|
|
Открытое акционерное общество Проектно-конструкторский и технологический институт промышленного строительства ОАО ПКТИпромстрой |
|
|
УТВЕРЖДАЮ |
||
|
Генеральный директор, к.т.н. _____________ С.Ю. Едличка «_____» ____________ 2004 г. |


ТЕХНОЛОГИЧЕСКАЯ
КАРТА
НА ПРОКЛАДКУ СТАЛЬНОГО ВОДОПРОВОДА
ЧЕРЕЗ ПРОЕЗЖУЮ ЧАСТЬ АВТОДОРОГ
103-04 ТК
Главный инженер
__________ А.В. Колобов
начальник отдела
_________ Б.И. Бычковский
2004
Технологическая карта на прокладку стального водопровода через проезжую часть автодорог является обязательным организационно-технологическим документом, регламентирующим правила производства работ по прокладке стального водопровода через проезжую часть автодорог в траншее.
В карте приведены указания по организации и технологии укладки наружного водопровода из стальных труб, представлены схемы механизации, а также приведены данные по контролю качества и приемке работ, требования безопасности и охраны труда, экологической и пожарной безопасности при производстве работ.
Технологическая карта предназначена для производителей работ, мастеров и бригадиров организаций, производящих прокладку водопровода через проезжую часть автодорог, а также работников технического надзора заказчика и инженерно-технических работников строительных и проектно-технологических организаций.
Технологическая карта разработана сотрудниками ОАО ПКТИпромстрой:
Самосуд Н.В., Савина О.А. - разработка технологической карты, компьютерная обработка и графика;
Бычковский Б.И. - разработка технологической карты, техническое руководство, корректура и нормоконтроль;
Черных В.В. - технологическое сопровождение разработки;
Колобов А.В. - общее техническое руководство разработкой технологических карт;
Едличка С.Ю., к.т.н., - общее руководство разработкой технологической документации;
Авторы будут признательны за предложения и возможные замечания по составу и содержанию настоящей карты.
Контактный телефон: (095) 214-14-72 Факс: (095) 214-95-53
E-mail: pkti@co.ru
http://www.pkti.co.ru.
СОДЕРЖАНИЕ
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
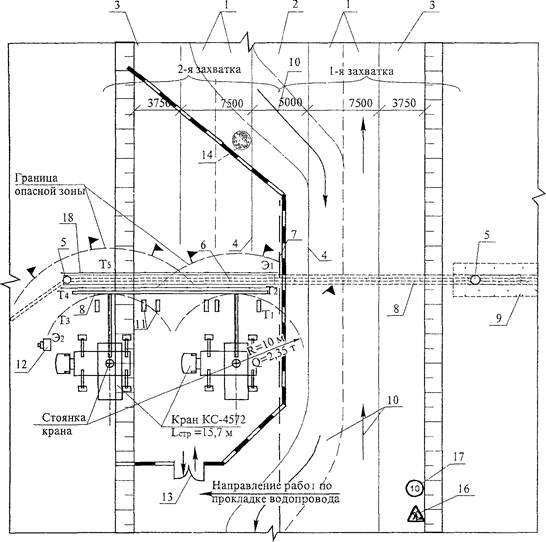
1.1. Технологической картой предусматривается прокладка стального водопровода из звеньев и отдельных труб в предварительно подготовленных траншеях с креплением стенок через проезжую часть автомобильных дорог, без использования футляров. На рисунке 1 представлена возможная конструктивная схема перехода водопровода через проезжую часть автодороги.
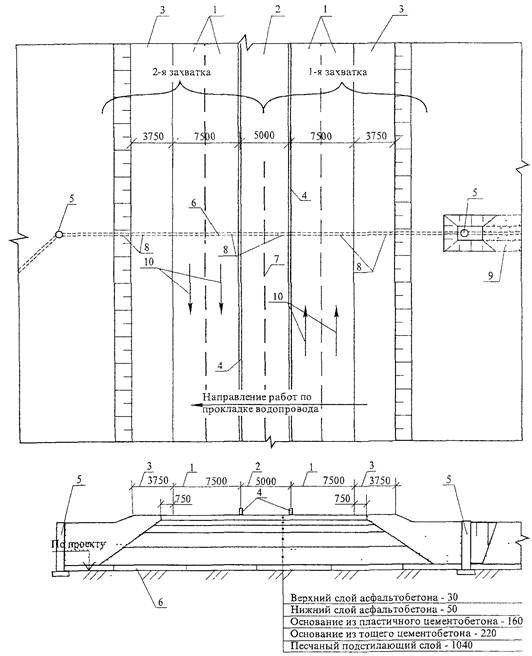
1 -
проезжая часть, полосы движения; 2 - разделительная полоса; 3 - обочина; 4 -
дорожный барьер; 5 - водопроводные колодцы;
6 - проектируемый переход водопровода; 7 - линия раздела по захваткам; 8 -
трубы водопровода;
9 - проложенный участок водопровода; 10 - направление движения автотранспорта
Рисунок 1 - Возможная схема перехода водопровода через проезжую часть автодороги
1.2. Технологическая карта, входящая в состав ППР, предназначена для инженерно-технического персонала (прорабов, мастеров) и рабочих строительных организаций, занятых на прокладке водопровода через проезжую часть автодорог, сотрудников технадзора заказчика, осуществляющих надзорные функции за технологией и качеством выполнения работ, а также инженерно-технических работников строительных и проектно-технологических организаций.
1.3. При привязке технологической карты к объекту строительства необходимо учитывать требования СНиП 3.05.04-85* «Наружные сети и сооружения водоснабжения и канализации», СНиП III-42-80* «Магистральные трубопроводы», «Организационно-технологического регламента строительства (реконструкции) объектов в стесненных условиях существующей городской застройки», введенного в действие с 2003 г., и «Правил производства земляных и строительных работ, прокладки и переустройства инженерных сетей и коммуникаций в г. Москве», утвержденных постановлением Правительства Москвы № 603 от 08.08.2000 г. (для Москвы).
1.4. Привязка технологической карты к местным условиям строительства состоит в уточнении объемов работ, средств механизации и потребности в трудовых и материально-технических ресурсах, калькуляции и календарного плана производства работ.
1.5. Производство работ по прокладке и переустройству инженерных сетей и коммуникаций разрешается выполнять при наличии ордера, оформленного уполномоченным органом Правительства Москвы - Объединением административно - технических инспекций, после рассмотрения и принятия положительного решения Городской комиссией по упорядочению разрытий при производстве строительных работ на территории г. Москвы (для Москвы) и Российских или местных административных органов управления (для остальных регионов России) на основании представленной документации.
1.6. Форма использования технологической карты предусматривает обращение ее в сфере информационных технологий с включением в базу данных по технологии и организации строительного производства автоматизированного рабочего места технолога строительного производства (АРМ ТСП), подрядчика и заказчика.
2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ СТРОИТЕЛЬНОГО ПРОЦЕССА
2.1. До начала производства работ по прокладке стального водопровода через проезжую часть автодорог необходимо:
- получить следующую документацию:
а) проект производства работ или технологическую карту;
б) план расположения прокладываемого водопровода и его удаление от существующих подземных коммуникаций, а также от воздушных сетей, в т.ч. от контактных сетей релейного транспорта;
- произвести согласно проекту организации дорожного движения деление проезжей части дороги на этапы укладки водопровода с установкой разделительных тумб и дорожных знаков;
- установить инвентарные здания и сооружения;
- установить информационные щиты с указанием сроков выполнения работ;
- установить сигнальное освещение;
- оградить участок производства работ;
- ознакомить участников строительства с проектом производства работ (технологической картой) и с требованиями безопасности и охраны труда под расписку;
- разобрать дорожное покрытие;
- разработать траншею соответствующей ширины с недобором до проектной отметки на 8 - 10 см (или устроить искусственное основание) в соответствии с требованиями ПОС, проекта производства работ или технологической карты с выбросом грунта в отвал;
- отрыть приямки в местах стыковки труб;
- установить крепления откосов траншеи (при необходимости);
- обеспечить водоотлив из траншеи (при необходимости);
- установить вдоль трассы временные реперы, связанные с нивелирными ходами с постоянными реперами;
- закрепить оси раскладки звеньев труб на бровке траншеи с установкой вешек по обе стороны автодороги;
- установить по нивелиру две визирки на бровке траншеи с учетом заданного проектом уклона лотков трубопровода и закрепить их на расстоянии 35 - 40 м одна от другой;
- очистить концы труб от загрязнений и выправить деформированные кромки;
- вынести ось трубопровода с установкой в траншее вешек;
- подготовить механизмы, инструмент, оборудование, инвентарь;
- обеспечить рабочих инструментами, приспособлениями и средствами индивидуальной защиты;
- определить места расположения подземных коммуникаций и закрепить их на местности соответствующими знаками или надписями, а при их пересечении произвести их защиту от механических повреждений и подвесить к жестким перемычкам.
