ОТРАСЛЕВОЙ СТАНДАРТ
|
ПРАВИЛА ВЫПОЛНЕНИЯ |
ОСТ 1.00327-78 На 19 страницах Взамен 371 AT в части конических зубчатых колес |
Распоряжением Министерства от 19 декабря 1978 г. № 087-16/5
срок введения установлен с 1 января 1980 г.
1. Настоящий стандарт устанавливает правила выполнения рабочих чертежей конических зубчатых колес с прямыми и круговыми зубьями модулем более 1 мм, механически обработанными и необработанными поверхностями зубьев после химико-термической обработки.
2. Рабочие чертежи конических зубчатых колес должны быть выполнены в соответствии с требованиями государственных стандартов Единой системы конструкторской документации и настоящего стандарта.
3. Термины и обозначения - по ГОСТ 16530-70 и ГОСТ 19325-73.
4. На изображении зубчатого колеса рабочую сторону зуба следует обозначить стрелкой с надписью «Рабочая сторона зуба».
Если обе стороны зуба рабочие, то обозначить следует каждую из сторон.
5. Если после механической обработки допускаются уступы на переходных поверхностях и на поверхности дна впадины, то на изображении необходимо дать размеры уступов или в технических требованиях чертежа привести соответствующие указания.
6. На рабочих чертежах высоконапряженных и (или) быстроходных зубчатых колес при необходимости указывать:
- форму главной или номинальной поверхности;
- форму переходной кривой;
- изображение исходного производящего контура для зубчатых колес с поднутренным основанием зубьев или его параметры в таблице параметров зубчатого венца.
7. Указание о притуплении кромок зубьев в технических требованиях чертежа следует записать по типу:
- «Продольные и боковые кромки зубьев притупить фаской 0,4 ± 0,2×45° или радиусом R 0,4 ± 0,2 и заполировать по образцу». В этом случае притупление торцовых кромок указать на изображении;
- «Продольные кромки зубьев притупить фаской 0,4 ± 0,2×45 и заполировать по образцу»;
- «Внешние торцовые и боковые кромки зубьев притупить радиусом R 1,6 ± 0,5 и заполировать по образцу»;
- «Внутренние торцовые и боковые кромки зубьев притупить радиусом R 0,4 ± 0,2 и заполировать по образцу».
8. На изображении зубчатого колеса следует указать:
- внешний диаметр вершин зубьев до притупления кромки dae;
- внешний диаметр вершин зубьев после притупления кромки (при необходимости) daey;
- базовое расстояние А;
- расстояние от базовой плоскости до плоскости внешней окружности вершин зубьев С;
- угол конуса вершин зубьев da;
- угол внешнего дополнительного конуса dte;
- ширину зубчатого венца b; если внутренний торец зубчатого колеса выполнен плоскосрезанным, то размер ширины зубчатого венца должен быть указан как справочный b*;
- внешнее конусное расстояние (для справок) Re* или внешнее начальное конусное расстояние (для справок) Rwe* для колес неравносмещенной передачи;
- внешнюю высоту зуба he (при необходимости);
- наименьший радиус кривизны переходной кривой зуба Qf min или средний радиус кривизны Qf m;
- положение измерительного сечения (при необходимости).
9. На чертеже зубчатого колеса должна быть помещена таблица параметров зубчатого венца, размеры граф которой, а также размеры, определяющие положение таблицы на поле чертежа, приведены на чертеже.
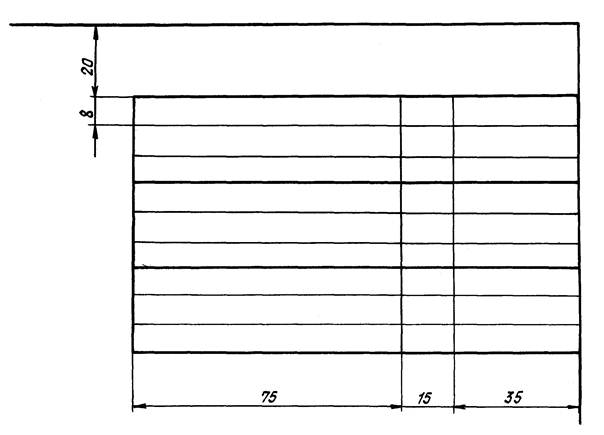
10. Таблица параметров должна состоять из трех частей, которые должны быть отделены друг от друга сплошными основными линиями и содержать:
первая часть - основные данные;
вторая часть - данные для контроля;
третья часть - справочные данные.
