ФЕДЕРАЛЬНОЕ
АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р ИСО |

ИСПЫТАНИЯ РАЗРУШАЮЩИЕ
СВАРНЫХ ШВОВ МЕТАЛЛИЧЕСКИХ
МАТЕРИАЛОВ
Испытание на продольное растяжение металла шва
сварных соединений, выполненных сваркой
плавлением
ISO
5178:2001
Destructive tests on welds in metallic materials
- Longitudinal
tensile test on weld
metal in fusion welded joints
(IDT)
|
|
Москва |
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
1 ПОДГОТОВЛЕН Федеральным государственным учреждением «Научно-учебный центр «Сварка и контроль» при МГТУ им. Н.Э. Баумана (ФГУ НУЦСК при МГТУ им. Н.Э. Баумана), Национальным агентством контроля и сварки (НАКС) на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 30 ноября 2010 г. № 606-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 5178:2001 «Испытания разрушающие сварных швов металлических материалов. Испытание на продольное растяжение металла шва сварных соединений, выполненных сваркой плавлением» (ISO 5178:2001 «Destructive tests on welds in metallic materials - Longitudinal tensile test on weld metal in fusion welded joints»).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ИСПЫТАНИЯ РАЗРУШАЮЩИЕ СВАРНЫХ ШВОВ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Испытание
на продольное растяжение металла шва сварных соединений,
выполненных сваркой плавлением
Destructive tests on welds in metallic materials.
Longitudinal tensile test on weld metal in fusion
welded joints
Дата введения - 2012-01-01
1 Область применения
Настоящий стандарт устанавливает размеры образцов для испытаний и порядок проведения испытаний на растяжение для определения механических свойств наплавленного металла сварных швов.
Настоящий стандарт распространяется на все металлические сварные конструкции, изготовляемые с применением сварки плавлением и имеющие сварные швы, размер которых позволяет изготовить цилиндрические образцы для испытаний с размерами согласно ИСО 6892.
Если по отдельным пунктам стандарта не указаны требования, то следует руководствоваться требованиями, изложенными в стандарте ИСО 6892.
2 Нормативные ссылки
В настоящем стандарте использована нормативная ссылка на следующий международный стандарт:
ИСО 6892 Материалы металлические. Испытания на растяжение при температуре окружающей среды (ISO 6892 Metallic materials - Tensile testing at ambient temperature).
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Метод испытаний
Испытание проводят на цилиндрических образцах, вырезанных из наплавленного металла вдоль сварного шва, приложением плавно нарастающей нагрузки до полного разрушения.
Если нет других указаний в стандартах или другой технической документации, то испытания проводят при нормальной температуре (23 ± 5) °С.
4 Символы и их значения
При испытаниях применяют символы и их значения, указанные в ИСО 6892.
5 Отбор образцов для испытаний
5.1 Местоположение
Образцы для испытаний могут быть взяты в виде пробы из продольного сварного шва готового изделия или из специально сваренного контрольного сварного соединения. После механической обработки образец для испытаний по всей длине должен состоять только из наплавленного металла (см. рисунки 1 и 2).
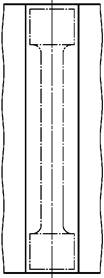
Рисунок 1 - Пример расположения образца для испытаний вдоль шва
|
а - для всех сварных швов, согласно принятой классификации |
b - для односторонних сварных швов |
с - для двусторонних сварных швов |

