ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
национальный |
гост р |

ТРУБЫ ПОЛИМЕРНЫЕ
СО СТРУКТУРИРОВАННОЙ СТЕНКОЙ
И ФАСОННЫЕ ЧАСТИ К НИМ
ДЛЯ СИСТЕМ НАРУЖНОЙ КАНАЛИЗАЦИИ
Технические условия
EN 13476-1:2007
Plastic piping systems for non-pressure
underground drainage and sewerage - Structured-
wall piping systems of unplasticizied polyvinyl chloride) (PVC), polypropylene
(PP) and
polyethylene (PE) - Part 1: General requirements and performance
characteristics
(NEQ)
EN 13476-2:2007
Plastic piping systems for non-pressure
underground drainage and sewerage - Structured-
wall piping systems of unplasticizied polyvinyl chloride) (PVC), polypropylene
(PP) and
polyethylene (PE) - Part 2: Specifications for pipes and fittings with smooth
internal and
external surface and the system. Type A
(NEQ)
EN 13476-3:2009
Plastic piping systems for non-pressure underground drainage and sewerage -
Structured-
wall piping systems of unplasticizied polyvinyl chloride) (PVC), polypropylene
(PP) and
polyethylene (PE) - Part 3: Specifications for pipes and fittings with smooth
internal and
profiled external surface and the system. Type В
(NEQ)
|
|
Москва Стандартинформ 2012 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН ООО «НТЦ Системы трубопроводов из полимерных материалов» при участии ООО «ПАЙПЛАЙФ РУС», ООО «Росэнергострой», ООО «Группа ПОЛИПЛАСТИК»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 20 октября 2011 г. № 474-ст
4 В настоящем стандарте учтены основные нормативные положения следующих европейских стандартов:
- ЕН 13476-1:2007 «Трубопроводы из пластмасс для безнапорных подземных систем канализации и дренажа. Трубопроводы со структурированной стенкой из непластифицированного поливинилхлорида (PVC-U), полипропилена (РР) и полиэтилена (РЕ). Часть 1. Общие требования и рабочие характеристики» (EN 13476-1:2007 «Plastics piping systems for non-pressure underground drainage and sewerage - Structured-wall piping systems of unplasticized polyvinyl chloride) (PVC-U), polypropylene (PP) and polyethylene (PE) - Part 1: General requirements and performance characteristics»);
- EH 13476-2:2007 «Трубопроводы из пластмасс для безнапорных подземных систем канализации и дренажа. Трубопроводы со структурированной стенкой из непластифицированного поливинилхлорида (PVC-U), полипропилена (РР) и полиэтилена (РЕ). Часть 2. Технические условия на трубы и фитинги с гладкой внутренней и наружной поверхностью и систем, Тип A» (EN 13476-2:2007 «Plastics piping systems for non-pressure underground drainage and sewerage - Structured-wall piping systems of unplasticized polyvinyl chloride) (PVC-U), polypropylene (PP) and polyethylene (PE) - Part 2: Specifications for pipes and fittings with smooth internal and external surface and the system, Type A»);
- EH 13476-3:2009 «Трубопроводы из пластмасс для безнапорных подземных систем канализации и дренажа -Трубопроводы со структурированной стенкой из непластифицированного поливинилхлорида (PVC-U), полипропилена (РР) и полиэтилена (РЕ). Часть 3. Технические условия на трубы и фитинги с гладкой внутренней и профилированной наружной поверхностью и систем, Тип Б» (EN 13476-3:2009 «Plastics piping systems for non-pressure underground drainage and sewerage - Structured-wall piping systems of unplasticized polyvinyl chloride) (PVC-U), polypropylene (PP) and polyethylene (PE) - Part 3: Specifications for pipes and fittings with smooth internal and profiled external surface and the system, Type B»)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Содержание
ГОСТ Р 54475-2011
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ ПОЛИМЕРНЫЕ СО СТРУКТУРИРОВАННОЙ СТЕНКОЙ
И ФАСОННЫЕ ЧАСТИ К НИМ
ДЛЯ СИСТЕМ НАРУЖНОЙ КАНАЛИЗАЦИИ
Технические условия
Plastics structured-wall pipes and
their fittings for sewerage systems outside the buildings.
Specifications
Дата введения - 2012-05-01
1 Область применения
Настоящий стандарт распространяется на трубы со структурированной стенкой и фасонные части к ним из полимерных материалов для систем безнапорной подземной наружной канализации: хозяйственно-бытовой канализации, дренажа и водоотведения, ливневой канализации, отведения промышленных стоков, к которым материал трубопровода является химически стойким.
Настоящий стандарт устанавливает требования к трубам и фасонным частям (фитингам) из полиэтилена РЕ (ПЭ), полипропилена РР (ПП) и непластифицированного поливинилхлорида PVC-U (НПВХ).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р ИСО 580-2008 Трубопроводы из пластмасс. Детали соединительные литьевые из термопластов. Методы определения изменения внешнего вида после прогрева
ГОСТ Р ИСО 3126-2007 Трубопроводы из пластмасс. Пластмассовые элементы трубопровода. Определение размеров
ГОСТ Р 50825-95 (ИСО 2507-72) Трубы и детали соединительные из непластифицированного поливинилхлорида. Определение температуры размягчения по Вика
ГОСТ Р 51720-2001 Мешки из полимерных пленок. Общие технические условия
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.1.044-89 (ИСО 4589-84) Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения
ГОСТ 12.3.030-83 Система стандартов безопасности труда. Переработка пластических масс. Требования безопасности
ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями
ГОСТ 10-88 Нутромеры микрометрические. Технические условия
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 9142-90 Ящики из гофрированного картона. Общие технические условия
ГОСТ 11358-89 Толщиномеры и стенкомеры индикаторные с ценой деления 0,01 и 0,1 мм. Технические условия
ГОСТ 11645-73 Пластмассы. Метод определения показателя текучести расплава термопластов
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15139-69 Пластмассы. Методы определения плотности (объемной массы)
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 24157-80 Трубы из пластмасс. Метод определения стойкости при постоянном внутреннем давлении
ГОСТ 27078-86 Трубы из термопластов. Методы определения изменения длины труб после прогрева
ГОСТ ИСО 4065-2005 Трубы из термопластов. Таблица универсальных толщин стенок
ГОСТ ИСО 11922-1-2006 Трубы из термопластов для транспортирования жидких и газообразных сред. Размеры и допуски. Часть 1. Метрическая серия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 трубы и фасонные части со структурированной стенкой: Изделия, имеющие оптимизированную в отношении материалоемкости конструкцию стенки, обеспечивающую требования настоящего стандарта.
3.2 номинальный размер DN: Числовое обозначение размера элементов трубопровода, приблизительно равное производственным размерам, в миллиметрах.
3.3 номинальный размер DN/ID: Номинальный размер, относящийся к внутреннему диаметру.
3.4 номинальный размер DN/OD: Номинальный размер, относящийся к наружному диаметру.
3.5 номинальный диаметр dn, мм: Диаметр, назначенный для номинального размера.
3.6 средний внутренний диаметр dim, мм: Среднее арифметическое значение равномерно распределенных измерений внутреннего диаметра в одном поперечном сечении.
3.7 наружный диаметр dе, мм: Измеренный наружный диаметр трубы или трубного конца фасонной части в любом поперечном сечении (для труб типа В - по вершине гофра или ребер), округленный в большую сторону до 0,1 мм.
3.8 средний наружный диаметр dem, мм: Измеренная наружная длина окружности трубы в любом поперечном сечении трубы или трубного конца фасонной части (для труб типа В - по вершине гофра или ребер), деленная на p (p = 3,142), округленная в большую сторону до 0,1 мм.
3.9 номинальная кольцевая жесткость SN, кН/м2: Числовое обозначение минимальной кольцевой жесткости труб.
4 Основные параметры и размеры
4.1 Типы труб и фасонных частей
4.1.1 Трубы и фасонные части со структурированной стенкой изготавливаются:
- с гладкой наружной и внутренней поверхностью (тип А);
- с гладкой внутренней и профилированной наружной поверхностью (тип В).
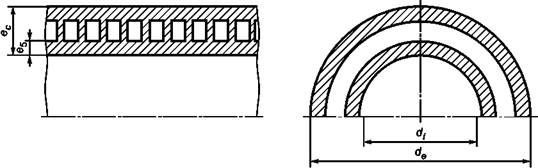
Типичные примеры конструкции стенки труб и фасонных частей представлены на рисунке 1.
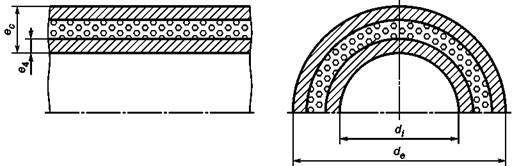
а) Тип А1 (многослойная со вспененным средним слоем)
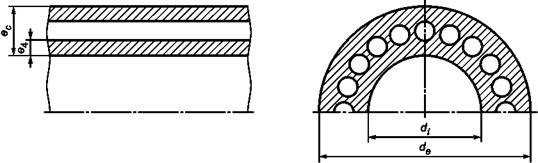
б) Тип А1 (с продольными полыми секциями)
в) Тип А2 (с кольцевыми или спиральными полыми секциями)
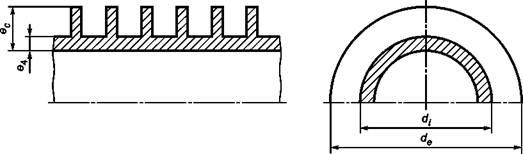
г) Тип В (с кольцевыми ребрами и сплошным профилем)
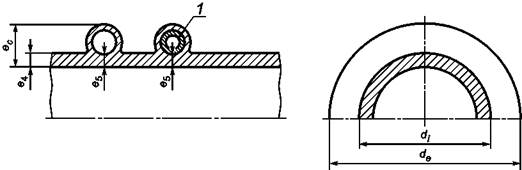
1 - конструкция может включать в себя дополнительный усиливающий профиль
д) Тип В (со спиральным или кольцевым полым профилем)
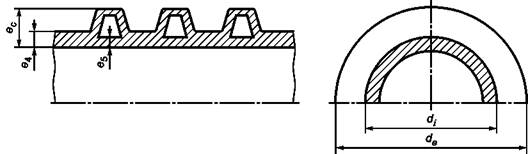
е) Тип В (с кольцевым полым профилем)
е4 - толщина стенки внутреннего слоя; е5
- толщина стенки внутреннего слоя под полой секцией;
ес - высота стенки, то есть радиальное расстояние между
внутренней и наружной поверхностями трубы
для труб типа А или между внутренней поверхностью трубы и вершинами гофр или
ребер - для труб типа В
Примечание - Конструкция и размеры стенки приводятся в конструкторской и технической документации на изделие.
