ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р (ИСО 16812:2007) |

НЕФТЯНАЯ
И ГАЗОВАЯ ПРОМЫШЛЕННОСТЬ.
КОЖУХОТРУБЧАТЫЕ ТЕПЛООБМЕННИКИ
Технические требования
ISO 16812:2007
Petroleum and natural gas industries -
Shell-and-tube
heat exchangers
(MOD)
|
|
Москва Стандартинформ 2011 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом «ВНИИНЕФТЕМАШ» (ОАО «ВНИИНЕФТЕМАШ»), ЗАО «Петрохим Инжиниринг» (ЗАО «ПХИ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 023 «Техника и технологии добычи и переработки нефти и газа»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. № 1062-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 16812:2007 «Промышленность нефтяная, нефтехимическая и газовая. Кожухотрубчатые теплообменники» (ISO 16812:2007 «Petroleum and natural gas industries - Shell-and-tube heat exchangers»). При этом дополнительные положения, учитывающие потребности национальной экономики Российской Федерации и особенности национальной стандартизации, выделены курсивом
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
Введение
Международный стандарт ИСО 16812 разработан Техническим комитетом ИСО/ТК 67 «Материалы и оборудование для нефтяной, нефтеперерабатывающей, нефтехимической, химической, газовой и других смежных отраслей промышленности». Подкомитет ПК 6 «Технологическое оборудование и системы».
Это второе пересмотренное издание стандарта отменяет и заменяет первое издание (ИСО 16812:2002).
Настоящий стандарт позволяет применять для конкретных условий эксплуатации дополнительные или отличающиеся требования. При принятии альтернативных решений следует установить в деталях все несоответствия от настоящего стандарта.
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
НЕФТЯНАЯ
И ГАЗОВАЯ ПРОМЫШЛЕННОСТЬ.
КОЖУХОТРУБЧАТЫЕ ТЕПЛООБМЕННИКИ
Технические требования
Petroleum and natural gas industries. Shell-and-tube heat
exchangers.
Technical requirements
Дата введения - 2011-01-01
1 Область применения
Настоящий стандарт устанавливает требования к конструкции, материалам, изготовлению, контролю, испытаниям и подготовке к отгрузке стальных кожухотрубчатых теплообменных аппаратов, предназначенных для применения в нефтяной, нефтеперерабатывающей, нефтехимической, химической, газовой и других смежных отраслях промышленности.
Настоящий стандарт применим к следующим типам аппаратов теплообменных кожухотрубчатых стальных: теплообменникам, конденсаторам, холодильникам и испарителям, работающим под расчетным давлением не более 21 МПа, под вакуумом с остаточным давлением не ниже 665 Па (5 мм рт. ст.) при температуре стенки не ниже минус 70 °С.
Настоящий стандарт не применим к поверхностным вакуумным конденсаторам водяного пара и нагревателям питательной воды.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 52630-2006 Сосуды и аппараты стальные сварные. Общие технические условия
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 12971-67 Таблички прямоугольные для машин и приборов. Размеры
ГОСТ 22727-88 Прокат листовой. Методы ультразвукового контроля
ГОСТ 24507-80 Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии
ГОСТ 25347-82 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Поля допусков и рекомендуемые посадки
ГОСТ 28759.2-90 Фланцы сосудов и аппаратов стальные плоские приварные. Конструкция и размеры
ГОСТ 28759.3-90 Фланцы сосудов и аппаратов стальные приварные встык. Конструкция и размеры
ГОСТ 28759.4-90 Фланцы сосудов и аппаратов стальные приварные встык под прокладку восьмиугольного сечения. Конструкция и размеры
ГОСТ 28759.5-90 Фланцы сосудов и аппаратов. Технические требования
ГОСТ 28759.6-90 Прокладки из неметаллических материалов. Конструкция и размеры. Технические требования
ГОСТ 28759.7-90 Прокладки асбометаллические. Конструкция и размеры. Технические требования
ГОСТ 28759.8-90 Прокладки металлические восьмиугольного сечения. Конструкция и размеры. Технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения и обозначения
3.1 В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1 теплообменный аппарат: Теплообменный аппарат, предназначенный для передачи тепла при неизотермических условиях эксплуатации.
3.1.2 теплообменный аппарат с неподвижными трубными решетками: Теплообменный аппарат, трубные решетки которого неподвижно прикреплены к кожуху.
3.1.3 теплообменный аппарат с температурным конденсатором: Теплообменный аппарат с неподвижными трубными решетками и компенсатором для компенсации разности температурных расширений кожуха и теплообменных труб.
3.1.4 теплообменный аппарат с плавающей головкой: Теплообменный аппарат с извлекаемым трубным пучком, один конец которого свободно перемещается.
3.1.5 теплообменный аппарат с U-образными трубами: Теплообменный аппарат с извлекаемым трубным пучком, выполненным из U-образных труб.
3.1.6 корпус теплообменного аппарата: Часть разъемного теплообменного аппарата, внутрь которой вставляется трубный пучок.
3.1.7 трубный пучок: Часть теплообменного аппарата, состоящая из теплообменных труб, трубных решеток и перегородок.
3.1.8 трубчатка: Часть неразъемного теплообменного аппарата, состоящая из трубного пучка и кожуха.
3.1.9 трубная решетка: Элемент теплообменного аппарата, предназначенный для крепления теплообменных труб и разделения теплообменных сред.
3.1.10 подвижная трубная решетка: Трубная решетка, имеющая возможность перемещения.
3.1.11 неподвижная трубная решетка: Трубная решетка, не имеющая возможность перемещения.
3.1.12 кожух теплообменного аппарата: Цилиндрическая часть теплообменного аппарата, состоящая из одной или нескольких сваренных между собой обечаек.
3.1.13 плавающая головка: Часть теплообменного аппарата, состоящая из подвижной трубной решетки и крышки.
3.1.14 аппаратный фланец: Фланец, предназначенный для соединения между собой корпуса, распределительной камеры, крышки распределительной камеры, крышки корпуса.
3.1.15 переходный фланец: Фланец на корпусе теплообменного аппарата, предназначенный для крепления крышки корпуса под плавающую головку.
3.1.16 трубное пространство теплообменного аппарата: Пространство внутри теплообменника со стороны внутренней поверхности труб.
3.1.17 межтрубное пространство теплообменного аппарата: Пространство между наружной поверхностью теплообменных труб и кожухом.
3.1.18 поперечная и продольная перегородки трубного пучка: Перегородка трубного пучка, предназначенная для распределения движения потока среды в межтрубном пространстве.
3.1.19 сливная перегородка трубного пучка: Перегородка трубного пучка, предназначенная для поддержания уровня жидкости в межтрубном пространстве горизонтального теплообменного аппарата.
3.1.20 опорная перегородка: Перегородка трубного пучка, являющаяся поддерживающей опорой трубного пучка.
3.1.21 обечайка: Цилиндрическая оболочка, открытая с торцов.
3.1.22 концевая обечайка: Обечайка, соединенная с одной стороны фланцем или трубной решеткой.
3.1.23 распределительная камера теплообменного аппарата: Камера теплообменного аппарата, предназначенная для распределения потока по теплообменным трубам.
3.1.24 разъемная распределительная камера: Распределительная камера, открытая с обоих торцов, к одному из которых крепится съемная крышка.
3.1.25 неразъемная распределительная камера: Распределительная камера, имеющая приварное днище.
3.1.26 нормы и правила по проектированию сосудов, работающих под давлением: Нормы и правила для сосудов, работающих под давлением, указанные покупателем или согласованные с ним.
Примеры
ГОСТ Р 52630-2006: Национальный стандарт Российской Федерации,
ЕН 13445 [1]: Европейский стандарт комитета по стандартизации,
ASME Section VIII [2]: Стандарт Американского общества инженеров-механиков.
3.2 В настоящем стандарте применены следующие обозначения:
А - ширина наплавки или сварного соединения со стороны трубной решетки, мм (см. рисунок 1);
А1 - ширина полосы скольжения, мм (см. рисунок 3);
А2 - высота полосы скольжения, мм (см. рисунок 3);
В - глубина наплавки или выступа разделки кромки в трубной решетке, мм (см. рисунок 1);
D - наружный диаметр аппарата, мм (см. таблицу 4);
D1 - диаметр решетки, мм (см. рисунок 7);
D2 - диаметр решетки, мм (см. рисунок 7);
D3 - наружный диаметр решетки, мм (см. рисунок 6);
D4 - внутренний диаметр полукольца, мм (см. рисунок 6);
d0 - диаметр шпильки в зоне резьбы, мм (см. рисунок 6);
h - высота соединительного выступа, мм (см. рисунок 1);
h1 - высота накладки, мм (см. рисунок 6);
K - катет углового шва, мм (см. рисунок 1);
K1 - катет углового шва, мм (см. рисунок 1);
Л - предельное отклонение габаритных и присоединительных размеров, мм (см. рисунок 5);
М - предельное отклонение торца фланца штуцера от вертикальной оси, мм (см. таблицу 11);
Рк - расчетное давление в кожухе, МПа (см. таблицу 14);
РТ - расчетное давление в трубах, МПа (см. таблицу 14);
R - радиус проточки, мм (см. рисунок 1);
S - толщина концевой обечайки кожуха, мм (см. рисунок 1);
Sc - толщина стенки аппарата, мм (см. таблицу 4);
S1 - толщина соединительного выступа, мм (см. рисунок 1);
Sn - толщина перегородки в центре, мм (см. рисунок 8);
![]() - толщина
перегородки на краю, мм (см. рисунок 8);
- толщина
перегородки на краю, мм (см. рисунок 8);
Sв - ширина впадины в трубной решетке, мм (см. рисунок 8).
4 Общие положения
4.1 Конструкция теплообменника должна соответствовать нормам и правилам по проектированию, устройству и безопасной эксплуатации сосудов, работающих под давлением.
