МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И
СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND
CERTIFICATION
(ISC)
|
МЕЖГОСУДАРСТВЕННЫЙ |
ГОСТ |
Вибрация
ОПРЕДЕЛЕНИЕ
ПАРАМЕТРОВ
ВИБРАЦИОННОЙ ХАРАКТЕРИСТИКИ
РУЧНЫХ МАШИН И МАШИН
С РУЧНЫМ УПРАВЛЕНИЕМ
Общие требования
ISO 20643:2005
Mechanical vibration - Hand-held and hand-guided machinery -
Principles for evaluation of vibration emission
(MOD)
|
|
Москва Стандартинформ 2009 |
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-97 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом «Научно-исследовательский центр контроля и диагностики технических систем» на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 29 от 24 июня 2006 г.)
За принятие проголосовали:
|
Краткое наименование страны по МК (ИСО 3166) 004-97 |
Код страны по МК (ИСО 3166) 004-97 |
Сокращенное наименование национального органа по стандартизации |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
|
Кыргызстан |
KG |
Кыргызстандарт |
|
Молдова |
MD |
Молдова-Стандарт |
|
Российская Федерация |
RU |
Федеральное агентство по техническому регулированию и метрологии |
|
Таджикистан |
TJ |
Таджикстандарт |
|
Узбекистан |
UZ |
Агентство «Узстандарт» |
|
Украина |
UA |
Госпотребстандарт Украины |
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 20643:2005 «Вибрация. Машины ручные и машины с ручным управлением. Принципы определения параметров виброактивности» (ISO 20643:2005 «Mechanical vibration - Hand-held and hand-guided machinery - Principles for evaluation of vibration emission») путем внесения технических отклонений, объяснение которых приведено во введении к настоящему стандарту, и изменения его структуры.
Сравнение структуры настоящего стандарта со структурой указанного международного стандарта приведено в дополнительном приложении Е.
Степень соответствия - модифицированная (MOD)
5 Приказом Федерального агентства по техническому регулированию и метрологии от 27 декабря 2007 г. № 479-ст межгосударственный стандарт ГОСТ 16519-2006 (ИСО 20643:2005) введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2008 г.
6 ВЗАМЕН ГОСТ 16519-2004 (ЕН 1033:1996) и ГОСТ 30873.1-2002 (ИСО 8662-1:1988)
7 ПЕРЕИЗДАНИЕ. Июнь 2009 г.
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе «Национальные стандарты».
Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст изменений - в информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
СОДЕРЖАНИЕ
Введение
Вибрация ручных машин и машин с ручным управлением (далее - машины) может влиять на комфортность условий труда, его производительность, а в некоторых случаях и на безопасность выполнения работ и состояние здоровья рабочего. Согласно ГОСТ 12.1.012-2004 риск, сопутствующий работе виброактивных машин, должен быть снижен до минимально возможного, а вибрационная характеристика такой машины должна быть указана в сопроводительных документах.
Настоящий стандарт устанавливает основы метода испытаний (испытательного кода по вибрации), позволяющего получить повторяемые и воспроизводимые результаты измерений вибрации машин.
На вибрацию машины, помимо ее конструктивных особенностей и особенностей изготовления, оказывают влияние применяемый вставной инструмент, присоединенное оборудование, вид обрабатываемого объекта и способ его обработки, индивидуальные особенности оператора и прочие факторы.
Важно, чтобы результаты, получаемые в разных испытательных лабораториях, не выходили за пределы заданного допуска, что требует строгого определения процедуры испытаний. Результаты измерений должны давать, по крайней мере, в некотором приближении, представление о том, какую вибрацию можно ожидать в условиях реального применения машины. При этом разброс результатов испытаний, проведенных разными испытательными лабораториями, должен быть существенно меньше, чем разброс результатов измерений в рабочих условиях. Это требует задания точных и воспроизводимых условий испытаний, включая условия работы машины (желательно, чтобы это был реальный технологический процесс), типичные для применения машины в соответствии с ее назначением. Если машина предназначена для выполнения разных операций, а уровень производимой ею вибрации существенно зависит от вида операции, тогда определение вибрационной характеристики машины может потребовать проведения измерений в условиях выполнения нескольких операций. В некоторых случаях для обеспечения достаточной точности получаемой оценки допускаются испытания с воспроизведением искусственных условий работы машины, отличных от тех, что имеют место при ее эксплуатации, но которые, тем не менее, обеспечивают создание вибрации, типичной для условий реального применения. Если в реальных условиях применения вибрация машины А существенно ниже, чем вибрация машины В, то же самое должно быть получено по результатам испытаний.
