
организация уголков охраны труда;
проведение докладов, лекций, бесед и курсового обучения рабочих безопасным методам труда.
ПРИЛОЖЕНИЕ 1
ОПРЕДЕЛЕНИЕ МОДУЛЯ ЖИДКОГО СТЕКЛА УСКОРЕННЫМ МЕТОДОМ
Среднюю пробу для производства анализа отбирают из верхнего отстоявшегося слоя жидкого стекла без перемешивания, предварительно сняв поверхностную пленку; затем приступают к определению содержания в нем окиси натрия. Для этого жидкое стекло разводят водой до концентрации 1,38 по удельной массе. Затем навеску жидкого стекла массой около 1 г смывают горячей водой в химический стакан вместимостью 250 - 300 мл, тщательно перемешивают, накрывают часовым стеклом и кипятят в течение 10 мин.
После охлаждения в раствор добавляют 3 - 4 капли 0,2 %-ного раствора метилоранжа и титруют децинормальным раствором соляной кислоты до перехода окраски жидкости из желтой в бледно-розовую.
Модуль жидкого стекла определяют по формуле
![]()
где l - объем 0,1 нормального раствора соляной кислоты, затрачиваемого при титровании, мл;
f - навеска жидкого стекла, г;
162 и 2,5 - эмпирические коэффициенты.
ПРИЛОЖЕНИЕ 2
ПОЛУЧЕНИЕ ОРТОФОСФОРНОЙ КИСЛОТЫ НЕОБХОДИМОЙ КОНЦЕНТРАЦИИ
Денсиметром определяют плотность исходной кислоты.
Массу воды, необходимой для разведения 1 л ортофосфорной кислоты, вычисляют по формуле
![]()
где B - масса воды, л;
Kи, Kт - соответственно концентрация исходной и требуемой кислоты, %;
Пи - плотность исходной кислоты, г/см3.
Зависимость между плотностью и концентрацией ортофосфорной кислоты приведена в табл. 5.
Таблица 5
|
10 |
20 |
30 |
50 |
60 |
70 |
80 |
90 |
100 |
|
|
Плотность ортофосфорной кислоты, г/см3 |
1,05 |
1,11 |
1,18 |
1,32 |
1,42 |
1,53 |
1,63 |
1,74 |
1,87 |
Требуемое количество воды вливают в кислоту и тщательно перемешивают. Денсиметром производят контрольный замер плотности ортофосфорной кислоты.
ПРИЛОЖЕНИЕ 3
ОПРЕДЕЛЕНИЕ КАЧЕСТВА ОТВЕРДИТЕЛЯ
Для проверки качества отвердителя кроме кремнефтористого натрия от каждой партии из нескольких мест, но не менее чем из трех, отбирают пробу массой около 5 кг и методом квартования уменьшают ее до 0,5 - 1 кг. Далее материал высушивают до постоянной массы при температуре 100 - 110 °C и определяют тонину помола и химический состав. Для контроля тонины помола берут навеску материала массой 100 г и просеивают ее сквозь сито № 009. Химический состав всех отвердителей кроме кремнефтористого натрия определяют по ГОСТ 2642.0-71 и ГОСТ 2642.4-71.
Для проверки качества отвердителя - кремнефтористого натрия отбирают среднюю пробу, высушивают ее до постоянной массы при температуре 100 - 110 °C и измельчают в ступке.
Навеску материала массой около 1 г растворяют в 100 мл горячей воды, свободной от углекислоты, и титруют полунормальным раствором едкого натра с содержанием двух - трех капель фенолфталеина до появления слабо-розового окрашивания. После этого раствор нагревают до кипения и снова титруют до тех пор, пока окраска не перестанет обесцвечиваться. Слегка розовое окрашивание при кипячении указывает на конец титрования. Процентное содержание кремнефтористого натрия в техническом продукте вычисляют по приближенной формуле
![]()
где h - объем полунормального раствора едкого натра, затраченного при титровании, мл;
K - навеска технического кремнефтористого натрия, г;
0,0235 - количество Na2SiFe6, соответствующее 1 мл 0,6 нормального едкого натра.