Рисунок 1
4.2 Номинальная кольцевая жесткость
4.2.1 Номинальная кольцевая жесткость труб и фасонных частей должна быть выбрана из ряда:
для DN £ 500: SN4; SN8 или SN16;
для DN > 500: SN2; SN4; SN8 или SN16.
Примечание - Для DN ≥ 500 допускается использовать для расчетов при проектировании гарантированное производителем значение минимальной кольцевой жесткости, находящееся между указанными номинальными значениями SN. При этом трубы должны обозначаться и маркироваться ближайшим меньшим классом SN.
4.3 Размеры труб и фасонных частей
4.3.1 Номинальные размеры
Трубы и фасонные части изготавливаются размерами следующих серий:
- серия DN/ID - с номинальным размером, относящимся к внутреннему диаметру;
- серия DN/OD - с номинальным размером, относящимся к наружному диаметру.
Значения номинальных размеров DN/ID или DN/OD должны быть выбраны из таблицы 1.
Допускается устанавливать другие номинальные размеры в соответствии с нормативными и техническими документами на изделие.
Таблица 1
Размеры в миллиметрах
|
Толщина стенки, не менее |
||||||||
|
Серия DN/OD |
Серия DN/ID |
Тип А1 |
Тип А2 |
Тип В |
||||
|
DN/OD |
Средний внутренний диаметр, dim, min1), 2) не менее |
DN/ID |
Средний внутренний диаметр, dim, mm2), не менее |
е4 |
е5 |
е4 |
е5 |
|
|
многослойная |
с полыми секциями |
|||||||
|
110 |
90 |
100 |
95 |
0,4 |
0,6 |
1,0 |
1,0 |
1,0 |
|
125 |
105 |
|
|
0,4 |
0,6 |
1,0 |
1,1 |
1,0 |
|
|
|
125 |
120 |
|
|
1,0 |
1,2 |
1,0 |
|
160 |
134 |
|
|
0,5 |
0,8 |
1,0 |
1,2 |
1,0 |
|
|
|
150 |
145 |
|
|
1,0 |
1,3 |
1,0 |
|
200 |
167 |
|
|
0,6 |
1,0 |
1,1 |
1,4 |
1,1 |
|
|
|
200 |
195 |
|
|
1,1 |
1,5 |
1,1 |
|
250 |
209 |
225 |
220 |
0,7 |
1,1 |
1,4 |
1,7 |
1,4 |
|
|
|
250 |
245 |
|
|
1,5 |
1,8 |
1,5 |
|
315 |
263 |
|
|
0,8 |
1,2 |
1,6 |
1,9 |
1,6 |
|
|
|
300 |
294 |
|
|
1,7 |
2,0 |
1,7 |
|
400 |
335 |
|
|
1,0 |
1,5 |
2,0 |
2,3 |
2,0 |
|
|
|
400 |
392 |
|
|
2,3 |
2,5 |
2,3 |
|
500 |
418 |
|
|
1,3 |
2,1 |
2,8 |
2,8 |
2,8 |
|
|
|
500 |
490 |
|
|
3,0 |
3,0 |
3,0 |
|
630 |
527 |
|
|
1,6 |
2,6 |
3,3 |
3,3 |
3,3 |
|
|
|
600 |
588 |
|
|
3,5 |
3,5 |
3,5 |
|
800 |
669 |
|
|
2,0 |
3,0 |
4,1 |
4,1 |
4,1 |
|
|
|
800 |
785 |
|
|
4,5 |
4,5 |
4,5 |
|
1000 |
837 |
|
|
2,5 |
3,5 |
5,0 |
5,0 |
5,0 |
|
|
|
1000 |
985 |
|
|
5,0 |
5,0 |
5,0 |
|
1200 |
1005 |
|
|
2,8 |
4,7 |
5,0 |
5,0 |
5,0 |
|
|
|
1200 |
1185 |
|
|
5,0 |
5,0 |
5,0 |
|
|
|
1400 |
1365 |
|
|
5,0 |
7,5 |
5,0 |
|
|
|
1500 |
1462 |
|
|
5,0 |
8,0 |
5,0 |
|
|
|
1600 |
1560 |
|
|
5,0 |
8,5 |
5,0 |
|
|
|
1800 |
1755 |
|
|
5,0 |
9,5 |
5,0 |
|
|
|
2000 |
1950 |
|
|
5,0 |
10,0 |
5,0 |
|
|
|
2200 |
2145 |
|
|
5,0 |
10,0 |
5,0 |
|
|
|
2400 |
2340 |
|
|
5,0 |
10,0 |
5,0 |
|
1) Действительные значения внутреннего диаметра могут быть значительно выше указанных минимальных и должны быть установлены в нормативной и технической документации на изделие. 2) Минимальный средний внутренний диаметр dim min фасонной части должен быть не менее 98 % минимального среднего внутреннего диаметра трубы, установленного в нормативной и технической документации на изделие, или соответствовать таблице 1, в зависимости оттого, какая величина больше. |
||||||||
4.3.2 Наружный диаметр труб и внутренний диаметр раструба
Для серии DN/OD размеры, обеспечивающие соединение с трубопроводами, классификация которых осуществляется по номинальным наружным диаметрам dn установленным ГОСТ ИСО 11922-1, должны соответствовать таблице 2.
Таблица 2
Размеры в миллиметрах
|
DN/OD |
Средний наружный диаметр dem |
Средний внутренний диаметр раструба dsm, min ,не менее |
|||
|
минимальный dem, min |
максимальный dem, max |
максимальный dem, max |
|||
|
жесткий допуск1) |
нормальный допуск1) |
жесткий допуск1) |
нормальный допуск1) |
||
|
110 |
110,0 |
110,3 |
111,0 |
110,3 |
111,0 |
|
125 |
125,0 |
125,3 |
126,2 |
125,3 |
126,2 |
|
160 |
160,0 |
160,4 |
161,5 |
160,4 |
161,5 |
|
200 |
200,0 |
200,5 |
201,8 |
200,5 |
201,8 |
|
250 |
250,0 |
250,5 |
252,3 |
250,5 |
252,3 |
|
315 |
315,0 |
315,6 |
317,9 |
315,6 |
317,9 |
|
400 |
400,0 |
400,7 |
403,6 |
400,7 |
403,6 |
|
500 |
500,0 |
500,9 |
504,5 |
500,9 |
504,5 |
|
630 |
630,0 |
631,1 |
635,7 |
631,1 |
635,7 |
|
800 |
800,0 |
801,3 |
807,2 |
801,3 |
807,2 |
|
1000 |
1000,0 |
1001,6 |
1009,0 |
1001,6 |
1009,0 |
|
1200 |
1200,0 |
1202,0 |
1210,0 |
1202,0 |
1210,0 |
|
1) Жесткий допуск устанавливается для труб и фасонных частей из PVC-U. Для труб из РЕ и РР может быть установлен жесткий или нормальный допуск. |
|||||
Для серии DN/OD размеры, не обеспечивающие соединение с трубопроводами, классификация которых осуществляется по номинальным наружным диаметрам dn установленным ГОСТ ИСО 11922-1, должны соответствовать таблице 3.
Таблица 3
Размеры в миллиметрах
|
DN/OD |
Средний наружный диаметр dem |
Средний внутренний диаметр раструба dsm, min, не менее |
|
|
минимальный dem, min |
максимальный dem, max |
||
|
110 |
109,4 |
110,4 |
110,4 |
|
125 |
124,3 |
125,4 |
125,4 |
|
160 |
159,1 |
160,5 |
160,5 |
|
200 |
198,8 |
200,6 |
200,6 |
|
250 |
248,5 |
250,8 |
250,8 |
|
315 |
313,2 |
316,0 |
316,0 |
|
400 |
397,6 |
401,2 |
401,2 |
|
500 |
497,0 |
501,5 |
501,5 |
|
630 |
626,3 |
631,9 |
631,9 |
|
800 |
795,2 |
802,4 |
802,4 |
|
1000 |
994,0 |
1003,0 |
1003,0 |
|
1200 |
1192,8 |
1203,6 |
1203,6 |
Для размеров серии DN/OD, не указанных в таблице 2 и таблице 3, и серии DN/ID наружный диаметр труб и трубных концов фасонных частей должен быть рассчитан по следующим формулам и округлен в большую сторону до 0,1 мм:
|
dem, min = 0,994 de; |
(1) |
|
dem, max = 1,003 de, |
(2) |
где dem, min - минимальный средний наружный диаметр;
dem, max- максимальный средний наружный диаметр;
de - номинальный размер DN/OD или наружный диаметр трубы и/или фасонной части DN/ID, установленный в конструкторской и технической документации на изделие.
Минимальный средний внутренний диаметр раструба dsm, min труб и фасонных частей должен быть равен максимальному среднему наружному диаметру dem, max. Максимальный средний внутренний диаметр раструба dsm, min труб и фасонных частей должен быть установлен в конструкторской и технической документации на изделие.
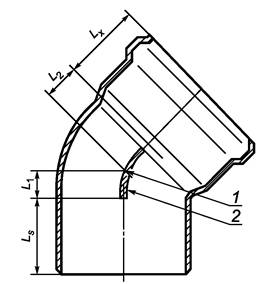
4.3.3 Соединения труб и фасонных частей
Трубы изготавливаются в виде отрезков без раструбов, с формованным раструбом или с приваренным раструбом, изготовленным литьем под давлением. Варианты раструбных соединений труб и фасонных частей указаны на рисунке 2.
