ОТРАСЛЕВОЙ СТАНДАРТ
МАНЖЕТЫ РЕЗИНОВЫЕ АРМИРОВАННЫЕКонструкция и размеры |
ОСТ 1 10454-72 Введен впервые |
Распоряжением Министерства от 7 января 1972 г. № 087-16 срок введения установлен с 1/VI 1972 г.
Несоблюдение стандарта преследуется по закону
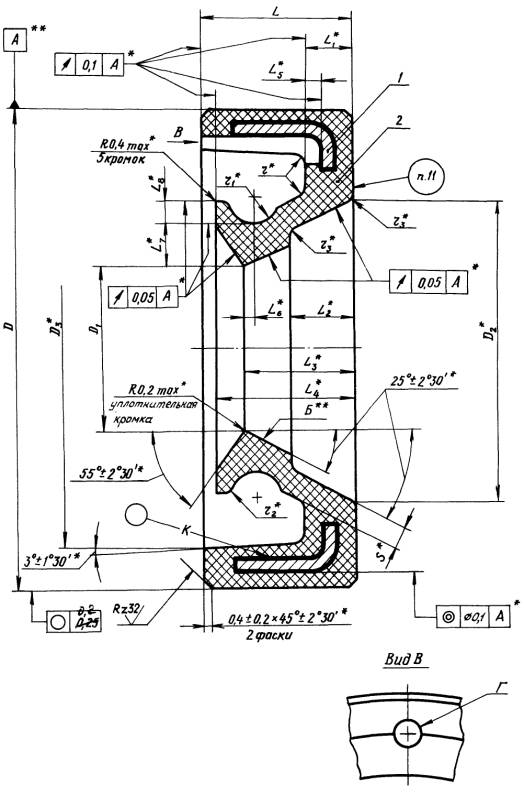
1. Настоящие стандарты распространяются на резиновые армированные манжеты 3-го ряда типа 1 по ГОСТ 8752-79, предназначенные для применения в уплотнительных радиальных устройствах вращательных соединений.
2. Конструкция, комплектность и размеры манжет должны соответствовать указанным на чертеже и в таблице.
______________
* Размер обеспеч. инстр.
** Рабочие поверхности.
Размеры в мм
|
Диаметр уплотняемого вала d* |
Применяемость |
D |
D1 |
D2 |
D3 |
L |
L1 |
L2 |
L3 |
L4 |
L5 |
||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Пред. откл. ± 0,2 |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Пред. откл. |
||||
|
± 0,2 |
± 0,1 |
||||||||||||||||
|
6 |
|
16 |
+0,30 +0,15 |
5,5 |
+0,1 -0,2 |
9,8 |
± 0,15 |
12,8 |
± 0,15 |
5 |
1,6 |
± 0,15 |
2,1 |
± 0,15 |
3,6 |
4,6 |
0,4 |
|
7 |
|
17 |
6,5 |
10,8 |
13,8 |
||||||||||||
|
8 |
|
18 |
7,5 |
11,8 |
14,8 |
||||||||||||
|
9 |
|
19 |
8,5 |
12,8 |
15,8 |
||||||||||||
|
10 |
|
20 |
9,5 |
13,8 |
16,8 |
||||||||||||
|
11 |
|
21 |
10,5 |
14,8 |
17,8 |
||||||||||||
|
12 |
|
22 |
11,5 |
15,8 |
18,8 |
||||||||||||
|
13 |
|
25 |
+0,35 +0,20 |
12,4 |
± 0,2 |
18,0 |
± 0,20 |
21,8 |
± 0,20 |
6 |
1,8 |
± 0,20 |
2,7 |
4,3 |
5,6 |
0,5 |
|
|
14 |
|
26 |
13,4 |
19,0 |
22,8 |
||||||||||||
|
15 |
|
27 |
14,4 |
20,0 |
23,8 |
||||||||||||
|
16 |
|
28 |
15,4 |
21,0 |
24,8 |
||||||||||||
|
17 |
|
29 |
16,4 |
22,0 |
25,8 |
||||||||||||
|
18 |
|
30 |
17,4 |
23,0 |
26,8 |
||||||||||||
|
19 |
|
31 |
18,4 |
24,0 |
27,8 |
||||||||||||
|
20 |
|
32 |
19,4 |
25,0 |
28,8 |
||||||||||||
|
21 |
|
35 |
+0,40 +0,20 |
20,4 |
+0,2 -0,3 |
27,0 |
31,6 |
7 |
2,0 |
3,3 |
± 0,20 |
5,0 |
6,4 |
0,6 |
|||
|
22 |
|
36 |
21,4 |
28,0 |
32,6 |
||||||||||||
|
24 |
|
38 |
23,4 |
