Некоммерческое Партнерство «Инновации в электроэнергетике»
|
|
СТАНДАРТ |
СТО |

ТУРБОГЕНЕРАТОРЫ ЕДИНОЙ СЕРИИ ТВФ
Групповые технические условия на капитальный ремонт.
Нормы и требования.
Дата введения - 2010-01-11
Москва
2010
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. «О техническом регулировании», а правила разработки и применения стандартов организации - ГОСТ Р 1.4-2004 «Стандартизация в Российской Федерации. Стандарты организаций. Общие положения».
Настоящий стандарт устанавливает технические требования к ремонту турбогенераторов единой серии ТВФ и требования к качеству отремонтированных турбогенераторов.
Стандарт разработан в соответствии с требованиями к стандартам организаций электроэнергетики «Технические условия на капитальный ремонт оборудования электростанций. Нормы и требования», установленными в разделе 7 СТО «Тепловые и гидравлические станции. Методики оценки качества ремонта энергетического оборудования».
Применение настоящего стандарта, совместно с другими стандартами ОАО РАО «ЕЭС России» и НП «ИНВЭЛ» позволит обеспечить выполнение обязательных требований, установленных в технических регламентах по безопасности технических систем, установок и оборудования электрических станций.
Сведения о стандарте
1 РАЗРАБОТАН Закрытым акционерным обществом «Центральное конструкторское бюро Энергоремонт» (ЗАО «ЦКБ Энергоремонт»)
2 ВНЕСЕН Комиссией по техническому регулированию НП «ИНВЭЛ»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом НП «ИНВЭЛ» от 17.12.2009 № 90
4 ВВЕДЕН ВПЕРВЫЕ
СОДЕРЖАНИЕ
СТАНДАРТ ОРГАНИЗАЦИИ НП «ИНВЭЛ»
Турбогенераторы
единой серии ТВФ
Групповые технические условия на капитальный ремонт
Нормы и требования
Дата введения - 2010-01-11
1 Область применения
Настоящий стандарт организации:
- является нормативным документом, устанавливающим технические нормы и требования к ремонту турбогенераторов единой серии ТВФ, направленные на обеспечение промышленной безопасности тепловых электрических станций, экологической безопасности, повышение надежности эксплуатации и качества ремонта;
- устанавливает технические требования, объем и методы дефектации, способы ремонта, методы контроля и испытаний к составным частям и турбогенераторам единой серии ТВФ в целом в процессе ремонта и после ремонта;
- устанавливает объемы, методы испытаний и сравнения показателей качества отремонтированных турбогенераторов единой серии ТВФ с их нормативными и доремонтными значениями;
- распространяется на капитальный ремонт турбогенераторов единой серии ТВФ;
- предназначен для применения генерирующими компаниями, эксплуатирующими организациями на тепловых электростанциях, ремонтными и иными организациями, осуществляющими ремонтное обслуживание оборудования электростанций.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты и другие нормативные документы:
Федеральный закон РФ от 27.12.2002 № 184-ФЗ «О техническом регулировании»
ГОСТ 27.002-89 Надежность в технике. Основные понятия. Термины и определения
ГОСТ 10-88 Нутромеры микрометрические. Технические условия
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические требования
ГОСТ 533-2000 Машины электрические вращающиеся. Турбогенераторы. Общие технические условия
ГОСТ 577-68 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 8925-68 Щупы плоские для станочных приспособлений. Конструкция
ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 10905-86 Плиты поверочные и разметочные. Технические условия
ГОСТ 15467-79 Управление качеством продукции. Основные понятия. Термины и определения
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 18322-78 Система технического обслуживания и ремонта техники. Термины и определения
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
СТО утвержден Приказом ОАО РАО «ЕЭС России» № 275 от 23.04.2007 Тепловые и гидравлические станции. Методики оценки качества ремонта энергетического оборудования
СТО 70238424.27.100.017-2009 Тепловые электростанции. Ремонт и техническое обслуживание оборудования, зданий и сооружений. Организация производственных процессов. Нормы и требования
СТО 17230282.27.100.006-2008 Ремонт и техническое обслуживание оборудования, зданий и сооружений электрических станций и сетей. Условия выполнения работ подрядными организациями. Нормы и требования
СТО 70238424.29.160.20.001-2009 Турбогенераторы. Общие технические условия на капитальный ремонт. Нормы и требования
СТО 17330282.27.010.001-2008 Электроэнергетика. Термины и определения
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения, обозначения и сокращения
3.1 Термины и определения
В настоящем стандарте применены термины по Федеральному закону РФ от 27.12.2002 № 184-ФЗ «О техническом регулировании», ГОСТ 15467, ГОСТ 16504, ГОСТ 18322, ГОСТ 27.002, СТО 17330282.27.010.001-2008, а также следующие термины с соответствующими определениями:
3.1.1 требование: Норма, правила, совокупность условий, установленных в документе (нормативной и технической документации, чертеже, стандарте), которым должны соответствовать изделие или процесс.
3.1.2 характеристика: Отличительное свойство. В данном контексте характеристики физические (механические, электрические, химические) и функциональные (производительность, мощность ...).
3.1.3 характеристика качества: Присущая характеристика продукции, процесса или системы, вытекающая из требований.
3.1.4 качество отремонтированного оборудования: Степень соответствия совокупности присущих оборудованию характеристик качества, полученных в результате выполнения его ремонта, требованиям, установленным в нормативной и технической документации.
3.1.5 качество ремонта оборудования: Степень выполнения требований, установленных в нормативной и технической документации, при реализации комплекса операций по восстановлению исправности или работоспособности оборудования или его составных частей.
3.1.6 оценка качества ремонта оборудования: Установление степени соответствия результатов, полученных при освидетельствовании, дефектации, контроле и испытаниях после устранения дефектов, характеристикам качества оборудования, установленным в нормативной и технической документации.
3.1.7 технические условия на капитальный ремонт: Нормативный документ, содержащий требования к дефектации изделия и его составных частей, способы ремонта для устранения дефектов, технические требования, значения показателей и нормы качества, которым должно удовлетворять изделие после капитального ремонта, требования к контролю и испытаниям оборудования в процессе ремонта и после ремонта.
3.1.8 эксплуатирующая организация: Организация, имеющая в собственности, хозяйственном ведении имущество электростанции, осуществляющая в отношении этого имущества права и обязанности, необходимые для ведения деятельности по безопасному производству электрической и тепловой энергии в соответствии с действующим законодательством.
3.1.9 оценка соответствия: Прямое или косвенное определение соблюдения требований к объекту оценки соответствия.
3.2 Обозначения и сокращения
ВК - визуальный контроль;
ИК - измерительный контроль;
Карта - карта дефектации и ремонта;
КИ - контрольные испытания;
НК - неразрушающий контроль;
НТД - нормативная и техническая документация;
УЗД - ультразвуковая дефектоскопия;
ЦД - цветная дефектоскопия;
Ra - среднее арифметическое отклонение профиля;
Rz - высота неровностей профиля по десяти точкам.
4 Общие положения
4.1 Подготовка турбогенераторов к ремонту, вывод в ремонт, производство ремонтных работ и приемка из ремонта должны производиться в соответствии с нормами и требованиями СТО 70238424.27.100.017-2009.
Требования к ремонтному персоналу, гарантиям производителя работ по ремонту установлены в СТО 17330282.27.100.006-2008.
4.2 Выполнение требований настоящего стандарта определяет оценку качества отремонтированных турбогенераторов. Порядок проведения оценки качества ремонта турбогенераторов устанавливается в соответствии с СТО, утвержденным Приказом ОАО РАО «ЕЭС России» № 275 от 23.04.2007.
4.3 Настоящий стандарт применяется совместно со стандартом СТО 70238424.29.160.02.001-2009.
4.4 Требования настоящего стандарта, кроме капитального, могут быть использованы при среднем и текущем ремонтах турбогенераторов. При этом учитываются следующие особенности их применения:
- требования к составным частям и турбогенератору в целом в процессе среднего или текущего ремонта применяются в соответствии с выполняемой номенклатурой и объемом ремонтных работ;
- требования к объемам и методам испытаний и сравнению показателей качества отремонтированного турбогенератора с их нормативными и доремонтными значениями при среднем ремонте применяются в полном объеме;
- требования к объемам и методам испытаний и сравнению показателей качества отремонтированного турбогенератора с их нормативными и доремонтными значениями при текущем ремонте применяются в объеме, определяемом техническим руководителем электростанции и достаточным для установления работоспособности турбогенератора.
4.5 При расхождении требований настоящего стандарта с требованиями других НТД, выпущенных до утверждения настоящего стандарта, необходимо руководствоваться требованиями настоящего стандарта.
При внесении предприятием-изготовителем изменений в конструкторскую документацию на турбогенераторы и при выпуске нормативных документов органов государственного надзора, которые повлекут за собой изменение требований к отремонтированным составным частям и турбогенератору в целом, следует руководствоваться вновь установленными требованиями вышеуказанных документов до внесения соответствующих изменений в настоящий стандарт.
4.6 Требования настоящего стандарта распространяются на капитальный ремонт турбогенераторов в течение полного срока службы, установленного в НТД на поставку турбогенераторов или в других нормативных документах. При продлении в установленном порядке продолжительности эксплуатации турбогенераторов сверх полного срока службы, требования настоящего стандарта применяются в разрешенный период эксплуатации с учетом требований и выводов, содержащихся в документах на продление продолжительности эксплуатации.
5 Общие технические сведения
5.1 Группа турбогенераторов единой серии ТВФ включает турбогенераторы ТВФ-63-2Е и ТВФ-110-2Е. Последние выпускались в нескольких модификациях: ТВФ-110-2ЕУЗ, ТВФ-110-2ЕТЗ, ТВФ-110-2ЕПУЗ, отличающихся друг от друга в основном конструкцией ротора. Разрабатывались и выпускались турбогенераторы предприятием АО «Электросила» и заводом «Элсиб».
Общий вид турбогенератора единой серии ТВФ приведен на рисунке 5.1.
Основные характеристики и параметры турбогенераторов единой серии ТВФ приведены в табл. 5.1.
5.2 Стандарт разработан на основе конструкторской, нормативной и технической документации заводов-изготовителей.