4.2 Стальные кожухотрубчатые теплообменные аппараты изготовляют следующих типов:
- «Н» - с неподвижными трубными решетками (теплообменники, холодильники, конденсаторы, испарители, вакуумные конденсаторы, термосифонные испарители);
- «K» - с неподвижными трубными решетками и температурным компенсатором на кожухе (теплообменники, холодильники, конденсаторы, вакуумные конденсаторы, термосифонные испарители);
- «П» - с плавающей головкой (теплообменники, холодильники, конденсаторы, термосифонные испарители);
- «У» - с U-образными трубами (теплообменники);
- «ИП», «ИУ» - с паровым пространством (испарители);
- «ПК» - с плавающей головкой и компенсатором на ней (теплообменники).
4.3 Контрольная таблица на кожухотрубчатый теплообменник приведена в приложении А.
4.4 Примеры листов технических характеристик на кожухотрубчатый теплообменник приведены в приложении В.
4.5 Рекомендации по распределению ответственности за данные, представленные в листе технических характеристик, даны в приложении С.
4.6 Диаметры трубных отверстий и размеры перемычек между трубными отверстиями указаны в приложении ДА.
5 Требования к проектированию и конструкции
5.1 Общие требования
5.1.1 Конструкцией аппарата должно быть предусмотрено обеспечение установленного режима эксплуатации, технологичности, надежности в течение назначенного срока службы, обеспечение безопасности при изготовлении, монтаже и эксплуатации, обеспечение возможности контроля технического состояния аппарата.
5.1.2 Назначенный срок службы аппарата должен устанавливать разработчик и указывать в технической документации.
5.1.3 Аппарат должен быть спроектирован с учетом нагрузок на штуцера и опоры.
5.1.4 В зависимости от расчетного давления, температуры стенки и характера среды аппараты подразделяют на группы, определяющие объем контроля сварных соединений. Группа сосудов - по ГОСТ Р 52630.
5.1.5 Минимальная температура стенки аппарата, находящегося под давлением, - по ГОСТ Р 52630 (пункт 5.1.4).
5.1.6 Фланцы кожуха, распределительной камеры и крышек должны быть выполнены приварными встык в случаях:
- условное давление Ру ≥ 1,0 МПа независимо от температуры;
- одна или две полости аппарата работают при температуре рабочей среды не менее 300 °С независимо от давления.
5.1.7 Толщины стенок кожуха, распределительной камеры, обечайки и днища крышки определяют расчетом на прочность, но они должны быть не менее приведенных в таблице 1.
Таблица 1 - Минимальные толщины стенок
В миллиметрах
|
Диаметр кожуха |
Минимальная толщина стенок из стали |
||||
|
углеродистой и низколегированной, двухслойной |
высоколегированной хромоникелевой |
||||
|
наружный |
внутренний |
для аппаратов типа |
|||
|
Н и К |
П и У |
Н и К |
П и У |
||
|
159, 219, 273, 325, 426, 530 |
400, 500 |
5 |
5 |
3 |
3 |
|
630 |
600 |
6 |
6 |
4 |
4 |
|
- |
700, 800 |
6 |
8 |
4 |
6 |
|
- |
900, 1000 |
6 |
10 |
6 |
8 |
|
- |
1200 |
6 |
12 |
6 |
10 |
|
- |
1400 и более |
6 |
14 |
6 |
12 |
5.1.8 Толщины поперечных перегородок трубного пучка определяют в соответствии с расчетом на прочность, но они должны быть не менее приведенных в таблице 2.
Таблица 2 - Минимальные толщины поперечных перегородок трубного пучка
В миллиметрах
|
Диаметр кожуха |
Минимальная толщина поперечных перегородок трубного пучка при расстоянии между ними |
|||||
|
наружный |
внутренний |
до 300 |
301 - 450 |
451 - 600 |
601 - 850 |
≥ 851 |
|
159, 219, 273, 325 |
- |
3 |
5 |
6 |
8 |
10 |
|
426, 530, 630 |
400, 500, 600 |
5 |
6 |
8 |
8 |
10 |
|
- |
700, 800, 900, 1000 |
6 |
8 |
8 |
10 (8) |
12 (10) |
|
- |
1200 и более |
6 |
8 |
10 (8) |
10 (8) |
12 (10) |
|
Примечание - Значения в скобках являются допустимыми для аппаратов типов Н и К. |
||||||
5.1.9 Максимальное расстояние между поперечными перегородками трубного пучка не должно превышать приведенных в таблице 3.
Таблица 3 - Максимальное расстояние между поперечными перегородками трубного пучка
В миллиметрах
|
Наружный диаметр теплообменных труб |
Максимальное расстояние между поперечными перегородками |
|||
|
в теплообменниках и испарителях |
в холодильниках и конденсаторах |
в теплообменниках и испарителях |
в холодильниках и конденсаторах |
|
|
с материалом труб |
||||
|
сталь |
латунь, алюминий, алюминиевый сплав |
|||
|
16, 20 |
700 |
1000 |
600 |
900 |
|
25 |
1000 |
1200 |
700 |
1000 |
|
38 |
1000 |
1300 |
800 |
1200 |
|
57 |
1400 |
1400 |
1400 |
1400 |
|
Примечание - Максимальное расстояние между поперечными перегородками для испарителей с паровым пространством должно составлять 1200 мм. |
||||
5.1.10 Минимальное расстояние между поперечными перегородками может составлять 0,2 внутреннего диаметра кожуха, но не менее 50 мм.
5.1.11 Диаметры поперечных перегородок трубного пучка должны соответствовать значениям, приведенным в таблице 4.
Таблица 4 - Диаметры поперечных перегородок трубного пучка
В миллиметрах
|
Диаметр поперечных перегородок трубного пучка при |
|||||||||
|
наружном диаметре аппарата |
внутреннем диаметре аппарата |
||||||||
|
159, 219, 273, 325, 426, 530, 630 |
400 |
500 |
600 |
700 |
800 |
900 |
1000 |
1200 |
1400 |
|
D - 2Sc - 3 |
397 |
497 |
597 |
697 |
796 |
896 |
995 |
1195 |
1395 |
5.1.12 Толщина поперечных и опорных перегородок из углеродистых и низколегированных сталей должна быть не менее удвоенной прибавки на коррозию для межтрубного пространства.
5.1.13 Для облегчения дренажа поперечные и опорные перегородки должны иметь на нижней образующей вырез высотой 10 мм.
5.1.14 При использовании продольных перегородок в межтрубном пространстве просвет между перегородкой и соседними трубами должен быть не менее 3 мм.
5.1.15 Поперечные перегородки в трубном пучке следует устанавливать с помощью распорных трубок, стяжек и гаек к ним.
Не допускается приварка перегородок к трубам трубного пучка.
5.1.16 Продольная перегородка в межтрубном пространстве должна быть приварена к трубной решетке и уплотнена относительно корпуса для предотвращения перетоков между ходами в межтрубном пространстве аппарата, если иное не требуется по условиям эксплуатации аппарата.
5.1.17 Толщины продольных перегородок в распределительных камерах и крышках определяют расчетом по перепаду давления в аппарате, но они должны быть не менее значений, приведенных в таблице 5.
Таблица 5 - Минимальные толщины продольных перегородок в распределительных камерах и крышках
В миллиметрах
|
Диаметр кожуха |
Минимальная толщина перегородок |
|
|
наружный |
внутренний |
|
|
325, 426 |
400 |
5 |
|
530, 630 |
500, 600 |
8 |
|
- |
700, 800, 900, 1000 |
10 |
|
- |
1200 - 1400 |
12 |
5.1.18 В каждой продольной перегородке (распределительной камеры и крышки аппарата многоходового по трубному пространству) должно быть дренажное отверстие диаметром не менее 6 мм.
5.2 Узел соединения трубной решетки с концевой обечайкой кожуха
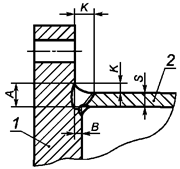
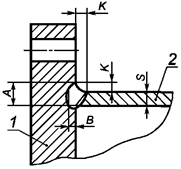
5.2.1 Узел соединения трубной решетки с концевой обечайкой кожуха аппаратов типов Н и К должен соответствовать указанному на рисунке 1.
|
|
|
|
а - для трубных решеток из поковок независимо от марки стали |
б - для трубных решеток из поковок независимо от марки стали и из листового проката из стали аустенитного класса |
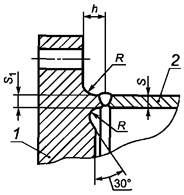
1 - трубная решетка; 2 - концевая обечайка кожуха
Рисунок 1 - Узел соединения трубной решетки с кожухом (Лист 1)
|
|
|
|
|
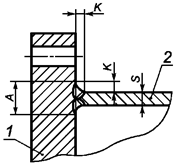
в - для трубных решеток из поковок и листового проката независимо от марки стали |
г - для трубных решеток из поковок и листового проката независимо от марки стали |
д - для трубных решеток из поковок и листового проката независимо от марки стали |
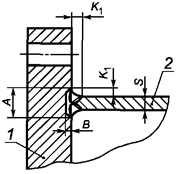
1 - трубная решетка; 2 - концевая обечайка кожуха
Рисунок 1 - Узел соединения трубной решетки с кожухом (Лист 2)
Размеры соединительного выступа (см. рисунок 1а) должны удовлетворять условиям: h ≥ S; R ≥ S; S1 ≥ S.
Размеры сварного соединения (см. рисунок 1б) должны удовлетворять условиям: A ≥ 2S; K ≥ 0,5S.
Размеры сварного соединения (см. рисунки 1в, г, д) должны удовлетворять условиям: А ≥ 2S; В ≥ 0,5S; K ≥ S; K1 ≥ 0,5S.
Трубная решетка (см. рисунок 1д) должна быть наплавлена до сварки с обечайкой.
5.2.2 Каждая заготовка для трубной решетки должна быть проконтролирована на сплошность ультразвуком по ГОСТ 22727 с оценкой металла по 1-му классу сплошности для листового проката и по ГОСТ 24507 по 3-й группе качества для поковок.
5.2.3 В зоне приварки к концевой обечайке трубная решетка должна быть дополнительно проконтролирована на сплошность ультразвуком прямым и наклонным сканированиями.