Подготовительные работы по прокладке сети водопровода через проезжую часть автодорог следует выполнять специализированными строительно-монтажными подразделениями.
2.2. Для прокладки наружного водопровода применять трубы стальные электросварные по ГОСТ 10704-91 и ГОСТ 10705-80*, устанавливающие сортамент стальных электросварных прямошовных труб по длине в зависимости от диаметра.
Ширина земляного полотна допускает укладку водопровода звеньями. Максимальная длина звена - 40 м.
В качестве представителя для расчетов затрат труда и машинного времени принята труба по ГОСТ 10704-91 длиной 6 м, диаметром 377 мм и звено длиной 18 м, состоящее из труб по 6 м.
2.3. Технологической картой предусматривается следующая последовательность работ по укладке звена труб (труб) водопровода в траншею по каждой из захваток:
- укладка и выверка лежней вдоль проектируемой трассы;
- укладка стальных труб на лежни;
- очистка и подготовка кромок труб;
- центрирование и поддерживание труб при прихватке стыка;
- сварка труб в звено с поворачиванием их при сварке;
- удаление лежней и установка звена труб на инвентарные подкладки;
- зачистка дна траншеи и приямков средствами малой механизации или вручную;
- строповка звена труб (или трубы) на бровке траншеи;
- подача звена труб (или трубы) в траншею и укладка в проектное положение;
- стыковка, центрирование и прихватка звена труб (или трубы) электросваркой;
- выверка положения звена труб (или трубы);
- подбивка уложенного звена труб (или трубы) грунтом;
- соединение звена труб (или отдельных труб) сваркой;
- антикоррозионная защита стыков трубопровода;
- испытание трубопровода.
После укладки водопровода на первой захватке производится восстановление автодороги и перегруппировка обустройств на проезжей части, с последующим переходом работ на второй захватке.
2.4. Для прокладки труб водопровода могут быть использованы краны-трубоукладчики, технические характеристики которых даны в таблице 1, и грузоподъемные краны на гусеничном и автомобильном ходу. Для подбора кранов могут быть использованы каталоги, составленные ОАО ПКТИпромстрой:
- Часть 1. Краны автомобильные. Краны на шасси автомобильного типа;
- Часть 2. Пневмоколесные и гусеничные краны.
Таблица 1 - Технические характеристики кранов-трубоукладчиков
|
Марка кранов-трубоукладчиков |
||||||||||
|
ТГ-61 |
ТО-1224В (со складывающейся стрелой) |
Т-1530В |
ТГ-124 |
Г-201 |
Т-3560М |
ТГ-502 |
Д155с-1 |
Д355с-3 |
Cat-594 |
|
|
Грузоподъемность, т |
6,3 |
4,5 - 12 |
6 - 15 |
12,5 |
20 |
12 - 35 |
50 |
70 |
92 |
90,7 |
|
Момент устойчивости, кН · м |
16,0 |
33,6 |
412 |
340 |
500 |
735 |
1100 |
850 |
1150 |
1078 |
|
Вылет крюка, м |
5,0 |
1 - 4,5 |
1 - 5 |
5,6 |
6,0 |
1,7 - 6,5 |
7,5 |
6,0 |
6,0 |
1,2 - 7 |
|
Наибольшая высота подъема крюка, м |
4,85 |
4,6 |
5,0 |
5,2 |
5,4 |
5,9 |
6,2 |
5,2 |
5,2 |
6,4 |
|
Глубина опускания крюка при наибольшем вылете, м |
3 |
2 |
2 |
2 |
2 |
2 |
2 |
- |
- |
- |
|
Скорость подъема груза, м/мин |
8,3 |
7; 16 |
7; 16 |
7,8 |
5,8 |
8; 15 |
7,8 |
6; 13,8 |
5,5; 12,7 |
3,* - 18,5 |
|
Скорость опускания груза, м/мин |
8,3 |
9; 20 |
9; 20 |
7,8 |
11,9 |
8; 15 |
7,8 |
6; 13,8 |
4,5; 10,2 |
8,29 |
|
Скорость передвижения, м/мин: |
||||||||||
|
- вперед |
1,84 - 6,5 |
2,36 - 6,45 |
2 - 5,46 |
3,7 - 10,27 |
2,5 - 6,75 |
2,09 - 6,68 |
0 - 10,18 |
0 - 11,8 |
0 - 9,5 |
0 - 10,5 |
|
- назад |
2,3 - 4,8 |
2,79 - 7,61 |
2,71 - 4,43 |
3,56 - 9,9 |
1,97 - 5,5 |
3,08 |
0 - 10,18 |
0 - 12,6 |
0 - 12,6 |
0 - 12,7 |
|
Наибольшее удельное давление левой гусеницы, кПа |
117 |
237 |
171 |
245 |
188 |
245 |
294 |
- |
- |
292 |
|
Максимальное тяговое усилие на ведущем колесе, кН |
102 |
112 |
129 |
15,5 |
220 |
223 |
540 |
- |
- |
647 |
|
Марка базового трактора |
ДТ-75 |
Т-100М |
Т-100М |
Т-130.1.Г-1 |
Т-130 |
Д-804М |
Т-330 |
Д-155 |
Д-355 |
Д-96 |
|
Двигатель |
||||||||||
|
- марка |
снд-14Н |
Д-108 |
Д-108 |
Д-160 |
Д-160 |
8ДВГ-330 |
6Д155-4 |
6Д155-4 |
6Д155-4 |
Д-96 |
|
- мощность, кВт |
80 |
80 |
80 |
118,4 |
132 |
132 |
188 |
182 |
220 |
283 |
|
Дорожный просвет при погруженных грунтовых зацепах, мм |
450 |
331 |
420 |
479 |
427 |
440 |
600 |
500 |
630 |
640 |
|
Основные размеры (с вертикально поднятой стрелой и придвинутым контргрузом), мм: |
||||||||||
|
- длина |
4400 |
4230 |
4380 |
4393 |
4800 |
5400 |
6775 |
5620 |
5900 |
5800 |
|
- ширина |
3500 |
4340 |
4320 |
4420 |
4200 |
4260 |
5790 |
4400 |
4400 |
4300 |
|
- высота |
6200 |
6060 |
6560 |
6480 |
7275 |
7860 |
8950 |
3620 |
4010 |
3500 |
|
Масса, т |
13,4 |
19,3 |
24,9 |
21,6 |
28 |
35,7 |
63,0 |
44,5 |
58,4 |
54,6 |
|
Изготовитель |
Московский Газстроймаш Миннефтегазстроя |
Чебаркульский ремонтно-механический завод, Очерский машиностроительный завод |
Очерский машиностроительный завод |
Бакинский завод им. Сардарова |
Очерский машиностроительный завод |
Стерлитомакский завод строительных машин |
Фирма «Камацу» |
Фирма «Катерпиллер» |
||
2.5. Работы по прокладке звена труб (или труб) водопровода через проезжую часть автодорог выполняется звеном монтажников наружных трубопроводов в количестве 5 человек следующей квалификации:
- монтажник 5 разряда Tl - 1;
- монтажники 4 разряда Т2 и Т3 - 2;
- монтажники 3 разряда Т4 и T5 - 2.
При прокладке трубопроводов диаметром 600 мм и более могут быть включены в состав звена монтажник 6 разряда и монтажник 3 разряда по 1 человеку.
Сварочные работы выполняет электросварщик 6 разряда, не входящий в состав звена монтажников.
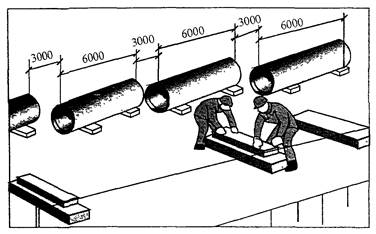
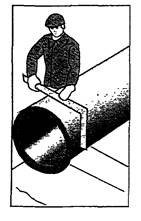
2.6. Раскладка лежней вдоль траншеи для укладки труб и сварки их в звено осуществляется двумя монтажниками Т3 и Т4.
Монтажники Т3 и Т4 натягивают рулетку вдоль оси раскладки звеньев и размечают по ней положение лежней, после чего подносят лежни и раскладывают их по разметке так, чтобы середина лежней совпадала с осью раскладки. По концам крайних лежней забивают четыре стальных стержня и натягивают между ними шпагат на уровне верха крайних лежней. Затем, предварительно сдвинув промежуточные лежни, укладывают их по уровню крайних, срезая или подбивая лопатами грунт под ними.
2.7. Монтажники Tl и Т2 по рулетке размечают середину трубы. Машинист устанавливает кран-трубоукладчик на расстоянии около 1 м от трубы так, чтобы стрела находилась над центром ее тяжести, и опускает строп-полотенце. Монтажник Т2 стропует первую трубу, и машинист крана приподнимает ее на 20 - 30 см.