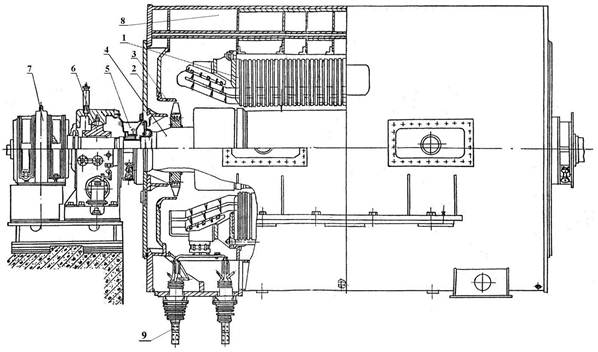
1 - статор; 2 - щит наружный; 3 - обтекатель; 4 - ротор; 5 - уплотнение вала ротора; 6 - подшипник опорный; 7 - щеточный аппарат; 8 - газоохладитель; 9 - концевой вывод.
Рисунок 5.1 - Турбогенератор единой серии ТВФ
Таблица 5.1 - Основные характеристики и параметры турбогенераторов единой серии ТВФ
|
ТВФ-63-2Е |
ТВФ-110-2Е |
|
|
Полная мощность, кВ×А |
78750 |
137500 |
|
Активная мощность, кВт |
63000 |
110000 |
|
Коэффициент мощности |
0,8 |
0,8 |
|
Напряжение, В |
6300/10500 |
10500 |
|
Ток статора, А |
7217/4330 |
7560 |
|
Частота, Гц |
50 |
50 |
|
Частота вращения, об/мин |
3000 |
3000 |
|
Коэффициент полезного действия, % |
98,3 |
98,4 |
|
Статическая перегружаемость |
1,7 |
|
|
Маховой момент ротора, т·м2 |
5,5 |
11,6 |
|
Максимальный вращающий момент, действующий на валопровод при коротком замыкании в обмотке статора |
5,4* |
5,8* |
|
3-фазное к.з. |
6,8 |
7,5 |
|
2-фазное к.з. |
7,9 |
8,6 |
|
Критическая частота вращения, об/мин |
1330/3800 |
1540/3860 |
|
Соединение фаз обмотки статора |
треугольник-звезда |
двойная звезда |
|
Число выводов обмотки статора |
6 |
9 |
|
Давление водорода, кгс/см2, (МПа) |
2 (0,196) |
2 (0,196) |
|
Допустимая минимальная температура охлаждающего газа, °С |
Не ниже 20 |
Не ниже 20 |
|
Чистота водорода, % не менее |
97 |
98 |
|
Температура точки росы водорода в корпусе при рабочем давлении не выше, °С и выше температуры воды на входе в газоохладители |
15 |
15 |
|
Наибольшее эксплуатационное избыточное давление холодной воды в газоохладителях, кгс/см2 |
3,0 |
3,0 |
|
Температура холодной воды |
||
|
номинальная, °С |
33 |
33 |
|
наименьшая, °С |
13 |
13 |
|
Номинальный расход воды через газоохладитель, м3/час |
200 |
200 |
|
Примечание - * Момент короткого замыкания, действующий на фундамент. |
||
5.3 Турбогенераторы единой серии ТВФ предназначены для выработки электроэнергии при непосредственном соединении с паровыми турбинами на тепловых электростанциях. Турбогенераторы выполнены с непосредственным водородным охлаждением обмотки ротора и сердечника статора и косвенным водородным охлаждением обмотки статора.
Охлаждающий водород циркулирует в генераторе под действием вентиляторов, установленных на валу ротора и охлаждается горизонтальными газоохладителями, встроенными в корпус турбогенератора.
Корпус статора турбогенераторов газонепроницаемый, выполнен неразъемным и имеет внутри поперечные кольца жесткости для крепления сердечника.
Наружные щиты непосредственно объединены с внутренними щитами, к которым прикрепляются вентиляторные щиты (обтекатели). Разъем щитов расположен в горизонтальной плоскости. Вентиляторные щиты изолируются как от внешних щитов, так и половины щитов между собой.
В щитах и валу ротора предусмотрены каналы, по которым охлаждающий газ попадает в лобовые части обмотки ротора.
Для проникновения внутрь корпуса статора, не разбирая наружные щиты, в нижней его части предусмотрен люк, уплотненный резиновой прокладкой.
Сердечник статора собран на клиньях из сегментов электротехнической стали толщиной 0,5 мм, покрытых изолирующим лаком, и вдоль оси разделен вентиляционными каналами на пакеты.
Клинья сердечника статора приварены к поперечным кольцам корпуса статора.
В пазы сердечника статора уложены стержни статорной обмотки, изоляция стержней - термореактивная. Начала и концы обмотки выведены наружу через выводы.
Обмотка статора в пазах закреплена специальными встречными клиньями и гофрированными боковыми прокладками из полупроводящего стеклотекстолита. Лобовые части обмотки - корзиночного типа закреплены с помощью кронштейнов, колец, различных распорок и формующихся материалов с последующей запечкой.
Ротора изготовлены из цельных поковок специальной стали, обеспечивающей механическую прочность при всех режимах работы турбогенератора.
Обмотки роторов выполнены из полосовой меди с присадкой серебра и имеют непосредственное охлаждение водородом по схеме самовентиляции с забором газа из «воздушного» зазора машины.
Пазовые дюралюминиевые клинья, удерживающие обмотку в пазу, имеют заборные и выходные отверстия для охлаждающего газа, совпадающие с боковыми каналами, выполненными в катушках.
Лобовая часть витков обмотки охлаждается по двухструйной схеме водородом, поступающим из зон давления в щитах.
Контактные кольца «уменьшенного» диаметра установлены на валу за подшипником турбогенератора. Для охлаждения щеток и контактных колец имеется вентилятор, установленный между контактными кольцами.
Щеточно-контактный аппарат защищен открывающимся кожухом.
Роторные бандажи выполнены из немагнитной стали и имеют горячую посадку на бочке ротора. От осевых смещений бандажные кольца удерживаются гребенчатыми шпонками.
Лобовые части обмотки ротора изолированы от бандажных и центрирующих колец стеклотекстолитом.
Контроль теплового состояния обмотки и сердечника статора, а также охлаждающих сред производится термопреобразователями сопротивления.
Контроль теплового состояния обмотки ротора осуществляется по величине среднего сопротивления обмотки.
5.4 Наибольшие допустимые температуры отдельных узлов и охлаждающего газа турбогенераторов единой серии ТВФ при номинальных давлении и температуре охлаждающих сред приведены в табл. 5.2.
Таблица 5.2
|
Наибольшая температура, °С, измеренная |
|||
|
по сопротивлению обмотки |
термометрами сопротивления |
ртутными термометрами |
|
|
Обмотка статора |
- |
120 |
- |
|
Обмотка ротора |
115 |
- |
- |
|
Сердечник статора |
- |
120 |
- |
|
Горячий газ в турбогенераторе |
- |
75 |
75 |
|
Холодный газ после газоохладителя |
- |
Не более 40* Не более 55** |
- |
|
Примечания: * Номинальная температура холодного газа. ** Предельно-допустимая температура холодного газа. |
|||
5.5 Конструктивные характеристики, рабочие параметры и назначение турбогенераторов должны соответствовать ГОСТ 533.
6 Общие технические требования
6.1 Требования к метрологическому обеспечению ремонта, маркировке составных частей, крепежным и уплотнительным деталям, контактным соединениям, материалам и запасным частям, применяемым при ремонте, определяются в соответствии с требованиями раздела 6 СТО 70238424.29.160.20.001-2009.
Перечень рекомендуемых средств измерения приведен в приложении А. Допускается замена контрольного инструмента на инструмент класса точности не ниже класса точности инструмента, указанного в приложении А.
7 Требования к составным частям
Требования к составным частям, установленные в настоящем Стандарте, должны применяться совместно с соответствующими требованиями к составным частям СТО 70238424.29.160.20.001-2009 и СО 34.45-51.300-97 [1].
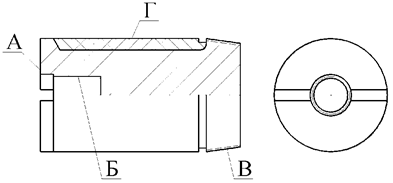
7.1 Составные части статора
Дефектацию и ремонт составных частей статора 1, щита наружного 2 и обтекателя 3 (см. рисунок 5.1) необходимо проводить в соответствии с картами 1 - 3.