5.2.4 Листовой прокат должен быть испытан на растяжение на образцах по толщине проката, при этом сужение поперечного сечения должно быть не менее 35 %.
5.3 Трубный пучок
5.3.1 Трубы
5.3.1.1 Минимальная толщина стенки труб должна соответствовать данным таблицы 6.
Таблица 6 - Минимальная толщина стенки труб
В миллиметрах
|
Минимальная толщина стенки труб* |
|
|
16 |
1,0 |
|
20 и 25 |
1,5 |
|
38 и 57 |
2 |
|
* Для низкого оребрения толщина труб должна соответствовать толщине труб в основании ребра. |
|
5.3.1.2 Средний радиус гиба U-образных труб должен быть не менее чем в 1,5 раза больше номинального наружного диаметра трубы.
5.3.13 При назначении толщины трубы следует учитывать расчетное давление и пробное давление межтрубного пространства при гидроиспытании.
5.3.1.4 На предприятии-изготовителе допускается заглушать количество труб, не превышающее указанное в таблице 7.
Таблица 7 - Максимальное количество заглушаемых труб
|
Диаметр кожуха, мм |
Максимальное количество заглушаемых труб, шт. |
|
|
наружный |
внутренний |
|
|
159, 219, 273, 325, 426 |
400 |
2 |
|
530, 630 |
500, 600, 700 |
3 |
|
800, 900 |
4 |
|
|
1000 |
5 |
|
|
1200 |
6 |
|
|
1400 |
8 |
|
|
1600 |
10 |
|
|
2000 |
12 |
|
|
3000 |
18 |
|
|
4000 |
20 |
|
5.3.2 Трубные решетки
5.3.2.1 Для вертикального теплообменника, у которого неподвижная трубная решетка находится снизу, должны быть обеспечены соответствующие меры, удерживающие трубный пучок на своем месте. При использовании шпилек с буртиками или резьбовых отверстий в трубной решетке их количество должно быть не менее четырех, их расположение должно быть указано на чертежах, а на внешней образующей трубной решетки указаны метки.
5.3.2.2 Расстояние между краем отверстий под трубы и краем всех канавок под прокладки должно быть не менее 1,5 мм для трубных решеток с развальцовкой труб и не менее 3 мм - для трубных решеток со сваркой или усиленной сваркой труб в трубных решетках.
5.3.2.3 Допускается изготовление трубных решеток сварными из частей, при этом:
- решетки диаметром до 1600 мм допускается изготовлять не более чем из трех частей, а решетки диаметром свыше 1600 мм - не более чем из четырех частей;
- ширина вставки - не менее 400 мм;
- пересечение сварных швов не допускается.
5.3.2.4 Допускается на сварных швах трубных решеток располагать отверстия при условии контроля качества сварных швов радиографическим или ультразвуковым методом.
5.3.2.5 При плакировании трубной решетки цветными металлами (латунью и др.) толщина наплавленного слоя должна быть не менее 10 мм. Не допускаются отслоения наплавленной поверхности общей площадью более 5 % основного металла решетки и раковины глубиной более 1 мм.
5.3.2.6 Острые кромки отверстий в трубных решетках и перегородках трубных пучков должны быть притуплены фаской размером 0,5 - 3 мм, а острые кромки наружной цилиндрической поверхности перегородок трубных пучков - фаской размером 1,0 - 2,0 мм.
5.3.2.7 Расстояние (шаг) между центрами двух соседних отверстий в трубных решетках и перегородках должно соответствовать указанному в таблице 8, если другое не указано в технической документации.
Таблица 8 - Шаг размещения трубных отверстий
В миллиметрах
|
Наименование параметра |
Значение параметра |
||||
|
Наружный диаметр труб |
16 |
20 |
25 |
38 |
57 |
|
Шаг размещения трубных отверстий |
21 |
26 |
32 |
48 |
70 |
5.3.2.8 Аппараты типов «П» и «У», внутренний диаметр кожуха которых не менее 800 мм, а также испарители с осенесимметричным коническим переходом, внутренний диаметр горловины которых не менее 900 мм для типа «П» и не менее 800 мм для типа «У», должны быть снабжены устройством, облегчающим монтаж или демонтаж трубного пучка, если другое не определено заказчиком.
5.3.2.9 В трубных решетках аппаратов типов «П» и «У» следует предусмотреть рым-болты для вытягивания трубного пучка. Допускается в технически обоснованных случаях вместо рым-болтов применять вытяжные проушины или выполнять проточку на цилиндрической поверхности трубной решетки, если это подтверждено заказчиком.
5.3.2.10 В вертикальном аппарате типа «П» и «У» должен быть предусмотрен дренаж жидкости из трубного и межтрубного пространств или приняты специальные методы удаления жидкости.
5.3.2.11 У трубчатки вертикального аппарата с трубной решеткой, привариваемой непосредственно к кожуху, спуск воздуха и дренаж должны производиться через отверстия в трубной решетке диаметром не менее 10 мм.
5.3.2.12 Трубные пучки вертикальных аппаратов типа «У» рекомендуется располагать трубной решеткой вниз, типа «П» - плавающей головкой вниз.
5.4 Противоударная защита
5.4.1 Противоударная защита трубного пучка от воздействия потока на входе в аппарат должна быть обеспечена установкой противоударной пластины либо стержневых элементов.
5.4.2 Противоударная пластина должна заходить не менее чем на 25 мм за пределы отверстия штуцера в плане.
5.4.3 Площадь проходного сечения между корпусом и противоударной пластиной должна быть не меньше проходного сечения входного штуцера.
5.4.4 Номинальная толщина противоударной пластины должна быть не менее 6 мм.
5.4.5 Противоударная пластина должна быть соответствующим образом закреплена, (например, приварена по крайней мере к двум дистанционным трубкам) во избежание механического повреждения в результате вибрации.
5.4.6 Не следует использовать перфорированные противоударные пластины.
5.5 Противобайпасные устройства
5.5.1 Необходимость установки противобайпасных устройств [таких как уплотняющие полосы, ложные трубы или стяжки (см. рисунок 2)] следует определять технологическим расчетом для неизотермических условий эксплуатации или, если байпасные зазоры превышают 16 мм, должны быть предусмотрены:
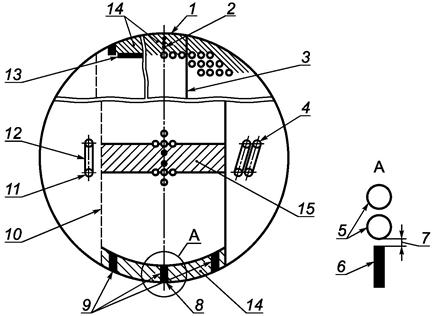
1 - цилиндрическая
поверхность перегородки; 2 - стяжки,
ложные трубы или плоская полоса; 3 - срез
перегородки;
4 - расположение U-образной трубы; 5 - трубы; 6 - противобайпасная
полоса; 7 - зазор, не превышающий номинальный
зазор между трубами; 8
- одинарная
уплотнительная полоса на оси аппарата; 9 -
несколько равномерно распределенных полос;
10 - срез
перегородки; 11 - расположение U-образной трубы; 12 -
изгиб U-образной трубы; 13 -
противоударная пластина;
14 - периферийный байпасный коридор; 15 - внутренний байпасный
коридор
Рисунок
2 - Типовое сечение трубного пучка, показывающее расположение противобайпасных
уплотнительных устройств
a) одиночное противобайпасное устройство приблизительно посередине между срезами перегородок, если расстояние между краями срезанных перегородок не более шести шагов труб;
b) несколько противобайпасных устройств, если расстояние между срезами перегородок превышает шесть шагов труб. Они должны быть расположены через каждые пять - семь рядов труб между срезами перегородок с расстоянием наиболее удаленного противобайпасного устройства от среза перегородки не более 75 мм.
5.5.2 Периферийные противобайпасные уплотнения следует располагать таким образом, чтобы зазор до ближайшей трубы не превышал номинальный зазор между трубами.
5.5.3 Внутренние противобайпасные уплотнения следует устанавливать внутри трубного пучка так, чтобы зазор до ближайшей трубы не превышал номинальный зазор между трубами.
5.5.4 Уплотнения следует располагать так, чтобы они не препятствовали механической очистке коридоров трубного пучка или чтобы их можно было легко удалить. Коридоры между теплообменными трубами, требующие регулярной очистки, должны иметь шаг, расположенный по прямому (90°) или повернутому квадрату (45°).
5.5.5 Номинальная толщина уплотнительных полос должна быть равной толщине поперечных перегородок, но не менее 6 мм.
5.5.6 Противобайпасные уплотнительные полосы должны быть присоединены к каждой поперечной перегородке односторонним непрерывным швом.
5.5.7 Торцы уплотнительных полос должны заканчиваться радиусом или фаской для предохранения корпуса от повреждения при затаскивании или вытаскивании трубного пучка.
5.5.8 Периферийные противобайпасные уплотнительные полосы не должны ограничивать входной или выходной поток в трубном пучке.
5.5.9 Диаметры стяжек и их число (при отсутствии противобайпасных полос) должны соответствовать приведенным в таблице 9.
Таблица 9 - Диаметры и число стяжек
|
Диаметр кожуха, мм |
Диаметр стяжек, мм |
Минимальное число стяжек, шт. |
|
|
наружный |
внутренний |
||
|
159, 273, 325 |
- |
12 |
4 |
|
426, 630 |
400, 500, 600, 700 |
12 |
6 |
|
- |
800, 900, 1000 |
16 |
8 |
|
(12)* |
(6)* |
||
|
(12)** |
(8)** |
||
|
- |
1200, 1400 |
16 |
10 |
|
* Допускается для аппаратов типов Н и К. ** Допускается для аппаратов типа П. |
|||
5.6 Полосы скольжения трубного пучка
5.6.1 Для всех извлекаемых трубных пучков массой более 5450 кг должны быть предусмотрены полосы скольжения для свободного перемещения трубного пучка в корпусе аппарата, если иное не определено заказчиком.