Для определения активности отвердителей смешивают 200 г тонкомолотого шамота и 100 г отвердителя (нефелинового шлама, саморассыпающегося шлака) или 30 г отвердителя (кремнефтористого натрия), затворяют жидким стеклом до получения теста нормальной густоты; из полученной смеси изготовляют лепешку, которую сразу же заворачивают в полиэтиленовую пленку. После выдерживания лепешки в пленке при температуре не ниже +20 °C в течение 24 ч ее вынимают и разламывают.
Качественный отвердитель обеспечивает хорошее твердение и прочность лепешки по всему сечению.
ПРИЛОЖЕНИЕ 4
ПРОВЕРКА КАЧЕСТВА ТОНКОМОЛОТЫХ ДОБАВОК
Для контрольной проверки качества тонкомолотых добавок от каждой партии из нескольких мест, но не менее чем из трех, отбирают пробу массой около 8 кг и методом квартования уменьшают ее до 1 кг. Материал высушивают до постоянной массы при температуре 100 - 110 °C.
Для контроля зернового состава берут навеску массой 100 г и просеивают ее сквозь сито № 008. Просеивание считается законченным, если в течение 1 мин через сито проходит не более 0,1 г материала.
Для определения чистоты тонкомолотых шамота, топливного шлака, золы-уноса и глиняного кирпича приготовляют бетонную смесь, состоящую из портландцемента, проверяемой тонкомолотой добавки и шамотного заполнителя.
Из бетонной смеси изготовляют шесть Кубов размером 100´100´100 мм. Три образца подвергают испытанию после высушивания при температуре 100 - 110 °C, а остальные после нагревания до 800 °C и последующей выдержки образцов над паром в течение 7 ч. Образцы не должны иметь трещин, дутиков.
Остаточная прочность должна составлять не менее 30 % прочности высушенных образцов.
ПРИЛОЖЕНИЕ 5
ОПРЕДЕЛЕНИЕ КАЧЕСТВА ЗАПОЛНИТЕЛЯ
Объемная масса
Насыпную объемную массу определяют путем взвешивания заполнителя в мерном цилиндре вместимостью 2 л.
Заполнитель высушивают до постоянной массы и насыпают в предварительно взвешенный сосуд с высоты 10 см до образования конуса, который снимают вровень с краями (без уплотнения), после чего цилиндр с заполнителем взвешивают.
Объемную насыпную массу вычисляют с точностью до 10 кг/м3 по формуле
![]()
где P1, P2 - соответственно масса мерного цилиндра и цилиндра с заполнителем, г;
V - объем мерного цилиндра, л.
Объемную насыпную массу вычисляют как среднее арифметическое результатов трех определений.
Влажность
Из средней пробы отбирают заполнитель объемом 1 - 1,5 л. Отобранную пробу высыпают в предварительно взвешенный сосуд и взвешивают вместе с сосудом, а затем высушивают до постоянной массы
Влажность заполнителя, %, по массе вычисляют по формуле
![]()
где Pв; Pс - соответственно масса влажной и сухой пробы с сосудом, г;
P - масса сосуда, г.
Зерновой состав
Для определения зернового состава берут пробу материала массой 5 кг для крупного и 2 кг для мелкого заполнителя, высушивают до постоянной массы при температуре 100 - 110 °C и просеивают сквозь соответствующий набор сит, размеры отверстий которых составляют для щебня 20, 10 и 5 мм, а для песка 5; 2,5; 1,2; 0,6; 0,3; 0,14 мм.
Просеивание сквозь сита производят последовательно, начиная с сита с бóльшим размером отверстий к меньшему.
По данным испытания вычисляют в % от суммарной массы пробу частные остатки, а также полные остатки, равные сумме частных остатков на данном сите и всех вышележащих ситах с большим размером отверстий.
Водопоглощение
Для определения водопоглощения берут среднюю пробу заполнителя массой 0,5 кг, высушенную до постоянной массы, с зернами размером более 2,5 мм, помещают в сосуд и заливают водой комнатной температуры. После 2 ч выдерживания воду сливают через сито с отверстиями не более 1,25 мм. Заполнитель слегка протирают предварительно увлажненным и отжатым полотенцем и взвешивают.