Испытательный код по вибрации для машин конкретного семейства (далее - испытательный код), разработанный в соответствии с настоящим стандартом, позволяет:
- воспроизводить вибрацию, характерную для реальных условий применения машины в соответствии с ее назначением;
- установить представительные (насколько это возможно) условия работы машины в процессе испытаний;
- определить параметры, оказывающие существенное влияние на уровень вибрации машины;
- определить условия установки и крепления датчиков, точки и направления измерения вибрации;
- определить вид оборудования, которое должно быть использовано во время испытаний;
- установить требования к форме представления данных об условиях работы машины, которые могут оказать влияние на степень ее вибрационной активности.
Результаты испытаний позволяют сравнивать вибрационную активность разных машин одного семейства независимо от времени и места проведения испытаний. Такие испытания не могут заменить измерений на рабочих местах в целях оценки воздействия вибрации на оператора машины, но их результаты помогают спрогнозировать, какую вибрацию можно будет ожидать в реальных условиях применения машины.
При отсутствии испытательного кода настоящий стандарт следует использовать в качестве общего руководства по проведению испытаний с целью определить вибрационную характеристику машины.
По сравнению с примененным международным стандартом ИСО 20643:2005 в текст настоящего стандарта внесены следующие изменения:
- добавлена ссылка на ГОСТ 12.1.012-2004 в раздел 1, чтобы показать место стандарта в комплексе стандартов, относящихся к вибрационной безопасности; соответственно содержание раздела 4 «Основополагающие стандарты» ИСО 20643 также перенесено в раздел 1 и соответствующим образом изменена структура стандарта (см. приложение Е);
- ссылки на введенные международные стандарты заменены ссылками на соответствующие межгосударственные стандарты и, для приведения в соответствие с требованиями ГОСТ 1.5-2001, исключен элемент «Библиография»;
- добавлено определение термина «квантиль» (3.1.11);
- в 5.2 добавлено требование последовательно измерять вибрацию в разных направлениях в случае использования механического фильтра;
- 5.3 и 5.4 (в оригинале - 6.3 и 6.4) объединены в 5.3, в который добавлена рекомендация проводить частотный анализ сигнала вибрации;
- в 6.2.1 максимально допустимое значение коэффициента преобразования акселерометра в поперечном направлении снижено с 10 % до 5 %;
- в 8.2 добавлены рекомендации об используемом значении неопределенности К при отсутствии результатов межлабораторных испытаний.
ГОСТ 16519-2006
(ИСО 20643:2005)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Вибрация
ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ ВИБРАЦИОННОЙ ХАРАКТЕРИСТИКИ
РУЧНЫХ МАШИН И МАШИН С РУЧНЫМ УПРАВЛЕНИЕМ
Общие требования
Vibration. Testing of hand-held or hand-guided
machinery in order to determine the hand-transmitted vibration value.
General requirements
Дата введения - 2008-07-01
1 Область применения
Настоящий стандарт устанавливает общий метод определения вибрационных характеристик ручных машин и машин с ручным управлением (далее - машины) как в целях заявления вибрационной характеристики машины согласно ГОСТ 12.1.012, так и для оценки вибрационной активности отдельной машины (см. ГОСТ 12.1.012, подраздел 4.2).
Настоящий стандарт совместно с ГОСТ 12.1.012 служит основой для разработки испытательных кодов по вибрации машин отдельных семейств (далее - испытательный код). Требования, которые должен содержать типичный испытательный код, приведены в приложении А. При отсутствии испытательного кода для машин конкретного семейства в качестве испытательного кода следует использовать настоящий стандарт; в этом случае все подробности испытаний (см. разделы 5, 6 и 7) должны быть отражены в протоколе испытаний.
Настоящий стандарт не устанавливает предельных или рекомендуемых значений параметров вибрации и не содержит рекомендаций по оценке воздействия вибрации на человека (см. ГОСТ 31192.1 и ГОСТ 31192.2).
Настоящий стандарт распространяется на машины с приводом любого типа (электрическим, гидравлическим, пневматическим, от двигателя внутреннего сгорания и т.д.), за исключением машин, приводимых в действие только мышечной силой оператора.
Настоящий стандарт не распространяется на локальную вибрацию самоходных машин, у которых рабочее место оператора расположено внутри машины (см. ГОСТ 31193), а также на станки, вибрация которых передается на руки рабочего через обрабатываемое изделие.