Статор поз. 1 рисунка 5.1
Количество на генератор, шт. - 1
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Трещины в сварке и элементах подвески |
ВК |
Лупа ЛП4-10× |
Сварка |
Трещины в сварке не допустимы |
|
Б |
Нарушение целостности (трещины, изломы) стяжных ребер, самоотвинчивание гаек нажимного кольца |
ВК |
Лупа ЛП4-10× |
Сварка |
Оценка качества ремонтной сварки должна соответствовать конструкторской документации Наличие трещин в призмах, самоотвинчивание гаек не допускается |
|
В |
Тангенциальное и аксиальное смещение нажимных пальцев |
ВК |
- |
Закрепление в первоначальном положении |
Смещение нажимных пальцев не допускается |
|
Г |
Разрушение, оплавления сегментов активной стали |
ВК, ИК, КИ |
Лупа ЛП4-10× Термометры шкала 0 - 100 °С Амперметр Ваттметр Частотомер |
1. Удаление поврежденного участка 2. Зачистка и травление кислотой 3. Установка клиньев-заполнителей |
1. Поврежденный участок должен быть полностью удален. 2. После зачистки и травления лаковая пленка между сегментами должна просматриваться сплошными линиями. 3. Активную сталь статора испытать в соответствии с нормами [1]. 4. Обмотку статора испытать в соответствии с нормами [1] |
|
Г |
Следы местных перегревов, контактной коррозии активной стали |
ВК, ИК, КИ |
Термометры шкала 0 - 100 °C Амперметр Вольтметр Ваттметр Частотомер |
1. Зачистка. 2. Травление кислотой. 3. Восстановление активной стали |
1. После зачистки и травления лаковая пленка между сегментами сердечника должна просматриваться сплошными линиями. 2. Активную сталь статора испытать в соответствии с нормами [1] |
|
Г |
Нарушения защитного покрытия активной стали расточки статора |
ВК |
- |
1. Очистка 2. Покрытие двумя слоями лака ЛЭ-7М |
Поверхность защитного покрытия активной стали должна быть без отслаивания, ровной и без подтеков лака |
|
Д |
Ослабление плотности прессовки активной стали |
ВК, ИК, КИ |
Щупы. Набор № 2 Термометры шкала 0 - 100 °C Амперметр Вольтметр Ваттметр Динамометрический ключ |
1. Установка клиньев-заполнителей 2. Подтяжка гаек нажимного кольца 3. Восстановление плотности прессовки |
1. Щуп от усилия руки не должен входить между сегментами активной стали на глубину более 1 мм на участке не ближе 100 мм от нажимного кольца. 2. Гайки нажимного кольца должны быть затянуты и закреплены от самоотвинчивания. 3. Активную сталь статора и обмотку статора испытать в соответствии с нормами [1] |
|
Е |
Ослабление крепления деталей расклиновки лобовой части обмотки статора |
ВК, КИ |
- |
1. Подтягивание крепежных деталей. 2. Установка дистанционных распорок с прокладками на клее. 3. Бандажировка стержней лобовой части обмотки статора. 4. Заполнение зазоров между деталями крепления и обмоткой статора препрегом |
1. Деформация, повреждение покровной ленты на стержнях и шинах после подтягивания не допускается. 2. Обмотку статора испытать в соответствии с нормами [1] |
|
Е |
Ослабление, обрыв шнуровых бандажей |
ВК, ИК, КИ |
- |
Замена бандажей |
Обмотку статора испытать в соответствии с нормами [1] |
|
Е |
Истирание изоляции лобовых частей обмотки статора |
ВК, ИК, КИ |
- |
1. Восстановление изоляции 2. Закрепление лобовых частей обмотки статора |
Обмотку статора испытать в соответствии с нормами [1] |
|
Е |
Нарушение электрической прочности концевых выводов обмотки статора |
ИК |
Мегаомметр на 2500 В |
Замена концевого вывода или его составной части |
Концевые выводы испытать в соответствии с нормами [1] |
|
Е |
Нарушение электрической прочности стержня обмотки статора |
ИК |
Мегаомметр на 2500 В |
Замена стержня обмотки статора. |
Стержень статора испытать в соответствии с нормами [1] |
|
Е |
Снижение сопротивления изоляции сосредоточенное свечение желтого и красного цвета, тление. Видимая корона при нормальном напряжении в корпусной изоляции |
КИ, ВК |
Мегаомметр 2500 В |
Сушка и ремонт корпусной изоляции полупроводящего покрытия |
Не допускается снижение сопротивления. Контрольные испытания в соответствии с [1] |
|
Нарушение защитного покрытия обмотки статора, соединительных и выводных шин |
ВК, ИК, КИ |
Термометр шкала 0 - 100 °C Амперметр Вольтметр Ваттметр Частотомер |
1. Очистка 2. Покрытие двумя слоями эмали ГФ92ХС |
1. Поверхность защитного покрытия обмотки статора, соединительных и выводных шин должна быть ровной, без отслаиваний и подтеков. 2. Обмотку статора испытать в соответствии с нормами [1] |
|
|
Обрыв термопреобразователей с соединительными проводами |
КИ |
Мегаомметр на 1000 В |
1. Пайка припоем ПОС-40 2. Замена проводки теплоконтроля |
Сопротивление изоляции должно быть не менее 1,0 МОм |
|
|
Пониженное сопротивление изоляции термопреобразователей с соединительными проводами |
КИ |
Мегаомметр на 500 В |
Замена термопреобразователя и (или) провода термопреобразователя |
Сопротивление изоляции должно быть не менее 1,0 МОм |
|
|
И |
Ослабление плотности крепления обмотки статора по высоте паза |
ВК |
ТО, по изменению звука при простукивании молотком массой от 0,2 до 0,4 кг, по смещению «от руки» |
Переклиновка с установкой под клин дополнительных прокладок |
1. Допускается не более 10 % ослабленных клиньев в средней части статора 2. Допускается разновысотность клиньев в одном пазу, но не более 1,5 мм |
|
И |
Ослабление плотности крепления обмотки статора по ширине паза |
ВК, ИК |
Набор уплотнительных ножей |
Переклиновка паза с установкой между стенкой паза и стороной стержня, набегающей по направлению вращения ротора, дополнительной прокладки |
Зазор между стенкой паза и стержнем должен быть не более 0,3 мм |
|
Повреждения в зоне расточки статора: попадание масла, посторонних предметов механические повреждения, перегрев поверхности. Ослабление крепления вентиляционных распорок. Занос продуктов коррозии. Ослабление прессовки. Выкрашивание сегментов, в т.ч. трещины отдельных сегментов |
ВК, ИК |
Испытание методом кольцевого намагничивания и вихревыми токами |
Восстановление работоспособности активной стали в зависимости от характера повреждений |
Не допускается |
|
|
- |
Фреттинг-коррозия внешняя поверхность активной стали статора |
ВК |
- |
Устранить причины возникновения коррозии (вибрация, ослабления крепления и др.) |
Не допускается фреттинг-коррозия |
|
- |
Увеличение сопротивления постоянному току фазы обмотки статора |
ИК |
Метод амперметра-вольтметра |
Устранить участки с плохим контактом, нарушенной пайкой |
Не допускается увеличение сопротивления |
|
Е |
Истирание полупроводящего покрытия. Истирание корпусной изоляции. Посторонние предметы. Механические повреждения. Пазовые разряды |
ВК |
Технический осмотр по наличию пыли серого цвета, технический осмотр по наличию пыли желтого цвета, лупа, контроль по специальной программе |
- |
Не допускаются истирание полупроводящего покрытия |
Щит наружный, поз. 2 рисунка 5.1
Количество на изделие, шт. - 2
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А, Б В, Г, Д, Е |
Риски, забоины |
ВК |
Щуп набор № 2 Образцы шероховатости поверхности (рабочие) |
1. Опиловка 2. Зачистка 3. Шабрение |
Шероховатость поверхностей: А, Б, В, Д - Rа ≤ 12,5 мкм Г - Ra ≤ 6,3 мкм Е - Ra ≤ 3,2 мкм |
|
А, Б |
Отклонение от плоскостности |
ИК |
Щуп |
Дообработка |
Неплоскостность (излом) А - не более 0,1 мм. Б - не более 0,2 мм |
|
Снижение сопротивления изоляции между наружным щитом и полущитами вентилятора |
ИК |
Мегомметр на 1000 В |
Замена изоляционных деталей |
Сопротивление изоляции должно быть не менее 0,5 МОм |
Обтекатель вентилятора поз. 3, рисунок 5.1
Количество на изделие, шт. - 2
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Риски, забоины |
ВК |
Образцы шероховатости поверхности (рабочие) |
1. Опиловка 2. Зачистка 3. Шабрение |
Шероховатость - Rz ≤ 32 мкм |
|
Б |
Расслоения, трещины, подгары |
ВК ИК |
Образцы шероховатости поверхности (рабочие) Плита I-0-1000×630 Линейка ЛД-0-500 Щуп набор № 2 |
1. Опиловка 2. Шабрение |
1 .Шероховатость - Rz < 80 мкм. 2. Допуск плоскостности - 0,1 мм |
|
В |
Ослабление крепления обтекателей к щиту |
ВК |
- |
См. п. 7.2.8 |
Ослабление крепления не допускается |
7.2 Требования к отремонтированному статору
7.2.1 На поверхности статора (обмотке, сердечнике и корпусе) не должно быть загрязнений.
7.2.2 Защитное покрытие поверхности расточки активной стали электроизоляционной эмалью должно быть равномерным, без отслоений.
7.2.3 Статорная обмотка, соединительные и выводные шины должны быть покрыты электроизоляционной маслостойкой эмалью.
7.2.4 Увлажнение обмотки статора не допускается. Необходимость сушки устанавливается по руководящему документу, определяющему объемы и нормы испытаний электрооборудования [1].
7.2.5 Соединительные шпильки изоляционных накладок крепления лобовых частей статорной обмотки не должны касаться изоляции обмотки.
7.2.6 Не допускается более 10 % ослабленных средних клиньев, но не более трех подряд в одном пазу.
Концевые клинья и два к ним прилегающие с каждой стороны паза должны быть установлены плотно и иметь дополнительное крепление согласно требованиям конструкторской документации.
Пазы должны быть переуплотнены (переклинены), если количество ослабленных клиньев в них превышает допустимое.
7.2.7 Допустимый зазор в стыках клиньев - не более 3,0 мм, не чаще, чем через 10 клиньев. Допускается разновысотность клиньев в одном пазу не более 1,5 мм.
7.2.9 Пазы должны быть уплотнены прокладками из полупроводящего стеклотекстолита со стороны стенки паза, набегающей по направлению вращения ротора, если зазор между стенкой паза и стержнем для термореактивной изоляции 0,3 мм и более, для компаундированной изоляции 0,5 мм и более. Нижние стержни уплотняются при возможности доступа к ним. Длина неуплотненных частей стержня не должна превышать 50 мм при суммарной длине всех участков в пазу с увеличенным зазором не более 25 % длины активной стали.
7.3 Составные части ротора
Дефектацию и ремонт составных частей бандажного узла 1, контактных колец 2, вентилятора 3 (см. рисунок 7.1) необходимо проводить в соответствии с картами 4 - 11.
Нормы натягов бандажного узла и контактных колец приведены в таблицах 7.1 и 7.2
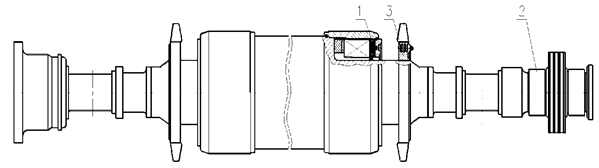
1 - бандажный узел; 2 - контактные кольца с токоподводом; 3 - вентилятор.
Рисунок 7.1 - Ротор турбогенератора единой серии ТВФ.