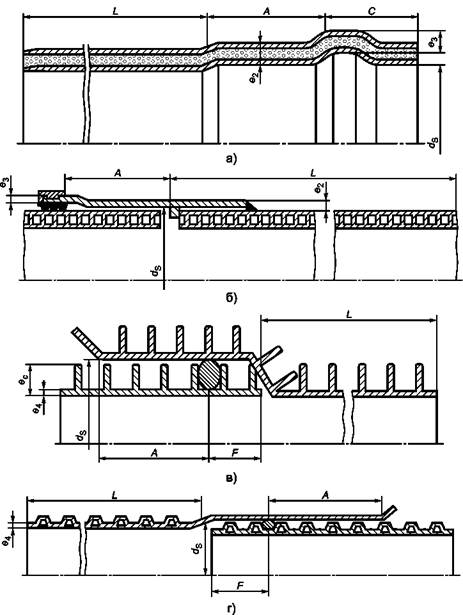
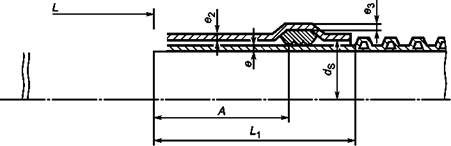
д)
е - толщина стенки трубного конца (сплошная гладкая стенка);
е2 - толщина стенки цилиндрической части раструба;
е3 - толщина стенки канавки под уплотнительное кольцо
Рисунок 2
Если уплотнительное кольцо устанавливается на трубном конце труб и фасонных частей (рисунок 2 в, г), длина контакта Аmin должна соответствовать таблице 4, а минимальная длина трубного конца L1, min должна определяться по формуле
|
L1, min = Amin + F, |
(3) |
где Аmin - длина контакта, т. е. длина максимально возможного разъединения трубного конца и раструба, при котором обеспечивается герметичность;
F - расстояние от трубного конца до точки эффективного уплотнения.
Позиция установки уплотнительного кольца на трубном конце должна быть указана в конструкторской и технической документации на изделие.
Если уплотнительное кольцо устанавливается в раструбе (рисунок а, б, д), длина контакта Аmin должна соответствовать таблице 4.
Таблица 4
Размеры в миллиметрах
|
DN/ID |
Длина Аmin, не менее1) |
|||
|
Тип А (для PVC-U) |
Тип А (для РР и РЕ) |
Тип В |
||
|
110 |
100 |
32 |
40 |
32 |
|
125 |
|
35 |
43 |
35 |
|
|
125 |
38 |
46 |
38 |
|
160 |
|
42 |
50 |
42 |
|
|
150 |
43 |
51 |
43 |
|
200 |
|
50 |
58 |
50 |
|
|
200 |
54 |
66 |
54 |
|
250 |
225 |
55 |
68 |
55 |
|
|
250 |
59 |
76 |
59 |
|
315 |
|
62 |
81 |
62 |
|
|
300 |
64 |
84 |
64 |
|
400 |
|
70 |
98 |
70 |
|
|
400 |
74 |
106 |
74 |
|
500 |
|
80 |
118 |
80 |
|
|
500 |
85 |
128 |
85 |
|
630 |
|
93 |
144 |
93 |
|
|
600 |
96 |
146 |
96 |
|
800 |
|
110 |
160 |
110 |
|
|
800 |
118 |
168 |
118 |
|
1000 |
|
130 |
180 |
130 |
|
|
1000 |
140 |
190 |
140 |
|
1200 |
|
150 |
200 |
150 |
|
|
1200 |
162 |
212 |
162 |
|
1) Минимальные значения А указаны для труб длиной не более 6 м. |
||||
Конструкция и размеры клеевых и сварных соединений труб должны соответствовать конструкторской и технической документации изготовителя.
4.3.4 Толщина стенки труб и трубных концов фасонных частей
Минимальная толщина стенки е4 и е5 внутреннего слоя труб и трубных концов фасонных частей должна соответствовать таблице 1. Толщины в сечении профиля стенки труб и фасонных частей и предельные отклонения должны быть установлены в конструкторской и технической документации на изделие.
Высота стенки ес труб типа А наружным диаметром dе £ 200 мм должна быть не менее номинальной толщины стенки для соответствующего номинального наружного диаметра по ГОСТ ИСО 4065 стандартного размерного отношения SDR 41 - для PVC-U, SDR 33 - для РР, SDR 26 - для РЕ в соответствии с таблицей 5. Для других размеров серии DN/OD и DN/ID расчет должен быть сделан на основе действительного наружного диаметра.
Таблица 5
Размеры в миллиметрах
|
Высота стенки ес, не менее |
|||
|
PVC-U |
РР |
РЕ |
|
|
110 |
2,7 |
3,4 |
4,2 |
|
125 |
3,1 |
3,9 |
4,8 |
|
160 |
4,0 |
4,9 |
6,2 |
|
200 |
4,9 |
6,2 |
7,7 |
Для трубных концов с гладкой сплошной стенкой ее толщина должна соответствовать таблице 6.
Таблица 6
Размеры в миллиметрах
|
Наружный диаметр |
Минимальная толщина стенки emjn |
|
|
РР |
de £ 500 |
de/41, но не менее 3,4 |
|
de > 500 |
12,2 |
|
|
РЕ |
de £ 500 |
de/33, но не менее 4,2 |
|
de > 500 |
15,2 |
|
|
PVC-U |
de £ 500 |
de/51, но не менее 3,2 |
|
de > 500 |
9,8 |
|
|
Примечание - Значения emin должны быть рассчитаны до второго знака после запятой и округлены в большую сторону до 0,1. |
||
4.3.5 Толщина стенки раструбов
Толщина стенки раструбов должна быть такой, чтобы выполнялось условие:
|
Sso + Ssp ≥ [SN], |
(4) |
где Sso - кольцевая жесткость раструба;
Ssp - кольцевая жесткость трубного конца;
[SN] - номинальная кольцевая жесткость трубы.
Для раструбов с кольцевой жесткостью, равной или более 4 кН/м2, минимальная толщина стенок е4 и е5 должна соответствовать таблице 1. Для раструбов кольцевой жесткостью менее 4 кН/м2 толщина внутреннего слоя должна составлять 1,5 е4 от установленной в таблице 1.
Для раструбов, изготовленных горячим формованием на трубе после экструзии, уменьшение толщины стенки е4, е5, ес, установленной в документации на изделие, должно составлять не более 15 % в цилиндрической части раструба и не более 25 % - в зоне канавки под уплотнительное кольцо.
4.3.6 Толщина стенки фасонных частей
Толщина стенки фасонных частей, изготовленных литьем под давлением, должна быть следующей:
- для фасонных частей типа А1 минимальная толщина стенки е4 должна соответствовать таблице 1;
- для фасонных частей типа В с номинальным размером DN/ID £ 300 и DN/OD £ 315 толщина стенки е4 должна быть не менее 2 мм, а для номинальных размеров DN/ID > 300 и DN/OD > 315 минимальная толщина стенки е4 должна соответствовать таблице 1;
- высота стенки ес фасонных частей наружным диаметром de £ 200 мм должна быть не менее указанной в таблице 5.
Толщина стенки сборных сварных или клеевых фасонных частей должна соответствовать толщине стенки трубы, из которой они изготовлены.
Толщина стенки фасонных частей, изготовленных ротационным формованием, должна быть увеличена с коэффициентом 1,25 относительно соответствующей толщины стенки фасонных частей, изготовленных литьем под давлением, и округлена в большую сторону до 0,1.
4.3.7 Длина труб
Номинальная эффективная длина труб L, указанная на рисунке 2, должна быть не менее установленной в конструкторской и технической документации на изделие.
Трубы должны быть отрезаны перпендикулярно оси без заусенцев.
4.3.8 Виды фасонных частей
Фасонные части изготовляют в виде муфт, тройников, переходов, отводов, седловых отводов, заглушек. Конструкция и номенклатура фасонных частей должны быть установлены в конструкторской и технической документации на изделия.
4.4 Условное обозначение труб состоит из слова «труба», номинального размера DN/OD или DN/ID, номинальной кольцевой жесткости SN, сокращенного наименования материала (латиницей или кириллицей), обозначения настоящего стандарта.
Условное обозначение фасонной части состоит из ее наименования, номинального размера DN/OD или DN/ID, номинальной кольцевой жесткости SN, сокращенного наименования материала (латиницей или кириллицей), обозначения настоящего стандарта.
Примечание - Если для серии DN/OD наружный диаметр труб и трубных концов фасонных частей обеспечивает соединение с трубопроводами, классификация которых осуществляется по номинальным наружным диаметрам dn установленным ГОСТ ИСО 11922-1, трубы серии DN/OD обозначаются DN.
Примеры условных обозначений:
Труба из полиэтилена РЕ номинальным внутренним диаметром DN/ID 300 мм, номинальной жесткости SN8:
Труба ID 300 SN8 РЕ ГОСТ Р 54475.
Тройник 45° из полипропилена РР для труб номинальным размером DN/OD 200 мм, номинальной жесткости SN8:
Тройник 45° OD 200 SN8 РР ГОСТ Р 54475.
5 Технические требования
5.1 Характеристики
Окраска изделий должна быть сплошной и равномерной.
Рекомендуемый цвет наружной поверхности труб и фасонных частей - черный или оранжево-коричневый.
5.1.2 Трубы должны соответствовать характеристикам таблицы 7.
Таблица 7
|
Значение |
Метод испытаний |
|
|
1 Кольцевая жесткость, кН/м2, не менее |
SN |
По 8.4 |
|
2 Кольцевая гибкость при 30 %-ной деформации |
Не должно быть: - трещин; - расслоений внутренней и наружной стенки; - остаточных короблений, изломов и углублений |
По 8.5 |
|
3 Ударная прочность при температуре 0 °С1) |
TIR £ 10 % |
По 8.6 |
|
4 Коэффициент ползучести (при экстраполяции на 2 года), не более2), |
По 8.7 |
|
|
для РЕ, РР |
4 |
|
|
PVC-U |
2,5 |
|
|
5 Разрушающая нагрузка при растяжении сварного шва труб, Н, не менее 3), |
По 8.8 |
|
|
для DN < 400 |
380 |
|
|
400 £ DN < 600 |
510 |
|
|
600 £ DN < 800 |
760 |
|
|
DN ≥ 800 |
1020 |
|
|
6 Изменение внешнего вида труб типа В после прогрева |
Не должно быть расслоений, трещин, пузырей |
По ГОСТ 27078 и 8.9 настоящего стандарта |
|
7 Изменение длины труб типа А после прогрева, %, не более, |
По ГОСТ 27078 и 8.9 настоящего стандарта |
|
|
для РЕ |
3 |
|
|
РР |
2 |
|
|
PVC-U |
5 |
|
|
|
(на трубах после прогрева не должно быть расслоений, трещин, пузырей) |
|
|
8 Температура размягчения по Вика, °С, не менее4', для PVC-U |
79 |
По ГОСТ Р 50825 и 8.10 настоящего стандарта |
|
1) В дополнение к требованию по ударной прочности при температуре 0 °С, если требуется определение ударной прочности при более жестких условиях, испытание проводят при температуре минус 10 °С в соответствии с приложением А. 2) Показатель применяется для труб DN 630 и менее. 3) Показатель применяется для спиральновитых труб. 4) Показатель не применяется для материала вспененного слоя труб типа А1. |
||
5.1.3 Фасонные части должны соответствовать характеристикам таблицы 8.