Настоящий стандарт не распространяется на угловую вибрацию (см. 5.1).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 12.1.012-2004 Система стандартов безопасности труда. Вибрационная безопасность. Общие требования
ГОСТ ИСО 5347-0-95 Методы калибровки датчиков вибрации и удара. Часть 0. Общие положения
ГОСТ ИСО 8041-2006 Вибрация. Воздействие вибрации на человека. Средства измерений
ГОСТ 24346-80 Вибрация. Термины и определения
ГОСТ 31192.1-2004 (ИСО 5349-1:2001) Вибрация. Измерение локальной вибрации и оценка ее воздействия на человека. Часть 1. Общие требования
ГОСТ 31192.2-2005 (ИСО 5349-2:2001) Вибрация. Измерение локальной вибрации и оценка ее воздействия на человека. Часть 2. Требования к проведению измерений на рабочих местах
ГОСТ 31193-2004 (EH 1032:2003) Вибрация. Определение параметров вибрационной характеристики самоходных машин. Общие требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов на территории государства по соответствующему указателю стандартов, составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения и обозначения
3.1 Термины и определения
В настоящем стандарте применены термины по ГОСТ 12.1.012, ГОСТ ИСО 8041 и ГОСТ 24346, а также следующие термины с соответствующими определениями:
3.1.1 семейство машин (family of machinery): Машины схожей конструкции, предназначенные для выполнения одинаковых функций.
Пример - Цепные пилы.
3.1.2 машина с ручным управлением (hand-guided machine): Машина, через органы управления которой (рукоятки, рычаги или рулевое колесо) вибрация воздействует на оператора.
Пример - Обрезной станок, шлифовальный станок.
3.1.3 ручная машина [hand-held machine (power tool)]: Ручной механизированный инструмент, удерживаемый в процессе работы руками оператора и требующий приложения силы подачи для выполнения технологической операции.
Пример - Электрическая дрель, пневматическое зубило, цепная пила.
3.1.4 вставной инструмент (inserted tool): Сменное приспособление, устанавливаемое внутри или прикрепляемое снаружи ручной машины или машины с ручным управлением.
Пример - Буровая головка, зубило, цепь пилы, шлифовальный диск.
3.1.5 специальное устройство (equipment): Сменное приспособление специального назначения, которым снабжена машина.
Пример - Устройство ослабления вибрации, боковые рукоятки.
3.1.6 операция (operation): Рабочее задание, для которого проводят измерение представительной вибрации.
Примечание - Операция может представлять собой какую-либо фазу рабочего цикла (последовательности действий с использованием машины, выполняемых в ходе заданного технологического процесса) или весь цикл в целом.
3.1.7 оператор (operator): Лицо, использующее ручную машину или машину с ручным управлением в процессе работы.
3.1.8 действие с использованием машины (tool operation): Любое действие, в процессе выполнения которого оператор подвергается воздействию локальной вибрации, создаваемой ручной машиной или машиной с ручным управлением.
3.1.9 объект обработки (work piece): Предмет, обрабатываемый с помощью ручной машины или машины с ручным управлением.
3.1.10 представительная машина (representative machine): Машина типичной конструкции, производящая вибрацию, типичную для машин данного семейства.
3.1.11 квантиль уровня р: Значение случайной величины, для которого функция распределения случайной величины принимает значение р (0 ≤ р ≤ 1).
Примечание - Квантиль уровня 0,5 называют также медианой, а квантиль уровня 0,75 - верхним квартилем.
3.2 Обозначения
В настоящем стандарте применены следующие обозначения:
ahw(t)1) - текущее значение корректированного виброускорения в одном направлении действия локальной вибрации в момент времени t, м/с2;
_______
1) Здесь и далее подстрочный индекс h (от английского hand - рука) показывает, что данный параметр относится к локальной вибрации.
аhw - среднеквадратичное значение корректированного виброускорения в одном направлении действия локальной вибрации, м/с2;
![]() - значения ahw в направлении осей х, у и z соответственно, м/с2;
- значения ahw в направлении осей х, у и z соответственно, м/с2;
ahv - полное среднеквадратичное значение виброускорения, м/с2:
![]()
ah - среднеарифметическое значение результатов всех измерений величины ahv, проведенных в процессе испытаний, м/с2;
аh - заявляемый параметр вибрации, м/с2;
![]() -
стандартное отклонение воспроизводимости, м/с2;
-
стандартное отклонение воспроизводимости, м/с2;
K - параметр, характеризующий неопределенность результата измерений, м/с2;
Cv - коэффициент вариации в серии испытаний, определяемый как отношение стандартного отклонения в серии измерений и среднеарифметического значения результатов измерений в данной серии:
![]()
где  - стандартное
отклонение;
- стандартное
отклонение;
![]() -
среднеарифметическое значение;
-
среднеарифметическое значение;
ahwi - результат i-го измерения;
N - общее число измерений.