11. В первой части таблицы параметров должны быть приведены:
- модуль:
внешний окружной тe для прямозубого колеса;
средний нормальный mn для колеса с круговыми зубьями (или внешний окружной mte);
- число зубьев z;
- обозначение осевой формы зуба по ГОСТ 19325-73 и тип зуба надписью «прямой» или «круговой»;
- средний угол наклона средней линии зуба βп для колеса с круговыми зубьями;
- направление линии зуба надписью «правое» или «левое» для колеса с круговыми зубьями;
- исходный контур;
- коэффициент смещения с соответствующим знаком:
внешний окружной xe для прямозубого колеса;
средний нормальный xп для колеса с круговыми зубьями (или внешний окружной xte);
- коэффициент изменения толщины зуба xt;
- угол делительного конуса d;
- номинальный диаметр зуборезной головки d0 для колеса с круговыми зубьями;
- степень точности по соответствующему стандарту.
12. Во второй части таблицы параметров должны быть приведены:
- размеры зуба в измерительном сечении:
толщина по хорде зуба ![]() или
постоянная хорда
или
постоянная хорда ![]() ;
;
высота до хорды зуба ![]() или до
постоянной хорды
или до
постоянной хорды ![]() или внешняя окружная толщина зуба с
предельными отклонениями;
или внешняя окружная толщина зуба с
предельными отклонениями;
- данные для контроля по нормам:
кинематической точности;
плавности работы;
контакта зубьев в передаче.
При нормировании пятна контакта следует указать обозначение нормативно-технического документа, устанавливающего правила и методы проверки и нормы контроля пятна контакта зубьев сопряженных конических колес.
13. В третьей части таблицы параметров должны быть приведены:
- межосевой угол S;
- угол конуса впадин df;
- угол начального конуса dw для колес неравносмещенной передачи;
- угол зацепления λtw для колес неравносмещенной передачи;
- внешний окружной модуль тte для колеса с круговыми зубьями (или средний нормальный mп);
- внешняя окружная толщина зуба Ste при необходимости;
- внешний делительный диаметр de;
- внешний начальный диаметр dwe для колес неравносмещенной передачи;
- средний делительный диаметр dm (или средний начальный диаметр dwm для колес неравносмещенной передачи);
- внешняя высота головки зуба hae;
- внешняя высота ножки зуба hfe;
- номер резца N для колеса с круговыми зубьями;
- развод резцов W0 для колеса с круговыми зубьями;
- угол сходимости линий дна впадины s’f для прямозубого колеса;
- метод нарезания зубьев надписью «односторонний» или «двусторонний» для колес с круговыми зубьями;
- число зубьев сопряженного колеса z;
- коэффициент смещения сопряженного колеса х;
- обозначение чертежа сопряженного колеса.
14. Неиспользуемые строки таблицы параметров следует исключать или прочеркивать, а также, в случае необходимости, вводить дополнительные параметры.
15. Если зубчатое колесо имеет два и более венца одного вида, то значения параметров следует указывать в таблице параметров в отдельных графах для каждого венца.
Венец и соответствующая ему графа таблицы должны быть обозначены одной прописной буквой русского алфавита.
Если зубчатое колесо имеет два и более венца разного вида, то для каждого венца должна быть приведена на рабочем чертеже отдельная таблица.
Таблицы параметров следует располагать рядом, каждый венец и соответствующая ему таблица должны быть обозначены прописной буквой русского алфавита.
16. Если зубчатое колесо имеет шлицевой венец, то последний следует обозначать прописной буквой русского алфавита, последующей за буквой, принятой для обозначения зубчатого венца.
17. Если кроме таблицы параметров зубчатого венца имеется другая таблица (например, таблица допускаемых ступеней диаметров), то последнюю следует располагать рядом и слева от таблицы параметров.
18. При предварительной механической обработке зубьев (например, фрезеровании), выполняемой на зубчатом колесе, и окончательной обработке (например, шлифовании) в сборе колеса с другими деталями таблицу параметров зубчатого венца следует приводить и на чертеже детали и на чертеже сборочной единицы.
19. Схемы простановки размеров и таблицы параметров зубчатых колес приведены в справочном приложении 1 настоящего стандарта.
20. Примеры выполнения рабочих чертежей конических зубчатых колес приведены в справочном приложении 2 настоящего стандарта.