Таблица 8
|
Значение |
Метод испытаний |
|
|
1 Жесткость, кН/м2, не менее1) |
SN |
По 8.16 |
|
2 Стойкость к удару при температуре 0 °С |
Не должно быть трещин |
По 8.11 |
|
3 Прочность и гибкость2): - при действии момента M = 0,15[DN]3 · 10-6, (кН · м), для de £ 250 мм; M = 0,01[DN], (кН · м), для de > 250 мм или - при смещении А не менее 170 мм |
Не должно быть разрушений и трещин |
По 8.12 |
|
4 Изменение внешнего вида после прогрева3) |
Не должно быть расслоений, трещин, пузырей. В зоне линии спая и литника допускаются повреждения глубиной не более 20 % толщины стенки для РЕ, РР и не более 50 % толщины стенки для PVC-U |
По ГОСТ Р ИСО 580 и 8.13 настоящего стандарта |
|
5 Температура размягчения по Вика, °С, не менее3), |
По ГОСТ Р 50825 и 8.10 настоящего стандарта |
|
|
для PVC-U |
78 |
|
|
6 Герметичность сварных и клеевых фасонных частей при давлении 50 кПа (0,5 бар) |
Без протечек в течение 1 мин |
По 8.14 |
|
1) Показатель определяется на фасонных частях вида отвод и тройник. Фасонные части с конструкцией структурированной стенки как у соответствующей трубы обозначаются классом номинальной кольцевой жесткости SN этой трубы, данный показатель в таком случае не определяется. 2) Показатель применяется для сварных и клеевых фасонных частей, изготовленных из нескольких деталей, или при минимальной толщине стенки менее, чем (0,9 · dem /41) для РР, (0,9 · dem /33) для РЕ и (0,9 · dem /51) для PVC-U. 3) Показатель применяется для фасонных частей и их деталей, изготовленных литьем под давлением. |
||
5.1.4 Соединения труб должны соответствовать характеристикам таблицы 9.
Таблица 9
|
Значение |
Метод испытаний |
|
|
1 Герметичность соединений с уплотнительным кольцом при деформации поперечного сечения трубы и раструба и угловом смещении осей трубы и раструба: |
По 8.15 |
|
|
а) при давлении воды 5 кПа (0,05 бар); |
Без протечек в течение 15 мин |
|
|
б) при давлении воды 50 кПа (0,5 бар); |
Без протечек в течение 15 мин |
|
|
в) при отрицательном давлении минус 30 кПа ((-0,3) бар) |
Повышение давления £ 3 кПа (0,03 бар) в течение 15 мин |
|
5.2 Требования к сырью и материалам
5.2.1 Для изготовления труб и фасонных частей должны применяться следующие материалы марок и рецептур согласно указанным в нормативных и технических документах на изделия.
5.2.1.1 Полипропилен РР (ПП) или сополимеры пропилена (полипропилен блоксополимер РР-В) должен соответствовать требованиям таблицы 10. Массовая доля полипропилена в композиции - не менее 75 % для труб, не менее 60 % - для среднего вспененного слоя труб типа А1 и не менее 80 % - для литьевых фасонных частей.
Таблица 10
|
Значение показателя |
Метод испытания |
|
|
1 Стойкость при постоянном внутреннем давлении, ч, не менее1): |
По ГОСТ 24157 |
|
|
- при температуре 80 °С и начальном напряжении в стенке трубы 4,2 МПа; |
140 |
|
|
- при температуре 95 °С и начальном напряжении в стенке трубы 2,5 МПа |
1000 |
|
|
2 Показатель текучести расплава (230 °С/2,16 кг), г/10 мин, не более |
1,5 |
По ГОСТ 11645 |
|
1) Показатель определяется на образцах в виде труб с гладкой сплошной стенкой, изготовленных методом экструзии. |
||
5.2.1.2 Полиэтилен РЕ (ПЭ) для изготовления труб и литьевых фасонных частей должен соответствовать требованиям таблицы 11, а для изготовления фасонных частей методом ротационного формования- требованиям таблицы 12. Массовая доля полиэтилена в композиции должна быть не менее 75 % - для труб, не менее 60 % - для среднего вспененного слоя труб типа А1 и не менее 80 % - для литьевых фасонных частей.
Таблица 11
|
Значение показателя |
Метод испытания |
|
|
1 Стойкость при постоянном внутреннем давлении, ч, не менее1): |
По ГОСТ 24157 |
|
|
- при температуре 80 °С и начальном напряжении в стенке трубы 4,0 МПа; |
165 |
|
|
- при температуре 80 °С и начальном напряжении в стенке трубы 2,8 МПа |
1000 |
|
|
2 Показатель текучести расплава (190 °С/5 кг), г/10 мин, не более |
1,6 |
По ГОСТ 11645 |
|
3 Плотность, кг/м3, не менее |
930 |
По ГОСТ 15139 |
|
1) Показатель определяется на образцах в виде труб с гладкой сплошной стенкой, изготовленных методом экструзии. |
||
Таблица 12
|
Значение показателя |
Метод испытания |
|
|
1 Стойкость при постоянном внутреннем давлении, ч, не менее1): |
По ГОСТ 24157 |
|
|
- при температуре 60 °С и начальном напряжении в стенке трубы 3,9 МПа; |
165 |
|
|
- при температуре 60 °С и начальном напряжении в стенке трубы 3,2 МПа |
1000 |
|
|
2 Показатель текучести расплава (190 °С/5 кг), г/10 мин |
3-16 |
|
|
3 Плотность, кг/м3, не менее |
925 |
|
|
1) Показатель определяется на образцах в виде труб с гладкой сплошной стенкой, изготовленных методом экструзии. |
||
5.2.1.3 Непластифицированный поливинилхлорид PVC-U (НПВХ) должен соответствовать требованиям таблицы 13. Массовая доля поливинилхлорида в композиции должна быть не менее 75 % и не менее 60 % - для среднего вспененного слоя труб типа А1.
Таблица 13
|
Значение показателя |
Метод испытания |
|
|
1 Стойкость при постоянном внутреннем давлении материала труб, ч, не менее1), 2),при температуре 60 °С и начальном напряжении в стенке трубы 10,0 МПа |
1000 |
|
|
2 Стойкость при постоянном внутреннем давлении материала фасонных частей, ч, не менее1), |
||
|
при температуре 60 °С и начальном напряжении в стенке трубы 6,3 МПа |
1000 |
|
|
1) Показатель определяется на образцах в виде труб с гладкой сплошной стенкой, изготовленных методом экструзии. 2) Показатель не применяется для материала вспененного слоя труб типа А1. |
||
5.2.2 Разрешаются добавки в композицию вторичного сырья тех же марок, что исходное, применяемое для изготовления тех же изделий на том же предприятии при условии контроля состава вторичного сырья.
5.2.3 Уплотнительные кольца должны изготавливаться из резины. Характеристики уплотнительных колец должны соответствовать требованиям нормативной и технической документации на эти изделия.
5.3 Комплектность
5.3.1 В комплект поставки должны входить трубы и (или) фасонные части, номенклатуру которых определяет заказчик, уплотнительные кольца, а также документ, удостоверяющий качество изделий и составленный в соответствии с требованиями 7.2.
5.4 Маркировка
Для труб, соответствующих требованиям А.1, в маркировке
указывается знак ![]() - «снежинка». Допускается включать в
маркировку значение действительного среднего внутреннего диаметра, обозначение
области применения в соответствии с приложением Б.
- «снежинка». Допускается включать в
маркировку значение действительного среднего внутреннего диаметра, обозначение
области применения в соответствии с приложением Б.
Обозначение настоящего стандарта, наименование фасонных частей, номинальную жесткость, дату изготовления допускается указывать на ярлыке или другим способом, обеспечивающим сохранность маркировки в процессе транспортирования, хранения и монтажа.
Допускается включать в маркировку значение действительного среднего внутреннего диаметра, обозначение области применения в соответствии с приложением Б.
5.4.3 На каждое грузовое место должна наноситься транспортная маркировка по ГОСТ 14192 с указанием основных, дополнительных и информационных надписей, а также манипуляционных знаков, и должен крепиться ярлык, содержащий следующие данные:
- наименование предприятия-изготовителя;
- условное обозначение изделия;
- номер партии и дату изготовления;
- количество изделий в упаковке;
- штамп ОТК.
5.5 Упаковка
5.5.1 Упаковка труб и фасонных частей должна обеспечивать сохранность изделий и безопасность погрузочно-разгрузочных работ.
5.5.2 Трубы связывают в пакеты массой до 1 т не менее чем в двух местах при длине труб до 3000 мм включительно и не менее чем в трех местах- при длине труб более 3000 мм. Расстояние от крайних креплений до концов труб должно быть не более 0,8 м.
Пакеты скрепляют средствами по ГОСТ 21650 или другими, которые обеспечивают надежность крепления и не ухудшают качество поверхности.
Допускается производить отгрузку труб без формирования пакетов.
5.5.3 Фасонные части упаковывают в мешки из полимерных материалов по ГОСТ Р 51720, ящики из гофрированного картона по ГОСТ 9142 или другие виды тары.
6 Требования безопасности и охраны окружающей среды
6.1 При нагревании полимерных материалов в процессе производства труб и фасонных частей возможно выделение в воздух летучих продуктов термоокислительной деструкции. Предельно допустимые концентрации этих веществ в воздухе рабочей зоны производственных помещений, а также их классы опасности по ГОСТ 12.1.005, ГОСТ 12.1.007, [1] представлены в таблице 14 для полиэтилена и полипропилена и в таблице 15 - для непластифицированного поливинилхлорида.
Таблица 14
|
ПДК, мг/м3 |
Класс опасности |
|
|
Формальдегид |
0,5 |
2 |
|
Ацетальдегид |
5 |
3 |
|
Органические кислоты (в пересчете на уксусную кислоту) |
5 |
3 |
|
Окись углерода |
20 |
4 |
|
Аэрозоль полипропилена |
10 |
4 |
|
Аэрозоль полиэтилена |
10 |
4 |
Таблица 15
|
ПДК, мг/м3 |
Класс опасности |
|
|
Винилхлорид |
5 |
1 |
|
Хлористый водород |
5 |
2 |
|
Окись углерода |
20 |
4 |
|
Аэрозоль поливинилхлорида |
6 |
3 |
6.2 При изготовлении труб и фасонных частей следует соблюдать требования безопасности, предусмотренные ГОСТ 12.3.030 и технологической документацией, утвержденной в установленном порядке.
