УТВЕРЖДЕНО
Организация п/я А-3398
Главный инженер
___________А.А. Зак
«22» сентября 1983 г.
РУКОВОДЯЩИЙ ТЕХНИЧЕСКИЙ МАТЕРИАЛ
|
АРМАТУРА ТРУБОПРОВОДНАЯ |
РД РТМ Впервые |
* Снято ограничение срока действия.
Приказом по организации п/я А-3398 от «22».09.1983 № 141 срок действия установлен с «01».07.1984
Настоящий руководящий технический материал распространяется на ресурсные испытания: определительные, оценочные, в том числе исследовательские, периодические и типовые по ГОСТ 16504-81 трубопроводной арматуры, ее узлов, элементов, отказ которых обуславливается постепенным развитием процесса разрушения.
Настоящий РТМ содержит модели некоторых, наиболее характерных для арматуры процессов, приводящих к отказам ее узлов и элементов. Модели отражают закономерности возникновения и развития этих процессов и определяют связь между характеристиками надежности и параметрами состояний и нагрузок.
На основе настоящего РТМ должны разрабатываться программы и методики ускоренных испытаний для конкретных видов арматуры и ее элементов.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящий материал предназначается для использования при разработке частных методик ускоренных испытаний для конкретных типов изделий или узлов арматуры.
1.2. Приведенные в РТМ модели разрушения отражают как физические, так и статистические вероятностные закономерности появления отказов и основаны на изучении физико-химических свойств и параметров материалов и деталей, процессов их изменения, а также статистических данных об отказах арматуры, её деталей и узлов.
1.3. Приведённые в РТМ модели разрушения описывают наиболее характерные для арматуры процессы - постепенные отказы по параметрам функционирования, определяющим прочность, герметичность, точность регулирования, долговечность изделия или узла.
1.4. В связи со сложностью физико-химических процессов изменения свойств элементов, большим числом параметров, которые необходимо учитывать при построении моделей этих процессов и физических моделей отказов, приведённые ниже модели справедливы при условии определённых ограничений и допущений в каждом конкретном случае.
1.5. Общим для всех рассматриваемых ниже случаев является допущение о том, что причиной отказов элементов являются изменения их параметров и характеристик во времени, обусловленные происходящими в них физико-химическими процессами.
1.6. Процесс возникновения отказа представляет собой некоторый временной кинетический процесс, внутренний механизм и скорость которого определяется структурой и свойствами материала, напряжениями, вызванными нагрузкой, и в большинстве случаев, температурой.
1.7. Классификация отказов проведена по характеру (внутреннему механизму) процесса.
1.8. Основные процессы разрушения и отказов арматуры, выделенные на основе экспертного опроса - изнашивание, усталость, коррозия, старение.
1.9. Для приведенных в РТМ моделей, описывающих указанные виды исчерпания ресурса работоспособности, указана область применения и даты рекомендации по их практическому использованию при разработке методик ускоренных испытаний.
1.10. Применение той или иной модели должно базироваться на:
предварительной информации, подтверждающей ее соответствие доминирующему процессу деградации, ограничивающему ресурс конкретного изделия (узла);
правильном выборе повреждающих факторов;
выполнении условий, ограничивающих область применения.
1.11. На основе выбранной модели процесса исчерпания работоспособности устанавливается:
общая продолжительность ускоренных испытаний, необходимая для подтверждения долговечности;
принцип ускорения испытаний;
режимы ускоренных испытаний;
план проведения ускоренных испытаний;
методика обработки и пересчета результатов ускоренных испытаний к нормальным режимам;
оценка характеристик надёжности в нормальном режиме.
1.12. Полнота моделирования повреждающих факторов определяется полнотой информации об условиях эксплуатации, т.е. моделью эксплуатации арматуры.
1.13. Модель эксплуатации арматуры формируется на основе циклической и режимной моделей эксплуатации арматуры с учётом функциональных особенностей и принятого способа использования конкретного изделия.