4 Описание семейства машин, охватываемых испытательным кодом
В испытательном коде должно быть точно определено, на какое семейство машин распространяется его действие. При описании конструкции машин в испытательном коде должны быть указаны:
- специальные устройства и вставные инструменты всех видов, которые оказывают влияние на вибрационную активность машины;
- правила выбора дополнительных деталей или узлов машины, которые могут оказать влияние на вибрационную активность машины и должны быть использованы при определении вибрационной характеристики машины.
5 Вибрационная характеристика
5.1 Направления измерений
Поступательную вибрацию, воздействующую на руки оператора, определяют в базицентрической прямоугольной системе координат (х, у, z), как показано на рисунке 1. В испытательном коде должно быть указано направление осей применяемой системы координат.
5.2 Точки измерений
Вибрацию измеряют одновременно в трехортогональных направлениях в каждой области обхвата машины рукой оператора, по возможности ближе к месту воздействия, - как правило, посередине длины области обхвата, когда рука оператора находится в положении, типичном для выполнения рабочей операции. Если установке датчика вибрации (далее - акселерометр) в указанном месте мешает положение пускового устройства машины, тогда акселерометр устанавливают как можно ближе к кисти руки между большим и указательным пальцами.
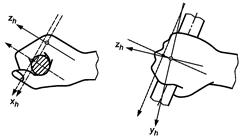
а) Положение «сжатая ладонь» (кисть обхватывает цилиндрическую рукоятку)

Обозначения:
------------ - биодинамическая система координат;
_________ - базицентрическая система координат
b) Положение «плоская ладонь» (кисть нажимает на сферическую поверхность)
Рисунок 1 - Направления измерений
По возможности, следует избегать последовательных измерений вибрации в разных направлениях в одной точке измерений. Однако это необходимо делать в случаях, когда установка трех акселерометров для одновременных измерений вибрации препятствует нормальной работе машины или существенно влияет на параметры вибрации (например, вследствие больших размеров или массы акселерометра вместе с устройством крепления). Не допускается одновременно измерять вибрацию в нескольких направлениях при использовании механических фильтров.
Если по каким-либо причинам измерение вибрации по всем трем направлениям невозможно, в испытательном коде допускается устанавливать требование проводить измерения только в одном или двух направлениях, среди которых должно быть направление максимальной вибрации (если такое существует).
Для некоторых машин, например для машин с боковыми рукоятками, таких как угловые шлифовальные машины, особенно если эти рукоятки нежестко соединены с корпусом машины, вибрация может быть существенно разной в разных точках по длине зоны обхвата. В таком случае вибрацию измеряют в двух точках по обе стороны от руки оператора, после чего результаты измерений по этим двум точкам усредняют (в виде среднеквадратичного значения).
Если при наличии у машины двух областей обхвата известно, что вибрация водной из них преобладает, допускается проводить измерения только в этой области. У некоторых машин одной из областей обхвата может быть вставной инструмент (например, зубило рубильного молотка), в этом случае с большой долей вероятности вибрация в указанной области обхвата будет максимальной и должна быть измерена.
Требования к местоположению, числу точек измерений и направлениям измерений для машины конкретного семейства устанавливают в испытательном коде.
5.3 Измеряемые (оцениваемые) параметры вибрации
Для описания производимой машиной вибрации используют корректированное виброускорение ahw(t), м/c2.
Вид функции частотной коррекции определен в 6.3.
Для каждого направления заданной оси координат измеряют (оценивают) среднеквадратичное значение ahw, м/с2, определяемое формулой
 (1)
(1)
Требования к выбору времени интегрирования T, с, установлены в 6.4.
По результатам измерений (оценки) рассчитывают полное среднеквадратичное значение виброускорения ahv, м/с2, по формуле
![]() (2)
(2)
где ![]() ,
, ![]() ,
, ![]() - среднеквадратичные значения корректированного виброускорения
в направлениях х, у и z соответственно.
- среднеквадратичные значения корректированного виброускорения
в направлениях х, у и z соответственно.
Если вибрацию измеряют только в одном или двух направлениях, то в формуле (2) составляющую для направления, в котором вибрацию не измеряют, принимают равной нулю. Это приводит к занижению оценки ahv в 1,0 - 1,7 раза (см. ГОСТ 31192.2). Если значение поправочного коэффициента известно, его приводят в испытательном коде.