6.3 Трубы и фасонные части из полиэтилена, полипропилена, непластифицированного поливинилхлорида относят к группе «горючие» по ГОСТ 12.1.044. В случае пожара тушение проводят огнетушащими составами, двуокисью углерода, пеной, огнетушащими порошками, распыленной водой со смачивателями, кошмой. Для защиты от токсичных продуктов горения применяют изолирующие противогазы любого типа или промышленные фильтрующие противогазы марки М или БКФ.
6.4 С целью предотвращения загрязнения атмосферы в процессе производства необходимо выполнять требования ГОСТ 17.2.3.02.
Трубы и фасонные части стойки к деструкции в атмосферных условиях. Образующиеся при производстве отходы полипропилена, полиэтилена, непластифицированного поливинилхлорида не токсичны, особого обезвреживания не требуют и подлежат вторичной переработке. Непригодные для вторичной переработки отходы подлежат уничтожению в соответствии с санитарными правилами, предусматривающими порядок накопления, транспортирования, обезвреживания и захоронения промышленных отходов.
Применительно к использованию, транспортированию и хранению труб и фасонных частей специальные требования к охране окружающей среды не предъявляются.
7 Правила приемки
7.1 Трубы и фасонные части принимают партиями. Партией считают трубы или фасонные части одного типоразмера, изготовленные из одной марки сырья, на одном технологическом оборудовании, предъявляемые одновременно отделу технического контроля и сопровождаемые одним документом о качестве.
Размер партии труб должен быть не более:
- 6000 м -для труб DN £ 110;
- 4000 м - для труб DN от 110 до 500 включ.;
- 1500 м - для труб DN > 500.
Размер партии фасонных частей - в объеме сменной выработки.
7.2 Документ о качестве должен содержать:
- наименование и (или) товарный знак предприятия-изготовителя;
- условное обозначение изделий;
- номер партии и дату изготовления;
- размер партии;
- подтверждение соответствия изделий требованиям настоящего стандарта.
7.3 Для проверки соответствия труб и фасонных частей требованиям настоящего стандарта проводят приемо-сдаточные и периодические испытания в объеме, указанном для труб - в таблице 16, фасонных частей - в таблице 17, соединений - в таблице 18.
Таблица 16
|
Требования настоящего стандарта |
Метод контроля |
Частота контроля |
Объем выборки, шт. |
|
|
1 Внешний вид, маркировка |
Каждая партия |
5 |
||
|
2 Размеры |
Каждая партия |
5 |
||
|
3 Ударная прочность1) |
1 раз в 3 мес для каждой группы диаметров и класса SN |
Не менее 2 |
||
|
4 Кольцевая жесткость |
Каждая партия |
3 |
||
|
5 Кольцевая гибкость |
1 раз в 2 мес для каждой группы диаметров и класса SN |
3 |
||
|
6 Коэффициент ползучести |
Один номинальный размер DN при первом выпуске и изменении материала |
3 |
||
|
7 Разрушающая нагрузка сварного шва |
1 раз в 3 мес для каждой группы диаметров |
1 |
||
|
8 Изменение длины и внешнего вида после прогрева |
1 раз в 3 мес для каждой группы диаметров |
3 |
||
|
9 Температура размягчения по Вика |
1 раз в 12 мес |
2 |
||
|
1) Для труб DN > 630 показатель определяется при первом выпуске и изменении материала. |
||||
Таблица 17
|
Требования настоящего стандарта |
Метод контроля |
Частота контроля |
Объем выборки, шт. |
|
|
1 Внешний вид, маркировка |
Каждая партия |
5 |
||
|
2 Размеры |
Каждая партия |
5 |
||
|
3 Прочность и гибкость |
1 раз в 24 мес для каждой группы диаметров и группы фасонных частей |
3 |
||
|
4 Стойкость к удару |
1 раз в 24 мес для каждой группы диаметров |
3 |
||
|
5 Жесткость |
1 раз в 24 мес для каждой группы диаметров и группы фасонных частей |
3 |
||
|
6 Изменение внешнего вида после прогрева |
1 раз в 3 мес для каждой группы диаметров |
3 |
||
|
7 Температура размягчения по Вика |
1 раз в 12 мес для каждой группы диаметров |
2 |
||
|
8 Герметичность сборных фасонных частей |
1 раз в 1 мес для каждой группы диаметров |
3 |
Таблица 18
|
Требования настоящего стандарта |
Метод контроля |
Частота контроля |
Объем выборки, шт. |
|
|
1 Герметичность соединений |
1 раз в 12 мес для каждой группы диаметров |
1 |
7.4 Отбор образцов труб и фасонных частей для приемо-сдаточных испытаний осуществляют от партии методом случайного отбора. Допускается отбирать образцы равномерно в процессе производства.
Для периодических и типовых испытаний образцы отбирают от партий, прошедших приемосдаточные испытания, группируя изделия согласно таблицам 19 и 20.
Таблица 19
|
DN, мм |
|
|
1 |
£ 200 |
|
2 |
Св. 200 до 500 включ. |
|
3 |
> 500 |
Таблица 20
|
Наименование фасонных частей |
|
|
1 |
Отводы |
|
2 |
Тройники |
|
3 |
Другие |
7.5 Если при приемо-сдаточных испытаниях хотя бы один образец по какому-либо показателю не будет соответствовать требованиям настоящего стандарта, то производят повторную проверку по этому показателю на удвоенном количестве образцов, отобранных из той же партии. В случае неудовлетворительных результатов повторной проверки партия изделий приемке не подлежит.
7.6 При получении неудовлетворительных результатов периодических испытаний производят повторную проверку на удвоенном количестве образцов. В случае неудовлетворительных результатов повторной проверки проводят испытания каждой партии до получения удовлетворительных результатов по показателю несоответствия.
8 Методы контроля
8.1 Испытания труб и фасонных частей должны проводиться не ранее чем через 24 ч после их изготовления, если методом контроля не предусмотрено другое.
8.3 Определение размеров труб и фасонных частей
8.3.1 Размеры труб и фасонных частей определяют в соответствии с требованиями ГОСТ РИСО 3126.
Размеры труб и фасонных частей определяют при температуре (23 ± 5) °С. Перед испытаниями образцы выдерживают при указанной температуре не менее 2 ч.
8.3.2 Применяемые средства измерений должны обеспечивать необходимую точность и диапазон измерений и поверяться в установленном порядке.
Средства измерений:
- штангенциркуль по ГОСТ 166;
- микрометр по ГОСТ 6507;
- стенкомер по ГОСТ 11358;
- нутромер микрометрический по ГОСТ 10;
- линейка по ГОСТ 427;
- рулетка по ГОСТ 7502.
Допускается применение специального измерительного инструмента, обеспечивающего необходимую точность измерения и аттестованного в установленном порядке.
8.3.3 Средний внутренний диаметр труб dim определяют как среднее арифметическое значение результатов не менее шести равномерно распределенных измерений в одном сечении на расстоянии от торца не менее 100 мм или путем прямого измерения с помощью p-рулетки.
8.3.4 Средний наружный диаметр труб dem определяют как среднее арифметическое значение результатов не менее шести равномерно распределенных измерений в одном сечении (для труб типа В - по вершинам ребер или гофра) на расстоянии от торца не менее 100 мм или путем прямого измерения с помощью л-рулетки.
8.3.5 Толщину стенки е, е2, е3, е4, е5 труб и фасонных частей измеряют в выбранном поперечном сечении не менее чем в шести точках равномерно распределенных по окружности. От труб отрезают кольцо (для труб с полым сечением кольцо должно содержать две полые секции), которое разрезают на четыре сектора, в каждом из которых определяют толщину стенки е4, е5.
За результат принимают среднее арифметическое значение полученных измерений, округленное с точностью до 0,05 мм.
8.3.6 Высоту стенки ес измеряют на расстоянии от торца не менее 10 мм для труб типа А, а для труб типа В по вершинам ребер (гофр) - не менее чем в шести равномерно распределенных по окружности точках с погрешностью - не более ± 0,05 мм. За результат принимают среднее арифметическое значение полученных измерений, округленное до 0,1.
8.3.7 Средний внутренний диаметр раструба труб и фасонных частей dsm определяют как среднее арифметическое значение результатов не менее шести равномерно распределенных измерений в сечении, расположенном в середине длины цилиндрической части раструба.
8.3.8 Длину раструба и трубного конца измеряют металлической линейкой с погрешностью не более ± 1 мм.
8.3.9 Длину труб измеряют рулеткой одним измерением с погрешностью не более ± 0,1 %.
8.3.10 Перпендикулярность торцов труб и фасонных частей проверяют по ГОСТ Р ИСО 3126 (пункт 5.6).
8.4 Определение кольцевой жесткости труб проводят на испытательной машине, способной обеспечить деформацию сжатия поперечного сечения образца трубы, установленного между горизонтальных плит, с постоянной скоростью в соответствии с таблицей 22. Погрешность измерения нагрузки должна составлять ± 2 %. Длина верхней и нижней плит должна быть не менее длины образца трубы, а ширина - не менее ширины контакта с образцом в процессе деформации плюс 25 мм.
Образцами для испытаний являются три отрезка длиной (300 ± 10) мм, которые нарезаются от одной трубы, промаркированной линией вдоль образующей. Для труб типа В образец должен быть отрезан в средних точках впадин между ребрами или гофрами и иметь минимальное целое количество ребер (гофр) при общей длине не менее 290 мм. Для труб типа В со спиральной конструкцией длина образца должна соответствовать внутреннему диаметру di ± 20 мм, но не менее 290 и не более 1000 мм. Полученные образцы следует пронумеровать.
Определяют длину L каждого образца с точностью до 1 мм как среднее арифметическое значение заданного количества равномерно распределенных измерений в соответствии с таблицей 21.
Таблица 21
|
Номинальный диаметр dn, мм |
Количество измерений длины |
|
£ 200 |
3 |
|
Св. 200 до 500 |
4 |
|
≥ 500 |
6 |
Торцы каждого образца должны быть перпендикулярны оси трубы, причем фактическое минимальное значение длины образца должно составлять не менее 90 % максимального значения.