Ротор поз. 4, рисунок 5.1
Количество на изделие, шт. - 1

|
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
|
А |
Износ, риски, забоины. |
ВК ИК |
Лупа ЛП-4-10×. Индикатор ИЧ 0,5 кл. 01. Микрометр. Образцы шероховатости поверхности (рабочие). |
1. Проточка 2. Шлифовка. |
1. Шероховатость поверхности - Ra ≤ 0,63 мкм. 2. Допуск цилиндричности - 0,03 мм. 3. Допуск круглости - 0,03 мм. Допускаются риски глубиной до 0,5 мм на дуге до 45°. Повреждение опорных шеек (риски, забоины, надиры) допускаются не более 10 % поверхности шейки. Допустимое уменьшение диаметра шейки после обработки устанавливается ремонтной документацией. |
|
Б |
Износ, риски, забоины. |
ВК, ИК |
Лупа ЛП-4-10×. Многооборотный индикатор (2 шт.) с ценой деления 0,002 мм. Поверочная линейка и пластинчатый щуп № 1, класс 2. Образцы шероховатости поверхности (рабочие). |
1. Проточка 2. Шлифовка |
1. Шероховатость поверхности - Ra ≤ 0,63 мкм. 2. Допуск радиального биения - 0,03 мм 3. Допуск цилиндричности - 0,03 мм 4. Допуск круглости -0,03 мм. |
|
В |
Износ, риски, забоины. Отклонение шероховатости поверхности. Отклонение формы. |
ВК, ИК |
Лупа ЛП-4-10× Индикатор ИЧ 0,5 кл. 01. Микрометр МК 500-1. Образцы шероховатости поверхности (рабочие). |
1. Проточка. 2. Шлифовка. |
1. Проточить на глубину не более 1,0 мм 2. Шероховатость поверхности - Rа ≤ 2,5 мкм. 3. Допуск радиального биения - 0,05 мм. |
|
- |
Перегрев поверхности зубцов бочки ротора. Электроэрозия поверхности контакта зубцовой зоны с крайними клиньями после расклиновки. |
ВК |
Лупа. |
Местная выборка металла зубцов с трещинами. |
Не допускается перегрев поверхности зубцов. |
|
- |
Перегрев поверхности. Отклонение шероховатости. Фреттинг-коррозия. Трещины на посадочной поверхности под бандажное кольцо. Трещины и сколы зубцов. |
ВК, ИК |
Лупа. |
Местная выборка металла, проточка поверхности и сколы поврежденных участков зубцов. |
Трещины на посадочной поверхности не допускаются. |
|
- |
Перегрев поверхности и механические повреждения пазовых клиньев. Неплотное прилегание к сопрягаемой поверхности паза концевых клиньев. |
ВК |
Лупа, простукивание молотком. |
Устранение местных повреждений, частичная переклиновка. |
Механические повреждения пазовых клиньев не допускаются. Допускаются отдельные повреждения глубиной не более 0,5 мм. |
|
- |
Нарушение корпусной изоляции обмотки ротора. |
ИК КИ |
Мегаомметр на 1000 В М4 100/4 кл. 1,0. |
Замена корпусной изоляции. Сушка изоляции. Очистка от загрязнений. |
Сопротивление изоляции не менее 2 кОм при температуре 75 °С. Испытательное напряжение 1,0 кВ. |
|
Нарушение витковой изоляции обмотки ротора. |
ИК КИ |
Мегаомметр на 500 В М4 100/3 кл. 1,0 Миллиамперметр, амперметр, вольтметр Э316 кл. 1,0. |
Замена витковой изоляции. |
Измерение сопротивления обмотки ротора переменному току, п. 3.7 норм [1]. |
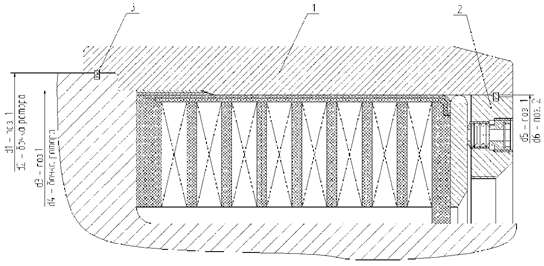
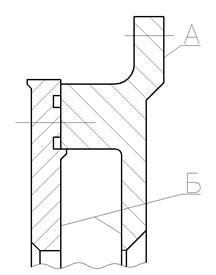
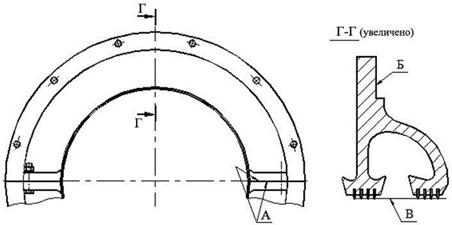
7.4 Составные части бандажного узла ротора
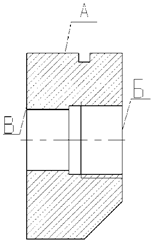
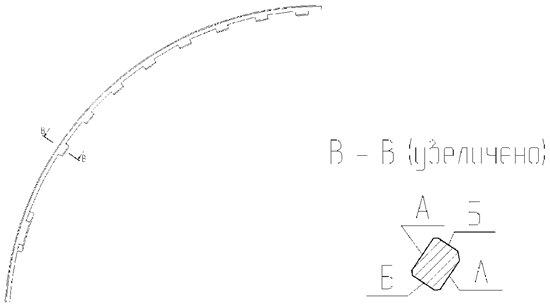
Дефектацию и ремонт составных частей кольца бандажного 1, кольца центрирующего 2 и кольца пружинного (шпонки гребенчатой) 3 (см. рисунок 7.2 и 7.3) необходимо проводить в соответствии с картами 5 - 9.
Нормы натягов в деталях бандажного узла турбогенераторов единой серии ТВФ приведены в таблице 7.1 и 7.2.
Бандажный узел роторов ТВФ-63-2Е и ТВФ-110-2Е
1 - кольцо бандажное; 2 - кольцо центрирующее; 3 - кольцо пружинное.
Рисунок 7.2 - Бандажный узел ротора турбогенераторов единой серии ТВФ (вариант АО «Электросилы»).
Таблица 7.1 - Натяги в деталях бандажного узла турбогенераторов единой серии ТВФ
в миллиметрах
|
Бандажное кольцо - бочка ротора |
Бандажное кольцо - упорное кольцо |
|||||
|
d1 |
d2 |
Натяг |
d3 |
d4 |
Натяг |
|
|
ТВФ-63-2Е |
821,5-0,056 |
820+0,09 |
1,354 - 1,5 |
804+0,09 |
805,5-0,056 |
1,354 - 1,5 |
|
ТВФ-110-2Е |
964,1-0,056 |
962+0,09 |
1,954 - 2,1 |
943+0,09 |
944,9-0,056 |
1,754 - 1,9 |
Бандажный узел роторов ТВФ-63-2Е и ТВФ-110-2Е
1 - кольцо бандажное; 2 - кольцо центрирующее; 3 - шпонка гребенчатая.
Рисунок 7.3 - Бандажный узел ротора турбогенераторов единой серии ТВФ (Вариант ОАО «Элсиб»)
Таблица 7.2 - Натяги в деталях бандажного узла турбогенераторов единой серии ТВФ
в миллиметрах
|
Бандажное кольцо-бочка ротора |
||||||
|
d1 |
d2 |
Натяг |
d3 |
d4 |
Натяг |
|
|
ТВФ-63-2Е |
857+0,09 |
858,3-0,056 |
1,154-1,3 |
820+0,09 |
821,5-0,056 |
1,354-1,5 |
|
ТВФ-110- -2ЕУЗ -2ЕТ3 |
997,1+0,09 |
999-0,056 |
1,754-1,9 |
962+0,09 |
964,1-0,056 |
1,954-2,1 |
|
ТВФ-110- -2ЕПУЗ |
996,8+0,09 |
999-0,056 |
2,054-2,2 |
961,9+0,09 |
964,1-0,056 |
2,054-2,2 |
Кольцо бандажное поз. 1 рисунков 7.2 и 7.3
Количество на изделие, шт. - 2
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б В Г |
Фреттинг-коррозия, изоляционное растрескивание, трещины, подгары. |
ВК, ИК, |
Нутромер НМ 150-1250 Индикатор ИЧ 0,5 кл. 01 |
Устранение дефектов по СО 153-34.45.513-07 [2] |
1. Ослабление натягов недопустимо. 2. Допуск цилиндричности поверхностей А и Б не более 0,03 мм. 3. Допуск круглости поверхностей А и Б не более 0,2 мм. 4. Радиальное биение поверхности Г относительно общей оси поверхностей А, Б, В не более 0,1 мм. 5. Шероховатость поверхностей А, Б, В - Ra ≤ 2,5 мкм, поверхности Г - Ra ≤ 3 3,2 мкм |
|
УЗД |
УД2-12, УД4-Т |
||||
|
ЦД |
Лупа. |
||||
|
Вмятины |
ВК, ИК |
Штангенциркуль ШЦ-III-1000-0,1. Образцы шероховатости поверхности (рабочие) |
1. Проточка 2. Шлифовка 3. Выборка местная |
1. Местная выборка в соответствии с СО 153-34.45.513-07 [2]. 2. Шероховатость поверхности не более Rz ≤ 20 мкм |
|
|
Сколы, риски, царапины, забоины |
ВК |
Лупа ЛП-4-10× Штангенциркуль ШЦ-III-250-0,1 |
1. Местная выборка 2. Проточка |
1. Глубина местной выборки и глубина проточки по СО 153-34.45.513-07 [2] |
Кольцо центрирующее поз. 2 рисунка 7.2
Количество на изделие, шт. - 2

|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Контактная коррозия |
ВК, ИК ЦД. |
Микрометр МРИ1000-0,01 Лупа |
1. Проточка. 2. Шлифовка. 3 Местная выборка |
1. Допустимая шероховатость Ra ≤ 2,5 мкм. 2. Допуск круглости - 0,03 мм 3. Допуск цилиндричности - 0,03 мм |
|
А, |
Трещины, подплавления, цвета побежалости |
ВК ЦД |
Образцы шероховатости поверхности (рабочие) Лупа |
1. Зачистка. 2. Выборка. 3. Замена |
1. Допустимая шероховатость Rz ≤ 40 мкм. 2. Допуск торцового биения относительно оси вращения - 0,1 мм |
Кольцо центрирующее поз. 2 рисунка 7.3
Количество на изделие, шт. - 2
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Контактная коррозия |
ВК, ИК ЦД |
Микрометр МРИ 1000-0,01 Лупа |
1. Проточка. 2. Шлифовка. 3. Местная выборка |
1. Допустимая шероховатость Ra ≤ 2,5 мкм. 2. Допуск круглости - 0,03 мм. 3. Допуск цилиндричности - 0,03 мм |
|
А Б В |
Трещины, подплавления, цвета побежалости |
ВК ЦД |
Образцы шероховатости поверхности (рабочие) Лупа |
1. Зачистка. 2. Выборка. 3. Замена. |
1. Допустимая шероховатость Rz ≤ 40 мкм. 2. Допуск торцового биения относительно оси вращения - 0,1 мм |
Кольцо пружинное поз. 3 рисунка 7.2
Количество на изделие, шт. - 2

|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А, Б |
Забоины, заусенцы |
ВК, ИК, |
Образцы шероховатости поверхности (рабочие) |
Опиловка |
Допустимая шероховатость - Rz ≤ 20 км |
|
А |
Отклонение от плоскостности |
ВК ИК |
Измерение. Плита 1-0-1000×1000, щупы набор № 4 |
Рихтовка |
Допуск плоскостности - 1 мм |
Шпонка гребенчатая поз. 3 рисунка 7.3
Количество на изделие, шт. - 8
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А, Б |
Забоины, заусенцы |
ВК, ИК, |
Образцы шероховатости поверхности (рабочие) |
Опиловка |
Допустимая шероховатость Поверхности А - Rz ≤ 40 мкм Поверхности Б - Ra ≤ 2,5 мкм |
|
А |
Отклонение от параллельности |
ВК ИК |
Измерение. Плита 1-0-1000×1000, щупы набор № 4 |
Рихтовка |
Допуск параллельности - 0,04 мм на длине 100 мм |
7.5 Требования к бандажному узлу ротора
7.5.1 При выполнения капитального ремонта ротора должны выполняться все требования, предъявляемые к бандажному узлу ротора, в соответствии с СО 153-34.45.513-07 [2] (разделы 1 - 2).