1.14. Циклическая модель эксплуатации позволяет установить следующие основные показатели за различные периоды эксплуатации арматуры (период непрерывной работы, ресурс или срок службы до заводского ремонта, полный ресурс или срок службы):
суммарная наработка арматуры;
число циклов;
суммарное время нахождения арматуры в состоянии бездействия (хранения).
1.15. Режимная модель эксплуатации арматуры представляет собой описание изменения во времени некоторого параметра (или параметров), характеризующего режим эксплуатации в период непрерывной работы арматуры (степень герметичности, расход, давление и пр.). С помощью режимной модели эксплуатации арматуры определяются такие характеристики как:
суммарная наработка в различных диапазонах применения режимного параметра;
число переходных режимов по различным диапазонам режимного параметра.
1.16. Циклическая и режимная модели эксплуатации арматуры могут быть представлены в детерминированной или вероятностной форме. Вероятностный способ задания моделей эксплуатации следует считать предпочтительным, так как он позволяет при проведении ускорениях испытаний ориентироваться не на средние показатели, характеризующие режимы использования арматуры, но и на «максимально возможные» значения, определяемые их статистическим разбросом около средних. Кроме того, для различных лимитирующих ресурс арматуры элементов, номенклатура наиболее «тяжелых» режимов может быть различной. В связи с этим, число и продолжительность действия режимов в процессе ускоренных испытаний арматуры должны учитывать наиболее неблагоприятные случаи для каждого из рассматриваемых элементов.
2. МОДЕЛИ ОТКАЗОВ
2.1. Закономерности возникновения и развития процессов, приводящих к отказам элементов и деталей арматуры, качественно списываются следующими моделями: параметрической, «слабого звена», старения, износа, коррозии, моделью усталости или накопленных повреждений.
2.2. Параметрическая модель.
2.2.1. Параметрическая модель описывает состояние арматуры, функционирующей в условиях случайных воздействий, которое характеризуется совокупностью параметров y1, y2, ... yn, принятых в качестве определяющих с точки зрения выполнения изделием своего назначения. Эти параметры рассматриваются как компоненты некоторого вектора Y в n-мерном фазовом пространстве состояний.
2.2.2. Исходя из назначения и физических принципов работы арматуры, фазовое пространство состояний делится некоторой поверхностью предельных состояний на область Ω работоспособных состояний и область ω отказов. При этом параметры yi являются случайными величинами или функциями с конкретными законами распределения.
2.2.3. Область работоспособного состояния характеризуется координатами предельного состояния Ri, которые в общем виде также являются случайными.
2.2.4. Безотказная работа арматуры для данного случая определяется зависимостью
![]()
где Rij - допустимые пределы изменения параметров состояния;
t - заданное время работоспособного функционирования.
2.2.5. Если известна плотность распределения вектора Y, т.е. плотность совместного распределения параметров состояния в любой момент времени Y (y1, y2 ,..., yN), то
![]() .
.
2.2.6. Вероятность безотказной работы по одному параметру состояния y определяется как
2.2.7. Использование модели, приведенной в п. 2.2.5 принципиально возможно, хотя трудоемкость значительно возрастает с увеличением числа параметров состояния.
2.2.8. Для арматуры, отдельного узла или элемента параметры состояния (давление, расход, частота срабатывания, коэффициенты трения, гидравлического сопротивления и др.) ограничены или взаимосвязаны, поэтому возможно ограничение одним или двумя обобщёнными параметрами, характеризующих всю совокупность свойств и характеристик арматуры (узла).
2.2.9. Для этого случая состояние арматуры (узла) характеризуется одним обобщенным параметром, зависящим от совокупности всех параметров состояний и возмущений.
![]()
где yi - различные режимные параметры, влияющие на надежность;
ai - конструктивные параметры.
2.3. Модели разрушения при доминирующем процессе изнашивания.