Определяют средний внутренний диаметр каждого образца как среднее арифметическое значение четырех равномерно распределенных измерений в поперечном сечении в середине длины отрезка с погрешностью в пределах ± 0,5 %.
Рассчитывают величину di как среднее арифметическое значение средних внутренних диаметров трех образцов.
Образцы перед испытаниями выдерживают при температуре испытаний (23 ± 2) °С не менее 24 ч. Образец трубы укладывают на плиту так, чтобы его ось была параллельна граням плит, а точка приложения нагрузки соответствовала середине длины отрезка трубы. Затем устанавливают верхнюю плиту так, чтобы она касалась маркировочной линии образца без деформации.
Прикладывают предварительную нагрузку, величина которой в ньютонах, округленная до ближайшего большего целого числа, составляет 0,00025dn · L, где dn - номинальный наружный диаметр в миллиметрах, L - длина образца в миллиметрах.
Затем деформируют образец трубы в поперечном сечении на величину не менее 0,03d,, фиксируя нагрузку сжатия. Деформацию поперечного сечения оценивают по изменению расстояния между плитами. В случае разногласий деформацию поперечного сечения оценивают по изменению внутреннего диаметра трубы.
Скорость деформации сжатия должна соответствовать таблице 22.
Таблица 22
|
Номинальный диаметр dn, мм |
Скорость деформации, мм/мин, ± 5 % |
|
От 100 до 200 включ. |
5 |
|
Св. 200 до 400 » |
10 |
|
Св. 400 » 710 » |
20 |
|
Св.710 |
0,03di1) |
|
1) Внутренний диаметр образцов di в миллиметрах. |
|
Следующие два образца при испытаниях поворачивают маркировочной линией относительно первого на 120° и 240° соответственно.
Рассчитывают кольцевую жесткость S, в кН/м2, для каждого из образцов до трех десятичных знаков по формуле
|
|
(5) |
где F- нагрузка в килоньютонах при деформации трубы 3 %;
L - длина образца в метрах;
у - деформация 3 % в метрах (y/di = 0,03).
Кольцевую жесткость труб рассчитывают до двух десятичных знаков как среднее арифметическое значений для трех образцов.
8.5 Определение кольцевой гибкости трубы при 30 %-ной деформации поперечного сечения проводят на оборудовании в соответствии с 8.4.
Для труб типа В длина образца должна обеспечивать наличие не менее пяти целых ребер (гофр). Маркировочная линия должна совпадать с одной из продольных линий разъема формующего инструмента. Следующие два образца должны быть установлены с поворотом на 45° и 90° относительно положения первого.
Для труб типа А и труб типа В номинальным размером DN ≥ 800 допускается проводить определение кольцевой гибкости на образцах в соответствии с 8.4, которые прошли определение кольцевой жесткости.
Испытания проводятся при температуре (23 ± 2) °С.
Образец устанавливается так, чтобы маркировочная линия находилась в контакте с верхней плитой. Осуществляют деформацию поперечного сечения образца трубы с постоянной скоростью в соответствии с таблицей 21 на величину 30 % среднего наружного диаметра dem, определенного в соответствии с 8.3.4.
В процессе деформации не должно быть падения нагрузки и возникновения трещин.
На образце после снятия нагрузки деформации при визуальном осмотре не должно быть трещин, расслоений внутренней и наружной стенок, вмятин и короблений стенки трубы.
8.6 Испытания труб на ударную прочность проводят на стенде с падающим грузом, обеспечивающем точность установки требуемой высоты падения груза от верхней поверхности образца в пределах ± 10 мм. V-образное основание с углом 120° для установки образцов должно иметь длину не менее 200 мм и располагаться таким образом, чтобы точка удара падающего груза была в пределах 2,5 мм от его оси. Размеры сферического бойка падающего груза типа d 90 должны соответствовать рисунку 3, при этом Rs = 50 мм, d = (90 ± 1) мм.
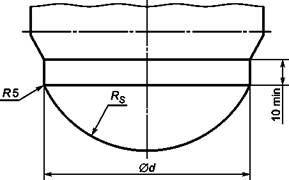
Рисунок 3
Масса груза, включая массу бойка, должна соответствовать таблице 23.
Таблица 23
|
Средний внутренний диаметр трубы dim max, мм |
Масса падающего груза, кг, |
|
Менее 100 включ. |
0,5 |
|
От 100 до 125 включ. |
0,8 |
|
Св. 125 » 160 » |
1,0 |
|
» 160 » 200 » |
1,6 |
|
» 200 » 250 » |
2,0 |
|
» 250 » 315 » |
2,5 |
|
Св. 315 |
3,2 |
Высота падения груза должна быть 1600 мм для dem,min£ 110 мм и 2000 мм - для dem,mjn > 110 мм.
Отбор образцов труб должен проводиться от одной партии. Образцами являются отрезки труб длиной (200 ± 10) мм, торцы которых отрезаны ровно и перпендикулярно оси трубы, без сколов и трещин. На наружной поверхности образца по всей длине образующей наносят линии на равных расстояниях друг от друга по периметру окружности, количеством в соответствии с таблицей 24.
Таблица 24
|
Номинальный диаметр dn, мм |
Количество маркировочных линий |
|
£ 180 |
8 |
|
От 180 до 250 включ. |
12 |
|
Св. 250 до 355 » |
16 |
|
> 355 |
24 |
Перед испытаниями образцы должны быть выдержаны в жидкой или воздушной среде при температуре (0 ± 1) °С в соответствии с таблицей 25 в зависимости от максимальной толщины стенки трубы, не учитывая высоту стенки ес для труб типа В.
Таблица 25
|
Время выдержки, мин |
||
|
Жидкая среда |
Воздушная среда |
|
|
До 8,6 включ. |
15 |
60 |
|
Св. 8,6 до 14,1 включ. |
30 |
120 |
|
Св. 14,1 |
60 |
240 |
Образец, извлеченный из кондиционирующего устройства, укладывают на V-образное основание так, чтобы удар приходился на середину длины образца, и подвергают ударам падающего груза последовательно по каждой из нанесенных линий.
Время на испытание образца с момента извлечения из кондиционирующего устройства должно составлять не более 30 с для номинального диаметра dn £ 200 мм и 60 с - для dn > 200 мм.
Если продолжительность испытаний образца превысила допускаемый интервал, его помещают в кондиционирующее устройство на 5 мин. Если продолжительность испытаний превышена более чем на 10 с, образец подвергают повторному кондиционированию.
После каждого удара проверяют состояние образца, фиксируя разрушения. Критериями разрушения являются раскалывание образца и трещины, видимые без применения увеличительных приборов. Вмятины и складки на поверхности труб не являются разрушением.
Испытывают такое количество образцов труб, чтобы количество ударов составляло не менее двадцати пяти. Результат испытаний TIR £ 10 % или TIR > 10 % устанавливают в соответствии с таблицей 26.
Таблица 26
|
Область А (TIR £ 10 %) |
Область В (продолжение испытаний) |
Область С (TIR > 10 %) |
|
|
Количество разрушений |
|||
|
25 |
0 |
1-3 |
4 |
|
26-32 |
0 |
1-4 |
5 |
|
33-39 |
0 |
1-5 |
6 |
|
40-48 |
1 |
2-6 |
7 |
|
49-52 |
1 |
2-7 |
8 |
|
53-56 |
2 |
3-7 |
8 |
|
57-64 |
2 |
3-8 |
9 |
|
65-66 |
2 |
3-9 |
10 |
|
67-72 |
3 |
4-9 |
10 |
|
73-79 |
3 |
4-10 |
11 |
|
80 |
4 |
5-10 |
11 |
Испытание труб должно проводиться через (21 ± 2) сут после их изготовления.
Испытания проводят одновременно на трех образцах. Образцы для испытаний, определение длины и среднего внутреннего диаметра трех образцов di - в соответствии с 8.4.
Образцы перед испытаниями выдерживают при температуре испытаний (23 ± 2) °С не менее 24 ч.
Образец укладывают на нижнюю плиту и устанавливают верхнюю плиту так, чтобы она касалась образца без деформации. Маркировочная линия должна контактировать с верхней плитой. Два других образца устанавливают с поворотом относительно позиции первого на 120° и 240° соответственно.
Испытательная нагрузка, необходимая для деформации (1,5 ± 0,2) %, должна быть достигнута в течение от 20 до 30 с, после чего начинают отсчет времени испытаний с погрешностью в пределах ± 1 с в течение первых 6 мин испытаний и ± 0,1 % - в дальнейшем.
Для оценки деформации проводят измерение внутреннего диаметра образца в направлении действующей нагрузки с погрешностью не более ± 0,1 мм.
Начальная деформация у0 измеряется через 6 мин и должна составлять
|
y0 = (0,015 ± 0,002)di |
(6) |
Если величина у0 выходит за установленные пределы, испытания прерывают, образец выдерживают не менее 1 ч и снова начинают испытания.
Затем измеряют деформацию через 1, 4, 24, 168, 336, 504, 600, 696, 840 и 1008 ч.
Допускается в период между 500 и 1008 ч испытаний изменять время измерения деформации в пределах ± 24 ч от установленного.
Для каждого образца строится график деформации, при этом время в часах откладывается на логарифмической шкале абсцисс, а деформации в миллиметрах- на линейной шкале ординат.
Определяют уравнения прямой, проходящей через все 11 точек, 10, 9 ... 5 последних точек
|
Yt = В + М lg t,
|
(7) |
где Yt - деформация в миллиметрах.
Постоянные В и М и коэффициент корреляции R определяют по формулам, используя метод наименьших квадратов
|
|
(8) |
|
|
(9) |
|
|
(10) |
где N - количество точек, используемых для линейной регрессии;
х = lg (ti);
ti - время в точке i;
уi - деформация во время ti.
Для каждого из семи уравнений Yt = В + М lg t, полученных для образца, вычисляют экстраполированную величину деформации Y2 через 2 года (17520 ч).
Для расчета коэффициента ползучести из значений Y2 выбирается наибольшее, которое имеет коэффициент корреляции, равный 0,999, или имеющее наибольший коэффициент корреляции в диапазоне от 0,990 до 0,999.
Если использование пяти последних точек измерения не дает значения коэффициента корреляции более 0,990 ни для одного из трех образцов, продолжают испытание всех трех образцов, измеряя деформацию через 1200, 1400, 1680, 2000, 2400, 2818, 3400 и 4000 ч с допустимым отклонением ± 24 ч.