7.5.2 Обеспечить натяги, указанные в таблице 7.1 и 7.2
7.5.3 Допуск радиального биения наружной поверхности бандажного кольца (на стороне упорного кольца) относительно оси вращения вала ротора - 0,5 мм.
7.5.4 Поверхности бандажных колец (кроме посадочных) покрыть эмалью КО-983 или другим антикоррозионным покрытием с аналогичными свойствами.
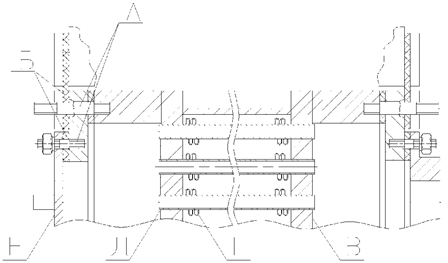
7.6 Составные части узла контактных колец.
Дефектацию и ремонт составных частей узла: контактного кольца 1, токоведущих болтов 2, 3 и контактного винта 4 (см. рисунок 7.4) необходимо проводить в соответствии с картами 10 - 12.
Размеры и натяги узла контактных колец, а также моменты затяжки токоведущих болтов различных диаметров приведены в таблицах 7.3 - 7.4.
Контактные кольца и токоподвод роторов ТВФ-63-2Е и ТВФ-110-2Е
1 - контактное кольцо; 2, 3 - токоведущий болт; 4 - контактный винт.
Рисунок 7.4 - Контактные кольца с токопроводом, поз. 2 рисунка 7.1
Таблица 7.3 - Размеры и натяги узла контактных колец
|
Посадка контактных колец на вал |
Наружный диаметр контактного кольца |
Минимально допустимый диаметр контактных колец |
|||
|
Д1 |
Д2 |
Натяг |
Д3 |
Д3 |
|
|
ТВФ-63-2Е |
190,60-0,1 |
186,60-0,1 |
0,454 - 0,6 |
320 |
308 |
|
190+0,046 |
186+0,046 |
||||
|
ТВФ-110-2Е |
190,60-0,1 |
186,60-0,1 |
0,454 - 0,6 |
320 |
308 |
|
190+0,046 |
186+0,046 |
||||
Кольцо контактное поз. 1 рисунка 7.4
Количество на изделие, шт. - 2
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
Радиальное биение и перепад высот выходят за пределы допустимых норм, (измеряется не менее чем в трех точках по ширине кольца) |
ВК, ИК |
Измерение. Индикатор часового типа ИЧ 0,5 кл.0 |
1. Проточка. 2. Шлифовка 3. Замена. |
Радиальное биение и перепад высот должны быть в пределах допусков, указанных в чертежах завода-изготовителя |
|
|
А |
Износ (измеряется в четырех точках по окружности через 90° и не менее чем на трех дорожках) |
ВК, ИК |
Измерение. Индикатор часового типа ИЧ 0,5 кл.0. Набор щупов № 2 |
1. Проточка. 2. Шлифовка. 3. Замена. |
1. Допустимый диаметр не менее 308 мм 2. Шероховатость - Rz ≤ 1,25 мкм |
|
Уменьшение глубины спиральной канавки |
ИК ВК |
Штангенциркуль ЩЦ-1-125-0,1 Образцы шероховатости поверхности (рабочие) |
Нарезка |
1. Допустимая глубина не менее 3 мм. 2. Шероховатость - Rz ≤ 20 мкм |
|
|
Следы эрозии, подгары, матовая поверхность |
ВК |
1. Проточка. 2. Шлифовка |
Болт токоведущий поз. 2 и 3 рисунка 7.4
Количество на изделие - по 2 шт.
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Нарушение серебряного покрытия контактных поверхностей |
ВК, ИК |
Лупа |
Серебрение контактных поверхностей покрытия - 9 мкм |
Допустимое нарушение серебряного покрытия не более 10 % площади контактной поверхности |
|
Б, В |
Нарушение резьбовой поверхности более одного витка Забоины, задиры, подломы, выкрашивания и срывы резьбы, коррозионные изъявления рабочей части резьбы на длине более одного витка |
ВК, ИК |
Лупа |
Замена болта токоведущего |
Не допускаются |
|
А |
Выступы от деформации смятия шлица опорной контактной поверхности болта |
ВК |
Напильник |
Запиловка заподлицо с контактной поверхностью или замена |
Допускаются неровности поверхности не более 0,05 мм (допуск плоскостности) |
|
Г |
Деформация по длине болта токоведущего |
ВК ИК |
- |
Замена болта токоведущего |
Деформация по длине болта не допускается |
|
Г |
Дефекты изоляционного покрытия болта токоведущего |
ВК |
Лупа |
Замена изоляционного покрытия |
Дефекты изоляционного покрытия болта не допускаются |
Винт контактный поз. 3 рисунка 7.4
Количество на изделие, шт. - 4

|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
- |
Зазор при сопряжении с верхней изолирующей коробкой |
ВК |
Микрометр, штангенциркуль |
Обработка установка дополнительных изоляционных деталей |
Зазор при сопряжении с верхней изолирующей коробкой не допускается |
|
А |
Нарушение серебряного покрытия контактной поверхности |
ВК, ИК |
Лупа |
Серебрение контактных поверхностей Толщина покрытия - 9 мкм |
Допустимое нарушение серебряного покрытия не более 10 % площади контактной поверхности |
|
- |
Выступы от деформации смятия шлица опорной поверхности головки |
ВК, ИК |
Штангенциркуль ШЦ-1-125-0,1 |
Запиловка заподлицо с поверхностью головки |
Не допускается смятие шлицев более 1 мм по ширине |
|
Б |
Трещины, сколы в резьбовой части винта контактного |
ВК, ИК |
Лупа |
Замена винта контактного |
Трещины, сколы в резьбовой части винта не допускаются |
|
А, Б |
Деформация головки контактного винта относительно резьбовой части Отклонение от перпендикулярности |
ВК ИК |
Набор щупов № 2 Поверочный угольник УПП-1-60 |
Замена |
Деформация головки контактного винта не допускается. Допуск неперпендикулярности - не более 0,5 мм |
|
- |
Электроэрозия Механические повреждения Износ, отслоение серебряного покрытия |
ВК |
- |
- |
Указанные дефекты не допускаются |
|
R |
Сколы и трещины на радиусе перехода |
ВК |
Лупа |
Замена винта |
Указанные дефекты не допускаются |
|
- |
Утонение резьбовой части. Увеличение шага резьбы |
ИК |
Штангенциркуль ЩЦ-I-125-0,1 |
Замена винта |
Указанные дефекты не допускаются |
7.7 Требования к отремонтированным контактным кольцам
7.7.1 Радиальный зазор между винтом и изолирующей коробкой недопустим. Зазор устранить изоляционными прокладками, обеспечив натяг 0,2 мм.
7.7.2 Допуск радиального биения рабочей поверхности контактных колец относительно оси - 0,03 мм
7.7.3 Токоведущий болт затянуть моментом, указанным в табл. 7.4.
Винт контактный с метрической резьбой М20 затянуть с моментом 55 Н ∙ м (550 кг/см), но не более момента затяжки токоведущих болтов.
Таблица 7.4 - Моменты затяжки токоведущих болтов различных диаметров
|
Средний диаметр, мм |
Шаг, мм |
Рабочая длина, мм |
Моменты затяжки, Н ∙ м (кгс ∙ см) |
|
|
3/4 |
25 |
1,814 |
14 - 17 |
20 - 25 (200 - 250) |
|
1 |
32 |
2,209 |
15 - 18 |
28 - 35 (280 - 350) |
|
1 1/4 |
40 |
2,209 |
16 - 20 |
50 - 60 (500 - 600) |
|
1 1/2 |
46 |
2,209 |
18 - 23 |
70 - 85 (700 - 850) |
|
2 |
58 |
2,209 |
20 - 30 |
130 - 160 (1300 - 1600) |
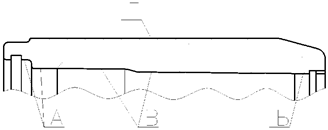
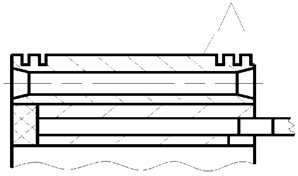
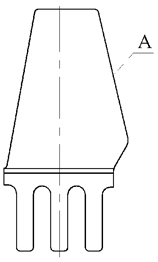
7.8 Составные части вентилятора
Дефектацию и ремонт составных частей лопатка вентилятора (см. рисунок 7.5) необходимо проводить в соответствии с картой 13.
Величины натягов при посадке вентилятора приведены в таблице 7.5.
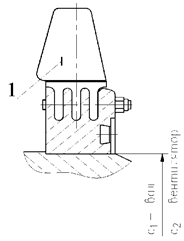
1 - лопатка вентилятора
Рисунок 7.5 - Вентилятор, поз. 3 рисунка 7.1
Таблица 7.5 - Величины натягов при посадке вентилятора
в миллиметрах
|
Обозначение |
Натяг |
|
|
ТВФ-63-2Е |
Δ = d1 - d2 |
0,997 - 1,1 |
|
ТВФ-110-2Е |
Δ = d1 - d2 |
1,286 - 1,4 |
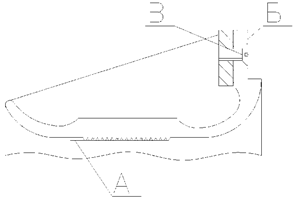
Лопатка вентилятора поз. 1 рисунка 7.5
Количество на изделие, шт. - 2 комплекта.
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
«Следы» модельного литья, поры, раковины, трещины, эрозионный износ, забоины и сколы. |
ВК ЦД |
Лупа. |
Способ ремонта см. п. 7.9.5 |
Т.Т. см. п. 7.9.4 |
7.9 Требования к отремонтированному вентилятору
7.9.1 Лопатки и шпильки конические устанавливать, строго соблюдая маркировку
7.9.2 Гайки корончатые не должны иметь трещин, должны быть затянуты до упора и застопорены шплинтами.
7.9.3 Натяг ступицы вентилятора на вал ротора в соответствии с таблицей 7.5.