ПРИЛОЖЕНИЕ 1
Справочное
СХЕМЫ ПРОСТАНОВКИ РАЗМЕРОВ И ТАБЛИЦЫ ПАРАМЕТРОВ
ЗУБЧАТЫХ ВЕНЦОВ
НА РАБОЧИХ ЧЕРТЕЖАХ ЗУБЧАТЫХ КОЛЕС
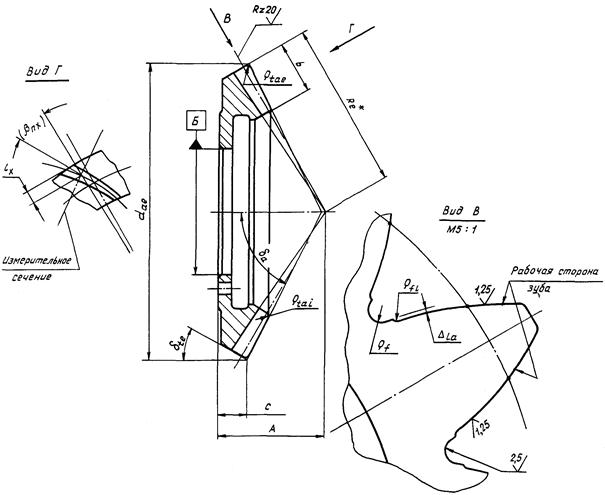
1. Конический венец с прямыми зубьями, главные поверхности которых механически не обрабатывают после химико-термической обработки, и сопряженными переходными поверхностями приведен на черт. 1.
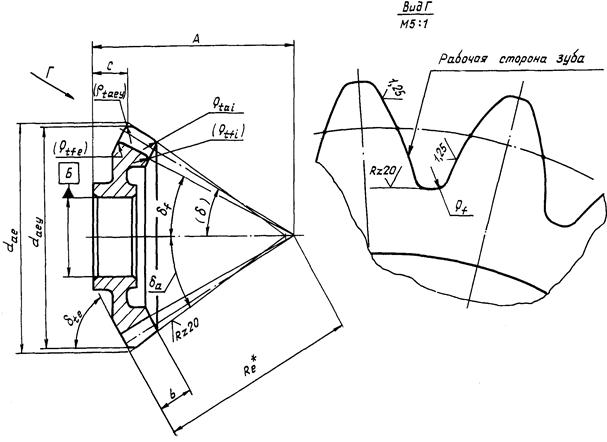
Черт. 1
|
Внешний окружной модуль |
те |
|
|
Число зубьев |
z1 |
|
|
Осевая форма и тип зуба |
I |
прямой |
|
Исходный контур |
||
|
Коэффициент смещения |
xe1 |
|
|
Коэффициент изменения толщины зуба |
xt |
|
|
Угол делительного конуса |
d |
|
|
Степень точности по ОСТ 1.41667-77 |
||
|
Внешняя окружная толщина зуба |
Ste |
|
|
Допуск на накопленную погрешность шага |
Fp |
|
|
Допуск на накопленную погрешность к шагов |
Fpk |
|
|
Допуск на погрешность профиля зуба |
ff |
|
|
Предельные отклонения шага |
± fpt |
|
|
Пятно контакта зубьев сопряженных колес |
||
|
Межосевой угол |
S |
|
|
Угол конуса впадин |
df |
|
|
Внешний делительный диаметр |
de |
|
|
Средний делительный диаметр |
dm |
|
|
Угол сходимости линий дна впадины |
s’f |
|
|
Внешняя высота: |
||
|
головки зуба |
hae |
|
|
ножки зуба |
hfe |
|
|
Число зубьев сопряженного колеса |
z2 |
|
|
Коэффициент смешения сопряженного колеса |
xe2 |
|
|
Обозначение чертежа сопряженного колеса |
||
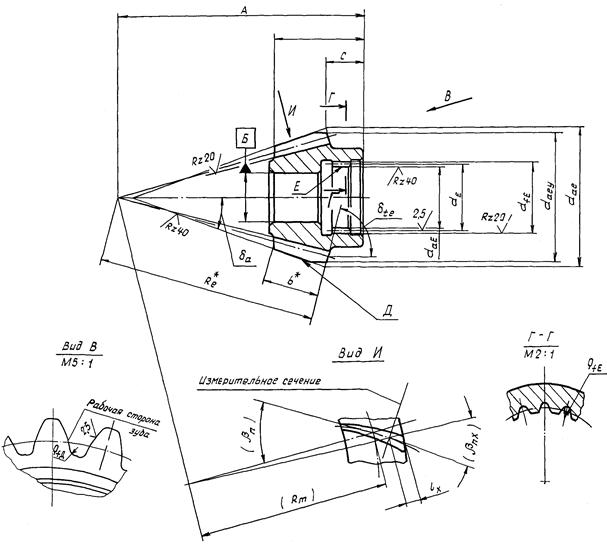
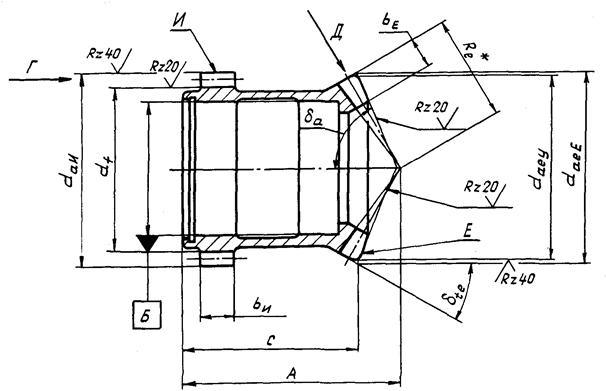
2. Зубчатое колесо с коническим венцом (Б) с прямыми зубьями, главные поверхности которых шлифуют после химико-термической обработки, и шлицевым цилиндрическим прямозубым внутренним венцом (Е) и переходными поверхностями с поднутрением, приведено на черт. 2.
