ОТРАСЛЕВОЙ СТАНДАРТ
|
ЗАКОНЦОВКИ ТРУБОПРОВОДОВ Конструкция и размеры |
ОСТ 1 12923-77Введен впервые Проверено в 1985 г. |
Распоряжением Министерства от 22 декабря 1977 г. № 087-16 срок введения установлен с 1 января 1979 г.
Несоблюдение стандарта преследуется по закону
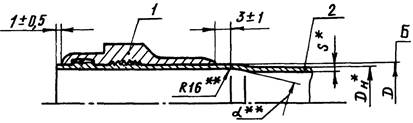
1. Настоящий стандарт распространяется на деформированные законцовки соединений трубопроводов с углом конуса 24°.
2. Конструкция и размеры законцовок трубопроводов должны соответствовать указанным на черт. 1 - 4 и в табл. 1.
Исполнение 1
_____________
* Размер для справок.
** Размер обеспеч. инстр.
1 - ниппель по ОСТ 1 12926-77, ОСТ 1 12927-77, ОСТ 1 14523-88, 2 - труба из стали и титанового сплава;
Черт. 1
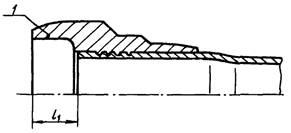
Исполнение 2
Остальное - см. черт. 1

1 - штуцер по ОСТ 1 13656-80 - ОСТ 1 13659-80; ОСТ 1 14696-90
Черт. 2
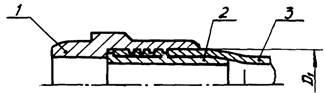
Исполнение 3
Остальное - см. черт. 1
1 - ниппель переходной по ОСТ 1 14520-88 - ОСТ 1 14522-88
Черт. 3
Исполнение 4
Остальное - см. черт. 1
1 - ниппель по ОСТ 1 14519-88; 2 - гильза по ОСТ 1 14536-88; 3 - труба из алюминиевого сплава
Черт. 4
Таблица 1
Размеры, мм
|
DН |
D |
D1 |
l |
l1 |
a |
||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Пред. откл. |
|||
|
-1 |
± 1° |
||||||
|
6 |
6,4 |
± 0,07 |
6,5 |
± 0,07 |
8 |
1,5 |
- |
|
8 |
8,4 |
8,5 |
9 |
5,5 |
|||
|
10 |
10,4 |
10,5 |
10° |
||||
|
12 |
12,5 |
12,6 |
|||||
|
14 |
14,5 |
14,6 |
6,5 |
||||
|
16 |
16,5 |
16,6 |
|||||
|
18 |
18,5 |
18,6 |
|||||
|
20 |
20,5 |
20,7 |
|||||
|
22 |
22,6 |
+0,15 -0,07 |
22,7 |
+0,15 -0,07 |
10 |
||
|
25 |
25,6 |
25,7 |
12° |
||||
|
28 |
28,6 |
28,7 |
|||||
|
30 |
30,7 |
30,8 |
- |
||||
|
32 |
32,7 |
32,8 |
11 |
||||
|
34 |
34,7 |
34,8 |
|||||
|
36 |
36,7 |
36,8 |
|||||
|
38 |
38,7 |
38,8 |
|||||
|
42 |
42,7 |
42,8 |
|||||
|
50 |
50,7 |
50,8 |
|||||
Примечание. При автоматизированном методе заделки труб DH = 12 ÷ 50 мм допускаются предельные отклонения размеров:
![]() мм для DH = 12 ÷ 20
мм;
мм для DH = 12 ÷ 20
мм;
(D ± 0,15) мм для DH = 22 ÷ 50 мм;
![]() мм для DH = 12 ÷ 20
мм;
мм для DH = 12 ÷ 20
мм;
(D1 ± 0,15) мм для DH = 22 ÷ 28 мм;
![]() мм для DH = 30 ÷
50 мм;
мм для DH = 30 ÷
50 мм;
3. Трубы должны изготовляться из материалов, указанных в табл. 2.
Таблица 2
|
Технические условия |
Сортамент |
|
|
12Х18Н10Т |
||
|
08Х21Г11АН6-П (ВНС-53П) |
ТУ 14-3-1870-92 |
|
|
ПТ-7М |
||
|
АМг2М АМг3М |
||
4. Наружные диаметры и толщины стенок труб должны соответствовать указанным в табл. 3.
