РОССИЙСКИЙ РЕЧНОЙ РЕГИСТР
ПРАВИЛА
2
ПРАВИЛА КЛАССИФИКАЦИИ И ПОСТРОЙКИ
СУДОВ ВНУТРЕННЕГО ПЛАВАНИЯ
(ПСВП)
Часть I «Корпус»
Часть V «Материалы и сварка»

МОСКВА 2008
В настоящий том включены Правила классификации и постройки судов внутреннего плавания: ч. I «Корпус», ч. V «Материалы и сварка».
Правила классификации и постройки судов внутреннего плавания (ПСВП) утверждены распоряжением Министерства транспорта Российской Федерации от 11.11.2002 № НС-137-р и вступили в силу с 31.03.2003. Бюллетень № 1 дополнений и изменений Правил Российского Речного Регистра утвержден распоряжением Министерства транспорта Российской Федерации от 31.12.2003 № НС-183-р и вступил в силу с 31.03.2004. Изменения в ПСВП утверждены распоряжением Министерства транспорта Российской Федерации от 31.12.2008 № ИЛ-88-р и вступили в силу с 31.12.2008.
Выпущено по заказу ФГУ «Российский Речной Регистр»
Ответственный за выпуск Н.А. Ефремов
Оригинал-макет Е.Л. Багров
СОДЕРЖАНИЕ
В настоящее издание Правил, помимо изменений и дополнений, введенных Бюллетенем № 1 дополнений и изменений Правил Российского Речного Регистра, внесены следующие изменения и дополнения.
Правила классификации и постройки судов внутреннего плавания (ПСВП)
Часть I «Корпус»
Уточнены скорости коррозионного изнашивания элементов корпусов судов;
уточнены значения требуемых минимальных толщин элементов корпуса судна;
введен новый подход к выбору ледовых усилений;
введено требование по установке ограждений палубы при перевозке колесной техники;
введено предписание о необходимости нанесения шкал осадок;
уточнено определение линии стандартной седловатости;
введены требования к гибким ограждениям судов на воздушной подушке;
дополнены требования к иллюминаторам.
В приложении 1 введена классификация Саяно-Шушенского и Бурейского водохранилищ;
уточнена классификация Ладожского и Онежского озер, введена классификация рек Анадырь, Хатанга, Хатангского залива;
уточнена классификация реки Северная Двина.
Часть V «Материалы и сварка»
Введены требования к световозвращающим материалам;
введены требования к испытаниям слоистых текстильных материалов, дополнены требования к испытаниям световозвращающих материалов.
Внесены изменения в терминологию ПСВП для приведения в соответствие с Положением о классификации судов внутреннего и смешанного (река - море) плавания, а также редакционные уточнения.
Часть V
МАТЕРИАЛЫ И СВАРКА
1 ОБЩИЕ ПОЛОЖЕНИЯ
1.1 ОБЛАСТЬ РАСПРОСТРАНЕНИЯ
1.1.1 Требования настоящей части Правил распространяются на:
материалы (в том числе сварочные), подлежащие техническому наблюдению Речного Регистра;
технологические процессы сварки и контроль сварных конструкций изделий.
1.1.2 Помимо удовлетворения требованиям настоящей части, материалы должны отвечать также требованиям других частей Правил, относящимся к применению материалов.
1.1.3 Применение материалов, не соответствующих требованиям настоящей части, является предметом специального рассмотрения Речным Регистром.
1.1.4 Сварка конструкций объектов должна выполняться сварщиками (операторами) удостоверенной квалификации с применением сварочных материалов и способов сварки в соответствии с требованиями настоящей части Правил.
1.1.5 Материалы и изделия должны поставляться по одобренным Речным Регистром стандартам и/или техническим условиям, в которых учтены требования настоящей части Правил.
Методики испытаний материалов приведены в приложениях 1 - 9.
1.2 ТЕРМИНЫ И ИХ ОПРЕДЕЛЕНИЯ
1.2.1 В настоящей части Правил использованы термины, которые имеют следующие определения:
Высокотемпературная пайка - способ пайки, при котором температура плавления припоя превышает 450 °С.
Зона термического влияния - прилегающий к сварному шву (или к наплавке) слой основного металла, в котором произошли структурные превращения под влиянием нагрева при сварке.
Металл шва - металл, получающийся в результате сплавления при сварке основного металла и сварочного материала или только основного металла.
Наплавленный металл - металл, получающийся в результате расплавления электродов или проволоки и не содержащий практически заметной примеси основного металла.
Образец - изготовленное из пробы изделие определенной формы и размеров, на котором определяют механические, технологические и другие свойства материала при испытаниях.
Основной металл - металл изделий, подвергающихся сварке.
Полуфабрикат - изделие, изготовленное методом литья, ковки, прокатки, волочения или другими подобными методами и подвергаемое в дальнейшем при использовании по назначению механической или технологической обработке.
Проба - часть полуфабриката или изделия либо специально выполненная заготовка, из которой вырезают образцы для испытаний.
Провар - сплавление основного металла с наплавленным или сплавление металлов обеих свариваемых частей.
Сварочный материал - электрод, проволока, флюс, защитный газ, применяемые при сварке.
Слоистый разрыв - разрушение элементов сварных конструкций, изготовленных из листового проката или труб, как следствие значительных сварочных напряжений и/или внешних нагрузок в направлении, перпендикулярном к поверхности проката.
1.3 МАРКИРОВКА
1.3.1 Маркировку материалов выполняют по стандартам с учетом следующих требований:
.1 при одиночной поставке полуфабрикатов маркировку следует наносить на каждое изделие. Если полуфабрикаты поставляют в связках, маркировку необходимо наносить на двух прочных, стойких против воздействия атмосферных влияний бирках, прикрепленных на противоположных концах связки.
При поставке большого количества полуфабрикатов малых размеров порядок нанесения и содержание маркировки подлежат согласованию с Речным Регистром.
На полуфабрикатах, подвергающихся дальнейшей обработке, маркировку следует наносить по возможности на месте, которое впоследствии не будет обрабатываться.
Маркировку необходимо наносить разборчиво и обрамлять светлой краской, стойкой к атмосферным влияниям;
.2 в общем случае маркировка полуфабрикатов должна содержать:
категорию или марку материала;
цифровое или иное обозначение, позволяющее установить происхождение полуфабриката (номер полуфабриката, номер плавки и подобные данные);
наименование или условное обозначение изготовителя;
контрольный штамп контролирующего подразделения организации-изготовителя;
клеймо Речного Регистра (если требуется);
.3 если полуфабрикат не выдерживает предписанных Правилами испытаний или обнаруживаются дефекты, не позволяющие использовать его по назначению, клеймо Речного Регистра и обозначение категории материала должны быть удалены или погашены;
.4 на ярлыке, наклеенном на пачке или другой упаковке, а также в документе, сопровождающем партию сварочных материалов, должно быть указано: «Допущен Российским Речным Регистром».
2 ИСПЫТАНИЯ МАТЕРИАЛОВ
2.1 ОБЩИЕ УКАЗАНИЯ
2.1.1 Требования настоящего раздела распространяются на виды и методы испытаний материалов. Необходимость проведения тех или иных испытаний и критерии оценки их результатов устанавливаются в соответствующих разделах настоящей части или других частях Правил.
2.1.2 Требования настоящего раздела регламентируют условия проведения испытаний, типы и размеры образцов, требования к их изготовлению.
По согласованию с Речным Регистром могут быть применены иные методы испытаний и типы образцов, если они обеспечивают приемлемую погрешность, воспроизводимость и надежность результатов при определении требуемых Правилами свойств материалов.
2.1.3 Виды и методы проведения специальных испытаний материалов в связи с условиями их применения, а также критерии оценки, если нет указаний в Правилах, должны быть согласованы с Речным Регистром.
2.1.4 При испытаниях необходимо выполнять также требования стандартов или другой согласованной с Речным Регистром нормативной документации.
2.1.5 Пробы, из которых изготавливаются образцы для испытаний, должны подвергаться той же обработке, что и изделие, от которого они отобраны, например, термической обработке. Образцы для испытаний должны изготавливаться способами, не оказывающими влияния на свойства материала.
2.1.6 Испытания должны проводиться компетентным персоналом на машинах требуемой мощности. Машины для испытаний должны обеспечивать приемлемую погрешность измерений, периодически контролироваться и калиброваться уполномоченными органами.
Результаты периодических проверок должны предъявляться Речному Регистру.
2.2 ИСПЫТАНИЯ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Температура окружающего воздуха
2.2.1 Температура окружающего воздуха при испытаниях должна соответствовать требованиям стандартов, если в последующих разделах и главах настоящей части нет других указаний.
Испытание на растяжение
2.2.2 При испытании на растяжение в зависимости от требований Правил и стандартов определяются следующие характеристики механических свойств материалов:
.1 физический предел текучести Re - напряжение, соответствующее началу пластической деформации при текучести, или напряжение, соответствующее первому пику на кривой деформации, полученному при течении металла, даже если это напряжение не превышает значений, соответствующих любым последующим пикам, наблюдаемым на кривой процесса пластической деформации при текучести.
Скорость нагружения до достижения предела текучести в области упругих деформаций не должна превышать 30 МПа в секунду для стали и чугуна и 10 МПа в секунду для материалов, для которых железо не является основным элементом;
.2 если эффект текучести у материала отчетливо не проявляется, определяется условный предел текучести. Условный предел текучести Rp - напряжение, при котором пластическая деформация достигает заданного значения, выраженного в процентах от начальной расчетной длины (0,2 % - относительное удлинение для Rp0,2).
Скорость нагружения устанавливается в соответствии с 2.2.2.1;
.3 временное сопротивление Rm - напряжение, соответствующее наибольшей нагрузке, предшествующей разрушению образца.
Для определения временного сопротивления Rm образец подвергается растяжению под действием плавно возрастающей нагрузки до разрушения. Скорость деформирования, мм/мин в этом процессе для пластичных материалов не должна превышать отношения 40 % длины расчетной части образца ко времени процесса деформации за пределом или условным пределом текучести до разрушения образца;
.4 относительное удлинение после разрыва А - отношение приращения расчетной длины образца после разрыва к начальной расчетной длине, выраженное в %;
.5 относительное сужение после разрыва Z - отношение разности начальной и минимальной площадей поперечного сечения образца после разрыва к начальной площади поперечного сечения, выраженное в %. Определяется на пропорциональных цилиндрических образцах;
.6 при проведении испытания на растяжение при повышенной температуре индексом должна указываться температура испытания, например, Rm/350, A5/350, Z350.
2.2.3 Испытание на растяжение проводят на образцах согласно рис. 2.2.3-1 - 2.2.3-5, где:
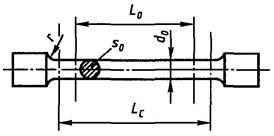
Рис. 2.2.3-1
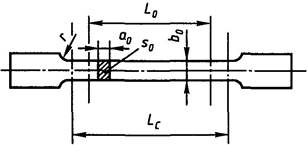
Рис. 2.2.3-2
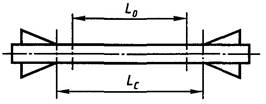
Рис. 2.2.3-3
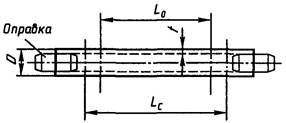
Рис. 2.2.3-4
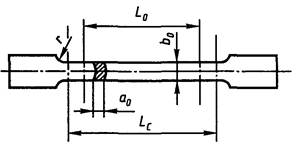
Рис. 2.2.3-5
d0 - диаметр рабочей части образца, мм;
а0 - толщина рабочей части плоского образца или полосы, мм;
b0 - ширина рабочей части плоского образца или полосы, мм;
Lc - рабочая длина образца, мм;
L0 - расчетная длина образца, мм;
r - радиус закрепления, мм;
S0 - площадь поперечного сечения рабочей части образца, мм2;
D - наружный диаметр трубы, мм;
t - толщина стенки трубы, мм.
Тип образца для испытаний выбирают в соответствии с табл. 2.2.3.
Образцы прямоугольного
сечения с расчетной частью, равной ![]() или цилиндрические с расчетной частью, равной L0 = 5d0, называются пропорциональными.
или цилиндрические с расчетной частью, равной L0 = 5d0, называются пропорциональными.
Образцы других размеров можно использовать по согласованию с Речным Регистром. Требуемое относительное удлинение A0 на таких непропорциональных образцах, например, с расчетной длиной Lc = 200 мм, рассчитывается по формуле, %,
![]() (2.2.3)
(2.2.3)
где А5 - норма относительного удлинения, установленная для пропорционального образца, %.
2.2.4 Испытание на растяжение серого чугуна выполняется на цилиндрическом образце согласно рис. 2.2.4.
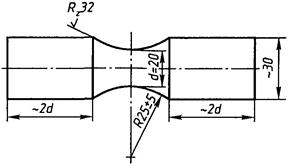
Рис. 2.2.4
Испытание на ударный изгиб
2.2.5 Ударная вязкость KCU определяется на образцах с U-образным надрезом согласно рис. 2.2.5-1 и табл. 2.2.5-1, работа удара KV и KU - на образцах с V-образным и U-образным надрезами согласно рис. 2.2.5-2 и 2.2.5-3 и табл. 2.2.5-2 и 2.2.5-3 соответственно.
Определение работы удара KV и KU должно производиться на трех образцах, ударной вязкости KCU - не менее чем на двух образцах. Работа удара KV и KU определяется как среднее по результатам испытаний трех образцов согласно табл. 2.2.5-4; при этом работа удара при испытании даже одного из трех образцов не должна быть меньше 70 % требуемого минимального значения. При определении ударной вязкости KCU на двух образцах каждое из полученных значений ударной вязкости должно быть не менее требуемого минимального значения.
Таблица 2.2.3
|
Тип образца |
Размеры образца, мм |
|
|
Поковки, отливки, сортовой прокат |
См. рис. 2.2.3-1 |
Пропорциональные цилиндрические образцы d0 = 14 ± 0,2; L0 = 70; Lc = 85; r= 10; r = 20 для материалов, имеющих А5 ≤ 10 %, и чугуна с шаровидным графитом |
|
Для прутков и изделий
малых размеров по согласованию с Речным Регистром может быть допущен образец
с расчетной длиной |
||
|
Листовой, полосовой, профильный прокат |
См. рис. 2.2.3-2 |
Плоские пропорциональные образцы a0 = толщина проката; b0 = 25; или плоские непропорциональные образцы a0 = толщина проката; b0 = 25; L0 = 200; Lc = 225; r = 25 При толщине проката более 30 мм допускается использовать образцы согласно рис. 2.2.3-1 с d0 = 14 мм, причем ось образца должна находиться на расстоянии 1/4 толщины проката от поверхности. |
|
Трубы |
a0 = t; a0 = t; b0 = 12; |
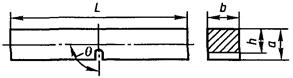
Рис. 2.2.5-1

Рис. 2.2.5-2
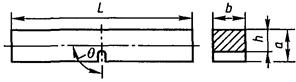
Рис. 2.2.5-3
Таблица 2.2.5-1
|
Номинальный размер |
Допускаемое отклонение |
|
|
Длина L, мм |
55 |
±0,60 |
|
Ширина b, мм |
10 |
±0,10 |
|
Высота а, мм |
10 |
±0,10 |
|
Высота h образца в месте надреза, мм |
8 |
±0,10 |
|
Радиус r закругления основания надреза, мм |
1 |
±0,10 |
|
Расстояние L/2 от плоскости симметрии надреза до конца образца, мм |
27,5 |
±0,40 |
|
Угол q между плоскостью симметрии надреза и осью образца, град |
90 |
±2 |
Определение ударной вязкости KCU на образцах толщиной не более 10 мм проводится только по требованию Речного Регистра, требуемое минимальное значение KCU должно быть согласовано с Речным Регистром.
Таблица 2.2.5-2
|
Номинальный размер |
Допускаемое отклонение |
|
|
Длина L, мм |
55 |
±0,60 |
|
Ширина b, мм |
10 |
±0,10 |
|
Высота а, мм |
10 7,5 5,0 |
±0,10 ±0,10 ±0,06 |
|
Угол g V-образного надреза образца, град |
45 |
±2 |
|
Высота h образца в месте надреза, мм |
8 |
±0,06 |
|
Радиус r закругления основания надреза, мм |
0,25 |
±0,025 |
|
Расстояние L/2 от плоскости симметрии надреза до конца образца, мм |
27,5 |
±0,40 |
|
Угол q между плоскостью симметрии надреза и осью образца, град |
90 |
±2 |
Таблица 2.2.5-3
|
Номинальный размер |
Допускаемое отклонение |
|
|
Длина L, мм |
55 |
±0,60 |
|
Ширина b, мм |
10 |
±0,11 |
|
Толщина а, мм |
10 |
±0,11 |
|
Высота h образца в месте надреза, мм |
5 |
±0,09 |
|
Радиус r закругления основания надреза, мм |
1 |
±0,07 |
|
Расстояние L/2 от плоскости симметрии надреза до конца образца, мм |
27,5 |
±0,42 |
|
Угол q между плоскостью симметрии надреза и осью образца, град |
90 |
±2 |
Таблица 2.2.5-4
|
Среднее значение работы удара для трех образцов |
|
|
10×10×55 |
Е |
|
10×7,5×55 |
5/6 Е |
|
10×5×55 |
2/3 Е |
|
Примечание. Е - требуемое минимальное значение работы удара, Дж. |
|
2.2.6 Речной Регистр может потребовать определения ударной вязкости на образцах без надреза. Размер сечения таких образцов должен быть (10 ± 0,11)×(10 ± 0,11) мм при длине (55 ± 0,60) мм.
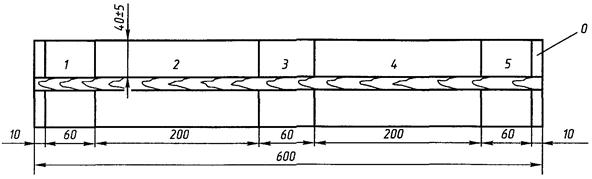
2.2.7 Испытания должны проводиться на маятниковых копрах с энергией не менее 150 Дж.
Расстояние между опорами должно быть (40 ± 0,5) мм. Маятник должен разрушать образец в плоскости симметрии надреза с противоположной надрезу стороны, причем расстояние между плоскостями симметрии надреза и маятника должно быть не более 0,5 мм.
Для испытания при низких температурах образцы следует переохлаждать в целях достижения необходимой температуры. Степень переохлаждения образцов при температуре испытания до -60 °С может составлять до -4 °С, причем в момент разрушения образца допускаемое отклонение от требуемой температуры испытания должно быть не более ±2 °С.
2.2.8 Устойчивость против старения должна быть проверена испытанием на ударный изгиб образцов согласно рис. 2.2.5-1. Пробы, из которых изготавливают образцы для испытания на ударный изгиб, должны быть подвергнуты предварительному растяжению до 10 %-ной остаточной деформации.
После этого пробы, по крайней мере, в течение 30 мин следует подвергать термической обработке при температуре 250 ± 5 °С. В процессе механической обработки образцы не должны нагреваться выше указанной температуры. При отсутствии других требований образцы, подвергнутые старению, должны обеспечивать получение 50 % предписанного минимального значения работы удара KV или ударной вязкости KCU, определяемых при 20 °С на образцах, не подвергнутых старению; однако во всех случаях работа удара должна быть не менее 27 Дж, ударная вязкость - не менее 290 кДж/м2.
Технологические испытания
2.2.9 Испытание на изгиб должно проводиться на образцах, выполненных согласно рис. 2.2.9.
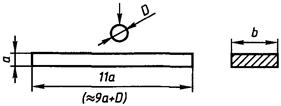
Рис. 2.2.9
D - диаметр оправки
Кромки образца с растягиваемой стороны могут быть закруглены радиусом 1 - 2 мм.
Испытание на изгиб листов и профилей следует выполнять на образцах размерами:
a = t (t - толщина изделия);
b = 30 мм.
При толщине изделия более 25 мм образец с одной стороны можно подвергать механической обработке до толщины 25 мм. В этом случае при испытании оправку необходимо располагать со стороны обработанной поверхности.
Испытание на изгиб поковок, отливок и заготовок следует проводить на образцах размерами: а = 20 мм; b = 25 мм.
Результат испытания считается удовлетворительным, если предписанный угол изгиба был достигнут без излома. Если образец распрямится после освобождения от креплений обратно, то повторного испытания проводить не требуется.
Определение твердости
2.2.10 Твердость можно определять по Бринеллю (НВ), Виккерсу (HV), Роквеллу (HRC) или другим одобренным Речным Регистром методом.
Испытание падающим грузом (DWT)
2.2.11 Если это требуется Правилами, испытание падающим грузом и оценка результатов проводятся по стандартам, при этом размеры образцов должны составлять, мм: 25×90×360; 19×50×130; 16×50×130.
Если при изготовлении образцов применяют огневую резку, их размеры должны быть увеличены на 25 мм, но не менее чем на толщину листа. Одна сторона образца должна сохранять поверхность проката. Если нет специальных указаний, ориентация вырезки образцов не устанавливается.
Технологические испытания труб
2.2.12 Испытание на сплющивание проводят на трубах с наружным диаметром d ≤ 400 мм и толщиной стенки t ≤ 0,15d.
Длина образца трубы L должна быть равна 1,5d и составлять (10 - 100) мм. Расстояние Н между нажимными пластинами, если в Правилах и стандартах не указано иное, определяется по формуле, мм,
![]()
где с - коэффициент, который принимается в зависимости от материала по согласованию с Речным Регистром.
При полном сплющивании расстояние между нажимными пластинами должно составлять 2,25t.
При испытании сварных труб сварной шов должен находиться в плоскости, перпендикулярной направлению изгиба.
Результаты испытаний считаются удовлетворительными, если после осмотра сплющенный до предписанного размера образец не имеет трещин.
2.2.13 Испытанию на раздачу подвергают трубы наружным диаметром d до 150 мм включительно и толщиной стенки до 9 мм. В образец следует вдавить коническую оправку до получения требуемой степени раздачи.
Длина образца и угол конусности оправки приведены в таблице 2.2.13.
Результаты испытаний считаются удовлетворительными, если при осмотре предписанная раздача была достигнута без трещин.
Таблица 2.2.13
|
Длина образца |
Угол конусности |
|
|
Сталь |
≤ 2d |
30° |
|
1,5d, но не менее 50 мм |
45°, 60° или 120° |
|
|
Медь, алюминий и их сплавы |
2d - 3d |
45° |
2.2.14 Испытанию на растяжение колец подвергают стальные трубы диаметром 110 - 508 мм при толщине стенки не более 30 мм. Отношение толщины трубы к наружному диаметру должно быть не более 0,13. Образец должен представлять собой отрезок трубы длиной 10 - 15 мм.
Кольцо следует растягивать до разрыва при помощи двух оправок с диаметром не менее трехкратной толщины стенки трубы. При испытании сварных труб плоскость сварного шва должна быть перпендикулярна направлению растяжения.
Результаты испытаний считаются удовлетворительными, если при осмотре в образце не обнаружены риски, заусенцы, задиры, трещины, отслоения.
Макро- и микроструктурный анализ
2.2.15 В тех случаях, когда это требуется Правилами, макро- и микроструктурный анализ металлических материалов выполняется по стандартам.
Химический анализ
2.2.16 Методы определения химического состава металлических материалов и допускаемые при этом отклонения устанавливаются стандартами.
Методы неразрушающего контроля материалов
2.2.17 При проведении радиографического контроля материала результаты должны быть зафиксированы на фотоснимках с приложением оценки результатов контроля.
2.2.18 Ультразвуковой контроль изделий проводится методом отраженных импульсов. Для контроля используют совмещенные испытательные головки.
Раздельно-совмещенные и призматические головки применяют для более точного контроля.
Исправность и точность контрольной аппаратуры следует периодически проверять.
Метод определения размера дефекта устанавливается по стандартам, а при их отсутствии согласовывается с Речным Регистром.
Критерии оценки и размеры допустимых дефектов подлежат согласованию с Речным Регистром в составе проектно-технической документации на изделие.
Поверхность изделий должна обеспечивать надежный и равномерный акустический контакт испытательных головок.
Ультразвуковой контроль проводится после термической обработки на стадии изготовления изделий, когда они имеют простейшую форму.
2.2.19 Для проведения магнитопорошкового контроля следует использовать хорошо проверенную в различных условиях испытаний аппаратуру. На участке изделия, который подвергается контролю, должна быть обеспечена необходимая напряженность поля.
Необходимость проведения размагничивания изделия после контроля должна быть указана в технической документации.
2.2.20 Методы контроля, отличные от указанных в 2.2.17, 2.2.18 и 2.2.19, можно применять только по согласованию с Речным Регистром. Методы оценки результатов контроля должны быть согласованы с Речным Регистром.
2.2.21 Протоколы контроля должны прилагаться к сертификату Речного Регистра, если проведение контроля требуется Правилами.
2.3 МЕТОДЫ ИСПЫТАНИЙ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Условия проведения испытаний
2.3.1 Кондиционирование образцов перед испытанием выполняют при температуре окружающей среды 23 ± 2 °С и относительной влажности 50 ± 5 %. Если не оговорено иное, время кондиционирования должно составлять не менее 16 ч.
Испытание должно проводиться непосредственно после окончания кондиционирования образцов.
Кондиционирование может не проводиться, если Речному Регистру будет доказано, что условия испытаний не оказывают существенного влияния на стабильность их результатов.
2.3.2 Образцы для испытания прорезиненных текстильных материалов следует вырезать по основе или утку так, чтобы ось образца была параллельна волокнам основы или утка соответственно.
2.3.3 В обоснованных случаях по согласованию с Речным Регистром испытания могут проводиться на образцах, отличающихся по форме или размерам от требуемых в настоящей главе.
2.3.4 Не оговоренные в настоящей главе условия проведения испытаний должны соответствовать стандартам.
Испытание на растяжение
2.3.5 Предел прочности стеклопластика при растяжении определяют на образцах согласно рис. 2.3.5-1 и 2.3.5-2, размеры которых, в мм, указаны в табл. 2.3.5.

Рис. 2.3.5-1
Рис. 2.3.5-2
Таблица 2.3.5
|
Рис. 2.3.5-1 |
Рис. 2.3.5-2 |
|
|
l1, не менее |
150 |
250 |
|
l2 |
115 ± 5 |
170 ± 5 |
|
l3 |
60 ± 0,5 |
- |
|
l0 |
50 ± 0,5 |
50 ± 1 |
|
b1 |
20 ± 0,5 |
25 ± 0,5 |
|
b2 |
10 ± 0,5 |
- |
|
t |
От 1 до 10 |
От 1 до 6 |
|
r |
60 |
- |
2.3.6 Предел прочности при растяжении и относительное удлинение при разрыве слоистых текстильных материалов определяют на образцах шириной 50 ± 1 мм и начальной длиной между зажимами испытательной машины 200 ± 5 мм.
Прилагаемая предварительная нагрузка составляет 2 Н для тканей плотностью 200 г/м3 и менее, 5 Н для тканей плотностью более 200 до 500 г/м3 и 10 Н для тканей плотностью более 500 г/м3.
Скорость движения зажима испытательной машины 100 ± 200 мм/мин.
Относительное удлинение при разрыве определяют согласно 2.2.2.4.
2.3.7 Прочность на разрыв по надрыву слоистых текстильных материалов определяют на прямоугольных образцах размером (225 ± 5)×(75 ± 5) мм. Посредине одного из концов образца параллельно его продольной кромке должен быть сделан надрез длиной 80 ± 1 мм. Образовавшиеся язычки образца закрепляют в зажимах испытательной машины так, чтобы начало разрыва было параллельно направлению приложения разрывного усилия. Скорость движения зажима испытательной машины 100 ± 10 мм/мин.
Разрывную нагрузку рассчитывают как среднее арифметическое максимальных значений разрывного усилия.
2.3.8 Прочность связи между слоями слоистого текстильного материала определяют на прямоугольных образцах размерами (50 ± 1)×(200 ± 5) мм. Покрытие на образцах аккуратно прорезается до ткани и отслаивается при помощи ножа на длине 50 мм со стороны косого надреза согласно рис. 2.3.8 (отслаиваемый участок заштрихован). Образовавшиеся язычки закрепляются в зажимах испытательной машины.
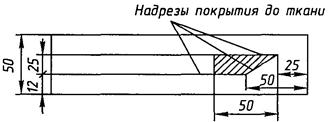
Рис. 2.3.8
Расслаивание выполняется на длине 100 мм с регистрацией усилия на графике. Скорость движения зажима 100 ± 10 мм/мин.
Прочность связи между слоями вычисляют как среднее арифметическое зарегистрированных усилий, соответствующих самым низким пикам кривых на 50 % графиков испытаний образцов, полученных для центрального участка длины образца, составляющей 50 % общей длины отслоения.
2.3.9 Прочность на разрыв клееных соединений слоистых текстильных материалов определяется на образцах, изготовленных таким образом, чтобы середина клееного соединения совпадала с серединой образца, а ширина этого соединения перекрывала образец на 25 мм. Форму и размеры образцов определяют согласно 2.3.5. Применяемый клей должен соответствовать условиям изготовления изделий.
Прочность на разрыв световозвращающих материалов определяется на образцах шириной 25 ± 1 мм и начальной длиной между зажимами испытательной машины 100 ± 5 мм.
Скорость движения зажима испытательной машины - 100 ± 5 мм.
Испытания материалов с липким слоем выполняются после удаления защитной бумаги.
Адгезионная прочность на отрыв световозвращающих материалов с липким слоем определяется на образцах шириной 25 ± 1 мм и длиной 200 ± 5 мм.
Перед испытанием с липкого слоя материала удаляется защитная бумага на длине 80 ± 5 мм и устанавливается на испытываемой поверхности размерами (50 ± 5)×(90 ± 5) мм.
Свободный конец образца закрепляется в неподвижный зажим испытательной машины. Отрыв образца выполняется путем поворота пластины на 180° вокруг оси, проходящей через конец образца, противоположный свободному.
Испытание на сжатие
2.3.10 Предел прочности стеклопластика на сжатие определяют на образцах согласно рис. 2.3.5-1, размеры которых, в мм, указаны в табл. 2.3.10.
Таблица 2.3.10
|
l1, l2 |
l1, мм |
b1, мм |
b2, мм |
r, мм |
t, мм |
|
Не регламентируются |
80 |
20 |
10 ± 0,5 |
160 |
10 |
2.3.11 Предел прочности на сжатие жестких пенопластов определяют на образцах формы параллелепипеда со сторонами (50,0 ± 0,5)×(50,0 ± 0,5)×(25 ± 1) мм. Нагрузку повышают равномерно. Скорость нагружения должна быть не более 5 мм/мин.
Определение модуля упругости стеклопластиков
2.3.12 Для определения модуля упругости используют образцы, изготовленные: при растяжении согласно 2.3.5, при сжатии - согласно 2.3.10.
Удлинение образца определяют при начальной Р0 и максимальной Pmax нагрузках, значения которых соответственно составляют 2 и 8 - 10 % от значения разрушающей нагрузки.
Испытание на изгиб
2.3.13 Испытание на изгиб жестких пенопластов следует проводить на образцах длиной 120 ± 1,2 мм, шириной 25,0 ± 0,25 мм и толщиной 20,0 ± 0,2 мм. Расстояние между опорами должно составлять 100 мм, радиусы закруглений пуансона и опор - 5,0 ± 0,2 мм. Скорость подачи пуансона должна быть равна 10 ± 2 мм/мин.
2.3.14 Испытание на изгиб стеклопластиков следует проводить на образцах, длина которых равна 20-кратной толщине и ширина - 25 мм. Расстояние между опорами должно быть равно 16-кратной толщине образца. В середине образца должна быть приложена нагрузка, плавно возрастающая до излома образца.
Испытание слоистых текстильных материалов на изгиб
2.3.15 Испытание производится на прямоугольных образцах размерами (300 ± 5)×(25 ± 5) мм, которые закрепляют в испытательном устройстве согласно рис. 2.3.15. Расстояние между зажимами l при установке образца составляет 30 мм.
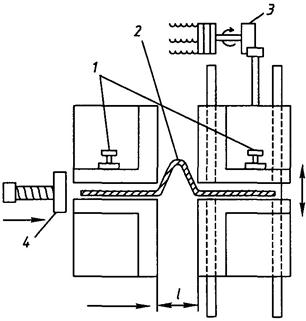
Рис. 2.3.15
1 - зажим; 2 - образец; 3 - эксцентриковый привод; 4 - устройство для бокового перемещения петли образца
После установки образца зажимы сводятся до соприкосновения. Усилие, действующее на образец, при этом должно составлять 10 Н.
В процессе испытания подвижной зажим совершает 500 циклов возвратно-поступательных перемещений с частотой 2 Гц и амплитудой 50 мм.
Испытания на изгиб световозвращающих материалов проводятся на образцах размерами (25 ± 5)×(150 ± 5) мм после их выдержки совместно с металлической оправкой диаметром 3,2 мм в термокамере при температуре 30 °С.
Испытания световозвращающих материалов с липким слоем выполняются после удаления защитной бумаги.
Определение относительного содержания стекла в стеклопластике по массе
2.3.16 Образец размерами (10 ± 1,0)×(10 ± 1,0) мм, на толщину пластины помещают в муфельную печь, в которой при температуре 625 ± 25 °С выгорает смола.
Относительное содержание стекла по массе определяют по формуле, %,
![]() (2.3.6.1)
(2.3.6.1)
где G1 - масса печи с образцом до выжигания смолы, г;
G2 - масса печи с образцом после выжигания смолы, г;
G0 - масса пустой прокаленной печи, г.
Массу следует определять с погрешностью не более 0,01 г.
Определение кажущейся плотности пенопластов
2.3.17 Определение кажущейся плотности пенопластов должно производиться на образцах правильной геометрической формы объемом не менее 10-4 м3.
Перед выдержкой согласно 2.3.1 образцы сушат до неизменности массы при 40 ± 5 °С. Кажущаяся плотность определяется как отношение массы образца к его объему в м3.
Определение усадочных деформаций пластмасс при предельной температуре
2.3.18 Образец размерами (100 ± 1)×(100 ± 1)×(15 ± 0,5) мм выдерживается при температуре, предельной для испытываемой пластмассы, в течение 48 ч.
Усадочные деформации определяют как отношение линейной деформации к первоначальному размеру образца и выражают в процентах.
Испытание на водопоглощение
2.3.19 Водопоглощение определяется на образцах размерами (50 ± 1)×(50 ± 1) мм толщиной, равной толщине изделия, но не более 50 ± 1 мм.
Образцы перед испытанием должны быть просушены до постоянной массы. Режим сушки устанавливается стандартами. После сушки и взвешивания образцы погружаются в дистиллированную воду и выдерживаются в течение 24 ч при 23 ± 2 °С, после чего снова взвешиваются При этом вода с поверхности образца должна быть удалена.
Водопоглощение подсчитывается как массовая доля поглощенной воды, отнесенная к массе сухого образца.
Водопоглощение пенопластов подсчитывается как масса поглощенной воды, отнесенная к площади поверхности образца.
2.3.20 Проба, размеры которой определяются исходя из требуемого числа и размеров образцов, погружается в пресную воду с температурой 23 ± 2 °С на глубину 1,25 м и выдерживается в течение 7 сут.
Перед испытанием проба взвешивается, а также она взвешивается в процессе выдержки через сутки и семь суток.
После выдержки из пробы изготавливаются образцы для проведения необходимых испытаний.
Испытание на старение
2.3.21 Проба, размеры которой определяются исходя из требуемого числа и размеров образцов, выдерживается в течение 30 сут в полупогруженном состоянии в искусственной морской воде с температурой 23 ± 2 °С. В процессе выдержки проба должна ежедневно в течение 2 ч подвергаться облучению ультрафиолетовыми лучами с помощью лампы мощностью 500 Вт, находящейся на расстоянии 50 см от пробы. После выдержки из пробы изготавливаются образцы для проведения необходимых испытаний.
2.3.22 Две пробы, размеры которых определяются исходя из требуемого числа и размеров образцов, выдерживаются в течение 7 сут в подвешенном положении при температуре среды 70 ± 1 °С, при этом одна из проб должна помещаться в замкнутом объеме над водой. После выдержки из проб изготавливают равное число образцов для проведения испытаний.
2.3.23 Испытание на складкообразование и формоустойчивость после старения производится на квадратных образцах со стороной 100 ± 5 мм, которые складываются в двух направлениях - параллельно кромкам и под прямым углом друг к другу, разгибаются и еще раз складываются по тем же складкам в противоположном направлении. После каждого складывания кромка приглаживается пальцами.
Испытание на воздействие нефтепродуктами
2.3.24 Дискообразный образец диаметром 70 ± 5 мм вкладывается в испытательное устройство согласно рис. 2.3.24.
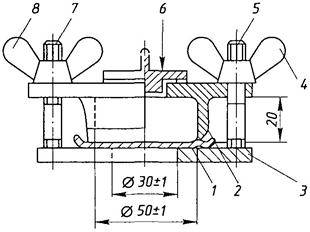
Рис. 2.3.24
1 - образец; 2 - цилиндрическая камера; 3 - основание с отверстием 30 мм; 4 и 8 - барашковые гайки; 5 и 7 - пальцы с резьбой для прижатия камеры барашковыми гайками; 6 - крышка
Испытательное устройство заполняется до уровня 20 мм смесью масел в следующих пропорциях:
30 % 2, 3, 4-триметилэтана;
50 % толуола;
15 % диизобутилена;
5 % этанола.
По согласованию с Речным Регистром могут применяться другие нефтепродукты, такие, как дизельное топливо, бензин и т.п.
Образец выдерживается под воздействием масел в течение 22 ч при температуре 20 ± 2 °С.
После извлечения из жидкости образец слегка обсушить, смоченную поверхность сложить вдвое и прижать.
Смоченные поверхности не должны склеиваться. При контроле пальцем поверхность не должна пачкать.
2.3.25 Пробу, размеры которой определяются исходя из требуемого числа и размеров образцов, погружают в дизельное топливо с температурой 23 ± 2 °С и выдерживают в течение 30 сут.
После выдержки из пробы изготавливают образцы для проведения необходимых испытаний.
2.3.26 Пробу, размеры которой определяют исходя из требуемого числа и размеров образцов, погружают в дизельное топливо или высокооктановый бензин с температурой 23 ± 2 °С на глубину 100 мм и выдерживают в течение 24 ч.
2.3.27 Пробы, размеры которых определяют исходя из требуемого числа и размеров образцов, погружают в сырую нефть, мазут, дизельное топливо, высокооктановый бензин и керосин с температурой 23 ± 2 °С на глубину 100 мм и выдерживают в течение 14 сут.
После выдержки из проб изготавливают образцы для проведения необходимых испытаний.
Испытание на воздействие водой
2.3.28 Пробу, размеры которой определяют исходя из требуемого числа и размеров образцов, погружают в искусственную морскую воду с температурой 23 ± 2 °С и выдерживают в течение 5 мес.
После выдержки из пробы изготовляют образцы для проведения необходимых испытаний.
2.3.29 У слоистых текстильных материалов пробу размерами 300×200 мм, склеенную по периметру, следует выдерживать в соленой воде с концентрацией соли 3,3 - 3,8 % в течение 4 ч при температуре воды 40 ± 1 °С на глубине 500 мм от поверхности воды.
2.3.30 Образцы световозвращающего материала размерами (70 ± 5)×(150 ± 5) мм, закрепленные на алюминиевой панели и имеющие Х-образный диагональный разрез, выдерживают в искусственной морской воде с температурой 23 ± 2 °С в полупогруженном состоянии в течение 16 ч в замкнутом объеме.
После выдержки остатки соли на поверхности образцов необходимо смыть.
Образцы световозвращающего материала, изготовленные и установленные согласно 2.3.27, подвергаются воздействию дистиллированной и искусственной морской воды в течение 16 ч в замкнутом объеме.