5.6.2 При использовании полос скольжения следует выполнять следующие требования:
a) должно быть минимально две полосы скольжения;
b) полосы скольжения не должны быть расположены в области штуцеров;
c) полосы скольжения должны быть приварены к поперечным и опорным перегородкам;
d) полосы скольжения должны выступать не менее чем на 0,8 мм за внешний диаметр поперечных или опорных перегородок;
e) передние и боковые кромки полос скольжения и уплотнительных полос должны быть скруглены или скошены для предотвращения повреждений корпуса при затаскивании или удалении трубного пучка.
5.6.3 Расположение полос скольжения в трубных пучках аппаратов и их размеры должны соответствовать рисунку 3 и таблице 10.
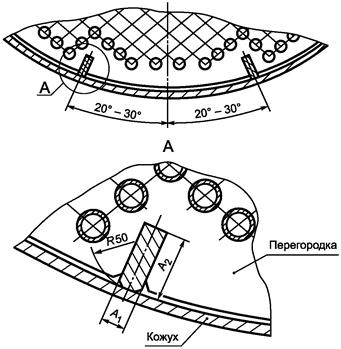
Рисунок 3 - Расположение полос скольжения в трубных пучках аппаратов
Таблица 10 - Размеры полос скольжения в трубных пучках аппаратов
В миллиметрах
|
Внутренний диаметр кожуха |
800 |
900 |
1000 |
1100 |
1200 |
1300 |
1400 |
1500 |
1600 |
1800 |
2000 |
|
А1 |
16 |
16 |
16 |
19 |
22 |
22 |
25 |
25 |
28 |
35 |
40 |
|
А2 |
38 |
44 |
50 |
50 |
50 |
65 |
65 |
75 |
75 |
75 |
80 |
5.6.4 Допускается вместо полос скольжения применять трубы или другие устройства.
5.7 Плавающая головка
5.7.1 Типовые конструкции крышек плавающей головки показаны на рисунке 4.
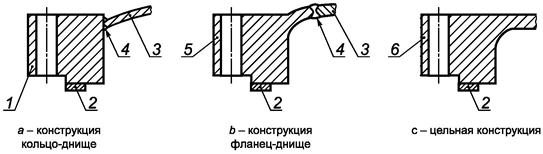
1 - кольцо; 2 - прокладка; 3 - днище; 4 - сварной шов с полным проплавлением; 5 - фланец; 6 - цельная механически обработанная крышка
Рисунок 4 - Типовые конструкции крышек плавающих головок
5.7.2 Высота крышки плавающей головки аппарата одноходового по трубам должна быть не менее 1/3 внутреннего диаметра штуцера на крышке.
Высота крышки плавающей головки аппарата двухходового по трубам должна быть такой, чтобы площадь ее центрального сечения не менее чем в 1,3 раза превышала площадь проходного сечения труб одного хода.
5.8 Прокладки
Выбор материала прокладок к фланцам сосудов и аппаратов следует проводить в зависимости от условий эксплуатации с учетом требований ГОСТ 28759.6 - ГОСТ 28759.8.
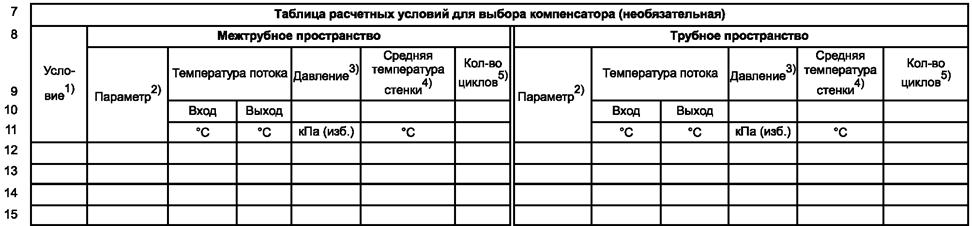
5.9 Компенсаторы
5.9.1 Температурные деформации в кожухотрубчатом теплообменнике от разности тепловых удлинений кожуха и теплообменных труб следует компенсировать установкой линзовых или однослойных сильфонных компенсаторов.
5.9.2 Компенсаторы выбирают по их параметрам: давлению, компенсирующей способности, жесткости, эффективной площади.
5.9.3 Расчетное число циклов нагружения за весь период работы должно быть не более 1000.
5.9.4 Применение материала компенсаторов по температуре должно соответствовать ГОСТ Р 52630.
5.9.5 Конструкцией компенсаторов должны быть предусмотрены:
а) внутренняя обечайка, ориентированная по направлению движения среды для снижения гидравлического сопротивления и защиты гибкого элемента;
б) защита гибкого элемента от повреждений во время транспортирования;
в) вварка штуцера в вершину гофра гибкого элемента для дренажа в пароводяных теплообменниках или в качестве воздушника в водо-водяных теплообменниках.
5.9.6 Компенсатор должен быть спроектирован в соответствии с нормами и правилами на сосуды, работающие под давлением.
5.9.7 Сварные соединения линз, полулинз подлежат обязательному радиографическому контролю в объеме 100 %. Сварной шов приварки гибкого элемента к патрубкам подлежит контролю цветной дефектоскопией в объеме 100 %.
5.9.8 Компенсаторы на плавающей головке должны быть защищены от повреждения и растяжения во время обслуживания и гидравлических испытаний - при снятой крышке.
5.10 Опоры
5.10.1 Горизонтальные теплообменники следует устанавливать не менее чем на две седловые опоры. Угол охвата седловой опоры - не менее 120°.
5.10.2 Неподвижная опора корпусов теплообменников с извлекаемыми трубными пучками должна выдерживать продольное усилие, эквивалентное 150 % массы трубного пучка, приложенное по оси трубного пучка теплообменника.
5.10.3 Элементы, привариваемые непосредственно к корпусу теплообменника (подкладные листы, лапы), следует изготовлять из материала того же структурного класса, что и корпус, и они должны быть приварены непрерывным швом к корпусу теплообменника.
5.10.4 Приваренные к корпусу детали должны быть снабжены отверстиями для дренажа диаметром 6 мм.
5.10.5 Толщина привариваемых элементов - не менее 6 мм.
5.10.6 Нижние корпуса блочных теплообменников с извлекаемыми трубными пучками должны быть спроектированы таким образом, чтобы воспринимать приложенные нагрузки без деформаций, приводящих к защемлению трубных пучков.
5.10.7 Для аппаратов, собираемых в блоки, должны быть предусмотрены подкладные листы толщиной не менее 6 мм между промежуточными опорами.
5.10.8 Для горизонтальных теплообменников в неподвижной опоре должны быть предусмотрены отверстия, а в подвижных опорах - пазы для перемещения корпуса при тепловых перемещениях. Ширина паза должна быть равна диаметру анкерного болта плюс 10 мм. Длина паза должна быть равна диаметру анкерного болта плюс расчетное допустимое продольное перемещение плюс 10 мм. На анкерных болтах подвижных опор должны быть предусмотрены распорные втулки толщиной 4 мм и высотой, равной толщине опорной плиты плюс 4 мм.
5.11 Строповочные устройства
5.11.1 Подъемные устройства должны быть в виде приварной бобышки или проушины с отверстием диаметром не менее 38 мм. Везде, где это возможно, бобышка или проушина должна быть расположена в верхней части сборочной единицы выше ее центра тяжести; в любом случае должны быть предусмотрены по две соответственно расположенные бобышки или проушины. Подъемное устройство должно быть рассчитано для подъема, по крайней мере, удвоенной массы сборочной единицы.
5.11.2 Для блочных теплообменников должны быть предусмотрены две подъемные бобышки или проушины на всех крышках в верхних частях и располагаться приблизительно на 45° от вертикальной оси.
5.11.3 Вытяжные проушины или резьбовые отверстия для установки рым-болтов должны быть предусмотрены на внешней поверхности неподвижной трубной решетки для извлечения трубного пучка из корпуса. Вытяжные проушины и рым-болты должны быть рассчитаны на усилие, составляющее не менее 150 % от массы трубного пучка. Каждое резьбовое отверстие должно быть оснащено резьбовой пробкой из того же материала, что и трубная решетка. Выступающая часть пробки должна быть длиной не менее 50 мм.
5.11.4 Все собранные вертикальные теплообменники должны быть снабжены подъемными устройствами, располагаемыми выше центра тяжести теплообменника.
6 Требования к материалам
6.1 При выборе материалов для изготовления теплообменников следует учитывать расчетные давления, температуру стенок, химический состав и характер сред, технологические свойства и коррозионную стойкость материалов.
6.2 Требования к основным материалам, их пределы применения, назначение, условия применения, виды испытаний должны соответствовать ГОСТ Р 52630 (раздел 5).
7 Изготовление
7.1 Корпус
7.1.1 Все продольные и кольцевые сварные швы корпусов аппаратов типа «У», «П», «ПК», кроме аппаратов типов «ИП», «ИУ» с коническими переходами, должны быть зачищены изнутри заподлицо для облегчения монтажа и демонтажа трубных пучков. Для аппаратов типов «ИП», «ИУ» с коническими переходами это требование следует применять только к сварным швам нижней части корпуса.
Усиление обработанных сварных швов корпусов должно быть не более 0,5 мм для монометаллических аппаратов и не более 1,5 мм для двухслойных аппаратов с учетом требований ГОСТ Р 52630.
7.1.2 Замыкающий шов на корпусе аппарата неразъемной конструкции должен выполняться, как правило, без подкладного кольца.
Сварные швы следует контролировать радиографическим или ультразвуковым методом в объеме, указанном в ГОСТ 52630.
7.1.3 Для теплообменников с извлекаемым трубным пучком металлический шаблон должен проходить без затруднений через весь корпус, прошедший все стадии сварки и термообработки.
7.1/4 Внутренняя поверхность кожуха и штуцеров до сборки должна быть очищена от отслаивающейся окалины и грязи.
7.1.5 Место вварки штуцеров в корпус должно обеспечивать беспрепятственный монтаж и демонтаж трубного пучка.
7.2 Ходовые перегородки
Ходовые перегородки распределительной камеры и плавающей головки должны быть приварены односторонним непрерывным швом. Сварной шов должен быть выполнен с полным проплавлением на участке 50 мм от торцового края перегородки.