Для проверки качества измерений и получения дополнительной информации, которую можно использовать в целях совершенствования конструкции машины, рекомендуется проводить анализ сигнала вибрации в полосах частот, например третьоктавных или октавных.
6 Требования к средствам измерений
6.1 Общие положения
Средство измерений должно удовлетворять требованиям ГОСТ ИСО 8041.
Требования к средствам измерений других физических величин (используемых, например, в целях контроля рабочих условий), на которые не распространяется область действия ГОСТ ИСО 8041, должны быть определены в испытательном коде.
6.2 Акселерометры
6.2.1 Требования к акселерометрам
Акселерометры, применяемые для измерения (оценки) параметров вибрации, определенных в 5.3, должны удовлетворять требованиям ГОСТ ИСО 8041.
Общая масса акселерометра вместе с устройством крепления должна быть достаточно мала, чтобы не вносить дополнительную погрешность в результат измерений (см. ГОСТ 31192.2). В некоторых случаях (например, когда рукоятка машины сделана из пластика) рекомендуется применение особенно легких акселерометров массой порядка 5 г.
При выборе акселерометра следует принимать во внимание такие характеристики, как коэффициент преобразования в поперечном направлении (не должен превышать 5 %), диапазон рабочих температур окружающей среды, чувствительность к изменению температуры и диапазон измеряемых ускорений.
6.2.2 Установка акселерометров
Акселерометр вместе с механическим фильтром (если такой используют) устанавливают жестко как можно ближе к поверхности, вибрацию которой измеряют. Руководство по установке акселерометров приведено в ГОСТ 31192.2.
Механические фильтры и другие аналогичные вспомогательные средства применяют, чтобы уменьшить погрешность измерения, вызываемую воздействием на акселерометр больших высокочастотных ускорений (например, в результате применения ручных машин ударного действия). Более подробная информация о применении механических фильтров приведена в ГОСТ 31192.2.
6.3 Функция частотной коррекции
Функция частотной коррекции - по ГОСТ 31192.1.
6.4 Интегрирующее устройство
Интегрирующее устройство, применяемое для среднеквадратичного усреднения изменяющегося во времени сигнала, должно реализовывать процедуру линейного интегрирования в заданном интервале времени. В целях повышения статистической точности обработки сигнала период интегрирования сигнала вибрации следует выбирать как можно большим (обычно не менее 8 с).
В соответствующем испытательном коде период интегрирования должен быть установлен исходя из длительности операции, выполняемой машиной (см. 7.2).
6.5 Дополнительные средства измерений
В процессе испытаний может потребоваться проведение измерений, помимо вибрации, других величин, например силы подачи ручной машины, скорости резания или давления жидкости в системе питания. Требования к соответствующим средствам измерений должны быть указаны в испытательном коде.
6.6 Калибровка измерительной цепи
До и после проведения испытаний коэффициент передачи измерительной цепи в целом должен быть проверен с помощью вибрационного калибратора, воспроизводящего вибрацию с заданным ускорением на заданной частоте.
Датчики вибрации должны быть калиброваны в соответствии с одним из методов по ГОСТ ИСО 5347-0. Измерительный тракт в целом должен соответствовать требованиям ГОСТ ИСО 8041.
7 Условия испытаний и условия работы машины во время испытаний
7.1 Общие положения
Испытательный код должен точно определить семейство машин, на которое он распространяется, применяемые с этими машинами специальные устройства, а также все параметры, которые могут оказать существенное влияние на производимую машиной вибрацию. Если в машине конкретной модели предусмотрено использование устройств ослабления вибрации, не указанных в испытательном коде, машину испытывают вместе с этими устройствами, руководствуясь инструкцией изготовителя. Все появляющиеся при этом отступления от требований испытательного кода указывают в протоколе испытаний.
Условия работы машины и выполняемая ею операция должны быть определены достаточно подробно, чтобы обеспечить требуемую воспроизводимость испытаний (см. приложение С). С этой целью рекомендуется указывать производительность машины в процессе выполнения заданной операции и качество выполнения операции.
Предпочтительно использовать в процессе испытаний рабочие операции, характерные для реального применения машины на рабочем месте. При этом может быть воспроизведена полностью одна фаза рабочего цикла, состоящая из последовательности операций, во время выполнения которых оператор подвержен воздействию вибрации.
Если в целях лучшей воспроизводимости условий и результатов испытаний используют искусственные условия работы машины, то производимая при этом вибрация должна быть того же уровня, что и в реальных условиях типичного применения машины на рабочем месте.