2.3.31 Образцы световозвращающего материала размерами (70 ± 5)×(150 ± 5) мм, закрепленные на алюминиевой панели, выдерживаются в распыленном 5 %-ном соляном растворе при температуре 35 ± 2 °С в течение 5 сут.
В процессе выдержки образцы просушивают через каждые 22 ч в течение 2 ч.
Испытание на воздухонепроницаемость
2.3.32 Образец в форме диска диаметром 350 мм покрывают воском таким образом, чтобы оставалась свободной от воска центральная часть диаметром 290 мм, и закрепляют между фланцами испытательной установки согласно рис. 2.3.32.
Снизу на образец воздействует избыточное давление воздуха 27,5 кПа. Через 10 - 15 мин образец заливают водой так, чтобы верхняя его точка находилась на глубине 13 мм. Через 1 мин с образца должны быть удалены пузырьки воздуха, оставшиеся на его поверхности.
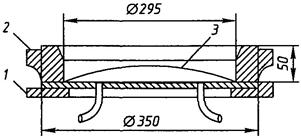
Рис. 2.3.32
1 - нижняя часть с притоком воздуха; 2 - верхняя часть для зажима; 3 - образец
В последующие 5 мин пузырьки подниматься не должны.
Испытание на холодостойкость
2.3.33 Испытание на холодостойкость слоистых текстильных материалов выполняют на прямоугольных образцах размерами (100 ± 5)×(50 ± 5) мм. Образцы изгибают на 90° после выдержки их при температуре -30 ÷ -35 °С в течение 1 ч, а также -60 ÷ -65 °С в течение 10 мин.
Схема испытательной установки приведена на рис. 2.3.33.
Расстояние между параллельными частями образца в конце испытания должно быть равно четырем его толщинам.
Рис. 2.3.33
1 - установочный винт; 2 - образец
Испытание на воздействие озоном
2.3.34 Образец размещают с углом охвата 180° вокруг цилиндрической оправки, диаметр которой равен шести толщинам образца, и подвергают в течение 1 ч воздействию атмосферы с концентрацией озона 50 pphm при температуре 30 ± 2 °С и относительной влажности 26 %.
Проба, размеры которой определены исходя из требуемого числа и размеров образцов, подвергается поочередному, 8-часовому для пенопластов и 24-часовому для световозвращающих материалов, воздействию температур от -40 ± 5 °С до +70 ± 5 °С.
Испытание на воздействие вибрационными нагрузками
2.3.35 Образец, вид и размеры которого определяются исходя из условий эксплуатации изделия, устанавливается на вибростенде и подвергается воздействию вибрационных нагрузок в следующем режиме:
амплитуда колебаний - 2,5 мм;
диапазон частот - от 5 до 500 Гц с частотой перепада 32 Гц и амплитудой виброускорения 10g.
Определение коэффициента световозвращения материала
2.3.36 Коэффициент световозвращения материала определяется на квадратных образцах размером 150 ± 5 мм. Углы входа и наблюдения принимаются согласно табл. 6.10.4 ч. V ПСВП.
Замеры выполняются при углах поворота плоскости отсчета от 0 до 180° с шагом не более 30°.
2.3.37 Коэффициент световозвращения материала под пленкой воды определяют на образцах размерами (150 ± 5)×(75 ± 5) мм, закрепленных на вертикальной плоскости в поперечном направлении.
В процессе испытаний образец находится под пленкой постоянно движущейся воды. Замеры выполняются при угле наблюдения 0,2° и угле входа 5°.
Испытания на сцепление
2.3.38 Испытания на сцепление световозвращающих материалов проводятся на квадратных образцах размером 100 ± 5 мм.
Два образца устанавливаются между стеклянными пластинами толщиной 3 мм световозвращающими поверхностями друг к другу, под грузом массой 18 кг и выдерживаются в термокамере при температуре 65 ± 2 °С в течение 8 ч.
После выдержки образцы охлаждаются при температуре 23 ± 2 °С в течение 5 мин.
Испытания на стирание
2.3.39 Испытания световозвращающих и слоистых текстильных материалов на стирание проводятся на образцах размерами (150 ± 5)×(425 ± 5) мм, закрепленных на алюминиевой панели.
Панель, неподвижно установленная в испытательной машине, подвергается 1000-цикловому возвратно-поступательному воздействию щетины с частотой 37 ± 2 циклов в минуту.
Для испытаний применяется обрезная черная свиная щетина, установленная в 60 отверстиях диаметром 4 мм на блоке размерами (90 ± 5)×(40 ± 5)×(12,5 ± 5) мм и общей массой 450 ± 15 г. Щетина должна выступать из блока не более чем на 20 мм.
2.3.40 Испытания световозвращающего материала на воздействие загрязняющих веществ проводятся на квадратных образцах размером 150 ± 5 мм, закрепленных на алюминиевой панели.
На образцы наносится слой загрязняющего вещества толщиной 0,075 мм, накрывается лабораторным стеклом и выдерживается в течение 24 ч.
После выдержки загрязняющее вещество удаляется с образца мягкой тканью, смоченной в уайт-спирите, промывается 1 %-ным раствором моющего вещества и прополаскивается в воде.
Применяемое для испытаний загрязняющее вещество должно состоять из 8 весовых частей сажи, 60 весовых частей минерального масла и 32 весовых частей уайт-спирита.
Испытание на стойкость к образованию плесени
2.3.41 Испытания световозвращающих и слоистых текстильных материалов на стойкость к образованию плесени проводятся на квадратных образцах размером 75 ± 2 мм, закрепленных на алюминиевой панели. Образцы выдерживаются в земле в течение двух недель. После выдержки образцы очищаются от земли мягкой тканью, пропитанной 70 %-ным раствором этилового спирта, и кондиционируются согласно 2.3.1 в течение 48 ч. Микробиологическая активность земли определяется на необработанной хлопчатобумажной ткани. Предел прочности ткани с удельным весом 400 - 475 г/м2 после выдержки в земле в течение 5 сут должен снизиться не менее чем на 50 % от первоначального значения.
2.4 ИСПЫТАНИЕ НА СВАРИВАЕМОСТЬ
2.4.1 Глава содержит общие требования, предъявляемые к технологии испытания материала на свариваемость при его допуске.
Испытанию на свариваемость следует подвергать катаную сталь, стальное литье, кованую сталь и алюминиевые сплавы, применяемые для сварных конструкций в судостроении.
2.4.2 Свариваемость материала при испытаниях на допуск должна быть проверена при сварке теми способами, которые предполагается использовать при изготовлении конструкций. Способы сварки указывают в допуске на материал.
2.4.3 При испытании на свариваемость должны быть определены:
.1 химический состав и механические свойства основного металла;
.2 стойкость против образования холодных трещин;
.3 склонность стали к старению согласно 2.2.8;
.4 свойства сварного соединения согласно разд. 9 настоящей части Правил.
2.4.4 Указанные в 2.4.3 параметры и свойства определяют как минимум на металле трех различных плавок на листах или других изделиях максимальной толщины.
2.4.5 Для металлических материалов, кроме стали, свариваемость в конкретных условиях определяется по результатам испытаний по одобренной Речным Регистром программе или по согласованным с ним стандартам.
3 СТАЛЬ И ЧУГУН
3.1 ОБЩИЕ УКАЗАНИЯ
3.1.1 Требования настоящего раздела распространяются на судостроительную сталь, сталь для котлов и сосудов, работающих под давлением, стальные трубы, сталь для заклепок и заклепки, сталь для цепей, стальные поковки, стальное литье и чугунные отливки.
3.1.2 Применять полуфабрикаты, изготовленные по стандартам или иным техническим условиям, допускается в том случае, если их требования эквивалентны нормам, установленным Правилами.
3.2 СУДОСТРОИТЕЛЬНАЯ СТАЛЬ
Общие указания
3.2.1 Требования настоящей главы распространяются на свариваемую горячекатаную листовую, полосовую и профильную стали толщиной до 50 мм, а также сортовую сталь.
Сталь, отличающаяся по химическому составу, методу раскисления, термической обработке или механическим свойствам, в том числе плакированная сталь, может быть допущена после специального рассмотрения Речным Регистром. Такая сталь должна иметь специальное обозначение: к символу категории добавляется буква S.
Химический состав
3.2.2 Химический состав стали должен определяться по результатам анализа проб, отобранных из каждого ковша каждой плавки. Анализ, выполненный изготовителем, принимается при условии его периодической проверки по требованию Речного Регистра.
Химический состав стали нормальной прочности должен удовлетворять требованиям табл. 3.2.2-1, а стали повышенной прочности - табл. 3.2.2-2.
В табл. 3.2.2-1 и 3.2.2-2 приведено содержание алюминия, растворимого в кислоте. Если определяется общее содержание алюминия, оно должно быть не менее 0,020 %.
Речной Регистр может потребовать также определения содержания элементов, не указанных в табл. 3.2.2-1 и 3.2.2-2; при этом в стали нормальной прочности содержание хрома, никеля и меди должно быть не более 0,30 % каждого.
Для углеродистой стали нормальной прочности сумма содержания углерода плюс 1/6 содержания марганца не должна превышать 0,40 %.
Эквивалент углерода (в процентах) для стали повышенной прочности определяется при ее испытаниях на допуск по данным ковшового анализа и подсчитывается по формуле
![]() (3.2.2)
(3.2.2)
Содержание мышьяка в стали всех категорий не должно превышать 0,08 %.
В предписанных табл. 3.2.2-1 и 3.2.2-2 случаях сталь должна содержать ниобий, ванадий, алюминий или другие измельчающие зерно элементы в отдельности или в любой комбинации. При обработке одним элементом содержание его в стали должно соответствовать приведенному в таблицах. Если элементы используются в комбинации, содержание в стали по крайней мере одного из них должно соответствовать указанному в таблицах.
Если содержание алюминия или других измельчающих зерно элементов ниже требуемого, Речной Регистр может потребовать определения размера аустенитного зерна, которое при этом должно быть не крупнее определяемого пятым баллом.
Механические свойства
3.2.3 Механические свойства стали нормальной прочности должны соответствовать указанным в табл. 3.2.2-1, а стали повышенной прочности - в табл. 3.2.2-2.
По согласованию с Речным Регистром работа удара при испытании на ударный изгиб может определяться либо на продольных (KVL), либо на поперечных (KVT) образцах.
Таблица 3.2.2-1
Химический состав и механические свойства судостроительной стали нормальной прочности
|
А |
В |
D |
Е |
|||||||||||
|
Раскисление |
Спокойная или полуспокойная |
Спокойная или полуспокойная |
Спокойная |
Спокойная, мелкозернистая, обработанная алюминием |
||||||||||
|
Состояние поставки |
По табл. 3.2.4-1 |
|||||||||||||
|
Химический состав (ковшовая проба), % |
Сmax |
0,21 |
0,21 |
0,21 |
0,18 |
|||||||||
|
Mnmin |
2,5×С |
0,80 |
0,60 |
0,70 |
||||||||||
|
Simax |
0,50 |
0,35 |
0,35 |
0,35 |
||||||||||
|
Pmax |
0,040 |
0,040 |
0,040 |
0,040 |
||||||||||
|
Smax |
0,040 |
0,040 |
0,040 |
0,040 |
||||||||||
|
Almin |
- |
- |
0,015 |
0,015 |
||||||||||
|
Механические свойства при растяжении |
Временное сопротивление Rm, МПа |
400 – 520 |
||||||||||||
|
Предел текучести ReH, МПа, min |
235 |
|||||||||||||
|
Относительное удлинение A5, %, min |
22 |
|||||||||||||
|
Испытание на ударный изгиб |
Температура испытания, °С |
+20 |
0 |
-20 |
-40 |
|||||||||
|
Толщина проката, мм |
10 и более |
Работа удара, KV, Дж, не менее |
- |
27 |
||||||||||
|
7,5 - 9,5 |
- |
24 |
||||||||||||
|
5,0 - 7,0 |
- |
19 |
||||||||||||
|
Примечания: 1. Для профильной стали категории А при толщине до 12,5 мм включительно, может применяться кипящая сталь. 2. Для профильной стали категории А содержание углерода допускается до 0,23 %. 3. Для профильной стали категории А всех толщин по согласованию с Речным Регистром верхний предел временного сопротивления может быть повышен. 4. Предполагается, что сталь категории А обеспечивает работу удара (KV) 27 Дж при 20 °С. 5. По согласованию с Речным Регистром содержание марганца стали категории В, подвергаемой испытанию на ударный изгиб, может быть снижено до 0,60 %. 6. Сталь категории D толщиной более 25 мм должна быть спокойной, мелкозернистой и содержать Al ≥ 0,015 %. 7. При испытаниях на растяжение стандартных образцов полной толщины с расчетной длиной 200 мм минимальное относительное удлинение должно соответствовать следующим значениям: |
||||||||||||||
|
Толщина, мм |
t ≤ 5 |
5 < t ≤ 10 |
10 < t ≤ 15 |
15 < t ≤ 20 |
20 < t ≤ 25 |
25 < t ≤ 30 |
30 < t ≤ 40 |
40 < t ≤ 50 |
||||||
|
Относительное удлинение, % |
14 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
||||||
Таблица 3.2.2-2
Химический состав и механические свойства судостроительной стали повышенной прочности
|
А32 |
D32 |
Е32 |
А36 |
D36 |
Е36 |
А40 |
D40 |
Е40 |
|||||||||||||
|
Раскисление |
Спокойная |
||||||||||||||||||||
|
Состояние поставки |
По табл. 3.2.4-2 |
||||||||||||||||||||
|
Химический состав (ковшовая проба), % |
Сmax |
0,18 |
|||||||||||||||||||
|
Mn |
0,90 - 1,60 |
||||||||||||||||||||
|
Simax |
0,50 |
||||||||||||||||||||
|
Pmax |
0,035 |
||||||||||||||||||||
|
Smax |
0,035 |
||||||||||||||||||||
|
Cumax |
0,35 |
||||||||||||||||||||
|
Crmax |
0,20 |
||||||||||||||||||||
|
Nimax |
0,40 |
||||||||||||||||||||
|
Моmax |
0,08 |
||||||||||||||||||||
|
Almin |
0,015 |
||||||||||||||||||||
|
Nb |
0,02 - 0,05 |
||||||||||||||||||||
|
V |
0,05 - 0,10 |
||||||||||||||||||||
|
Timax |
0,02 |
||||||||||||||||||||
|
Механические свойства при растяжении |
Временное сопротивление Rm, МПа |
440..590 |
490..620 |
510..650 |
|||||||||||||||||
|
Предел текучести ReH, МПа, min |
315 |
355 |
390 |
||||||||||||||||||
|
Относительное удлинение A5, min, % |
22 |
21 |
20 |
||||||||||||||||||
|
Испытания на ударный изгиб |
Температура испытания, °С |
0 |
-20 |
-40 |
0 |
-20 |
-40 |
0 |
-20 |
-40 |
|||||||||||
|
Толщина проката, мм |
10 и более |
Работа удара, KV, Дж, не менее |
31 |
34 |
41 |
||||||||||||||||
|
7,5 - 9,5 |
26 |
28 |
34 |
||||||||||||||||||
|
5,0 - 7,0 |
22 |
24 |
29 |
||||||||||||||||||
|
Примечания: 1. При толщине 12,5 мм и менее содержание марганца может быть уменьшено до 0,70 %. 2. Если сталь подвергается термомеханической обработке, Речным Регистром могут быть допущены или потребованы изменения химического состава. 3. При испытаниях на растяжение стандартных образцов полной толщины минимальное относительное удлинение должно отвечать следующим значениям, %: |
|||||||||||||||||||||
|
Категория стали |
Толщина t, мм |
||||||||||||||||||||
|
t ≤ 5 |
5 < t ≤ 10 |
10 < t ≤ 15 |
15 < t ≤ 20 |
20 < t ≤ 25 |
25 < t ≤ 30 |
30 < t ≤ 40 |
40 < t≤ 50 |
||||||||||||||
|
А32, D32, Е32 |
14 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
|||||||||||||
|
А36, D36, Е36 |
13 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
|||||||||||||
|
А40, D40, Е40 |
12 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
|||||||||||||
Состояние поставки
3.2.4 Состояние поставки стали должно соответствовать табл. 3.2.4-1 и 3.2.4-2 и быть указано в сертификате или документе организации. Если замена нормализации (N) прокаткой с контролируемой температурой или термомеханической обработкой возможна, такие процессы прокатки подлежат специальному согласованию с Речным Регистром. При этом необходимо исходить из следующего:
.1 прокатка с контролируемой температурой (CR) - процесс, при котором температура конца прокатки устанавливается в диапазоне температур нормализации с целью полной рекристаллизации аустенита;
.2 термомеханическая обработка (ТМСР) - процесс, при котором строго регламентируются температура и степень обжатия. Как правило, небольшие обжатия выполняются вблизи или ниже переходной температуры Асз, практически прокатка осуществляется ближе к нижнему пределу температурного диапазона области двойной фазы, благодаря чему почти не происходит рекристаллизация аустенита.
Если в последующем предусматривается нагрев стали, прошедшей термомеханическую обработку, для формообразования или снятия напряжений или при сварке с высокой погонной энергией, должна быть рассмотрена возможность сопутствующего снижения механических свойств.
Ускоренное охлаждение по окончании прокатки может быть применено по согласованию с Речным Регистром.
Изготовление проб и образцов
3.2.5 Пробы для испытаний необходимо изготавливать следующим образом.
Из листов и полос шириной более 600 мм пробы вырезают на одном конце таким образом, чтобы ось пробы находилась посередине между продольной осью листа или полосы и их кромкой (рис. 3.2.5-1).
Таблица 3.2.4-1
Состояние поставки стали нормальной прочности
|
Толщина, мм |
Состояние поставки |
|
|
А |
Все |
Не регламентируется (любое) |
|
В |
Все |
То же |
|
D |
≤ 35 |
« |
|
D |
> 35 |
Нормализация (N), прокатка с контролируемой температурой (CR), термомеханическая обработка (ТМСР) |
|
Е |
Все |
N или ТМСР |
|
Примечание: По специальному согласованию с Речным Регистром профильная сталь категории D может поставляться горячекатаной при условии удовлетворительных результатов испытаний на ударный изгиб. При тех же условиях профильная сталь категории Е может поставляться горячекатаной или после CR. |
||
Таблица 3.2.4-2
Состояние поставки стали повышенной прочности
|
Измельчающие зерно элементы |
Толщина, мм |
Состояние поставки |
|
|
А32, А36, А40 |
Nb, V |
t ≤ 12,5 |
He регламентируется (любое |
|
t > 12,5 |
N, CR или ТМСР |
||
|
А32, А36, А40 |
Al или Al + Ti |
t ≤ 20 |
He регламентируется (любое) |
|
20 < t ≤ 35 |
Не регламентируется (любое), горячекатаная по согласованию с Речным Регистром |
||
|
t > 35 |
N, CR или ТМСР |
||
|
D32, D36, D40 |
Nb, V |
t ≤ 12,5 |
Не регламентируется (любое) |
|
t > 12,5 |
N, CR или ТМСР |
||
|
D32, D36, D40 |
Al или Al + Ti |
t ≤ 20 |
Не регламентируется (любое) |
|
20 < t ≤ 35 |
Не регламентируется (любое), горячекатаная по согласованию с Речным Регистром |
||
|
t > 35 |
N, CR или ТМСР |
||
|
Е32, Е36, Е40 |
Любые |
Bсe |
N, ТМСР или по усмотрению изготовителя - закалка и отпуск (QT) |
|
Примечания. 1. Объем испытаний на ударный изгиб устанавливается согласно 3.2.7. 2. По согласованию с Речным Регистром профильная сталь категорий А32, А36, А40, D32, D36, D40 может поставляться в горячекатаном состоянии при условии удовлетворительных результатов испытаний на ударный изгиб, при тех же условиях профильная сталь категории Е32, Е36, Е40 может поставляться горячекатаной или после CR. Объем испытаний на ударный изгиб устанавливается согласно 3.2.8. |
|||
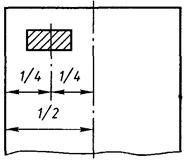
Рис. 3.2.5-1. Лист и полоса
Из полос шириной 600 мм и менее и профилей пробы вырезают на одном конце таким образом, чтобы ось пробы находилась на расстоянии 1/3 от кромки полосы или наружной кромки полки, а для небольших профилей - как можно ближе к этому положению (рис. 3.2.5-2, 3.2.5-3 и 3.2.5-4).
Из швеллеров, тавров и полособульбов пробы можно также вырезать из стенки на расстоянии 1/4 от ее середины (рис. 3.2.5-3).
Из прутков и других подобных полуфабрикатов пробы вырезают на одном конце так, чтобы ось образца была параллельна направлению прокатки. Для полуфабрикатов небольших размеров сечение испытательных образцов необходимой длины может быть равно полному поперечному сечению полуфабриката, и их можно испытывать без предварительной механической обработки (образцы для испытания на ударный изгиб подвергают механической обработке).
В других случаях образцы вырезают с таким расчетом, чтобы их оси находились:
для нецилиндрических полуфабрикатов на расстоянии 1/3 половины диагонали от вершины (рис. 3.2.5-5);
для цилиндрических полуфабрикатов на расстоянии 1/3 радиуса от наружной кромки (рис. 3.2.5-6).
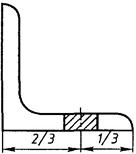
Рис. 3.2.5-2. Уголок
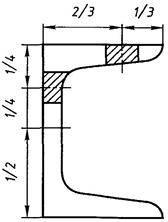
Рис. 3.2.5-3. Швеллер и тавр
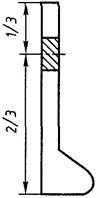
Рис. 3.2.5-4. Полособульб
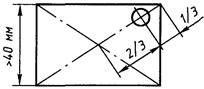
Рис. 3.2.5-5. Пруток прямоугольного сечения
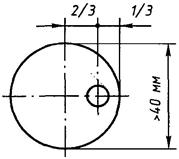
Рис. 3.2.5-6. Пруток круглого сечения
Образцы для испытания на растяжение и изгиб вырезают так, чтобы их продольные оси были перпендикулярны направлению последней прокатки материала, за исключением профилей, прутков и полос шириной 600 мм и менее.
Образцы для определения работы удара KV вырезают так, чтобы их продольные оси были либо параллельны, либо перпендикулярны направлению последней прокатки.
Надрез следует выполнять перпендикулярно поверхности прокатки и не ближе 25 мм от кромки, отрезанной пламенем или ножницами.
Объем испытаний
3.2.6 Прокат предъявляется к испытаниям партиями. Каждая партия должна состоять из проката одного вида, одной плавки и одного состояния поставки. Если не оговорено особо, от каждой партии массой не более 50 т должны быть испытаны один образец на растяжение и один комплект образцов (кроме стали категорий Е, Е32, Е36, Е40) на ударный изгиб.
Если масса партии превышает 50 т, проводится дополнительно по одному испытанию на растяжение и на ударный изгиб испытывается комплект образцов для каждых полных и неполных 50 т.
Если партия составлена из листов, толщина которых отличается более чем на 10 мм, или профилей и прутков, толщина или диаметр которых отличаются более чем на 10 мм, также проводится дополнительно по одному испытанию.
3.2.7 Если предусматривается поставка в горячекатаном состоянии, один комплект образцов для испытания на ударный изгиб должен испытываться для каждых полных или неполных 25 т.
3.2.8 Испытания на ударный изгиб стали категорий Е, Е32, Е36 и Е40 проводятся в следующем объеме:
листовая и широкополосная сталь - испытывается каждое изделие;
профильная и сортовая сталь - один комплект от каждых полных или неполных 25 т.
Если для профильной стали предусматривается поставка в горячекатаном состоянии или после прокатки при контролируемой температуре, один комплект образцов испытывается для каждых полных или неполных 15 т.
Осмотр
3.2.9 Предельные минусовые отклонения толщины листовой и полосовой стали, предназначенной для изготовления корпусных конструкций, не должны превышать 0,3 мм.
Предельные минусовые отклонения толщины листовой и полосовой стали, предназначенной для судового машиностроения, и других деталей должны соответствовать указанным в табл. 3.2.9.
Таблица 3.2.9
|
Предельные отклонения, мм |
|
|
5 ≤ t < 8 |
-0,4 |
|
8 ≤ t < 15 |
-0,5 |
|
15 ≤ t < 25 |
-0,6 |
|
25 ≤ t < 40 |
-0,8 |
|
40 ≤ t |
- 1,0 |
|
Примечания: 1. Предельные минусовые отклонения при толщине менее 5 мм должны соответствовать стандартам. 2. Замеры толщины следует производить на расстоянии не менее 25 мм от кромки листа. |
|
Сегрегация и неметаллические включения в стали не должны превышать принятых норм. Полуфабрикаты не должны иметь трещин, шлаковых включений и других дефектов, отрицательно влияющих на применение материала по назначению. Поверхность полуфабрикатов должна быть чистой и не должна подвергаться правке ударом.
Организация-изготовитель должна гарантировать полное устранение усадочных раковин, что должно быть подтверждено контрольными испытаниями. Методы проведения испытаний должны быть согласованы с Речным Регистром.
Устранять дефекты поверхности местной зачисткой допускается на глубину не более 7 % номинальной толщины, но во всех случаях не более 3 мм. Суммарная площадь зачистки должна быть не более 2 % поверхности полуфабриката.
Дефекты поверхности, которые нельзя устранить местной зачисткой, по согласованию с Речным Регистром и под его наблюдением могут быть устранены вырубкой или зачисткой с последующей заваркой при условии, что:
толщина полуфабриката при устранении дефектов перед заваркой не должна быть уменьшена более чем на 20 %;
заварку осуществляют квалифицированные сварщики допущенными электродами в соответствии с одобренным технологическим процессом;
место заварки зачищают до номинальной толщины полуфабриката;
площадь отдельных мест заварки должна быть не более 25 · 10-4 м2;
общая площадь заварки должна быть не более 1 % поверхности полуфабриката;
проведение термической обработки (при необходимости) и ее вид после заварки поверхностных дефектов должны быть согласованы с Речным Регистром.
Маркировка
3.2.10 Изготовитель стали должен иметь систему обозначения слитков, слябов и полуфабрикатов, позволяющую установить плавку.
Каждый полуфабрикат должен иметь четко нанесенные обусловленным способом в обусловленном месте штемпель или клеймо Речного Регистра и как минимум следующие данные:
наименование или обозначение организации - изготовителя;
номер или обозначение полуфабриката;
номер плавки;
унифицированное обозначение категории стали и предела текучести (например, A, D36).
Если сталь поставляется после термомеханической обработки, по требованию Речного Регистра после обозначения категории должен добавляться индекс «ТМ» (например, Е36ТМ).
3.3 СТАЛЬ ДЛЯ КОТЛОВ И СОСУДОВ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ
Общие положения
3.3.1 Требования настоящей главы распространяются на катаную сталь, предназначенную для судовых котлов, теплообменных аппаратов и сосудов, работающих под давлением.
3.3.2 Сталь изготавливается по согласованным с Речным Регистром стандартам или в соответствии с техническими требованиями.
3.3.3 Катаная сталь, изготовленная и испытанная в соответствии с настоящими требованиями, предназначается для работы при комнатной или повышенной температуре.
Химический состав
3.3.4 Химический состав стали устанавливается стандартами в зависимости от требуемых механических свойств при комнатной или расчетной повышенной температуре; при этом содержание основных элементов не должно превышать, %:
для углеродистой и углеродисто-марганцовистой стали (ковшовая проба):
углерода - 0,20, кремния - 0,50, марганца - 1,6, серы - 0,040, фосфора - 0,040, никеля, хрома, меди - по 0,30 каждого элемента. Возможность применения стали с содержанием углерода более 0,20 % подлежит согласованию с Речным Регистром при обеспечении надлежащей свариваемости;
для низколегированной стали (ковшовая проба): углерода - 0,18, кремния - 0,50, марганца - 0,80, серы - 0,040, фосфора - 0,040, хрома - 2,50, молибдена - 1,10, ванадия - 0,35.
3.3.5 Сталь должна быть спокойной плавки. Применять сталь кипящей плавки не допускается, а полуспокойной - допускается по согласованию с Речным Регистром.
По согласованию с Речным Регистром допускается обработка стали другими измельчающими зерно элементами.
Углеродистая и углеродисто-марганцовистая сталь, предназначенная для рабочих температур более 400 °С, не должна содержать алюминия.
3.3.6 Применение стали, содержание основных элементов в которой превышает указанные пределы, а также стали иного химического состава может быть допущено по согласованию с Речным Регистром.
Механические свойства
3.3.7 Механические свойства стали при комнатной и расчетной повышенной температурах устанавливаются стандартами.
Свойства стали должны быть подтверждены следующими испытаниями:
на растяжение (с определением временного сопротивления, предела текучести и относительного удлинения);
на изгиб;
на ударный изгиб (KCU или KV).
Испытания на растяжение при повышенной температуре, а также испытания для определения склонности стали к старению должны быть проведены, если это регламентировано теми или иными частями Правил или стандартами. По требованию Речного Регистра должны быть представлены результаты испытаний стали по определению предела длительной прочности при повышенной температуре.
Термическая обработка
3.3.8 Сталь поставляется в нормализованном, нормализованном и отпущенном или закаленном и отпущенном состояниях. Вид термической обработки устанавливается стандартами.
По согласованию с Речным Регистром сталь может поставляться без термической обработки при условии обеспечения требуемых свойств.
Изготовление проб
3.3.9 Пробы для испытаний следует изготавливать в соответствии с требованиями 3.2.5.
Образцы для испытания на растяжение и для определения ударной вязкости KCU вырезают поперек, а для определения работы удара KV - вдоль направления последней прокатки.
Объем испытаний
3.3.10 Листовой прокат следует предъявлять для испытаний полистно. Для листового проката из углеродистой стали при толщине до 12 мм, а также профильного проката допускается отбирать для испытаний 10 % общего количества листов (раскатов) или профилей, но не менее двух одной толщины (диаметра или профиля), одной плавки и одинаковой термической обработки.
Если не оговорено иное, из полуфабриката должно быть вырезано не менее чем по одному образцу для испытания на растяжение и на изгиб, а также не менее одного комплекта образцов для испытания на ударный изгиб.
Количество образцов для испытания на растяжение и длительную прочность при повышенной температуре устанавливается по согласованию с Речным Регистром.
От листов (раскатов) массой более б т или длиной более 15 м пробы для изготовления образцов для испытаний отбирают от двух концов.
Осмотр
3.3.11 Прокат не должен иметь дефектов, препятствующих применению его по назначению. Отсутствие дефектов должно гарантироваться изготовителем и может быть подтверждено неразрушающим контролем.
Поверхностные дефекты, появление которых возможно при том или ином способе изготовления, допускаются, если их глубина не выходит за пределы нормированных значений.
Поверхностные дефекты допускается устранять сваркой с последующей термической обработкой только по согласованию с Речным Регистром.
Маркировка
3.3.12 Маркировку необходимо осуществлять согласно требованиям 1.3.
Характеристики прочности
3.3.13 Характеристики прочности котельных сталей приводятся в табл. 3.3.13-1 и 3.3.13-2.
3.4 ТРУБЫ СТАЛЬНЫЕ
Общие указания
3.4.1 Настоящие требования распространяются на стальные горяче- и холоднодеформированные, а также сварные трубы, предназначенные для изготовления котлов, теплообменных аппаратов, сосудов, работающих под давлением, судовых систем и трубопроводов.
Таблица 3.3.13-1
Нижний предел текучести в зависимости от расчетной температуры
|
Rm, МПа |
Расчетная температура, °С |
||||||||
|
20 |
100 200 |
250 |
300 |
350 |
400 |
450 |
|||
|
Нижний предел текучести, МПа |
|||||||||
|
Углеродистая сталь 10 |
330 |
195 |
186 |
177 |
162 |
147 |
127 |
108 |
78 |
|
Углеродистые стали 12К и 15К |
350 |
205 |
196 |
181 |
167 |
142 |
118 |
98 |
78 |
|
Углеродистая сталь Ст3 |
370 |
205 |
196 |
186 |
177 |
157 |
- |
- |
- |
|
Углеродистые стали 16К, 20 и 20К |
400 |
235 |
226 |
206 |
186 |
157 |
137 |
118 |
98 |
|
Углеродистая сталь 18К |
430 |
255 |
245 |
226 |
206 |
177 |
157 |
137 |
118 |
|
Легированная сталь 15ХМ |
440 |
225 |
226 |
221 |
216 |
216 |
206 |
196 |
191 |
|
Легированная сталь 12Х1МФ |
440 |
255 |
255 |
250 |
245 |
235 |
226 |
216 |
206 |
|
Легированные стали 16ГС и 09Г2С |
450 |
265 |
255 |
235 |
226 |
196 |
177 |
157 |
123 |
|
Легированная сталь с повышенным содержанием марганца 22ГК |
530 |
335 |
324 |
304 |
284 |
275 |
255 |
245 |
235 |
Таблица 3.3.13-2
Предел длительной прочности в зависимости от расчетной температуры
|
Rm, МПа |
ReH, МПа |
Расчетная температура, °С |
|||||||||||||||||
|
370 |
380 |
390 |
400 |
410 |
420 |
430 |
440 |
450 |
460 |
470 |
480 |
490 |
500 |
510 |
520 |
530 |
|||
|
Предел длительной прочности, МПа |
|||||||||||||||||||
|
Углеродистые стали 10, 12К и 15К |
330 - 350 |
195 - 205 |
186 |
157 |
137 |
118 |
103 |
88 |
74 |
64 |
59 |
- |
- |
- |
- |
- |
- |
- |
- |
|
Углеродистые стали 16К, 18К, 20 и 20К |
400 - 430 |
235 - 255 |
216 |
186 |
162 |
142 |
127 |
108 |
98 |
83 |
69 |
- |
- |
- |
- |
- |
- |
- |
- |
|
Легированная сталь 15ХМ |
440 |
225 |
- |
- |
- |
- |
- |
- |
- |
- |
265 |
245 |
226 |
196 |
157 |
137 |
118 |
103 |
88 |
|
Легированная сталь 12Х1МФ |
440 |
255 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
196 |
186 |
177 |
167 |
152 |
137 |
|
Легированные стали 16ГС и 09Г2С |
450 |
265 |
255 |
216 |
186 |
167 |
147 |
127 |
113 |
98 |
88 |
78 |
69 |
- |
- |
- |
- |
- |
- |
|
Легированная сталь с повышенным содержанием марганца 22 ГК |
530 |
335 |
245 |
226 |
206 |
186 |
167 |
157 |
137 |
118 |
103 |
93 |
83 |
74 |
69 |
59 |
49 |
34 |
25 |
3.4.2 Стальные трубы изготавливают по согласованным с Речным Регистром стандартам или техническим условиям.
3.4.3 Трубы, изготовленные и испытанные в соответствии с настоящими требованиями, предназначаются для работы при комнатной и повышенной температурах.
3.4.4 Сварные трубы допускается изготовлять электрической индукционной или контактной сваркой давлением или сваркой плавлением.
Химический состав
3.4.5 Химический состав стали для труб выбирается по стандартам в зависимости от требуемых механических свойств при комнатной или расчетной повышенной температуре, при этом содержание основных элементов не должно превышать:
для углеродистой и углеродисто-марганцовистой стали (ковшовая проба), %:
серы - 0,04;
марганца - 1,50;
кремния - 0,50;
углерода - 0,23;
фосфора - 0,04;
хрома, никеля,
меди - по 0,30 каждого элемента.
для низколегированной стали (ковшовая проба), %:
серы - 0,035;
марганца - 1,0;
кремния - 0,50;
углерода - 0,20;
фосфора - 0,035;
хрома - 2,50;
молибдена - 1,20;
ванадия - 0,35.
3.4.6 Сталь должна быть спокойной плавки. Применение кипящей стали для изготовления труб не допускается. Полуспокойную сталь, а также сталь, обработанную измельчающими зерно элементами, допускается применять по согласованию с Речным Регистром. Углеродистая и углеродисто-марганцовистая стали, предназначенные для рабочих температур более 400 °С, не должны содержать алюминия.
3.4.7 Применение стали, содержание основных элементов в которой превышает указанные в 3.4.5 пределы, а также стали с основными легирующими элементами может быть допущено по согласованию с Речным Регистром.
Механические и технологические свойства
3.4.8 Механические и технологические свойства стали для труб при комнатной и повышенной температурах устанавливаются стандартами.
3.4.9 Трубы при изготовлении должны подвергаться следующим испытаниям:
на растяжение (с определением временного сопротивления, предела текучести и удлинения) согласно 2.2.2;
на растяжение при повышенной температуре (с определением условного предела текучести) согласно 2.2.2;
на сплющивание согласно 2.2.12 или растяжение колец согласно 2.2.14;
на раздачу согласно 2.2.13.
Испытание на растяжение при повышенной температуре, на сплющивание, растяжение колец или раздачу выполняют в случаях, когда это требуется стандартами или согласованной с Речным Регистром технической документацией, по которым оцениваются результаты испытаний. По требованию Речного Регистра, или когда это предписано соответствующими частями Правил или стандартами, должны быть представлены результаты испытаний стали для труб по определению предела длительной прочности при повышенной температуре.
Термическая обработка
3.4.10 Трубы должны подвергаться термообработке, когда это предусмотрено частью Правил, стандартами или согласованной с Речным Регистром проектно-технической документацией. При этом холоднодеформированные и электросварные трубы в любом случае подвергают термической обработке: нормализации, нормализации и отпуску или закалке и отпуску. Вид и режим термической обработки устанавливает организация-изготовитель, сообщает об этом Речному Регистру и указывает в сертификате.
Изготовление проб
3.4.11 Если не оговорено иное, пробы для изготовления образцов отбирают от одного конца не менее двух труб из партии.
Объем испытаний
3.4.12 Трубы подлежат испытаниям партиями. Партия должна состоять из труб одного размера, изготовленных из стали одной плавки и прошедших термическую обработку по одинаковому режиму.
Количество труб в партии должно быть не более, шт.:
400 для труб с наружным диаметром не более 76 мм;
200 для труб с наружным диаметром более 76 мм.
Остаток труб менее половины указанного количества присоединяется к соответствующей партии, а половина и более считаются отдельной партией.
Для проведения испытаний из каждой пробы вырезают по одному образцу для испытания на растяжение, на сплющивание или растяжение колец (два образца при испытании сварных труб) и на раздачу. Все трубы должны быть подвергнуты гидравлическим испытаниям. Пробное давление устанавливается в соответствии со стандартами или согласованной с Речным Регистром документацией, но в любом случае должно быть не менее указанного в 8.4, 10.6.5 - 10.6.10 ч. II Правил.
По согласованию с Речным Регистром гидравлические испытания могут не проводиться, если все трубы подвергают ультразвуковому или другому эквивалентному контролю.
Сварные швы сварных труб должны подвергаться ультразвуковому контролю.
Осмотр
3.4.13 Визуальному контролю подвергают все трубы.
На поверхности труб не допускаются трещины, плены, рванины, закаты.
Допускаются отдельные незначительные забоины, вмятины, риски, тонкий слой окалины, следы зачистки дефектов и мелкие плены, если они не выводят толщину стенки за пределы минусовых отклонений.
Маркировка
3.4.14 Маркировка должна удовлетворять требованиям 1.3.
3.5 СТАЛЬ ДЛЯ ЦЕПЕЙ
Общие указания
3.5.1 Настоящие требования распространяются на катаную сталь, предназначенную для изготовления якорных цепей, а также на конструкцию, изготовление и испытания судовых якорных цепей и комплектующих их деталей.
3.5.2 Катаная сталь (стальной прокат) должна изготавливаться признанными Речным Регистром организациями. При этом Речной Регистр может потребовать проведения контрольных испытаний материала, изготавливаемого данной организацией, после термической обработки, аналогичной термической обработке готовой цепи согласно 3.5.17 - 3.5.24.
3.5.3 Изготовитель проката должен представить для согласования Речному Регистру спецификацию на материал.