2.3.1. Наиболее распространенной причиной отказов элементов и углов арматуры (по данным эксплуатационной статистики и экспертного опроса t 70 % от общего числа) является износ.
2.3.2. Отказом при изнашивании, как одного из видов длительных разрушений, является наступление «предельного состояния», т.е. состояния, при котором дальнейшее использование пары трения невозможно или нерационально.
2.3.3. Наиболее распространенными признаками предельного состояния трущихся сопряжений, к которым относятся и узлы трения в трубопроводной арматуре, являются:
достижение определенной величины суммарного износа пары или одного из элементов пары;
наступление «катастрофического изнашивания», т.е. изнашивания с быстро растущей скоростью процесса;
недопустимое увеличение, вследствие накопления износа, вероятности внезапного отказа, и др. (здесь и в дальнейшем рассматривается износ линейный, объемный или весовой).
2.3.4. В большинстве случаев, признаки предельного состояния, так или иначе могут быть связаны с изменением геометрических размеров деталей. В связи с этим наиболее общей моделью отказа следует считать превышение геометрического износа или другого выходного параметра, характеризующего уровень изношенности, некоторой определённой величины.
2.3.5. В общем случае формальный анализ опытных данных по изнашиванию проводится на основе следующих предпосылок:
изнашивание - непрерывный стохастический процесс, возрастающий и дифференцируемый с вероятностью равной единице;
износ, накопленный за некоторое время и время достижения определённого износа - обращенные величины;
процесс изнашивания случаев, каждая отдельная реализация - случайная кривая, однако, общие закономерности процесса характеризуются неслучайными функциями времени. Полной характеристикой безотказности объекта является распределение его ресурса, т.е. наработки до предельного износа.
2.3.6. Интенсивность изнашивания при испытании на определенной нагрузке зависит в общем случае от некоторых начальных условий и от того состояния, в которое объект приведен в процессе изнашивания.
2.3.7. Комплекс свойств, характеризующих состояние объекта в момент начала испытаний представляет собой начальное качество объекта.
2.3.8. Наиболее распространенными на практике являются:
класс стационарных процессов, когда
условия изнашивания по мере увеличения износа пары в среднем не меняются. Для
такого процесса характерно постоянство средней скорости изнашивания ![]()
![]()
и ее дисперсии
![]()
где а и в - постоянные величины;
процесс с сильным перемешиванием. Для такого класса износ и дисперсия определяется как:
![]()
![]()
где H и h - коэффициенты, характеризующие начальное качество трущегося сопряжения в предположении постоянства условий испытаний. Вид процесса определяется анализом реализаций (опытных кривых износа).
2.3.9. Интенсивность изнашивания зависит от вида трений, кинематики движения сопряженных деталей в парах трения, качества рабочих поверхностей, физических свойств материала, условий трения, факторов нагрузки.
2.3.10. Для пар трения трубопроводной арматуры установлены несколько эмпирических моделей отказов, учитывающих влияние ограниченного числа факторов.
2.3.11. Для ходовых резьбовых пар, в случае стационарного монотонного процесса изнашивания, когда основным влияющим параметром на степень износа является геометрия резьбы, модель процесса представляется в виде
![]()
где N - долговечность пары трения;
x1 - диаметр резьбы, мм;
x2 - угол подъёма резьбы, град;
a1, a2, - const.
2.3.12. Для пар трения «шпиндель - втулка резьбовая», в случае, когда основным параметром, влияющим на износ, является удельная нагрузка (в пределах от 100 до 300 кгс/см2)
![]()
где N - долговечность пары трения;
x3 - удельная нагрузка;
a3 - const.
2.3.13. Для узлов трения, работающих при температурах (от минус 183 до плюс 20 °С)
![]()
где N - долговечность пары трения;
x4 - температура в узле трения, °С;
a4 - const.