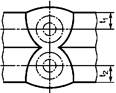

Рисунок 2 - Примеры
расположения образцов для испытаний в поперечном
сечении шва
Чтобы обеспечить точность расположения образца на шве, необходимо сделать макротравление поперечного сечения обоих торцов сварного шва.
5.2 Маркировка
Каждая проба должна быть промаркирована согласно своему расположению в конструкции или в шве, из которого она вырезана.
Каждый образец для испытания при вырезке должен быть промаркирован согласно расположению его в испытываемой пробе или контрольном соединении, из которого он вырезан.
5.3 Термообработка и/или старение
Термообработку сварных соединений или образцов для испытания проводят только в тех случаях, если она предусмотрена технической документацией на контролируемое сварное соединение. Сведения о проведении любой термической обработки заносят в протокол испытаний.
При испытаниях сварных соединений из алюминиевых сплавов, склонных к естественному старению, в протокол испытаний заносят время между сваркой и испытаниями.
Примечание - Если при испытании сварных соединений сплавов на основе железа требуется исключить влияние водорода на результаты испытаний, то проводят дегазацию сварных соединений или образцов для испытаний.
5.4 Требования к вырезке образцов для испытаний
5.4.1 Общие требования
Механические или термические процессы, применяемые при изготовлении образцов, не должны оказывать влияния на механические свойства металла.
5.4.2 Сталь
Рубка на ножницах допускается при толщине не более 8 мм. При использовании термической резки или других методов вырезки образцов, которые могут повлиять на результаты испытаний, вырезку производят на расстоянии не менее 8 мм от окончательной поверхности образца.
Термическая резка по толщине сварного соединения параллельно свариваемым поверхностям не допускается.
5.4.3 Другие металлические материалы
Термическая резка не допускается, используют только механическую обработку (например, резка пилой, фрезерование, точение).
5.5.Механическая обработка образцов для испытаний
5.5.1 Место вырезки образцов
Если нет других указаний в стандартах на испытание конкретных сварных швов, то образцы вырезают из середины металла шва: вдоль шва, как показано на рисунке 1, и в поперечном сечении шва, как показано на рисунке 2. В случае, когда образец для испытания берут не из середины шва, размер от лицевой поверхности t1 заносят в протокол испытаний (см. рисунок 2, b). При испытании сварных швов больших толщин или двусторонних сварных швов вырезают несколько образцов по сечению шва (см. рисунок 2, с), в этом случае в протокол испытаний заносят размеры t1 и t2 для каждого образца.
5.6 Размеры
Образец для испытаний должен иметь круглое поперечное сечение, а его размеры по длине определяют как функцию диаметра d в соответствии с ИСО 6892.
Стандартный диаметр d равен 10 мм. Если это невозможно выполнить, диаметр должен быть насколько возможно большим, но не менее 4 мм. Фактический размер заносят в протокол испытаний.
Захватная часть образца для испытаний должна соответствовать техническим характеристикам разрывной машины.
5.7 Качество изготовления
Допуски на изготовление должны соответствовать ИСО 6892.
Следует избегать деформации материала при закалке или высоком нагреве.
6 Условия испытаний
При испытании образец подвергают возрастающей нагрузке в соответствии с ИСО 6892.
7 Результаты испытаний
7.1 Общие требования
Результаты испытаний следует определять в соответствии с ИСО 6892.
7.2 Контроль поверхности разрушения
Поверхность разрушения после испытаний образца должна быть исследована на наличие каких-либо дефектов, которые могли неблагоприятно повлиять на результаты испытаний. Вид дефектов, их размер и количество должны быть указаны в протоколе испытаний. В случае если присутствуют «рыбьи глаза», они должны быть описаны и только их центральные области следует рассматривать как дефект.
8 Протокол испытаний
Протокол испытаний должен включать следующую информацию дополнительно к той, которая указана в ИСО 6892:
а) ссылку на настоящий стандарт;
b) местоположение образца для испытаний, эскиз, если требуется (рисунки 1 и 2);
c) температура испытаний, если отличается от нормальной температуры;
d) типы и размеры обнаруженных дефектов;
e) диаметр d.
Форма протокола испытаний приведена в приложении А
Приложение А
(рекомендуемое)
Форма протокола испытаний
|
№ ____________________________________ Согласно WPS _________________________ Результаты испытаний __________________ Производитель: ________________________ Цель испытаний: _______________________ Форма конструкции: ____________________ Основной металл: ______________________ Присадочный металл: ___________________ Таблица А.1 - Результаты испытания на растяжение согласно ГОСТ Р ИСО 5178
|
Приложение ДА
(справочное)
Сведения о
соответствии ссылочных международных стандартов ссылочным
национальным стандартам Российской Федерации (и действующим в этом
качестве межгосударственным стандартам)
Таблица ДА.1
|
Обозначение ссылочного международного стандарта |
Степень соответствия |
Обозначение и наименование соответствующего национального стандарта |
|
ИСО 6892 |
- |
* |
|
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. |
||
Ключевые слова: разрушающие испытания, сварные соединения, металлические материалы, металл шва, растяжение, сварка плавлением