В спецификации необходимо указать способ выплавки и метод раскисления, требуемый химический состав, состояние поставки и механические свойства стали.
Способ выплавки, метод раскисления и химический состав, а также состояние поставки стали, не в полной мере удовлетворяющие требованиям 3.5.3 - 3.5.5, должны быть согласованы с Речным Регистром при рассмотрении спецификации.
3.5.4 В зависимости от временного сопротивления при растяжении используемой стали цепи с распорками разделяются на категории 1, 2 и 3, а без распорок - на категории 1 и 2.
Химический состав
3.5.5 Химический состав стали по ковшовой пробе должен соответствовать приведенному в табл. 3.5.5.
Таблица 3.5.5
Химический состав катаной стали
|
Содержание элементов, % |
||||||
|
С макс. |
Si |
Mn |
Р |
S |
Al общ.1 мин. |
|
|
максимум |
||||||
|
1 |
0,20 |
0,15 - 0,35 |
мин. 0,40 |
0,040 |
0,040 |
- |
|
22 |
0,24 |
0,15 - 0,55 |
макс. 1.60 |
0,035 |
0,035 |
0,020 |
|
3 |
В соответствии со спецификацией |
|||||
|
1 Алюминий частично может быть заменен другими измельчающими зерно элементами. 2 По согласованию с Речным Регистром могут быть использованы дополнительные легирующие элементы. |
||||||
Сортовой прокат должен быть изготовлен из стали спокойной плавки, при этом сталь для цепей категорий 2 и 3 должна быть обработана измельчающими зерно элементами.
Механические свойства
3.5.6 Механические свойства стального проката должны обеспечивать в готовой цепи свойства, соответствующие указанным в табл. 3.5.6.
Состояние поставки
3.5.7 Сортовой прокат поставляют в состоянии после прокатки.
Объем испытаний
3.5.8 Сортовой прокат предъявляется к испытаниям партиями. Партия массой не более 50 т должна состоять из проката одной плавки, одного состояния поставки с разницей диаметров не более 4 мм.
Таблица 3.5.6
Механические свойства материала готовой цепи
|
ReH, МПа, мин. |
Rm, МПа |
А5, % |
Z, % |
Испытание на ударный изгиб1,2 KV |
||
|
минимум |
Температура испытаний °С |
Работа удара, Дж, не менее |
||||
|
1 |
- |
макс. 490 |
25 |
- |
- |
- |
|
2 |
295 |
490 - 690 |
22 |
- |
0 |
27 |
|
3 |
410 |
мин. 690 |
17 |
40 |
0 (-20) |
60 (35) |
|
1 Испытания материала цепей категории 2 на ударный изгиб могут не проводиться, если цепь подвергается термической обработке. 2 По согласованию с Речным Регистром испытания на ударный изгиб для цепи категории 3 могут проводиться при температуре -20 °С. |
||||||
3.5.9 От каждой партии сортового проката отбирается одна проба, из которой изготавливают один образец для испытания на растяжение и, если требуется, образцы для испытания на ударный изгиб (KV).
Изготовление образцов
3.5.10 Образцы должны быть вырезаны из пробы вдоль ее оси на расстоянии 1/6 диаметра от поверхности или как можно ближе к этому положению согласно рис. 3.5.10.
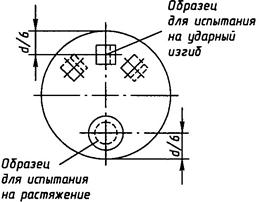
Рис. 3.5.10 Осмотр
3.5.11 Допускаемые отклонения диаметра сортового проката определяются стандартами и указываются в спецификации.
3.5.12 Сортовой прокат не должен иметь внутренних и поверхностных дефектов, препятствующих его последующей обработке и использованию. Поверхностные дефекты могут быть удалены зачисткой в пределах допусков на диаметр.
3.5.13 Маркировка сортового проката выполняется на каждом изделии согласно 1.3.
Материал цепей и комплектующих их деталей
3.5.14 Сортовой прокат для изготовления цепей должен удовлетворять требованиям 3.5.6 - 3.5.13.
3.5.15 Если ниже не оговорено иное, материал кованых цепей и комплектующих их деталей должен удовлетворять требованиям 3.6, а литых - 3.7.
3.5.16 Для распорок должна применяться катаная, кованая или литая углеродистая сталь, аналогичная стали звеньев данной цепи.
Конструкция и изготовление цепей и комплектующих их деталей
3.5.17 Звенья цепи изготавливаются из сортового проката стыковой контактной сваркой оплавлением, допускается изготовление звеньев ковкой или литьем.
Звенья цепи без распорок калибром 26 мм и менее могут изготавливаться стыковой контактной сваркой давлением.
3.5.18 Комплектующие цепь детали, соединительные звенья и скобы, вертлюги и вертлюги-скобы, изготавливаются ковкой или литьем и должны отвечать, как минимум, требованиям для цепей категории 2.
Указанные детали могут также изготавливаться с применением сварки.
3.5.19 Конструкция звеньев цепи и комплектующих ее деталей должна соответствовать согласованной с Речным Регистром документации.
3.5.20 Состояние поставки цепей и комплектующих их деталей в зависимости от категории должно соответствовать указанному в табл. 3.5.20.
Таблица 3.5.20
Термическая обработка готовых цепей и комплектующих деталей
|
Состояние поставки |
|
|
1 |
Не регламентируется (любое) |
|
21, 3 |
Нормализация, нормализация и отпуск или закалка и отпуск |
|
1 По согласованию с Речным Регистром цепь может поставляться без термической обработки при условии положительных результатов испытаний согласно 3.5.37 - 3.5.40. |
|
Термическая обработка цепей и их комплектующих деталей должна проводиться до испытаний разрывной и пробной нагрузками.
3.5.21 Механические свойства готовой цепи и комплектующих ее деталей должны соответствовать указанным в табл. 3.5.39.
3.5.22 В зависимости от категории цепи и комплектующие их детали должны быть изготовлены таким образом, чтобы выдерживать указанные в табл. 3.5.32-1 и 3.5.32-2 пробную и разрывную нагрузки.
3.5.23 Все звенья цепи и комплектующие ее детали должны иметь чистую поверхность, определяемую способом изготовления, не иметь трещин, надрезов, посторонних включений и других дефектов, исключающих возможность использования изделия по назначению. Наплывы или заусенцы у кованых деталей должны быть соответствующим образом зачищены. Небольшие поверхностные дефекты в пределах допусков должны быть зачищены таким образом, чтобы обеспечить плавный переход поверхности. Допускается местная зачистка углублений в пределах не более 5 % калибра звена или толщины тела.
3.5.24 Размеры звеньев цепи должны соответствовать требованиям стандартов.
Допускаемые отклонения звеньев цепи
3.5.25 Отклонения диаметра в месте изгиба вне зоны контакта звеньев должны удовлетворять требованиям табл. 3.5.25.
Таблица 3.5.25
Допускаемые отклонения диаметра цепи
|
Допускаемые отклонения1, мм |
|
|
До 40 включительно |
-1 |
|
От 40 до 84 включительно |
-2 |
|
От 84 до 122 включительно |
-3 |
|
Более 122 |
-4 |
|
1 Положительные отклонения диаметра не должны превышать 5 % номинального диаметра. |
|
3.5.26 Площадь поперечного сечения звена цепи в месте изгиба не должна иметь минусовых отклонений.
Эту площадь следует рассчитывать по диаметру, определенному как среднее арифметическое четырех измерений диаметра в одном и том же поперечном сечении, но в разных точках внешнего контура этого сечения.
3.5.27 Допускаемые отклонения длины смычки цепи, измеренные на любых пяти звеньях, не должны превышать +2,5 % номинальной длины. Замеры выполняют при растяжении цепи пробной нагрузкой.
3.5.28 Распорки должны быть установлены в центре звена перпендикулярно к его продольной оси. Распорки последних звеньев по обоим концам смычки могут быть смещены для свободного прохода соединительных звеньев или скоб. При этом, если распорки плотно закреплены и их концы прилегают к внутренним поверхностям звена практически без зазоров, допускаются: эксцентриситет X = 0,1d, угол a не более 4°.
Отклонения определяют согласно рис. 3.5.28.
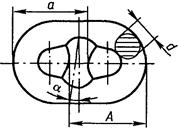
Рис. 3.5.28
X = (А - а)/2
3.5.29 Допускаемые отклонения размеров комплектующих цепь деталей: диаметра +5 %, - 0 %; других размеров - ±2,5 %.
3.5.30 Приварка распорок должна выполняться по одобренной Речным Регистром технологии с учетом следующих требований:
распорки должны быть изготовлены из стали согласно 3.5.16;
распорки приваривают только с одного конца, противоположного сварному шву звена. Между концами распорки и поверхностью звена не должно быть существенных зазоров;
сварка выполняется преимущественно в нижнем положении дипломированными сварщиками, имеющими допуск Речного Регистра, с использованием требуемых по технологии сварочных материалов;
сварка должна выполняться до окончательной термической обработки цепи;
сварные швы не должны иметь дефектов, препятствующих использованию цепи по назначению. Подрезы, концевые кратеры и подобные дефекты в случае необходимости следует устранить зачисткой.
По требованию Речного Регистра должны быть выполнены технологические сварочные испытания для приварки распорок.
Испытания готовых цепей
3.5.31 Готовые цепи подлежат нижеуказанным испытаниям в присутствии эксперта. К испытаниям допускаются неокрашенные цепи без антикоррозионного покрытия.
3.5.32 Каждая смычка цепи (27,5 м) подлежит испытанию пробной нагрузкой, указанной в табл. 3.5.32-1 и 3.5.32-2.
Таблица 3.5.32-1
Испытательная нагрузка цепей без распорок
|
Испытательная нагрузка, кН |
||
|
пробная |
разрывная |
|
|
1 |
0,185d2 |
0,370d2 |
|
2 |
0,260d2 |
0,520d2 |
|
Примечание. d - номинальный диаметр цепи, мм. |
||
Таблица 3.5.32-2
Испытательная нагрузка цепей с распорками
|
Категория 1 |
Категория 2 |
Категория 3 |
||||
|
Испытательная нагрузка, кН |
||||||
|
пробная |
разрывная |
пробная |
разрывная |
пробная |
разрывная |
|
|
11 |
36 |
51 |
51 |
72 |
72 |
102 |
|
12,5 |
46 |
66 |
66 |
92 |
92 |
132 |
|
14 |
58 |
82 |
82 |
116 |
116 |
165 |
|
16 |
76 |
107 |
107 |
150 |
150 |
216 |
|
17,5 |
89 |
127 |
127 |
179 |
179 |
256 |
|
19 |
105 |
150 |
150 |
211 |
211 |
301 |
|
20,5 |
123 |
175 |
175 |
244 |
244 |
349 |
|
22 |
140 |
200 |
200 |
280 |
280 |
401 |
|
24 |
167 |
237 |
237 |
332 |
332 |
476 |
|
26 |
194 |
278 |
278 |
389 |
389 |
556 |
|
28 |
225 |
321 |
321 |
449 |
449 |
642 |
|
30 |
257 |
368 |
368 |
514 |
514 |
735 |
|
32 |
291 |
417 |
417 |
583 |
583 |
833 |
|
34 |
328 |
468 |
468 |
655 |
655 |
937 |
|
36 |
366 |
523 |
523 |
732 |
732 |
1050 |
|
38 |
406 |
581 |
581 |
812 |
812 |
1160 |
|
40 |
448 |
640 |
640 |
896 |
896 |
1280 |
|
42 |
492 |
703 |
703 |
981 |
981 |
1400 |
|
44 |
538 |
769 |
769 |
1080 |
1080 |
1540 |
|
46 |
585 |
837 |
837 |
1170 |
1170 |
1680 |
|
48 |
635 |
908 |
908 |
1270 |
1270 |
1810 |
|
50 |
686 |
981 |
981 |
1370 |
1370 |
1960 |
|
52 |
739 |
1060 |
1060 |
1480 |
1480 |
2110 |
|
54 |
794 |
1140 |
1140 |
1590 |
1590 |
2270 |
|
56 |
851 |
1220 |
1220 |
1710 |
1710 |
2430 |
|
58 |
909 |
1290 |
1290 |
1810 |
1810 |
2600 |
|
60 |
969 |
1380 |
1380 |
1940 |
1940 |
2770 |
|
62 |
1030 |
1470 |
1470 |
2060 |
2060 |
2940 |
|
64 |
1100 |
1560 |
1560 |
2190 |
2190 |
3130 |
|
66 |
1160 |
1660 |
1660 |
2310 |
2310 |
3300 |
|
68 |
1230 |
1750 |
1750 |
2450 |
2450 |
3500 |
|
70 |
1290 |
1840 |
1840 |
2580 |
2580 |
3690 |
|
73 |
1390 |
1990 |
1990 |
2790 |
2790 |
3990 |
|
76 |
1500 |
2150 |
2150 |
3010 |
3010 |
4300 |
|
78 |
1580 |
2260 |
2260 |
3160 |
3160 |
4500 |
|
81 |
1690 |
2410 |
2410 |
3380 |
3380 |
4820 |
|
84 |
1800 |
2580 |
2580 |
3610 |
3610 |
5160 |
|
87 |
1920 |
2750 |
2750 |
3850 |
3850 |
5500 |
|
90 |
2050 |
2920 |
2920 |
4090 |
4090 |
5840 |
|
92 |
2130 |
3040 |
3040 |
4260 |
4260 |
6080 |
|
95 |
2260 |
3230 |
3230 |
4510 |
4510 |
6440 |
|
97 |
2340 |
3340 |
3340 |
4680 |
4680 |
6690 |
|
100 |
2470 |
3530 |
3530 |
4940 |
4940 |
7060 |
|
102 |
2560 |
3660 |
3660 |
5120 |
5120 |
7320 |
|
105 |
2700 |
3850 |
3850 |
5390 |
5390 |
7700 |
|
107 |
2790 |
3980 |
3980 |
5570 |
5570 |
7960 |
|
111 |
2970 |
4250 |
4250 |
5940 |
5940 |
8480 |
|
114 |
3110 |
4440 |
4440 |
6230 |
6230 |
8890 |
|
117 |
3260 |
4650 |
4650 |
6510 |
6510 |
9300 |
|
120 |
3400 |
4850 |
4850 |
6810 |
6810 |
9720 |
|
122 |
3500 |
5000 |
5000 |
7000 |
7000 |
9990 |
|
124 |
3600 |
5140 |
5140 |
7200 |
7200 |
10280 |
|
127 |
3750 |
5350 |
5350 |
7490 |
7490 |
10710 |
|
130 |
3900 |
5570 |
5570 |
7800 |
7800 |
11140 |
|
132 |
4000 |
5720 |
5720 |
8000 |
8000 |
11420 |
|
137 |
4260 |
6080 |
6080 |
8510 |
8510 |
12160 |
|
142 |
4520 |
6450 |
6450 |
9030 |
9030 |
12910 |
|
147 |
4790 |
6840 |
6840 |
9560 |
9560 |
13660 |
|
152 |
5050 |
7220 |
7220 |
10100 |
10100 |
14430 |
|
157 |
5320 |
7600 |
7600 |
10640 |
10640 |
15200 |
|
162 |
5590 |
7990 |
7990 |
11170 |
11170 |
15970 |
3.5.33 Для испытания разрывной нагрузкой, указанной в табл. 3.5.32-1 и 3.5.32-2, от цепи отбирают образцы согласно табл. 3.5.33, состоящие, как минимум, из трех звеньев с распорками или пяти - без распорок. Образцы должны быть изготовлены по той же технологии и вместе с цепью (сварка и термообработка). Образцы отделяют от цепи в присутствии эксперта.
3.5.34 В случае невозможности достижения разрывной нагрузки вследствие недостаточной мощности разрывной машины и большого калибра цепи Речным Регистром могут быть рассмотрены другие методы испытаний.
3.5.35 При неудовлетворительном результате испытаний разрывной нагрузкой от той же смычки отбирают и испытывают другой образец. Результаты испытаний считаются удовлетворительными, если достигнута нагрузка, соответствующая требуемой.
Если результаты повторных испытаний неудовлетворительные, смычка бракуется. По усмотрению изготовителя от каждой из оставшихся трех смычек данной партии могут быть отобраны образцы и испытаны разрывной нагрузкой. Если результаты испытаний хотя бы одной смычки не удовлетворяет требованиям, партия бракуется.
Таблица 3.5.33
Объем испытаний цепи
|
Способ изготовления |
Термическая обработка |
Число образцов от каждой четвертой смычки или 100 м цепи |
|||||
|
Испытание на разрыв |
Испытание на растяжение |
Испытание на ударный изгиб |
|||||
|
основной металл |
сварное соединение |
основной металл |
сварное соединение |
||||
|
1 |
Сварка |
Не требуется |
1 |
- |
- |
- |
- |
|
2 |
Сварка |
Нормализация |
1 |
- |
- |
- |
- |
|
Не требуется |
1 |
1 |
11 |
3 |
31 |
||
|
3 |
Сварка |
Нормализация, закалка и отпуск |
1 |
1 |
11 |
3 |
31 |
|
2 |
Литье или ковка |
Нормализация |
1 |
1 |
- |
3 |
- |
|
3 |
Литье или ковка |
Нормализация, закалка и отпуск |
1 |
1 |
- |
3 |
- |
|
1 Должно выполняться по требованию Речного Регистра согласно 3.5.37. |
|||||||
3.5.36 При неудовлетворительном результате испытаний пробной нагрузкой дефектные звенья (звено) следует заменить, осуществить местную термическую обработку нового звена (звеньев) и провести повторные испытания пробной нагрузкой. При этом должна быть установлена причина разрушения звена (звеньев).
3.5.37 От каждой четвертой смычки цепи категории 3, а также категории 2 без термической обработки согласно табл. 3.5.33 отбирают образцы для испытания на растяжение и ударный изгиб. Образцы вырезают в соответствии с рис. 3.5.10 на стороне звена, противоположной сварному шву.
Речной Регистр в обоснованных случаях может потребовать проведения испытаний образцов, вырезанных из сварного шва, на растяжение поперек сварного шва и на ударный изгиб с надрезом по сварному шву.
3.5.38 Для изготовления образцов в смычке цепи следует предусмотреть дополнительное звено (или несколько звеньев, если цепь малого калибра). Дополнительное звено должно изготавливаться аналогично образцу для испытаний на разрыв (см. 3.5.33).
3.5.39 Результаты испытаний должны удовлетворять требованиям табл. 3.5.39 и должны быть указаны в сертификате.
Таблица 3.5.39
Механические свойства готовой цепи
|
Основной металл |
Сварное соединение1 |
|||
|
Относительное удлинение |
Испытание на ударный изгиб2 KV |
|||
|
А5, %, не менее |
Температура, °С |
Работа удара, Дж, не менее |
||
|
1 |
Согласно требованиям табл. 3.5.6 |
25 |
- |
- |
|
2 |
18 |
0 |
27 |
|
|
3 |
14 |
0 (-20) |
50 (27) |
|
|
1 Временное сопротивление и предел текучести принимаются согласно табл. 3.5.6. Относительное сужение площади поперечного сечения не регламентируется. 2 По согласованию с Речным. Регистром испытания на ударный изгиб для цепи категории 3 могут проводиться при температуре -20 °С. |
||||
3.5.40 Маркировка цепи выполняется на крайних звеньях каждой смычки и должна содержать номер сертификата, категорию цепи и клеймо Речного Регистра. Расположение знаков маркировки должно соответствовать рис. 3.5.40.
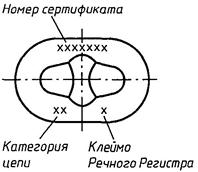
Рис. 3.5.40
Испытания комплектующих цепь деталей
3.5.41 Комплектующие цепь детали подлежат испытаниям в присутствии эксперта. К испытаниям допускаются неокрашенные детали без антикоррозионного покрытия.
3.5.42 Все детали подлежат испытанию пробной нагрузкой, указанной в табл. 3.5.32-1.
3.5.43 Для испытания разрывной нагрузкой, указанной в табл. 3.5.32-1, детали предъявляются партиями. Партия скоб, вертлюгов, вертлюгов-скоб, увеличенных и концевых звеньев должна состоять не более чем из 25 деталей, а соединительных звеньев - из 50 деталей одной категории, одинаковых размеров, из материала одной плавки и прошедших термическую обработку в одной садке.
От каждой партии испытаниям разрывной нагрузкой подвергается одно изделие, при этом испытанные изделия к использованию по назначению не допускаются.
3.5.44 По согласованию с Речным Регистром испытания разрывной нагрузкой могут не производиться, если:
разрывная нагрузка подтверждена положительными результатами первоначальных испытаний изделия при признании Речным Регистром изготовителя,
результаты механических испытаний каждой партии согласно 3.5.46 - 3.5.48 удовлетворительные, и детали прошли неразрушающий контроль по согласованной с Речным Регистром методике.
3.5.45 Независимо от указания 3.5.43, изделия, которые были испытаны предписанной разрывной нагрузкой, могут быть использованы по назначению, если при их изготовлении применены материалы, соответствующие более высокой категории цепи, чем требуется для данных изделий.
3.5.46 От каждой партии деталей испытаниям подвергают один образец на растяжение и один комплект из трех образцов на ударный изгиб (KV), вырезанных из специально отобранной пробы или детали согласно рис. 3.5.10.
3.5.47 Результаты механических испытаний должны удовлетворять требованиям табл. 3.5.39 и должны быть указаны в сертификате.
3.5.48 Маркировка комплектующих цепь деталей выполняется на каждом изделии и должна содержать номер сертификата, категорию и клеймо Речного Регистра.
3.6 СТАЛЬНЫЕ ПОКОВКИ
Общие указания
3.6.1 Стальные поковки должны быть выполнены и испытаны согласно изложенным ниже требованиям.
3.6.2 Настоящие требования распространяются на поковки, которые предназначаются для судостроения и судового машиностроения и область применения которых устанавливается исходя из свойств, определяемых при температуре окружающего воздуха (см. 2.2.1).
3.6.3 Требования распространяются также и на заготовки из проката, используемые вместо поковок, и сортовой прокат диаметром не более 250 мм, применяемый для изготовления (только механической обработкой) валов, болтов и других подобных деталей простой формы.
3.6.4 Требования к поковкам для деталей, предназначенных для работы при пониженной или повышенной температуре, а также к поковкам из легированной стали со специальными свойствами (коррозионная стойкость, жаростойкость, жаропрочность и т.п.) являются в каждом случае предметом специального рассмотрения Речным Регистром. При этом в документации, представляемой Речному Регистру на согласование, должны быть приведены подробные данные по химическому составу, механическим и специальным свойствам, термической обработке, методам и объему испытаний поковок.
3.6.5 При установившемся производстве однородных поковок по согласованию с Речным Регистром могут быть допущены иные методы и объем испытаний при условии подтверждения стабильности технологических процессов и качества поковок.
3.6.6 Если при изготовлении кованых деталей сложной формы предусматривается сварка двух или более поковок, химический состав стали и технология сварки должны быть согласованы с Речным Регистром, при этом он может потребовать проведения технологических испытаний сварных соединений.
3.6.7 Степень пластической деформации (уков) должна быть такой, чтобы после термической обработки не было дефектов, обеспечивались однородность структуры и требуемые механические свойства. Как правило, она должна соответствовать табл. 3.6.7.
Таблица 3.6.7
|
Общая степень деформации |
|
|
Из слитка или кованой заготовки |
3:1, если L > D 1,5:1, если L ≤ D |
|
Из проката |
4:1, если L > D 2:1, если L ≤ D |
|
Примечания: 1. L и D - длина и диаметр соответственно поковки или ее части. 2. Степень деформации рассчитывается относительно средней площади поперечного сечения слитка. Предварительное обжатие слитка может быть также учтено. 3. Степень деформации сортового проката, используемого взамен поковок, должна быть не менее 6:1. |
|
Толщина любой части дискообразной поковки (например, поковки зубчатого колеса) должна быть не более половины длины заготовки, из которой поковка выполнена осадкой, при условии, что первоначальный уков заготовки не менее 1,5:1. Если заготовка вырезана непосредственно из слитка или ее предварительный уков менее 1,5:1, толщина любой части дискообразной поковки должна быть не более 1/3 длины заготовки.
Поковки колец или полые поковки других типов изготавливают из полых заготовок раздачей или раскаткой на оправках. Допускается применять литые пустотелые заготовки. Толщина стенки поковки должна быть не более половины толщины стенки полой заготовки, в противном случае заготовка подлежит предварительной обработке со степенью деформации 2:1.
3.6.8 Если для определенных изделий требуется, чтобы направление поковок было наиболее благоприятным для восприятия нагрузки, технологический процесс пластической обработки подлежит согласованию с Речным Регистром. В процессе изготовления поковок он может потребовать проведения контроля структуры и направления волокон.
3.6.9 Если не согласован иной метод, газовую резку, огневую зачистку или дуговую поверхностную строжку необходимо выполнять до окончательной термической обработки. При выполнении этих операций в зависимости от химического состава стали и/или ее толщины может быть потребован предварительный подогрев.
Химический состав
3.6.10 Химический состав стали для поковок устанавливается для конкретного типа стали в зависимости от требуемых механических и специальных свойств.
Поковки должны изготавливаться из стали спокойной плавки.
3.6.11 Химический состав углеродистой и углеродисто-марганцовистой стали для поковок (ковшовая проба) должен соответствовать следующим предельным значениям, %: углерода - 0,60; кремния - 0,45; марганца - 0,30 - 1,50; серы - 0,040; фосфора - 0,040; меди - 0,30; хрома - 0,30; молибдена - 0,15 и никеля - 0,40.
3.6.12 Химический состав легированной стали для поковок (ковшовая проба) должен соответствовать согласованным с Речным Регистром стандартам или иным техническим требованиям при максимальном содержании, %: углерода - 0,45; кремния - 0,45; серы - 0,035; фосфора - 0,035.
3.6.13 Изготовитель может применять элементы, измельчающие зерно, по своему усмотрению, если не оговорено иное. Содержание таких элементов указывается в ковшовом анализе.
Механические свойства
3.6.14 В зависимости от требуемого минимального временного сопротивления значения предела текучести, относительного удлинения, относительного сужения и результатов испытаний на ударный изгиб для поковок из углеродистой и углеродисто-марганцовистой стали должны соответствовать значениям, указанным в табл. 3.6.14-1, поковок из легированной стали после закалки и отпуска - в табл. 3.6.14-2, а поковок из легированной цементуемой стали - в табл. 3.6.14-3.
Термическая обработка
3.6.15 Все поковки следует подвергать термической обработке для получения требуемых структуры и механических свойств, а также для измельчения зерна. Режим термической обработки устанавливает изготовитель в зависимости от химического состава стали, назначения и размеров поковки при соблюдении следующих условий:
температура отпуска должна быть не ниже 550 °С;
если по той или иной причине поковка после термической обработки подвергается нагреву при горячей обработке, она должна быть подвергнута повторной термической обработке;
если поковка подлежит поверхностной закалке, технология и технические требования этого процесса должны быть согласованы с Речным Регистром. При этом он может потребовать проведения испытаний для проверки равномерности поверхностного слоя с требуемой твердостью и глубиной при отсутствии дефектов и изменения свойств стали;
если после механической обработки предполагаются индукционная закалка, цементация или азотирование, поковка должна быть подвергнута термической обработке (как правило, полному отжигу или нормализации и отпуску) до состояния, допускающего последующую поверхностную обработку;
Таблица 3.6.14-1
|
Временное сопротивление Rm, МПа, не менее |
Предел текучести RеН или Rp0,2, МПа, не менее |
Относительное удлинение А5, %, не менее |
Относительное сужение Z, %, не менее |
Результаты испытаний на ударный изгиб |
Твердость НВ |
||
|
Работа удара KV, Дж, не менее |
Работа удара не менее |
Ударная вязкость KCU, Дж/см2, не менее |
|||||
|
360 |
180 |
28/20 |
50/35 |
32/18 |
30/20 |
60/40 |
95 - 135 |
|
400 |
200 |
26/19 |
50/35 |
32/18 |
30/20 |
60/40 |
110 - 150 |
|
440 |
220 |
24/18 |
50/35 |
32/18 |
30/20 |
60/40 |
125 - 160 |
|
480 |
240 |
22/16 |
45/30 |
32/18 |
30/20 |
60/40 |
135 - 175 |
|
520 |
260 |
21/15 |
45/30 |
25/15 |
25/17 |
50/34 |
150 - 185 |
|
560 |
280 |
20/14 |
40/27 |
25/15 |
25/17 |
50/34 |
160 - 200 |
|
600 |
300 |
18/13 |
40/27 |
18/12 |
20/15 |
40/30 |
175 - 215 |
|
640 |
320 |
17/12 |
40/27 |
18/12 |
20/15 |
40/30 |
185 - 230 |
|
680 |
340 |
16/12 |
35/24 |
18/12 |
20/15 |
40/30 |
200 - 240 |
|
720 |
360 |
15/11 |
35/24 |
18/12 |
20/15 |
40/30 |
210 - 250 |
|
760 |
380 |
14/10 |
35/24 |
18/12 |
20/15 |
40/30 |
225 - 265 |
|
Примечания. 1. В числителе приведены значения при испытании на продольных образцах, в знаменателе - на поперечных. 2. Полученные при испытании на растяжение значения временного сопротивления не должны превышать установленные более чем на: 120 МПа при требуемом Rm менее 600 МПа; 150 МПа при требуемом Rm 600 - 900 МПа; 200 МПа при требуемом Rm 900 МПа и более. 3. Если Речным Регистром не оговорено особо, при испытаниях на ударный изгиб по усмотрению изготовителя определяется работа удара KV или KU, или ударная вязкость KCU на образцах согласно рис. 2.2.5-2, 2.2.5-3 и 2.2.5-1соответственно. 4. Для промежуточных значений временного сопротивления минимальные значения предела текучести, относительного удлинения, относительного сужения, работы удара KV или KU и ударной вязкости KCU могут быть определены линейной интерполяцией. 5. Приведенные в таблице значения относятся к образцам, вырезанным так, что их оси расположены от поверхности поковки на расстоянии не более 10 % ее диаметра или толщины. 6. В случае, когда от поковки отбирается два или более образца для испытаний на растяжение, различие во временном сопротивлении для различных образцов должно быть не более: 70 МПа при требуемом Rm менее 600 МПа; 100 МПа при требуемом Rm 600 - 900 МПа; 120 МПа при требуемом Rm 900 МПа и более. 7. Различие между значениями твердости для одной поковки или различных поковок партии должна быть не более: 25 НВ при требуемом Rm менее 600 МПа; 35 НВ при требуемом Rm 600 - 900 МПа; 42 НВ при требуемом Rm 900 МПа и более. |
|||||||
Таблица 3.6.14-2
|
Временное сопротивление Rm, МПа, не менее |
Предел текучести ReH или Rp0,2, МПа, не менее |
Относительное удлинение А5, %, не менее |
Относительное сужение Z, %, не менее |
Результаты испытаний на ударный изгиб |
Твердость НВ |
||
|
Работа удара KV, Дж, не менее |
Работа удара KU, Дж, не менее |
Ударная вязкость KCU, Дж/см2, не менее |
|||||
|
600 |
420 |
18/14 |
50/35 |
41/24 |
35/24 |
70/48 |
175 - 215 |
|
650 |
450 |
17/13 |
50/35 |
32/22 |
30/23 |
60/46 |
190 - 235 |
|
700 |
480 |
16/12 |
45/30 |
32/22 |
30/23 |
60/46 |
205 - 245 |
|
750 |
530 |
15/11 |
45/30 |
32/20 |
30/22 |
60/44 |
215 - 260 |
|
800 |
590 |
14/10 |
40/27 |
32/20 |
30/22 |
60/44 |
235 - 275 |
|
850 |
640 |
13/9 |
40/27 |
27/18 |
26/20 |
52/40 |
245 - 290 |
|
900 |
690 |
13/9 |
40/27 |
27/18 |
26/20 |
52/40 |
260 - 320 |
|
950 |
750 |
12/8 |
35/24 |
25/16 |
25/18 |
50/36 |
275 - 340 |
|
1000 |
810 |
12/8 |
35/24 |
25/16 |
25/18 |
50/36 |
290 - 365 |
|
1050 |
870 |
11/7 |
35/24 |
21/13 |
23/15 |
46/30 |
310 - 375 |
|
1100 |
930 |
11/7 |
35/24 |
21/13 |
23/15 |
46/30 |
320 - 385 |
|
Примечания - см. табл. 3.6.14-1. |
|||||||
если после окончательной термической обработки выполняется правка, поковка должна быть подвергнута термической обработке для снятия напряжений;
вид термической обработки сообщается Речному Регистру и указывается в сертификате.
Таблица 3.6.14-3
Механические свойства легированной стали
|
Временное сопротивление Rm, МПа |
Предел текучести ReH или Rp0,2, МПа |
Относительное удлинение А5, % |
Относительное сужение Z, % |
Результаты испытаний на ударный изгиб |
|||
|
Работа удара KV, Дж |
Работа удара KU, Дж |
Ударная вязкость KCU, Дж/см2 |
|||||
|
не менее |
|||||||
|
30 |
800 - 1100 1000 - 1300 1050 - 1350 |
600 680 780 |
10/8 8/6 8/6 |
35/25 35/25 35/25 |
22/16 18/14 18/14 |
24/18 20/15 20/15 |
48/36 40/30 40/30 |
|
60 |
650 - 950 800 - 1100 950 - 1250 |
450 550 680 |
11/9 10/8 8/6 |
40/27 35/27 35/27 |
22/16 22/16 18/14 |
24/18 24/18 20/15 |
48/36 48/36 40/30 |
|
Примечания - см. табл. 3.6.14-1. |
|||||||
Изготовление проб
3.6.16 Размеры пробы должны быть достаточными для проведения испытаний и возможных повторных испытаний, а площадь ее поперечного сечения должна быть не меньше площади поперечного сечения той части поковки, из которой проба отобрана. Кроме особо оговоренных случаев, пробы должны отковываться совместно с поковкой. Пробы следует вырезать таким образом, чтобы оси изготовленных из них образцов находились на расстоянии от поверхности поковки не более 10 % ее диаметра или толщины.
3.6.17 Пробы не следует вырезать из поковок до окончания всех видов их термической обработки, за исключением случаев, когда детали подлежат цементации или когда приняты иные решения.
3.6.18 В общем случае из пробы изготавливают один образец для испытания на растяжение и комплект образцов для испытания на ударный изгиб.
3.6.19 Поковки предъявляют к испытаниям поштучно или партиями. За исключением особо оговоренных случаев, места отбора проб и их количество должны быть следующими:
.1 поковки баллеров и штырей руля, валов, шатунов и т.п.;
одна проба от конца каждой поковки вдоль ее продольной оси согласно рис. 3.6.19.1-1, 3.6.19.1-2 и 3.6.19.1-3 (поз. А).

Рис. 3.6.19.1-1

Рис. 3.6.19.1-2
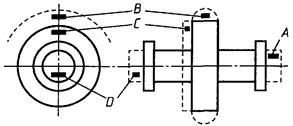
Рис. 3.6.19.1-3
По согласованию с Речным Регистром проба может быть вырезана в поперечном направлении согласно поз. В, С и D. Если одновременно масса поковки превышает 4 т, а длина 3 м, от каждого конца поковки отбирают по одной пробе;
.2 поковки шестерен: одна проба в поперечном направлении согласно рис. 3.6.19.2 (поз. В), если диаметр зубчатой части после окончательной механической обработки превышает 200 мм, или согласно рис. 3.6.19.2 (поз. С), если размеры не позволяют вырезать пробу согласно поз. В. При диаметре 200 мм и менее продольные пробы согласно рис. 3.6.19.2 (поз. А). Если окончательная длина зубчатой части превышает 1250 мм, от каждого конца поковки вырезают по одной пробе;
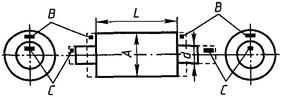
Рис. 3.6.19.2
.3 поковки зубчатых колес; одна проба в поперечном направлении согласно рис. 3.6.19.3 (поз. А или В);
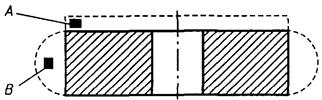
Рис. 3.6.19.3
.4 заготовки зубчатых колес, изготовленные раскаткой: одна проба согласно рис. 3.6.19.4 (поз. А). Если окончательный диаметр заготовки превышает 2500 мм или масса превышает 3 т, вырезают две пробы согласно рис. 3.6.19.4 (поз. А и В);
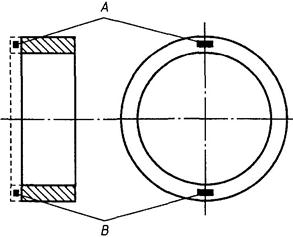
Рис. 3.6.19.4
.5 поковки муфт, обечаек: одна проба в поперечном направлении согласно рис. 3.6.19.5 (поз. А или В). Если окончательная длина превышает 1250 мм, вырезают по одной пробе от каждого конца поковки согласно рис. 3.6.19.5 (поз. А и В);
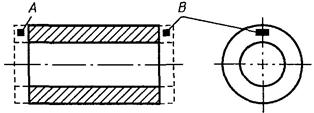
Рис. 3.6.19.5
.6 поковки щек коленчатых валов: одна проба в поперечном направлении от каждой поковки;
.7 цельнокованые коленчатые валы: одна проба в продольном направлении от конца поковки со стороны соединительной муфты согласно рис. 3.6.19.7 (поз. А).
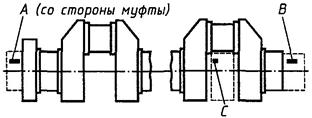
Рис. 3.6.19.7
Если масса поковки превышает 3 т, вырезают по одной пробе от каждого ее конца согласно 3.6.19.7 (поз. А и В). Если колено изготавливают путем механической обработки или газопламенной резки, вырезают дополнительную пробу в поперечном направлении согласно рис. 3.6.19.7 (поз. С);
.8 поковки коленчатых валов и другие поковки с заданной ориентацией волокон: количество и места отбора проб являются в каждом случае предметом специального рассмотрения Речным Регистром;
.9 поковки, подлежащие цементации: если Речным Регистром не оговорено иное, для предварительных испытаний после ковки и окончательных после цементации вырезают удвоенное число проб в местах, указанных в пп. 1 - 8 для соответствующих поковок. При этом независимо от массы и размеров поковок пробы вырезают только в одном направлении. Пробы обрабатывают механическим способом до диаметра D/4 или 60 мм, в зависимости от того, какой диаметр меньше.
Для предварительных испытаний после ковки пробы подвергают цементации без карбюризатора и термической обработке, которой будет подвергнута поковка. Для окончательных испытаний пробы подвергают цементации без карбюризатора и термической обработке вместе с поковками, из которых они взяты.
По усмотрению изготовителя поковок или зубчатых колес пробы, имеющие большую площадь поперечного сечения, могут быть подвергнуты цементации либо цементации без карбюризатора, однако до окончательной закалки и термической обработки для снятия напряжений их необходимо обработать до требуемого диаметра.
Иные методы испытаний поковок, подлежащих цементации, являются в каждом конкретном случае предметом специального рассмотрения Речным Регистром.
Примечание. У поковок шестерен и зубчатых колес (см. 3.6.19.2, 3.6.19.3 и 3.6.19.4) допускается вырезать образцы для механических испытаний из пробы, отдельно откованной из металла той же плавки по режиму, аналогичному для поковок. В этом случае проба должна быть термически обработана вместе с поковками партии.
Объем испытаний
3.6.20 Небольшие поковки можно предъявлять к испытаниям в партии, в которую должны входить поковки одной плавки примерно одинаковых размеров и одной массы, прошедшие термическую обработку в одной садке. Образцы для испытаний могут быть изготовлены непосредственно из поковки, входящей в партию, или из отдельно откованной пробы, степень деформации которой равна укову поковок и которая подвергнута термической обработке совместно с поковками. Для каждой партии поковок изготавливается, как минимум, один комплект образцов для испытаний.