Величину частичного водопоглощения вычисляют по формуле
![]()
где Pв - масса насыщенного водой заполнителя, г;
P - масса сухого заполнителя, г.
Чистота заполнителя
Чистоту заполнителя кроме магнезитосодержащего определяют в жаростойком бетоне на портландцементе (возможна проверка на рабочем составе).
Для этой цели изготовляют шесть кубов размером 100´100´100 мм из бетонной смеси на испытуемом заполнителе. В состав бетонной смеси на портландцементе должна быть обязательно включена проверенная тонкомолотая шамотная добавка в количестве 30 % по массе от цемента. Образцы после изготовления выдерживают во влажных условиях в течение 7 сут.1 или пропаривают.
___________
1 При использовании рабочего состава время и условия выдержки должны соответствовать «Инструкции по технологии приготовления и применению жаростойких бетонов» (СН 156-67).
Три образца подвергают испытанию после высушивания до постоянной массы при температуре 100 - 110 °C, а остальные - после нагревания до 800 °C и последующей выдержки над паром в течение 7 ч. Образцы не должны иметь трещин, дутиков. Остаточная прочность должна составлять не менее 30 % прочности высушенных образцов.
ПРИЛОЖЕНИЕ 6
ИСПЫТАНИЕ КЕРАМЗИТА ПРОКАЛИВАНИЕМ С ПОСЛЕДУЮЩИМ КИПЯЧЕНИЕМ
Керамзитовый гравий недробленый
Для определения пригодности керамзитового гравия для применения в жаростойком бетоне в качестве заполнителя отбирают среднюю пробу (не менее, чем из трех мест) массой не менее 7 кг. Затем методом квартования уменьшают ее примерно до 0,5 кг, рассыпают тонким слоем на металлический лист и подвергают осмотру, удаляя расколотые зерна керамзита. После этого пробу высушивают при температуре 105 - 110 °C до постоянной массы, взвешивают и подвергают прокаливанию в течение 3 ч при температуре 800 °C.
Прокаленную пробу керамзита после остывания помещают в сосуд, заливают водой и подвергают кипячению в течение 4 ч. После остывания воду сливают, а керамзит снова рассыпают на металлический лист тонким слоем и выбирают разрушенные зерна.
Партия керамзита считается непригодной для применения в качестве заполнителя в жаростойком бетоне, если разрушенные зерна в высушенном до постоянной массы состоянии составят более 5 % первоначальной навески.
Заполнители из дробленого керамзита
Для определения пригодности дробленого керамзита отбирают среднюю пробу массой не менее 7 кг для керамзита фракций 2,5 - 5; 5 - 10; 10 - 20 мм.
Методом квартования пробу уменьшают до 1 кг, высушивают при температуре 105 - 110 °C, а затем прокаливают и кипятят по методике, приведенной в настоящем приложении. После кипячения охлажденные и высушенные пробы рассеивают через сито с отверстиями размером, соответствующим минимальному размеру зерна заполнителя данной фракции (2,5; 5; 10 мм).
Если проход зерен через указанные сита хотя бы одной из трех фракций составит больше 5 %, керамзитовый заполнитель считается непригодным для применения в жаростойких бетонах.
ПРИЛОЖЕНИЕ 7
ОПРЕДЕЛЕНИЕ ПОДВИЖНОСТИ И ЖЕСТКОСТИ БЕТОННОЙ СМЕСИ
Определение подвижности бетонной смеси
Подвижность бетонной смеси характеризуется величиной осадки, см, конуса, отформованного из бетонной смеси. Подвижность бетонной смеси определяется при помощи прибора, имеющего форму усеченного конуса высотой 300 мм, внутренним диаметром нижнего основания 200 и верхнего 100 мм, изготовленного из листовой стали и установленного на гладком горизонтальном металлическом листе или куске линолеума размером около 700´700 мм. Форма конуса должна иметь гладкую внутреннюю поверхность без загибов фасок или выступающих заклепок. На форме имеются боковые ручки и упоры по основанию.
Осадку конуса бетонной смеси определяют следующим образом.