7.9.4 На лопатках не допускаются следующие дефекты:
- «следы» от моделей или местные незаполнения контура более 2 мм и единичные наплывы металла высотой более 2 мм на необрабатываемых частях лопаток;
- одиночные поры и раковины диаметром и глубиной более 2 мм и сосредоточенные поры и раковины диаметром и глубиной более 1 мм на необрабатываемых частях лопаток;
- трещины и неслитины, распространяющиеся в глубь металла, в основном в местах перехода пера в основание лопатки;
- следы эрозионного износа игольчатой формы на набегающей кромке пера от воздействия паров и капель влаги и масла;
- механические забоины и сколы по кромке пера, превышающие 3 мм в глубину тела пера, а также деформации перьев лопаток, нанесенные посторонним предметом.
7.9.5 С помощью шлифовального круга удаляются дефекты, указанные в 7.9.4 настоящего Стандарта.
Выборки металла должны иметь плавный переход к основной поверхности, радиус перехода должен быть не менее 8 мм.
Наибольшая допустимая глубина выборок металла на рабочей поверхности лопаток (включая и место перехода пера в основание) в направлении, нормальном к поверхности, не должна превышать 6 мм. При этом местное утончение пера лопатки не должно превышать половины его толщины, указанной на чертеже, а общая площадь выбранного металла в любом сечений лопатки, параллельном ее основанию, не должна быть более 5 и 3 см соответственно для лопаток турбогенераторов АО «ЭЛСИБ» и АО «Электросила».
Глубина выборок металла в основании лопатки и в местах перехода набегающей и сбегающей кромок пера в основание не должна превышать 8 мм.
Поверхности выбранных участков обрабатываются с чистотой поверхности 5-го класса (Rz - 20 мкм), после чего проводится цветная дефектоскопия.
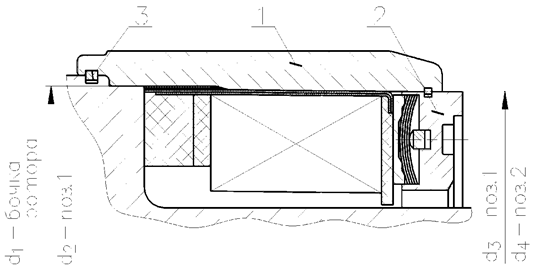
7.10 Составные части уплотнения вала турбогенератора
Дефектацию и ремонт составных частей корпуса уплотнения 1, вкладыша уплотнения 2, маслоуловителя 3 (см. рисунок 7.6) необходимо проводить в соответствии с картами 14 - 16.
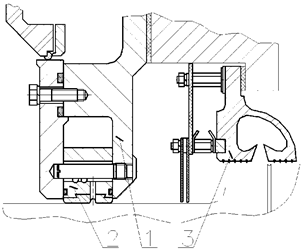
1 - корпус уплотнения; 2 - вкладыш уплотнения; 3 - маслоуловитель
Рисунок 7.6 - Уплотнение вала турбогенераторов единой серии ТВФ, поз. 5 рисунка 5.1
Корпус уплотнения поз. 1 рисунка 7.6
Количество на изделие, шт. - 2
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А, |
Риски, задиры |
ВК ИК |
По образцам шероховатости поверхностей |
Шабрение |
1. Шероховатость поверхностей: А, Б - Ra ≤ 1,25 мкм |
|
А, Б |
Неплоскостность (смещение половин корпуса в осевом направлении) |
ИК |
Щупы № 1, класс 2. Плита поверочная, класс 1 |
Дообработка посадочных под установочные болты, изготовление новых установочных болтов |
Неплоскостность (смещение половин корпуса) - 0,05 мм |
|
- |
Риски, забоины, отклонение от плоскостности (на горизонтальном разъеме) |
ВК ИК контроль на краску по поверочной плите |
Плита поверочная 1-0630×400 |
Шабрение |
1. Шероховатость - Ra ≤ 2,5 мкм. 2. Допустимое количество точек контакта при проверке на краску на поверочной плите - не менее 10 на площади 25×25 мм |
|
- |
Засорение маслоподводящих отверстий |
ВК |
- |
Чистка отверстий |
Засорение не допускается |
Вкладыш уплотнения поз. 2 рисунка 7.6
Количество на изделие, шт. – 2

|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б |
Забоины |
ВК |
- |
1. Опиловка 2. Зачистка 3. Шабрение |
Неперпендикулярность поверхн. А и Б относительно поверхн. Д 0,05 мм. Шероховатость поверхностей А и Б Ra ≤ 2,5 мкм |
|
В Г |
Забоины |
ВК |
- |
1. Опиловка 2. Зачистка 3. Шабрение |
Шероховатость поверхностей Rz ≤ 80 мкм |
|
Поверхность разъема |
Неплоскостность разъема |
ИК |
Пластинчатый щуп № 1, класс 2 |
Шабрение |
Шероховатость поверхности разъема Ra ≤ 1,0 мкм. Количество пятен в квадрате со стороной 25 мм не менее 16. Щуп толщиной 0,03 мм не должен входить в разъем на глубину более 3 мм |
|
А Б Д |
Смещение половин вкладыша относительно друг друга: - поверхностей А или Б - в осевом направлении; - поверхности Д - в радиальном направление |
ИК |
Пластинчатый щуп № 1, класс 2 |
Доработать отверстия под конические установочные болты |
Смещение не допускается |
|
Д |
Отставание баббита |
ВК Метод керосиновой пробы (появление масла на границе баббита и стали) |
- |
Отставание баббита более 10 % периметра. Перезаливка баббита |
Отставание баббита не более 10 % периметра |
|
Д |
Износ (Расход масла в сторону водорода на остановленном турбогенераторе более 3 л/мин) |
ИК |
Нутромер |
Перезаливка баббита |
Диаметр расточки баббитовой поверхности Д равен диаметру шейки вала плюс 0,1+0,03 мм. Шероховатость поверхности Rа ≤ 1,25 мкм. Расход масла в сторону водорода на остановленном турбогенераторе более 3 л/мин |
|
Д |
Трещины |
ВК |
- |
Перезаливка баббита |
Трещины не допустимы |
Маслоуловитель поз. 3 рис. 7.6
Количество на изделие, шт. - 2
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Риски, забоины, отклонение от плоскостности |
ВК ИК Контроль на краску по поверочной плите. |
Образцы шероховатости поверхности (рабочие) Плита поверочная 1-0-1000×630 |
Шабрение |
1. Шероховатость - Ra ≤ 2,5 мкм. 2. Допустимое количество точек контакта при проверке на краску по поверочной плите - не менее 10 на площади 25×25 мм. |
|
Б |
Риски, забоины |
ВК |
Образцы шероховатости поверхности (рабочие) |
Шабрение |
Шероховатость - Rz ≤ 20 мкм. |
|
В |
Износ |
ВК ИК |
Образцы шероховатости поверхности (рабочие) Нутрометр НМ 75-600. |
1. Оттяжка ножей, проточка 2. Замена. |
1. Шероховатость - Rz ≤ 40 мкм. |
7.11 Требования к отремонтированному уплотнению вала турбогенератора
Сопротивление изоляции корпуса уплотнения и маслоуловителя (сторона контактных колец), измеренное относительно наружного щита, при полностью собранных маслопроводах и при отсутствии контакта между вкладышем уплотнения и шейкой вала ротора должно быть не менее 1 МОм в соответствии с требованиями СО 34.45-51.300-97 [1].
7.12 Составные части подшипника опорного, щеточно-контактного аппарата и газоохладителей
Дефектацию и ремонт составных частей подшипника опорного 6, щеточно-контактного аппарата 7 и газоохладителей 8 турбогенератора единой серии ТВФ (см. рисунок 5.1) необходимо проводить в соответствии с картами 17 - 19.
Подшипник поз. 6 рисунка
Количество на изделие, шт. - 1
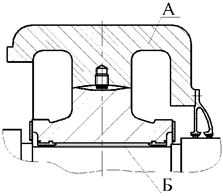
А - плоскость разъема
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Неплотное прилегание поверхностей разъема. |
ВК ИК, проверка прилегания «на краску». |
Линейка - 300 Щупы. Набор № 2. |
Шабровка. |
1. В свободном состоянии (фланцы разъема не затянуты) щуп толщиной 0,03 мм не должен входить в разъем на глубину более 3 мм. 2. После шабровки должно быть не менее десяти пятен касания на площади 25×25 мм. |
|
Б |
Трещины, задиры, посторонние включения. Газовые, раковины, единичные поры. Кольцевые царапины на рабочей поверхности баббита отслоение баббита. |
ВК, ИК |
Лупа ЛП-4-10× Нутромер НМ-500 Щупы. Набор № 2 Образцы шероховатости поверхности (рабочие) Профилометр мод. 296 Свинцовая скрутка. |
1. Перезаливка баббитовой поверхности 2. Наплавка 3. Проточка 4. Шлифовка 5. Шабровка |
1. Проточка баббитовой поверхности в соответствии с конструкторской документацией завода-изготовителя. 2. Шероховатость поверхности - Ra ≤ 1,0 мкм. |
|
А |
Риски, забоины. |
ВК, ИК |
Лупа ЛП-4-10× Образцы шероховатости поверхности (рабочие) Профилометр мод. 296. |
1. Запиловка. 2. Шабровка. |
Шероховатость поверхности - Ra ≤ 2,0 мкм. |
|
А |
Течи масла из подшипника, снижение сопротивления изоляции на месте установки. |
ВК, ИК |
Мегаомметр на 1000 В. |
Устранение причин течи масла и загрязнений. |
Не допускается течи масла из подшипника. |
|
А |
Отклонение от нормированного взаиморасположения поверхностей деталей. |
ИК |
Линейка-300, штангенциркуль, набор щупов. |
- |
Отклонения не допускаются. |
|
- |
Грязь, посторонние предметы, трещины на внутренней поверхности корпуса подшипника. |
ВК |
Метод капиллярной дефектоскопии. |
Устранение загрязнений. |
Не допускаются наличие грязи и посторонних предметов. |
|
- |
Забоины, царапины и выступы на поверхности опирания вкладыша. |
ВК |
- |
Шабровка. |
Не допускаются выступы и забоины. |
|
- |
Неудовлетворительное прилегание нижней части вкладыша поверхности прилегания к стояку. |
ВК |
- |
Шабрение сопрягаемых поверхностей. |
Не менее 10 пятен на квадрате 25×25 мм; в нижней части по всей ширине сферы на дуге, равной ширине сферы. Шабрение сопрягаемых поверхностей. |
|
- |
Большой (недостаточный) зазор «маслоуловитель - вал ротора». |
ИК |
Набор щупов № 2. |
Шабрение, замена ножей маслоуловителя. |
По карте технического контроля. Шабрение, замена ножей маслоуловителя. |
|
- |
Ослабление крепления ножей маслоуловителей. |
ВК |
- |
Чеканка. Оттяжка ножей, проточка. Замена повреждённых деталей. |
Не допускается ослабление крепления. |
|
- |
Структуирование, механические повреждения уплотняющих прокладок шнуров. |
ВК |
- |
Замена повреждённых деталей. |
Не допускаются механические повреждения уплотняющих прокладок. |
|
- |
Механические повреждения, расслоение изоляционных деталей. |
ВК |
- |
Замена повреждённых деталей. |
Не допускаются повреждения изоляционных деталей. |
7.13 Требования к отремонтированному подшипнику
7.13.1 Технические требования на зазоры, натяги и смещения между сопрягаемыми поверхностями составных частей подшипника и маслозащитных устройств, а также прилегание между ними должны соответствовать требованиям конструкторской документации.