Объем испытаний устанавливается согласно табл. 3.6.20.
Таблица 3.6.20
Объем испытаний небольших поковок
|
Масса поковки, m, кг |
Число поковок (партия) для первого комплекта образцов при испытании на растяжение и ударный изгиб |
|
m ≤ 25 |
200 |
|
25 ≤ m ≤ 50 |
100 |
|
50 ≤ m ≤ 100 |
50 |
|
100 ≤ m ≤ 200 |
25 |
|
200 ≤ m ≤ 500 |
10 |
|
500 ≤ m ≤ 1000 |
5 |
|
Примечание. Если число поковок превышает указанное в табл. на 50 % и более, следует образовать новую партию. |
|
3.6.21 Если из поковки вырезается несколько заготовок, объем испытаний устанавливается в зависимости от общей длины или массы поковки при условии, что полученные из нее заготовки были подвергнуты термической обработке в одной садке.
3.6.22 Сортовой прокат диаметром до 250 мм, используемый взамен поковок, можно предъявлять к испытаниям партиями, при этом партия должна состоять:
из материала одного катаного полуфабриката, разрезанного на отдельные заготовки, подвергнутые термической обработке в одной садке, либо
из катаных заготовок общей массой не более 2,5 т одной плавки и одного диаметра, подвергнутых термической обработке в одной садке.
3.6.23 Речной Регистр может потребовать определения твердости:
для поковок зубчатых колес по окончании термической обработки зубьев. Твердость определяют в четырех местах, расположенных на равном расстоянии по окружности. Если окончательный диаметр зубчатой части превышает 2500 мм, твердость определяют в восьми местах. Если ширина поковки зубчатого колеса превышает 1250 мм, твердость определяют в восьми местах на обоих концах поковки;
для небольших поковок коленчатых валов или зубчатых колес, которые испытывались партиями. Твердость в этом случае определяют для каждой поковки;
для поковок, подвергнутых индукционной закалке, азотированию или цементации.
Результаты испытаний должны удовлетворять требованиям документации, согласованной с Речным Регистром.
Осмотр
3.6.24 Поковки должны быть представлены эксперту для визуального контроля, включая, когда это необходимо, осмотр внутренних поверхностей.
Поковки не должны иметь дефектов, препятствующих использованию их по назначению.
3.6.25 В случаях, когда это требуется соответствующими частями Правил или согласованной с Речным Регистром технической документацией, поковки, в том числе и подлежащие сварке, должны быть подвергнуты неразрушающему контролю по согласованной с Речным Регистром методике.
Магнитопорошковый или капиллярный контроль выполняется на поковках после их окончательной обработки, при этом нормы допускаемых дефектов должны быть согласованы с Речным Регистром и отвечать требованиям технической документации, согласованной с ним.
Ультразвуковой контроль поковок, применение которого регламентировано требованиями тех или иных частей Правил или технической документацией, согласованной с Речным Регистром, выполняется в соответствии с 3.6.28 после окончательной термической обработки и подготовки поверхности, обеспечивающей возможность проведения контроля (в том числе и после окончательной механической обработки).
3.6.26 Поверхностные дефекты допускаются только в пределах припусков на обработку. Небольшие поверхностные дефекты, обнаруженные при визуальном или неразрушающем контроле, могут быть удалены местной зачисткой или вырубкой и зачисткой. Отсутствие дефектов должно быть подтверждено результатами магнитопорошкового или капиллярного контроля.
3.6.27 Заварка дефектов допускается в отдельных случаях, как правило, только в малом объеме и в местах, не воспринимающих значительных нагрузок. Технология ремонта и методика контроля подлежат согласованию с Речным Регистром. Места заварки после ее завершения и результаты контроля следует зафиксировать на чертеже или эскизе поковки.
Ультразвуковой контроль
3.6.28 Ультразвуковой контроль выполняется в соответствии с 2.2.18, 2.2.20, 2.2.21.
Маркировка
3.6.29 Маркировка стальных поковок должна удовлетворять требованиям 1.3.
3.7 СТАЛЬНЫЕ ОТЛИВКИ
Общие указания
3.7.1 Стальные отливки должны быть изготовлены и испытаны согласно изложенным ниже требованиям.
3.7.2 Настоящие требования распространяются на отливки из углеродистой и углеродисто-марганцовистой стали, которые предназначаются для судостроения и судового машиностроения и область применения которых устанавливается исходя из свойств, определенных при комнатной температуре.
3.7.3 Требования к отливкам деталей, предназначенных для работы при пониженной или повышенной температуре, а также к отливкам из легированной стали со специальными свойствами (коррозионная стойкость, жаростойкость, жаропрочность и т.п.) являются в каждом случае предметом специального рассмотрения Речным Регистром. При этом в представляемой на согласование Речному Регистру документации должны быть приведены подробные данные по химическому составу, механическим и специальным свойствам, термической обработке, объему и методам испытаний отливок.
3.7.4 Если при изготовлении литых деталей сложной формы предусматривается сварка двух или более отливок, химический состав стали и технология сварки должны быть согласованы с Речным Регистром, при этом он может потребовать проведения технологических испытаний сварных соединений.
Химический состав
3.7.5 Химический состав стали для отливок устанавливается применительно к конкретному типу стали в зависимости от требуемых механических и специальных свойств. Отливки должны изготавливаться из стали спокойной плавки.
3.7.6 Химический состав углеродистой и углеродисто-марганцовистой стали для отливок (ковшовая проба) должен соответствовать следующим предельным значениям, %: углерода - 0,40; кремния - 0,60; марганца - 0,50 - 1,60; серы - 0,040; фосфора - 0,040; меди - 0,30; хрома - 0,30; никеля - 0,40 и молибдена - 0,15.
Допускается использовать отливки, соответствующие по химическому составу и механическим свойствам действующим стандартам.
3.7.7 Изготовитель может применять элементы, измельчающие зерно, если не оговорено иное, по своему усмотрению. Содержание этих элементов указывается в результатах ковшового анализа.
Механические свойства
3.7.8 В зависимости от требуемого минимального временного сопротивления Rm, значения предела текучести, относительного удлинения, относительного сужения и результаты испытаний на ударный изгиб для отливок из углеродистой и углеродисто-марганцовистой стали должны соответствовать указанным в табл. 3.7.8.
Таблица 3.7.8
|
Временное сопротивление Rm, МПа, не менее |
Предел текучести ReH или Rp0,2, МПа, не менее |
Относительное удлинение А5, %, не менее |
Относительное сужение Z, %, не менее |
Результаты испытаний на ударный изгиб |
||
|
Работа удара KV, Дж, не менее |
Работа удара KU, Дж, не менее |
Ударная вязкость KCU, Дж/см2, не менее |
||||
|
400 |
200 |
25/28 |
40/45 |
25/32 |
25/30 |
50/60 |
|
440 |
220 |
22/26 |
30/45 |
20/28 |
22/27 |
44/54 |
|
480 |
240 |
20/24 |
27/40 |
18/25 |
20/25 |
40/50 |
|
520 |
260 |
18/22 |
25/40 |
15/20 |
17/22 |
34/44 |
|
560 |
300 |
15/20 |
20/35 |
12/18 |
15/20 |
30/40 |
|
600 |
320 |
13/18 |
20/35 |
10/18 |
12/17 |
24/34 |
|
Примечания. 1. Указанные в знаменателе относительное удлинение, относительное сужение, работа удара и ударная вязкость устанавливаются для отливок деталей ответственного назначения (коленчатые валы, детали турбин, винты и т.п.). Применение этих норм регламентируется соответствующими частями Правил. 2. Полученное при испытании на растяжение временное сопротивление не должно превышать установленное минимальное более чем на 150 МПа, а для отливок, указанных в примечании 1, - на 120 МПа. 3. Если Речным Регистром не оговорено особо, при испытании на ударный изгиб по усмотрению изготовителя определяется работа удара KV или KU, или ударная вязкость KCU на образцах согласно рис. 2.2.5-2, 2.2.5-3 и 2.2.5-1 соответственно. 4. Для промежуточных значений временного сопротивления минимальные значения предела текучести, относительного удлинения, относительного сужения, работы удара KV и KU и ударной вязкости могут быть определены линейной интерполяцией. |
||||||
Термическая обработка
3.7.9 Отливки необходимо подвергать термической обработке для получения требуемых структуры и механических свойств. Режим термической обработки устанавливает изготовитель в зависимости от химического состава, назначения и формы отливки при соблюдении следующих условий:
температура отпуска должна быть не ниже 500 °С;
термическая обработка для снятия напряжений деталей, у которых постоянство размеров и отсутствие внутренних напряжений имеют большое значение (например, коленчатые валы, фундаментные рамы и т.п.), должна проводиться при температуре не ниже 550 °С, после чего отливки должны охлаждаться вместе с печью до температуры 300 °С или ниже;
если после термической обработки отливка подвергается нагреву или правке, Речной Регистр может потребовать произведения термической обработки для снятия напряжений.
Изготовление проб
3.7.10 Пробы могут быть изготовлены непосредственно из отливки либо из приливки к ней. Толщина проб должна быть не менее 30 мм.
Допускается применять отдельно отлитые пробы, при этом размеры их должны соответствовать размерам отливок.
3.7.11 Если из отливки предусматривается изготовление двух или более проб, места их отбора должны находиться на максимально возможном удалении друг от друга.
3.7.12 Пробы следует подвергать термической обработке совместно с отливками, из которых они изготовлены.
3.7.13 Из каждой отливки должно быть изготовлено не менее одной пробы. Если для одной отливки используется металл из нескольких ковшей, от каждого ковша должно быть отобрано по одной пробе.
Если масса отливки в очищенном состоянии более 10 т или отливка имеет сложную форму, из нее должно быть изготовлено не менее двух проб.
Объем испытаний
3.7.14 Допускается испытание отливок партиями. Каждая партия должна состоять из отливок приблизительно одинаковых размеров и формы, отлитых из металла одного ковша и термически обработанных в одной садке. При испытании отливок партиями образцы допускается изготавливать из отдельно отлитых проб или одной из отливок партии.
3.7.15 Из каждой пробы должны быть изготовлены как минимум один образец для испытания на растяжение и комплект образцов для испытания на ударный изгиб.
Осмотр
3.7.16 Отливки необходимо предъявлять к осмотру и контрольным испытаниям очищенными, с удаленными литниками, прибылями, заусенцами и т.п. Отливки не должны иметь дефектов, отрицательно влияющих на их применение по назначению.
3.7.17 При наличии соответствующих требований в тех или иных частях Правил или по указанию эксперта отливки следует подвергать неразрушающему контролю. Методика контроля и нормы допускаемых дефектов должны соответствовать требованиям технической документации, согласованной с Речным Регистром.
3.7.18 Поверхностные дефекты, расположенные в пределах припусков на обработку, могут быть удалены путем механической обработки.
3.7.19 Дефекты допускается исправлять сваркой согласно 7.6.3. Перед исправлением значительных по размерам дефектов сваркой отливки из легированной стали, отливки коленчатых валов и других ответственных деталей следует подвергать термической обработке с учетом указаний 3.7.9; места заварки по требованию эксперта подвергают неразрушающему контролю.
Маркировка
3.7.20 Маркировка стальных отливок должна удовлетворять требованиям 1.3.
3.8 СТАЛЬНЫЕ ОТЛИВКИ ДЛЯ ГРЕБНЫХ ВИНТОВ
Общие указания
3.8.1 Настоящие требования распространяются на отливки цельнолитых гребных винтов, лопастей и ступиц гребных винтов со съемными и поворотными лопастями из углеродистой, низколегированной и легированной стали. Должны быть выполнены также применимые требования 3.7.
Может быть применена легированная сталь, не соответствующая по химическому составу или механическим свойствам требованиям 3.8.2 и 3.8.3. В этом случае должны быть представлены результаты испытаний стали на коррозионную усталость. Предел коррозионной усталости на базе 10 циклов должен быть не менее 75 МПа.
Химический состав
3.8.2 Химический состав стальных отливок для гребных винтов должен соответствовать приведенному в табл. 3.8.2.
Содержание S и Р для стали всех категорий не должно превышать 0,035 % для каждого элемента.
Механические свойства
3.8.3 Механические свойства стали для гребных винтов определяются при испытании образцов, изготовленных по усмотрению Речного Регистра из отдельно отлитых проб и проб, прилитых к ступице или фланцевой части лопасти, и должны соответствовать указанным в табл. 3.8.3.
Термическая обработка
3.8.4 Отливки для гребных винтов должны подвергаться термообработке в соответствии с требованиями табл. 3.8.3. Термическая обработка для снятия напряжений не должна отрицательно влиять на механические свойства металла отливки и его коррозионную стойкость. Режим термической обработки устанавливает изготовитель.
Таблица 3.8.2
|
Материал |
Предельное содержание элементов, % |
|||||||
|
С |
Si |
Mn |
Cr |
Ni |
Мо |
Cu |
||
|
1 |
Углеродистая сталь |
согласно 3.7 |
||||||
|
2 |
Низколегированная сталь |
0,22 |
0,5 |
2,0 |
0,9 |
2,0 |
- |
1,5 |
|
3 |
Легированная сталь (мартенситно-ферритного класса) |
0,12 |
0,6 |
1,0 |
13,0 - 17,0 |
2,0 |
0,2 |
1,5 |
|
4 |
Легированная сталь (мартенситно-аустенитного класса) |
0,8 |
0,6 |
2,0 |
13,5 - 17,0 |
3,0 - 5,0 |
1,0 |
1,5 |
|
5 |
Легированная сталь (аустенитного класса) |
0,12 |
2,0 |
1,6 |
16,0 - 20,0 |
8,0 - 11,0 |
0,5 |
- |
Таблица 3.8.3
|
Испытание на |
растяжение |
Испытание на ударный изгиб |
Состояние поставки |
||||
|
Rm, МПа |
ReH или Rp0,2, МПа |
А5, % |
Z, % |
Работа удара KV, Дж |
Температура, °C |
||
|
Не менее |
|||||||
|
1 |
Согласно 3.8 |
Нормализация и отпуск |
|||||
|
2 3 4 |
450 550 750 |
350 380 600 |
20 19 17 |
45 40 45 |
- 21 21 |
- -10 -10 |
Нормализация и отпуск или закалка |
|
5 |
450 |
175 |
30 |
50 |
- |
- |
Аустенизация |
Изготовление проб
3.8.5 Отдельные пробы должны отливаться из металла одного ковша с отливкой и проходить термообработку в одной садке с отливкой.
Для каждой отливки или партии отливок должна отбираться одна проба для изготовления образцов.
Объем испытаний
3.8.6 К испытаниям должна представляться каждая отливка винта.
Отливки диаметром менее 1,0 м, изготовленные из металла одной плавки и термообработанные в одной садке, могут предъявляться партиями. Для отливки или партии отливок должны проводиться испытания:
на растяжение - как минимум на одном образце;
на ударный изгиб - как минимум на одном комплекте образцов.
По требованию Речного Регистра должен быть проведен контроль микроструктуры.
Осмотр
3.8.7 Отливки должны быть предъявлены к освидетельствованию с подготовленной к визуальному и неразрушающему контролю поверхности.
Поверхность отливок подвергают капиллярному либо магнитопорошковому контролю. Нагнетательная и засасывающая поверхности лопасти, а также зона перехода от лопасти к ступице или фланцу подлежат обязательному контролю одним из перечисленных выше методов. По требованию Речного Регистра отливки подлежат неразрушающему контролю для обнаружения внутренних дефектов.
Объем и методика контроля, нормы допустимых дефектов должны соответствовать требованиям согласованной с Речным Регистром технической документации. Выявленные дефекты могут быть удалены механическим способом или заварены. Размеры, количество и расположение дефектов, допускаемых без исправления и подлежащих удалению механическим способом или сваркой, устанавливаются по согласованию с Речным Регистром. Полнота удаления дефектов и места их заварки должны быть проверены неразрушающим методом. Размеры и положение заваренных дефектов указываются на чертеже, прилагаемом к сертификату на отливку гребного винта.
Маркировка
3.8.8 Маркировка стальных отливок для гребных винтов должна удовлетворять требованиям 1.3.
3.9 СТАЛЬ ВЫСОКОЙ ПРОЧНОСТИ ДЛЯ СВАРНЫХ КОНСТРУКЦИЙ
Общие указания
3.9.1 Настоящие требования распространяются на свариваемую листовую и широкополосную сталь высокой прочности толщиной до 70 мм, предназначенную для изготовления корпусных и других свариваемых конструкций.
По согласованию с Речным Регистром требования настоящей главы могут быть применены к прокату толщиной более 70 мм и другой формы, например, профильному, конструкционным трубам и т.д.
В зависимости от гарантируемого минимального предела текучести сталь подразделяют на шесть уровней прочности: 420, 460, 500, 550, 620 и 690 МПа; для каждого уровня прочности в зависимости от температуры испытаний на ударный изгиб установлены три категории: D, Е и F.
Сталь, механические свойства, химический состав которой отличаются от предписанных в настоящей главе подлежит специальному рассмотрению Речным Регистром.
Химический состав
3.9.2 Химический состав стали определяется при изготовлении из каждой плавки или ковша и должен удовлетворять требованиям согласованной с Речным Регистром документации. Предельные значения содержания легирующих и измельчающих зерно элементов приведены в табл. 3.9.2.
Таблица 3.9.2
|
Содержание элементов, %, не более |
|||||
|
С |
Si |
Mn |
Р |
S |
|
|
D, Е |
0,20 |
0,55 |
1,70 |
0,035 |
0,035 |
|
F |
0,18 |
0,55 |
1,60 |
0,025 |
0,025 |
Сталь должна быть полностью раскислена и обработана измельчающими зерно элементами. Содержание легирующих и измельчающих элементов устанавливается согласованной с Речным Регистром документацией.
Термическая обработка
3.9.3 Сталь подлежит закалке и отпуску. Настоящие требования не распространяются на дисперсионные стали.
Механические свойства
3.9.4 Механические свойства стали при испытаниях на растяжение и ударный изгиб должны соответствовать указанным в табл. 3.9.4.
Отбор проб
3.9.5 Оси образцов для испытания на растяжение должны быть направлены перпендикулярно направлению последней прокатки, исключая широкополосный прокат шириной 600 мм и менее, профильный и сортовой прокат, для которых ориентация образца устанавливается по согласованию с Речным Регистром. Как правило, плоские образцы для испытания на растяжение должны изготавливаться таким образом, чтобы хотя бы с одной стороны сохранилась поверхность проката. Если испытания на растяжение выполняют на цилиндрических образцах, их оси должны располагаться на расстоянии 1/4 толщины от поверхности или как можно ближе к такому положению.
Если Речным Регистром не согласовано иное, испытания на ударный изгиб листовой и широкополосной стали шириной более 600 мм проводят согласно 2.2.5 на образцах, продольная ось которых направлена перпендикулярно направлению прокатки (поперечный образец). Для проката с другой формой сечения испытания на ударный изгиб выполняют на продольных образцах.
Таблица 3.9.4
|
Испытания на растяжение |
Испытания на ударный изгиб |
||||
|
ReH или Rр0,2, МПа, не менее |
Rm, МПа |
А5, %, не менее |
Температура испытаний, °С |
Работа удара KV, Дж, не менее |
|
|
D420 Е420 F420 |
420 |
530 - 680 |
18 |
-20 -40 -60 |
41 (L) 27 (T) |
|
D460 Е460 F460 |
460 |
570 - 720 |
17 |
-20 -40 -60 |
41 (L) 27 (T) |
|
D500 Е500 F500 |
500 |
610 - 770 |
16 |
-20 -40 -60 |
41 (L) 27 (T) |
|
D550 Е550 F550 |
550 |
670 - 830 |
16 |
-20 -40 -60 |
41 (L) 27 (T) |
|
D620 Е620 F620 |
620 |
720 - 890 |
15 |
-20 -40 -60 |
41 (L) 27 (T) |
|
D690 Е690 F690 |
690 |
770 - 940 |
14 |
-20 -40 -60 |
41 (L) 27 (T) |
|
Примечание. L - продольный образец, Т - поперечный образец. |
|||||
Объем испытаний
3.9.6 Каждый лист (раскат) после термической обработки должен пройти испытания на растяжение и ударный изгиб.
Для проката, прошедшего закалку и отпуск в проходных непрерывных печах, объем испытаний, включая количество образцов и направление их вырезки, устанавливается согласованной с Речным Регистром документацией.
Из каждой пробы для испытания на растяжение изготавливают как минимум один образец, а для испытания на ударный изгиб - три образца.
По требованию Речного Регистра должны быть выполнены испытания на растяжение на образцах, продольная ось которых перпендикулярна поверхности листа, с определением относительного сужения поперечного сечения.
Осмотр
3.9.7 Прокат должен удовлетворять требованиям 3.2.9 с учетом указанного ниже.
При исправлении поверхности дефектов зачисткой толщина проката в месте зачистки не должна выходить за пределы допускаемых отклонений.
Когда это требуется Правилами, прокат следует подвергать ультразвуковому контролю в соответствии с согласованными Речным Регистром стандартами.
Маркировка
3.9.8 Маркировка должна удовлетворять требованиям 1.3 и 3.2.10.
3.10 СТАЛЬНЫЕ КАНАТЫ
Общие указания
3.10.1 Настоящие требования распространяются на канаты, предназначенные для грузоподъемных, шлюпочных и других судовых устройств.
3.10.2 Канаты должны быть изготовлены и испытаны в соответствии с согласованными с Речным Регистром стандартами на признанных им предприятиях.
Изготовление
3.10.3 Для изготовления канатов должна применяться проволока круглого сечения с покрытием для защиты от коррозии и временным сопротивлением разрыву 1180 - 1770 МПа.
3.10.4 Органические сердечники канатов должны быть из манилы, сизали, пеньки или синтетического волокна. Канаты с расчетным диаметром более 12 мм должны иметь по крайней мере трехрядный сердечник.
3.10.5 Проволоки готового каната должны быть покрыты смазкой.
Органические сердечники должны быть пропитаны или смазаны антикоррозионными и противогнилостными веществами, не растворяющимися в воде и не содержащими кислот и щелочей. По физико-химическим свойствам смазка канатов и пропитка органических сердечников должны быть совместимы.
Изготовление проб
3.10.6 Для проведения испытаний от каждого каната длиной 2000 м и менее отделяют один контрольный отрезок, а от канатов длиной более 2000 м - по одному контрольному отрезку с обоих концов.
Длина контрольных отрезков каната должна обеспечивать возможность проведения всех предписываемых испытаний.
Объем испытаний
3.10.7 Каждый канат при изготовлении испытывается на разрыв в целом.
3.10.8 Испытания проводят по стандартам, согласованным с Речным Регистром. При этом испытание на разрыв каната в целом должно проводиться на разрывной машине с расстоянием между зажимами не менее 50 диаметров каната. Если при испытании разрыв каната произойдет на расстоянии менее 50 мм от зажима, испытание необходимо повторить.
3.10.9 Результаты испытаний должны удовлетворять требованиям стандартов.
3.10.10 В условиях налаженного производства при отсутствии испытательного оборудования необходимой мощности для проведения испытаний на разрыв каната в целом допускается определять усилие по результатам испытания на растяжение F всех проволок каната по следующей формуле, кН:
![]()
![]() (3.10.10)
(3.10.10)
где с - коэффициент использования прочности проволок в канате, который принимают по стандартам или рассчитывают как отношение требуемого стандартом разрывного усилия каната в целом к сумме разрывных усилий всех проволок в канате;
i - число групп проволок одинакового диаметра;
m - количество испытанных на растяжение проволок каждой группы по диаметру, удовлетворяющих требованиям стандартов;
Fm - наибольшая нагрузка, предшествующая разрушению образца при испытании одной проволоки на растяжение, к · Н;
n - количество проволок в каждой группе по диаметру;
z - количество испытанных на растяжение проволок каждой группы по диаметру.
В зависимости от назначения по согласованию с Речным Регистром количество испытанных на растяжение проволок каната может быть уменьшено, но не более чем до 25 % общего количества проволок в канате.
Осмотр
3.10.11 Соответствие конструкции, диаметра и других параметров каната стандартам должно быть подтверждено в ходе визуального контроля и измерений.
3.10.12 При удалении перевязок или мест заварки с конца нераскручивающегося каната пряди и проволока в прядях не должны раскручиваться или могут раскручиваться таким образом, чтобы их можно было легко возвратить в первоначальное положение.
3.10.13 Замер диаметра каната следует проводить на ненатянутом канате перпендикулярно его оси между двумя противоположными прядями в двух положениях.
Диаметр каната не должен превышать расчетный более чем на 6 %.
3.10.14 На поверхности каната недопустимы перекручивание и заламывание прядей, западание, перекрещивание, коррозия и обрывы проволок в прядях, препятствующие использованию каната по назначению.
Маркировка
3.10.15 Маркировка канатов должна проводиться в соответствии со стандартами.
3.10.16 Результаты осмотра и испытаний должны быть внесены в свидетельство об испытании, содержание которого должно быть согласовано с Речным Регистром.
3.11 ОТЛИВКИ ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ
Общие указания
3.11.1 Отливки из чугуна с шаровидным графитом должны быть выполнены и испытаны согласно изложенным ниже требованиям.
3.11.2 Настоящие требования распространяются на отливки из чугуна с шаровидным графитом, которые предназначаются для судостроения и судового машиностроения и область применения которых устанавливается исходя из свойств, определенных при комнатной температуре.
3.11.3 Требования к отливкам деталей, предназначенных для работы при пониженной или повышенной температуре, являются в каждом конкретном случае предметом специального рассмотрения Речным Регистром. При этом Речному Регистру должны быть представлены подробные данные по химическому составу, механическим и специальным свойствам, термической обработке, объему и методам испытаний.
3.11.4 При налаженном производстве однородных отливок по согласованию с Речным Регистром могут быть допущены иные методы и объемы испытаний при условии подтверждения стабильности технологических процессов и качества отливок.
Химический состав
3.11.5 Химический состав устанавливается в зависимости от требуемых механических свойств отливок. По требованию Речного Регистра в технической документации на отливку должен указываться химический состав ковшовой пробы.
Механические свойства
3.11.6 Механические свойства отливок должны соответствовать указанным в табл. 3.11.6.
При испытании материала отливок на растяжение определяют временное сопротивление и относительное удлинение.
Требуемое минимальное временное сопротивление при растяжении указывается в согласованной Речным Регистром технической документации на отливку, но в любом случае оно должно соответствовать пределам, установленным в табл. 3.11.6. Также должны выполняться дополнительные требования соответствующих частей Правил.
Для промежуточных значений временного сопротивления минимальные значения относительного удлинения и предела текучести могут быть определены линейной интерполяцией данных табл. 3.11.6.
3.11.7 Если требуется проведение испытаний на ударный изгиб, нормы и тип образца должны быть согласованы с Речным Регистром.
Таблица 3.11.6
|
Временное сопротивление Rm, МПа |
Предел текучести ReH или Rp0,2, МПа |
Относительное удлинение А5, % |
Твердость, НВ |
|
|
не менее |
||||
|
Феррит |
370 400 |
230 250 |
17 12 |
120 - 180 140 - 200 |
|
Феррит (перлит) |
500 600 |
320 370 |
7 3 |
170 - 240 190 - 270 |
|
Перлит |
700 |
420 |
2 |
230 - 300 |
|
Перлит или структура отпуска |
800 |
480 |
2 |
250 - 350 |
3.11.8 Количество шаровидного графита в микроструктуре отливок должно составлять не менее 90 %. Графит пластинчатой формы не допускается.
Термическая обработка
3.11.9 Отливки поставляют термически обработанными или термически необработанными.
Необходимость термической обработки и ее режим устанавливает изготовитель в зависимости от химического состава, назначения и формы отливки.
Речной Регистр может потребовать обязательной термической обработки для улучшения структуры и снятия напряжений. Термическую обработку для снятия напряжений необходимо выполнять после термической обработки для улучшения структуры до механической обработки.
3.11.10 Если требуется местное поверхностное упрочнение, метод и технологические требования должны быть представлены на рассмотрение Речному Регистру.
Изготовление проб
3.11.11 Пробы могут быть отлиты отдельно или прилиты к отливке. Отдельно отлитые пробы должны иметь размеры согласно рис. 3.11.11-1, 3.11.11-2, 3.11.11-3, при этом длину пробы выбирают в зависимости от типа машины для испытания на растяжение.
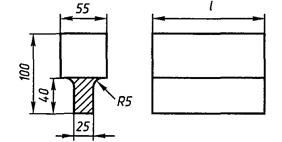
Рис. 3.11.11-1
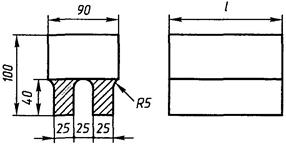
Рис. 3.11.11-2

Рис. 3.11.11-3
По согласованию с Речным Регистром пробы могут иметь другие размеры или отбираться непосредственно от одной из отливок партии.
Отдельные пробы следует отливать в формы, изготовленные из материала, аналогичного материалу форм отливок. Извлекать пробы из этих форм следует при температуре металла пробы не выше 500 °С.
3.11.12 При поставке отливок в термически обработанном состоянии пробы необходимо подвергать термической обработке совместно с отливками данной партии.
3.11.13 В качестве проб для металлографического исследования можно применять части образца для испытания на растяжение либо отдельно отлитую пробу при условии, что она отобрана в конце разливки металла из ковша.
Объем испытаний
3.11.14 От каждой отливки должно быть отобрано не менее одной пробы. Если для одной отливки используется металл из нескольких ковшей, от каждого ковша должно быть отобрано по одной пробе.
3.11.15 Отливки, масса которых в очищенном состоянии 1 т и менее, можно испытывать партиями. Каждая партия должна состоять из отливок приблизительно одинаковых формы и размеров, отлитых из металла одного ковша. От каждых 2 т очищенных отливок одной партии должно быть отобрано по одной отдельно отлитой пробе.
3.11.16 Из каждой пробы должны быть изготовлены как минимум один образец для испытания на растяжение и, если это требуется, комплект образцов для испытания на ударный изгиб.
3.11.17 Если отливки подлежат испытанию на плотность давлением, в технической документации должно быть указано рабочее и пробное давление.
Осмотр
3.11.18 Отливки следует предъявлять к осмотру и контрольным испытаниям очищенными, с удаленными литниками, прибылями и т.д.
Отливки не должны иметь дефектов, отрицательно влияющих на их применение по назначению. Исправлять дефекты сваркой, как правило, не допускается. Поверхностные дефекты по согласованию с экспертом могут быть удалены зачисткой. Отсутствие внутренних дефектов отливки может быть подтверждено неразрушающим контролем.
Маркировка
3.11.19 Маркировка отливок из чугуна с шаровидным графитом должна удовлетворять требованиям 1.3.
3.12 ОТЛИВКИ ИЗ СЕРОГО ЧУГУНА
Общие указания
3.12.1 Отливки из серого чугуна должны быть изготовлены и испытаны согласно изложенным ниже требованиям.
3.12.2 Настоящие требования распространяются на отливки из серого чугуна, предназначенные для судостроения и судового машиностроения.
3.12.3 При налаженном производстве однородных отливок по согласованию с Речным Регистром могут быть допущены иные методы и объем испытаний при условии подтверждения стабильности технологических процессов и качества отливок.
Химический состав
3.12.4 Химический состав устанавливает изготовитель в зависимости от требуемых механических свойств отливок. По требованию Речного Регистра в технической документации на отливку должен указываться химический состав ковшовой пробы.
Механические свойства
3.12.5 Требуемое минимальное временное сопротивление на растяжение устанавливается технической документацией на отливку, но в любом случае должно быть не менее 200 МПа. При этом должны выполняться дополнительные требования соответствующих частей Правил.
Термическая обработка
3.12.6 Отливки поставляют термически обработанными или необработанными.
Необходимость термической обработки и ее режим устанавливает изготовитель в зависимости от химического состава, назначения и формы отливки.
Речной Регистр может потребовать обязательной термической обработки для улучшения структуры или снятия напряжений. Термическую обработку для снятия напряжений следует выполнять после термической обработки для улучшения структуры до механической обработки.
Изготовление проб
3.12.7 Пробы должны быть отлиты отдельно в виде цилиндров диаметром 30 мм. По согласованию с Речным Регистром пробы могут иметь другие размеры, быть прилиты к отливкам или изготавливаться непосредственно из отливок.
Отдельные пробы следует отливать в формы, изготовленные из материала, аналогичного материалу форм для отливок. Извлекать пробы из этих форм следует при температуре металла пробы не выше 500 °С.
3.12.8 При поставке термически обработанных отливок пробы необходимо подвергать термической обработке совместно с отливками данной партии.
3.12.9 Из каждой пробы должен быть изготовлен образец для испытания на растяжение.
Объем испытаний
3.12.10 От каждого ковша должно быть отобрано не менее одной пробы. Если для одной отливки используется металл из нескольких ковшей, от каждого ковша должно быть отобрано по одной пробе.
3.12.11 Отливки, масса которых в очищенном виде составляет 1 т и менее, могут подвергаться испытаниям партиями. Партия должна состоять из отливок приблизительно одинаковых формы и размеров, отлитых из металла одного ковша. От каждых 2 т очищенных отливок одной партии должно быть отобрано по одной отдельно отлитой пробе.
3.12.12 Если отливки подвергаются испытанию на плотность давлением, в технической документации должны быть указаны рабочее и пробное давления.
Осмотр
3.12.13 Отливки следует предъявлять к осмотру и контрольным испытаниям очищенными, с удаленными литниками, прибылями и т.д. Отливки не должны иметь дефектов, отрицательно влияющих на их применение по назначению. Поверхностные дефекты по согласованию с экспертом могут быть удалены местной зачисткой. Отсутствие внутренних дефектов отливки должно быть подтверждено неразрушающим контролем.
Маркировка
3.12.14 Маркировка отливок из серого чугуна должна удовлетворять требованиям 1.3.
3.13 КОВКИЙ ЧУГУН
Общие указания
3.13.1 Ковкий чугун можно применять для изготовления изделий судостроения и судового машиностроения, работающих при температуре не выше 300 °С и давлении не более 2 МПа.
Химический состав и механические свойства
3.13.2 Химический состав, механические свойства и объем испытаний изделий, отлитых из ковкого чугуна, в каждом конкретном случае следует согласовывать с Речным Регистром.
4 МЕДЬ И СПЛАВЫ НА ОСНОВЕ МЕДИ
4.1 ПОЛУФАБРИКАТЫ ИЗ МЕДИ И СПЛАВОВ НА ОСНОВЕ МЕДИ
Общие указания
4.1.1 Настоящие требования распространяются на полуфабрикаты из меди и сплавов на основе меди (катаных, кованых, волоченых, прессованных и т.п.) и отливки, которые используются в судостроении и судовом машиностроении.
4.1.2 Химический состав и механические свойства изделий из меди и сплавов на основе меди в виде труб, листов, прутков, сортовых профилей, поковок и отливок должны удовлетворять требованиям стандартов или технических условий, согласованных с Речным Регистром.
При выборе сплавов на основе меди следует учитывать их механические свойства при комнатной или повышенной температурах, коррозионную стойкость и другие свойства в соответствии с условиями применения этих сплавов.
Состояние поставки
4.1.3 Если в процессе изготовления полуфабрикаты из меди и сплавов на основе меди подвергаются термической обработке, ее вид должен быть согласован с Речным Регистром и указан в сертификате на материал.
Катаные изделия из сплавов CuZn (латуни) должны подвергаться отжигу для снятия напряжений.
Изделия в твердом и полутвердом состояниях могут применяться только по согласованию с Регистром.
Отбор проб
4.1.4 Пробы на растяжение из листового материала должны вырезаться поперек направления прокатки (ковки), а из труб, прутков, профилей и поковок - вдоль направления прокатки.
Трубы, прутки и профили с диаметром (или толщиной) 40 мм и менее могут быть испытаны на растяжение в необработанном состоянии.
Пробы поковок могут быть откованы отдельно или прикованы к поковкам. Пробы должны иметь такую же степень деформации, как и наиболее нагруженное сечение данной поковки.
Пробы отливок могут быть изготовлены отдельно, прилиты к отливке или вырезаны из отливки.
В любом случае пробы следует вырезать после окончательной термической обработки (в состоянии поставки).
Объем испытаний
4.1.5 Если не согласовано иное, из каждой партии следует отбирать пробы:
для определения химического состава (анализ плавки),
для определения механических свойств (Rm, RеН, А5),
для технологических испытаний.
Объем испытаний полуфабрикатов (прокат, поковки, отливки) устанавливается по стандартам, согласованным с Речным Регистром.
Трубы из сплава CuZn для теплообменных аппаратов должны подвергаться:
испытанию в азотнокислой ртути или в аммиаке согласно требованиям соответствующих норм (один образец на партию изделий);
испытанию на сплющивание (два образца, вырезанные из двух труб, расстояние H между нажимными пластинами должно быть равно утроенной толщине t стенки трубы);
испытанию на раздачу (два образца из двух труб при угле конуса оправки a = 45°, степень раздачи - 30 %);
исследованию микроструктуры (один образец на партию изделий).
Средний размер зерна должен находиться в пределах от 0,01 до 0,05 мм.
Трубы должны подвергаться гидравлическому испытанию, давление при испытании устанавливается по стандартам или техническим условиям.
Давление при испытании труб теплообменных аппаратов должно составлять 5 МПа, а труб (втулок) на облицовке гребных валов - 2 МПа.
Замена гидравлического испытания неразрушающим контролем является в каждом случае предметом специального рассмотрения Речным Регистром.
Осмотр
4.1.6 Предъявляемые к контролю Речного Регистра изделия должны отвечать требованиям соответствующих стандартов или технических условий, что является основанием для их приемки.
Изделия не должны иметь дефектов, отрицательно влияющих на их работу согласно назначению.
Маркировка
4.1.7 Маркировка изделий должна удовлетворять требованиям 1.3.
4.2 ОТЛИВКИ ГРЕБНЫХ ВИНТОВ
Общие указания
4.2.1 Настоящие требования распространяются на отливки цельнолитых гребных винтов, лопастей и ступиц гребных винтов со съемными лопастями.
Химический состав
4.2.2 Химический состав должен удовлетворять требованиям табл. 4.2.2.
Если не указано иное, содержание цинка в сплавах категорий 1 и 2, рассчитанное по формуле, %, должно быть не более 45 %.
![]() (4.2.2)
(4.2.2)
В формуле (4.2.2):
Cu - содержание меди в сплаве, %;
А - параметр сплава:
![]()
Sn, Al, Mn, Ni, Fe - содержание соответственно олова, алюминия, марганца, никеля и железа в сплаве, %.
Содержание альфа-фазы в сплавах категорий 1 и 2 должно быть не менее 25 %. Определение содержания альфа-фазы производится изготовителем.
Сплавы с химическим составом, отличающимся от указанного в табл. 4.2.2, могут быть допущены по особому согласованию с Речным Регистром.
Механические свойства
4.2.3 Механические свойства сплавов для гребных винтов при испытании образцов, изготовленных из отдельно отлитых проб, должны соответствовать указанным в табл. 4.2.3.
Таблица 4.2.2
|
Содержание элементов |
Сумма примесей |
||||||||
|
Cu |
Al |
Mn |
Ni |
Fe |
Zn |
Sn |
Pb |
||
|
не более |
|||||||||
|
1 |
55 - 62 |
0,5 - 3,0 |
0,5 - 4,0 |
≤ 1,0 |
0,5 - 2,5 |
Остаток |
1,5 |
0,5 |
По согласованию с Речным Регистром |
|
2 |
50 - 57 |
0,5 - 2,0 |
1,0 - 4,0 |
2,5 - 8,0 |
0,5 - 2,5 |
То же |
1,5 |
0,5 |
|
|
3 |
77 - 82 |
7,0 - 11,0 |
0,5 - 4,0 |
3,0 - 6,0 |
2,0 - 6,0 |
≤ 1 |
0,1 |
0,03 |
|
|
4 |
70 - 80 |
6,5 - 9,0 |
8,0 - 20,0 |
1,5 - 3,0 |
2,0 - 5,0 |
≤ 6,0 |
1,0 |
0,05 |
|
Таблица 4.2.3
|
Предел текучести ReH или Rp0,2, МПа |
Временное сопротивление Rm, МПа |
Относительное удлинение A5, % |
|
|
не менее |
|||
|
1 |
175 |
440 |
20 |
|
2 |
175 |
440 |
20 |
|
3 |
245 |
590 |
16 |
|
4 |
275 |
630 |
18 |
Механические свойства при испытании образцов, изготовленных из прилитых проб или отобранных непосредственно из отливки, могут быть ниже указанных в табл. 4.2.3, но не более чем на 30 %.