Условия испытаний и условия работы машины устанавливают в испытательном коде таким образом, чтобы среднее (в условиях воспроизводимости) значение определяемого параметра виброактивности машины соответствовало квантилю уровня 0,75 распределения значения этого параметра в реальных условиях применения машин данного семейства (см. приложение С).
7.2 Условия работы машины
Измерения следует проводить для полностью исправной, смазанной машины в условиях ее стабильной работы. Условия работы должны соответствовать типичным рабочим условиям, а режим работы должен соответствовать режиму, который определен для испытаний изготовителем машины и отражен в ее технических документах. Производимая вибрация должна соответствовать максимальной вибрации, которая может иметь место при правильном использовании машины в реальных условиях ее применения (см. 7.1).
В испытательном коде должны быть установленные числовые значения всех рабочих характеристик машины, от которых зависят точность и воспроизводимость результатов испытаний.
7.3 Другие параметры
При необходимости в испытательном коде устанавливают требования к значениям факторов, оказывающих влияние на точность и воспроизводимость результатов испытаний, таких как сила подачи и сила обхвата.
7.4 Специальные устройства, вставной инструмент и объект обработки
В испытательном коде должны быть указаны применяемые специальные устройства, вставной инструмент, объект обработки и выполняемая операция.
Примечания
1 Даже небольшая разница в размерах, форме, материале, степени износа, уравновешенности и т.д. вставного инструмента может существенно изменить уровень производимой машиной вибрации.
2 Следует уделить особое внимание тому, чтобы на результат испытаний не оказывал влияние способ установки (крепления, размещения) объекта обработки.
Оператор может оказывать значительное влияние на производимую машиной вибрацию. Поэтому оператор должен обладать необходимой квалификацией и уметь правильно обращаться с машиной, т.е. иметь достаточный опыт ее применения. Испытания проводят с участием не менее трех операторов.
Если известно, что вибрация машины не зависит от динамических свойств тела оператора, допускается проведение измерений с участием только одного оператора.
Число участвующих в испытаниях операторов и их квалификация должны быть указаны в испытательном коде.
8 Проведение измерений и оценка полученных результатов
8.1 Регистрируемые параметры вибрации
Если в испытательном коде не установлено иное, испытания должны включать в себя проведение трех серий из пяти последовательных измерений с участием в каждой серии нового оператора (см. 7.5).
Если измерения вибрации проводят в трех направлениях, результаты измерений должны быть преобразованы в соответствии с формулой (2) для получения полного среднеквадратичного значения виброускорения ahv.
Если коэффициент вариации Cv для пяти последовательных измерений в каждой серии меньше 0,15 или стандартное отклонение sN-1 меньше 0,30 м/с2, результаты измерений можно считать достоверными. В противном случае необходимо провести проверку качества измерений (см. приложение В, где перечислены возможные причины ошибок измерений).
Регистрируемый результат измерений ah получают как среднеарифметическое полных среднеквадратичных значений виброускорения по всем измерениям и операторам.
В качестве вибрационного параметра для заявления вибрационной характеристики аhd берут максимальное из значений ah, полученных для разных зон обхвата машины.
8.2 Заявление и подтверждение вибрационной характеристики машины
Полученное в соответствии с 8.1 значение аhd является основой для заявления вибрационной характеристики согласно ГОСТ 12.1.012.
В испытательном коде должно быть установлено значение неопределенности K, для расчета которого используют информацию о стандартном отклонении воспроизводимости sR, характеризующем разброс результатов испытаний в разных испытательных лабораториях, и стандартном отклонении производства sр (см. ГОСТ 12.1.012). В отсутствие результатов межлабораторных сравнительных испытаний принимают
K = 0,5аhd, если 2,5 м/с2 < аhd ≤ 5 м/с2;
K = 0,4аhd, если аhd > 5 м/с2.
При проведении испытаний в целях подтверждения заявленной вибрационной характеристики ее считают подтвержденной, если ah < ahd + K (см. ГОСТ 12.1.012).