Испытания прекращают, когда при использовании последних пяти точек измерения коэффициент корреляции достигнет значения более 0,990.
Рассчитывают коэффициент ползучести у на основании значений у0 и Y2 для каждого из трех образцов по формуле
|
|
(11) |
Результат испытаний определяют как среднее арифметическое значение коэффициента ползучести трех образцов.
Длина образца должна составлять (115 ± 5) мм. Сварной шов должен быть расположен посередине образца.
При изготовлении образцов допускается:
- удаление отдельных ребер (гофр), попадающих в зону зажимов разрывной машины;
- незначительное отклонение от установленной длины образца, если невозможно удалить ребра (гофры) в зоне зажимов разрывной машины;
- наличие сварных швов в количестве более одного, равномерно распределенных по длине образца.
Ширина образца должна составлять (15 ± 0,25) мм. Образцы должны быть изготовлены таким образом, чтобы участок сварного шва не имел повреждений в виде трещин, задиров и не подвергался значительному нагреву.
Перед испытанием образцы кондиционируют при температуре (23 ±2) °С не менее 2 ч.
При скорости перемещения зажимов разрывной машины 15 мм/мин фиксируют разрушающую нагрузку при растяжении образцов. Результатом является минимальное значение, полученное при испытаниях пяти образцов.
8.9 Определение изменения длины и внешнего вида труб после прогрева проводят по ГОСТ 27078 в воздушной среде при температуре (150 ± 2) °С - для полипропилена и непластифицированного поли-винилхлорида, при температуре (110 ± 2) °С - для полиэтилена и времени выдержки в соответствии с таблицей 27 в зависимости от максимальной толщины стенки трубы, не учитывая высоту стенки ес для труб типа В. Образцами для испытаний являются отрезки труб длиной (300 ± 20) мм, которые допускается разрезать вдоль оси на две приблизительно равные части для труб наружным диаметром 400 мм и менее и на четыре равные части -для труб наружным диаметром более 400 мм.
На образцах после прогрева не должно быть расслоений, пузырей и трещин.
Таблица 27
|
Время выдержки, мин |
|
|
До 8 включ. |
30 ± 2 |
|
Св. 8 |
60 ± 2 |
8.10 Температуру размягчения по Вика определяют по ГОСТ Р 50825.
В случае разногласий при толщине стенки труб е4 менее 1,8 мм испытания проводят на образцах, изготовленных из материала труб.
8.11 Стойкость фасонных частей к удару при свободном падении проверяют на образцах фасонных частей в количестве трех штук для dn < 200 мм, двух штук - для 200 мм £ dn £ 630 мм и на одном образце - для dn > 630 мм.
Образцы выдерживают при температуре (0 ± 2) °С в соответствии с таблицей 28 в зависимости от максимальной толщины стенки фасонных частей, не учитывая высоту стенки ес.
Таблица 28
|
Время выдержки, ч, не менее |
|
|
До 3 |
1 |
|
От 3 включ. до 8 |
3 |
|
От 8» 16 |
6 |
Горизонтальная поверхность, на которую падает образец, должна быть твердой и ровной и представлять собой массивную плиту, например бетонный пол.
Образец должен быть испытан после извлечения из кондиционирующего устройства в течение не более 10 с для dn < 200 мм, 30 с - для 200 £ dn £ 630 мм и 60 с - для dn > 630 мм.
Высота свободного падения составляет 1000 мм для фасонных частей dn £ 125 мм и 500 мм - для фасонных частей dn > 125 мм.
Образец располагают перед падением таким образом, чтобы точкой удара стал край раструба.
После удара образец подвергают визуальному осмотру. Разрушением являются трещины в стенке фасонной части. Сколы на краях не являются разрушением.
8.12 Прочность и гибкость фасонных частей проверяют в соответствии с рисунком 4.
Образцы фасонных частей перед испытаниями должны выдерживаться при температуре испытаний (23 ± 5) °С не менее 21 суток.
Образец фасонной части соединяют с отрезком трубы соответствующего класса номинальной кольцевой жесткости способом, предусмотренным для данной конструкции. Фасонное изделие жестко фиксируют для возможности приложения нагрузки, которая вызывает деформацию смещения А и момент силы М:
|
М = F · L, |
(12) |
где F - приложенная нагрузка, кН;
L - плечо, м.
Длина L должна составлять (1200 ± 10) мм.
Требуемая величина нагрузки F или деформация смещения А должна достигаться в течение от 1 до 20 с. Время действия нагрузки должно составлять 15 мин. Образцы подвергаются визуальному осмотру для выявления разрушений, которыми являются трещины в стенке фасонных частей.
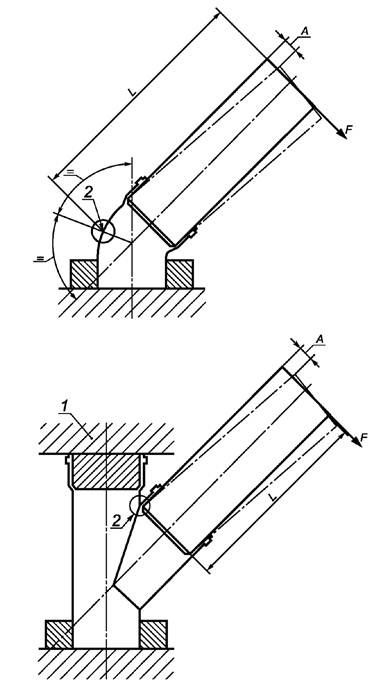
1 - фиксирующие элементы; 2 - зона возможного разрушения
Рисунок 4
8.13 Проверку стойкости фасонных частей к прогреву проводят по ГОСТ Р ИСО 580 в воздушной среде при температуре (150 ± 2) °С - для полипропилена и непластифицированного поливинилхлорида и при температуре (110 ± 2) °С - для полиэтилена и времени выдержки в соответствии с таблицей 29 в зависимости от максимальной толщины стенки фасонных частей, не учитывая высоту стенки ес.
Таблица 29
|
Время выдержки, мин |
|
|
До 3 включ. |
15 |
|
От 3 до 10 включ. |
30 |
|
Св. 10 » 20 » |
60 |
По окончании испытаний образцы подвергают визуальному осмотру. В случае наличия трещин, пузырей, расслоений, раскрытия линии спая определяют глубину проникновения повреждения. За результат испытаний принимают отсутствие повреждений или выраженное в процентах отношение наибольшего значения глубины проникновения повреждения к исходной толщине стенки в этом месте.
8.15 Герметичность соединений труб с помощью уплотнительных колец при внутреннем гидростатическом давлении и внутреннем пониженном давлении проверяется при деформации поперечного сечения трубы и раструба и смещении продольных осей трубы и раструба в соответствии с рисунком 5. Конструкция концевых заглушек должна исключать передачу осевой нагрузки, вызванной действием внутреннего давления на образец.
Для создания постоянной деформации поперечного сечения трубы (трубного конца) и раструба используют устройства, способные обеспечить усилие сжатия F2 для деформации трубы 10 %-ной величины среднего наружного диаметра трубы и F1 - для деформации раструба 5 %-ной величины среднего наружного диаметра раструба. Величину деформации поперечного сечения трубы и раструба допускается определять по изменению расстояния между зажимами b1 или b2. Допускается деформация раструба более установленной настоящим стандартом величины, возникающая вследствие деформации трубы.
Ширина зажима b1 для создания деформации трубы должна составлять 100 мм для труб наружным диаметром de £ 710 мм, 150 мм - для труб наружным диаметром 710 мм < de £ 1000 мм или 200 мм - для труб наружным диаметром dе > 1000 мм. Расстояние L1 от края раструба до зажима должно составлять (0,14 - 0,15)de или (100 ± 5) мм в зависимости от того, что больше. При испытании труб с гофрированной наружной поверхностью зажим должен действовать не менее чем на два гофра трубы.
Ширина зажима b2 для создания деформации раструба должна составлять 40 мм для труб наружным диаметром de £ 315 мм или 60 мм - для труб наружным диаметром de > 315 мм. Для соединений с уплотнительным кольцом, которое устанавливается на трубе, усилие F1 должно прикладываться в зоне размещения уплотнительного кольца и совпадать с осью профиля уплотнительного кольца.
Зажимы должны перемещаться перпендикулярно оси трубы или раструба. Для труб диаметром 400 мм и более зажимы должны иметь эллиптическую поверхность контакта с трубой или раструбом. Длина зажимов должна быть более длины контакта с поверхностью трубы или раструба в процессе деформации. При испытаниях труб типа В зажимы не должны деформировать высоту стенки более чем на 0,1ес.
Для создания смещения продольных осей раструб жестко фиксируется, а отрезок трубы отклоняется на угол a = 2° для труб наружным диаметром dn £ 315 мм, a = 1,5° - для труб диаметром 315 мм < dn £ 630 мм или a = 1 ° - для труб диаметром dn > 630 мм и фиксируется в таком положении. Предельное отклонение угла a составляет + 0,2°. Длина отрезка трубы L должна быть не менее наружного диаметра трубы или не менее 1000 мм в зависимости от того, что больше.
В образце соединения, подверженного деформации поперечного сечения или смещению продольных осей, создают пониженное давление (-30 ± 5 %) кПа, выдерживают в течение 5 мин и отсоединяют от источника давления. Величина давления в образце через 15 мин должна составлять не более (- 27 ± 5 %) кПа. Испытания на герметичность при пониженном давлении проводятся при температуре (23 ± 5) °С с колебаниями температуры в течение времени испытаний не более 2 °С.
Затем образец соединения, подверженный деформации поперечного сечения или смещению продольных осей, заполняют водой с температурой (19 ± 9) °С, удаляют воздух и выдерживают в течение не менее 15 мин. Плавно в течение не менее 5 мин увеличивают внутреннее давление до величины (5 ± 10 %) кПа и выдерживают не менее 15 мин. Затем плавно в течение не менее 5 мин увеличивают внутреннее давление до величины (50 ± 10 %) кПа и выдерживают не менее 15 мин. На протяжении всего времени на образце не должно быть видимых протечек.