Изготовление проб
4.2.4 Отдельно отлитые пробы для определения механических свойств сплавов для гребных винтов должны отбираться от каждого ковша и иметь размеры согласно рис. 4.2.4.
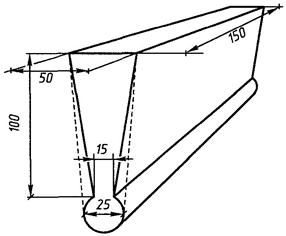
Рис. 4.2.4
По согласованию с Речным Регистром допускается применение проб, изготовленных по стандартам.
По согласованию с Речным Регистром при контрольных испытаниях пробы могут быть отобраны непосредственно от отливок или прилиты к ним.
Объем испытаний
4.2.5 Из каждой пробы изготавливается и испытывается на растяжение один цилиндрический образец согласно требованиям табл. 2.2.3, а для отливок из сплавов категорий 1 и 2 определяется также содержание a-фазы.
Осмотр
4.2.6 Отливки должны быть очищены, а их поверхность должна быть подготовлена к визуальному осмотру и неразрушающему контролю. По требованию Речного Регистра поверхности отливок могут быть подвергнуты капиллярному контролю. Внутренние дефекты следует искать одним из методов неразрушающего контроля.
Выявленные дефекты могут быть удалены механическим способом или заварены.
Размеры, количество и расположение дефектов, допускаемых без исправления, подлежащих удалению механическим способом или заваркой, устанавливаются по согласованию с Речным Регистром.
Места удаления дефектов и/или их заварки подлежат неразрушающему контролю.
Возникшие в результате заварки дефектов напряжения должны быть сняты согласованным с Речным Регистром методом.
Исправление дефектов заваркой должно производиться по согласованию с Речным Регистром дипломированными сварщиками, имеющими Свидетельство о допуске.
Размеры и положение заваренных дефектов указывают на чертеже, прилагаемом к сертификату на отливку гребного винта.
Маркировка
4.2.7 Маркировка отливок для гребных винтов должна удовлетворять требованиям 1.3.
5 АЛЮМИНИЕВЫЕ СПЛАВЫ
5.1 ДЕФОРМИРУЕМЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ
Общие указания
5.1.1 Требования настоящей главы распространяются на поковки, штамповки, прутки, профили, прессованные панели и листы толщиной более 1,5 мм из алюминиевых сплавов, которые предназначаются для судостроения и судового машиностроения.
Применение сплавов, химический состав и механические свойства которых отличаются от приведенных в табл. 5.1.2 и 5.1.3, в каждом случае является предметом специального рассмотрения Речным Регистром.
Полуфабрикаты из алюминиевых сплавов должны изготавливаться организациями, признанными Речным Регистром.
Механические свойства
5.1.2 Механические свойства полуфабрикатов из алюминиевых деформируемых сплавов должны соответствовать указанным в табл. 5.1.2.
Химический состав
5.1.3 Химический состав алюминиевых деформируемых сплавов должен соответствовать приведенному в табл. 5.1.3.
Сумма примесей, не указанных в таблице, должна быть не более 0,1 %.
По согласованию с Речным Регистром титан и цирконий могут быть частично или полностью заменены другими измельчающими зерно элементами.
Таблица 5.1.2
|
Вид полуфабриката |
Временное сопротивление Rm, МПа |
Предел текучести ReH, МПа |
Относительное удлинение А5, % |
|
|
1 |
Листы |
200 |
80 |
15 |
|
Профили |
180 |
80 |
12 |
|
|
2 |
Листы |
|||
|
t ≤ 10 мм |
270 |
120 |
17 |
|
|
t > 10 мм |
260 |
110 |
15 |
|
|
Профили |
260 |
110 |
12 |
|
|
3 |
Листы |
|||
|
t ≤ 10 мм |
270 |
125 |
15 |
|
|
t > 10 мм |
260 |
120 |
13 |
|
|
Профили, прутки |
250 |
120 |
15 |
|
|
4 |
Листы |
|||
|
t ≤ 5 мм |
310 |
155 |
15 |
|
|
t > 5 мм |
330 |
175 |
12 |
|
|
Профили, прутки, панели |
330 |
205 |
11 |
|
|
5 |
Поковки, штамповки |
280 |
125 |
8 |
|
6 |
Листы, поковки (холодного отверждения) |
200 |
100 |
14 |
Термическая обработка
5.1.4 В зависимости от требуемых механических свойств полуфабрикаты из алюминиевых сплавов должны поставляться в горячекатаном, горячепрессованном или отожженном состояниях.
Состояние поставки указывается в сертификате на полуфабрикат.
Применение полуфабрикатов в полунагартованном и нагартованном состояниях в сварных конструкциях является предметом специального рассмотрения Речным Регистром.
Таблица 5.1.3
|
Химический состав, % |
||||||||||
|
Основные элементы |
Другие элементы |
|||||||||
|
Mg |
Mn |
Al |
Ti |
Zr |
Si |
Fe |
Cu |
Zn |
Cr |
|
|
не более |
||||||||||
|
1 |
2,7 - 3,8 |
Не более 0,6 |
Остаток |
Не более 0,2 |
- |
Не более 0,80 |
0,50 |
0,10 |
0,20 |
0,35 |
|
2 |
4,0 - 4,9 |
0,3 - 1,0 |
» |
» » 0,2 |
- |
Не более 0,40 |
0,40 |
0,10 |
0,20 |
0,25 |
|
3 |
4,3 - 5,8 |
0,2 - 0,8 |
» |
0,02 - 0,2 |
- |
Не более 0,50 |
0,50 |
0,10 |
0,20 |
0,35 |
|
4 |
5,5 - 6,5 |
0,8 - 1,1 |
» |
- |
0,02 - 0,2 |
Не более 0,40 |
0,40 |
0,10 |
0,20 |
- |
|
5 |
5,8 - 6,8 |
0,5 - 0,8 |
» |
0,02 - 0,1 |
- |
Не более 0,40 |
0,40 |
0,10 |
0,20 |
- |
|
6 |
0,4 - 1,5 |
0,2 - 1,0 |
» |
Не более 0,2 |
- |
0,6 - 1,6 |
0,50 |
0,10 |
0,20 |
- |
Выполнение технологических операций, сопровождающихся местным нагревом, наклепом и деформацией конструкций, не должно приводить к изменению свойств, препятствующему применению полуфабрикатов по назначению.
Изготовление образцов
5.1.5 Пробы для определения механических свойств необходимо отбирать так, чтобы было обеспечено изготовление образцов, продольная ось которых направлена следующим образом:
от листов и полос толщиной менее 25 мм - поперек направления волокон;
от прутков и профилей - вдоль направления волокон;
от прессованных панелей - вдоль направления волокон.
Для поковок, штамповок, листов и полос толщиной более 25 мм место отбора проб, размеры проб и вырезка образцов устанавливаются по согласованию с Речным Регистром. При этом пробы должны быть прикованы к поковкам или в качестве пробы может использоваться одна из поковок.
Изготовление заготовок для образцов, а также самих образцов для испытаний следует производить способами, позволяющими избежать возможного изменения свойств сплава вследствие нагрева или наклепа.
Испытание на растяжение проводят на образцах согласно 2.2.2, 2.2.3.
Объем испытаний
5.1.6 Полуфабрикаты из алюминиевых сплавов предъявляют к испытаниям партиями. Каждая партия должна состоять из полуфабрикатов сплава одной марки, одного размера и одинакового состояния поставки. Поковки или штамповки в партии следует подвергать термической обработке в одной садке.
Масса партии листов и прессованных панелей должна быть не более 2 т, профилей и прутков - не более 1 т.
Для проведения испытаний от каждой партии должно быть отобрано не менее трех полуфабрикатов, от партии поковок или штамповок - не менее одного полуфабриката. Из каждого полуфабриката должно быть изготовлено не менее одного образца для испытания на растяжение.
При неудовлетворительных результатах испытаний проводят повторные испытания. Для повторных испытаний образцы отбирают от других полуфабрикатов той же партии. При удовлетворительных результатах повторных испытаний партия может быть принята.
Осмотр
5.1.7 Листы, профили, поковки, штамповки и панели не должны иметь дефектов, отрицательно влияющих на применение полуфабриката по назначению.
Визуальному контролю следует подвергать все полуфабрикаты партии. Организация-изготовитель должна гарантировать надлежащее качество поверхности. Поверхностные дефекты допускается устранять только по согласованию с Речным Регистром.
Речной Регистр может потребовать проведения металлографического исследования и неразрушающего контроля полуфабрикатов на отсутствие внутренних дефектов.
Маркировка
5.1.8 Маркировка листов, профилей, прутков, поковок, штамповок и панелей из деформируемых алюминиевых сплавов должна осуществляться согласно 1.3.
Изготовитель полуфабрикатов должен использовать систему обозначений, позволяющую эксперту по маркировке проследить весь путь изготовления материала и установить принадлежность его соответствующей партии.
5.2 ЛИТЕЙНЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ
Общие указания
5.2.1 Требования настоящей главы распространяются на детали и конструкции из литейных алюминиевых сплавов, которые применяются в судостроении и судовом машиностроении.
Химический состав и механические свойства
5.2.2 Химический состав и механические свойства изделий, отлитых из алюминиевых сплавов, должны соответствовать приведенным в табл. 5.2.2.
При литье под давлением или в кокиль Речной Регистр может потребовать более высоких значений механических свойств. В этом случае значения механических свойств и порядок отбора проб подлежат согласованию с Речным Регистром.
Таблица 5.2.2
|
Химический состав, % |
Состояние при поставке |
Механические свойства |
|||||
|
Основные элементы |
Допускаемые примеси, не более |
Временное сопротивление Rm, МПа, не менее |
Предел текучести Rp0,2, МПа, не менее |
Относительное удлинение A5, %, не менее |
Твердость HB, не менее |
||
|
1 |
Mg - 2,0 - 4,5 Si - 0,05 - 1,3 Mn - 0,05 - 0,6 Al - остаток |
Cr - 0,10 Fe - 0,50 Zn - 0,20 Ti - 0,20 |
He обработан |
140 |
70 |
3 |
50 |
|
Обработан на твердый раствор с медленным охлаждением |
210 |
125 |
1 |
65 |
|||
|
2 |
Mg - 4 - 6 Si - 0,5 - 1,3 Mn - 0,05 - 0,5 Al - остаток |
Cu - 0,10 Fe - 0,50 Zn - 0,10 Ti - 0,20 |
Не обработан |
150 |
80 |
2 |
55 |
|
3 |
Mg - 9 - 11,5 Si - не более 1,3 Mn - не более 0,4 Al - остаток |
Cu - 0,10 Fe - 0,50 Zn - 0,10 Ti - 0,15 |
Обработан на твердый раствор и подвергнут закалке |
270 |
145 |
8 |
60 |
|
4 |
Si - 7 - 11 Mn - 0,15 - 0,5 Mg - не более 0,5 Al - остаток |
Cu - 0,10 Fe - 0,60 Zn - 0,30 Ti - 0,15 |
Не обработан |
150 |
90 |
2 |
50 |
|
Обработан на твердый раствор с медленным охлаждением |
200 |
165 |
1,5 |
70 |
|||
|
5 |
Si - 10 - 13,5 Mn - не более 0,5 Al - остаток |
Cu - 0,10 Fe - 0,60 Zn - 0,30 Ti - 0,15 |
Не обработан |
150 |
70 |
2 |
50 |
|
Обработан на твердый раствор и подвергнут закалке |
160 |
80 |
3 |
50 |
|||
Применение сплавов с химическим составом и механическими свойствами, отличающимися от приведенных в табл. 5.2.2, является в каждом случае предметом специального рассмотрения Речным Регистром.
При использовании новых сплавов, отличающихся по химическому составу, Речной Регистр может потребовать проверки их коррозионной стойкости.
Термическая обработка
5.2.3 Если отливки из алюминиевых сплавов подвергаются термической обработке, ее вид устанавливается организацией - изготовителем и указывается в свидетельстве на материал.
Изготовление проб
5.2.4 Пробы могут быть прилиты к отливке или отлиты отдельно. Толщина проб должна быть не менее наименьшей толщины отливки. Пробы по возможности следует охлаждать в условиях, аналогичных охлаждению отливки.
Если отливки предназначены для деталей, подвергающихся большим нагрузкам, толщина проб должна быть не менее толщины наиболее нагруженного участка отливки и должна быть указана на чертеже.
Объем испытаний
5.2.5 Отливки из алюминиевых сплавов подразделяют на группы испытаний в зависимости от назначения изделий из них. Объем испытаний должен соответствовать указанному в табл. 5.2.5.
Объем испытаний отливок, к которым пробы должны быть прилиты, подлежит согласованию с Речным Регистром. При испытании на растяжение должны быть определены предел текучести, временное сопротивление и относительное удлинение, однако по согласованию с Речным Регистром предел текучести в обоснованных случаях может не определяться.
При проверке отливок поршней небольших размеров Речной Регистр может не требовать проведения испытаний на растяжение, ограничившись в этом случае определением твердости.
Осмотр
5.2.6 Отливки следует предъявлять к осмотру очищенными, с удаленными литниками, прибылями и заусенцами. Отливки не должны иметь дефектов, отрицательно влияющих на прочность и применение их по назначению.
Дефекты на поверхности в пределах допусков на размеры могут быть оставлены без внимания или устранены механической обработкой.
Отдельные литейные дефекты допускается устранять сваркой, при этом технологический процесс сварки должен быть согласован с Речным Регистром.
Таблица 5.2.5
|
Условия применения |
Примеры применения |
Вид испытаний |
Объем испытания |
||
|
объем партии |
количество испытаний |
||||
|
I |
Литые изделия, подвергающиеся нагрузке и воздействию коррозии |
Детали двигателей внутреннего сгорания, насосов, компрессоров, вентиляторов, арматуры |
Определение химического состава |
От плавки |
|
|
На растяжение |
1 плавка |
2 |
|||
|
II |
Части, работающие под воздействием высокой температуры, топлива, нефтепродуктов и т.д. |
Поршни двигателей внутреннего сгорания, компрессоров |
Определение химического состава |
От плавки |
|
|
На растяжение |
Каждая отливка |
1 |
|||
|
На твердость |
1 |
||||
Если материал отливок проверяется на плотность гидравлическим испытанием, на чертеже отливки должны быть указаны рабочее давление в испытываемой полости и пробное давление при испытании.
Значение пробного давления устанавливается согласно требованиям соответствующих частей Правил или по согласованию с Речным Регистром.
Отливки для изделий, работающих при больших нагрузках, по требованию Речного Регистра могут быть подвергнуты неразрушающему контролю с целью выявления внутренних дефектов.
Маркировка
5.2.7 Маркировка отливок должна удовлетворять требованиям 1.3.
6 НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
6.1 ОБЩИЕ УКАЗАНИЯ
6.1.1 Требования настоящего раздела распространяются на неметаллические материалы, которые используют в судостроении и судовом машиностроении для изготовления конструкций и деталей.
6.1.2 Если не оговорено иное, все пластмассы и материалы органического происхождения, а также включающие эти материалы образцы корпусных конструкций, должны:
.1 быть оценены на горючесть, распространение пламени, воспламеняемость и огнестойкость в соответствии с приложениями 1 - 5;
.2 не выделять взрывоопасных газов даже тогда, когда температура пластмасс и материалов будет выше той, при которой они должны надежно работать;
.3 обеспечивать надежную работу конструкций и изделий на открытой палубе при температуре от -40 до +70 °С, а во внутренних помещениях судна при температуре от -10 до +70 °С, если условия эксплуатации не предусматривают более низких или более высоких рабочих температур;
.4 не становиться хрупкими в процессе эксплуатации и не допускать снижения механических свойств более чем на 30 % по сравнению с первоначальными значениями;
.5 быть стойкими против гниения и поражения грибками, а также не оказывать отрицательного влияния на материалы, с которыми они соприкасаются.
6.2 ЖЕЛЕЗОБЕТОН
Общие указания
6.2.1 Все материалы, применяемые для постройки судов, должны удовлетворять требованиям стандартов, технических условий и настоящего раздела Правил.
6.2.2 Отсеки судна, используемые для хранения нефтепродуктов, следует изготавливать из специального нефтенепроницаемого бетона.
Бетон
6.2.3 Для корпусов плавучих кранов и транспортных судов следует применять судостроительные бетоны классов не ниже В40, а для остальных судов - В30.
Под классом бетона понимается класс по прочности на сжатие.
6.2.4 Марку бетона по морозостойкости для смачиваемых элементов корпуса (днище, борта, открытые участки палубы, непроницаемые переборки, ограничивающие балластные отсеки и т.п.) следует назначать с помощью табл. 6.2.4 в зависимости от климатических условий района, в котором предполагается эксплуатация судна. Для не смачиваемых элементов корпуса, а также надстроек марка по морозостойкости должна быть не менее F50.
6.2.5 Испытания судостроительного бетона с целью определения параметров прочности, а также непроницаемости, морозостойкости проводят в соответствии с указаниями стандартов и других руководящих технических материалов, согласованных с Речным Регистром.
Таблица 6.2.4
|
Марка морозостойкости судостроительного бетона при числе циклов замораживания и оттаивания за зимний период |
|||
|
до 50 |
от 50 до 100 |
свыше 100 |
|
|
Умеренные |
F50 |
F100 |
F150 |
|
Суровые |
F100 |
F150 |
F200 |
|
Особо суровые |
F150 |
F200 |
F250 |
|
Примечание. Умеренные климатические условия характеризуются среднемесячной температурой наиболее холодного месяца от 0 до -10 °С, суровые условия - от -10 до -20 °С, особо суровые - ниже -20 °С. |
|||
Для судов с длительным циклом постройки допускается определять параметры прочности бетона в «возрасте» 60 и 90 дней.
6.2.6 Если бетон одного и того же состава созревает в естественных условиях и при пропаривании, то для проверки непроницаемости и морозостойкости можно ограничиться испытанием только пропаренного бетона.
6.2.7 При серийном строительстве судов из бетона с одинаковыми составом, режимом созревания и параметрами прочности допускается по согласованию с Речным Регистром проводить одно испытание на морозостойкость для нескольких судов.
6.2.8 Если проектом предусматривается проверка параметров прочности бетона в различные сроки, отличающиеся от 28-дневного, то для каждого срока необходимо отбирать и испытывать образцы от каждой партии бетона.
6.2.9 Содержание цемента в тяжелом и легком бетоне должно быть не менее 450 кг/м3.
В бетоне для закрытых палуб и переборок содержание цемента может быть снижено на 15 % по сравнению с указанным при условии, что получаемый бетон будет удовлетворять требованиям 6.2.3 - 6.2.5.
6.2.10 Судостроительный бетон должен хорошо заполнять форму (опалубку) и не расслаиваться при выбранном способе укладки, а также не должен иметь усадочных трещин при назначенном режиме созревания.
6.2.11 В случае предъявления к судостроительному бетону требований нефтенепроницаемости, повышенной истираемости, стойкости против агрессивной среды и прочих условия их обеспечения должны быть специально оговорены и в каждом отдельном случае согласованы с Речным Регистром.
6.2.12 Для бетонирования межсекционных соединений допускается мелкозернистый (песчаный) бетон, состав которого и укладка должны быть дополнительно согласованы с Речным Регистром.
Составляющие бетонной смеси
6.2.13 Для приготовления судостроительного бетона следует применять портландцемент (обычный, быстротвердеющий, сульфатостойкий) марки не ниже 400.
Для бетонирования стыков и заделки сквозных отверстий допускается также применять гипсоглиноземистый расширяющий цемент марки не ниже 400.
Для судов, которые можно эксплуатировать в морской воде, бетон следует приготавливать только на сульфатостойком портландцементе марки не ниже 400.
6.2.14 Свойства цементов должны обеспечивать получение судостроительного бетона требуемой марки при содержании цемента согласно 6.2.9.
6.2.15 Цемент разрешается использовать после проверки его физико-механических свойств в соответствии со стандартами. Время между указанной проверкой и употреблением цемента не должно превышать 2 мес. для обычного цемента и 1 мес. для быстротвердеющего.
6.2.16 Цемент следует хранить в соответствии с требованиями стандартов в специальных закрытых складах, где исключены подмочка, а также перемешивание отдельных партий.
6.2.17 В качестве крупного заполнителя судостроительного тяжелого бетона следует применять фракционированный щебень из дробленых горных твердых пород или фракционированный гравий естественного происхождения, удовлетворяющие требованиям стандартов на материалы для судостроительного бетона.
6.2.18 В качестве крупного заполнителя судостроительного легкого (керамзитового) бетона следует применять керамзитовый гравий, имеющий в свободнонасыпном состоянии плотность 600 - 800 кг/м3 и водопоглощение в течение 2 ч не более 15 %.
6.2.19 Наибольшая крупность зерен заполнителя не должна превышать 20 мм или 1/4 наименьшего размера бетонируемого элемента, а также должна быть меньше минимального расстояния между параллельно расположенными стержнями арматуры.
6.2.20 В качестве мелкого заполнителя судостроительного бетона следует применять крупные и средние природные кварцевые или полевошпатные пески и высевки из щебня или гравия, удовлетворяющие требованиям стандартов на материалы для судостроительного бетона.
6.2.21 Крупные и мелкие заполнители при хранении нельзя загрязнять и смешивать. Керамзитовый гравий при хранении должен быть защищен от увлажнения.
6.2.22 Для приготовления судостроительного бетона вода должна удовлетворять требованиям стандарта на материалы для судостроительного бетона.
6.2.23 С целью повышения морозостойкости, непроницаемости, улучшения технических качеств бетонной смеси, снижения расхода цемента, а также для обеспечения возможности ведения бетонных работ при отрицательных температурах окружающей среды допускается вводить в бетонную смесь специальные добавки в соответствии с технической документацией, согласованной с Речным Регистром.
6.2.24 Для устранения небольших дефектов допускается применение стеклопластика и пластобетонов на основе эпоксидной смолы, а также цементных коллоидных клеев в соответствии с инструкциями, согласованными с Речным Регистром.
Арматурная сталь
6.2.25 Для изготовления корпусов железобетонных судов следует применять горячекатаную арматуру:
гладкую из углеродистой стали марок ВСт3сп2 и ВСт3пс2 класса A-I (A240);
периодического профиля из углеродистой стали марок Ст5сп2 и Ст5пс2 класса А-II (А300);
периодического профиля из низколегированной стали марок 25Г2С и 35ГС класса А-III (А400).
6.2.26 Арматурную сталь, подвергшуюся упрочнению или профилированию путем холодной обработки, а также термоупрочнению, не разрешается применять в обычном (предварительно ненапряженном) железобетоне.
6.2.27 Для судов, эксплуатируемых в особо суровых климатических условиях, применение арматуры из полуспокойной стали не допускается.
6.2.28 Арматуру из стали марки 35ГС запрещается использовать в конструкциях, подвергающихся переменным или знакопеременным нагрузкам (фундаменты под судовые технические средства и пр.).
6.2.29 В одном сечении железобетонного изделия допускается применение арматуры разных марок при условии, что пределы текучести арматурной стали отличаются не более чем на 30 %.
6.2.30 Закладные детали следует изготавливать из стали спокойной и полуспокойной плавок, удовлетворяющей требованиям стандарта на сталь свариваемую для судостроения, а анкеры закладных деталей - из стали, удовлетворяющей требованиям 6.2.25 - 6.2.28.
Предварительно напряженный железобетон
6.2.31 Для изготовления предварительно напряженных конструкций следует применять тяжелый бетон класса не ниже В40 и легкий бетон класса не ниже В30.
Бетон, применяемый для заполнения каналов, должен иметь класс не ниже В30.
К моменту передачи усилий обжатия на бетон прочность последнего должна быть не менее 70 % марочной.
6.2.32 Для предварительно напрягаемой арматуры судовых конструкций следует применять:
.1 высокопрочную арматурную проволоку видов В, Вр и арматурные канаты К-7;
.2 стержни из термически упроченной арматурной стали классов Ат-VI и Ат-V;
.3 стержни из горячекатаной и термически упроченной арматурной стали класса A-IV (A600);
.4 стержни из горячекатаной арматурной стали класса (А300) и (А400).
6.2.33 Арматуру, не подвергаемую предварительному напряжению, необходимо назначать в соответствии с указаниями 6.2.25 - 6.2.28.
6.3 СТЕКЛОПЛАСТИКИ
Общие указания
6.3.1 Требования настоящей главы распространяются на стеклопластики, применяемые для изготовления судовых конструкций и изделий.
Способ изготовления стеклопластика должен быть согласован с Речным Регистром.
Свойства
6.3.2 В качестве связующего материала при изготовлении стеклопластиков следует использовать полиэфирные смолы.
Эпоксидные и другие смолы допускается применять только по согласованию с Речным Регистром.
Организация-изготовитель должна представить Речному Регистру сведения о свойствах смолы: плотности, вязкости, времени гелеобразования при соответствующей температуре и степени отверждения, а также другие необходимые данные. Кроме того, должна быть представлена инструкция о хранении и переработке смолы.
Добавлять в смолу пигменты и другие средства окрашивания, отрицательно влияющие на ее свойства, не допускается; пигментную добавку следует вводить только в декоративный слой.
Способ изготовления стеклопластика и условия его отверждения (температура, влажность, время и т.д.) должны соответствовать способу и условиям при оформлении допуска.
6.3.3 В качестве армирующего материала должно быть применено только малощелочное стекло в виде холстов, тканей, ровниц или отрезков ровниц (длиной 25 мм и более) со щелочностью менее 1 % в пересчете на Na2O.
Отдельные элементарные волокна должны иметь диаметр от 5 до 15 мкм.
Армирующий материал должен быть обработан гидрофобно-адгезионным составом, гарантирующим надежную связь между стекловолокном и смолой.
У клееных холстов клеящее вещество должно хорошо растворяться в смоле и не оказывать на нее отрицательного воздействия.
Быстрое растворение клеящего вещества в смоле не должно приводить к разрушению холста перед окончанием процесса формовки стеклопластика.
На каждую партию армирующего материала организация-изготовитель должна выдавать свидетельство, содержащее следующие данные: организация-изготовитель, материал, щелочность, размер элементарных волокон, тип тканей, замасливатель и аппрет, связующее вещество для холста.
6.3.4 Механические свойства стеклопластиков устанавливаются по согласованию с Речным Регистром в зависимости от принятых при изготовлении схем армирования.
Воздействие морской воды, нефтепродуктов и старение не должны снижать механических свойств стеклопластика по сравнению с их первоначальными значениями более чем на 25 %.
6.3.5 Процентное содержание стекла в стеклопластике по массе устанавливается по согласованию с Речным Регистром в зависимости от назначения и условий работы конструкции или изделия. Для подверженных нагрузкам конструкций и изделий содержание стекла должно быть не менее 25 %.
Максимальное содержание стекловолокна при армировании холстом должно быть не более 35 %.
Изготовление проб
6.3.6 Пробы для образцов при определении физико-механических свойств стеклопластика должны быть изготовлены одновременно с формируемым изделием, по одной технологии, из одинаковых материалов с одинаковым содержанием стекловолокна.
Пробы, из которых должны быть изготовлены образцы для испытаний на растяжение и определение содержания стекла по массе, должны иметь длину около 500 мм, ширину около 400 мм, а пробы, из которых должны быть изготовлены образцы для испытания на сжатие, толщину 10 - 12 мм.
Допускается принимать размеры и форму образцов по стандартам.
Положение проб относительно формуемого изделия должно быть согласовано с Речным Регистром.
Допускается отбирать пробы из припусков формуемого изделия, а в технически обоснованных случаях по требованию Речного Регистра - непосредственно от изделия.
Пробы следует отбирать после приобретения стеклопластиком стабильных физико-механических свойств. Время, необходимое для этого, должно устанавливаться организацией-изготовителем связующего материала и указываться при оформлении допуска на стеклопластик. Модуль упругости и предел прочности по согласованию с Речным Регистром можно определять неразрушающими методами.
Объем испытаний
6.3.7 При испытании стеклопластиков определяют пределы прочности на растяжение и сжатие, модуль упругости при растяжении, сжатии и изгибе и относительное содержание стекла по массе.
Речной Регистр может потребовать также определения модуля упругости и предела прочности при сдвиге в плоскости листа и относительного содержания стекла по объему.
Значения механических свойств, определяют путем усреднения результатов испытаний пяти образцов от одной пробы по основе и по утку.
6.3.8 При неудовлетворительных результатах испытаний необходимо учитывать следующее.
Если неудовлетворительные результаты испытаний получены на одном или двух образцах, испытания должны быть повторены на удвоенном количестве образцов.
Если неудовлетворительные результаты испытаний получены на трех и более образцах, Речной Регистр может потребовать испытания на образцах, вырезанных непосредственно из изделия.
Если при повторных испытаниях получены неудовлетворительные результаты хотя бы на одном образце, изделия должны быть забракованы.
6.3.9 При испытании стеклопластика на допуск должны быть определены степень старения согласно 2.3.21 - 2.3.23, маслостойкость согласно 2.3.24 - 2.3.27 и стойкость к воздействию морской воды согласно 2.3.28 - 2.3.31. Каждое из указанных испытаний проводится на трех образцах.
Для проверки качества готового стеклопластика Речной Регистр может потребовать выполнения ускоренных испытаний на воздействие на стеклопластик увлажнения 3-часовым кипячением образца в пресной воде. При этом испытании кромки образца могут быть покрыты смолой, если у готового изделия они изолированы.
Осмотр
6.3.10 Изделия из стеклопластика не должны иметь расслоений, пустот, посторонних включений и других дефектов, препятствующих их применению по назначению.
В случае необходимости Речной Регистр может потребовать испытания методом разрушения изделия или проведения неразрушающего контроля.
Ультразвуковой контроль выполняется по методике, согласованной с Речным Регистром.
Требования к материалам корпуса
6.3.11 При изготовлении стеклопластиков и при соединении конструкций корпуса в качестве связующего должны применяться смолы холодного отверждения - полиэфирные, эпоксидные или другие, а также их композиции, удовлетворяющие требованиям действующих стандартов и технических условий.
6.3.12 Тип смолы и рецептура приготовления связующего должны быть оговорены в технологическом процессе на изготовление конструкции.
6.3.13 Смолы должны применяться самозатухающие, т.е. не поддерживающие горения при вынесении их из пламени. Допускается использование самозатухающих смол только для наружных слоев, а также покрытие поверхностей негорючими красками.
6.3.14 При введении в смолу в процессе изготовления различных наполнителей и добавок качество стеклопластика (степень горючести, стойкость к агрессивным средам и т.п.) должно сохраняться, а снижение прочностных и упругих характеристик не должно превышать 10 % по сравнению с принятыми в проекте.
6.3.15 При изготовлении стеклопластиков в качестве армирующих материалов могут применяться стекловолокнистые материалы различных типов и их сочетания - ткани, жгуты, маты и т.п., удовлетворяющие требованиям стандартов и технических условий.
6.3.16 Стекловолокнистые материалы должны быть изготовлены из бесщелочного стекла и обработаны гидрофобно-адгезионными составами. Применение стекловолокнистых материалов, не обработанных гидрофобно-адгезионными составами, должно быть обосновано.
Для судов длиной до 15 м допускается применение щелочного стекла, но с обязательной пропиткой его гидрофобно-адгезионными составами.
Стекловолокнистые материалы во всех случаях не должны иметь замасливателей (парафиновых, масляных и т.п.).
6.3.17 Стеклопластики, изготовленные на основе смол холодного отверждения с различными армирующими материалами, должны иметь физико-механические характеристики, обеспечивающие необходимую прочность и жесткость корпуса.
6.3.18 После выдерживания образца из стеклопластика в пресной воде не менее 6 мес. без нагрузки нижние пределы прочности материала на растяжение или сжатие не должны уменьшаться больше чем на 20 %. Длительное выдерживание стеклопластиков в воде может быть заменено кипячением образцов из них в пресной воде в течение 2 ч.
Предел усталости, определяемый по результатам испытаний образцов без надрезов на базе 107 циклов (при симметричном нагружении), должен составлять не менее 25 % от нижних пределов прочности материала.
6.3.19 Если содержание стекла в стеклопластике отличается от принятого в проекте, значения пределов прочности и модулей упругости необходимо пересчитывать. Отклонение в содержании стекла по массе не должно быть более ±10 %.
6.3.20 Легкие заполнители (типа пенопластов, сотопластов и др.), применяемые для изготовления трехслойных конструкций, не должны поддерживать горения, должны быть стойкими к воздействию воды, масла, жидкого топлива и не должны разрушаться при покрытии их полиэфирной или эпоксидной смолами, а также повреждаться грызунами.
6.3.21 Пластмассы на основе смол горячего отверждения допускаются для изготовления судов длиной до 15 м, а также переборок, выгородок, рубок и тому подобных конструкций любых размеров.
6.4 СЛОИСТЫЕ ТЕКСТИЛЬНЫЕ МАТЕРИАЛЫ
Общие указания
6.4.1 Настоящие требования распространяются на текстильные материалы, имеющие резиновое или пластмассовое водонепроницаемые покрытия, предназначенные для изготовления работающих под давлением конструкций.
6.4.2 Слоистые текстильные материалы должны иметь Сертификат о типовом одобрении материала или изделия Речного Регистра.
6.4.3 Слоистые текстильные материалы должны быть изготовлены и испытаны по согласованным с Речным Регистром стандартам в признанных им организациях.
Свойства
6.4.4 Слоистые текстильные материалы должны быть воздухонепроницаемыми, а их свойства соответствовать указанным в табл. 6.4.4.
Таблица 6.4.4
|
Относительное удлинение при разрыве, % |
Прочность на разрыв по надрыву, Н |
Адгезия покрытия, Н/см |
||||||
|
Основа |
Уток |
Основа |
Уток |
Основа |
Уток |
|||
|
не менее |
не более |
не менее |
||||||
|
2,0 |
35 |
40 |
10 |
|||||
|
Примечание. По согласованию с Речным Регистром прочность при растяжении может быть снижена до требуемой Речным Регистром прочности оболочек конкретных конструкций, но не более чем до четырех кольцевых напряжений, возникающих в наполненных газом трубах при давлении открытия предохранительных клапанов. |
||||||||
Для оболочек надувных спасательных плотов при условии воздухонепроницаемости материала допускается прочность при растяжении по основе и утку принимать не менее значения, рассчитанного по формулам:
Для одноярусной конструкции плотов
T = 0,15Dп,
Для двухъярусной конструкции плотов
Т = 0,095Dп,
где Т - прочность при растяжении по основе и утку у слоистого материала плотов, кН/5, см,
Dп - весовое водоизмещение спасательного плота с расчетным количеством людей и снабжения, кН.
Относительное удлинение при разрыве материала для оболочек надувных плотов по основе и утку не должно превышать 40 %.
6.4.5 Изменение предела прочности при растяжении слоистых текстильных материалов после старения и испытаний на изгиб не должно превышать 10 % первоначального значения, а усадка по основе и утку после старения - 2 % первоначальных значений.
При испытании на растяжение клееных соединений слоистых текстильных материалов до и после старения разрыв должен происходить по основному материалу.
6.4.6 После испытаний на изгиб, старение, складкообразование и формоустойчивость после старения, нефтестойкость, холодостойкость, воздействие озоном и морской водой на поверхности слоистых текстильных материалов не должны появляться трещины и расслоения, их поверхности не должны изменять цвет и становиться липкими.
6.4.7 Применяемые окрашивающие вещества не должны отрицательно влиять на свойства основного материала.
Изготовление проб и образцов
6.4.8 Пробы для изготовления образцов отбирают от каждой партии слоистых текстильных материалов с учетом требований 2.3.2 на расстоянии 0,1 м от кромки и не менее 1 м от конца рулона. Отбор проб производится не ранее 24 ч после изготовления материала.
Объем испытаний
6.4.9 Слоистые текстильные материалы предъявляют к испытаниям партиями. Партия комплектуется из одного рулона, изготовленного за один технологический цикл.
При стабильных результатах механических испытаний по согласованию с Речным Регистром объем партии может быть увеличен.
6.4.10 Для каждой партии проводят испытания на растяжение с определением относительного удлинения при разрыве согласно 2.3.6, на разрыв по надрыву согласно 2.3.7 на десяти образцах (пять по основе и пять по утку) каждое, на расслоение согласно 2.3.8 на трех образцах, на воздухонепроницаемость согласно 2.3.32 на двух образцах, а также определяют массу материала в соответствии со стандартом, согласованным с Речным Регистром.
6.4.11 При допуске слоистых текстильных материалов, кроме указанных в 6.4.10, проводят испытания на: растяжение после старения согласно 2.3.22; изгиб согласно 2.3.15; клееных соединений слоистых текстильных материалов до и после старения согласно 2.3.9 на десяти образцах (пять по основе и пять по утку) каждое; складкообразование и формоустойчивость после старения согласно 2.3.23; нефтестойкость согласно 2.3.26; воздействие морской воды согласно 2.3.29; холодостойкость согласно 2.3.33 и воздействие озона согласно 2.3.34.
6.4.12 Результаты испытаний должны удовлетворять требованиям 6.4.4 - 6.4.7 и должны быть указаны в сертификате.
Осмотр
6.4.13 На поверхности слоистых текстильных материалов не допускаются повреждения, углубления, не расправляющиеся складки, отпечатки от текстильных пороков, отслоения, пятна, пузыри и пористость или другие дефекты, не позволяющие использовать материал по назначению.
Маркировка
6.4.14 Маркировка слоистых текстильных материалов производится в соответствии с 1.3; дополнительно должна указываться масса материала на единицу площади.
6.5 ПЕНОПЛАСТЫ
Общие указания
6.5.1 Требования настоящей главы распространяются на пенопласты, применяемые для изготовления изделий. Для заполнения пространств между несущими нагрузки поверхностями трехслойных конструкций, воздушных ящиков спасательных шлюпок, а также для заполнения аналогичных полостей следует использовать пенопласты одобренных Речным Регистром типов.
Полости необходимо заполнять изготовленными для этой цели плитами и вспениванием их на месте или методом напыления.
Свойства
6.5.2 Механические свойства пенопластов должны соответствовать указанным в табл. 6.5.2.
Изменение свойств пенопластов после воздействия морской воды и нефтепродуктов не должно превышать указанного в 6.5.2. Структура их должна быть преимущественно с замкнутыми ячейками и не должна иметь усадочных деформаций во времени, превышающих допуски на линейные размеры.
Усадка пенопластов, используемых для заполнения полостей, не должна нарушать адгезию с ограничивающими поверхностями.
Изготовление проб
6.5.3 Пробы следует вырезать из середины куска пенопласта; при этом необходимо выбрать участок, имеющий наиболее равномерную ячеистую структуру.
Объем испытаний
6.5.4 Определение прочности пенопласта при сжатии производится на трех образцах согласно 2.3.11, при этом определяется максимальная нагрузка, вызывающая внезапное разрушение структуры пенопласта, которая должна быть достигнута приблизительно через 1 мин.
Определение прочности при изгибе производится на трех образцах согласно 2.3.13.
Определение кажущейся плотности производится на трех образцах согласно 2.3.17.
Водопоглощение определяется на пяти образцах согласно 2.3.19, 2.3.20.