30,0 |
34,6 |
||||||||||||
|
25 |
|
39 |
24,4 |
31,0 |
35,6 |
||||||||||||
|
26 |
|
40 |
25,4 |
32,0 |
36,6 |
||||||||||||
|
28 |
|
42 |
27,4 |
34,0 |
38,6 |
||||||||||||
|
30 |
|
45 |
+0,50 +0,25 |
29,3 |
+0,3 -0,4 |
36,0 |
40,8 |
2,3 |
5,2 |
6,6 |
0,7 |
||||||
|
32 |
|
48 |
31,3 |
38,0 |
43,8 |
||||||||||||
|
34 |
|
50 |
33,3 |
40,0 |
45,8 |
||||||||||||
|
35 |
|
34,3 |
41,0 |
||||||||||||||
|
36 |
|
35,3 |
42,0 |
||||||||||||||
|
38 |
|
55 |
37,3 |
44,0 |
50,8 |
||||||||||||
|
40 |
|
39,3 |
46,0 |
||||||||||||||
|
42 |
|
58 |
41,3 |
48,0 |
53,8 |
||||||||||||
|
45 |
|
60 |
44,3 |
51,0 |
55,8 |
||||||||||||
|
48 |
|
65 |
47,3 |
54,0 |
60,8 |
||||||||||||
|
50 |
|
49,3 |
56,0 |
||||||||||||||
Размеры в мм
|
Диаметр уплотняемого вала d* |
L6 |
L7 |
L8 |
r |
r1 |
r2 |
r3 |
S |
Поз. 1 Каркас |
Поз. 2 |
Масса 1000 шт., кг, не более |
||
|
Пред. откл. |
Количество |
Резиновая смесь |
|||||||||||
|
1 |
ТС В-14-1 |
ИРП-1316 |
ОСТ 1 10454-72 |
ОСТ 1 10455-72 |
|||||||||
|
± 0,1 |
Обозначение |
Масса 1000 шт., кг, не более |
|||||||||||
|
6 |
0,4 |
1,35 |
0,8 |
0,4 |
0,8 |
0,2 |
0,4 |
0,70 |
6-ОСТ 1 10456-72 |
0,58 |
0,90 |
1,31 |
1,63 |
|
7 |
7-ОСТ 1 10456-72 |
0,62 |
0,94 |
1,40 |
1,72 |
||||||||
|
8 |
8-ОСТ 1 10456-72 |
0,66 |
1,01 |
1,50 |
1,85 |
||||||||
|
9 |
9-ОСТ 1 10456-72 |
0,71 |
1,08 |
1,60 |
1,97 |
||||||||
|
10 |
10-ОСТ 1 10456-72 |
0,76 |
1,15 |
1,69 |
2,09 |
||||||||
|
11 |
11-ОСТ 1 10456-72 |
0,81 |
1,25 |
1,81 |
2,25 |
||||||||
|
12 |
12-ОСТ 1 10456-72 |
0,84 |
1,30 |
1,87 |
2,33 |
||||||||
|
13 |
1,75 |
1,0 |
0,9 |
0,4 |
0,6 |
0,75 |
13-ОСТ 1 10456-72 |
1,23 |
1,92 |
3,09 |
3,74 |
||
|
14 |
14-ОСТ 1 10456-72 |
1,29 |
1,98 |
3,23 |
3,92 |
||||||||
|
15 |
15-ОСТ 1 10456-72 |
1,35 |
2,07 |
3,42 |
4,14 |
||||||||
|
16 |
16-ОСТ 1 10456-72 |
1,41 |
2,16 |
3,53 |
4,28 |
||||||||
|
17 |
17-ОСТ 1 10456-72 |
1,45 |
2,26 |
3,66 |
4,45 |
||||||||
|
18 |
18-ОСТ 1 10456-72 |
1,53 |
2,35 |
3,81 |
4,63 |
||||||||
|
19 |
19-ОСТ 1 10456-72 |
1,60 |
2,45 |
3,96 |
4,81 |