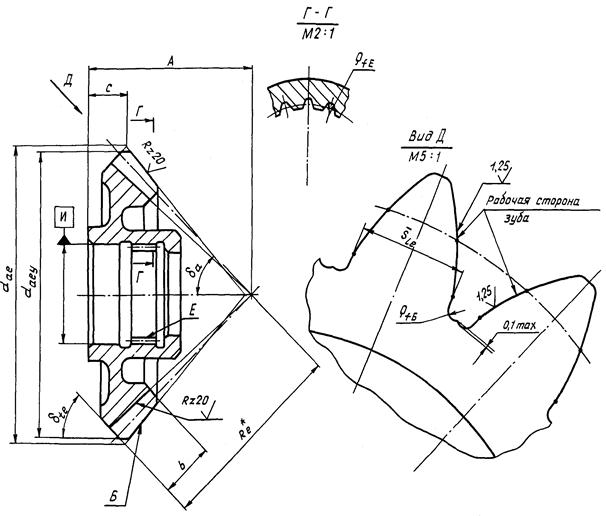
Черт. 2
|
Зубчатый венец |
Б |
|
|
Внешний окружной модуль |
те |
|
|
Число зубьев |
z1 |
|
|
Осевая форма и тип зуба |
I |
прямой |
|
Исходный контур с поднутренным основанием зубьев и углом профиля |
||
|
a |
20° |
|
|
Коэффициент смешения |
xe1 |
|
|
Коэффициент изменения толщины зуба |
xt |
|
|
Угол делительного конуса |
d |
|
|
Степень точности по ОСТ 1.41667-77 |
||
|
Данные для контроля по нормам точности см. в таблице на черт. 1 |
||
|
Межосевой угол |
S |
|
|
Угол конуса впадин |
df |
|
|
Внешний делительный диаметр |
de |
|
|
Средний делительный диаметр |
dm |
|
|
Угол сходимости линий дна впадины |
s’f |
|
|
Внешняя высота: |
||
|
головки зуба |
hae |
|
|
ножки зуба |
hfe |
|
|
Число зубьев сопряженного колеса |
z2 |
|
|
Коэффициент смещения сопряженного колеса |
xe2 |
|
|
Обозначение чертежа сопряженного колеса |
||
3. Конический венец с прямыми зубьями, главные поверхности которых механически не обрабатывают после химико-термической обработки, исходным контуром a = 25°, углом зацепления с atw ¹ a, сопряженными переходными поверхностями приведен на черт. 3.
Черт. 3
|
Внешний окружной модуль |
те |
|
|
Число зубьев |
z1 |
|
|
Осевая форма и тип зуба |
I |
прямой |
|
Исходный контур |
||
|
Угол профиля |
a |
25° |
|
Коэффициент смещения |
xe1 |
|
|
Коэффициент изменения толщины зуба |
xt |
|
|
Угол делительного конуса |
d |
|
|
Степень точности по ОСТ 1.41667-77 |
||
|
Данные для контроля по нормам точности см. в таблице на черт. 1 |
||
|
Межосевой угол |
S |
|
|
Угол конуса впадин |
df |
|
|
Угол начального конуса |
dw |
|
|
Угол зацепления |
atw |
|
|
Внешний начальный диаметр |
dwe |
|
|
Средний начальный диаметр |
dwm |
|
|
Внешний делительный диаметр |
de |
|
|
Угол сходимости пиний дна впадины |
s’f |
|
|
Внешняя высота: |
||
|
головки зуба |
hae |
|
|
ножки зуба |
hfe |
|
|
Число зубьев сопряженного колеса |
z2 |
|
|
Коэффициент смещения сопряженного колеса |
xe2 |
|
|
Обозначение чертежа сопряженного колеса |
||
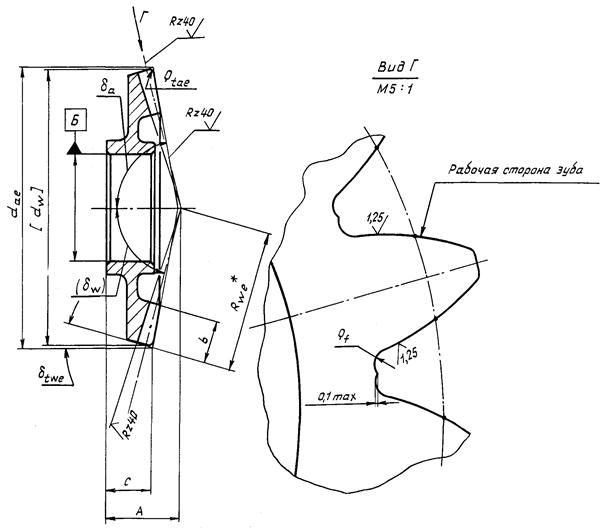
4. Конический венец с круговыми зубьями, главные поверхности которых шлифуют после химико-термической обработки, с левым направлением линии зуба и переходными поверхностями с уступом приведен на черт. 4.