9 Протокол испытаний
В испытательном коде устанавливают, какая информация должна быть отражена в протоколе испытаний. Эта информация включает в себя, как минимум:
a) ссылку на соответствующий испытательный код (или на настоящий стандарт в отсутствие испытательного кода для машин данного семейства);
b) характеристики испытуемого объекта (изготовитель, тип и серийный номер машины и т.д.);
c) используемое специальное оборудование и вставной инструмент (при их наличии);
d) условия проведения испытаний и условия работы машины (давление, электрическое напряжение, сила подачи, скорость, длительность и число пусков и т.д.);
e) наименование организации, проводившей испытания;
f) дату проведения испытаний и лицо, ответственное за проведение испытаний;
g) характеристики средств измерений (масса акселерометра, фильтры, устройства интегрирования и записи сигнала и т.д.);
h) точки измерений и способ крепления акселерометров, направления измерений и, при необходимости, промежуточные результаты измерений;
i) усредненное по всем измерениям и операторам среднеквадратичное значение корректированного виброускорения ah, характеризующее вибрационную активность машины;
j) неопределенность K декларируемого значения аhd.
Испытательный код может устанавливать дополнительные требования к сведениям, которые должны быть внесены в протокол испытаний. В отсутствие испытательного кода может быть приведена ссылка на настоящий стандарт.
В протоколе должны быть зафиксированы все отступления от требований испытательного кода или основополагающего стандарта ГОСТ 12.1.012 с обоснованием технических причин этих отступлений.
Приложение А
(обязательное)
Требования, устанавливаемые в испытательном коде по вибрации
В настоящем приложении приведен минимальный перечень требований, которые должны быть развиты в испытательном коде, с указанием разделов (подразделов) настоящего стандарта, где эти требования рассмотрены.
a) Семейство машин, охваченных испытательным кодом, и ограничения на применение испытательного кода (см. раздел 4).
b) Направления измерений (см. раздел 5):
- направления измерительных осей;
- указание направления (если оно существует), в котором вибрация является преобладающей.
c) Требования к средствам измерений (см. 6.1):
- детальные требования к средствам измерений, не охватываемых ГОСТ ИСО 8041.
d) Акселерометры (см. 6.2):
- конкретные условия крепления акселерометров;
- указание необходимости применяемых механических фильтров;
- места крепления акселерометров;
- допустимые отклонения от установленных мест размещения акселерометров;
- масса акселерометров и устройств для их крепления или адаптеров, применяемых при измерениях вибрации на рукоятке.
e) Функция частотной коррекции (см. 6.3):
- используемый диапазон частот измерений.
f) Период интегрирования (см. 6.4):
- используемый период интегрирования.
g) Условия испытаний и условия работы машины (см. раздел 7):
- условия испытаний, для которых должно быть проведено измерение параметров вибрации;
- искусственные или упрощенные условия испытаний (при необходимости);
- испытательный стенд (при необходимости);
- значения всех рабочих характеристик, оказывающих влияние на производимую машиной вибрацию;
- инструмент и объект или материал для обработки (при необходимости);
- рабочий цикл и число рабочих циклов (при необходимости).
h) Измерения и анализ вибрации (см. раздел 8):
- число измерений, требуемых для определения вибрационной характеристики машины;
- ожидаемое стандартное отклонение воспроизводимости, на основании которого может быть рассчитана неопределенность K при заявлении вибрационной характеристики.
i) Протокол испытаний (см. раздел 9):
- пункты, включаемые в протокол испытаний.
Приложение В
(справочное)
Причины возможных ошибок измерений в процессе испытаний
Настоящее приложение не устанавливает исчерпывающий перечень причин возможных ошибок измерений. Его следует рассматривать только в качестве общего руководства, позволяющего уменьшить погрешность измерений:
a) неправильная установка или затяжка акселерометров;
b) неправильное крепление соединительных кабелей;
c) отсутствие или неправильная настройка полосового фильтра;
d) сдвиг нуля сигнала на выходе усилителя после установки акселерометра;
e) отклонение осей чувствительности акселерометров от осей заданной системы координат;
f) погрешности аналогового тракта формирования сигнала (неправильно выбранная полоса частот, высокое отношение сигнал/шум, перегрузки по измерительному тракту и т.д.);
g) слишком короткий период измерений;
h) невыполнение процедуры калибровки перед началом серии измерений и после их завершения;
i) неправильное задание условий работы машины;
j) участие в испытаниях неопытных операторов, использующих неадекватное реальным условиям применения машины усилие обхвата;
k) нестабильные условия работы машины в процессе испытаний, например изменения силы подачи или скорости двигателя.
Дополнительная информация о возможных ошибках измерений представлена в ГОСТ 31192.2.
Приложение С
(обязательное)
Порядок разработки испытательного кода по вибрации
При разработке испытательных кодов для конкретных семейств машин рекомендуется выполнение следующих этапов.