2.3.14. Общая модель процесса изнашивания, определяющего долговечность резьбовой пары при совместном влиянии геометрических параметров, нагрузки и температуры без учета наличия смазочного слоя, имеет вид
![]()
где N - долговечность пары трения;
x1 - диаметр резьбы;
x2 - угол подъема резьбы;
x3 - удельная нагрузка в узле трения;
x4 - температура в узле трения;
a1...a4 - постоянные коэффициенты, определяющиеся эмпирически.
2.4. Модель прочности.
2.4.1. Наиболее общей моделью разрушения нагруженного материала, происходящего вследствие внутренних изменений его свойств, является кинематическая модель прочности
![]()
где t - время от начала приложения нагрузки до разрушения;
R - универсальная постоянная Больцмана;
u0 - энергия активации процесса разрушения;
γ - постоянная, близкая к периоду тепловых колебаний атомов, меняющаяся при термической обработке, легировании, наклепе
![]()
σт - разрушающее напряжение;
τ - период собственных колебаний атомов;
![]() -
предел текучести.
-
предел текучести.
2.4.2. В соответствии с этой моделью, величина деформации материала определяется не только предельным напряжением, но и термохимическими процессами, зависящими от температуры и свойств материала и условий нагружения.
2.4.3. Модель применима для описания процессов разрушения, характерных для деталей и узлов арматуры, находящихся в условиях постоянного воздействия напряжений и температур, например, крепеж, прокладки, контактные пары и др.
2.4.4. Для процессов, описываемых данной моделью, характерным является то, что возникновение и развитие дефекта обусловлено разрывом межатомных связей за счет тепловых флуктуаций и диффузий вакансий к трещинам.
2.4.5. Модель объясняет отказы при высоких напряжениях и сравнительно низких температурах.
2.4.6. Данная модель разрушения положена в основу разработанной ранее методики ускоренных испытаний изделия, работающих при повышенных параметрах, изложенной в РТМ 26-07-222-78 «Испытания ускоренные ресурсные специальной судовой трубопроводной арматуры» (пример использования).
2.4.7. Модель, описывающая диффузийный механизм разрушения, основанный на росте микротрещин:
![]()
где t - время от момента приложения нагрузки до начала разрушения;
R - универсальная постоянная Больцмана;
T - температура;
a - атомный размер;
σ - действующее напряжение;
E - модуль упругости;
n0 - количество вакансий;
D - коэффициент объемной диффузии.
2.4.8. Модель применима для деталей и узлов арматуры, работающих в области малых напряжений и высоких температур.
2.4.9. Модель описывает процесс, развивающийся медленно на начальном участке. Затем скорость его развития быстро увеличивается, приближаясь к скорости звука.
2.4.10. Модель процесса диффузии в зависимости от роста температуры в твёрдых телах
где D(Т0) - коэффициент диффузии, характеризующий её скорость;
D0 - частотный множитель;
Е - энергия активации;
R1 - газовая постоянная;
Т0 - абсолютная температура.
2.4.11. Модель применима при наличии априорной информации:
о доминирующем деградационном процессе диффузии;
о преимущественном влиянии температуры на скорость протекания деградационного процесса;
о предельном значении коэффициента диффузии, соответствующем отказу изделия.
2.4.12. Модель процесса распада твёрдых растворов в материалах:
![]()
где N1 - концентрация оставшихся в растворе частиц;
N2 - концентрация примесей на границе зародыша;
N3 - концентрация примесей на достаточно большом удалении от зародыша;
a - коэффициент, характеризующий число и объём зародышей;
в - коэффициент, характеризующий форму зародыша.
2.4.13. Модель применима при наличии предварительной информации о доминирующем деградационном процессе распада твёрдых растворов в материале, значении коэффициентов, характеризующей процесс, величине критической скорости распада.
2.5. Модели усталости.
2.5.1. Модели усталости описывает процессы постепенного накопления повреждений, приводящие к отказам, и характерные для деталей и узлов арматуры, работающих в условиях переменных напряжений.
2.5.2. Модели усталости отражают связь между пределом усталости материала и различными характеристиками их статистической прочности.