Черт. 4
|
Ступени диаметра Б |
|
|
Ступень |
Размер |
|
I |
|
|
II |
|
|
III |
|
|
Средний нормальный модуль |
тn |
|
|
Число зубьев |
z1 |
|
|
Осевая форма и тип зуба |
I |
круговой |
|
Средний угол наклона зуба |
βп |
|
|
Направление пинии зуба |
левое |
|
|
Исходный контур |
||
|
Коэффициент смещения |
xп1 |
|
|
Коэффициент изменения толщины зуба |
xt |
|
|
Угол делительного конуса |
d |
|
|
Номинальный диаметр зуборезной головки |
d0 |
|
|
Степень точности по ОСТ 1.41667-77 |
||
|
Измерительная толщина по хорде зуба |
|
|
|
Высота до хорды |
|
|
|
Допуск на накопленную погрешность шага |
Fp |
|
|
Допуск на накопленную погрешность к шагов |
Fpk |
|
|
Допуск на кинематическую погрешность линии зуба |
f β |
|
|
Предельные отклонения шага |
± fpt |
|
|
Пятно контакта зубьев сопряженных колес |
||
|
Межосевой угол |
S |
|
|
Угол конуса впадин |
df |
|
|
Внешний окружной модуль |
mte |
|
|
Внешняя окружная толщина зуба |
Ste |
|
|
Внешняя высота: |
||
|
головки зуба |
hae |
|
|
ножки зуба |
hfe |
|
|
Средний делительный диаметр |
dm |
|
|
Внешний делительный диаметр |
de |
|
|
Номер резца |
N |
|
|
Развод резцов |
W0 |
|
|
Метод нарезания зубьев |
двусторонний |
|
|
Число зубьев, сопряженного колеса |
z2 |
|
|
Коэффициент смещения сопряженного колеса |
xn2 |
|
|
Обозначение чертежа сопряженного колеса |
||
5. Зубчатое колесо с коническим венцом (Д) с круговыми зубьями, главные поверхности которых механически не обрабатывают после химико-термической обработки, и шлицевым цилиндрическим прямозубым внутренним венцом (E), исходным контуром a = 25°, углом зацепления atw = a, правым направлением линии зуба и сопряженными переходными поверхностями, приведено на черт. 5.
Черт. 5
|
Зубчатый венец |
Д |
|
|
Внешний окружной модуль |
mte |
|
|
Число зубьев |
z1 |
|
|
Осевая форма и тип зуба |
I |
круговой |
|
Средний угол наклона зуба |
βn |
|
|
Направление линии зуба |
правое |
|
|
Исходный контур |
||
|
Угол профиля |
a |
25° |
|
Коэффициент смещения |
xte1 |
|
|
Остальные основные данные и данные для контроля по нормам точности см. в таблице на черт. 4 |
||
|
Межосевой угол |
S |
|
|
Угол конуса впадин |
df |
|
|
Средний нормальный модуль |
mn |
|
|
Внешняя окружная толщина зуба |
Ste |
|
|
Внешняя высота: |
||
|
головки зуба |
hae |
|
|
ножки зуба |
hfe |
|
|
Средний делительный диаметр |
dm |
|
|
Внешний делительный диаметр |
de |
|
|
Номер резца |
N |
|
|
Развод резцов |
W0 |
|
|
Метод нарезания зубьев |
односторонний |
|
|
Число зубьев сопряженного колеса |
z2 |
|
|
Коэффициент смещения сопряженного колеса |
xte2 |
|
|
Обозначение чертежа сопряженного колеса |
||
6. Зубчатое колесо с цилиндрическим (И) и коническим (E) прямозубыми венцами, главные поверхности которых механически не обрабатывают после химико-термической обработки, сопряженными переходными поверхностями и углом зацепления atw = a, приведено на черт. 6.