Убедившись в правильности строповки и надежности действия тормозов, он продолжает подъем на высоту до 1 м, после чего по команде стропующего укладывает трубу на лежни так, чтобы ее стыкуемый конец находился примерно на равном расстоянии от промежуточных лежней.
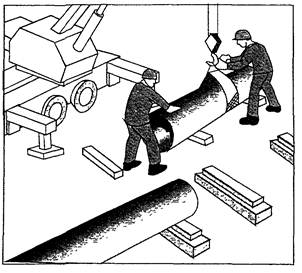
Монтажники, стоя у обоих концов трубы, удерживают ее от разворота.
Таким же способом укладывают вторую трубу. Расстояние между краями уложенных труб должно быть в пределах 0,3 - 0,5 м.
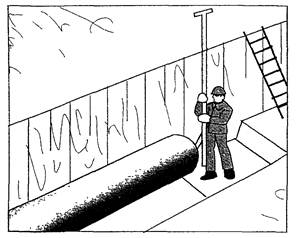
Схема организации рабочего места при укладке труб на лежни для соединения в звено показана на рисунке 2.
1 - проезжая часть, полосы движения; 2 - разделительная полоса; 3 - обочина; 4 - дорожный барьер; 5 - водопроводные колодцы; 6 - проектируемый переход водопровода; 7 - дорожные тумбы; 8 - трубы водопроводные; 9 - проложенный участок водопровода; 10 - направление движения автотранспорта; 11 - лежни; 12 - сварочный агрегат, 13 - ворота; 14 - импульсная стрелка; 15 - сужение дороги (налево, направо); 16 - дорожные работы; 17 - ограничение скорости, 18 - ограждение траншеи и участка работ.
T1, Т2, Т3, Т4, Т5, Э1, Э2 - рабочие места исполнителей.
Рисунок 2 - Схема организации рабочего места при укладке труб на лежни и в траншею
2.8. Монтажники Т3 и Т4 с помощью зубил и молотков очищают кромки труб от грязи и наледи, стальными щетками зачищают кромки труб до металлического блеска на длину не менее 10 мм снаружи и изнутри.
Машинист устанавливает кран-трубоукладчик у середины второй трубы и опускает строп-полотенце. Монтажник Т2 закрепляет строп-полотенце и подает команду машинисту крана приподнять трубу на 0,5 м над лежнями и переместить к месту стыковки. Монтажники T1 и Т2 укладывают трубу на лежни и центрируют стыки, после чего рихтуют и закрепляют ее, забивая молотком деревянные клинья. Затем они устанавливают на стык наружный центратор и поворотом винтового рычага до отказа закрепляют отцентрированный стык. Электросварщик универсальным шаблоном проверяет величину зазора между торцами стыкуемых труб (1,5 - 2,5 мм по всей окружности стыка). В случае несоответствия величины зазора указанным размерам монтажники винтовым рычагом ослабляют центратор, машинист подъемом крюка делает натяжку стропа, а монтажники при помощи ломов изменяют величину зазора, после чего деревянными клиньями фиксируют положение трубы, и окончательно центрируют стык, затянув рычаг центратора до отказа.
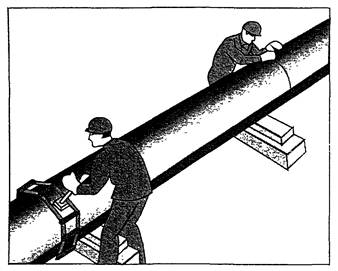
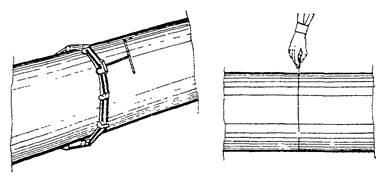
2.9. Порядок наложения шва при сварке труб в звено показан на рисунке 3.
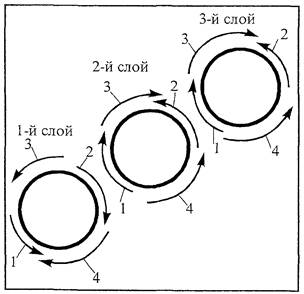
Рисунок 3 - Порядок наложения шва при сварке стыка
Электросварщики прихватывают стык в нескольких местах, располагая швы на равных расстояниях по окружности. По окончании прихватки монтажники T1 и Т2 снимают центратор со стыка.
Электросварщики сваривают стык трехслойным швом, как показано на рисунке 3, соблюдая установленный режим сварки и зачищая каждый слой шва перед наложением следующего шва.
Швы накладывают при двух положениях стыкуемого звена. После наложения сварного шва на четверти окружности трубы с каждой стороны монтажники поворачивают звено труб и закрепляют его на лежнях у стыка, забивая молотком деревянные клинья.
Машинист устанавливает кран-трубоукладчик у конца сваренного звена труб и опускает строп-полотенце. По команде монтажника машинист приподнимает звено на высоту 0,5 м, и рабочие удаляют два лежня и подводят под конец звена труб инвентарную подкладку, а машинист крана-трубоукладчика опускает на нее конец звена. Монтажник снимает строп-полотенце. Другой конец звена труб устанавливают на инвентарную подкладку таким же способом, после чего звено считается подготовленным к укладке в траншею.
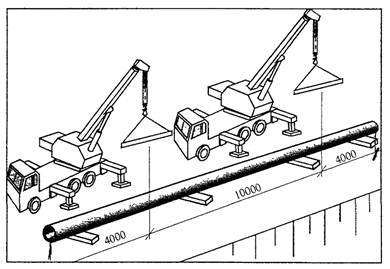
2.10. Зачистка дна траншеи и приямков на всем протяжении трубопровода производится монтажником Т5 вручную с использованием лопат, ходовой визирки и визирок на бровке траншеи с учетом проектного уклона трубопровода. Толщина срезки недобора грунта определяется по ходовой визирке и визиркам на бровке траншеи. Зачистка должна производиться участками, равными длине трубы (либо звена, если принято такое решение по месту). Недобор грунта из приямков и дна траншеи выбрасывается на бровку, противоположную размещению грузоподъемных механизмов.
2.11. После зачистки монтажники, по двое на каждом конце звена труб (или отдельных труб), размечают с помощью рулетки места строповки звена (или трубы) для грузоподъемных механизмов.
Для перемещения трубы (звена) в проектное положение машинист устанавливает трубоукладчик (либо кран) напротив укладываемой трубы (либо звена) так, чтобы его стрела находилась над серединой трубы либо над отмеченными местами звена, и опускает крюк. Монтажники попарно T1, Т2 и Т3, Т4 заводят стропы-полотенца под укладываемую трубу и цепляют их за крюки крана, после чего монтажник (сигнальщик) T1 подает команду машинисту на подъем трубы (звена). Монтажники тем временем снимают распорки крепления траншеи в месте монтажа трубы (звена).
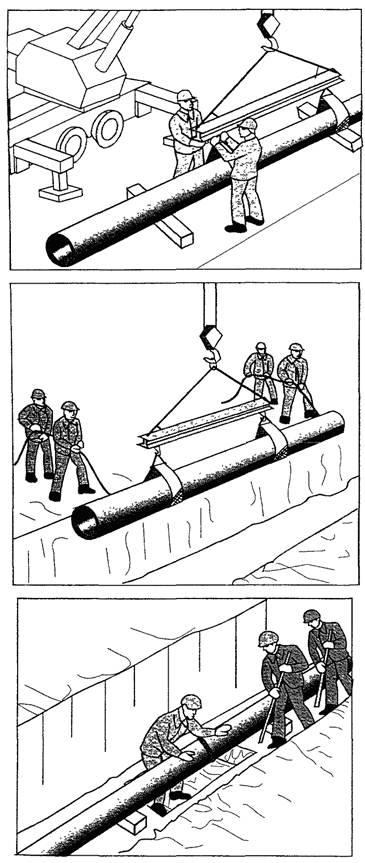
2.12. Машинист после получения команды приподнимает трубу (звено) сначала на 200 - 300 мм и, убедившись в правильности и надежности строповки, поднимает на высоту 1 м и опусканием стрелы направляет трубу (звено) в траншею. Монтажники T1, T2, и Т3, Т4, находясь на бровке траншеи, с помощью веревочных расчалок удерживают трубу (звено) от разворота. По команде монтажника (сигнальщика) T1 машинист опускает трубу (звено), приостановив спуск на расстоянии 0,5 м от дна траншеи. Крепление стенок траншеи условно не показано.