7.3 Трубы
7.3.1 Все трубы, включая U-образные, должны быть бесшовными и не должны иметь поперечных сварных швов.
7.3.2 Наружная поверхность концов теплообменных труб, за исключением труб из коррозионно-стойких сталей и цветных металлов (сплавов), должна быть зачищена до чистого металла на длине, равной толщине трубной решетки, плюс 20 мм.
7.3.3 На поверхности отверстий под трубы в трубных решетках не должно быть наплывов, ржавчины, заусенцев, сквозных продольных и винтовых рисок. Допускаются одиночные кольцевые риски, а также одиночные продольные и винтовые риски на 2/3 длины вальцовочного соединения. Наличие рисок следует контролировать визуально.
7.3.4 Последовательность сварки и развальцовки труб должна исключать возможность появления остаточных напряжений и искривлений трубных решеток, приводящих к разгерметизации фланцевых разъемов.
7.3.5 Не допускается отслаивание металла на внутренней поверхности трубы после развальцовки.
7.4 Сварка
7.4.1 Сварные швы допускается выполнять любым типом сварки, за исключением кислородно-ацетиленовой газовой сварки.
7.4.2 Продольные и кольцевые сварные швы следует выполнять с полным проплавлением.
7.4.3 Все сварные швы приварки штуцеров и бобышек к обечайкам или днищам следует выполнять с полным проплавлением на всю толщину стенки обечайки/днища или стенки штуцера/бобышки.
7.4.4 Если штуцер вваривается в обечайку, изготовленную из листа, она должна быть проконтролирована в месте вварки на расслоение магнитопорошковым или цветным методом.
7.5 Термообработка
7.5.1 Термическая обработка аппаратов и их узлов должна соответствовать требованиям ГОСТ Р 52630.
7.5.2 U-образные трубы (колена) из углеродистых и низколегированных сталей подлежат термообработке в соответствии с ГОСТ 52630.
7.5.3 Термообработанная часть U-образной трубы должна включать в себя не менее 200 мм прямого участка трубы.
7.5.4 Механически обработанные контактные поверхности, включая любые резьбовые соединения, должны быть защищены перед термообработкой для предотвращения окалинообразования или ухудшения состояния поверхности во время термообработки.
7.5.5 Крышка плавающей головки после сварки и исправления дефектов сварки подлежит термической обработке независимо от материалов, кроме сталей аустенитного класса, с учетом требований ГОСТ Р 52630 (пункт 6.11.4) и размеров деталей крышки.
7.6 Допуски на размеры
7.6.1 При изготовлении допуски должны быть такими, чтобы идентичные части были взаимозаменяемыми.
7.6.2 Теплообменники, собираемые в блоки, должны пройти контрольную сборку для проверки точности подсоединений.
7.6.3 Для теплообменников, собранных в блоки, непараллельность сопрягаемых фланцев штуцеров, измеренная по любому диаметру, не должна превышать 0,8 мм. Зазор между сопрягаемыми фланцами не должен превышать 3 мм после установки прокладки. Шпильки должны свободно входить в болтовые отверстия соединяемых фланцев и выходить из них без заедания. Между опорами, если это требуется, должны быть установлены регулировочные шайбы и прихвачены по месту сваркой.
7.6.4 Предельные отклонения габаритных и присоединительных размеров аппаратов и их сборочных единиц от номинальных должны соответствовать приведенным на рисунке 5, при этом Л равно 5 мм, если длина труб не более 3000 мм, и Л равно 10 мм, если длина труб более 3000 мм.
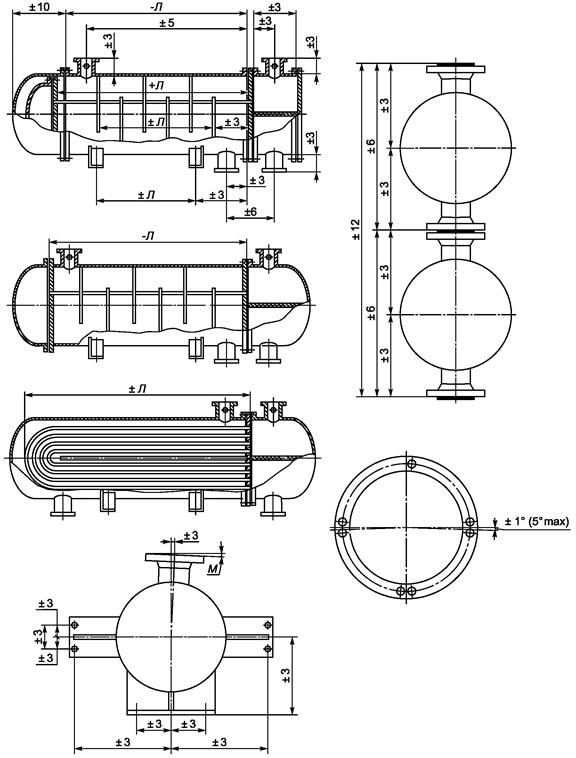
Рисунок 5 - Предельные отклонения габаритных и присоединительных размеров
7.6.5 Неперпендикулярность М торца фланца штуцера (см. рисунок 5) относительно оси штуцера не должна превышать значений, указанных в таблице 11.
Таблица 11 - Неперпендикулярность торца фланца штуцера
|
Условный диаметр штуцера, мм |
80 - 100 |
150 - 300 |
350 - 800 |
|
Неперпендикулярность М, мм |
2 |
3 |
5 |
7.6.6 Предельное отклонение внутреннего диаметра кожуха теплообменников, холодильников и испарителей с жидкостным теплоносителем в межтрубном пространстве должно соответствовать Н14 по ГОСТ 25347.
Предельное отклонение внутреннего диаметра кожуха конденсаторов и испарителей с паровым теплоносителем в межтрубном пространстве, а также испарителей с паровым пространством должно соответствовать Н16 по ГОСТ 25347.
7.6.7 Предельное отклонение наружного диаметра поперечных перегородок должно соответствовать М3 по ГОСТ 25347.
7.6.8 Максимально допустимая разность между внутренним диаметром кожуха и наружным диаметром поперечных перегородок должна соответствовать значению, рассчитанному с учетом предельных отклонений внутреннего диаметра кожуха и наружного диаметра поперечных перегородок, указанных в 7.6.6 и 7.6.7
Диаметральный зазор между кожухом и поперечной перегородкой для аппаратов типов Н и К, внутренний диаметр которых более 1400 мм, допускается не более 10 мм.
7.6.9 При изготовлении плавающей головки размер высоты h накладки 1, угол и расстояние между фланцем и полукольцом, а также допуски на наружный диаметр решетки D3, внутренний диаметр полукольца D4, диаметр выточки полукольца (D4 + 2) и угол должны соответствовать указанным на рисунке 6.
7.6.9.1 Предельное отклонение внутреннего диаметра полукольца должно соответствовать Н11 по ГОСТ 25347 и быть обеспечено для обработанного кольца до разрезки на два полукольца.
7.6.9.2 Каждую накладку 1 (2 шт.) (см. рисунок 6) следует крепить двумя шпильками для аппаратов диаметром до 426 мм и четырьмя шпильками - для аппаратов большего диаметра.
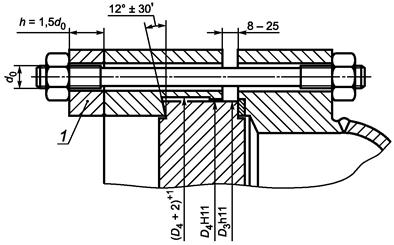
Рисунок 6 - Размеры и отклонения размеров деталей плавающей головки
7.6.10 Предельное отклонение диаметров D1 и D2 (см. рисунок 7) трубных решеток должно соответствовать h13 по ГОСТ 25347.
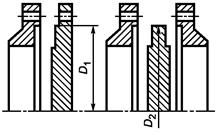
Рисунок 7 - Узлы соединения решеток и фланцев
7.6.11 Предельное отклонение диаметра отверстий под трубы в поперечной перегородке должно соответствовать Н12 по ГОСТ 25347.
7.6.12 Несовпадение плоскостей под прокладку у перегородки и фланца в распределительной камере, а также несовпадение плоскостей под прокладку в пазе и кольцевой привалочной поверхности в трубной решетке не должны превышать значений, указанных в таблице 12.
Таблица 12 - Допуск на несовпадение плоскостей под прокладку
|
Диаметр аппарата, мм |
< 1200 |
> 1200 |
|
Допуск, мм |
0,3 |
0,4 |
Предельные отклонения толщин Sn и ![]() перегородки,
а также размера выточки трубной решетки
и ее расположения должны соответствовать значениям,
указанным на рисунке 8.
перегородки,
а также размера выточки трубной решетки
и ее расположения должны соответствовать значениям,
указанным на рисунке 8.
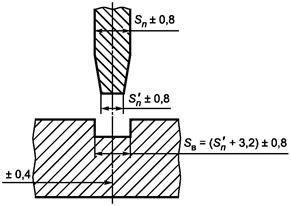
Рисунок 8 - Узел соединения перегородки с решеткой
7.6.13 Допуск на расстояние (шаг) между центрами двух соседних отверстий в трубных решетках и перегородках не должен превышать ±0,5 мм, а допуск на любую сумму шагов не должен превышать ±1,0 мм.
7.7 Привалочные поверхности
7.7.1 Отклонение от плоскостности (максимальное отклонение в плане) на периферийных контактных поверхностях прокладки не должно быть более 0,8 мм.
7.7.2 Допуск между плоскостью паза под перегородку и контактирующей с ней ходовой перегородкой должен быть не более 0,8 мм.
7.7.3 Допуск на неплоскостность фланца, а также качество поверхности должны быть измерены после приварки фланца и проведения послесварочной термообработки.
7.7.4 Неплоскостность привалочных поверхностей трубной решетки и плоскостей под прокладки должна быть измерена после крепления труб в трубной решетке.
7.7.5 Шероховатость уплотнительной поверхности под прокладку фланцев и трубной решетки должна соответствовать требованиям ГОСТ 28759.2 - ГОСТ 28759.4.