Черт. 6
|
Зубчатый венец |
И |
цилиндр |
|
Модуль |
т |
|
|
Число зубьев |
z2 |
|
|
Исходный контур |
ГОСТ 13755-68 |
|
|
Коэффициент смещения |
xe2 |
|
|
Степень точности по ОСТ 1.41671-77 |
||
|
Данные для контроля по нормам точности и справочные данные см. в ОСТ 1.00266-78 |
||
|
Зубчатый венец |
E |
конический |
|
Внешний окружной модуль |
те |
|
|
Число зубьев |
z1 |
|
|
Осевая форма и тип зуба |
I |
прямой |
|
Исходный контур |
||
|
Коэффициент смещения |
xe1 |
|
|
Коэффициент изменения толщины зуба |
xt |
|
|
Угол делительного конуса |
d |
|
|
Степень точности по ОСТ 1.41667-77 |
||
|
Данные для контроля по нормам точности и справочные данные см. в таблице на черт. 1 |
||
7. Размеры элементов зацепления зубчатых колес, буквенные обозначения которых указаны на черт. 1 - 6 со знаком*, следует приводить на рабочих чертежах, а размеры в скобках - для справок.
ПРИЛОЖЕНИЕ 2
Справочное
ПРИМЕРЫ ВЫПОЛНЕНИЯ РАБОЧИХ ЧЕРТЕЖЕЙ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
1. Пример выполнения чертежа конического прямозубого колеса с нешлифованными зубьями приведен на черт. 1.
Черт. 1
|
Внешний окружной модуль |
те |
3 |
|
Число зубьев |
z1 |
15 |
|
Осевая форма и тип зуба |
I |
прямой |
|
Исходный контур |
||
|
Коэффициент смешения |
xe |
0 |
|
Коэффициент изменения толщины зубьев |
xt |
0 |
|
Угол делительного конуса |
d |
64°27¢ |
|
Степень точности по ОСТ 1.41667-77 |
8-7-7 |
|
|
Внешняя толщина зуба по хорде |
|
|
|
Высота до хорды |
|
3,050 |
|
Допуск на накопленную погрешность: |
||
|
на полуокружности |
Fp |
0,050 |
|
3 шагов |
Fpk |
0,040 |
|
Допуск на погрешность профиля |
ff |
- |
|
Допуск на разность окружных шагов |
fvpt |
0,022 |
|
Пятно контакта зубьев по краске с сопрягаемым зубчатым колесом и окружной зазор по ... |
||
|
Межосевой угол |
S |
l28°54¢ |
|
Внешний делительный диаметр |
de |
45 |
|
Угол конуса впадин |
df |
56°14¢ |
|
Угол сходимости линий дна впадин |
s’f |
8°14¢32² |
|
Число зубьев сопряженного колеса |
z2 |
|
|
Обозначение чертежа сопряженного колеса |
||
1. Цементировать кругом, кроме внутренних поверхностей, поверхн. Г и Д до Æ D h 0,6 ... 1,0 HRC ³ 60, сердцевина НВ 321 ... 388. Группа контроля ...
2. Шероховатость дна впадин и боковых поверхностей зубьев принимать по контрольному образцу.
3. Кромки зубьев притупить плавной кривой до цементации. Величина притупления боковых и продольных кромок 0,3 ... 0,5 мм. Принимать по контрольному образцу.
4. Неуказанные предельные отклонения - по ОСТ 1.00022-80.
5. Взаимное расположение зубьев Е и паза Ж безразличное.
6. Контроль магнитный по ...
7. Контроль цветной дефектоскопией по ...
8. Маркировать обозначение и клеймить окончательную приемку электроискровым способом шрифтом ПО-2 по ГОСТ 26.020-80.
Комплектные шестерни маркировать одним порядковым номером.
9. Покрытие: Хим.Фос.унив.ГКЖ ...
Допускается зачистка покрытия в местах клеймения и маркировки.
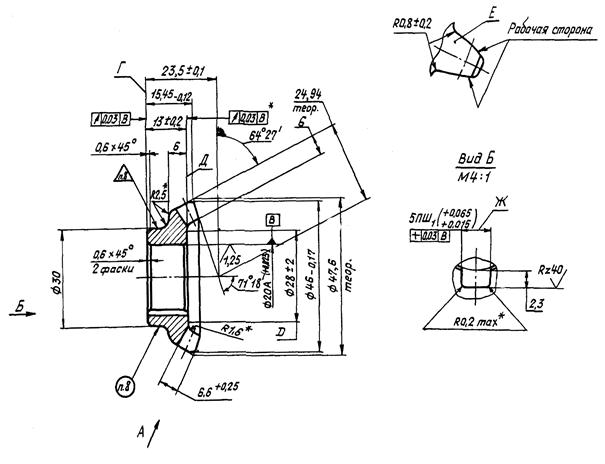
2. Пример выполнения чертежа конического прямозубого колеса со шлифованными зубьями приведен на черт. 2 (стр. 15, 16).