Внутреннюю поверхность прибора смачивают водой. Затем через воронку-насадку, установленную на конусе, наполняют форму бетонной смесью. Наполнение производят тремя слоями одинаковой высоты и каждый слой уплотняют штыкованием 25 раз металлическим стержнем диаметром 16 мм и длиной 650 мм с округленным концом. Во время штыкования смеси форму прижимают к листу. Затем насадку снимают и избыток смеси срезают металлической линейкой вровень с краями формы.
Металлический конус осторожно снимают со смеси подъемом строго вертикально вверх и устанавливают рядом с отформованной бетонной смесью. Осадку конуса бетонной смеси определяют, укладывая металлическую линейку ребром на верх формы и измеряя с точностью до 0,5 см расстояние от нижней грани линейки до верха бетонной смеси.
Если при этом испытании конус бетонной смеси сильно деформируется и приобретает форму, затрудняющую определение его осадки, измерение не производят, а повторяют испытание на новой порции бетонной смеси из той же пробы.
Показатель подвижности бетонной смеси, см, вычисляется с точностью до 1 см как среднее арифметическое результатов двух определений осадки конуса бетонной смеси из одной пробы, отличающихся между собой не более чем на 2 см. При большем расхождении результатов определение повторяют каждый раз на новой порции смеси до достижения требуемой сходности результатов. Если вычисленный показатель подвижности бетонной смеси окажется равным нулю, смесь признается не обладающей подвижностью и должна характеризоваться показателем жесткости.
Определение жесткости бетонной смеси
Жесткость бетонной смеси определяется техническим вискозиметром. Технический вискозиметр (см. рисунок) состоит из:
цилиндрического сосуда с плоским дном внутренним диаметром 300 мм и высотой 200 мм, в верхней части которого приварены петли для крепления кольца-держателя;
цилиндрического кольца диаметром 216 мм, высотой 100 мм, с тремя опорными планками, посредством которых это кольцо может помещаться в цилиндрический сосуд и закрепляться зажимами так, чтобы расстояние между днищем сосуда и нижней плоскостью кольца составляло 70 мм;
металлического конуса с насадкой;
кольца-держателя для крепления конуса во время предварительной вибрации;
штатива диаметром 10 - 12 мм, закрепленного в петлях, приваренных к цилиндрическому сосуду;
плоского диска толщиной 3 мм на штанге, перемещающегося вертикально и укрепляемого зажимным винтом; масса диска со штангой должна быть в пределах 800 - 1000 г.
Определение жесткости бетонной смеси техническим вискозиметром производится следующим образом.
На виброплощадку устанавливают и закрепляют цилиндрический сосуд вискозиметра, в который вставляют и закрепляют зажимами цилиндрическое кольцо.
В кольцо вставляют стандартный конус, на который надевают кольцо-держатель, ручки кольца-держателя заводят в пазы петель, затем устанавливают насадку и заполняют конус бетонной смесью на полную его высоту с насадкой, предварительно уплотняя смесь штыкованием. Окончательное уплотнение бетонной смеси в конусе производят вибрированием до тех пор, пока на поверхности смеси и из-под нижнего основания конуса начнется заметное выделение цементного клея. Время вибрирования должно быть не менее 5 и не более 30 с. По окончании вибрирования насадку снимают, избыток смеси срезают металлической линейкой вровень с краями конуса, а затем снимают строго вертикально, без перекосов, сам конус.
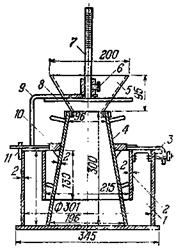
Технический вискозиметр
1 - цилиндрический сосуд; 2 - кольцо; 3 - опорные планки; 4 - конус; 5 - насадка; 6 - винт; 7 - штанга; 8 - диск; 9 - штатив; 10 - кольцо-держатель; 11 - петли
После этого устанавливают на прибор штатив с диском, полностью освобождают зажимной винт штанги и опускают диск на поверхность отформованного конуса бетонной смеси.