Устойчивость пенопласта против воздействия нефтепродуктов определяется согласно 2.3.24 - 2.3.27, против воздействия морской воды - согласно 2.3.28 и против старения - согласно 2.3.21 - 2.3.23. Каждое из этих испытаний производится на трех образцах только при допуске материала.
Осмотр
6.5.5 При освидетельствовании структура поверхности разреза пенопласта должна быть проверена на замкнутость ячеек.
6.6 ПАЛУБНЫЕ ПОКРЫТИЯ
6.6.1 Пластмассы для покрытия открытых палуб должны быть подвергнуты испытаниям на допуск, а пластмассы для покрытия палуб внутренних помещений - только на горючесть.
При допуске пластмасс, предназначенных для палубных покрытий, Речному Регистру должны быть представлены данные об их составе и способе укладки.
6.7 ТРУБЫ И АРМАТУРА ИЗ ПЛАСТМАСС
6.7.1 Тип пластика, механические и электрические свойства, объем и методы испытаний труб и арматуры из пластика являются в каждом случае предметом специального рассмотрения Речным Регистром.
Таблица 6.5.2
|
Пенопласт |
Плотность, кг/м3 |
Предел прочности при |
Модуль упругости при сжатии |
Водопоглощение за 24 ч, кг/м2, не более |
Предельная температура применения, °С |
|||
|
изгибе |
сжатии |
|||||||
|
МПа, не менее |
||||||||
|
1 |
Полистироловый твердый |
20 60 100 |
0,3 0,8 1,0 |
0,1 0,4 0,7 |
20 34 49 |
0,06 0,03 0,02 |
±66 |
|
|
2 |
Полихлорвиниловый твердый |
120 250 |
1,0 3,3 |
0,7 2,9 |
49 145 |
0,25 0,15 |
±66 |
|
|
3 |
Полиуретановый твердый |
50 250 |
0,2 4,0 |
0,2 2,9 |
29 145 |
0,50 0,03 |
|
+100 -60 |
6.8 КЛЕЯЩИЕ ВЕЩЕСТВА
6.8.1 Клеящие вещества для соединения частей конструкций и деталей, подвергающихся нагрузке, должны иметь Сертификат о типовом одобрении материала или изделия Речного Регистра.
6.9 КАНАТЫ ИЗ РАСТИТЕЛЬНОГО И СИНТЕТИЧЕСКОГО ВОЛОКОН
6.9.1 Настоящие требования распространяются на канаты, применяемые для грузоподъемных и других судовых устройств.
6.9.2 Канаты должны быть изготовлены и испытаны в соответствии с согласованными Речным Регистром стандартами в признанных им организациях.
Разрывное усилие определяется испытанием каната в целом.
6.9.3 Допускается определять разрывное усилие каната F по следующей формуле, кН:
![]() (6.9.3)
(6.9.3)
где c - коэффициент использования прочности каболок в канате, который устанавливается по стандартам или вычисляется как отношение требуемого стандартом разрывного усилия каната в целом к суммарному разрывному усилию всех каболок в канате;
m - количество испытанных на растяжение каболок, удовлетворяющих требованиям стандарта;
Fm - наибольшая нагрузка, предшествующая разрушению образца при испытании одной каболки на растяжение, кН;
n - количество каболок в канате;
z - количество испытанных на растяжение каболок, которое принимают равным: 0,5n - для канатов окружностью до 80 мм; 0,3n - окружностью от 80 до 115 мм; 0,1n - окружностью более 115 мм.
6.9.4 Канат из синтетического волокна следует подвергать испытанию для определения относительного удлинения при разрыве.
Относительное удлинение каната при разрыве А определяют по формуле, %,
![]() (6.9.4)
(6.9.4)
где l0 - первоначальная длина испытываемого участка образца каната, см;
lр - длина этого же участка каната под нагрузкой, равной разрывному усилию каната в целом, указанному в стандарте, см.
6.9.5 Соответствие конструкции, окружности и других параметров каната стандарту должно быть подтверждено в ходе визуального осмотра и измерений.
На поверхности готового каната не должно быть бурых пятен, плесени, подплавленных участков, а также запаха гнили и гари.
Цвет каната должен быть равномерным по всей длине и соответствовать цвету пряжи или синтетического волокна, из которого он изготовлен.
6.9.6 Маркировку канатов осуществляют в соответствии со стандартами.
6.9.7 Результаты испытаний должны быть внесены в свидетельство об испытании, содержание которого должно быть согласовано с Речным Регистром.
6.10 СВЕТОВОЗВРАЩАЮЩИЕ МАТЕРИАЛЫ ДЛЯ СПАСАТЕЛЬНЫХ СРЕДСТВ
6.10.1 Настоящие требования распространяются на световозвращающие материалы для спасательных средств.
6.10.2 Световозвращающие материалы по условиям применения подразделяются на два типа:
тип 1 - для установки на эластичные поверхности, имеющие временный контакт с внешней средой;
тип 2 - для установки на жесткие поверхности с постоянным воздействием внешней среды.
Свойства
6.10.3 Предел прочности при растяжении световозвращающих материалов с липким слоем должен быть не менее 0,6 МПа, а с основой для механического крепления - 13 МПа в продольном направлении и 9 МПа в поперечном направлении.
6.10.4 Значения коэффициента световозвращения R в зависимости от углов входа и наблюдения должны быть не менее указанных в табл. 6.10.4, кд/(лк · м2).
Таблица 6.10.4
|
Угол наблюдения, градусы |
||||
|
6 |
11 |
28 |
57 |
|
|
5 |
180 |
175 |
72 |
14 |
|
30 |
140 |
135 |
70 |
12 |
|
45 |
85 |
85 |
48 |
9,4 |
6.10.5 Допускается снижение коэффициента световозвращения не более чем на 20 % указанного в табл. 6.10.4 при нахождении материала под пленкой воды и после старения, а также не более чем на 50 % - после испытаний материала на стирание.
6.10.6 Воздействие морской воды, плесени, соляного тумана и предельных температур не должно приводить к снижению коэффициента световозвращения материала.
6.10.7 Адгезионная прочность световозвращающих материалов с липким слоем к различным поверхностям должна быть не менее 0,6 МПа.
6.10.8 Воздействие ультрафиолетового облучения, морской и дистиллированной воды не должно приводить к снижению адгезионных свойств световозвращающих материалов с липким слоем.
Изготовление проб
6.10.9 Проба для изготовления образцов отбирается от каждой партии световозвращающих материалов на расстоянии не менее одного метра от конца рулона.
Перед изготовлением образцов проба кондиционируется согласно 2.3.1 в течение 24 ч.
Объем испытаний
6.10.10 Световозвращающие материалы предъявляются к испытаниям партиями. Партия комплектуется из одного рулона, изготовленного за один технологический цикл.
При стабильных результатах испытаний по согласованию с Речным Регистром объем партии может быть увеличен.
6.10.11 Для каждой партии материала проводятся испытания на растяжение (2.3.9, абзацы второй - четвертый), определение адгезионной прочности материала с липким слоем к различным поверхностям (2.3.9, абзац пятый) и определение коэффициента световозвращения (2.3.36).
6.10.12 При допуске световозвращающих материалов, кроме испытаний, указанных в 6.10.11, проводятся испытания по определению коэффициента световозвращения материала под пленкой воды согласно 2.3.37, а также испытания на: старение согласно 2.3.21, стирание согласно 2.3.39, воздействие морской воды согласно 2.3.30, воздействие соляного тумана согласно 2.3.31, предельных температур согласно 2.3.18, стойкость к образованию плесени согласно 2.3.41, изгиб согласно 2.3.15, сцепление согласно 2.3.38 и воздействие загрязняющих веществ согласно 2.3.40.
Для световозвращающих материалов с липким слоем необходимо определять адгезионную прочность к различным поверхностям согласно 2.3.9 после воздействия на материал ультрафиолетового облучения согласно 2.3.21 и дистиллированной и морской воды согласно 2.3.28 - 2.3.30.
Каждый вид испытаний должен выполняться не менее чем на трех образцах.
Результаты испытаний должны соответствовать 6.10.3.
Осмотр
6.10.13 После воздействия морской воды в течение 10 мин и 4 ч соляного тумана, предельных температур при старении, а также после испытаний на изгиб и сцепление на поверхностях световозвращающих материалов не должно наблюдаться трещин, расслоения, вздутия, липкости, изменения цвета и размеров.
6.10.14 На поверхностях световозвращающих материалов не должно быть повреждений, углублений, складок, отслоений, пятен или других дефектов, не позволяющих использовать материал по назначению.
Маркировка
6.10.15 Маркировка световозвращающих материалов производится в соответствии с 1.3; дополнительно должна указываться масса материала на единицу площади.
Результаты испытаний должны быть внесены в свидетельство об испытаниях, содержание которого должно быть согласовано с Речным Регистром.
7 ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К СВАРКЕ
7.1 ОБЩИЕ УКАЗАНИЯ
7.1.1 Требования настоящего раздела необходимо выполнять при сварке объектов, подлежащих техническому наблюдению и классификации Речным Регистром. Сварочные работы и контроль сварных соединений конструкций должны выполняться на оборудовании, обеспечивающем необходимое качество.
7.1.2 Условия сварки при отрицательных температурах воздуха должны обеспечивать возможность выполнения сварных соединений, удовлетворяющих требованиям настоящих Правил.
Рабочее место должно быть защищено от действия ветра и атмосферных осадков.
7.1.3 При низкой температуре окружающего воздуха шов в необходимых случаях должен быть защищен от быстрого остывания.
7.1.4 Сварочные работы допускается проводить при любой отрицательной температуре воздуха, если соблюдаются условия 7.1.2 и если сварочные материалы испытаны согласно 9.2.24 при температуре воздуха - 25 °С. В противном случае минимальная допустимая температура воздуха при сварке без подогрева должна быть установлена изготовителем сварочных материалов и зафиксирована при допуске сварочных материалов после проведения соответствующих испытаний.
В случаях, предусмотренных табл. 7.1.4, кромки каждой из соединяемых деталей перед сваркой должны быть подогреты на ширине 75 мм до температуры не менее 20 °С.
Таблица 7.1.4
|
Объект сварки |
|
|
-25 |
Листы толщиной более 20 мм |
|
-15 |
Поковки и отливки корпуса судна |
|
-10 |
Конструкции из полуспокойной и кипящей стали |
|
-5 |
Конструкции из низколегированной котельной стали Котлы и сосуды, работающие под давлением (изготовление и ремонт) |
7.1.5 Сварка трубопроводов из низколегированной стали, трубопроводов главных паропроводов, а также трубопроводов, работающих при температуре более 350 °С, должна производиться при температуре не ниже 0 °С.
7.1.6 Конструктивные требования к сварным швам, обеспечивающие прочность сварных соединений, изложены в соответствующих частях Правил.
7.1.7 Разделка кромок деталей под сварку должна проводиться в соответствии со стандартами или по чертежам, согласованным с Речным Регистром.
7.1.8 Подготовка кромок под сварку должна производиться способами, удовлетворяющими требования Правил к сварным соединениям.
7.1.9 Свариваемые кромки деталей должны быть очищены от масла, влаги, окалины, ржавчины, краски и загрязнений.
Сварка стальных деталей, покрытых грунтом, разрешается без удаления грунта, если грунт допущен Речным Регистром в соответствии с требованиями приложения 8.
7.1.10 Если сварка конструкций выполняется при отрицательных температурах, свариваемые кромки должны быть очищены от снега, инея и льда и быть сухими.
7.1.11 Последовательность сварки конструкций должна быть такой, чтобы не возникали чрезмерные остаточные напряжения и деформации.
7.1.12 Если необходим подогрев деталей перед сваркой, при установлении температуры подогрева должны быть учтены: химический состав металла, способ сварки, толщина свариваемых деталей.
При сварке сложных конструкций температура подогрева является в каждом случае предметом специального рассмотрения Речным Регистром.
7.1.13 Сварка и резка под водой, а также сварочные работы на конструкциях, с обратной стороны которых во время сварки находится вода, являются предметом специального рассмотрения Речным Регистром.
7.1.14 При вварке листов, пластин и т.п. в жесткий контур должны быть приняты технологические меры, снижающие напряжения от сварки.
Примечание. Жестким контуром считается замкнутый по периметру вырез, один из размеров которого меньше шестидесяти толщин листов в данном месте. В сложных конструкциях контур может считаться жестким и при больших отношениях размеров выреза.
7.1.15 Правка конструкций может производиться только в ограниченном объеме. Допускается правка тепловая с механическим воздействием и тепловая без механического воздействия. При этом повреждение поверхности шва или листа не допускается. Температура нагрева при тепловой правке не должна превышать 650 °С, но в любом случае нагрев не должен приводить к структурным изменениям в металле.
7.1.16 Термическая обработка после сварки требуется в тех случаях, когда необходимо устранение остаточных напряжений.
Вид термической обработки устанавливается организацией в зависимости от свойств материала и согласовывается с Речным Регистром.
7.1.17 Сварка деталей, изготовленных холодной гибкой из судостроительной стали, допускается без термической обработки, если внутренний радиус изгиба соответствует стандартам. При отсутствии таких стандартов он должен быть не менее трех толщин листа.
7.1.18 Сварочные материалы с контролируемым содержанием водорода в наплавленном металле должны храниться и перед употреблением подвергаться прокаливанию согласно рекомендациям изготовителя.
7.1.19 Размеры угловых швов конструкций корпусов судов принимают в соответствии с требованиями ч. I ПСВП.
Для прочих конструкций размеры угловых швов принимают согласно требованиям тех частей Правил, к которым конструкция относится; если размеры сварных швов в этих частях не указаны, их определяют расчетом или по стандартам.
Толщина шва (его расчетная высота) должна быть: при ручной сварке аруч = а; при автоматической сварке (для первого прохода) аас ≥ 1,4а, где а - высота равнобедренного треугольника, вписанного в сечение валика (рис. 7.1.19).
Соотношение между катетом углового шва и высотой равнобедренного треугольника, вписанного в сечение валика, принимают k = 1,4а или а = 0,7k.
При замене предусмотренной проектом ручной сварки автоматической толщина или катет шва (в зависимости от того, что принято в основу расчета) могу т быть уменьшены, но не более чем на 30 % для однослойных швов. Для многослойных швов размер указанного уменьшения является предметом специального рассмотрения Речным Регистром.
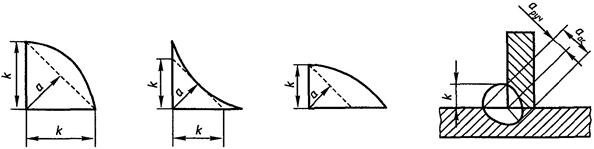
Рис. 7.1.19
7.2 СВАРКА КОРПУСОВ СУДОВ И СУДОВОГО ОБОРУДОВАНИЯ
7.2.1 Сварку деталей необходимо осуществлять по технологии, обеспечивающей наименьшие напряжения, вызываемые сваркой. Работы по прихватке должны выполнять только лица, имеющие соответствующую квалификацию. Для прихватки надлежит использовать сварочные материалы категории, требуемой для сварки данной конструкции, или на одну категорию выше. Прихватки не должны иметь дефектов, ухудшающих качество сварных соединений.
По требованию Речного Регистра прихватки должны быть проверены на отсутствие трещин или других дефектов.
Трещины, обнаруженные в местах постановки прихваток, должны быть устранены разделкой и заваркой.
Временные крепежные детали при сварке допускается применять в минимальном количестве, а их приварку и прихватку необходимо выполнять без подрезов, трещин и других недопустимых дефектов.
Выхваты и другие повреждения основного металла, образовавшиеся при удалении временных креплений, должны быть заварены с последующей зачисткой, обеспечивающей плавный переход к основному металлу. При зачистке значение утонения основного металла не должно превышать предельных отклонений по толщине листов, регламентируемых стандартами.
Выступающие остатки швов крепежных деталей должны быть удалены с последующей зачисткой с указанных конструкций корпусов судов:
.1 расчетной палубы (листы и продольный набор, включая непрерывные продольные комингсы грузовых люков);
.2 днища (листы и продольный набор);
.3 бортов;
.4 ширстрека и скулового пояса (листы и продольный набор);
.5 переборок, ограничивающих цистерны;
.6 рамного набора в танках;
.7 конструкций, расположенных в районе интенсивной вибрации.
Допускается оставлять утолщения, не превышающие регламентированных стандартами предельных отклонений на усиление сварных швов.
Необходимость зачистки выступающих остатков швов временных крепежных деталей на остальных конструкциях корпусов судов устанавливает проектант.
7.2.2 При сварке стыковых соединений допускается взаимное смещение листов до 0,1 толщины листа, но не более 3 мм.
7.2.3 Исправление кромок наплавкой в случаях, вызванных неправильной обработкой деталей или неточной сборкой, может быть выполнено только по согласованию с Речным Регистром.
7.2.4 Сварочные материалы выбирают в зависимости от категории свариваемой стали согласно табл. 7.2.4. При этом следует руководствоваться следующими требованиями:
Таблица 7.2.4
|
Судостроительная сталь |
|||||||
|
нормальной прочности |
повышенной прочности |
||||||
|
А |
В |
D |
Е |
А32, А36, А40* |
D32, D36, D40* |
Е32, Е36, Е40* |
|
|
1, 1S, 1T, 1M, 1ТМ |
+ |
||||||
|
2, 2S, 2T, 2M, 2TM |
+ |
+ |
+ |
||||
|
3, 3S, 3T, 3M, 3TM |
+ |
+ |
+ |
+ |
|||
|
1Y, 1YS, 1YT, 1YM, 1YTM |
+ |
+ |
|||||
|
2Y, 2YS, 2YT, 2YM, 2YTM |
+ |
+ |
+ |
+ |
+ |
||
|
3Y, 3YS, 3YT, 3YM, 3YTM |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
* Сварочные материалы для сварки стали категорий А40, D40, Е40 должны обеспечивать в наплавленном металле механические свойства (Rm, ReH, А5) не ниже требуемых для стали указанных категорий. |
|||||||
.1 для выполнения сварных соединений, в которых сталь нормальной прочности сваривается со сталью повышенной прочности, могут применяться сварочные материалы, соответствующие низшей категории из допускаемых табл. 7.2.4 и настоящего пункта для каждой стали в отдельности (например, в сварном соединении сталей категорий D и Е32 могут применяться сварочные материалы категории 2);
.2 для выполнения сварных соединений в которых свариваются стали одинаковых уровней прочности, но с разными требованиями по температуре испытаний на ударный изгиб, могут применяться сварочные материалы низшей категории из допускаемых табл. 7.2.4 для каждой стали в отдельности (например, для сварного соединения сталей категорий D32 и Е32 могут применяться сварочные материалы категории 2Y);
.3 для выполнения сварных соединений из сталей повышенной прочности, а также при сварке стали повышенной прочности со сталью нормальной прочности должны применяться сварочные материалы с контролируемым содержанием диффузионного водорода согласно табл. 9.2.4. Применение для этих целей сварочных материалов с неконтролируемым содержанием диффузионного водорода возможно только по специальному согласованию с Речным Регистром для сталей с углеродным эквивалентом (см. 3.2.2) Сэкв ≤ 0,41 после проведения испытаний по согласованной с Речным Регистром программе;
.4 применение для сварки сталей нормальной прочности категорий А, В, D, Е сварочных материалов, получивших одобрение для соответствующих категорий сталей А40, D40, Е40 возможно только по специальному согласованию с Речным Регистром для конкретных марок сварочных материалов;
.5 применение для сварки сталей повышенной прочности сварочных материалов категории 1Y допускается только для соединений с толщиной металла до 25 мм включительно;
.6 сварочные материалы, выбранные по табл. 7.2.4, могут быть назначены также и для сварки иной, чем предусмотрено указанной таблицей, стали, если по механическим свойствам и химическому составу эта сталь эквивалентна стали, для которой одобрен данный сварочный материал;
.7 электроды с рутиловым покрытием не должны применяться для сварки следующих соединений:
монтажных стыков между секциями,
всех стыков и пазов ледового пояса наружной обшивки,
стыков балок продольного набора, стыковых соединений судового корпуса толщиной более 20 мм,
массивных изделий (ахтерштевня, форштевня и т.п.), стыковых соединений, свариваемых в условиях жесткого контура.
.8 электроды с кислым типом покрытия не должны применяться для сварки конструкций, регламентированных ч. I ПСВП;
.9 сварочные материалы, применяемые для сварки корпусных конструкций судов класса «М-СП (лед)» и ледоколов, подвергающихся непосредственному воздействию льда, должны удовлетворять требованиям 9.2.5. При этом отношение скоростей коррозии элементов сварного соединения должно находиться в пределах 0,9 - 1,1.
7.2.5 По согласованию с Речным Регистром исправление подрезов, значения которых превышают указанные в 8.3.2, допускается производить заваркой или шлифовкой.
7.3 СВАРКА ИЗДЕЛИЙ СУДОВОГО МАШИНОСТРОЕНИЯ
7.3.1 Настоящие требования распространяются на сварку конструкций судового машиностроения, изготовляемых с применением основных и сварочных материалов, отвечающих требованиям настоящей части Правил. Изготовление конструкций из материалов, не регламентируемых Правилами, должно выполняться по согласованию с Речным Регистром.
7.3.2 Выбор сварочных материалов для сварки конструкций судовых технических средств производится, исходя из конкретных марок стали, применяемых для их изготовления с учетом требований 7.2.4.
7.3.3 Если конструкции работают при повышенной температуре или в химически активной среде, сварочные материалы должны выбираться с учетом этих условий.
7.3.4 Для сварки деталей судового машиностроения из стали толщиной 30 мм и более должны применяться сварочные материалы, обеспечивающие стойкость сварного соединения против образования холодных трещин, либо изготовитель должен принять технологические меры (подогрев, термообработка, ограничение минимальной температуры окружающего воздуха при сварке и т.п.) для предотвращения образования холодных трещин.
7.3.5 Сварные швы конструкций, работающих при динамических нагрузках, должны быть выполнены с полным проваром. Переход от основного металла к шву должен быть плавным.
7.3.6 Возможность применения сварки для валов судового валопровода и коленчатых валов является в каждом случае предметом специального рассмотрения Речным Регистром. При этом должен быть выполнен неразрушающий контроль всех сварных швов и обеспечена усталостная прочность сварных соединений.
Объем необходимой опытной сварки и программа испытаний должны быть согласованы с Речным Регистром до начала работ.
7.3.7 Сварку, наплавку, металлизацию распылением и другие подобные методы при изготовлении и ремонте изделий судового машиностроения допускается применять по стандартам, согласованным с Речным Регистром.
Допускается восстанавливать изношенные или имеющие поверхностные трещины судовые валы из углеродистой стали, содержащей до 0,45 % углерода, наплавкой, если износ или глубина трещин составляет не более 5 % диаметра вала, но не более 15 мм. Работу выполняют по технологии, согласованной с Речным Регистром.
При этом вся поверхность вала до наплавки должна быть проверена на отсутствие трещин одобренным методом. Кроме того, должны быть проверены места, подготовленные под наплавку, и наплавленные участки. Обнаруженные трещины должны быть удалены механическим способом.
Вал перед наплавкой должен быть нагрет на всю толщину до температуры 350 - 650 °С.
Указанную температуру необходимо поддерживать и контролировать в течение всей сварки. Охлаждать вал после сварки следует медленно.
Автоматическая одно- или двухзаходная наплавка под флюсом судовых валов из углеродистой стали с содержанием углерода не более 0,4 % и марганца не более 0,8 % допускается без их предварительного подогрева.
Наплавленный металл после предварительной механической обработки должен быть подвергнут поверхностной холодной прокатке роликами.
7.4 СВАРКА СУДОВЫХ ПАРОВЫХ КОТЛОВ И СОСУДОВ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ
7.4.1 Сварные швы котлов должны быть замаркированы таким образом, чтобы можно было установить, какой сварщик производил сварку.
Продольные и кольцевые швы корпусов котлов должны выполняться с подваркой, исключая случаи, когда коэффициент прочности сварного шва принят равным 0,7 или меньше (см. 8.19 ч. II ПСВП).
Вырезы и отверстия в корпусе котла по возможности не должны перерезать кольцевые и продольные швы корпуса котла.
Допустимость приварки к корпусу котлов монтажных креплений, захватов и прочих деталей является в каждом случае предметом специального рассмотрения Речным Регистром.
Продольные и поперечные швы коллекторов, корпусов котлов и сосудов, работающих под давлением, должны выполняться встык. Если выполнение стыковых швов невозможно, конструкция шва является предметом специального рассмотрения Речным Регистром.
7.4.2 Выбор сварочных материалов для сварки котлов и сосудов под давлением производится, исходя из конкретных марок стали, применяемых для их изготовления, с учетом требований 7.2.4.
7.4.3 Электроды с рутиловым и кислым покрытиями не допускается применять для сварки котлов и сосудов класса I (см. 8.2.1 ч. II ПСВП), для сварки котлов и сосудов классов II и III эти электроды допускаются при условии, если указанные изделия изготавливаются из углеродистой стали и толщина свариваемых деталей не превышает 20 мм.
7.4.4 Термообработка котлов и сосудов выполняется по стандартам или же принимаются во внимание рекомендации изготовителей стали.
Сварные соединения деталей, которые в связи с их размерами или специальной конструкцией нельзя подвергать термообработке целиком для снятия напряжений, по согласованию с Речным Регистром могут быть обработаны по частям. При этом термообработка должна проводиться равномерным нагревом достаточно широкого участка вдоль шва (около шести толщин листа с обеих сторон сварного шва) таким образом, чтобы распространение тепловых напряжений в другие районы деталей было исключено. Местная обработка сварочной горелкой не допускается.
7.4.5 Заделка отверстий в котлах вварными заглушками допускается при условии выполнения требований стандартов.
7.4.6 Ремонт изношенных стенок котлов и сосудов наплавкой допускается только по согласованию с Речным Регистром. Площадь наплавки должна быть не более 500 см2, а глубина - не более 30 % толщины листа. Если эти условия невыполнимы, дефектный участок следует заменить новым листом.
7.4.7 При изготовлении котлов, теплообменных аппаратов и сосудов, работающих под давлением, относящихся к классу I или II (см. 8.2.1 ч. II ПСВП), проверяют механические свойства швов сварных соединений, для чего сваривают контрольные планки в следующих случаях:
при изготовлении единичных изделий;
при серийном изготовлении - на головном образце изделия;
при изменении конструкций основных узлов и деталей изделия;
при использовании новых материалов и способов сварки.
В необходимых случаях Речной Регистр может потребовать изготовления контрольных планок для изделий, относящихся к классу III.
7.4.8 Контрольные планки должны прикрепляться к продольному шву котла или сосуда таким образом, чтобы сварной шов планок являлся продолжением шва изделия. Шов планок должен свариваться при тех же технологических условиях, что и шов изделия.
Из пробы должны быть изготовлены и испытаны: один поперечный образец на растяжение, два поперечных образца на изгиб, три образца на ударный изгиб, вырезанных согласно рис. 9.2.17-1.
Образцы для конструкций класса III должны изготовляться по требованию Речного Регистра. Условия вырезки образцов из проб и проведение испытаний должны соответствовать 9.2.26 и 9.2.27.
7.5 СВАРКА СУДОВЫХ ТРУБОПРОВОДОВ
7.5.1 Тип сварных соединений трубопроводов должен соответствовать стандартам.
7.5.2 Выбор сварочных материалов для сварки трубопроводов производится, исходя из конкретных марок стали, применяемых при их изготовлении, с учетом требований 7.2.4.
7.5.3 Сварные стыковые соединения труб должны быть выполнены с полным проваром корня шва. Допускается сварка на удаляемых подкладных кольцах.
7.5.4 Остающиеся подкладные кольца в стыковых соединениях труб допускается применять в тех трубопроводах, где они не влияют отрицательно на эксплуатационные свойства. Стыковые соединения фланцев с трубами не должны выполняться на остающихся подкладных кольцах.
7.5.5 Сварные соединения труб должны подвергаться термообработке на трубах из низколегированной стали или при газовой сварке главных паропроводов, работающих при температуре свыше 350 °С.
7.5.6 При сварке труб из хромомолибденовой стали, содержащей не менее 0,8 % хрома и более чем 0,16 % углерода, свариваемые кромки должны подогреваться до температуры 200 - 230 °С. Эта температура должна поддерживаться в процессе сварки.
7.5.7 Свариваемые кромки медных труб с толщиной стенок 5 мм и более перед началом сварки должны подогреваться до температуры 250 - 350 °С. Сварка медно-никелевых труб должна производиться без подогрева. Пайка соединений медно-никелевых труб не допускается.
7.5.8 Возможность ремонта судовых трубопроводов заваркой поврежденных мест является в каждом случае предметом специального рассмотрения Речным Регистром.
7.6 СВАРКА ОТЛИВОК И ПОКОВОК
7.6.1 Предварительный подогрев или же другие технологические мероприятия, позволяющие обеспечить необходимое качество сварки стальных отливок или поковок независимо от температуры окружающего воздуха, должны быть выполнены в следующих случаях:
.1 содержание углерода в стали отливок или поковок более 0,25 %;
.2 содержание углерода в стали отливок и поковок, входящих в состав корпусов судов, предназначенных для плавания в ледовых условиях (отливки и поковки ахтерштевня, форштевня, кронштейнов гребных валов и т.п. конструкций), более 0,23 %.
7.6.2 Температура подогрева и режим термообработки отливок и поковок определяются в зависимости от конструкции, размеров и условий эксплуатации согласно 7.1.4, 7.1.12, 7.1.16.
7.6.3 Дефекты на стальных поковках и отливках допускается исправлять сваркой только в тех случаях, когда была предварительно проверена свариваемость данной стали и учтены условия работы литой или кованой детали.
Дефекты, как правило, исправляют сваркой до окончательной термообработки. Заварка дефекта после окончательной термообработки допускается только в исключительных случаях. Дефекты, систематически появляющиеся в поковках и отливках, не допускается исправлять сваркой.
7.6.4 Дефекты в отливках заваривают после удаления литников и прибылей и тщательной очистки отливок от формовочных материалов, окалины, посторонних включений. Места, подлежащие заварке, должны быть разделаны до чистого металла так, чтобы можно было обеспечить провар.
Стенки подготовленных под заварку мест должны быть пологими, а поверхность подготовленного углубления не должна иметь острых углов.
7.7 СВАРКА ПЛАКИРОВАННОЙ СТАЛИ
7.7.1 Способы сварки плакированной стали должны быть допущены в соответствии с 1.1.4; сварочные материалы - в соответствии с требованиями разд. 9.
Разделка кромок деталей под сварку должна проводиться в соответствии со стандартом или по чертежам, согласованным с Речным Регистром.
Разделку кромок следует выполнять путем механической обработки.
Кромки деталей при сборке должны быть хорошо подогнаны друг к другу и не иметь смещений на стороне плакирующего слоя.
7.7.2 Коррозионная стойкость металла шва со стороны плакирующего слоя должна быть такой же, как у плакирующего слоя. Толщина коррозионно-стойкого слоя шва должна быть не менее толщины плакирующего слоя.
Химический состав металла шва на стороне плакирующего слоя (за исключением зоны корня шва) должен соответствовать химическому составу плакирующего металла.
7.7.3 Как правило, в первую очередь должен быть сварен шов со стороны основного слоя и во вторую очередь - со стороны плакирующего слоя. При выполнении части шва со стороны основного слоя сварка должна вестись так, чтобы не происходило расплавления плакирующего слоя. До сварки плакирующего слоя корень шва должен быть зачищен до чистого металла с применением только механической обработки или шлифовки. Для подварки корня этого шва должны применяться те же сварочные материалы, что и для сварки плакирующего слоя. Сварка плакирующего слоя должна выполняться так, чтобы не было значительного смешивания легированного металла с нелегированным. Для сварки плакирующего слоя должны применяться сварочные электроды и проволока по возможности меньшего диаметра. Сварку производят по возможности при малой силе тока. Шов со стороны плакирующего слоя должен быть выполнен по меньшей мере в два слоя. Поперечные колебания электрода при сварке плакирующего слоя не допускаются. Если ширина верхнего слоя шва такова, что ее необходимо выполнять в несколько проходов, последний проход должен выполняться посередине шва.
7.7.4 Если при сварке труб из плакированной стали невозможно использовать двустороннюю сварку, весь шов должен быть выполнен сварочными материалами, соответствующими материалу плакирующего слоя. При сварке тонких листов плакированной стали весь шов также должен быть выполнен сварочными материалами, соответствующими материалу плакирующего слоя.
7.8 СВАРКА СТАЛИ ВЫСОКОЙ ПРОЧНОСТИ
7.8.1 Сварочные материалы, предназначенные для сварки стали высокой прочности, должны быть допущены в соответствии с 9.5, а применяемые при этом способы сварки - согласно 1.1.4.
7.8.2 Способ и технология сварки должны быть одобрены Речным Регистром после выполнения технологических испытаний по согласованной программе. При этом изготовитель сварных конструкций должен представить зафиксированные в документации значения температуры подогрева перед сваркой, погонной энергии при сварке, режима термообработки после сварки, температуры между проходами.
Изготовитель должен располагать системой регистрации и контроля режимов сварки, включая измерение температуры между проходами, и предъявлять результаты контроля по требованию Речного Регистра.
7.8.3 Сварные соединения выполняют многопроходной сваркой.
Однопроходная сварка допускается только по согласованию с Речным Регистром.
Каждый проход выполняется непрерывно с минимальными колебаниями дуги.
7.8.4 Не допускается зажигание дуги за пределами подготовленных к сварке кромок.
Приварка монтажных вспомогательных средств допускается только в порядке исключения при обеспечении местного подогрева.
Монтажные вспомогательные средства, как правило, удаляются механической резкой с последующей зачисткой заподлицо с поверхностью основного металла.
7.8.5 Кромки, подготовленные с использованием газовой резки, должны после этого обрабатываться механическим способом. Зачистка корня шва выполняется только механическим способом. Температура подогрева при правке подлежит согласованию с Речным Регистром в каждом случае. При этом должны быть обеспечены требуемые свойства основного металла и сварного соединения.
7.9 СВАРКА ЧУГУНА
7.9.1 Дефекты в отливках из чугуна по согласованию с Речным Регистром допускается исправлять сваркой, используя способ, прошедший испытания по согласованной с Речным Регистром программе.
7.10 ВЫСОКОТЕМПЕРАТУРНАЯ ПАЙКА
7.10.1 Паяные соединения конструкций объектов должны выполняться в соответствии со стандартами или согласованной с Речным Регистром технической документацией.
7.11 СВАРКА АЛЮМИНИЕВЫХ СПЛАВОВ
7.11.1 Сварочные работы должны производиться наиболее целесообразным способом, обеспечивающим высокое качество сварного шва, максимальную прочность соединения и достаточную стойкость против коррозии. При этом химический состав шва должен быть близок к таковому основного материала.
7.11.2 Сварные швы должны по возможности располагаться в районе наиболее низких напряжений.
Сварка должна производиться, как правило, в нижнем положении. Снятие усиления сварных швов допускается только по согласованию с Речным Регистром.
7.11.3 Непосредственно перед сваркой (прихваткой) свариваемые кромки деталей из алюминия и его сплавов должны обезжириваться специальными растворителями (ацетон, спирт и др.) и зачищаться стальными проволочными щетками. Прихватки перед сваркой также должны быть зачищены стальной щеткой. При многопроходной сварке должна производиться зачистка щетками каждого предыдущего слоя перед наложением последующего.
7.11.4 Сварочные материалы из алюминия и его сплавов перед сваркой должны быть зачищены для удаления оксидной пленки.
7.11.5 Допускается сварка алюминиевых сплавов на остающихся или удаляемых подкладках. Подкладки, удаляемые после сварки, должны изготавливаться из нержавеющей стали. Остающиеся подкладки должны изготавливаться из сплава той же марки, что и свариваемые детали.
7.11.6 При двусторонней сварке перед наложением шва с обратной стороны необходимо удалить корень шва до чистого металла рубкой, строжкой или фрезерованием. Удаление корня шва абразивными кругами не допускается.
7.11.7 Допускается горячая правка конструкций из алюминия и его сплавов. Температура нагрева при правке должна соответствовать свойствам данного сплава.
7.11.8 Если при сварке применяется флюс, он должен быть по возможности нейтральным. Если же в виде исключения применяется не нейтральный флюс, после сварки он должен быть тщательно удален.
7.11.9 В районе соединения конструкций из алюминиевых сплавов на заклепках все основные сварочные работы должны быть закончены до начала клепки.
7.12 СВАРКА МЕДНЫХ СПЛАВОВ, ТЯЖЕЛЫХ МЕТАЛЛОВ И ДРУГИХ ЦВЕТНЫХ МЕТАЛЛОВ
7.12.1 Сварка меди и ее сплавов, тяжелых металлов и других цветных металлов производится в соответствии с требованиями стандартов, а при отсутствии последних является в каждом случае предметом специального рассмотрения Речным Регистром.
8 КОНТРОЛЬ СВАРОЧНЫХ РАБОТ
8.1 ОРГАНИЗАЦИЯ КОНТРОЛЯ
8.1.1 Контроль сварочных работ и сварных швов при изготовлении конструкций и деталей должен осуществляться контрольными органами организации. Результаты контроля должны регистрироваться по установленной в организации форме, храниться в ней до сдачи объекта и предъявляться Речному Регистру по его требованию для рассмотрения.
8.1.2 Неразрушающий контроль сварных швов может выполняться:
.1 путем внешнего их осмотра (визуальный контроль);
.2 магнитопорошковым методом (магнитопорошковый контроль);
.3 капиллярным методом (капиллярный контроль);
.4 радиографическим методом (радиографический контроль, рентгено- или гаммаграфирование);
.5 ультразвуковым методом (ультразвуковой контроль);
.6 в ходе и по результатам испытаний на непроницаемость.
Применение конкретного метода неразрушающего контроля устанавливается в технической документации проекта в зависимости от ответственности конструкции и типа сварного соединения.
Применение других методов контроля является предметом специального рассмотрения Речным Регистром.
Неразрушающий контроль осуществляется по согласованным Речным Регистром стандартам или методикам.
Если предусмотрена термическая обработка сварных узлов, окончательный неразрушающий контроль сварных соединений производится после ее завершения.
При сварке стали высокой прочности и конструкций сложной формы неразрушающий контроль должен выполняться не ранее чем через 72 ч после окончания сварки.
Неразрушающий контроль сварных швов должен производиться признанными Речным Регистром лабораториями.
Персонал, осуществляющий контроль сварных швов и оценку их качества, должен иметь удостоверенную компетентными органами квалификацию, соответствующую требованиям технической документации на применяемые методы контроля.
8.1.3 После окончания сварочных работ на данной конструкции контрольный орган организации определяет места контроля неразрушающим методом по согласованной с Речным Регистром схеме контроля. Речной Регистр может потребовать проведения контроля дополнительных участков сварных швов в случае сомнения в качестве последних.
8.1.4 Если обнаружены недопустимые дефекты, контроль должен быть продолжен по обеим сторонам данного участка до получения удовлетворительных результатов. Речной Регистр может потребовать также дополнительного контроля двух участков того же сварного шва в других местах по каждому снимку, оцененному неудовлетворительным баллом.
Результаты дополнительного контроля следует предъявлять вместе с документами первоначального контроля до исправления дефектов. В случае, если объем первоначального и дополнительного контроля сварного шва превысил 50 % его длины, данный шов должен быть подвергнут дополнительному контролю по всей длине.
Недопустимые дефекты должны быть исправлены, при этом повторное исправление подлежит специальному согласованию с Речным Регистром.
8.1.5 В обоснованных случаях эксперт может потребовать проведения контроля одного и того же участка сварного соединения радиографическим и ультразвуковым методами.
8.1.6 При контроле сварных швов наружной обшивки снимок должен быть расположен на пересечении по оси стыка так, чтобы он частично охватывал также паз, как показано на рис. 8.1.6-1.
При ультразвуковом контроле следует проконтролировать участки паза на длине 100 мм с каждой стороны стыка, как показано на рис. 8.1.6-2.