2.13. Монтажники T1, Т2, Т3 и Т4 спускаются в траншею, принимают трубу, подводят ее к ранее уложенным и сваренным в звено или плеть трубам и укладывают ее на основание. После восстановления крепления стенок траншеи они центрируют стык на глаз при помощи ломов, после чего фиксируют положение трубы подручными средствами. Монтажники Т3 и Т4 устанавливают на стык наружный центратор и поворотом винтового рычага до отказа закрепляют отцентрированный стык. Электросварщик универсальным шаблоном проверяет величину зазора между торцами стыкуемых труб, которое должно быть в пределах 1,5 - 2,5 мм по всей окружности стыка. В случае несоответствия величины зазора указанным размерам монтажники Т3 и Т4 винтовым рычагом ослабляют центратор, машинист движением стрелы изменяет величину зазора, а монтажники T1, Т2, Т3 и Т4 помогают ему ломами, после него фиксируется новое положение трубы. Затем монтажники Т3 и Т4 окончательно центрируют стык, затянув рычаг центратора до отказа. Электросварщик переносит провода к стыку и закрепляет вилку провода заземления на трубе. Он прихватывает стык в шести местах, располагая швы длиной 50 - 60 мм на равном расстоянии друг от друга по окружности стыка, после чего монтажники Т3 и Т4 снимают центратор со стыка. Монтажники T1 и Т2 в это время стальными щетками зачищают до металлического блеска концы следующей трубы (звена) на длине не менее 10 мм снаружи и внутри.
2.14. Выверка положения трубы (звена) производится монтажниками T1 и Т2, один из которых (Т2) устанавливает на лоток укладываемой трубы (звена) ходовую визирку, а второй монтажник T1, находясь у передней линии неподвижной визирки обноски, следит за тем, чтобы верх ходовой визирки находился на линии визирования. При необходимости он подает сигнал машинисту приподнять или опустить трубу (звено), а монтажники Т3 и Т4 срезают или подбивают грунт под трубой (звеном). Затем монтажник T1 при помощи угольника с уровнем отмечает на концах укладываемого звена (трубы) положение оси трубопровода, а монтажники Т3 и Т4 по отвесу устанавливают на размеченные места вешки. Монтажник T1, ориентируясь на вешку, установленную на ранее уложенную трубу, проверяет правильность укладки трубы (звена) в плане.
При необходимости монтажники Т2, Т3 и Т4 ломами смещают конец трубы (звена) в нужную сторону, после чего производится расстроповка трубы (звена), при этом придерживая трубу (звено) ломами, пока машинист не уведет стрелу.
2.15. После окончательной выверки и увода стрелы с траверсой и стропами из зоны монтажа трубы (звена) монтажники T1, T2, Т3 и Т4 лопатами подбивают трубу грунтом на высоту 1/4 ее диаметра с послойным уплотнением ручными трамбовками. Толщина уплотняемого слоя грунта не должна превышать 25 - 30 см.
2.16. После подбивки трубы (звена) производится сварка неповоротного стыка трубы с ранее уложенной трубой. Электросварщик сваривает стык в три слоя. Первый слой шва он наплавляет электродами диаметром 3 мм при силе тока 100 - 150 А; второй и третий слои - электродами диаметром 4 мм при силе тока 140 - 180 А. Общая толщина сварного шва должна превышать толщину стенок труб на 1 - 3 мм. Прядок наложения слоев шва при сварке стыка представлен на рисунке 3, на котором стрелками показано направление сварки, начало и конец шва на участках стыка.
При перерывах в сварке между слоями более 10 мин, а также после сварки для снижения скорости охлаждения швов сварные стыки целесообразно укрывать сухими теплозащитными поясами из асбестовых тканей.
После наложения каждого слоя шва электросварщик стальной щеткой очищает его от окалины и шлака, а брызги металла срубает зубилом. На поверхности трубы у стыка электросварщик наплавляет шифр присвоенного ему клейма. Клеймо наносят на расстоянии 100 - 150 мм от стыка в верхней полукружности трубы.
Сварку и прихватку стыковых соединений труб (звеньев) допускается производить при температуре наружного воздуха согласно указаниям таблицы 2.
Таблица 2 - Указания по сварке трубопроводов при температуре окружающего воздуха ниже 0 °C
|
Толщина стали в мм |
|||
|
до 10 |
от 10 до 16 |
свыше 16 |
|
|
Углеродистая с содержанием углерода в %: |
|||
|
до 0,2 |
До минус 30 °C без подогрева; ниже минус 30 °C с подогревом стыка до 100 - 150 °C |
До минус 20 °C без подогрева, ниже минус 20 °C с подогревом стыка до 100 - 150 °C |
|
|
более 0,2 |
До минус 10 °C без подогрева; ниже минус 10 °C с подогревом до 100 - 150 °C |
До 0 °C без подогрева; ниже 0 °C с подогревом стыка до 100 - 150 °C |
|
Примечания1. При температуре окружающего воздуха ниже минус 20 °C сварка трубопроводов должна выполняться по специальной технологии. 2. При сварке трубопроводов из легированных сталей необходимость подогрева и температура определяются по специальной инструкции. |
|||
Трубы из низколегированных сталей марок 10Г2С, 09Г2С, 14ХГС, 17ГС и других аналогичных марок с толщиной стенки до 15 мм можно сваривать при температуре воздуха до минус 50 °C электродами с фтористо-кальциевым покрытием без предварительного подогрева.
При ветре свыше 10 м/с, а также при выпадении атмосферных осадков производить сварочные работы без инвентарных укрытий запрещается.
При перерыве в работе более 2 часов концы свариваемого участка водопровода следует закрыть инвентарными заглушками для предотвращения попадания внутрь трубы снега, грязи и т.п.
После окончания сварочных работ наружная изоляция труб в местах сварных соединений должна быть восстановлена в соответствии с проектом.
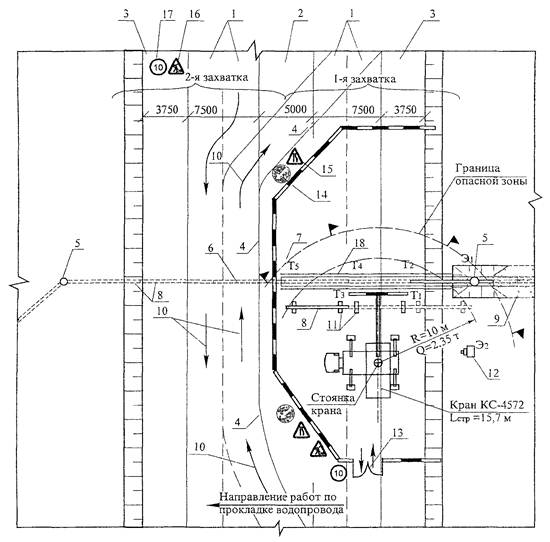
Схема организации рабочего места при укладке звена труб в траншею с использованием автомобильного крана представлена на рисунке 4.
1 - проезжая часть, полосы движения; 2 - разделительная полоса; 3 - обочина; 4 - дорожный барьер; 5 - водопроводные колодцы; 6 - проектируемый переход водопровода; 7 - дорожные тумбы; 8 - трубы водопроводные; 9 - проложенный участок водопровода; 10 - направление движения автотранспорта; 11 - лежни; 12 - сварочный агрегат; 13 - ворота; 14 - импульсная стрелка; 16 - дорожные работы; 17 - ограничение скорости; 18 - ограждение траншеи и участка работ.
T1, Т2, Т3, Т4, Т5, Э1, Э2 - рабочие места исполнителей.
Рисунок 4 - Схема организации рабочего места при укладке звена труб в траншею
2.17. После окончания всех монтажных работ, при отсутствии в проекте указаний о способе испытаний, трубопровод испытывается давлением на прочность и герметичность гидравлическим способом (водой или незамерзающими жидкостями). Гидравлическое испытание трубопроводов водой при отрицательной температуре воздуха допускается только при условии предохранения трубопровода от замораживания.
Полость трубопровода до испытания должна быть очищена от окалины и шлака, а также от случайно попавших при строительстве внутрь трубопроводов грунта, воды и различных предметов.
Испытание трубопроводов следует производить после полной готовности участка или всего трубопровода (полной засыпки, обвалования или крепления на опорах, очистки полости, установки арматуры и приборов, катодных выводов и представления исполнительной документации на испытываемый объект).
Испытание трубопроводов осуществляется в два этапа:
- предварительное испытание на прочность и герметичность, которая выполняется после засыпки пазух с подбивкой грунта на половину вертикального диаметра и присыпкой трубы с оставленными открытыми для осмотра стыковыми соединениями, но до закрытия каналов и установки сальниковых компенсаторов, секционирующих задвижек, гидрантов, вантузов, предохранительных клапанов;
Предварительное испытание трубопроводов, подлежащих в процессе строительства немедленной засыпке (производство работ в стесненных условиях) при соответствующем обосновании в проектах, допускается не производить.