7.13.2 Механические повреждения, расслаивания, набухания и подгары изоляционных деталей подшипника не допускаются.
7.13.3 Ослабленное крепление маслозащитных колец и маслозащитных устройств не допускается.
7.13.4 Трещины и непровары в корпусе подшипника и маслопроводах не допускаются.
7.13.5 Плоскости разъемов маслозащитных устройств должны совпадать с плоскостью разъема корпуса подшипника.
7.13.6 Сопротивление изоляции, измеренное относительно фундаментной плиты, при полностью собранных маслопроводах при отсутствии контакта между подшипником и шейкой вала ротора должно быть не менее 1 МОм в соответствии с требованиями СО 34.45-51.300-97 [1].
Аппарат щеточно-контактный поз. 7 рисунка
Количество на изделие, шт. - 1
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Неисправность нажимного механизма щеткодержателя (ослабленное нажатие, трещины и излом пружины, усилие больше допустимого). |
ВК, ИК |
Лупа ЛП-4-10× Динамометр пружинный указывающий типа ДПУ-0,01-2 |
1. Замена нажимного механизма. |
1. Усилие нажатия пружины должно быть 15 ± 1,5 Н (1,53 ± 0,153) кг. |
|
А |
Повышенный нагрев ЩКА, ускоренный износ щеточного механизма (усилие нажимного механизма больше допустимого). |
ВК |
- |
Замена нажимного механизма. |
- |
|
Б |
Нарушение крепления токоведущего провода в теле щетки, наличие цветов побежалости на проводниках. |
ВК |
- |
Замена щетки. |
- |
|
В |
Повреждения корпуса щеткодержателя (деформация, задиры, забоины на внутренней поверхности, оплавления и т.п.). |
ИК |
Штангенциркуль ШЦ-III-125-0,1 Щупы. Набор № 2 |
1. Правка корпуса щеткодержателя 2. Опиловка, пригонка и доводка внутренней поверхности щеткодержателя 3. Замена щеткодержателя. |
1. Размеры корпуса должны соответствовать требованию рабочей документации. 2. Заусенцы, задиры и острые кромки на внутренней поверхности щеткодержателя не допускаются. 3. Шероховатость внутренней поверхности - Rz ≤ 2,0 мкм. 4. Двусторонний зазор «а» между внутренней поверхностью щеткодержателя и боковой поверхностью щетки должен быть в пределах 0,1 - 0,3 мм 5. Перемещение щетки в щеткодержателе должно быть свободным, без заеданий. |
|
ВК |
Лупа ЛП-4-10× Образцы шероховатости поверхности (рабочие). |
||||
|
Г |
Неравномерный износ, единичные нарушения рабочей поверхности щетки (риски, царапины, эрозия и т.п.), износ щетки до длины не менее 30 мм. Трещины, сколы и выкрашивание более чем 10% рабочей поверхности щетки. |
ВК, ИК |
Лупа ЛП-4-10× Штангенциркуль ШЦ-III-125-0,1 |
1. Притирка рабочей поверхности щетки по рабочей поверхности контактного кольца. 2. Замена щетки. |
1. «Зеркальный» натир должен быть не менее чем на 90 % рабочей поверхности щетки. 2. Длина щетки должна быть не менее 30 мм. 3. Давление на щетки должно быть одинаковым с точностью ±10 % и должно соответствовать «Инструкции по эксплуатации» завода изготовителя. |
|
- |
Износ боковой поверхности щетки более чем на 0,1 мм Трещины, сколы, выкрашивание более чем 20 % боковой поверхности щетки. |
ВК, ИК |
Лупа ЛП-4-10× Щупы. Набор № 2. |
Замена щетки. |
Двусторонний зазор «а» между боковой поверхностью щетки и внутренней поверхностью щеткодержателя должен быть не более 0,3 мм. |
|
- |
Ослабление крепления болтовых соединений траверсы, кабельных наконечников, щеточных блоков. |
ВК |
- |
- |
Не допускаются ослабление крепления болтовых соединений. |
|
- |
Снижение сопротивления изоляции траверсы между токоведущими кольцами и корпусом и между самими токоведущими кольцами. |
ИК в соответствии с [1]. |
Мегаомметр на 1000 В. |
Восстановить изоляцию (сушка, очистка, ревизия). |
Не допускается снижение сопротивления изоляции траверсы. |
Газоохладители, поз. 8 рисунка 5.1
Количество на изделие, шт. - 6
|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Нарушение плотности резьбового соединения |
ВК ИК |
Лупа ЛП-4-10× Калибры резьбовые Щупы. Набор № 2 |
1. Затяжка, стопорение крепежных деталей 2. Замена крепежных деталей |
1. Не допускается ослабление плотности соединения 2. Детали резьбовых соединений, стопорение от самоотвинчивания должны соответствовать требованиям конструкторской документации |
|
Б |
Нарушение плотности соединения поверхностей трубных досок и крышек |
ИК, КИ |
Динамометрический ключ |
1. Тарированная затяжка 2. Замена прокладки |
Газоохладитель испытать гидравлическим давлением 0,588 МПа (6 кгс/см2) в течение 30 мин |
|
В |
Нарушение покрытия наружных поверхностей трубных досок |
ВК |
Лупа ЛП-4-10× |
1. Очистка 2. Покрытие эмалью |
Наружные поверхности трубных досок после очистки должны быть покрыты одним слоем эмали ГФ 92ХС |
|
Г |
Наличие отложений на внутренних стенках охлаждающих трубок |
ВК |
- |
1. Очистка 2. Промывка |
Внутренняя поверхность трубок должна быть очищена |
|
Д |
Течи трубок, нарушение плотности развальцовки трубок в трубных досках |
ВК |
- |
Заглушка трубок, замена воздухоохладителя |
Допустимое количество заглушенных трубок в каждом охладителе не более 5 % от общего количества трубок |
|
Е |
Нарушение покрытия поверхностей воздухоохладителей |
ВК |
Лупа ЛП-4-10× |
1. Очистка 2. Покрытие эмалью |
Поверхности воздухоохладителя, кроме таблички на крышке и трубок, должны быть покрыты эмалью ПФ-133 |
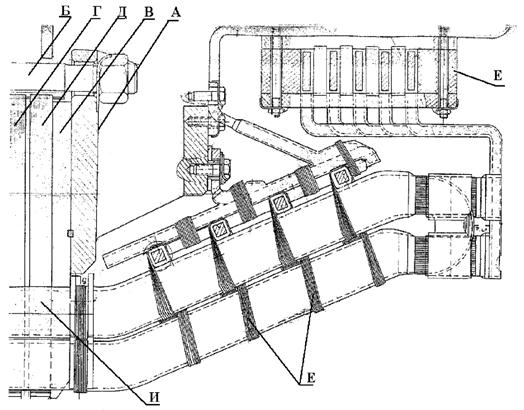
7.14 Требования к отремонтированному газоохладителю
7.14.1 На наружных поверхностях трубок, трубных досок и крышек газоохладителя не должно быть загрязнений, следов влаги и масла.
7.14.2 Внутренние поверхности крышек, соприкасающиеся с водой, покрыть водостойкой эмалью.
7.14.3 Наружные поверхности корпуса и крышек газоохладителя покрыть маслостойкой эмалью.
7.14.4 Техническое состояние отремонтированного газоохладителя должно соответствовать требованиям конструкторской документации завода - изготовителя. Испытание газоохладителя гидравлическим давлением - 0,834 МПа. (8,5 кгс/см2)
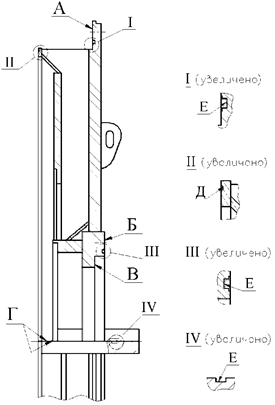
Концевой вывод, поз 9. рисунка 5.1
Количество на изделие, шт. - 9 - 12

|
Обозначение |
Возможный дефект |
Метод установления дефекта |
Контрольный инструмент |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Забоины, подгары, нарушение серебряного покрытия контактной поверхности вывода. |
ВК ИК |
Линейка измерительная 1300. Штангенциркуль ЩЦ-III-630-0,10 |
1. Зачистка. 2. Опиловка. 3. Серебрение. |
1. На контактной поверхности концевого вывода допускаются забоины с одной стороны на площади не более 40 мм2. 2. Шероховатость поверхности - не более Ra = 12,5 мкм. 3. Подгары и отслаивания покрытия контактной поверхности допускаются на площади не более 2550 мм2. 4. Толщина серебряного покрытия должна быть от 6 до 9 мкм. |
|
Б Г |
Нарушение газоплотности концевого вывода. |
ВК КИ |
Манометр М 1,0 МПа - 1 |
1. Замена прокладок. 2. Шлифовка торцов изолятора. 3. Замена изолятора. |
Т.Т. см. п. 7.15.1 |
|
В |
Сколы, трещины, повреждения глазури. |
ВК |
- |
Замена изолятора. |
Повреждения на поверхностях изолятора не допускаются. |
|
Д |
Нарушение электрической прочности изоляции концевого вывода. |
ВК КИ |
Стенд испытательный СИВ-700/60-55. Мегаомметр 2500 В. |
1. Восстановление изоляции. 2. Замена уплотнительных шайб, колец, фарфорового изолятора. |
Изоляция концевого вывода должна выдержать электрические испытания согласно п. 7.15.2. |
|
Е |
Ослабление крепления гайки уплотнительного кольца. |
ВК |
- |
Затяжка гайки. |
Гайка уплотнительного кольца должна быть застопорена. |
|
Ж |
Задиры, деформация колец. |
ВК |
- |
1. Рихтовка колец. 2. Замена колец. |
Задиры и деформация колец не допустимы. |
|
- |
Нарушение герметичности стержня вывода. |
ВК ИК |
Манометр |
- |
Т.Т. см. п. 7.15.1. |
7.15 Требования к сборке и отремонтированному концевому выводу.