8.2 ОБЪЕМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
8.2.1 Объем неразрушающего контроля швов сварных соединений корпуса судна устанавливается по согласованной с Речным Регистром схеме контроля в соответствии с табл. 8.2.1-1.
Количество снимков соединений наружной обшивки в районе 0,5L средней части судна определяется по формуле
![]()
где N - число участков, подлежащих контролю;
L, В, Н - длина, ширина, высота борта судна, м;
Т - коэффициент, зависящий от длины судна и определяемый по табл. 8.2.1-2.
8.2.2 Сварные соединения котлов, сосудов под давлением и теплообменных аппаратов следует подвергать неразрушающему контролю в объеме, указанном в табл. 8.2.2, в зависимости от класса конструкции (см. 8.2.1 ч. II ПСВП).
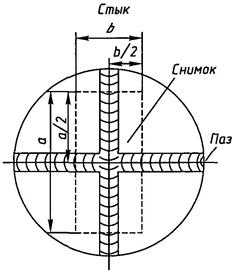
Рис. 8.1.6-1
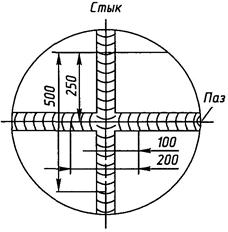
Рис. 8.1.6-2
8.2.3 Сварные соединения трубопроводов в зависимости от их класса, указанного в табл. 10.1.2 ч. II ПСВП, должны быть подвергнуты неразрушающему контролю в объеме, указанном в табл. 8.2.3.
8.2.4 Кроме конструкций, указанных в табл. 8.2.1, 8.2.2 и 8.2.3, неразрушающему контролю подлежат элементы устройств и их механизмов, такие как соединения грузовых мачт, колонн и т.п. Контролируемые участки в этих конструкциях устанавливаются по согласованию с экспертом.
8.2.5 Эксперт может установить распределение участков неразрушающего контроля, отличное от указанного в одобренной схеме контроля, в зависимости от конкретных условий, в которых выполнена сварка.
Таблица 8.2.1-1
|
Место контроля |
Тип сварного соединения |
Объем контроля |
|||
|
визуального1,2, % |
радиографического или ультразвукового, количество снимков |
||||
|
Район судна |
|||||
|
по всей длине |
в средней части, район 0,5L |
вне района 0,5L средней части |
|||
|
1 |
Стыки обшивки (в основном, пересечения с пазами): расчетной палубы вне линии люков; ширстрека (в районе 0,1H ниже расчетной палубы); скулы (в районе 0,1Н выше днища); днища |
Стыковое |
100 |
0,60N |
0,12N |
|
Стыки: продольных комингсов; утолщенных листов палубы в районе углов люков и в оконечностях надстроек; продольных переборок (в районе 0,1H ниже расчетной палубы) |
|||||
|
2 |
Стыки обшивки корпуса остальные4 (в основном, пересечения с пазами) |
Стыковое |
100 |
0,20N |
0,04N |
|
3 |
Пазы обшивки корпуса |
Стыковое |
100 |
0,20N |
0,04N |
|
4 |
Сварные соединения продольных ребер (продольного набора): расчетной палубы вне линии люков; ширстрека (в районе 0,1Н ниже расчетной палубы); скулы (в районе 0,1H выше днища); продольных переборок (в районе 0,1Н ниже расчетной палубы); днища |
Стыковое |
100 |
1 снимок на каждые 5 стыков (в основном монтажные стыки) |
Выборочно3 |
|
5 |
Сварные соединения продольных ребер (продольного набора) в остальных местах, не указанных в п. 4 |
Стыковое |
100 |
1 снимок на каждые 10 стыков (в основном монтажные стыки) |
Выборочно3 |
|
6 |
Сварные соединения поперечных ребер (поперечного набора) |
Стыковое |
100 |
1 снимок на каждые 10 стыков |
Выборочно3 |
|
7 |
Сварные соединения на ахтерштевне |
Стыковое |
100 |
50 % сварных соединений обшивки корпуса в районе дейдвудной трубы |
|
|
8 |
Сварные соединения палубного стрингера с ширстреком5 (в районе пересечения со стыковыми швами) |
Угловое или тавровое с полным профилем |
100 |
4 участка контроля по длине одного листа6 |
Выборочно3 |
|
1 При наличии сомнений в результатах визуального контроля по согласованию с экспертом может быть выполнен капиллярный или магнитопорошковый контроль. 2 Следует подвергать контролю все сварные соединения (также и не указанные в таблице). 3 Количество снимков должно составлять 20 % от количества снимков, указанных для района 0,5L в средней части судна. 4 При наличии ледовых усилений контролю подлежат, главным образом, стыки ледового пояса. 5 Рекомендуется ультразвуковой контроль. Следует подвергать контролю пересечения пазов со стыками. |
|||||
Таблица 8.2.1-2
|
Длина судна L, м |
≥ 80 |
50 ≤ L < 80 |
25 ≤ L < 50 |
< 25 |
|
Коэффициент Т |
1,0 |
0,5 |
0,15 |
не нормируется |
Таблица 8.2.2
|
Вид сварного соединения |
Объем контроля сварного соединения в процентах от общей длины сварного шва |
||
|
визуального1 |
радиографического или ультразвукового |
||
|
I |
Продольное |
100 |
100 |
|
II |
25 |
||
|
III |
По согласованию с Речным Регистром |
||
|
I |
Кольцевое |
50 |
|
|
II |
25 |
||
|
III |
По согласованию с Речным Регистром |
||
|
1 При наличии сомнений в результатах визуального контроля по согласованию с экспертом может быть выполнен капиллярный или магнитопорошковый контроль. |
|||
Таблица 8.2.3
|
Внешний диаметр трубы, мм |
Объем контроля сварного соединения в процентах от количества стыков |
||
|
визуального1 |
радиографического или ультразвукового |
||
|
I |
≤ 75 |
100 |
102 |
|
> 75 |
100 |
||
|
II |
≤ 100 |
Выборочно |
|
|
> 100 |
102 |
||
|
III |
Любой |
Выборочно |
|
|
1 При наличии сомнений в результатах визуального контроля по согласованию с экспертом может быть выполнен капиллярный или магнитопорошковый контроль. 2 Не менее одного сварного соединения, выполненного каждым сварщиком. |
|||
8.2.6 Организация должна определять на основании радиографического и ультразвукового контроля процент брака сварных соединений не реже чем один раз через шесть месяцев и сообщать результаты Речному Регистру.
Показатель K брака сварных соединений должен определяться по формуле, %:
K = 100l/s,
где l - общая длина участков контроля, на которых установлено неудовлетворительное качество сварных швов, м;
s - общая длина всех участков контроля, м.
Если показатель брака составит более 5 %, то за каждый процент сверх указанного Речной Регистр вправе потребовать увеличения числа участков контроля на 10 %.
Число контролируемых участков может быть уменьшено, если уровень сварочных работ будет признан экспертом удовлетворительным.
8.2.7 При переоборудовании и ремонте судов и плавсредств число контролируемых участков определяется Речным Регистром в зависимости от объема сварочных работ и ответственности конструкций с учетом требований 8.2.1 - 8.2.6.
8.3 ОЦЕНКА КАЧЕСТВА СВАРНЫХ ШВОВ
8.3.1 Оценка качества сварных соединений при радиографическом или ультразвуковом контроле может производиться по пятибалльной или трехбалльной шкале или по другим шкалам, согласованным с Речным Регистром.
Критерии оценок по пятибалльной шкале принимаются в соответствии с признанными Речным Регистром стандартами.
Критерии оценки по трехбалльной шкале устанавливаются согласно 8.3.3.
Оценка качества при применении иных методов контроля должна производиться с учетом известных допустимых размеров пороков либо на основании стандартов или иных критериев, согласованных с Речным Регистром.
8.3.2 Критерии оценки при отдельных видах контроля и допускаемые баллы указаны в табл. 8.3.2-1 и 8.3.2-2.
Таблица 8.3.2-1
|
Вид дефекта или способ его классификации |
Допускаемый размер дефекта или минимальный балл сварного соединения |
||
|
в средней части судна (район 0,5L) |
вне района 0,5L средней части судна |
||
|
Визуальный |
Внешний вид шва |
Сварной шов должен быть равномерным и переходить плавно в основной металл |
|
|
Трещины |
Не допускаются |
||
|
Подрезы1 |
0,1t, но не более 1,0 мм |
0,2t, но не более 1,5 мм |
|
|
Непровар одностороннего шва2 |
0,1t, но не более 1,5 мм |
0,2t, но не более 2,0 мм |
|
|
Дефекты поверхности |
Согласно признанным стандартам |
||
|
Радиографический |
По признанному стандарту по 5-балльной шкале |
3 |
4 |
|
По 3-балльной шкале |
II |
I3 |
|
|
По стандартным эталонным снимкам |
По согласованию с Речным Регистром при одобрении схемы контроля |
||
|
Ультразвуковой |
По признанному стандарту по 5-балльной шкале |
3 |
4 |
|
Капиллярный или магнитно-порошковый |
По признанному стандарту |
Не допускаются трещины |
|
|
1 Максимальная длина единичного подреза не должна превышать 0,5t, при этом суммарная протяженность подрезов на каждом контролируемом участке сварного шва не должна превышать 5 % его длины. 2 Максимальная длина единичного дефекта не должна превышать t, при этом суммарная протяженность непроваров на каждом контролируемом участке сварного шва не должна превышать 5 % его длины. 3 В местах с повышенным уровнем напряжений или вибрации балл может быть повышен. Примечание. t - толщина свариваемого металла, мм. |
|||
После проведения контроля должен быть составлен протокол с указанием дефектных участков, величины, вида, балла дефектов и их расположения.
8.3.3 Трехбалльная шкала оценки качества сварных соединений стальных конструкций
.1 Балл III.
В сварном шве отсутствуют внутренние дефекты или имеются:
отдельные газовые и металлические (вольфрамовые) включения, каждое размером до 0,1 толщины шва, но не более 2 мм;
отдельные шлаковые включения, каждое размером до 0,3 толщины шва, но не более 3 мм, и площадью не более 5 мм2.
Число указанных выше дефектов в среднем не должно быть более одного на 100 мм длины шва.
.2 Балл II.
В сварном шве отсутствуют трещины, свищи, непровары, несплавления. Максимально допустимые длина, ширина и суммарная длина пор, шлаковых или вольфрамовых включений, цепочек и скоплений этих дефектов и окисных включений для любых 100 мм контролируемого участка приведены в табл. 8.3.3.2.
.3 Балл I.
В сварном шве отсутствуют трещины, свищи, непровары, несплавления. Максимально допустимые длина, ширина и суммарная длина пор, шлаковых или вольфрамовых включений, цепочек и скоплений этих дефектов и окисных включений для любых 100 мм контролируемого участка приведены в табл. 8.3.3.3.
Таблица 8.3.2-2
|
Вид дефекта или способ его классификации |
Допускаемый размер дефекта или минимальный балл сварного соединения |
||||||||
|
Вид конструкции |
|||||||||
|
Котлы, теплообменные аппараты |
Трубопроводы |
Детали устройств и их механизмов |
|||||||
|
Класс конструкции |
|||||||||
|
I |
II |
III |
I |
II |
III |
||||
|
Визуальный |
Внешний вид соединения |
Сварной шов должен быть равномерным и переходить плавно в основной металл |
|||||||
|
Трещины |
Не допускаются |
||||||||
|
Подрезы1 |
Не допускаются |
0,05t, но не более 0,5 мм |
Не допускаются |
0,05t, но не более 1,0 мм |
По согласованию с Речным Регистром |
||||
|
Непровар одностороннего шва2 |
0,05t, но не более 1,0 мм |
||||||||
|
Дефекты поверхности |
Согласно признанным стандартам |
||||||||
|
Радиографический |
По признанному стандарту и 5-балльной шкале |
2 |
3 |
2 |
3 |
По согласованию с Речным |
|||
|
По 3-балльной шкале |
III |
II |
III |
II |
Регистром |
||||
|
По стандартным эталонным снимкам |
По согласованию с Речным Регистром при одобрении схемы контроля |
||||||||
|
Ультразвуковой |
По признанному стандарту и 5-балльной шкале |
2 |
3 |
2 |
3 |
По согласованию с Речным Регистром |
|||
|
Капиллярный или магнитно-порошковый |
По признанному стандарту |
Не допускаются трещины |
|||||||
|
1 Максимальная длина единичного подреза не должна превышать 0,5t, при этом суммарная протяженность подрезов на каждом контролируемом участке сварного шва не должна превышать 5 % его длины. 2 Максимальная длина единичного дефекта не должна превышать t, при этом суммарная протяженность непроваров на каждом контролируемом участке сварного шва не должна превышать 5 % его длины. Примечание: t - толщина свариваемого металла, мм. |
|||||||||
Таблица 8.3.3.2
|
Поры включения |
Скопления |
Цепочки |
Суммарная длина, мм |
||
|
ширина (диаметр), мм |
длина, мм |
длина, мм |
|||
|
До 5 |
0,6 |
2,0 |
2,5 |
4,0 |
6,0 |
|
Свыше 5 до 10 |
1,0 |
3,0 |
4,0 |
6,0 |
10,0 |
|
» 10 » 20 |
1,5 |
5,0 |
6,0 |
9,0 |
15,0 |
|
» 20 » 25 |
2,0 |
6,0 |
8,0 |
12,0 |
20,0 |
|
» 25 » 35 |
2,5 |
8,0 |
10,0 |
15,0 |
25,0 |
|
» 35 » 45 |
3,0 |
9,0 |
12,0 |
18,0 |
30,0 |
|
» 45 » 65 |
4,0 |
12,0 |
16,0 |
20,0 |
40,0 |
|
» 65 » 90 |
5,0 |
12,0 |
20,0 |
30,0 |
50,0 |
Таблица 8.3.3.3
|
Поры включения |
Скопления |
Цепочки |
Суммарная длина, мм |
||
|
ширина (диаметр), мм |
длина, мм |
длина, мм |
|||
|
До 5 |
0,8 |
2,5 |
4,0 |
6,0 |
8,0 |
|
Свыше 5 до 10 |
1,2 |
3,5 |
6,0 |
10,0 |
12,0 |
|
» 10 » 20 |
2,0 |
6,0 |
10,0 |
15,0 |
20,0 |
|
» 20 » 25 |
2,5 |
8,0 |
12,0 |
20,0 |
25,0 |
|
» 25 » 35 |
3,0 |
10,0 |
15,0 |
25,0 |
30,0 |
|
» 35 » 45 |
4,0 |
12,0 |
20,0 |
30,0 |
40,0 |
|
» 45 » 65 |
5,0 |
15,0 |
25,0 |
40,0 |
50,0 |
|
» 65 » 90 |
5,0 |
15,0 |
25,0 |
40,0 |
60,0 |
9 СВАРОЧНЫЕ МАТЕРИАЛЫ
9.1 ОБЩИЕ ПОЛОЖЕНИЯ
9.1.1 Сварка конструкций, подлежащих техническому наблюдению Речным Регистром, выполняется только сварочными материалами, допущенными им.
9.1.2 Новый сварочный материал допускается на основании результатов рассмотрения Речным Регистром технической документации, характеризующей сварочный материал и область его применения, и результатов испытаний, выполненных под техническим наблюдением Речного Регистра по согласованной с ним программе в соответствии с требованиями настоящего раздела.
Сварочные материалы, для которых в Правилах не предусмотрен подробный перечень испытаний или которые предназначены для сварки легированной стали, при допуске должны быть испытаны по программе, согласованной с Речным Регистром.
9.1.3 Если не оговорено особо, сварочные материалы подлежат ежегодным испытаниям в соответствии с 9.2.10 в присутствии эксперта Речного Регистра для подтверждения их свойств и качеств, установленных при допуске.
9.1.4 При любых изменениях свойств, химического состава допущенного сварочного материала или технологии его изготовления необходимо проведение повторных испытаний.
9.1.5 Техническая документация на предъявляемый Речному Регистру сварочный материал должна содержать как минимум следующие данные:
название организации-изготовителя сварочного материала;
наименование, марку, тип и назначение сварочного материала;
категорию сварочного материала в соответствии с Правилами;
химический состав наплавленного металла;
механические и технологические свойства наплавленного металла и сварного соединения;
технологию и режимы сварки;
краткое описание технологии изготовления сварочного материала, методов контроля качества.
9.2 СВАРОЧНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРКИ СУДОСТРОИТЕЛЬНЫХ СТАЛЕЙ
Общие положения
9.2.1 Сварочные материалы для сварки судостроительной стали нормальной прочности подразделяются на категории 1, 2, и 3, судостроительной стали повышенной прочности - на категории 1Y, 2Y, 3Y, а судостроительной стали высокой прочности - категории 3Y, 4Y, 5Y.
Категории сварочных материалов для сварки стали высокой прочности обозначаются дополнительным индексом, указывающим минимальный предел текучести материала, см. 9.5.
Сочетания сварочных материалов, допущенные для автоматической сварки, обозначаются следующими индексами:
двухпроходная сварка - Т;
многопроходная сварка - М;
двух- и многопроходная сварка - ТМ.
Сочетания материалов, допущенные для полуавтоматической сварки, обозначаются индексом S.
9.2.2 Механические свойства и работа удара KV наплавленного металла должны удовлетворять табл. 9.2.2-1, сварного соединения - табл. 9.2.2-2 для соответствующей категории сварочного материала.
9.2.3 Выбор сварочных материалов для судостроительных сталей осуществляется согласно табл. 7.2.4.
9.2.4 В зависимости от содержания диффузионного водорода в наплавленном металле, определяемого в соответствии с 9.2.11, сварочным материалам могут быть присвоены Речным Регистром индексы «Н», «НН» или «ННН» в соответствии с таблицей 9.2.4. Метод определения содержания водорода должен быть указан в протоколе испытания при допуске. Содержание диффузионного водорода приводится расчетом к стандартным условиям по температуре и давлению.
Таблица 9.2.4
|
Содержание водорода в наплавленном металле (не более, см3/100 г наплавленного металла) при определении методом |
||
|
вакуумным |
глицериновым |
|
|
Н |
15 |
10 |
|
НН |
8 |
5 |
|
ННН |
5 |
не применяется |
9.2.5 Сварочные материалы любой категории, предназначенные для сварки стали нормальной прочности, содержащей 0,22 % и более углерода, или подобной стали с другими сталями, а также для сварки стали повышенной прочности, должны быть такими, чтобы после сварки при температуре до -25 °С холодные трещины в металле шва и в сварном соединении отсутствовали, а содержание серы и фосфора в наплавленном металле составляло не более 0,03 % каждого элемента.
Таблица 9.2.2-1
|
Назначение сварочного материала |
Свойства наплавленного металла при растяжении |
Работа удара KV при испытании наплавленного металла на ударный изгиб |
|||||||
|
Электроды и сочетания для полуавтоматической сварки |
Сочетания для автоматической сварки |
||||||||
|
Временное сопротивление Rm, МПа |
Верхний предел текучести ReH, МПа |
Относительное удлинение A5, % |
Относительное сужение Z, % |
Температура испытания, °С |
Минимальное среднее значение для трех образцов, Дж |
Температура испытания, °С |
Минимальное среднее значение для трех образцов, Дж |
||
|
не менее |
|||||||||
|
1 |
Для стали нормальной прочности |
400 - 560 |
305 |
22 |
45 |
+20 |
47 |
+20 |
34 |
|
2 |
400 - 560 |
305 |
22 |
45 |
0 |
47 |
0 |
34 |
|
|
3 |
400 - 560 |
305 |
22 |
45 |
-20 |
47 |
-20 |
34 |
|
|
1Y |
Для стали повышенной прочности |
490 - 660 |
375 |
22 |
45 |
не нормируется |
+20 |
34 |
|
|
2Y |
490 - 660 |
375 |
22 |
45 |
0 |
47 |
0 |
34 |
|
|
3Y |
490 - 660 |
375 |
22 |
45 |
-20 |
47 |
-20 |
34 |
|
Таблица 9.2.2-2
|
Назначение сварочного материала |
Свойства сварного соединения (поперечный образец) |
Работа удара KV при испытании сварного соединения на ударный изгиб |
|||||
|
Электроды и сочетания для полуавтоматической сварки |
Сочетания для автоматической сварки |
||||||
|
Временное сопротивление Rm, МПа |
Угол изгиба до появления первой трещины, град |
Температура испытания, °С |
Минимальное среднее значение для трех образцов, Дж |
Температура испытания, °С |
Минимальное среднее значение для трех образцов, Дж |
||
|
не менее |
|||||||
|
1 |
Для стали нормальной прочности |
400 |
120 |
+20 |
47 |
+20 |
34 |
|
2 |
400 |
120 |
0 |
47* |
0 |
34 |
|
|
3 |
400 |
120 |
-20 |
47* |
-20 |
34 |
|
|
1Y |
Для стали повышенной прочности |
490 |
120 |
не нормируется |
+20 |
34 |
|
|
2Y |
490 |
120 |
0 |
47* |
0 |
34 |
|
|
3Y |
490 |
120 |
-20 |
47* |
-20 |
34 |
|
|
* Для проб, сваренных в вертикальном положении, - не менее 34 Дж. |
|||||||
9.2.6 Сварочные материалы, предназначенные для сварки корпусов судов смешанного плавания, должны обеспечивать равные или весьма близкие скорости коррозии в морской воде сварного соединения (металла шва и зоны термического влияния) и основного металла.
9.2.7 По просьбе изготовителя сварочные материалы могут быть переведены в более высокую категорию, если при ежегодных испытаниях будет доказано, что они удовлетворяют требованиям этой категории.
Общие требования при испытаниях
9.2.9 При допуске сварочного материала и признании Речным Регистром организации-изготовителя в общем случае должны быть определены:
механические свойства наплавленного металла;
механические свойства металла шва и сварного стыкового соединения;
стойкость металла шва и сварного соединения против образования горячих трещин при сварке тавровой пробы.
Когда это требуется, или по желанию изготовителя при допуске сварочных материалов определяют:
содержание диффузионного водорода в наплавленном металле (см. 9.2.4 и 9.2.11);
стойкость металла шва и сварного соединения против образования холодных трещин при сварке (см. 9.2.5 и 9.2.12);
стойкость сварного соединения против коррозии в морской воде (см. 9.2.6 и 9.2.13).
Объем испытаний для конкретных сварочных материалов устанавливается в соответствии с 9.2.14 - 9.2.33 программой испытаний, согласованной с Речным Регистром.
9.2.10 При ежегодных испытаниях сварочных материалов согласно 9.1.3 должны быть выполнены для соответствующих сварочных материалов указанные в 9.2.9 испытания, за исключением испытания для определения стойкости металла шва и сварного соединения против образования холодных трещин и коррозии в морской воде. По согласованию с Речным Регистром объем испытаний может быть уменьшен.
9.2.11 Определение содержания водорода, когда это требуется, должно производиться вакуумным методом одним из двух способов:
по методике, приведенной в приложении 9;
по методике с использованием ртутно-вакуумной аппаратуры.
По согласованию с Речным Регистром допускается производить определение водорода глицериновым способом.
9.2.12 Стойкость металла шва и сварного соединения против образования холодных трещин определяют по методике, приведенной в приложении 7.
Допускается по согласованию с Речным Регистром проводить испытания по иным методикам, при этом сварку следует выполнять в условиях, аналогичных условиям сварки при постройке судов.
9.2.13 Стойкость сварного соединения против коррозии в морской воде определяют по методике, приведенной в приложении 6. По согласованию с Речным Регистром допускается проводить испытания по иным методикам.
Изготовление проб, образцов и оценка результатов
Изготовление проб
9.2.14 Пробы для определения свойств наплавленного металла для всех сварочных материалов могут быть изготовлены из судостроительной стали любой категории.
Пробы стыковых и тавровых соединений должны изготавливаться из стали той категории, для которой предназначен сварочный материал. Если сварочный материал предназначен для сварки стали различных категорий, пробы стыковых соединений должны быть изготовлены из стали самой высокой категории.
Сварка проб должна выполняться при нормальной температуре, причем последующие слои наплавляются после остывания предыдущих по крайней мере до 250 °С, но не менее 100 °С; сваренные пробы не должны подвергаться термической обработке.
Пробы стыковых соединений до разрезки на образцы должны подвергаться радиографическому контролю, результаты которого должны подтверждать отсутствие недопустимых дефектов.
Сварка проб должна выполняться в присутствии эксперта Речного Регистра или уполномоченного Речным Регистром лица.
9.2.15 Если сварочные материалы должны быть допущены для сварки на постоянном и переменном токе, то пробы следует сваривать на переменном токе. Речной Регистр может потребовать сварку пробы и на постоянном токе.
Изготовление образцов
9.2.16 Из проб сварного соединения вырезают образцы для испытаний наплавленного металла, металла шва сварного соединения на растяжение, на изгиб и на ударный изгиб. Размеры образцов принимаются согласно требованиям разд. 2.
Размеры образца из сварного соединения для испытания на растяжение указаны на рис. 9.2.16.
Форма и размеры цилиндрического образца для испытания на растяжение должны соответствовать стандартам.
Перед испытанием образцы на растяжение рекомендуется выдерживать при температуре не выше 250 °С в течение 16 ч для удаления водорода.
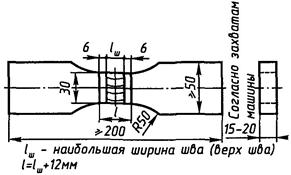
Рис. 9.2.16
9.2.17 Образцы для испытания на ударный изгиб должны быть вырезаны из пробы сварного соединения, в соответствии с рис. 9.2.17-1 и 9.2.17-2.

Рис. 9.2.17-1
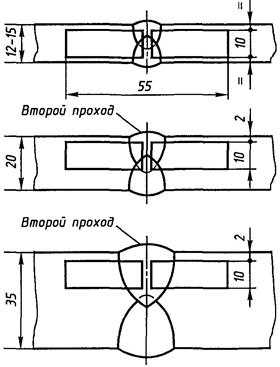
Рис. 9.2.17-2
9.2.18 Усиление шва на образцах, вырезанных из сварного стыкового соединения для испытания на растяжение и изгиб, должно быть удалено с обеих сторон заподлицо с основным металлом. Кромки образца для испытания на изгиб допускается округлять радиусом не более 2 мм.
Оценка результатов испытаний
9.2.19 Испытание на изгиб считается удовлетворительным, если после изгиба на оправке диаметром, равным трем толщинам образца, на растягиваемой стороне образца не образовались трещины. Образовавшиеся на поверхности трещины длиной менее 3 мм не учитываются.
9.2.20 Если результаты испытаний образцов на растяжение и изгиб не соответствуют требованиям, необходимо провести повторное испытание на удвоенном количестве образцов.
9.2.21 Испытания на ударный изгиб проводятся на трех образцах, температура которых должна контролироваться с точностью 2 °С. Среднее значение полученной работы удара должно соответствовать требованиям табл. 9.2.2-1 и 9.2.2-2. Полученная при испытании работа удара для одного образца может быть меньше требуемого среднего значения, но должна составлять не менее 70 % от него.
9.2.22 Если результаты испытаний образцов на ударный изгиб не соответствуют требованиям табл. 9.2.2-1 и 9.2.2-2, могут быть проведены дополнительные испытания комплекта из трех образцов. Дополнительные испытания допускаются, если полученная при испытании работа удара для не более, чем двух образцов ниже требуемого среднего значения и для не более, чем одного из них составляет ниже 70 % от этого значения.
9.2.23 Испытания сварочных материалов на стойкость против образования горячих трещин должны проводиться в соответствии с 9.2.28. Результаты испытаний признаются удовлетворительными, если в сварных швах тавровой пробы отсутствуют поверхностные и внутренние трещины, а также значительная пористость.
9.2.24 Оценка результатов испытаний на стойкость против образования холодных трещин производится в соответствии с методикой, изложенной в приложении 7.
9.2.25 На основании результатов испытаний для определения стойкости сварного соединения против коррозии в морской воде должны быть определены средние скорости коррозии металла шва и зоны термического влияния, средние скорости коррозии основного металла в зоне сварного соединения и на некотором расстоянии от сварного шва. При этом соотношение скоростей коррозии элементов сварного соединения должно находиться в пределах 0,9 - 1,1.
Испытание электродов для ручной дуговой сварки
Испытания наплавленного металла
9.2.26 Для испытания наплавленного металла в нижнем положении должны быть сварены две пробы, при этом одна из них сваривается электродами диаметром 4 мм, а другая - электродами наибольшего производимого диаметра. Если электроды изготавливаются только одного диаметра, достаточно одной пробы.
Проба наплавленного металла должна соответствовать рис. 9.2.26.
Металл шва должен наплавляться несколькими слоями, причем каждый последующий слой следует направлять противоположно предыдущему. Толщина каждого слоя должна быть не менее 2 мм и не более 4 мм.
Результаты испытаний образцов, вырезанных из пробы согласно рис. 9.2.26, должны соответствовать требованиям табл. 9.2.2-1.
Испытание сварного стыкового соединения
9.2.27 Для определения свойств сварного стыкового соединения в каждом положении сварки (нижнем, вертикальном снизу вверх, вертикальном сверху вниз, потолочном, горизонтальном на вертикальной плоскости), для которого предназначены электроды, должно быть сварено по одной пробе. По согласованию с Речным Регистром электроды, предназначенные для сварки в нижнем и вертикальном снизу вверх положениях, могут применяться для сварки в горизонтальном положении на вертикальной плоскости.
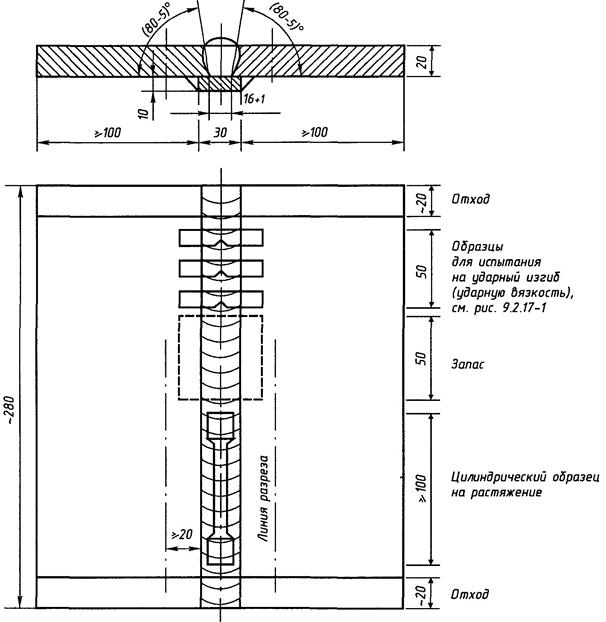
Рис. 9.2.26
Если электроды предназначены только для сварки в нижнем положении, должны быть сварены две пробы в этом положении. Пробы сварного стыкового соединения для испытания электродов должны соответствовать рис. 9.2.27.
Из проб, сваренных в потолочном положении, изготовление образцов для испытания на ударный изгиб не требуется.
Сварку проб выполняют с учетом следующего.
Нижнее положение. Первый проход следует выполнять электродом диаметром 4 мм, остальные проходы, за исключением двух последних слоев, - электродом диаметром 5 мм или более.
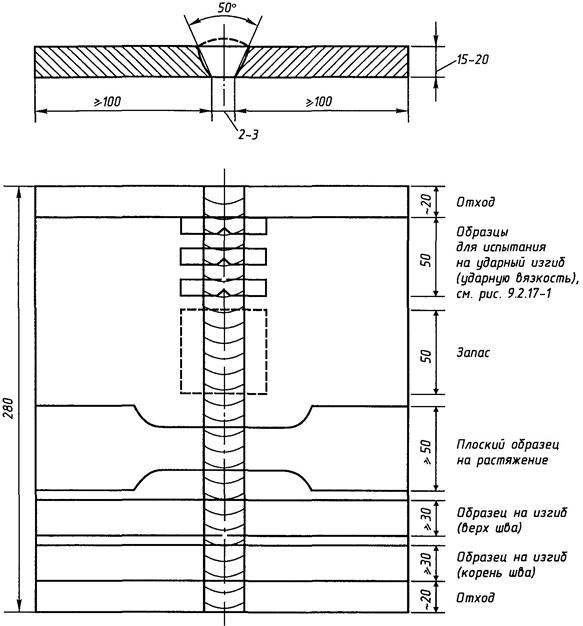
Рис. 9.2.27
Проходы двух последних слоев следует выполнять электродами наибольшего производимого диаметра.
В случае, когда требуется вторая проба в нижнем положении, первый проход необходимо выполнять электродом диаметром 4 мм, следующий проход - электродом диаметром 5 или б мм, остальные проходы - электродом наибольшего производимого диаметра.
Горизонтальное положение. Первый проход необходимо выполнять электродом диаметром 4 или 5 мм, последующие проходы - электродом диаметром 5 мм.
Вертикальное положение снизу вверх и потолочное. Первый проход необходимо выполнять электродом диаметром 3,25 мм, остальные проходы - электродом диаметром 4 или 5 мм, если электроды таких диаметров рекомендуются для сварки в этих положениях.
Вертикальное положение сверху вниз. Диаметр электрода и порядок сварки пробы принимаются по рекомендации изготовителя.
Подварочный шов выполняется электродом диаметром 4 мм после вырубки корня шва до чистого металла в том же положении сварки, в каком выполнялся основной шов.
Результаты испытаний образцов, вырезанных из пробы согласно рис. 9.2.27, должны соответствовать требованиям табл. 9.2.2-2.
Испытание стойкости металла шва и сварного соединения против образования горячих трещин
9.2.28 Для определения стойкости против образования горячих трещин должны быть сварены три тавровых пробы, как показано на рис. 9.2.28. По возможности пробы свариваются электродами разных диаметров.
Нижняя кромка вертикальной пластины должна быть ровной и пригнана плотно к поверхности нижней пластины. Неровности должны быть устранены до сварки.
Прихватки выполняются на торцах пластин. Нижней пластине должна быть придана дополнительная жесткость посредством приварки трех поперечных ребер, предотвращающих ее искривление.
Сварка должна производиться в положении «в лодочку». Угловые швы должны быть однопроходными и выполнены на максимальном токе, который рекомендуется изготовителем для данного типа и диаметра электродов.
Второй шов должен выполняться немедленно после окончания первого шва и заканчиваться на том конце пробы, где начат первый шов. Оба шва должны выполняться с постоянной скоростью без колебательных движений.
Длина электрода, необходимая для сварки шва длиной 120 мм, приведена в табл. 9.2.28.
Таблица 9.2.28
|
Расходуемая длина электрода, мм |
||
|
Первый валик |
Второй валик |
|
|
4 |
200 |
150 |
|
5 |
150 |
100 |
|
6 |
100 |
75 |
После сварки шлак удаляют со швов, полностью остывшие швы подвергают осмотру или неразрушающему контролю для обнаружения трещин.
Первый валик затем срезается на станке или срубается зубилом, а второй валик ломается таким образом, чтобы корень шва растягивался.
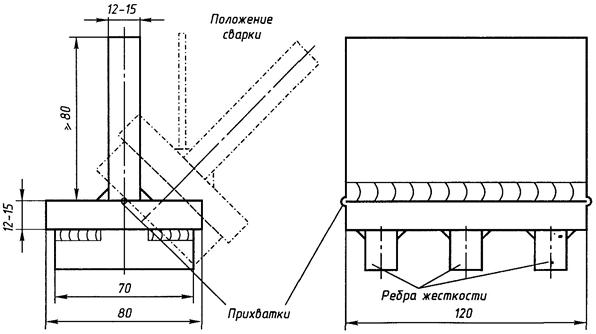
Рис. 9,2.28
Испытание электродов, предназначенных только для сварки угловых швов
9.2.29 Электроды, предназначенные только для сварки угловых швов, включая электроды для сварки наклонным и лежащим электродом, подвергают следующим испытаниям:
определению свойств наплавленного металла согласно 9.2.26;
испытанию таврового соединения;
определению содержания водорода согласно 9.2.11.
Сварка таврового соединения должна производиться в соответствии с рис. 9.2.29. Тавровые пробы должны быть сварены в каждом положении, для которого предназначены электроды (нижнем, вертикальном снизу вверх, вертикальном сверху вниз, потолочном). Пробы должны свариваться с использованием электродов того диаметра, который рекомендован изготовителем для данного положения сварки. Длина пробы должна быть, по крайней мере, такой, чтобы можно было выполнить шов, получаемый при расплавлении одного электрода полностью. Первый шов на пробе должен быть сварен электродом наибольшего производимого диаметра, второй - электродом минимального диаметра. Из трех участков шириной около 25 мм должны быть изготовлены три макрошлифа. На макрошлифах должна быть измерена твердость металла шва, зоны термического влияния и основного металла, как показано на рис. 9.2.29.
Среднее значение твердости металла шва и зоны термического влияния при сварке судостроительной стали нормальной и повышенной прочности не должно превышать 350 HV (твердость, определяемая с помощью алмазной пирамиды, при нагрузке 100 Н).
Испытание на излом после удаления строжкой или зубилом одного из швов производится так, чтобы корень оставшегося шва растягивался. На поверхности изломов должны отсутствовать трещины и значительная пористость.
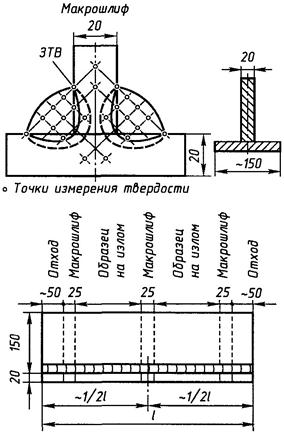
Рис. 9.2.29
Испытание сочетаний проволока - флюс
Общие указания
9.2.30 Настоящие требования распространяются на сочетания проволока - флюс, предназначенные для автоматической многопроходной и двухпроходной сварки. Если сочетание предназначено для обоих методов, то испытания необходимо проводить для каждого из них.
Сочетания для многопроходной сварки
Испытание наплавленного металла
9.2.31 Проба должна быть сварена в нижнем положении согласно рис. 9.2.31. Направление сварки каждого последующего слоя на пробе должно быть противоположным предыдущему. Толщина слоя каждого прохода должна быть не менее диаметра проволоки, и вместе с тем не менее 4 мм.
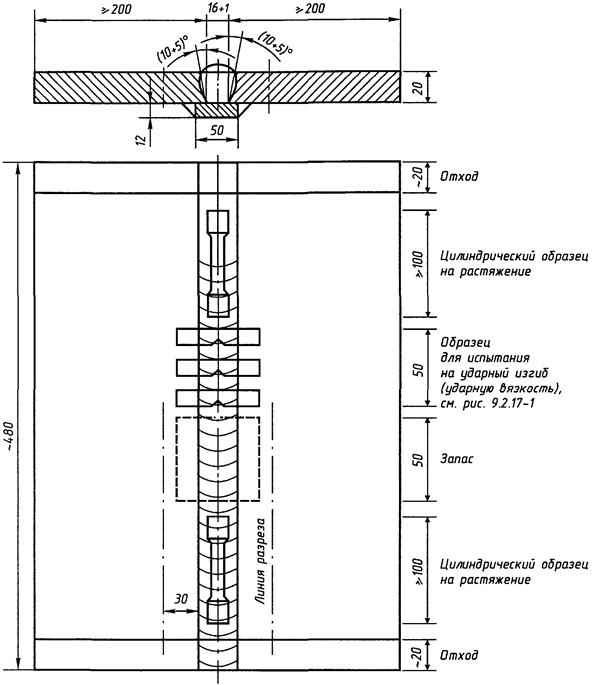
Рис. 9.2.31
Результаты испытаний образцов, вырезанных из пробы согласно рис. 9.2.31, должны удовлетворять требованиям табл. 9.2.2-1.
Испытание сварного стыкового соединения
9.2.32 Проба должна быть сварена в нижнем положении согласно рис. 9.2.32. Толщина слоя каждого прохода должна быть не менее диаметра проволоки, и вместе с тем не менее 4 мм. Результаты испытаний образцов, вырезанных из пробы согласно рис. 9.2.32, должны удовлетворять требованиям табл. 9.2.2-2.