- приемочное (окончательное) испытание на прочность и герметичность, которое выполняется после полной засыпки трубопровода при участии представителей заказчика и эксплуатирующей организации и завершения строительно-монтажных работ, установки всего оборудования тепловых сетей (задвижек, компенсаторов и др.), предусмотренного проектом засыпки траншеи, но до устройства гидрантов, вантузов, предохранительных клапанов, вместо которых на время испытания устанавливаются фланцевые заглушки.
2.18. Величина внутреннего расчетного давления Pр и испытательного Pи для проведения предварительного и приемочного испытаний трубопровода на прочность должны быть определены проектом в соответствии с требованиями СНиП 2.04.02-84* и указаны в рабочей документации. При испытании трубопровода на герметичность величина давления Pг не должна превышать величины приемочного испытательного давления Pи.
2.19. Проведение гидравлического испытания трубопровода на прочность и герметичность производить в соответствии с приложением 2 СНиП 3.05.04-85*.
Результаты гидравлического испытания следует считать удовлетворительными, если во время их проведения в трубопроводе не произошло падения давления ниже допустимого, а в сварных швах труб и корпусах арматуры не обнаружено признаков разрыва и утечки воды.
2.20. После испытания трубопровода бригада изолировщиков производит гидроизоляцию стыков трубопровода.
2.21. Противокоррозионную защиту трубопроводов изоляционными покрытиями необходимо выполнять согласно требованиям проекта, стандартов, технических условий на изоляционные и оберточные материалы, СНиП 3.04.03-85 и СНиП 2.03.11-85.
2.22. Перед нанесением изоляционных покрытий изолируемая поверхность стыков очищается от грязи, окалины и ржавчины до металлического блеска и протирается насухо тряпками или мягкими щетками.
2.23. Изоляционные материалы наносятся на сухую поверхность немедленно после очистки трубопровода. Изоляционный слой должен быть ровным, без пропусков, сгустков, подтеков и пузырей.
Изоляция стыков производится теми же материалами, что и изоляция трубопровода.
2.24. Качество изоляционных покрытий трубопроводов должен проверять подрядчик в присутствии представителя технадзора заказчика по мере их нанесения, перед укладкой и после укладки трубопровода в траншею.
Выявленные дефекты в изоляционном покрытии, а также повреждения изоляции, проведенные во время проверки ее качества, должны быть исправлены.
2.25. Перед пуском в эксплуатацию трубопровод необходимо подвергнуть промывке (очистке) и дезинфекции и с последующей промывкой. Проведение промывки и дезинфекции производить в соответствии с Приложением 5 СНиП 3.05.04-85*.
2.26. При прокладке коммуникаций через проезжую часть автодорог должны предусматриваться мероприятия по предотвращению подмыва или подтопления дорог при повреждении трубопровода.
2.27. Проект прокладки коммуникации через проезжую часть автодорог должен согласовываться с Министерством строительства и эксплуатации автомобильных дорог.
2.28. Во избежание неравномерной осадки труб и расстройства стыковых соединений каждая труба должна опираться на ненарушенный грунт (естественное основание) своей нижней частью не менее чем на 3/4 ее длины с учетом длины приямков.
2.29. Производство земляных работ осуществляется в соответствии со СНиП 3.02.01-87 «Земляные сооружения, основания и фундаменты», «Правилами производства земляных и строительных работ, прокладки и переустройства инженерных сетей и коммуникаций в г. Москве», «Регламентом подготовки, организации и производства строительных (земляных) работ в стесненных условиях городской застройки».
3. ТРЕБОВАНИЯ К КАЧЕСТВУ И ПРИЕМКЕ РАБОТ
3.1. При производстве работ по устройству наружных водопроводов из стальных труб должны соблюдаться требования СНиП 3.01.01-85* «Организация строительного производства», СНиП 3.01.03-84 «Геодезические работы в строительстве» и СНиП 3.05.04-85* «Наружные сети и сооружения водоснабжения и канализации». Монтаж трубопроводов должен производиться в соответствии с проектом производства работ и технологическими картами после проверки соответствия проекту размеров траншеи, крепления стенок и отметок дна.
3.2. Требуемое качество и надежность работы водопровода должны обеспечиваться строительными организациями путем осуществления комплекса технических, экономических и организационных мер эффективного контроля на всех стадиях создания строительной продукции, т.е. строительства перехода сетями через автодорогу.
3.3. Контроль качества строительно-монтажных работ должен осуществляться специалистами или специальными службами, входящими в состав строительных организаций или привлекаемыми со стороны, и оснащенными техническими средствами, обеспечивающими необходимую достоверность и полноту контроля.
3.4. Производственный контроль качества работ по прокладке водопровода через проезжую часть автодорог включает входной контроль рабочей документации, конструкций, изделий, материалов и оборудования, а также качество выполненных предшествующих работ, операционный контроль отдельных строительных процессов или производственных операций и приемочный контроль выполненных работ.
3.5. При входном контроле рабочей документации производится проверка ее комплектности и достаточности содержащейся в ней технической информации для производства работ. При входном контроле конструкций, изделий, материалов и оборудования подлежат проверке внешним осмотром соответствие их требованиям стандартов и других нормативных документов и рабочей документации, а также наличие и содержание паспортов, сертификатов и других сопроводительных документов. До начала работ внутри подготовленной траншеи производится проверка ее соответствия проекту, отметки дна траншеи, состояние крепления стенок при разработке грунта без откосов. Минимальная ширина траншеи по низу в зависимости от способа укладки и диаметра укладываемой трубы должна быть не менее указанных в таблице 3 величин.
Трубы перед монтажом должны быть осмотрены и очищены изнутри и снаружи от грязи, снега, льда, масел и посторонних предметов.
Участки труб с вмятинами свыше 3,5 % диаметра трубы или имеющие надрывы должны быть удалены. Допускается ремонт сваркой забоин и задиров фасок глубиной до 5 мм. Концы труб с забоинами или задирами фасок глубиной свыше 5 мм подлежат обрезке.
Таблица 3 - Минимальная ширина траншеи при прокладке сетей водопровода
|
Ширина траншеи, м, при сварном соединении при укладке |
Примечания |
||
|
плетями или отдельными секциями |
отдельными трубами |
||
|
70 |
0,7 |
0,57 |
|
|
152 |
0,7 |
0,65 |
|
|
377 |
0,7 |
0,88 |
|
|
406 |
0,71 |
0,91 |
|
|
478 |
0,8 |
0,98 |
|
|
530 |
0,83 |
1,33 |
|
|
720 |
1,1 |
1,52 |
|
|
820 |
1,3 |
1,62 |
|
|
920 |
1,4 |
1,72 |
|
|
1120 |
1,7 |
1,92 |
|
|
1420 |
2,13 |
2,22 |
|
|
1620 |
2,43 |
2,52 |
|
|
1720 |
2,58 |
2,23 |
|
|
1820 |
2,73 |
2,38 |
|
|
2020 |
3,03 |
2,68 |
|
|
2220 |
3,33 |
2,98 |
|
|
2520 |
3,78 |
3,43 |
|
|
3500 |
5,25 |
4,9 |
|
Примечания1. Ширина траншеи для трубопроводов диаметром свыше 3,5 м устанавливается в проекте, исходя из технологии устройства основания, их монтажа, изоляции и заделки стыков. 2. При параллельной укладке нескольких трубопроводов в одной траншее расстояние от крайних труб до стенок траншей определяется требованиями настоящей таблицы, а расстояние между трубами устанавливается проектом. |
|||
Результаты входного контроля должны быть занесены в Журнал входного учета и контроля качества получаемых деталей, материалов, конструкций и оборудования.
3.6. Операционный контроль осуществляется в ходе выполнения строительных процессов и производственных операций по укладке водопроводных труб и обеспечивает своевременное выявление дефектов и принятие мер по их устранению и предупреждению.
При операционном контроле должно проверяться соблюдение технологии выполнения строительно-монтажных процессов; соответствие выполняемых работ рабочим чертежам, строительным нормам, правилам и стандартам.
Операционный контроль должен выполняться производителями работ и мастерами, а самоконтроль - исполнителями работ.
Результаты операционного контроля фиксируются в общих журналах или журналах производства работ, журналах геотехнического контроля и других документах, предусмотренных действующей в данной организации системой управления качеством.
3.7. Прокладку водопровода через проезжую часть автодорог следует осуществлять при постоянном маркшейдерско-геодезическом контроле строительной организации за соблюдением предусмотренного проектом планового и высотного положений трубопроводов.
3.8. Оценка качества изоляции законченных строительством участков трубопроводов контролируется на всем протяжении катодной поляризацией по технологической инструкции.
3.9. При контроле качества сварных соединений трубопроводов следует выполнять:
- операционный контроль в процессе сборки и сварки трубопровода в соответствии с требованиями СНиП 3.01.01-85*;
- проверку сплошности сварных стыков с выявлением внутренних дефектов одним из неразрушающих (физических) методов контроля - радиографическим (рентгено- или гаммаграфическим) по ГОСТ 7512-82 или ультразвуковым по ГОСТ 14782-86.