Черт. 2
|
Внешний окружной модуль |
те |
2 |
|
Число зубьев |
z1 |
55 |
|
Осевая форма и тип зуба |
I |
Прямой |
|
Исходный контур: |
||
|
угол профиля |
a |
25° |
|
коэффициент высоты головки |
h*a |
1 |
|
коэффициент радиального зазора |
с* |
0,2 |
|
Коэффициент смещения |
xe |
0 |
|
Коэффициент изменения толщины зубьев |
xt |
0 |
|
Угол делительного конуса |
d |
73°47¢ |
|
Степень точности по ОСТ 1.41667.77 |
- |
6-6-6 |
|
Внешняя толщина зуба по хорде |
|
|
|
Высота до хорды |
|
2,02 |
|
Допуск на накопленную погрешность: |
||
|
на полуокружности |
Fp |
0,032 |
|
9 шагов |
Fpk |
0,022 |
|
Допуск на погрешность профиля |
ff |
- |
|
Допуск на разность окружных шагов |
fvpt |
0,016 |
|
Пятно контакта зубьев по краске с сопряженным зубчатым колесом и окружной зазор по ... |
||
|
Межосевой угол |
S |
90° |
|
Внешний делительный диаметр |
de |
110 |
|
Угол конуса впадин |
df |
71°23¢ |
|
Угол сходимости линий дна впадин |
s’f |
2°39¢ |
|
Число зубьев сопряженного колеса |
z2 |
|
|
Обозначение чертежа сопряженного колеса |
||
1. Зубья Е цементировать, кроме поверхностей Ж, С и K h 0,3 ... 0,7 мм (нешлифованные h £ 0,8 мм) HRC ³ 58. Сердцевина НВ 321 ... 388.
Допускается цементировать отдельные участки поверхностей Ж, С и К. Группа контроля ...
2. После зубошлифования произвести низкий отпуск по ...
3. Максимальный съем с боковых поверхностей зубьев 0,2 мм.
4. Боковые поверхности зубьев проверить на прижоги по ...
5. При шлифовании зубьев врезание инструмента в переходную поверхность не допускается.
6. Шероховатость дна впадин и боковых поверхностей зубьев Е и М принимать по контрольному образцу.
7. Кромки зубьев Е притупить плавной кривой до цементации и после зубошлифования.
У окончательно обработанной детали величина притупления боковых и продольных кромок 0,3 ... 0,5 мм. Принимать по контрольному образцу.
8. Боковые и продольные кромки зубьев М притупить плавной кривой или фаской величиной 0,2 ... 0,4 мм. Принимать по контрольному образцу.
9. Взаимное расположение зубьев Е и М безразлично.
10. Неуказанные предельные отклонения размеров - по ОСТ 1.00022-80.
11. Контроль магнитный по ...
12. Контроль цветной дефектоскопией по ...
13. Маркировать обозначение и клеймить окончательную приемку электроискровым способом шрифтом ПО-2 по ГОСТ 26.020-80. Комплектные шестерни маркировать одним порядковым номером.
14. Покрытие: Хим.фос.унив.ГКЖ ...
Допускается зачистка покрытия в местах клеймения и маркировки.
15.* Размеры обеспеч. инстр.
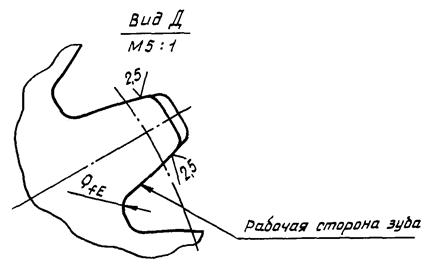
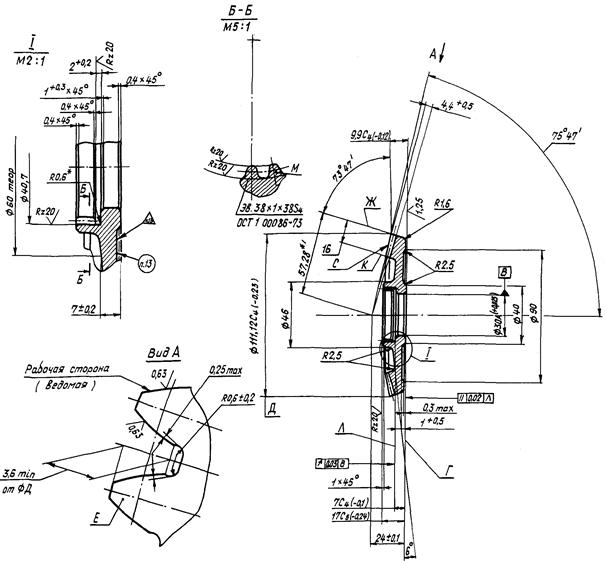
3. Пример выполнения чертежа конического колеса с круговыми зубьями приведен на черт. 3 (стр. 17, 18).