2.5.3. Модели усталости имеют ограниченное применение, обусловленное используемым металлом или деталью.
2.5.4. Зависимость между долговечностью и разностью между разрушающим напряжением и пределом выносливости для данного металла или сплава описывается уравнением Одинга-Вейбулла
![]() или
или
![]()
где Ni - число циклов до разрушения;
σi - напряжение, вызывающее разрушение;
σ-1 - предел усталости;
к, m - коэффициенты, постоянные для данного металла или сплава.
2.5.5. Для ускоренного определения предела усталости деталей как углеродистых, так и легированных с различной поверхностной обработкой, с наклепом и без наклепа используется модель Муратова.
где N1 и N2 - накопленное число циклов соответственно при разрушающих напряжениях σ1;
σт - предел текучести при растяжении.
Из данной формулы можно получить также выражение для определения величины предела ограниченной долговечности (числа циклов) при любом заданном напряжении σi в металле при известном σ-1 и произвольно заданном σ1 > σ-1
![]()
2.5.6. Для определения предела усталости при симметричном ассиметричном цикле нагружения применяется модель разрушения, представляющая собой гиперболическое уравнение
![]()
где ![]() - величина напряжения, при котором
произошло разрушение;
- величина напряжения, при котором
произошло разрушение;
![]() -
амплитуда напряжений;
-
амплитуда напряжений;
α - скорость возрастания нагрузки, характеризующая увеличение напряжения за цикл;
![]() -
предел усталости;
-
предел усталости;
R, n - постоянные коэффициенты.
2.5.7. Модель применяется также для оценки чувствительности хрупких материалов к повторно-переменной нагрузке.
2.5.8. Разновидностью модели Муратова является модель процесса разрушения Про-Нодешан
![]()
где ![]() - предел усталости;
- предел усталости;
![]() -
напряжение при разрушении;
-
напряжение при разрушении;
α - скорость разрушения;
h - постоянная, определяемая экспериментально.
2.5.9. Метод дает возможность определять предел усталости по результатам испытания одного образца.
2.5.10. При использовании данной модели скорость нагружения подбирается таким образом, чтобы не проявился эффект упрочнения.
2.5.11. Для ускоренного определения передела усталости для деталей и материалов, имеющих сложную геометрическую форму, применяется модель процесса, основанная на гипотезе энергетического подобия усталостного разрушения и плавления металлов
![]()
где N - критическое число циклов;
α - циклическая константа разрушения;
Ср - удельная теплоёмкость;
Ts - абсолютная температура плавления;
Е - модуль упругости;
G - модель сдвига;
αпл - скрытая теплота плавления;
γ - удельный вес;
А - механический эквивалент теплоты;
Βcp - const.
2.5.12. Данная модель описывает процессы усталости в предположении, что циклическая константа разрушения α, равная разности между критическим напряжением и напряжением предела выносливости, выраженным в касательных напряжениях α = τк - τn и критическое число циклов Nk постоянны для определённого вида металла.
2.6. Модели старения.
2.6.1. Модели старения описывают естественный процесс необратимого изменения во времени физико-химических свойств материала деталей и узлов арматуры, проявляющийся в виде структурных и релаксационных изменений, распада, окисления, снижения прочности и приводящий к отказу.
2.6.2. Модели старения отражают факторы, влияющие на протекание процесса (температура, напряжение, влажность и пр.) и степень их влияния.
2.6.3. Многообразие влияющих факторов и сложность процессов старения определяет наличие различных моделей, для описания процессов с преобладанием того или иного вида старения.
2.6.4. Для резиновых деталей и уплотнений арматуры, для которых характерно тепловое старение, модель процесса аппроксимируется зависимостью
![]()
где N0 - начальный ресурс уплотнений при t0;
Ni - ресурс уплотнения при ti;
R - коэффициент скорости накопления остаточной деформации при увеличении температуры на 10° К;
n - количество ступеней температуры.