Применение ультразвукового метода допускается только в сочетании с радиографическим, которым должно быть проверено не менее 10 % общего числа стыков, подлежащих контролю.
3.10. При операционном контроле качества сварных соединений стальных труб следует проверить соответствие стандартам конструктивных элементов и размеров сварных соединений, способа сварки, качества сварочных материалов, подготовки кромок, величины зазоров, числа прихваток, а также исправности сварочного оборудования.
3.11. Внешнему осмотру подлежат все сварные стыки, при этом они не должны иметь трещин, подрезов глубиной более 0,5 мм, западаний между валиками, наплывов, прожогов, отступлений от допустимых размеров и формы шва, недопустимых смещений кромок, кратеров и выходящих на поверхность пор.
На трубопроводах сварные стыки, сваренные без подкладного кольца, подвергаются внешнему осмотру и измерению размеров снаружи и изнутри трубы при диаметре труб 1020 мм и более, в остальных случаях - только снаружи. Перед осмотром сварной шов и прилегающие к нему поверхности труб на ширину не менее 20 мм (по обе стороны шва) должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений.
Смещение кромок после сварки не должно превышать 25 % толщины стенки, но не более 3 мм. Допускаются местные смещения на 20 % периметра стыка, величина которых не превышает 30 % толщины стенки, но не более 4 мм.
3.12. При контроле физическими методами стыков трубопроводов, выполненных дуговыми способами сварки, годными считаются сварные швы, в которых:
- отсутствуют трещины любой глубины и протяженности;
- глубина шлаковых включений не превышает 10 % толщины стенки трубы при их суммарной длине не более 1/6 периметра стыка;
- наибольший из размеров пор в процентном отношении к толщине стенки трубы не превышает 20 % при расстоянии между соседними порами не менее 3 толщин стенки; 15 % при расстоянии между соседними порами не менее 2 толщин стенки; 10 % при расстоянии между соседними порами менее 2 толщин стенки, но не менее 3-кратного размера поры.
Во всех случаях максимальный размер поры не должен превышать 2,7 мм.
Допускается местный непровар в корне шва глубиной до 10 % толщины стенки трубы, но не более 1 мм, суммарной длиной до 1/6 периметра стыка.
В стыках трубопровода диаметром 1000 мм и более на участках, выполненных с внутренней подваркой, непровары в корне шва не допускаются.
3.13. Сварные стыки для контроля физическими методами отбираются в присутствии представителя заказчика, который записывает в журнале производства работ сведения об отобранных для контроля стыках (местоположение, клеймо сварщика и др.).
3.14. При выявлении физическими методами контроля недопустимых дефектов в сварных швах эти дефекты следует устранить и произвести повторный контроль качества. В случае выявления недопустимых дефектов при повторном контроле должны быть проконтролированы все стыки, выполненные данным сварщиком.
3.15. Исправление дефектов в стыках, выполненных дуговыми методами сварки, допускается в следующих случаях:
- если суммарная длина дефектных участков не превышает 1/6 периметра стыка.
- если длина выявленных в стыке трещин не превышает 50 мм.
При наличии трещин суммарной длиной более 50 мм стыки подлежат удалению.
3.16. Исправление дефектов в стыках, выполненных дуговыми методами сварки, следует производить следующими способами:
- подваркой изнутри трубы дефектных участков в корне шва;
- наплавкой ниточных валиков высотой не более 3 мм при ремонте наружных и внутренних подрезов;
- вышлифовкой и последующей заваркой участков швов со шлаковыми включениями и порами;
- при ремонте стыка с трещиной длиной до 50 мм засверливаются два отверстия на расстоянии не менее 30 мм от краев трещины с каждой стороны, дефектный участок вышлифовывается полностью и заваривается вновь в несколько слоев;
- обнаруженные при внешнем осмотре недопустимые дефекты должны устраняться до проведения контроля неразрушающими методами.
Все исправленные участки стыков должны быть подвергнуты внешнему осмотру и радиографическому контролю. Повторный ремонт стыков не допускается.
3.17. Результаты проверки качества сварных стыков трубопроводов физическими методами контроля следует оформлять актом (протоколом).
Заключения, радиографические снимки, зарегистрированные результаты ультразвуковой дефектоскопии и ферромагнитные ленты со стыков, подвергавшихся контролю, хранятся в полевой испытательной лаборатории до сдачи трубопровода в эксплуатацию.
3.18. При проверке сварных швов радиографическим методом допустимыми дефектами считаются:
- поры и включения, размеры которых не превышают максимально допустимых по ГОСТ 23055-78 для 7-ого класса сварных соединений;
- непровары, вогнутость и превышение проплава в корне шва, выполненного электродуговой сваркой без подкладного кольца, высота (глубина) которых не превышает 10 % номинальной толщины стенки, а суммарная длина - 1/3 внутреннего периметра соединения.
3.19. Зазор между трубопроводом и сборной частью бетонных или кирпичных упоров должен быть плотно заполнен бетонной смесью или цементным раствором.
3.20. Контроль за несущей способностью анкерных устройств необходимо осуществлять путем проведения контрольных выдергиваний.
Испытанию подлежит не менее двух процентов анкеров от общего количества, установленных на трубопроводе.
Результаты испытаний должны оформляться паспортом (актом) на скрытые работы.
3.21. При прокладке коммуникаций через проезжую часть автодорог подлежат приемке с составлением актов освидетельствования скрытых работ по форме, приведенной в СНиП 3.01.01-85*, следующие этапы и элементы скрытых работ: подготовка основания под трубопроводы, устройство упоров, величина зазоров и выполнение уплотнений стыковых соединений, устройство колодцев, противокоррозионная защита трубопроводов, герметизация мест прохода.
3.22. На строительном объекте должен осуществляться постоянный контроль содержания вредных веществ в воздухе, а также предельных величин вибрации и шума.
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ И ОХРАНЫ ТРУДА, ЭКОЛОГИЧЕСКОЙ И ПОЖАРНОЙ БЕЗОПАСНОСТИ
4.1. О начале работ по прокладке коммуникаций через проезжую часть автодорог уведомить заинтересованные стороны, а производство работ вести под наблюдением и техническим надзором представителей заинтересованных организаций.
4.2. Рабочие при производстве работ должны иметь удостоверения на право производства работ, а также пройти первичный инструктаж по безопасности и охране труда в соответствии с требованиями ГОСТ 12.0.004-90 «ССБТ. Организация обучения безопасности труда. Общие положения».
Допуск рабочих к самостоятельному выполнению работ по прокладке коммуникаций через проезжую часть автодорог разрешается только после их ознакомления (под расписку) с технологической картой и в случае необходимости, с требованиями, изложенными в наряде-допуске, прошедшие специальный инструктаж по безопасности труда.
4.3. Производственные территории, участки работ должны быть обеспечены необходимыми средствами коллективной защиты, в числе которых: оградительные устройства, изолирующие устройства и покрытия и др., и индивидуальной защиты работающих, в числе которых: каски строительные, рукавицы, очки защитные и др., первичными средствами пожаротушения, а также средствами связи, сигнализации и другими техническими средствами обеспечения безопасных условий труда в соответствии с требованиями действующих нормативных документов и условиями соглашений.
4.4. Для спуска рабочих в траншеи использовать трапы шириной 0,3 м или лестницы, оборудованные перилами.
Перед допуском рабочих в траншеи глубиной более 1,3 м должна быть проверена устойчивость откосов или крепления стен.
4.5. Траншеи через проезжую часть автодорог должны быть ограждены защитным ограждением с учетом требований ГОСТ 23407-78. На ограждении необходимо устанавливать предупредительные надписи и знаки. Кроме того, строительство перехода должно вестись при наличии проекта организации дорожного движения.
Территория строительных работ в темное время суток должна быть освещена в соответствии с требованиями ГОСТ 12.1.046-85 «ССБТ Строительство. Нормы освещения строительных площадок»: освещенность рабочих мест должна быть не менее 30 лк, стройплощадки - не менее 10 лк. Ограждения должны быть освещены сигнальными электролампами напряжением не выше 42 В. Проект временного освещения и электроснабжения разрабатывает подрядчик.
Строительное производство в неосвещенных местах не допускается.
4.6. Материалы следует размещать в соответствии с требованиями СНиП 12-03-2001 «Безопасность труда в строительстве. Часть 1. Общие требования» и межотраслевых правил по охране труда на выровненных площадках, принимая меры против самопроизвольного смещения, просадки, осыпания и раскатывания складируемых материалов.
4.7. При выполнении сварочных работ на открытом воздухе во время осадков места сварки должны быть защищены от влаги и ветра.
4.8. Все пусковые устройства размещаются так, чтобы исключить возможность пуска механизмов посторонними лицами.
4.9. Все токоведущие части машин и механизмов с электропитанием должны быть заземлены.