Черт. 3
|
Средний нормальный модуль |
тп |
2,5 |
|
Число зубьев |
z1 |
62 |
|
Осевая форма и тип зуба |
I |
Круговой |
|
Средний угол наклона зуба |
βn |
30° |
|
Направление линии зуба |
- |
Правое |
|
Исходный контур |
- |
|
|
Коэффициент смещения |
xn |
0 |
|
Коэффициент изменения толщины зуба |
xt |
0 |
|
Угол делительного конуса |
d |
48°25¢ |
|
Номинальный диаметр зуборезной головки |
d0 |
228,6 (9)² |
|
Степень точности по ОСТ 1.41667-77 |
- |
6-6-6 |
|
Средняя толщина зуба по хорде |
|
|
|
Высота до хорды |
|
1,869 |
|
Допуск на накопленную погрешность: |
||
|
на полуокружности |
Fp |
0,045 |
|
10 шагов |
Fpk |
0,032 |
|
Допуск на разность окружных шагов |
fvpt |
0,018 |
|
Пятно контакта зубьев по краске с сопряженным зубчатым колесом и окружной зазор по ... |
||
|
Межосевой угол |
S |
90° |
|
Внешний окружной модуль |
mte |
3,128 |
|
Средний делительный диаметр |
dm |
178,979 |
|
Угол конуса впадин |
df |
46°54¢ |
|
Метод нарезания зубьев |
Двусторонний |
|
|
Развод резцов |
W2 |
1,6 |
|
Номер резца |
N |
12 |
|
Внешняя окружная толщина зубьев |
Ste |
5,245 |
|
Внешняя высота головки зуба |
hae |
2,767 |
|
Число зубьев сопряженного зубчатого колеса |
z2 |
|
|
Обозначение чертежа сопряженного зубчатого колеса |
||
1. Штамповка по ТУ...
2. Цементировать поверхности В, Г, Д и поверхности зубьев, кроме поверхности Б, h 0,6 ... 1,0 мм (нешлифованные h £ 1,1 мм). Допускается цементация отдельных участков поверхности Б. HRC ³ 58, сердцевина НВ 321 ... 388. Группа контроля ...
3. Содержание углерода в поверхностном слое зубьев окончательно обработанной детали 1,1 ... 1,6 %
4. После зубошлифования произвести низкий отпуск по ...
5. Максимальный съем с боковых поверхностей зубьев 0,2 мм.
6. Зубья шлифовать с оставлением черноты на поверхности впадин у части зубьев.
7. Шероховатость дна впадин и боковых поверхностей зубьев принимать по контрольному образцу.
8. Боковые поверхности зубьев проверить на прижоги по ...
9. Кромки зубьев притупить плавной кривой до цементации и после зубошлифования. У окончательно обработанной детали величина притупления боковых кромок 0,4 ... 0,6 мм, продольных 0,3 ... 0,5 мм.
Принимать по контрольному образцу.
10. Неуказанные предельные отклонения размеров - по ОСТ 1.00022-80.
11. Расположение шпоночного паза относительно зубьев безразлично.
12. Радиус кривизны переходной кривой зубьев допускается контролировать выборочно. Периодичность контроля устанавливается технологом и ОТК.
13. Контроль магнитный по ...
14. Контроль цветной дефектоскопией по ...
15. Маркировать обозначение и клеймить окончательную приемку электроискровым способом шрифтом ПО-2 по ГОСТ 26.020-80. Комплектные шестерки маркировать одним порядковым номером,
16. Покрытие: Хим.Фос.унив.ГКЖ ... Допускается зачистка покрытия в местах клеймения и маркировки.
17.* Размеры обеспеч. инстр.
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
|
№ изм. |
Номера страниц |
Номер «Изв. об изм.» |
Подпись |
Дата |
Срок введения изменения |
|||
|
измененных |
замененных |
новых |
аннулированных |
|||||
|
1 |
7, 10, 12, 14, 15, 16, 17, 18 |
- |
- |
- |
8844 |
1.08.83 |
1.07.83 |
|
|
2 |
||||||||
СОДЕРЖАНИЕ