7.15.2 Фарфоровый изолятор до сборки должен выдержать электрические испытания напряжением промышленной частоты U = 39 кВ в течение 1 мин.
Изоляция концевого вывода в сборе должна выдерживать электрические испытания напряжением U = 28 кВ промышленной частоты.
7.15.3 Смещение оси стержня линейного вывода относительно оси изолятора не должно быть более 2 мм.
8 Требования к сборке и к отремонтированному турбогенератору.
Требования к сборке и к отремонтированному турбогенератору должны применяться в соответствии с СТО 70238424.29.160.20.001-2009 (раздел 8).
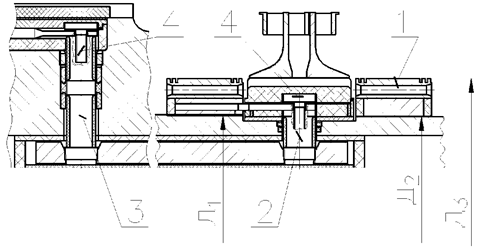
Установочные размеры при сборке турбогенераторов приведены на рисунке 8.1 - 8.2 и в таблице 8.1 - 8.2.
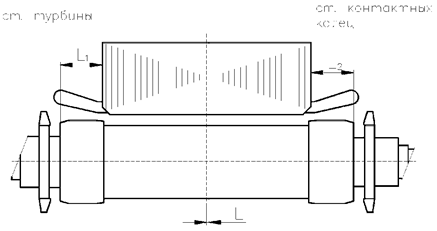
Рисунок 8.1
Таблица 8.1 - Установочные размеры при сборке турбогенератора
в миллиметрах
|
Тип турбогенератора |
||
|
ТВФ-63-2Е |
ТВФ-110-2Е |
|
|
Воздушный зазор |
46,7 - 48,3 |
63,2 - 64,8 |
|
Разница вылетов от торцов бандажных колец до стали статора со стороны к/колец и турбин: L2-L1 |
4 max |
4 max |

Таблица 8.2 - Зазоры между вентилятором и обтекателем
в миллиметрах
|
Тип турбогенератора |
||
|
ТВФ-63-2Е |
ТВФ-110-2Е |
|
|
Осевой зазор - «а» ст. возбудителя |
29,5 - 34,5 |
15,5 - 27,5 |
|
Осевой зазор - «а» ст. турбины |
23,9 - 28,9 |
3,5 - 15,5 |
|
Радиальные зазоры - «b» ст. возбудителя и турбины |
2,0 - 2,85 |
2,0 - 2,8 |
8.1 Сборка турбогенератора должна производиться по конструкторской или ремонтной документации на турбогенератор и формулярам зазоров для каждой сборочной единицы.
8.2 К сборке допускаются составные части, удовлетворяющие требованиям настоящего Стандарта и НТД на конкретный турбогенератор
8.3 Трубки, гибкие шланги и каналы перед сборкой турбогенератора должны быть продуты сжатым воздухом.
8.4 При соединении составных частей турбогенератора через изолирующие детали сопротивление изоляции должно при необходимости контролироваться периодически в процессе сборки.
8.5 Контактные поверхности токоведущих частей должны быть очищены и обезжирены.
8.6 Перед установкой ротора, газоохладителей, щитов и других составных частей, перед закрытием смотровых люков необходимо дополнительно проверить закрепление деталей и отсутствие посторонних предметов на собранных и собираемых составных частях.
8.7 При вращении ротора валоповоротным устройством и турбиной не должны прослушиваться звуки, свидетельствующие об ударах, заеданиях и касаниях в турбогенераторе.
8.8 На собранном турбогенераторе не допускаются: - ослабленное крепление статора к фундаменту;
- ослабленное крепление опорных подшипников к фундаменту;
- ослабленное крепление фундаментных плит;
- ослабленное крепление и обрыв заземлителя корпуса статора;
- ослабленное крепление трубопроводов, кожухов и других деталей, закреплённых на наружной поверхности корпуса статора;
- течи воды и масла из соединений.
8.9 Выполнение пусковых операций на турбогенераторе при снятых и незакрепленных деталях не допускается, за исключением, пусков для балансирования ротора и проведения специальных испытаний; в последнем случае должны быть приняты меры против попадания в турбогенератор посторонних предметов и масла, а также приняты меры по закреплению временно установленных составных частей и приспособлений.
8.10 Параметры отремонтированных масляных уплотнений роторов турбогенераторов должны соответствовать требованиям конструкторской и (или) ремонтной документации на ремонт конкретных турбогенераторов.
8.11 Допускается изменение параметров турбогенератора в сторону повышения эффективности использования на основании конструкторской документации и результата испытаний.
8.12 Вибрационное состояние турбогенератора и его составных частей, проверенное по параметрам, приведенным в СТО 70238424.29.160.20.001-2009 (раздел 8, таблица 2), должно соответствовать требованиям руководящего документа, определяющего объемы и нормы испытаний электрооборудования.
Для оценки технического состояния вала ротора и бандажных узлов после ремонта турбогенератора в процессе пуска и проведения испытаний автомата безопасности турбины снять амплитудно-фазочастотную вибрационную характеристику турбогенератора. Запись характеристики рекомендуется вести по приведенной ниже форме (таблица 8.3).
Таблица 8.3
|
Частота вращения ротора, об/мин |
|||||||||||||
|
Единицы измерения |
***200 |
***400 |
600 |
800 |
1000 |
1ая критическая |
1200 |
1400 |
**3000 |
**3150 |
**3400 |
||
|
1. Опорный подшипник (вал ротора) ст. турбины |
|||||||||||||
|
вертикальная |
фаза* |
град |
|||||||||||
|
вибросмещ. |
мкм |
||||||||||||
|
поперечная |
фаза |
град |
|||||||||||
|
вибросмещ. |
мкм |
||||||||||||
|
2. Опорный подшипник (вал ротора) ст. контактных колец |
|||||||||||||
|
вертикальная |
фаза |
град |
|||||||||||
|
вибросмещ. |
мкм |
||||||||||||
|
поперечная |
фаза |
град |
|||||||||||
|
вибросмещ. |
мкм |
||||||||||||
|
Примечания: Первая критическая частота вращения должна быть зафиксирована и занесена в графу частота вращения. В таблице столбец параметров первой критической скорости приведен произвольно. * При замере фазы вибрации должно быть отмечено в примечании положение нулевой точки отсчета фазы относительно оси полюсов ротора генератора; ** Измерения вибрации опорных подшипников турбогенератора фиксируется в колонках, отмеченных (**), в процессе проведения испытаний автомата безопасности турбины для оценки состояния посадочных натягов бандажных колец на бочку ротора *** Факт наличия развитой трещины вала ротора обнаруживается в процессе останова или пуска генератора по всплеску вибрации (поперечное и вертикальное направления) опорных подшипников, при частоте вращения ротора от 200 до 400 об/мин. |
|||||||||||||
9 Испытания и показатели качества отремонтированных турбогенераторов единой серии ТВФ.
Объёмы, методы испытаний и сравнения показателей качества отремонтированных турбогенераторов с их нормативными и доремонтными значениями определяются и производятся в соответствии с СТО 70238424.29.160.20.001-2009 (раздел 9).
10 Требования к обеспечению безопасности.
Требования к обеспечению безопасности определяются в соответствии с СТО 70238424.29.160.20.001-2009 (раздел 10).
11 Оценка соответствия
11.1 Оценка соответствия соблюдения технических требований, объема и методов дефектации, способов ремонта, методов контроля и испытаний к составным частям и турбогенераторам в целом нормам и требованиям настоящего Стандарта осуществляется в форме контроля в процессе ремонта и при приемке в эксплуатацию.
11.2 В процессе ремонта производится контроль за выполнением требований настоящего Стандарта к составным частям и турбогенераторам в целом при производстве ремонтных работ, выполнении технологических операций ремонта и поузловых испытаниях.
При приемке в эксплуатацию отремонтированных турбогенераторов производится контроль результатов приемо-сдаточных испытаний, работы в период подконтрольной эксплуатации, показателей качества, установленных оценок качества и отремонтированных турбогенераторов и выполненных ремонтных работ.
11.3 Результаты оценки соответствия характеризуются оценками качества отремонтированного турбогенератора и выполненных ремонтных работ.
11.4 Контроль соблюдения норм и требований настоящего Стандарта осуществляют органы (Департаменты, подразделения, службы), определяемые генерирующей компанией.
11.5 Контроль соблюдения норм и требований настоящего Стандарта осуществляется по правилам и в порядке, установленном генерирующей компанией.
Приложение А
(рекомендуемое)
Таблица А.1
|
Наименование средств измерения |
Условное обозначение средств измерения |
|
Индикаторы часовые |
Индикатор ИЧ 0,5 Кл. 01 |
|
Линейки измерительные |
500 ГОСТ 427 |
|
Линейки поверочные |
Линейка ЛД-0-500 |
|
Лупа |
ЛП4-10× ГОСТ 25706 |
|
Микрометры |
Микрометр ГОСТ 6507 |
|
Щупы плоские для станочных приспособлений. Конструкция |
Набор щупов № 1. Кл. 2 № 2. Кл. 1 № 4. Кл. 1 |
|
Нутрометры микрометрические |
Нутрометр НМ 75 НМ 150 НМ 500 |
|
Образцы шероховатости |
Образец шероховатости 0,2-ШЦ 0,32-Т 0,32-Р 0,4-ШЦ 0,63-Т 0,63-ТТ |
|
Плиты поверочные |
Плита 1-0-1000×630 |
|
Штангенциркули |
Штангенциркуль ШЦ-I-125-0,1-1 ШЦ-III-125-0,1-1 ШЦ-III-250-0,1-1 ШЦ-III-630-0,1-1 ШЦ-III-1000-0,1-1 |
Библиография
[1] СО 34.45-51.300-97 (РД 34.45-51.300-97) Объем и нормы испытаний электрооборудования. Утверждены Департаментом науки и техники РАО «ЕЭС России» 8 мая 1997 г., издание VI, с изменениями и дополнениями по состоянию на 01.10.2006 (СО от 08.05.1997 № 34.45-51.300-97 (РД от 08.05.1997 № 34.4551.300-97).
Ключевые слова: турбогенераторы, качество ремонта, технические условия
|
Руководитель организации-разработчика ЗАО «ЦКБ Энергоремонт» |
||
|
Генеральный директор |
А.В. Гондарь |
|
|
Руководитель разработки Заместитель генерального директора |
Ю.B. Трофимов |
|
|
Исполнители Главный конструктор проекта |
Л.А. Дугинов |