4.10. К управлению строительными машинами запрещается допускать рабочих, не имеющих удостоверений на право управления машиной.
4.11. Между машинистом и рабочими, находящимися в траншее, должна быть установлена надежная сигнализационная связь.
4.12. Установка, освидетельствование, прием в эксплуатацию грузоподъемных устройств осуществляется согласно требований ПБ 10-382-00 «Правила устройства и безопасной эксплуатации грузоподъемных кранов» Госгортехнадзора России.
4.13. Пожарную безопасность на строительной площадке, участках работ и рабочих местах должна обеспечиваться в соответствии с требованиями ППБ 01-03 «Правила пожарной безопасности в Российской Федерации».
4.14. При выполнении всех строительно-монтажных работ при прокладке водопровода через проезжую часть автодорог необходимо строго соблюдать требования защиты окружающей природной среды, сохранения ее устойчивого экологического равновесия и не нарушать условия землепользования, установленные законодательством об охране природы.
5. ПОТРЕБНОСТЬ В МАТЕРИАЛЬНО-ТЕХНИЧЕСКИХ РЕСУРСАХ
5.1. Потребность в машинах, оборудовании, механизмах и инструментах определяется с учетом выполняемых работ, назначения и технических характеристик в соответствии с таблицей 4.
Таблица 4 - Ведомость потребности машин, механизмов, приспособлений, инструмента и инвентаря.
|
Наименование |
Тип, марка, ГОСТ |
Техническая характеристика |
Назначение |
Количество |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
1 |
Кран-трубоукладчик |
По таблице 3 |
Укладка труб |
2 |
||
|
2 |
Электросварочный аппарат |
ТС-500 |
Потребляемая мощность, кВт |
30 |
Электросварочные работы |
1 |
|
3 |
Понижающий трансформатор |
ИВ-4 |
P = 1 кВт; U = 42 В |
- |
2 |
|
|
4 |
Электротрамбовка |
ИЭ-4502 |
Глубина уплотнения, м |
0,4 |
Уплотнение грунта |
2 |
|
Производительность, м3/ч |
45 |
|||||
|
P = 81,0 кг |
||||||
|
5 |
Передвижная электростанция |
АСБ-8 |
P = 8 кВт |
- |
2 |
|
|
6 |
Светильник |
- |
- |
- |
3 |
|
|
7 |
Лестница |
- |
- |
Для спуска рабочих в траншею |
3 |
|
|
8 |
Подкладки деревянные |
- |
Сечение 110´220´1350 |
- |
По месту |
|
|
9 |
Заглушки |
- |
По диаметру трубопровода |
- |
4 |
|
|
10 |
Щетка зачистная |
К-8203 |
Æ = 120 мм; П = 950 об/мин |
Зачистка стыков |
3 |
|
|
11 |
Расчалка |
- |
- |
- |
2 |
|
|
12 |
Метр складной |
- |
- |
- |
2 |
|
|
13 |
Ломик |
- |
- |
- |
2 |
|
|
14 |
Шарнирный хомут (центратор) |
- |
Для труб диаметром Æ = 50 - 200 мм |
- |
2 |
|
|
15 |
Отвес |
- |
- |
- |
2 |
|
|
16 |
Мастерок |
- |
- |
- |
2 |
|
|
17 |
Ведро |
- |
- |
- |
2 |
|
|
18 |
Молоток |
- |
- |
Для сбивания шлака |
1 |
|
|
19 |
Зубило |
- |
- |
1 |
||
|
20 |
Набор шаблонов и щупов |
- |
- |
- |
1 |
|
|
21 |
Электрододержатель вилочный |
- |
- |
- |
1 |
|
|
22 |
Угольники |
- |
- |
- |
1 |
|
|
23 |
Линейка с делениями |
- |
- |
- |
1 |
|
|
24 |
Траверса |
- |
- |
- |
2 |
|
|
25 |
Строп |
- |
- |
- |
4 |
|
|
26 |
Лопата штыковая |
- |
- |
- |
2 |
|
|
27 |
Лопата совковая |
- |
- |
- |
2 |
|
|
28 |
Лежни |
- |
- |
- |
||
|
29 |
Каска строительная |
- |
Для защиты головы от механических повреждений |
5 |
||
|
30 |
Рукавицы специальные |
Тип Г |
- |
Для защиты рук от механических повреждений |
5 |
|
|
31 |
Очки защитные с прямой вентиляцией |
ЗП2 |
- |
Для защиты глаз |
4 |
|
|
32 |
Щиток защитный лицевой для электросварщика |
Тип НН (со светофильтром) |
- |
Для защиты лица и глаз сварщика от светового излучения во время сварки и брызг расплавленного металла |
1 |
|
|
33 |
Сапоги резиновые формовые общего назначения |
- |
Для защиты от поражения электротоком |
4 |
||
|
34 |
Перчатки резиновые технические |
Тип 1 |
- |
Для защиты от поражения электротоком |
1 |
|
|
35 |
Комплект знаков по технике безопасности |
- |
- |
1 |
||
5.2. Расход эксплуатационных материалов для обслуживания машин и механизмов определяется по паспортным данным механизмов.
6. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
6.1. Калькуляция затрат труда и машинного времени и календарный план производства работ составлены на устройство одного перехода водопровода из стальных труб Æ 377 мм длиной 36 м в траншее с креплением стенок через проезжую часть автодорог на глубине 1,5 м с использованием автокрана.
6.2. Затраты труда и машинного времени на укладку труб (звеньев) в траншею через проезжую часть автодорог подсчитаны по «Единым нормам и расценкам на строительные, монтажные и ремонтно-строительные работы» введенным в действие в 1987 г., и представлены в таблице 5.
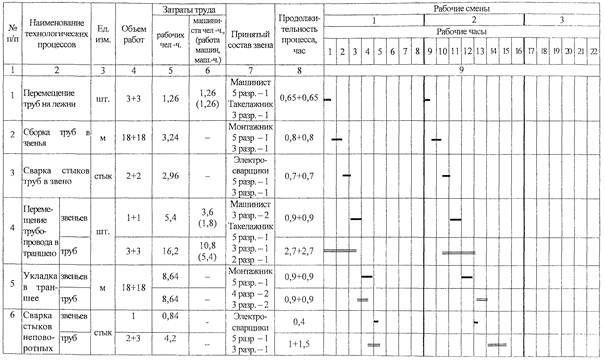
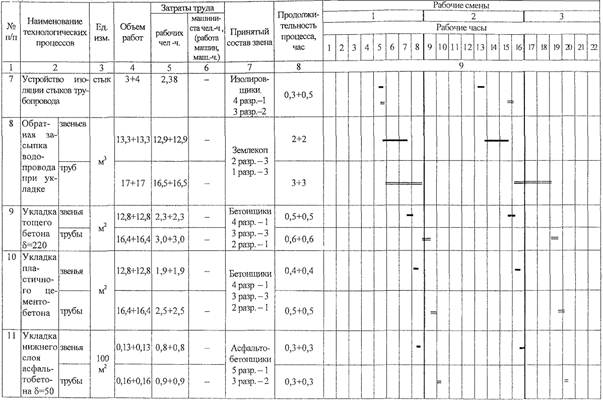
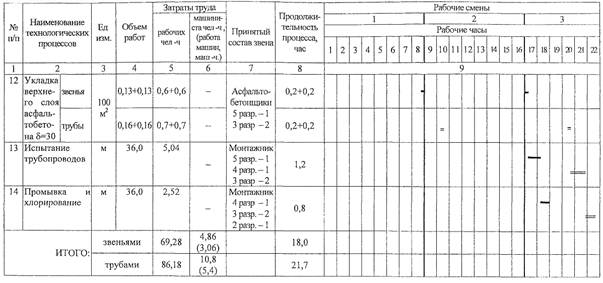
6.3. Календарный план производства работ представлен в таблице 6.