7.7.6 Шероховатость поверхностей отверстий под трубы в трубных решетках должна соответствовать нормативному документу.
7.7.7 Уплотнительные поверхности под прокладки трубных решеток и фланцев не должны иметь поперечных рисок, забоин, пор и раковин.
7.7.8 При изготовлении аппаратов, соединяемых в блоки, должны быть предусмотрены мероприятия, исключающие несоосность стыкуемых штуцеров, неплоскостность привалочных поверхностей, приводящих к пропуску во фланцевом соединении.
7.8 Соединения труб с трубной решеткой
7.8.1 Следует применять два вида соединений труб с трубными решетками:
- вальцовочные соединения;
- комбинированные соединения, получаемые сваркой труб с трубными решетками с последующей развальцовкой.
Соединение труб с трубными решетками сваркой без развальцовки не допускается.
7.8.2 Если для крепления труб используют развальцовку, то максимально допустимое утонение стенки трубы должно соответствовать таблице 13.
Таблица 13 - Максимально допустимое утонение стенки трубы при развальцовке
|
Максимально допустимое утонение стенки трубы*, % |
|
|
Углеродистая и низколегированная сталь (≤ 9 % хрома) |
8 |
|
Нержавеющая и высоколегированная сталь |
6 |
|
Титановая и упрочненная латунь |
5 |
|
Неупрочненная латунь (адмиралтейская бронза) |
8 |
|
* Только для 1-го класса точности соединения труб с трубной решеткой. Для других классов развальцовку проводят с ограничением крутящего момента. |
|
7.8.3 Вальцовочное соединение должно заканчиваться на расстоянии не менее 3 мм от края трубной решетки со стороны корпуса.
7.8.4 Для трубных решеток, плакированных со стороны корпуса, развальцовка должна заканчиваться на расстоянии не менее 6 мм до плакированного слоя.
7.8.5 Технология развальцовки труб в трубных решетках должна быть аттестована.
7.8.6 Диаметры трубных отверстий и размеры перемычек между трубными отверстиями приведены в приложении ДА.
7.9 Сборка
7.9.1 Для правильной сборки следует применять маркировку следующих соединений:
a) крышки плавающей головки с трубной решеткой;
b) распределительной камеры с трубной решеткой;
c) крышки с распределительной камерой;
d) неподвижной трубной решетки с корпусом.
7.9.2 На резьбу наружных шпилек и гаек должна быть нанесена подходящая смазка для предотвращения заедания.
7.9.3 Фланцевые соединения следует затягивать равномерно, причем последовательно следует закреплять гайки на шпильках, расположенных попарно под углом 180°.
7.9.4 На аппаратном фланце корпуса и неподвижной трубной решетке аппаратов с плавающей головкой и аппаратов с U-образными трубами должны быть нанесены метки. При монтаже трубного пучка метки должны совпадать.
8 Контроль и испытание
8.1 Контроль качества
8.1.1 Методы и объем контроля качества изготовления аппаратов должны соответствовать требованиям ГОСТ Р 52630.
8.2 Испытания на прочность и герметичность
8.2.1 Гидравлическое и пневматическое испытания аппаратов следует проводить в соответствии с требованиями ГОСТ Р 52630, при этом время выдержки пробным давлением должно быть не менее 1 ч.
8.2.2 Порядок проведения гидравлического испытания должен соответствовать:
- таблице 14 - для аппаратов типов «П» и «У»;
- таблице 15 - для аппаратов типов «Н» и «К»;
- таблице 16 - для аппаратов типов «ИП», «ИУ»;
- таблице 17 - для аппаратов типа «ПК».
Таблица 14 - Гидравлические испытания для аппаратов типов «П» и «У»
|
Гидравлическое испытание для аппаратов типа |
|||
|
У |
П |
||
|
для расчетных давлений в кожухе рк и в трубах рт |
|||
|
рк < рт |
рк ≥ рт |
рк < рт |
рк ≥ рт |
|
Этап 1 |
|||
|
Испытание распределительной камеры в сборе с трубным пучком (без корпуса) и испытательным кольцом пробным давлением трубного пространства |
- |
Испытание корпуса (без распределительной камеры, крышки плавающей головки и крышки корпуса) в сборе с двумя испытательными кольцами пробным давлением межтрубного пространства |
|
|
Этап 2 |
|||
|
Испытание корпуса в сборе с трубным пучком (без распределительной камеры) и испытательным кольцом пробным давлением межтрубного пространства |
Испытание распределительной камеры в сборе с трубным пучком, узлом плавающей головки (без корпуса и крышки корпуса) и испытательным кольцом пробным давлением трубного пространства |
||
|
Этап 3 |
|||
|
Испытание фланцевых соединений на герметичность (аппарат в сборе) пробным давлением трубного и межтрубного пространств одновременно |
Испытание фланцевых соединений на герметичность (аппарат в сборе) пробным давлением трубного и межтрубного пространств одновременно |
||
Таблица 15 - Гидравлическое испытание для аппаратов типов «Н» и «К»
|
Гидравлическое испытание для аппаратов типов «Н» и «К» |
Этап 1 |
Испытание межтрубного пространства (без распределительной камеры и крышки корпуса) пробным давлением межтрубного пространства |
|
Этап 2 |
Испытание трубного пространства (аппарат в сборе) пробным давлением трубного пространства |
Таблица 16 - Гидравлические испытания для аппаратов типов «ИП», «ИУ»
|
Гидравлическое испытание для аппаратов типа |
|||
|
ИУ |
ИП |
||
|
для расчетных давлений в кожухе рк и в трубах рт |
|||
|
рк < рт |
рк ≥ рт |
рк < рт |
рк ≥ рт |
|
Этап 1 |
|||
|
Испытание распределительной камеры в сборе с трубным пучком (без корпуса) и испытательным кольцом пробным давлением трубного пространства |
- |
Испытание корпуса (без распределительной камеры, крышки плавающей головки) в сборе с испытательным кольцом пробным давлением межтрубного пространства |
|
|
Этап 2 |
|||
|
Испытание корпуса в сборе с трубным пучком (без распределительной камеры) и испытательным кольцом пробным давлением межтрубного пространства |
Испытание распределительной камеры в сборе с трубным пучком, узлом плавающей головки (без корпуса) и испытательным кольцом пробным давлением трубного пространства |
||
|
Этап 3 |
|||
|
Испытание фланцевых соединений на герметичность (аппарат в сборе) пробным давлением трубного и межтрубного пространств одновременно |
Испытание фланцевых соединений на герметичность (аппарат в сборе) пробным давлением трубного и межтрубного пространств одновременно |
||
Таблица 17 - Гидравлическое испытание для аппаратов типа «ПК»
|
Гидравлическое испытание для аппаратов типа «ПК» |
Этап 1 |
Трубный пучок в сборе с корпусом с двумя испытательными кольцами без распределительной камеры, крышки корпуса, крышки плавающей головки пробным давлением, равным максимально допустимому перепаду давления между межтрубным и трубным пространствами |
|
Этап 2 |
Трубный пучок в сборе с распределительной камерой, плавающей головкой и корпусом без крышки корпуса пробным давлением, равным максимально допустимому перепаду давления между межтрубным и трубным пространствами |
|
|
Этап 3 |
Аппарат в сборе при одновременной подаче пробного давления в трубное и межтрубное пространства соответственно при соблюдении указанного в технической документации максимально допустимого перепада давления между трубным и межтрубным пространствами |
8.2.3 Контроль на герметичность крепления труб в трубной решетке следует проводить в соответствии с требованиями ГОСТ Р 52630.
Если расчетное давление корпуса меньше расчетного давления распределительной камеры, испытание на герметичность крепления труб в трубной решетке допускается проводить воздухом, керосином, галоидами, гелием, хладоном или аммиаком.
8.2.4 Если толщина трубной решетки рассчитана на перепад давлений в корпусе и распределительной камере, то в проекте должны быть указаны условия проведения гидравлического испытания аппарата и методы испытания на герметичность крепления труб в трубной решетке.
8.2.5 При давлении гидроиспытания корпуса, превышающем допустимое наружное давление для теплообменных труб, гидроиспытание корпуса следует проводить при наличии давления в трубах. При этом перепад давлений в корпусе и трубах не должен превышать допустимое наружное давление для теплообменных труб.
8.2.6 Укрепляющие кольца штуцеров должны быть пневматически испытаны в соответствии с требованиями ГОСТ Р 52630.
8.2.7 Фланцевые соединения, которые разбирались после гидроиспытаний, должны быть повторно собраны с новыми прокладками и повторно гидроиспытаны на плотность.
8.2.8 Перед заключительным гидроиспытанием краска или другие внешние покрытия должны быть удалены со сварных швов.
8.2.9 Аппараты, собираемые в блоки, должны быть гидроиспытаны в собранном состоянии.
8.3 Испытательное приспособление для аппаратов с плавающей головкой
8.3.1 По требованию заказчика изготовитель должен обеспечить поставку следующих узлов:
a) испытательного приспособления, включающего испытательное кольцо и сальник для каждого теплообменника с плавающей головкой или группы аналогичных теплообменников. По конструкции они должны соответствовать рисунку 9 или другому документу;
b) одного запасного комплекта прокладок на каждую позицию.
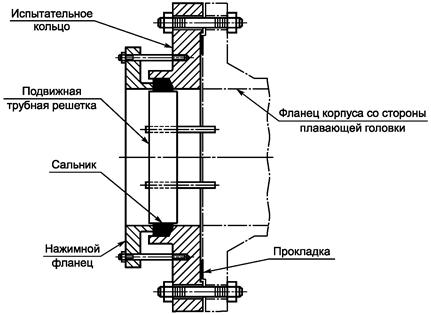
Рисунок 9 - Испытательное приспособление для аппаратов с плавающей головкой
8.4 Фирменные таблички и клеймение
8.4.1 Теплообменные аппараты должны иметь фирменную табличку, соответствующую требованиям ГОСТ 12971 и ГОСТ Р 52630.
8.4.2 Фирменная табличка должна быть расположена на корпусе, около распределительной камеры.