Таблица 3
мм
|
Материал |
||||
|
08Х21Г11АН6-П |
12Х18Н10Т |
ПТ-7М |
АМг2М, АМг3М |
|
|
Толщина стенки S |
||||
|
6 |
0,5 |
0,5; 0,6*; 0,8*; 1,0* |
0,5; 0,6; 0,8; 1,0 |
1,0 |
|
8 |
||||
|
10 |
0,5; 0,6 |
0,5; 0,6; 0,8*; 1,0* |
||
|
12 |
0,6; 0,8 |
0,5; 0,6; 0,8; 1,0*; 1,2*; 1,4* |
0,6; 0,8; 1,0 |
|
|
14 |
0,8; 1,0 |
0,5; 0,6; 0,8; 1,0; |
||
|
16 |
1,2*; 1,4* |
|||
|
18* |
1,0; 1,2 |
0,5; 0,6; 0,8; 1,0; 1,2; 1,4*; 1,6*; 1,8* |
||
|
20 |
1,0; 1,2; 1,4 |
0,5; 0,6; 0,8; 1,0; 1,2; 1,4; 1,6*; 1,8* |
||
|
22* |
1,2; 1,4 |
0,5; 0,6; 0,8; 1,0; 1,2; 1,4; 1,6*; 1,8*; 2,0*; 2,2* |
0,8; 1,0 |
1,0; 1,5 |
|
25 |
||||
|
28* |
- |
|||
|
30* |
||||
|
32 |
1,4 |
|||
|
34* |
- |
0,5; 0,6; 0,8; 1,0 |
||
|
36* |
||||
|
38 |
||||
|
42* |
||||
|
50 |
||||
_______________
* Применять в технически обоснованных случаях.
5. Сочетание материалов труб, проходных штуцеров и ниппелей должно соответствовать табл. 4.
Таблица 4
|
трубы |
проходного штуцера |
ниппеля |
|
12Х18Н10Т |
13Х11Н2В2МФ-Ш, |
07Х16Н6-Ш, |
|
08Х21Г11АН6-П |
15X16Н2АМ-Ш |
13X11Н2В2МФ-Ш |
|
(ВНС-53П) |
||
|
12Х18Н10Т* |
ВТ3-1, ВТ6 |
ВТ6 |
|
ПТ-7М |
||
_______________
* Применять в линиях всасывания и слива при толщинах стенки трубы S £ 0,8 мм (DН £ 18 мм) и S £ 1 мм (DН ³ 20 мм).
6. Трубы из титанового сплава ПТ-7М могут быть подвергнуты упрочняющей обработке.
7. Антикоррозионное покрытие труб из стали и наружной поверхности труб из алюминиевого сплава - по действующей отраслевой документации.
При выполнении покрытия наружной поверхности трубы из алюминиевого сплава Ан.Окс.нхр не допускается наносить покрытие на расстоянии от торца трубы:
(8+1) мм для DH = 6 ÷ 18 мм;
(10+1) мм для DH = 20 ÷ 28 мм;
(11+1) мм для DH ³ 30 мм.
Покрытие внутренней поверхности труб из алюминиевого сплава - Хим. Окс.*
_______________
* По действующему в отрасли документу.
Покрытия должны производиться до сборки ниппеля с трубой.
8. Длина прямого участка трубы за арматурой - по действующей в отрасли документации.
9. При необходимости концы труб могут быть подвергнуты калибровке не более чем 0,2 мм на длине:
(25+1) мм для DH = 6 ÷ 10 мм;
(30+1) мм для DH = 12 ÷ 20 мм;
(35+) мм для DH ³ 22 мм*.
_______________
* По действующему в отрасли документу.
10. Заделка концов труб в арматуру - по действующим в отрасли документам. Перед заделкой на внутренней поверхности трубы из алюминиевого сплава притупить острую кромку радиусом R 0,4+0,3 или фаской 0,4+0,3´45°, после чего установить гильзу до упора в торец трубы, при этом натяг между гильзой и трубой для DH ³ 12 мм должен быть не менее 0,03 мм. После установки гильзы увеличение наружного диаметра трубы более чем на 0,2 мм от номинального значения не допускается. Раскатку труб из алюминиевого сплава осуществлять деформированием гильзы роликом, рабочая поверхность которого параллельна оси трубы, при зажиме трубы эластичным материалом.
Форма перехода деформированного участка трубы в недеформированный в законцовке исполнения 4 определяется конструктивным исполнением гильзы.
11. На внутренней и наружной поверхностях труб и арматуры в зоне деформирования не допускаются продольные и кольцевые риски, превышающие значения, установленные техническими условиями на трубы, царапины, заусенцы и трещины.
12. На одном образце каждого типоразмера в процессе отработки технологии и перед каждой сменой инструмента и оснастки взамен изношенных проверить глубину врезания гребней в трубу, которая должна быть не менее 0,08 мм.
13. Допуск круглости поверхности Б: 0,10 мм - DH £ 18 мм; 0,15 мм - DH ³ 20 мм.
Пример ссылки на настоящий стандарт в технических требованиях чертежа законцовки к трубопроводу DH = 12 мм исполнения 1:
Законцовка трубопровода 12-1-ОСТ 1 12923-77.
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
|
№ изм. |
Номера страниц |
Номер «Изв. об изм.» |
Подпись |
Дата |
Срок введения изменения |
|||
|
Измененных |
Замененных |
Новых |
Аннулированных |
|||||
|
Переиздан с учетом изменений № 1, 2, 3, 4, 5. |
||||||||
|
6 |
1, 4, 5 |
- |
- |
- |
12258 |
26.10.94 |
01.07.94 |
|