||||||||
|
20 |
20-ОСТ 1 10456-72 |
1,66 |
3,54 |
4,10 |
4,98 |
||||||||
|
21 |
1,90 |
1,1 |
0,6 |
0,80 |
21-ОСТ 1 10456-72 |
2,32 |
3,57 |
6,24 |
7,49 |
||||
|
22 |
22-ОСТ 1 10456-72 |
2,41 |
3,69 |
6,41 |
7,69 |
||||||||
|
24 |
24-ОСТ 1 10456-72 |
2,56 |
3,95 |
6,82 |
8,20 |
||||||||
|
25 |
25-ОСТ 1 10456-72 |
2,64 |
4,05 |
7,01 |
8,42 |
||||||||
|
26 |
26-ОСТ 1 10456-72 |
2,72 |
4,17 |
7,22 |
8,67 |
||||||||
|
28 |
28-ОСТ 1 10456-72 |
2,88 |
4,42 |
7,61 |
9,15 |
||||||||
|
30 |
0,5 |
2,10 |
1,2 |
1,00 |
30-ОСТ 1 10456-72 |
3,57 |
5,48 |
10,32 |
12,23 |
||||
|
32 |
32-ОСТ 1 10456-72 |
3,80 |
5,79 |
10,85 |
12,86 |
||||||||
|
34 |
34-ОСТ 1 10456-72 |
4,08 |
6,30 |
11,56 |
13,78 |
||||||||
|
35 |
35-ОСТ 1 10456-72 |
4,04 |
6,09 |
11,40 |
13,45 |
||||||||
|
36 |
36-ОСТ 1 10456-72 |
3,99 |
5,88 |
11,24 |
13,13 |
||||||||
|
38 |
38-ОСТ 1 10456-72 |
4,58 |
7,10 |
12,78 |
15,30 |
||||||||
|
40 |
40-ОСТ 1 10456-72 |
4,42 |
6,59 |
12,50 |
14,67 |
||||||||
|
42 |
42-ОСТ 1 10456-72 |
4,69 |
7,20 |
13,39 |
15,90 |
||||||||
|
45 |
45-ОСТ 1 10456-72 |
4,95 |
7,66 |
14,15 |
16,86 |
||||||||
|
48 |
48-ОСТ 1 10456-72 |
5,31 |
8,32 |
15,31 |
18,32 |
||||||||
|
50 |
50-ОСТ 1 10456-72 |
5,29 |
7,99 |
15,05 |
17,75 |
||||||||
____________
* Размер для справок
3. Материал: резиновые смеси марок ТС В-14-1, ИРП-1316 по ТУ 38 005 1166-73.
4. Резиновые смеси для изготовления манжет должны проходить входной контроль на соответствие техническим условиям на эти смеси.
5. Манжеты должны изготовляться методом вулканизации в пресс-формах.
6. Для склеивания каркаса с резиной должны применяться:
- клей лейконат по ТУ 6-14-95-75 при изготовлении манжет из резиновой смеси марки ТС В-14-1;
- клей 9М-35Ф по ТУ 38-105617-80 при изготовлении манжет из резиновой смеси марки ИРП-1316.
7. Прочность связи гибкой части уплотнительного выступа манжеты (и ее частей, прилегающих к каркасу) с каркасом должна быть не менее 40 кгс/см2. Контроль прочности связи должен производиться на образцах по ГОСТ 209-75.