8.4.3 Должны быть замаркированы клеймением серийным номером изготовителя следующие детали:
a) фланцы корпуса;
b) фланец крышки корпуса;
c) фланцы камеры или крышки;
d) крышка камеры;
e) неподвижная трубная решетка;
f) подвижная трубная решетка;
g) фланец крышки плавающей головки;
h) полукольца плавающей головки;
i) испытательные кольца и сальники.
9 Подготовка к отгрузке
9.1 Консервация
9.1.1 Все жидкости, используемые для очистки или испытаний, должны быть перед отгрузкой удалены из теплообменников.
9.1.2 Теплообменники до отгрузки должны быть освобождены от посторонних материалов.
9.1.3 Консервацию металлических неокрашенных поверхностей аппаратов следует проводить по технологии предприятия-изготовителя в соответствии с требованиями ГОСТ 9.014, ГОСТ Р 52630.
9.1.4 Все отверстия в теплообменниках должны быть соответствующим образом заглушены, чтобы предотвратить их повреждение и возможное проникание воды или других посторонних материалов.
9.1.5 Все уплотнительные поверхности фланцев должны быть покрыты легкоудаляемой, предохраняющей от коррозии смазкой и соответствующим образом защищены надежными заглушками из материалов, таких как древесина, пластмасса, или изготовлены из стали, по составу сходной с прокладкой.
9.1.6 Все резьбовые соединения должны быть защищены металлическими пробками или колпачками из совместимого материала.
9.1.7 Штуцера со скошенными под сварку кромками должны быть соответствующим образом закрыты, чтобы защитить их от повреждений.
9.1.8 Открытые резьбовые части болтов должны быть защищены легкоудаляемой смазкой, чтобы предотвратить их коррозию во время испытаний, отгрузки и хранения. Технологические отверстия должны быть заглушены консистентной смазкой.
9.1.9 Стяжные прутки или полосы, установленные на компенсаторах расширения корпуса для защиты их во время транспортирования, должны быть окрашены в контрастный цвет и снабжены ясными ярлыками, предписывающими их удаление перед вводом в эксплуатацию.
9.2 Маркировка
9.2.1 Маркировка аппаратов - по ГОСТ Р 52630.
9.2.2 Слова «НЕ ПРИВАРИВАТЬ» должны быть нанесены по трафарету (по крайней мере, с двух сторон) на термообработанном после сварки оборудовании.
Приложение А
(рекомендуемое)
Контрольная таблица на кожухотрубчатый теплообменник
Контрольную таблицу используют при наличии дополнительных требований заказчика.
За содержание контрольной таблицы ответственен заказчик.
Таблица А.1
|
Наименование |
Требование |
|
|
Используемые нормы и правила на сосуды, работающие под давлением |
||
|
Применение местных правил |
||
|
Согласование результатов расчетов при возможности возникновения вибраций в аппарате при эксплуатации. Анализы вынужденной вибрации потока |
Да |
Нет |
|
Согласование сварочных процедур и квалификаций |
Да |
Нет |
|
Согласование расчетов опор, подъемных и вытяжных устройств |
Да |
Нет |
|
Требуемое число копий документов |
||
|
Максимальная расчетная температура (см. приложение В) |
||
|
Минимальная расчетная температура металла (см. приложение В) |
||
|
Условия применения компенсатора (см. приложение В) |
||
|
Требуемый метод расчета фланцев |
||
|
Толщина изоляции: корпус |
||
|
Толщина изоляции: камера |
||
|
Требуемые штуцера для химической очистки |
Да |
Нет |
|
Установленные усилия и моменты на штуцерах |
Да |
Нет |
|