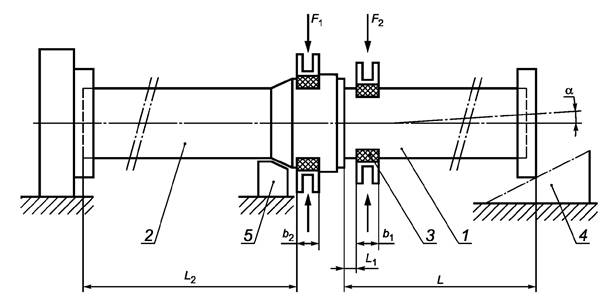
1 - труба; 2
- труба или фасонная часть с раструбом L2 ≥ 1000 мм; 3 - зажимы;
4 - регулируемая опора для создания осевого смещения; 5 -
фиксатор раструба
Рисунок 5
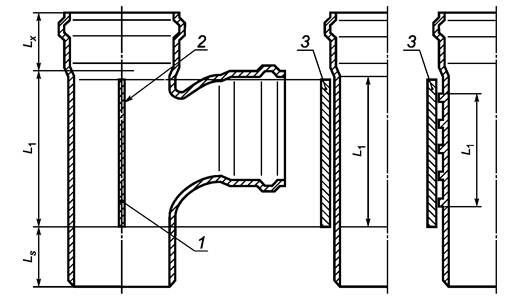
8.16 Жесткость фасонных частей определяется на оборудовании в соответствии с 8.4.
Образцы фасонных частей размещают между горизонтальных плит, передающих нагрузку деформации. Для равномерной передачи нагрузки по длине нагрузки L, исключая нагрузку на раструб и трубный конец, в зависимости от геометрии фасонных частей могут использоваться дополнительные пластины, размещаемые между плитами и фасонной частью. Ширина плит или дополнительных пластин должна быть не менее 50 мм. При испытании тройников ширина верхней и нижней плит или дополнительных пластин должна быть (50 ± 1) мм. Толщина плит и дополнительных пластин должна исключать их деформацию в процессе испытаний.
Образцы перед испытанием кондиционируют при температуре испытаний (23 ± 2) °С не менее 24 ч.
Определяют расчетную длину L в соответствии с рисунком 6. Величины L1, L2 и длины трубного конца Ls должны быть указаны в технической документации изготовителя или измерены с погрешностью в пределах ± 1 % или ± 1 мм, в зависимости от того, что больше. Длину трубного конца Ls допускается назначать равной длине Lx.
Определяют внутренний диаметр фасонной части Di в направлении деформации в сечении, соответствующем точке измерения деформации с погрешностью в пределах ± 0,1 мм или ± 0,2 % в зависимости оттого, что больше.
Устанавливают образец на нижней плите и приводят в контакт с верхней плитой, при необходимости устанавливая между плитами и фасонной частью дополнительные пластины.
Деформируют образец с постоянной скоростью в соответствии с таблицей 20 в поперечном сечении на величину не менее 4 % измеренного внутреннего диаметра фасонной части и фиксируют значение усилия сжатия. Величину деформации поперечного сечения оценивают по изменению расстояния между плитами. В случае разногласий величину деформации поперечного сечения оценивают по изменению внутреннего диаметра фасонной части.
Определение нагрузки F, соответствующей деформации 3 %, осуществляют по графику «нагрузка - деформация», как показано на рисунке 7. Деформацию 3 % откладывают от точки пересечения прямой, проведенной через точки D2,5 и D3,5, с осью абсцисс.
L = L1 + L2
a)
L = L1
б)
1 - точка измерения деформации; 2 - длина нагрузки L; 3 - плита или дополнительная пластина
Рисунок 6
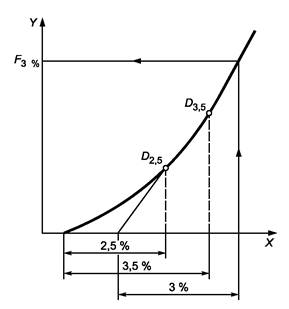
X - деформация у в процентах, Y - нагрузка F в ньютонах
Рисунок 7
Рассчитывают величину жесткости S, в кН/м2, для каждого из образцов
|
|
(15) |
где F - нагрузка в килоньютонах, соответствующая деформации 3 %;
L - расчетная длина образца в миллиметрах;
y - деформация в миллиметрах, соответствующая деформации 3 %.
Жесткость фасонных частей рассчитывают как среднее арифметическое значение для трех образцов и округляют до трех значащих цифр.
9 Транспортирование и хранение
9.1 Трубы и фасонные части перевозят любым видом транспорта в соответствии с правилами перевозки грузов и техническими условиями погрузки и крепления грузов, действующими на транспорте данного вида.
9.2 Трубы и фасонные части при транспортировке следует оберегать от ударов и механических нагрузок, а их поверхность - от нанесения царапин. Трубы необходимо укладывать на ровную поверхность транспортных средств, предохраняя от острых металлических углов и ребер платформы.
9.3 Трубы и фасонные части хранят, исключая вероятность их механических повреждений, в условиях 2 (С) или условиях 5 (ОЖ4) по ГОСТ 15150, раздел 10. Допускается хранение в условиях 8 (ОЖЗ) сроком не более 6 мес.
10 Указания по проектированию и монтажу
10.1 Проектирование и монтаж трубопроводов систем наружной подземной безнапорной канализации должен осуществляться в соответствии с инструкцией, разработанной и утвержденной в установленном порядке, с учетом требований [2], [3], [4].
11 Гарантии изготовителя
11.1 Изготовитель гарантирует соответствие труб и фасонных частей требованиям настоящего стандарта при соблюдении правил транспортирования и хранения.
11.2 Гарантийный срок - два года со дня изготовления труб и фасонных частей.
Приложение А
(обязательное)
Ударная прочность при температуре минус 10 °С
А.1 Ударная прочность труб при температуре минус 10 °С должна соответствовать требованиям таблицы А.1.
Таблица А.1
|
Значение |
Метод испытаний |
|
|
1 Ударная прочность при температуре минус 10 °С |
Н50 ≥ 1000 мм1) |
По А.2 |
|
1) Без разрушений при высоте падения груза £ 500 мм. |
||
А.2 Определение ударной прочности труб при температуре минус 10 °С проводят на стенде в соответствии с 8.6, обеспечивающем возможность установки высоты падения груза до 2 м с кратностью 100 мм. Высота падения груза устанавливается от верха образца с точностью ± 10 мм.
Размеры бойка груза типа d90 должны соответствовать рисунку 3.
Масса груза, включая массу бойка, должна соответствовать таблице А.2.
Таблица А.2
|
Средний наружный диаметр трубы |
Масса падающего груза, кг, |
|
До 100 включ. |
4,0 |
|
Св. 100 до 125 включ. |
5,0 |
|
» 125 » 160 » |
6,25 |
|
» 160 » 200 » |
8,0 |
|
» 200 » 225 » |
10,0 |
|
Св. 225 |
12,5 |
Образцами являются отрезки труб длиной (200 ± 10) мм, торцы которых отрезаны ровно и перпендикулярно оси трубы без сколов и трещин. Перед испытаниями образцы должны быть выдержаны при температуре минус (10 ± 1)°С в воздушной среде в соответствии с таблицей 25.
Образец в течение 10 с после извлечения из кондиционирующего устройства устанавливают на стенде и подвергают единичному удару. После удара проверяют состояние образца. Критериями разрушения являются раскалывание образца и трещины, видимые без применения увеличительных приборов. Вмятины и складки на поверхности труб не являются разрушением.
Проводят предварительные испытания, установив высоту падения груза 0,5 м. Если образец разрушился, испытывают второй образец. В случае разрушения второго образца результат испытаний считают отрицательным. Если разрушения не произошло, образцы испытывают до первого разрушения, для каждого следующего образца увеличивая высоту падения груза на 0,2 м, но до высоты не более 2 м.
Затем переходят к основным испытаниям, устанавливая первоначальную высоту на 0,1 м ниже высоты первого разрушения образца, определенной в предварительных испытаниях.
Если образец разрушился, при испытании следующего образца высоту падения груза уменьшают на 0,1 м, если образец не разрушился, высоту увеличивают на 0,1 м.
Испытывают двадцать образцов, включая первый образец с разрушением, определенным в предварительных испытаниях.
Если в результате испытаний двадцати образцов не менее восьми из них разрушились или не разрушились, рассчитывают значение Н50 как среднее арифметическое значение высот, установленных в процессе основных испытаний. В противном случае испытывают еще двадцать образцов, после чего переходят к расчету значения Н50.
При регулярных испытаниях труб, для которых Н50 ≥ 1500 мм:
- предварительные испытания могут быть опущены, а первая высота падения при основных испытаниях устанавливается равной значению Н50, полученному в предыдущих испытаниях и округленному до следующего значения меньшего 0,1 м;
- при основных испытаниях значение Н50 рассчитывают после испытаний десяти образцах, если зафиксировано пять или менее разрушений.
Приложение Б
(справочное)
Область применения труб и фасонных частей
Б.1 В соответствии с [5] установлены следующие области применения труб и фасонных частей:
- область применения «U» - для трубопроводов, прокладываемых под землей на расстоянии более 1 м от зданий;
- область применения «UD» - для трубопроводов, прокладываемых под землей на расстоянии более 1 м от зданий, а также в пределах здания и подключаемых к канализационной системе зданий с возможностью сброса горячей воды.
Библиография
|
Гигиенические нормативы ГН 2.2.5.1313-2003 |
Предельно допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны |
|
|
Строительные нормы и правила СНиП 2.04.03-85 |
Канализация. Наружные сети и сооружения |
|
|
Строительные нормы и правила СНиП 3.05.04-85 |
Наружные сети и сооружения водоснабжения и канализации |
|
|
Свод правил по проектированию и строительству |
Проектирование и монтаж трубопроводов для систем водоснабжения и канализации из полимерных материалов. Общие требования |
|
|
Европейский стандарт ЕН 13476-1:2007 (EN 13476-1:2007) |
Трубопроводы из пластмасс для безнапорных подземных систем канализации и дренажа -Трубопроводы со структурированной стенкой из непластифицированного поливинилхлорида (PVC-U), полипропилена (РР) и полиэтилена (РЕ) - Часть 1: Общие требования и рабочие характеристики (Plastics piping systems for non-pressure underground drainage and sewerage - Structured-wall piping systems of unplasticized polyvinyl chloride) (PVC-U), polypropylene (PP) and polyethylene (PE) - Part 1: General requirements and performance characteristics) |
Ключевые слова: трубы, фасонные части, фитинги, наружная канализация, полипропилен, полиэтилен, непластифицированный поливинилхлорид, размеры, технические требования, правила приемки, методы испытаний