8. Внешний вид манжет должен соответствовать требованиям ТУ 38.005.838-70, табл. 3, группа А, п. б. На поверхностях в местах разъемов пресс-форм допускаются выпрессовки. Форма выпрессовок не регламентируется. Размеры выпрессовок, выступающие за контур сечения манжет, не должны быть более 0,3 мм.
9. Каркасы должны устанавливаться в пресс-формах на равномерно расположенные выступы числом от 4 до 8 в зависимости от размеров манжет.
10. Количество, форма и размеры поверхностей Г, образуемых фиксирующими штырями, определяются конструкцией пресс-форм. Допускается отсутствие резины на поверхностях каркасов в местах соприкосновения их с указанными выступами.
11. Маркировать обозначение манжет рельефной гравировкой пресс-форм. Шрифт ПО-1,5 ГОСТ 2930-62. Допускается производить маркировку на бирке.
12. Клеймить окончательную приемку и дату изготовления на бирке.
13. Упаковка, хранение и транспортирование - по ТУ 38.005.838-70.
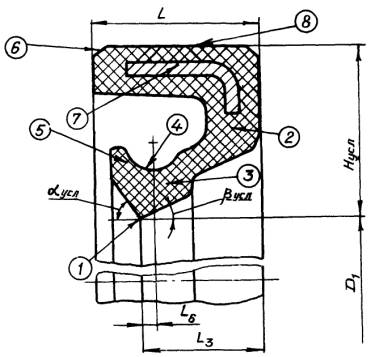
14. Конструктивные элементы и размеры манжетных уплотнений приведены в справочном приложении.
Пример наименования и обозначения армированной манжеты из резиновой смеси марки ТС В-14-1 для уплотнения вала d = 6 мм:
Манжета 6-ОСТ 1 10454-72
То же, из резиновой смеси марки ИРП-1316:
Манжета 6-ОСТ 1 10455-72
ПРИЛОЖЕНИЕ
Справочное
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ МАНЖЕТНЫХ УПЛОТНЕНИЙ
|
Условное обозначение |
Пояснение |
|
|
Уплотнительная кромка |
1 |
Часть уплотнительного выступа манжеты, контактирующая с поверхностью вала |
|
Гибкая часть уплотнительного выступа |
2 |
Упругоподвижная секция манжеты, связанная с каркасом и обеспечивающая перемещение уплотнительной кромки относительно вала |
|
Уплотнительный выступ |
3 |
Часть манжеты, образованная передней и задней поверхностями уплотнительной кромки и поверхностью канавки под пружину |
|
Канавка под пружину |
4 |
Углубление полукруглой формы в верхней части уплотнительного выступа |
|
Выступ, удерживающий пружину |
5 |
Часть уплотнительного выступа, образованная поверхностью выступа, перпендикулярной оси манжеты, и поверхностью канавки под пружину |
|
Фаска |
6 |
Фаска, расположенная на наружной поверхности манжеты и служащая для облегчения установки манжеты в корпус |
|
Каркас |
7 |
Жесткая деталь, покрываемая эластомерным материалом при формовании манжеты |
|
Наружная поверхность |
8 |
Поверхность, по которой манжета устанавливается в посадочное место |
|
Плечо уплотнительной кромки |
L3 |
Расстояние от уплотнительной кромки до заднего торца Примечание. Задний торец - поверхность манжеты, перпендикулярная оси вала и не соприкасающаяся с рабочей жидкостью |
|
Внутренний диаметр манжеты |
D1 |
Диаметр уплотнительной кромки, измеренный в свободном состоянии |
|
Смещение кромки относительно оси пружины |
L6 |
Осевое расстояние между уплотнительной кромкой и осью канавки под пружину |
|
Ширина манжеты |
L |
Размер манжеты, измеренный по оси симметрии манжеты |
|
Угол передней поверхности кромки |
αусл |
Угол между передней поверхностью уплотнительной кромки и осью манжеты |
|
Угол задней поверхности кромки |
βусл |
Угол между задней поверхностью уплотнительной кромки и осью манжеты |
|
Радиальная высота |
Нусл |
Половина радиального расстояния между наружным диаметром поверхности манжеты и диаметром уплотнительной кромки |