Конструирование фланцев под гайковерты |
Да |
Нет |
|
Межтрубное пространство под воздействием водорода |
Да |
Нет |
|
Трубное пространство под воздействием водорода |
Да |
Нет |
|
Кислая среда |
Да |
Нет |
|
Требования и процедуры по термообработке U-образных труб |
||
|
Послесварочная термообработка плакировки, выполненной наплавкой в углеродистой распределительной камере и крышке |
Да |
Нет |
|
Послесварочная термообработка по условиям эксплуатации: межтрубное пространство |
Да |
Нет |
|
Послесварочная термообработка по условиям эксплуатации: трубное пространство |
Да |
Нет |
|
Специальные требования к допускам на плоскостность контактных поверхностей под прокладку |
Да |
Нет |
|
Внешняя инспекция покупателя |
||
|
Дополнительное средство для осушки или консервации |
Да |
Нет |
|
Дополнительные требования к подготовке поверхности под окраску |
Да |
Нет |
|
Дополнительные требования к межтрубному пространству |
Да |
Нет |
|
Дополнительные требования к трубному пространству |
Да |
Нет |
Приложение В
(рекомендуемое)
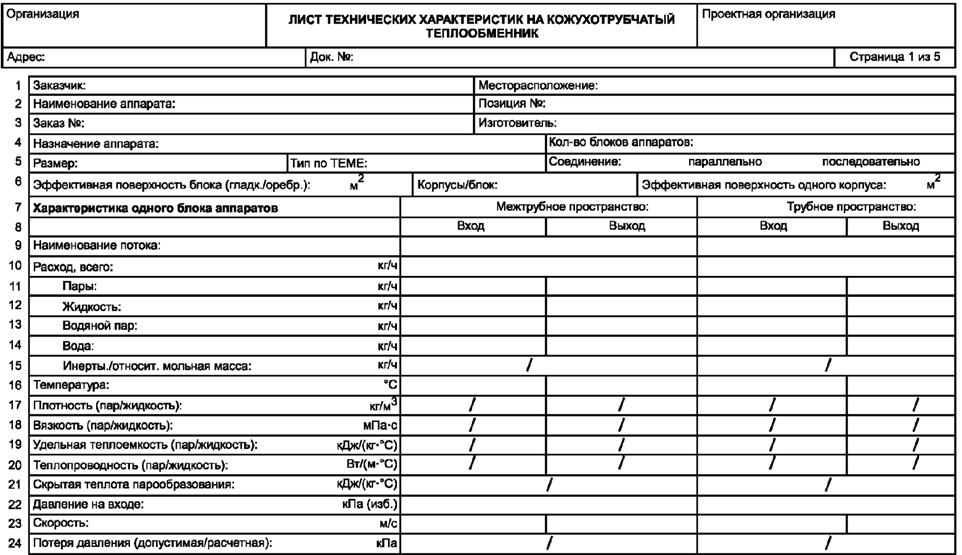
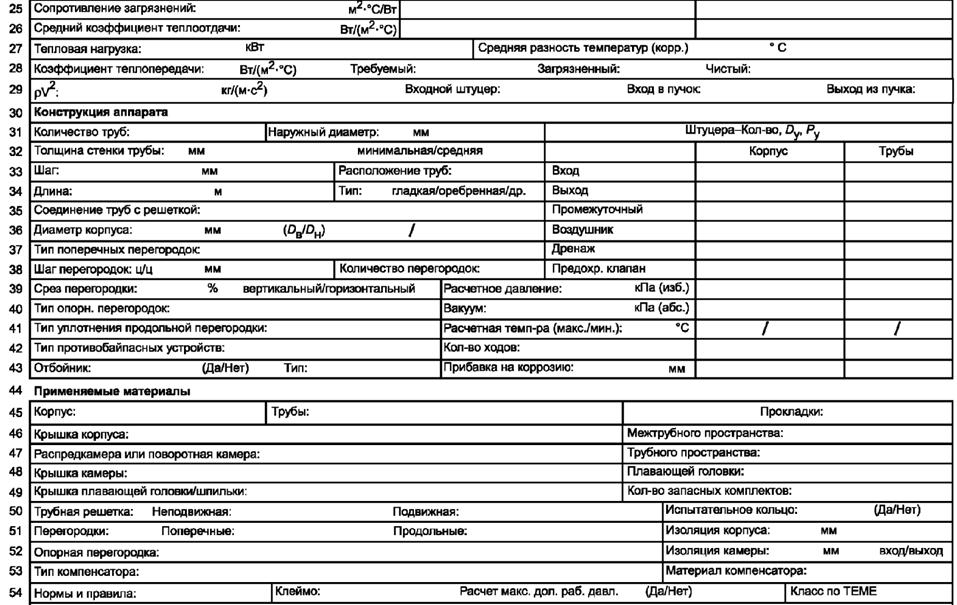
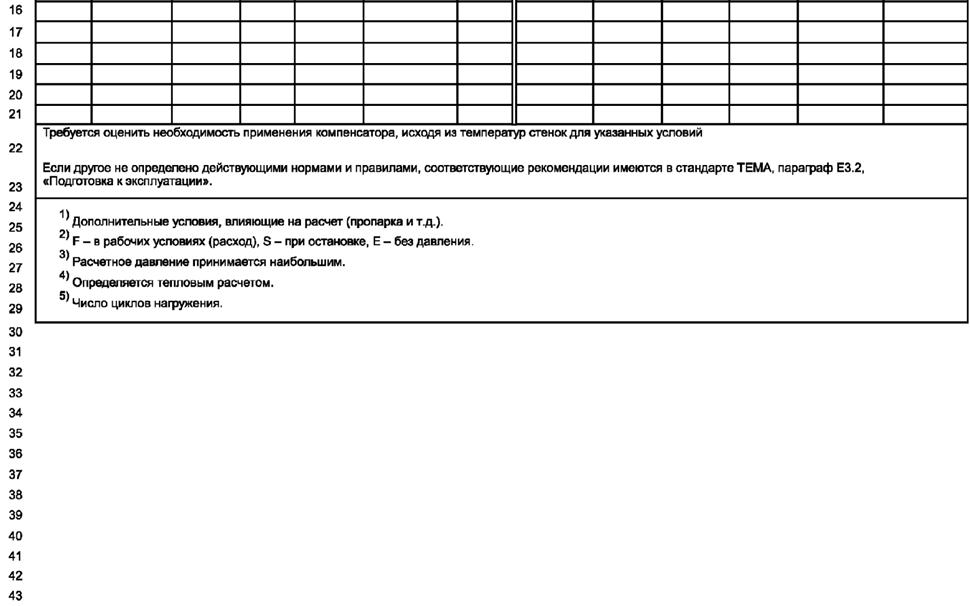
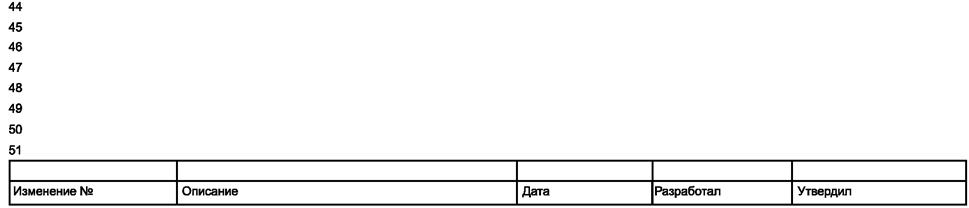
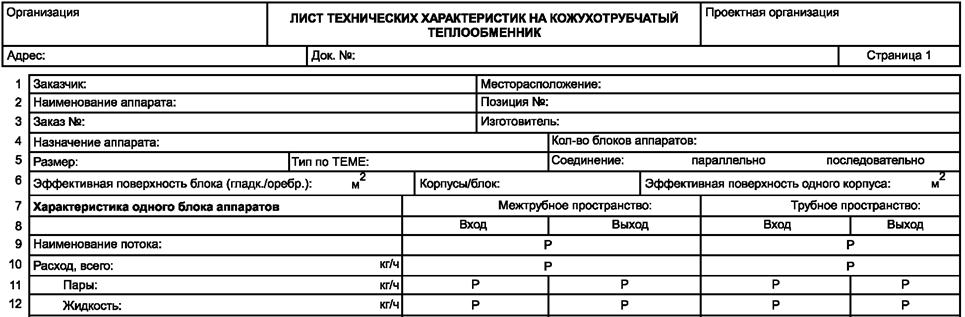
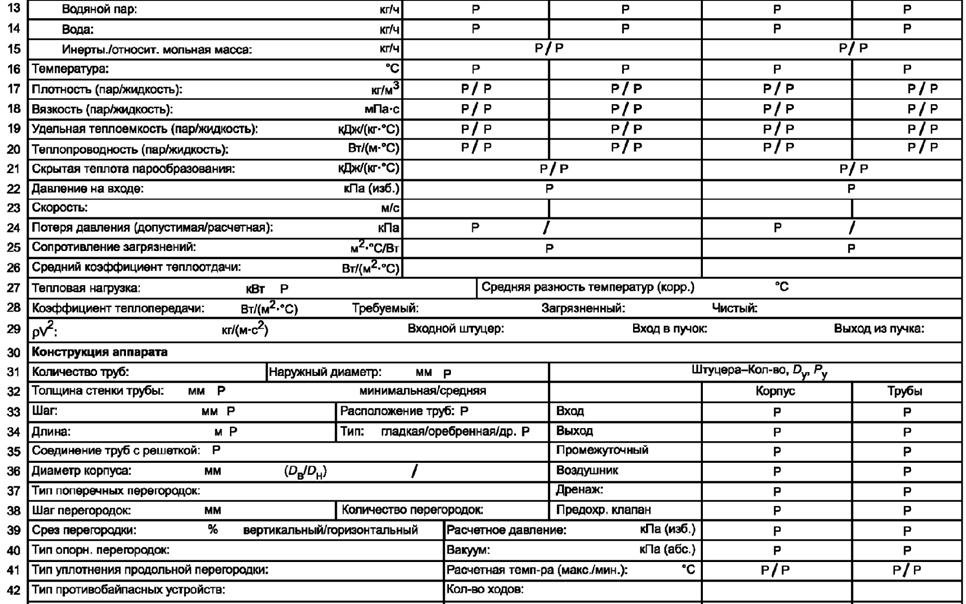
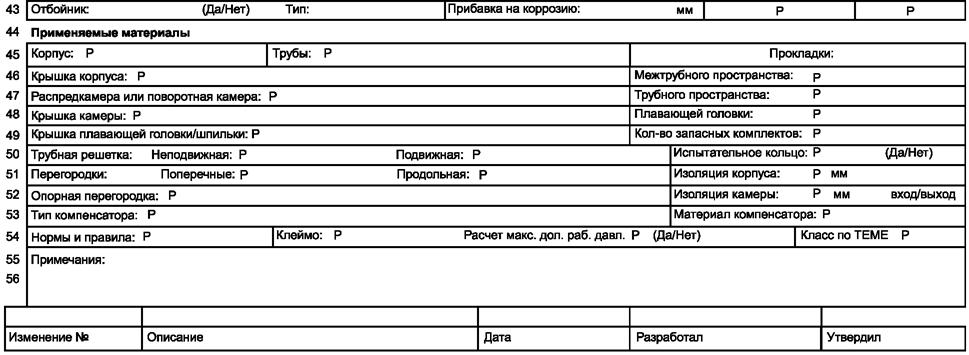
Лист технических характеристик на кожухотрубчатый теплообменник
В.1 Общие положения
В листе технических характеристик (см. В.2) приведены данные, необходимые для проектирования кожухотрубчатого теплообменника для нефтяной, нефтеперерабатывающей, нефтехимической, химической, газовой и других смежных отраслей промышленности.
Заполненный лист технических характеристик распределяет ответственность между заказчиком и поставщиком. Заказчик (собственник или контрактодержатель) ответственен за исходные данные для расчета аппарата.
Приложение В содержит минимальную информацию, которую должен представлять заказчик.
После изготовления аппарата изготовителю следует заполнить лист технических характеристик характеристиками изготовленного оборудования и поставить отметку «СООТВЕТСТВУЕТ ИЗГОТОВЛЕННОМУ».
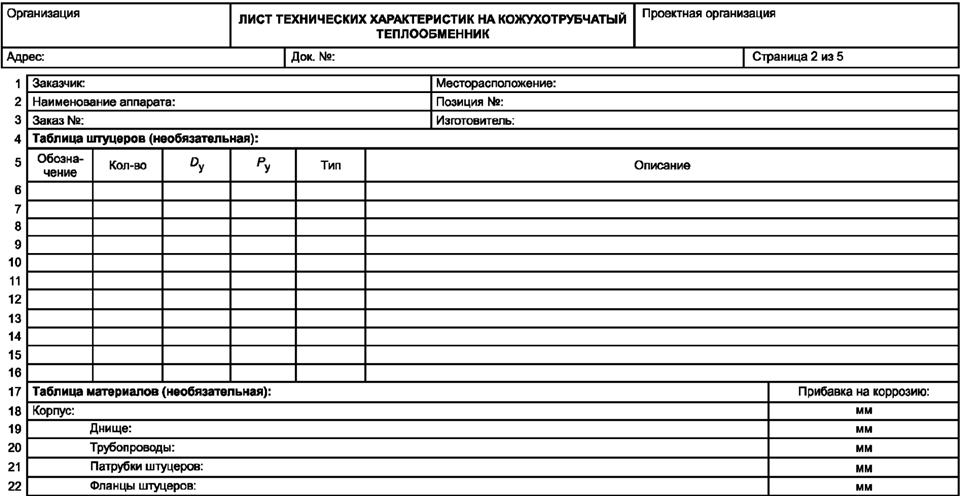
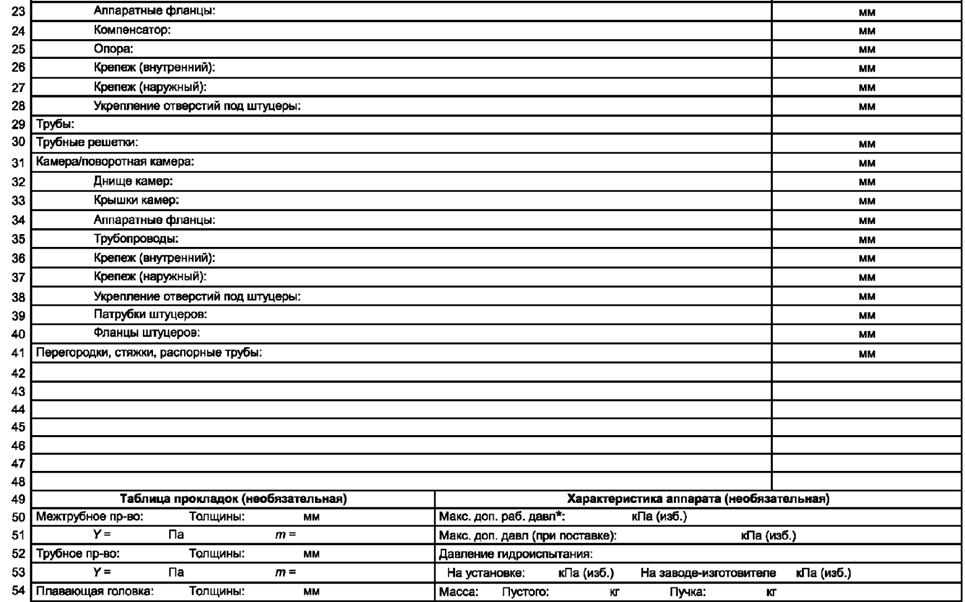
Дополнительные листы технических характеристик могут потребоваться для характеристики теплообменника и содержать преимущественно следующее:
- таблицу с описанием штуцеров (вторая страница листа технических характеристик), материалы конструкции (вторая страница листа технических характеристик), прокладки (вторая страница листа технических характеристик); характеристику материалов применяемых деталей, если заказчик требует такой уровень подробностей; эти разделы допускается не предоставлять, если первая страница дает достаточную информацию;
- дополнительные примечания, эскизы и т.д. (третья страница листа технических характеристик), если это не указано на первой странице, включая характеристики конструкции;
- дополнительную информацию о процессе (четвертый лист технических характеристик), если кипящие и/или конденсируемые среды характеризуются диапазоном физических свойств;
- информацию для расчета температурного расширения (пятая страница листа технических характеристик), требуемую для жесткотрубных теплообменников или одноходовых с плавающей головкой.