Далее одновременно включают виброплощадку и секундомер и наблюдают за опусканием штанги: когда риска штанги совпадет с верхней плоскостью направляющей головки штатива, выключают секундомер и вибратор и отмечают время, прошедшее от момента включения вибратора до его выключения. Это время, с, характеризует жесткость бетонной смеси.
Жесткость бетонной смеси упрощенным способом определяют следующим образом.
На виброплощадку устанавливают и закрепляют форму размером 200´200´200 мм. В форму вставляют полый конус от технического вискозиметра и заполняют его бетонной смесью, как указано выше. Затем конус осторожно снимают и включают виброплощадку, одновременно включая секундомер. Вибрирование производят до тех пор, пока бетонная смесь не заполнит все углы формы, а поверхность ее не станет горизонтальной.
Время, с, необходимое для выравнивания поверхности бетонной смеси в форме, умноженное на коэффициент 1,5, характеризует жесткость бетонной смеси.
Показатель жесткости бетонной смеси испытуемого состава вычисляют с точностью до 5 с как среднее арифметическое результатов двух определений техническим вискозиметром или упрощенным способом жесткости, если эти результаты не отличаются друг от друга более чем на 20 %. В противном случае определение повторяют каждый раз на новой порции смеси до достижения требуемой сходности результатов.
ПРИЛОЖЕНИЕ 8
ОПРЕДЕЛЕНИЕ ОБЪЕМНОЙ МАССЫ БЕТОННОЙ СМЕСИ
Внутреннюю поверхность металлического сосуда вместимостью 2 л смачивают водой, затем наполняют сосуд бетонной смесью и уплотняют в условиях, аналогичных формованию изделий.
Объемную массу бетонной смеси вычисляют с точностью до 10 г/л по формуле
![]()
P1, P2 - соответственно масса сосуда и масса сосуда с уплотненной бетонной смесью, г;
V - объем сосуда, л.
ПРИЛОЖЕНИЕ 9
ОПРЕДЕЛЕНИЕ МАРОЧНОЙ И ОСТАТОЧНОЙ ПРОЧНОСТИ БЕТОНА
Качество бетона в изделиях определяют по показателю прочности бетонных образцов, сформованных из рабочей бетонной смеси и твердевших в производственных условиях.
Девять образцов по три образца размером 100´100´100 мм1 подвергают испытанию на сжатие для определения:
___________
1 Допускается изготовление образцов размером 70´70´70 мм.
марочной прочности бетона;
остаточной прочности после нагревания;
остаточной прочности после выдерживания нагретых образцов над водой.
Марочную прочность бетона определяют в зависимости от вида вяжущего:
для бетона на портландцементе и высокоглиноземистом цементе после высушивания образцов до постоянной массы при температуре 100 - 110 °C, предварительно твердевших во влажных условиях в течение 7 сут. или прошедших тепловлажную обработку или электропрогрев;
для бетона на глиноземистом цементе после 3-суточного твердения образцов во влажных условиях;
для бетона на жидком стекле после высушивания до постоянной массы при температуре 100 - 110 °C образцов, предварительно твердевших в воздушно-сухих условиях в течение трех суток;
для бетона на алюмофосфатной связке после термической обработки.
Для определения остаточной прочности шесть образцов размером 100´100´100 мм после твердения в производственных условиях высушивают при температуре 100 - 110 °C, нагревают в печи со скоростью 200 °C в час до температуры 800 °C, затем выдерживают при этой температуре 4 ч и охлаждают вместе с печью до комнатной температуры. После остывания три куба испытывают на сжатие, а оставшиеся три куба выдерживают в течение 7 сут. над емкостью с водой или 7 ч над паром и также испытывают на сжатие.
Остаточный предел прочности при сжатии, %, образцов, испытанных непосредственно после охлаждения или выдерживания над водой, вычисляют по формуле
![]()
где R800 - предел прочности при сжатии образцов после нагревания их до 800 °С, МПа;
Rб - марочная прочность бетона, МПа.
За предел прочности при сжатии принимают среднее значение из величин, полученных при испытании трех кубов. Если наименьший результат испытания одного из трех образцов отличается более чем на 20 % от следующего большего показателя, вычисление предела прочности производят по двум наибольшим результатам.