Таблица 5 - Калькуляция затрат труда и машинного времени на прокладку коммуникаций через проезжую часть
Измеритель конечной продукции - 1 переход (36 м)
|
Обоснование (ЕНиР и др. нормы) |
Наименование технологических процессов |
Ед. изм. |
Объем работ |
Нормы времени |
Затраты труда |
||||
|
рабочих, чел.-ч. |
машиниста чел.-ч., (работа машин маш.-ч.) |
рабочих, чел.-ч. |
машиниста чел.-ч., (работа машин маш.-ч.) |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
1 |
Е 25-18 № 1аб |
Перемещение труб на лежни краном-трубоукладчиком |
шт. |
3 + 3 |
0,21 |
0,21 (0,21) |
1,26 |
1,26 (1,26) |
|
|
2 |
Е 9-2-1 Таблица 1, № 6 |
Сборка труб в звенья на бровке траншеи |
м |
18 + 18 |
0,09 |
- |
3,24 |
- |
|
|
3 |
Е 22-2-1 Таблица 2, № 1п |
Сварка стыков труб поворотных в звено |
стык |
2 + 2 |
0,74 |
- |
2,96 |
- |
|
|
4 |
Е 25-25 № 1аб (применительно) |
Перемещение трубопровода в траншею |
звеньев |
шт. |
1 + 1 |
2,70 |
1,80 (0,9) |
5,40 |
3,6 (1,8) |
|
труб |
3 + 3 |
16,2 |
10,8 (5,4) |
||||||
|
5 |
Е 9-2-1 Таблица 2 № 6а |
Укладка в траншею с распорками |
звеньев |
м |
18 + 18 |
0,24 |
- |
8,64 |
- |
|
труб |
8,64 |
- |
|||||||
|
6 |
Е 22-2-1 Таблица 2, № 6п |
Сварка стыков неповоротных |
звеньев |
стык |
1 |
0,84 |
- |
0,84 |
- |
|
труб |
2 + 3 |
4,2 |
- |
||||||
|
7 |
Е 9-2-12 № 3а |
Устройство изоляции стыков трубопровода |
стык |
3 + 4 |
0,34 |
- |
2,38 |
- |
|
|
8 |
Е 2-1-58 № 1б |
Обратная засыпка водопровода при укладке |
звеньев |
м3 |
13,3 + 13,3 |
0,97 |
- |
12,9 + 12,9 |
- |
|
труб |
17,0 + 17,0 |
16,5 + 16,5 |
|||||||
|
9 |
Е 17-37 № 3 |
Укладка тощего бетона δ = 220 |
звенья |
м2 |
12,8 + 12,8 |
0,18 |
- |
2,3 + 23 |
- |
|
трубы |
16,4 + 16,4 |
3,0 + 3,0 |
|||||||
|
10 |
Е 17-37 № 2 |
Укладка пластичного цементобетона δ = 160 |
звенья |
м2 |
12,8 + 12,8 |
0,15 |
- |
1,9 + 1,9 |
- |
|
трубы |
16,4 + 16,4 |
2,5 + 2,5 |
|||||||
|
11 |
Е 17-34 № 2а |
Укладка нижнего слоя асфальтобетона δ = 50 |
звенья |
100 м2 |
0,13 + 0,13 |
5,8 |
- |
0,8 + 0,8 |
- |
|
трубы |
0,16 + 0,16 |
0,9 + 0,9 |
|||||||
|
12 |
Е 17-34 № 2б |
Укладка верхнего слоя асфальтобетона Æ = 30 |
звенья |
100 м2 |
0,13 + 0,13 |
4,3 |
- |
0,6 + 0,6 |
- |
|
трубы |
0,16 + 0,16 |
0,7 + 0,7 |
|||||||
|
13 |
Е 9-2-9 № 3б |
Испытание трубопровода |
м |
36,0 |
0,14 |
- |
5,04 |
- |
|
|
14 |
Е 9-2-9 № 3д |
Промывка и хлорирование |
м |
36,0 |
0,07 |
- |
2,52 |
- |
|
|
итого: |
при укладке звеньями |
69,28 |
4,86 (3,06) |
||||||
|
при укладке одиночными трубами |
86,18 |
10,8 (5,4) |
|||||||
Таблица 6 - Календарный план производства работ
Измеритель конечной продукции - 1 переход (36 м)
6.4. На основании данных таблиц 4 и 5 определены основные технико-экономические показатели на измеритель конечной продукции прокладки водопровода через проезжую часть автодорог.
Таблица 6 - Технико-экономические показатели
|
Наименование показателей |
Ед. изм. |
Способ укладки |
Примечания |
||
|
звеньями |
трубами |
||||
|
1 |
Протяженность трубопровода |
м |
36,0 |
36,0 |
|
|
2 |
Затраты труда на прокладку водопровода: |
||||
|
- рабочих |
чел.-ч. |
69,28 |
86,18 |
||
|
- машинистов |
чел.-ч. |
4,86 |
10,8 |
||
|
3 |
Затраты машинного времени |
маш.-ч. |
3,06 |
5,4 |
|
|
4 |
Продолжительность работ |
ч |
18,0 |
21,7 |
|
7. ПЕРЕЧЕНЬ ИСПОЛЬЗУЕМОЙ НОРМАТИВНО-ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ.
1. СНиП 2.03.11-85 «Защита строительных конструкций от коррозии».
2. СНиП 3.04.03-85 «Защита строительных конструкций и сооружений от коррозии».
3. СНиП 12-01-2004 «Организация строительства».
4. СНиП 3.05.04-85* «Наружные сети и сооружения водоснабжения и канализации».
5. СНиП 12-03-2001 «Безопасность труда в строительстве. Часть 1. Общие требования».
6. СНиП 12-04-2002 «Безопасность труда в строительстве Часть 2. Строительное производство».
7. СНиП 23-05-95* «Естественное и искусственное освещение».
8. СНиП III-42-80* «Магистральные трубопроводы».
9. ГОСТ 12.0.004-90 «Организация обучения безопасности труда. Общие положения».
10. ГОСТ 12.1.004-91* «ССБТ. Пожарная безопасность. Общие требования»
11. ГОСТ 12.1.046-85 «ССБТ. Строительство. Нормы освещения строительных площадок».
12. ГОСТ 12.1.051-90 «ССБТ. Электробезопасность. Расстояние безопасности в охранной зоне линий электропередачи напряжением свыше 1000 В».
13. ГОСТ 12.4.011-89 «ССБТ. Средства защиты работающих. Общие требования и классификация».
14. ГОСТ 12.4.010-75* «ССБТ. Средства индивидуальной защиты. Рукавицы специальные. Технические условия».
15. ГОСТ Р 12.4.026-2001 «ССБТ. Цвета сигнальные, знаки безопасности и разметка сигнальная. Назначение и правила применения. Общие технические требования и характеристики. Методы испытаний».
16. ГОСТ 12.4.087-84 «ССБТ. Строительство. Каски строительные. Технические условия».
17. ГОСТ 7512-82* «Контроль неразрушающий. Соединения сварные. Радиографический метод».
18. ГОСТ 10704-91 «Трубы стальные электросварные прямошовные. Сортамент».
19. ГОСТ 10705-80* «Трубы стальные электросварные. Технические условия».
20. ГОСТ 14782-86 «Контроль неразрушающий. Соединения сварные Методы ультразвуковые».
21. ГОСТ 16037-80* «Соединения сварные стальных трубопроводов Основные типы, конструктивные элементы и размеры».
22. ГОСТ 23055-78* «Контроль неразрушающий. Сварка металлов плавлением Классификация сварных соединений по результатам радиографического контроля».
23. ГОСТ 23407-78 «Ограждения инвентарные строительных площадок и участков производства строительно-монтажных работ. Технические условия».
24. ПБ 03-273-99 «Правила аттестации сварщиков и специалистов сварочного производства». Госгортехнадзор России, М., 1999.
25. ПБ 10-382-00 «Правила устройства и безопасной эксплуатации грузоподъемных кранов». Госгортехнадзор России, М., 2000.
26. ПОТ Р М-007-98 «Правила по охране труда при погрузочно-разгрузочных работах и перемещении грузов».
27. ПОТ Р М-016-2001 «Межотраслевые правила по охране труда (правила безопасности) при эксплуатации электроустановок».
28. ППБ 01-03 «Правила пожарной безопасности в Российской Федерации».
29. СП 109-34-97 «Сооружение переходов под автомобильными и железными дорогами».
30. СП 12-135-2003 «Безопасность труда в строительстве. Отраслевые типовые инструкции по охране труда».
31. «Организационно-технологический регламент строительства (реконструкции) объектов в стесненных условиях существующей городской застройки». ОАО ПКТИпромстрой, М., 2002.
32. «Правила производства земляных и строительных работ, прокладки и переустройства инженерных сетей и коммуникаций в г. Москве», 2000.
33. ЕНиР. Единые нормы и расценки на строительные, монтажные и ремонтно-строительные работы. Сборник 2 «Земляные работы». Выпуск 1 «Механизированные и ручные земляные работы».
34. ЕНиР. Единые нормы и расценки на строительные, монтажные и ремонтно-строительные работы. Сборник 9 «Сооружение систем теплоснабжения, водоснабжения, газоснабжения и канализации». Выпуск 2 «Наружные сети и сооружения».
35. ЕНиР. Единые нормы и расценки на строительные, монтажные и ремонтно-строительные работы. Сборник 17 «Строительство автомобильных дорог»
36. ЕНиР. Единые нормы и расценки на строительные, монтажные и ремонтно-строительные работы Сборник 22 «Сварочные работы». Выпуск 2 «Трубопроводы»
37. ЕНиР. Единые нормы и расценки на строительные, монтажные и ремонтно-строительные работы. Сборник Е 25. «Такелажные работы».