Сочетания для двухпроходной сварки
9.2.33 Должны быть сварены две пробы согласно рис. 9.2.33:
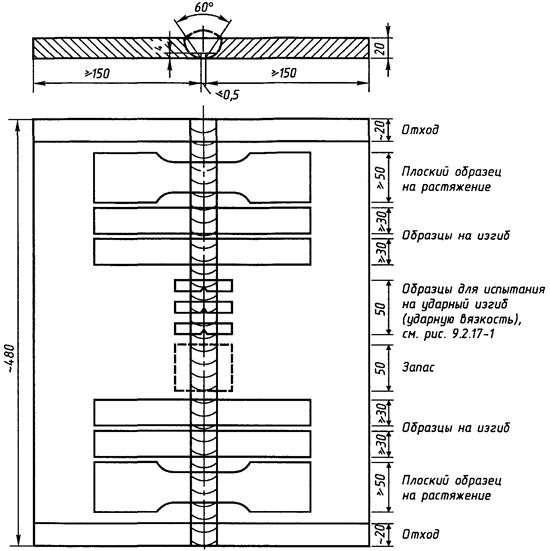
Рис. 9.2.32
для категорий 1 и 1Y одна проба толщиной 12 - 15 мм и другая толщиной 20 - 25 мм;
для категорий 2, 2Y, 3, 3Y одна проба толщиной 20 - 25 мм и другая толщиной 30 - 35 мм.
Если сварочные материалы предназначены для сварки стали и нормальной, и повышенной прочности, необходимо изготовить две пробы из стали повышенной прочности. Речной Регистр может потребовать также изготовления двух проб из стали нормальной прочности.
Выбор категории стали, диаметр проволоки, подготовка кромок под сварку при сварке пробы должны соответствовать требованиям табл. 9.2.33.
Расстояние между кромками листов не должно превышать 1 мм. Проба должна выполняться за два прохода. После выполнения первого прохода и перед выполнением следующего проба должна остыть на открытом воздухе до температуры 100 °С.
Результаты испытаний образцов, вырезанных из пробы согласно рис. 9.2.33, должны удовлетворять требованиям табл. 9.2.2-1 и 9.2.2-2.
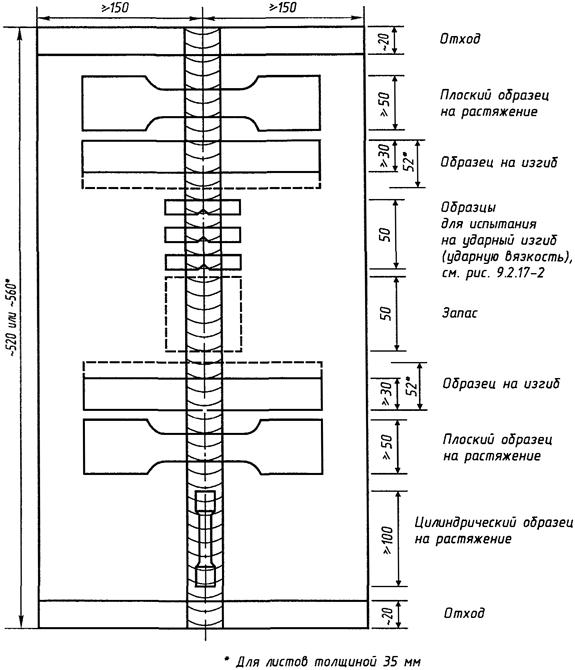
Рис. 9.2.33
Испытание сочетаний проволока - защитный газ
Общие указания
9.2.34 Настоящие требования распространяются на комбинации сварочных материалов «проволока - защитный газ», а также на флюсосодержащую и покрытую флюсом проволоки (для сварки с защитным газом и без него).
Состав защитного газа должен быть указан в Свидетельстве о типовом одобрении материала на сочетание. Применение защитного газа иного состава для той же проволоки возможно после проведения дополнительных испытаний.
При допуске сочетаний, предназначенных для сварки угловых швов; должны быть выполнены требования 9.2.29.
При допуске сочетаний для автоматической многопроходной сварки должны быть выполнены требования 9.2.31, при сварке пробы наплавленного металла толщина слоя должна быть не менее 3 мм.
Таблица 9.2.33
|
Подготовка кромок |
Максимальный диаметр проволоки, мм |
Категория |
Категория стали на пробах |
||
|
сварочного материала |
нормальной прочности |
повышенной прочности |
|||
|
12 - 15 |
|
5 |
1 |
А |
- |
|
1Y |
- |
А32, А36, А40 |
|||
|
20 - 25 |
|
6 |
1 |
А |
- |
|
1Y |
- |
А32, А36, А40 |
|||
|
2 |
А, В или D |
- |
|||
|
2Y |
- |
А32, А36, D32, D36, D40 |
|||
|
3 |
Любая |
- |
|||
|
3Y |
- |
Любая |
|||
|
30 - 35 |
|
7 |
2 |
А, В или D |
- |
|
2Y |
- |
А32, А36, D32, D36, D40 |
|||
|
3 |
Любая |
- |
|||
|
3Y |
- |
Любая |
|||
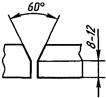
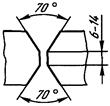
Сочетание, допущенное для полуавтоматической многопроходной сварки, разрешается для автоматической сварки без проведения дополнительных испытаний.
Сочетания для многопроходной сварки
Испытания наплавленного металла
9.2.35 Для испытания наплавленного металла в нижнем положении должны быть сварены две пробы согласно рис. 9.2.26: одна - проволокой наименьшего производимого диаметра, а другая - проволокой наибольшего диаметра. Если проволока производится только одного диаметра, следует сваривать только одну пробу.
Толщина каждого слоя наплавленного металла при сварке проб должна составлять 2 - 6 мм.
Результаты испытаний образцов, вырезанных из проб согласно рис. 9.2.26, должны удовлетворять требованиям табл. 9.2.2-1.
Испытания сварного стыкового соединения
9.2.36 Для каждого положения сварки, для которого предназначается сочетание, должно быть сварено по одной пробе согласно рис. 9.2.27. При сварке проб первый проход выполняется проволокой наименьшего производимого диаметра. Последующие проходы выполняются: для нижнего положения - проволокой наибольшего производимого диаметра, для других - проволокой наибольшего диаметра, рекомендуемого изготовителем для данного положения сварки.
Если сочетание предназначается только для сварки в нижнем положении, необходимо изготовить дополнительную пробу с использованием проволоки иных диаметров, чем примененные для сварки первой пробы. Если проволока производится только одного диаметра, следует изготавливать одну пробу.
Результаты испытаний образцов, вырезанных из пробы согласно рис. 9.2.27, должны удовлетворять требованиям табл. 9.2.2-1 и 9.2.2-2
Сочетания для автоматической двухпроходной сварки
9.2.37 Испытания проводятся в соответствии с требованиями 9.2.33 с учетом нижеследующего.
Для испытания должны быть изготовлены две пробы согласно рис. 9.2.33: одна толщиной 12 - 15 мм и другая - толщиной 20 - 25 мм.
Если сочетание предназначается для сварки стали толщиной более 25 мм, следует изготовить две пробы: одну - толщиной около 20 мм и другую - максимальной толщиной, предусмотренной для сварки данным сочетанием.
Подготовку кромок под сварку в зависимости от толщины свариваемой пробы следует выполнять согласно рис. 9.2.37.
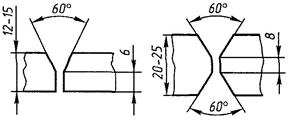
Рис. 9.2.37
Испытания сварочных материалов для дуговой сварки в защитном газе
9.2.38 На вышеуказанные сварочные материалы распространяются требования 9.2.33 с учетом требований 9.2.39.
При этом сварку можно выполнять за один проход, а разделку кромок не производить.
9.2.39 Для испытания должны быть сварены две пробы согласно рис. 9.2.39-1, 9.2.39-2 толщиной 25 мм и 35 - 40 мм. Категории стали для проб должны соответствовать табл. 9.2.33 для проб толщиной 25 - 35 мм.
Результаты испытаний образцов, вырезанных из проб согласно рис. 9.2.39-1, 9.2.39-2-2, должны удовлетворять требованиям табл. 9.2.2-1 и 9.2.2-2 для автоматической сварки.
Испытание сварочных материалов, предназначенных для односторонней сварки на подкладках
9.2.40 Объем испытаний и условия их проведения устанавливаются согласно требованиям 9.2.26 - 9.2.33 для соответствующих методов сварки с учетом следующих указаний.
Пробу для испытания наплавленного металла следует изготавливать согласно рис. 9.2.26 и 9.2.31 в зависимости от метода сварки. Должны быть изготовлены две пробы сварного стыкового соединения минимальной и максимальной толщины согласно рис. 9.2.40.
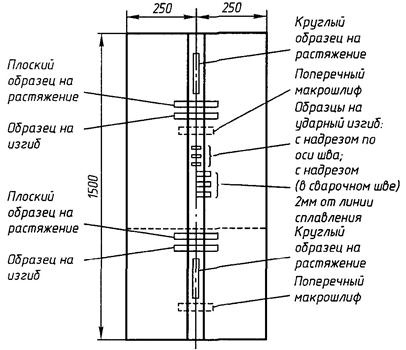
Рис. 9.2.39-1
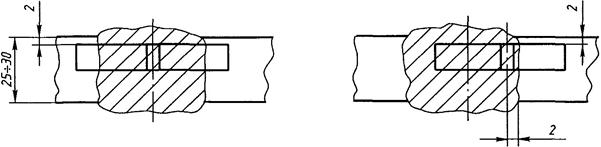
Рис. 9.2.39-2
Подготовка кромок, размеры зазора, режимы сварки должны соответствовать рекомендациям изготовителя сварочных материалов.
Механические свойства наплавленного металла должны соответствовать табл. 9.2.2-1, а сварного соединения - табл. 9.2.2-2 для соответствующих категорий сварочных материалов. Если сварочные материалы ранее допущены Речным Регистром для сварки по обычной технологии (без подкладок), должна быть изготовлена только проба для испытания сварного соединения согласно рис. 9.2.40.
9.3 СВАРОЧНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРКИ КОТЕЛЬНОЙ СТАЛИ
9.3.1 На сварочные материалы для сварки котельной стали полностью распространяются требования, предусмотренные в 9.2 для сварки судостроительной стали, за исключением испытания стойкости против образования холодных трещин и коррозии в морской воде, с учетом указаний настоящей главы.
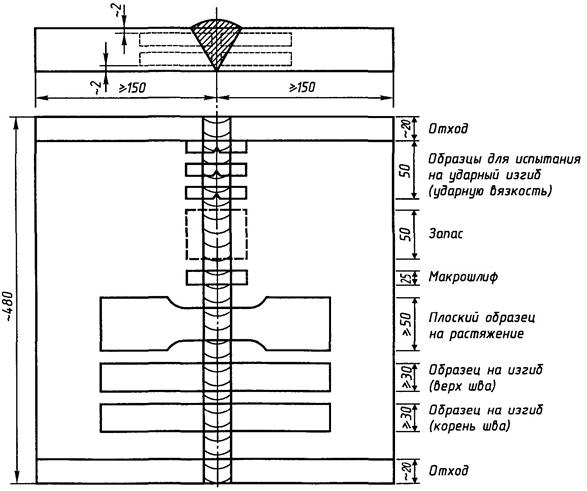
Рис. 9.2.40
9.3.2 При испытании сварочных материалов для котельной стали из проб наплавленного металла и стыковых соединений дополнительно изготавливают комплект образцов для испытания на ударный изгиб после старения в соответствии с 2.2.
9.3.3 При проведении испытаний сварочных материалов, предназначенных для сварки стали, используемой при 350 °С и выше, Речной Регистр может потребовать испытания на растяжение при максимальной рабочей температуре с определением условного предела текучести Rр0,2t.
Испытания проводят и результаты их оценивают по стандартам, согласованным с Речным Регистром.
9.4 СВАРОЧНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРКИ СТАЛИ, ПРЕДНАЗНАЧЕННОЙ ДЛЯ ИЗГОТОВЛЕНИЯ МЕХАНИЗМОВ, УСТРОЙСТВ, ОБОРУДОВАНИЯ, ТРУБОПРОВОДОВ
9.4.1 Сварочные материалы, допущенные для сварки судостроительной или котельной стали, могут быть допущены без дополнительных испытаний для сварки стали, предназначенной для изготовления объектов судовой техники, устройств и их механизмов, трубопроводов, если их выполняют из стали, аналогичной судостроительной или близкой к ней по свойствам. Во всех прочих случаях сварочные материалы для этих конструкций должны быть испытаны на той стали, для сварки которой они предназначаются. Испытания должны быть проведены по программе, согласованной с Речным Регистром.
9.5 СВАРОЧНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРКИ СТАЛИ ВЫСОКОЙ ПРОЧНОСТИ
Испытания наплавленного металла
9.5.1 Изготовление проб, их размеры и количество, а также испытания наплавленного металла должны отвечать требованиям 9.2.14, 9.2.26, 9.2.31, 9.2.35 и 9.2.36 в зависимости от применяемых сварочных материалов.
Результаты испытаний образцов должны отвечать требованиям табл. 9.5.1.
Таблица 9.5.1
Требования к механическим свойствам наплавленного металла
|
Свойства наплавленного металла при растяжении |
Испытания на ударный изгиб |
|||||
|
Категория |
Индекс |
Предел текучести Rc, МПа, не менее |
Временное сопротивление Rm, МПа, не менее |
Относительное удлинение As, %, не менее |
Температура испытания, °С |
Работа удара KV, Дж, не менее |
|
3Y |
42 |
420 |
530 - 680 |
20 |
-20 |
41 |
|
4Y |
42 |
-40 |
||||
|
5Y |
42 |
-60 |
||||
|
3Y |
46 |
460 |
570 - 720 |
19 |
-20 |
41 |
|
4Y |
46 |
-40 |
||||
|
5Y |
46 |
-60 |
||||
|
3Y |
50 |
500 |
610 - 770 |
19 |
-20 |
41 |
|
4Y |
50 |
-40 |
||||
|
5Y |
50 |
-60 |
||||
|
3Y |
55 |
550 |
670 - 830 |
17 |
-20 |
41 |
|
4Y |
55 |
-40 |
||||
|
5Y |
55 |
-60 |
||||
|
3Y |
62 |
620 |
720 - 890 |
17 |
-20 |
41 |
|
4Y |
62 |
-40 |
||||
|
5Y |
62 |
-60 |
||||
|
3Y |
69 |
690 |
760 - 960 |
17 |
-20 |
41 |
|
4Y |
69 |
-40 |
||||
|
5Y |
69 |
-60 |
||||
Испытание сварного соединения
9.5.2 Изготовление проб, их размеры и количество, а также испытания сварного соединения должны отвечать требованиям 9.2.27, 9.2.32, 9.2.35 и 9.2.36 в зависимости от применяемых сварочных материалов.
Пробы должны изготавливаться из стали высокой прочности с минимальным временным сопротивлением, соответствующим заявленной категории.
Результаты испытаний образцов должны отвечать требованиям табл. 9.5.2.
Определение содержания водорода
9.5.3 Сварочные материалы подвергаются испытанию для определения содержания водорода в соответствии с 9.2.11 и должны удовлетворять требованиям, предъявляемым к металлу с индексом содержания водорода НН.
9.6 СВАРОЧНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ
9.6.1 Сварочный материал, предназначенный для сварки конкретного сплава, должен испытываться на этом сплаве. Для испытания должны быть сварены три стыковые и три тавровые пробы.
9.6.2 Для проведения испытания изготавливают три стыковые пробы из листового материала толщиной:
5 мм или менее;
около 10 мм;
более 10 мм.
Пробы сваривают в нижнем положении. Разделка кромок под сварку выполняется согласно обычной технологии для применяемого способа сварки.
Размеры проб должны быть достаточными для изготовления всех требуемых образцов с учетом возможных повторных испытаний. Из каждой сваренной стыковой пробы должны быть вырезаны и испытаны:
три плоских образца поперек шва для испытания на растяжение сварного соединения. Усиление шва перед испытанием не снимается;
три образца с поперечным швом для испытания на изгиб. Усиление шва перед испытанием должно быть снято. Образец должен изгибаться так, чтобы в зоне растяжения был проход, который сваривался последним;
Таблица 9.6.2
Требования к механическим свойствам сварного соединения
|
Сварочные материалы |
Временное сопротивление Rm, МПа |
Угол изгиба до первой трещины, град |
Испытания на ударный изгиб |
|
||
|
Температура испытания, °С |
Работа удара KV, Дж, не менее |
|||||
|
Категория |
Индекс |
не менее |
|
|||
|
3Y |
42 |
530 - 680 |
120 |
-20 |
41 |
|
|
4Y |
42 |
-40 |
|
|||
|
5Y |
42 |
-60 |
|
|||
|
3Y |
46 |
570 - 720 |
120 |
-20 |
41 |
|
|
4Y |
46 |
-40 |
|
|||
|
5Y |
46 |
-60 |
|
|||
|
3Y |
50 |
610 - 770 |
120 |
-20 |
41 |
|
|
4Y |
50 |
-40 |
|
|||
|
5Y |
50 |
-60 |
|
|||
|
3Y |
55 |
670 - 830 |
120 |
-20 |
41 |
|
|
4Y |
55 |
-40 |
|
|||
|
5Y |
55 |
-60 |
|
|||
|
3Y |
62 |
720 - 890 |
120 |
-20 |
41 |
|
|
4Y |
62 |
-40 |
|
|||
|
5Y |
62 |
-60 |
|
|||
|
3Y |
69 |
770 - 940 |
120 |
-20 |
41 |
|
|
4Y |
69 |
-40 |
|
|||
|
5Y |
69 |
-60 |
|
|||
три цилиндрических образца, вырезанных вдоль шва, для испытания на растяжение металла сварного шва. Образцы изготавливаются только из проб толщиной 10 мм и более.
9.6.3 Результаты испытаний указанных в 9.6.2 образцов должны соответствовать требованиям табл. 9.6.3.
9.6.4 Тавровые пробы изготавливают согласно 9.2.28 и испытывают на излом с целью проверки вида излома, пористости, трещин и других дефектов.
Одна из трех тавровых проб сваривается проволокой минимального диаметра, другая - проволокой наибольшего диаметра, третья - проволокой среднего диаметра.
В изломе швов не должно быть дефектов, которые не допускаются в соответствии с требованиями табл. 8.3.2-1 и 8.3.2-2.
Таблица 9.6.3
|
Образцы из металла шва |
|||||
|
Временное сопротивление Rm, МПа |
Угол изгиба |
Временное сопротивление Rm, МПа |
Предел текучести Rp0,2, МПа |
Относительное удлинение А5, % |
Относительное сужение Z, % |
|
Не менее 0,9Rm, основного металла |
Не менее 120° на оправке, равной 4-кратной толщине образца |
Подлежат особому рассмотрению Речным Регистром |
|||
10 ДОПУСК СВАРЩИКОВ
10.1 ОБЩИЕ ПОЛОЖЕНИЯ
10.1.1 Требования настоящего раздела устанавливают общие условия допуска сварщиков (операторов) к выполнению сварки судовых конструкций.
10.1.2 При выполнении предусмотренных настоящим разделом требований Речной Регистр выдает Свидетельство о допуске сварщика, подтверждающее допуск сварщика к сварке конструкций при определенных в нем условиях (материал, способ сварки, положение сварки и т.п.).
10.1.3 Заявка на проведение испытаний на допуск сварщика(-ов) должна содержать следующие данные: фамилию, имя, отчество, год рождения, место работы, дату и место выдачи квалификационного документа.
10.1.4 Испытания на допуск сварщика Речным Регистром могут быть совмещены с квалификационными испытаниями по месту обучения или работы сварщика.
10.1.5 Основные материалы для изготовления проб должны быть допущены Речным Регистром и иметь соответствующие сертификаты.
Сварка проб должна выполняться допущенными Речным Регистром сварочными материалами и способами сварки.
10.1.6 Если при изготовлении проб выявлены неисправности оборудования (падение напряжения, исчезновение тока и т.д.), отслоение обмазки электрода и другие, не зависящие от сварщика дефекты, то изготавливаются повторные пробы в том же количестве.
10.2 ИСПЫТАНИЯ НА ДОПУСК СВАРЩИКА
10.2.1 Испытания на допуск сварщика должны включать в себя проверку его теоретических и практических знаний.
10.2.2 Испытания на допуск по ручной и полуавтоматической сварке проводятся согласно табл. 10.2.2 и рис. 10.2.2-1 - 10.2.2-8.
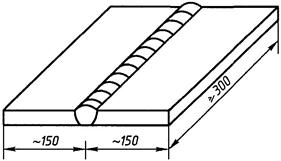
Рис. 10.2.2-1. Проба Р1
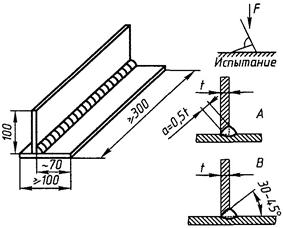
Рис. 10.2.2-2. Проба Р2
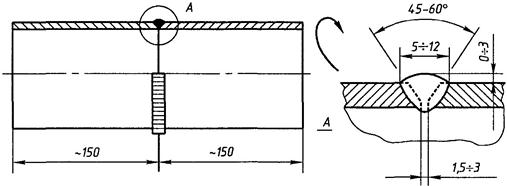
Рис. 10.2.2-3. Проба Р3
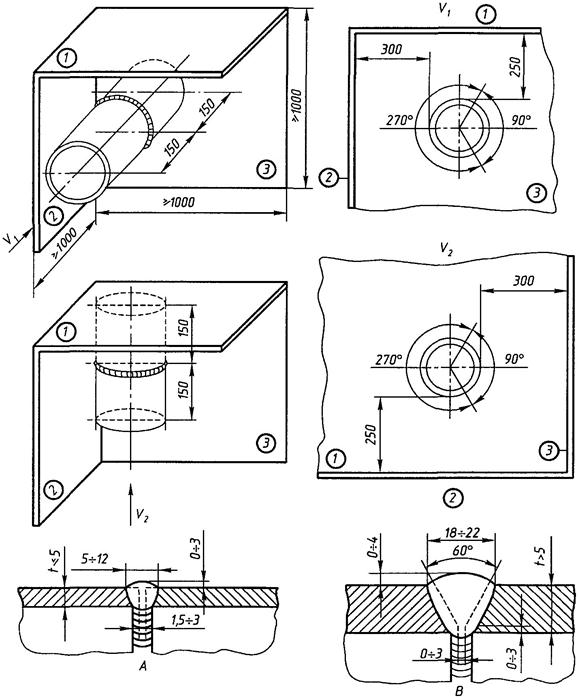
Рис. 10.2.2-4. Проба Р4
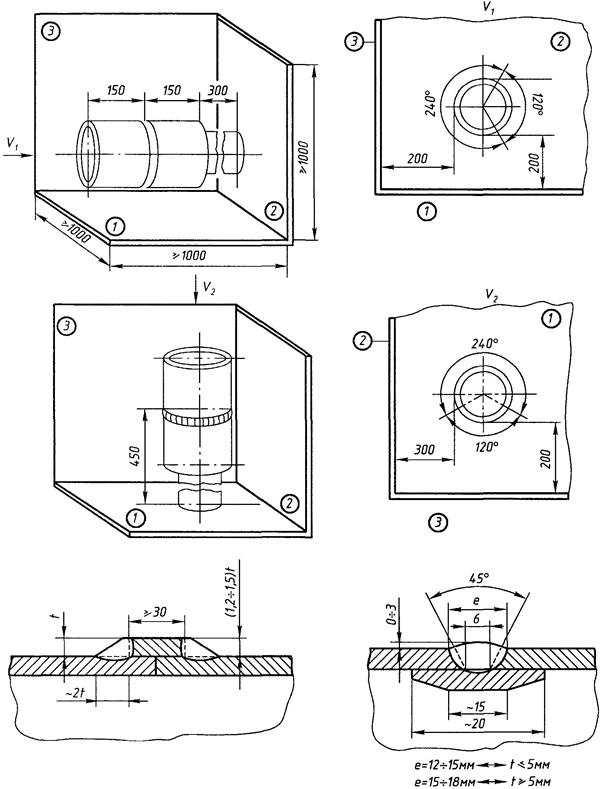
Рис. 10.2.2-5. Проба Р5
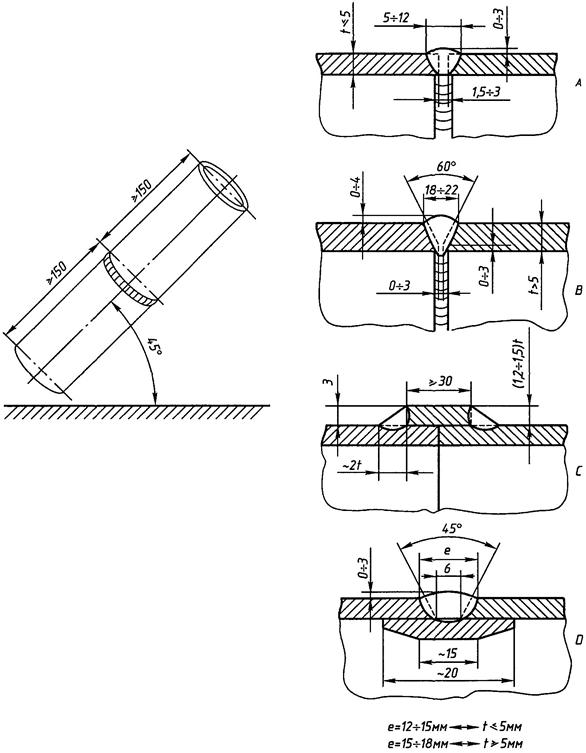
Рис. 10.2.2-6. Проба Р6
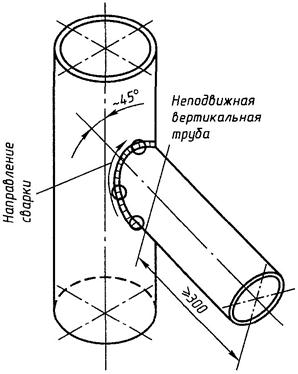
Рис. 10.2.2-7. Проба Р7
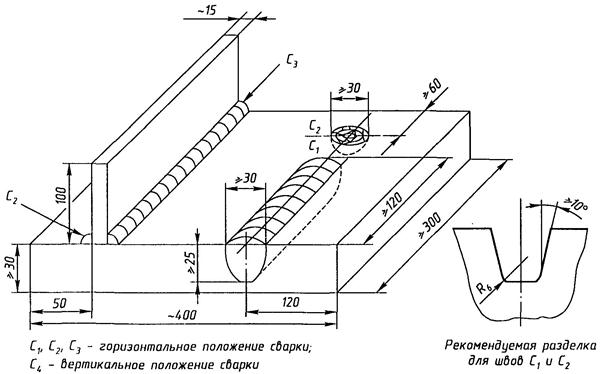
Рис. 10.2.2-8. Проба Р8
Таблица 10.2.2
|
Толщина, мм |
Положение сварки |
Вид проб2 |
Вид контроля и оценка качества |
|||
|
визуальный |
Радиографический (ультразвуковой) |
Разрушающий4 |
||||
|
Листы |
≤ 5 |
Горизонт. |
Р1d + P2h |
Согласно 8.3.3.1 балл III |
Два образца для испытания на излом из каждого углового соединения согласно 9.2.29 |
|
|
Горизонт.1 |
P2h |
- |
||||
|
Все |
P1v + (P1h-v, P10) + P2v |
Согласно 8.3.3.2 балл II |
||||
|
Все1 |
P2v + P20 |
- |
||||
|
6 - 25 |
Горизонт. |
Р1d + P2h |
Согласно табл. 8.3.2-1 |
Согласно 8.3.3.1 балл III |
||
|
Горизонт.1 |
P2h |
- |
||||
|
Все |
P1v + (P1h-v, P10) + P2v |
Согласно 8.3.3.2 балл II |
||||
|
Все1 |
P2v + P20 |
- |
||||
|
> 25 |
Горизонт. |
Р1d + P2h |
Согласно 8.3.3.1 балл III |
|||
|
Горизонт.1 |
P2h |
- |
||||
|
Все |
P1v + (P1h-v, P10) + P2v |
Согласно 8.3.3.2 балл II |
||||
|
Все1 |
P2v + P20 |
- |
||||
|
Трубы5 |
≤ 5 |
Горизонт. |
P1v + P3 |
Согласно табл. 8.3.2-2 |
Согласно 8.3.3.2 балл II |
Четыре образца для испытания на изгиб согласно 9.2.27 |
|
Все |
P4 + P5 |
|||||
|
> 5 |
Горизонт. |
P1v + P3 |
||||
|
Все |
P4 + P5 |
|||||
|
Все6 |
P6 + P7 |
|||||
|
Сосуды под давлением (листы) |
(0,5 - 1,5)×t7 |
Все |
P1v + (P1h-v P10) |
|||
|
Сосуды под давлением (трубы) |
(0,5 - 1,5)×t5,7 |
Все |
P6 |
|||
|
Заварка дефектов поковок и отливок |
- |
Горизонт. |
P8 |
Согласно табл. 8.3.2-1 |
Два образца для испытания на изгиб согласно 9.2.29 и два образца для испытания на изгиб согласно 9.2.27 |
|
|
1 Для сварных соединений, выполняемых электродами, предназначенными только для сварки угловых швов. 2 Согласно рисункам 10.2.2-1 - 10.2.2-8: Р1d - стыковые соединения в горизонтальном положении; P1v - стыковые соединения в вертикальном положении; Р1h-v - горизонтальные стыковые соединения на вертикальной плоскости; Р10 - стыковые соединения в потолочном положении; P2v - угловые соединения в горизонтальном положении; P2v - угловые соединения в вертикальном положении; Р20 - угловые соединения в потолочном положении. 3 Может дополниться капиллярным или магнитопорошковым. 4 Речной Регистр устанавливает зоны, из которых изготавливаются образцы. 5 Диаметр сварных проб выбирается в зависимости от типа конструкции. 6 Для допуска сварки конструкций из труб. 7 t - толщина пробы |
||||||
Таблица 10.2.3
|
Толщина или диаметр, мм |
Вид проб |
Вид контроля и оценка качества |
|||
|
Визуальный2 |
Радиографический (ультразвуковой) |
Разрушающий1 |
|||
|
Листы |
(0,5 - 2)t1 |
Р1 |
Согласно табл. 8.3.2-1 |
Согласно 8.3.3.1 - балл III |
|
|
Трубы |
≥ 0,5D1 (0,5 - 2)t |
P3 (P6) |
Согласно табл. 8.3.2-2 |
4 образца для испытания на изгиб согласно 9.2.36 |
|
|
1 t - толщина пробы, D - диаметр пробы. 2 Может дополниться капиллярным или магнитопорошковым. 3 Речной Регистр определяет зоны, из которых вырезается материал для изготовления проб. Примечание: положение сварки выбирается в зависимости от способа сварки и возможности автоматического сварочного оборудования. |
|||||
10.2.3 Испытания на допуск по автоматической сварке проводятся согласно табл. 10.2.3.
10.3 ДЕЙСТВИЕ СВИДЕТЕЛЬСТВА О ДОПУСКЕ СВАРЩИКА
10.3.1 Срок действия Свидетельства о допуске сварщика - до двух лет.
Для получения нового Свидетельства сварщику нужно выдержать новые испытания на допуск согласно 10.2.
Действие Свидетельства может быть возобновлено без испытаний, если сварщик в течение срока действия Свидетельства выполнял сварку конструкций, указанных в 7.1.1, и не имел замечаний по результатам контроля (в том числе неразрушающего) сварных швов.
10.3.2 Свидетельство теряет силу в следующих случаях:
если в период действия Свидетельства сварщик не выполнял сварочных работ, указанных в Свидетельстве, более чем шесть месяцев подряд;
если выполненные сварщиком в период действия Свидетельства сварные швы признаны не удовлетворяющими требованиям настоящей части Правил.
ПРИЛОЖЕНИЕ 1
МЕТОДИКА ИСПЫТАНИЙ СУДОСТРОИТЕЛЬНЫХ МАТЕРИАЛОВ НА НЕГОРЮЧЕСТЬ
1 Общие указания
Должны быть испытаны относительно однородные и композитные неметаллические судостроительные материалы: конструктивные, отделочные, изоляционные и т.п.
По результатам испытаний материалы согласно 9.3 ч. I ПСВП могут быть разделены на две группы: негорючие и горючие.
2 Образцы для испытаний
Для испытаний необходимы образцы цилиндрической формы диаметром (45 ± 2) мм, высотой (50 ± 3) мм и объемом (80 ± 5) см3. Количество образцов 5 шт.
Если толщина материала менее 50 мм, то образцы следует набирать из отдельных кружков диаметром 45 мм, которые горизонтально вкладываются в держатель образцов и закрепляются в нем. При этом плотность образца должна соответствовать плотности материала. Образцы композитных материалов необходимо доводить до требуемой толщины 50 мм пропорциональным изменением толщин материалов отдельных компонентов.
Материал торцов образцов должен быть таким же, как материал лицевых (наружных) поверхностей.
В случае невозможности изготовления образцов требуемых размеров необходимо испытывать отдельные компоненты.
В каждом образце по оси сверху до середины должно быть сделано отверстие диаметром 2 мм для термопары.
Перед испытанием образцы выдерживаются при температуре (60 ± 5) °С в течение 20 ч, охлаждаются до температуры помещения, где проводятся испытания, и затем взвешиваются с точностью до 0,1 г.
3 Приборы для испытаний
Для испытаний материалов следует использовать прибор, общий вид которого изображен на рис. П1.1.
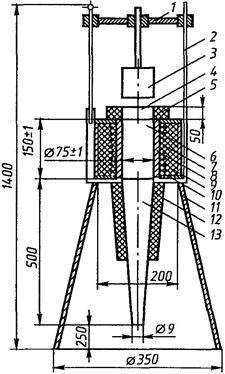
Рис. П1.1. Прибор для испытания материалов на негорючесть
Это электрическая печь 6, установленная на специальной подставке 11. Печь - цилиндрическая реакционная камера, образованная трубой 8 с толщиной стенок (10 ± 2) мм из глиноземного материала плотностью (3000 ± 300) кг/м3. Реакционная камера обогревается одной или несколькими электроспиралями 7, уложенными снаружи трубы таким образом, чтобы внутри камеры была зона равномерных температур (750 ± 10) °С высотой не менее 65 мм. Пространство между трубой и защитным кожухом 10 из стали толщиной 1 мм заполнено асбестовой изоляцией 9. Сверху и снизу изоляция закрыта асбестовым картоном или плитой толщиной (10 ± 1) мм.
К нижней части реакционной камеры на асбестовой прокладке крепится конический стабилизатор воздуха 13, изготовленный из стали толщиной 1 мм. Внутренняя поверхность стабилизатора отполирована, а верхняя половина изолирована снаружи слоем волокнистой изоляции 12 толщиной 25 мм.
На верхнем открытом конце реакционной камеры устанавливается вытяжной кожух 4, изготовленный из стали толщиной 1 мм и изолированный снаружи волокнистой изоляцией 5 толщиной 25 мм. Печь 6 должна быть установлена на подставке 11 таким образом, чтобы расстояние от нижнего конца стабилизатора до основания прибора было не менее 250 мм.
Держатель образца 3 подвешивается к нижнему концу трубки, крепящейся к планке 1, скользящей по направляющим 2.
Держатель цилиндрической формы (рис. П1.2) должен быть изготовлен из хромоникелевой жаростойкой стали. Дно держателя представляет собой перфорированный лист толщиной 0,5 мм. Масса держателя должна быть в пределах 10 - 40 г.
На вытяжном кожухе 4 (см. рис. П1.1) смонтировано устройство для крепления термопар, вводимых внутрь реакционной камеры.
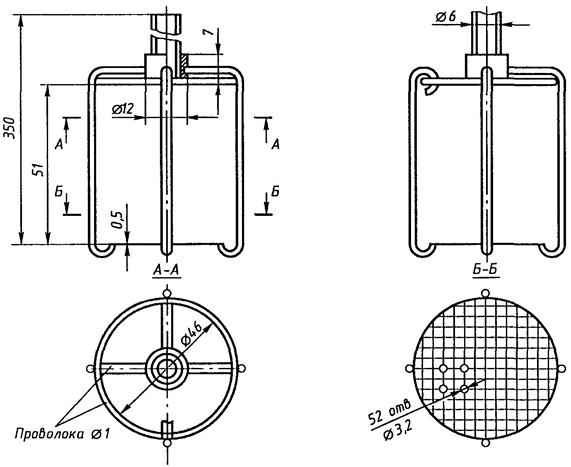
Рис. П1.2. Держатель образца
Для измерения температур следует применять хромель-алюмелевые защищенные термопары наружным диаметром 1,5 мм. Диаметр проволоки термопар 0,2 мм. Постоянная времени термопар 15 - 20 с. Регистрация температур осуществляется вторичным прибором с пределами измерений 0 - 1000 °С и погрешностью не более 0,5 %.
Для создания постоянного температурного режима в реакционной камере печи электрический ток должен подаваться к электроспиралям через стабилизатор напряжения и автотрансформатор. При этом допускаемое отклонение напряжения от номинального должно быть ±5 %.
4 Тарировка прибора
Перед началом работы необходимо удостовериться, что оборудование находится в рабочем состоянии, т.е. вторичный прибор исправен, термопары установлены и подключены к прибору, устройство для ввода образца работает плавно.
При новой установке образца и при каждой смене электроспиралей необходимо определять положение зоны равномерных температур по высоте реакционной камеры печи. С помощью термопары измеряется температура по всей высоте реакционной камеры на расстоянии 10 мм от стенки в трех точках, расположенных равномерно по окружности. Необходимо определять зону, в которой температура изменяется не более чем на ±10 °С. Высота этой зоны должна быть не менее 65 мм.
5 Проведение испытаний
Перед началом работы необходимо удостовериться в том, что оборудование находится в рабочем состоянии и защищено от сквозняков и воздействия прямого солнечного света или искусственного освещения.
Перед испытанием образцов печь следует нагреть и поддерживать в ней температуру 750 ± 10 °С в течение 10 мин.
Образец материала необходимо установить в держатель. Для измерения температуры внутри образца сверху, через отверстие диаметром 2 мм следует ввести и закрепить в центре образца термометр.
Для измерения температуры в печи горячий спай термопары должен находиться на расстоянии 10 мм от стенки реакционной камеры на середине высоты зоны постоянных температур.
Для измерения температуры поверхности образца горячий спай другой термопары должен быть на середине высоты образца и касаться его поверхности в точке, диаметрально противоположной термопаре для измерения температуры в печи.
Держатель с образцом необходимо плавно вводить в реакционную камеру печи за время не более 5 с. Образец должен находиться в середине зоны равномерных температур и отстоять на равных расстояниях от стенок камеры. В момент ввода образца включаются секундомер и вторичный прибор.
При опыте следует определять максимальные температуры в печи, на поверхности и внутри образца, время начала самовоспламенения и продолжительности горения.
Образец необходимо испытывать в течение 20 мин или до момента достижения максимальных температур.
По окончании испытания образец следует взвесить и определить процент потери массы.
6 Результаты испытаний
Материал признается негорючим, если при испытаниях всех пяти образцов не наблюдалось:
повышения средней температуры в печи более чем на 50 °С по сравнению с температурой 750 ± 10 °С;
повышения средней температуры на поверхности или внутри образца более чем на 50 °С по сравнению с температурой 750 ± 10 °С;
горения пламенем продолжительностью более 10 с;
средней потери массы на 50 % и более относительно первоначальной у образцов, подготовленных к испытанию.
Если материал не удовлетворяет хотя бы одному из указанных требований, его следует считать горючим. Результаты испытаний необходимо оформлять протоколом по приводимой ниже форме.