Если после нагревания до высокой температуры или при последующем выдерживании над водой на образцах появятся раскрывшиеся трещины, то состав бетона считают не выдержавшим испытание и предел прочности при сжатии образцов не определяют.
ПРИЛОЖЕНИЕ 10
НЕРАЗРУШАЮЩИЕ МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА БЕТОНА В ИЗДЕЛИЯХ
Неразрушающие методы контроля качества бетона позволяют определять прочность бетона в изделиях, а также контрольных образцов бетона.
Рекомендуются к использованию следующие неразрушающие методы контроля качества бетона в изделиях - механический и ультразвуковой импульсный.
Механический метод контроля
Метод простукивания является наиболее простым и доступным способом для приблизительного определения прочности бетона без разрушения и ведется по следующей методике.
Гладкую поверхность изделия размером 100´100 мм зачищают металлической щеткой, а затем молотком массой 0,4 кг наносят удар непосредственно по бетону или по зубилу, установленному перпендикулярно к испытуемой поверхности. Величина следа, оставляемого молотком или зубилом, характеризует прочность бетона, которая принимается по результатам 10 простукиваний. Все удары должны быть средней силы и не попадать в одно и то же место. Результаты, резко отклоняющиеся в сторону уменьшения, отбрасывают. Ориентировочные значения прочности бетона, в зависимости от результатов испытаний, приведены в табл. 6.
Таблица 6. Ориентировочные значения прочности бетона в зависимости от результатов испытания
|
При простукивании молотком массой 0,4 кг |
При царапании зубилом |
||
|
по бетону |
по зубилу |
||
|
До 6 |
Звук глухой. Остается вмятина с осыпающимися краями |
Зубило легко вбивается в бетон |
Бетон режется и осыпается |
|
6 - 10 |
Звук глуховатый. Остается вмятина с плавными краями |
Зубило погружается в бетон на глубину не более 5 мм |
Заметны штрихи глубиной 1 - 1,5 мм |
|
10 - 20 |
Звук чистый. Остается беловатый след |
Вокруг следа откалываются тонкие чешуйки |
Заметны штрихи глубиной не более 1 мм |
|
Более 20 |
Звук звонкий металлический. Остается слабо заметный след |
Остается неглубокий след |
Остаются малозаметные штрихи |
При испытании бетона простукиванием можно использовать шариковый молоток системы И.Н. Физделя. Молотком Физделя по поверхности бетона наносят последовательно несколько ударов, которые оставляют после себя след - лунку.
Ультразвуковой импульсный метод контроля
Этот метод основан на измерении скорости распространения колебаний продольных звуковых волн, возбуждаемых и контролируемых в точках бетонного элемента при помощи кратковременных упругих механических импульсов, прикладываемых к элементу с ультразвуковой частотой. Для этого можно использовать импульсные ультразвуковые приборы ЛИМ-6, УП-4, ПИК-5, ПИК-7 и др.
ПРИЛОЖЕНИЕ 11
ПЕРЕЧЕНЬ ОСНОВНОГО ЛАБОРАТОРНОГО ОБОРУДОВАНИЯ
Для выполнения контроля качества исходных материалов бетонной смеси и прочности жаростойкого бетона заводская лаборатория должна иметь следующее оборудование:
1. Набор сит для определения зернового состава заполнителя с ячейками размером в свету: 20; 10; 5; 2,5; 1,2; 0,6; 0,3; 0,14 мм.
2. Сушильный шкаф.
3. Муфельные печи для нагрева образцов до 800 - 1000 °С.
4. Пресс гидравлический в соответствии с ГОСТ 8905-73.
5. Металлические трехгнездные формы для изготовления образцов размером 100´100´100 мм или 70´70´70 мм - 10 шт.
6. Стандартный конус по ГОСТ 10181-62.
7. Технический вискозиметр по ГОСТ 10181-62.
8. Лабораторный вибростол.
9. Поддоны металлические для приготовления замесов.
10. Мастерки.
11. Металлические кружки вместимостью от 2 до 5 д.
12. Технические весы до 10 кг с разновесами.
13. Денсиметры со шкалой от 1 до 1,9.
СОДЕРЖАНИЕ