Начальный этап:
- классифицировать семейство машин, для которых должен быть разработан испытательный код по вибрации;
- определить точное направление измерений и места установки акселерометров. Определение условий испытаний:
- собрать информацию о значениях параметров вибрации в зоне обхвата в реальных условиях применения машин;
- собрать информацию о типичных рабочих заданиях, для которых применяют машины данного семейства, и об обрабатываемых этими машинами объектах;
- собрать информацию об обычно используемых с машинами данного семейства вставных инструментах и специальных устройствах и об их влиянии на уровень производимой машиной вибрации;
- определить среднеквадратичное значение корректированного виброускорения (по ГОСТ 31192.1) в зоне обхвата, которое можно рассматривать как представительное для типичных условий применения машины (квантиль уровня 0,75; см. 7.1);
- выбрать представительную операцию. Она должна быть по возможности короткой, но в то же время обеспечивать длительность вибрации, достаточную с точки зрения анализа и повторяемости результатов измерений. Такой операцией может быть одна из операций, выполняемых машиной в процессе ее реального применения, с контролируемыми условиями работы, работа машины на холостом ходу (например, шлифовальные машины с абразивным кругом, в который внесен дополнительный дисбаланс) или работа машины в специально созданных искусственных условиях (например, машины ударного действия, испытуемые с использованием поглотителей энергии ударов);
- использовать несколько представительных машин данного семейства для сравнения показателей их вибрационной активности при выполнении выбранного представительного задания;
- оценить эффекты, связанные с применением машины разными операторами;
- рассмотреть возможность применения специальных стендов-имитаторов, позволяющих избежать влияния операторов на производимую вибрацию и улучшить воспроизводимость результатов испытаний;
- определить причины изменчивости результатов измерений с целью уменьшить их влияние;
- оценить минимально достижимый разброс результатов измерений, полученных в одной испытательной лаборатории. Организовать межлабораторные сравнительные испытания с целью определить стандартное отклонение воспроизводимости;
- установить наименьшее число испытаний, достаточное для обеспечения общей точности метода. Подтверждение адекватности составленного испытательного кода:
- сравнить результаты испытаний на представительных машинах данного семейства с измеренными значениями вибрации тех же машин в реальных условиях их применения.
Приложение D
(справочное)
Таблица D.1
|
Обозначение ссылочного межгосударственного стандарта |
Обозначение и наименование ссылочного международного стандарта и условное обозначение степени его соответствия ссылочному межгосударственному стандарту |
|
ИСО 16063-1:1998 «Методы калибровки датчиков вибрации и удара. Часть 1. Основные положения» (NEQ) |
|
|
ИСО 8041:2005 «Воздействие вибрации на человека. Средства измерения» (IDT) |
|
|
ИСО 2041:1990 «Вибрация и удар. Словарь» (NEQ) |
|
|
ГОСТ 31192.1-2004 (ИСО 5349-1:2001) |
ИСО 5349-1:2001 «Вибрация. Измерение локальной вибрации и оценка ее воздействия на человека. Часть 1. Общие требования» (MOD) |
|
ГОСТ 31192.2-2005 (ИСО 5349-2:2001) |
ИСО 5349-2:2001 «Вибрация. Измерение локальной вибрации и оценка ее воздействия на человека. Часть 2. Практическое руководство по проведению измерений на рабочих местах» (MOD) |
|
ГОСТ 31193-2004 (ЕН 1032:2003) |
ЕН 1032:2003 «Вибрация. Испытания самоходных машин с целью определения параметров производимой вибрации» (MOD) |
|
Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDТ - идентичные стандарты; - MOD - модифицированные стандарты; - NEQ - неэквивалентные стандарты. |
|
Приложение Е
(справочное)
Изменение структуры настоящего стандарта по отношению к ИСО 20643:2005
Указанное в таблице Е.1 изменение структуры межгосударственного стандарта относительно структуры примененного международного стандарта обусловлено приведением в соответствие с требованиями ГОСТ 1.5-2001.
Таблица Е.1
|
Структура настоящего стандарта |
|||
|
Разделы |
Подразделы |
Разделы |
Подразделы |
|
4 |
- |
||
|
5 |
|||
|
6 |
6.1 |
||
|
6.2 |
|||
|
6.3 |
|||
|
6.4 |
|||
|
7 |
|||
|
8 |
|||
|
9 |
|||
|
10 |
|||
|
Примечание - Структурные элементы настоящего стандарта и международного стандарта ИСО 20643:2005, не указанные в данной таблице, идентичны. |
|||
|
Ключевые слова: вибрация, локальная вибрация, ручные машины, машины с ручным управлением, испытания, вибрационный параметр, заявление вибрационной характеристики, испытательный код по вибрации |