2.6.5. Процессы старения, связанные с любыми фазовыми превращениями металлов и сплавов описываются моделями, базирующимися на кинематических закономерностях.
2.6.6. Общая модель процесса превращений в твердом состоянии является зависимость
![]()
где n - число центров кристаллизации, образующихся в единице объема за 1 сек;
![]() V
- энергия активации перехода атома в новой фазе;
V
- энергия активации перехода атома в новой фазе;
к0, к2 - константы;
γ - коэффициент поверхностного натяжения, возникающего кристаллического вещества;
Т - величина переохлаждения.
![]()
где α - определяемый параметр (разрушающее напряжение, время старения, изменение концентрации и пр.);
A, B - константы, характерные для данных материалов и реакций.
2.6.8. Для описания процесса старения полимерных материалов применяется зависимость
![]()
где t - время старения;
![]() Еа
- энергия активации процессов разложения;
Еа
- энергия активации процессов разложения;
Т - температура;
S0, S - обобщенная характеристика полимера;
B - константа, характеризующая состав и структуру полимера.
2.6.9. Процесс старения полимеров в постоянном электрическом поле описывается уравнением
![]()
где τ - срок службы до пробоя;
c, m, ΔW - параметры, постоянные для конкретного диэлектрика и условий испытаний;
T - температура.
2.7. Модели коррозии.
2.7.1. Наиболее распространенной моделью процессов коррозии, применяемой при ускоренных испытаниях на долговечность и сохраняемость в агрессивных средах, является зависимость
![]() или
или
![]()
где A, A’, B, B’, m, n - постоянные коэффициенты;
Т - температура;
η - относительная влажность.
c - концентрация агрессивной среды.
2.7.2. Модель применима для описания процессов, протекание которых определяется основными воздействующими факторами: температурой, относительной влажностью, концентрацией агрессивной среды.
2.7.3. Модель описывает процесс коррозии в изделиях, металлах и сплавах, деталях и узлах и их элементах, электрической изоляцией применяемых в них, полимерных материалах.
2.7.4. Для описания процессов коррозии применяется также и модель Аррениус (п. 2.6.7), описывающая зависимость скорости химической реакции от величины энергии активации и температуры. Зависимость константы скорости реакции от величины энергии активации и температуры
![]() или
или
![]()
2.7.5. Модель 2.7.4, характеризующая процесс с быстрым увеличением скорости коррозии при повышении температуры, свойственна простым химическим реакциям при проведении ускоренных коррозионных испытаний.
2.7.6. Для сложных реакций или реакций, на протекание которых влияет скорость физических процессов (например, диффузии или адсорбции) описывается более точно зависимостью
![]()
где обозначения Ea, T, R, B по п. 2.7.4;
ΔS - энтропия активации.
2.7.7. Зависимости п.п. 2.7.4 и 2.7.5 относятся к реакциям как в газовой фазе, так и в жидких и твёрдых телах.
2.8. В приложении 1 приведены рекомендации по разработке методик ускоренных испытаний.
|
Руководитель предприятия п/я Г-4745 |
С.И. Косых |
|
Главный инженер |
М.Г. Сарайлов |
|
Главный инженер предприятия п/я А-7899 |
О.Н. Шпаков |
|
Заместитель главного инженера предприятия п/я А-7899 |
Ю.И. Тарасьев |
|
Заведующий отделом 161 |
М.И. Власов |
|
Заведующий отделом 159 - руководитель СКПНА |
В.К. Полюков |
|
Руководитель темы |
Р.А. Колядина |
|
Ответственный исполнитель |
Г.И. Маркова |
ПРИЛОЖЕНИЕ
Рекомендуемое
1. Рекомендации по разработке методов ускоренных испытаний на долговечность по прочности.
1.1. В процессе проектирования и создания арматуры ускоренные испытания могут проводиться поэтапно.
1.1.1. На первом этапе производится выбор конструкционных материалов с заданными свойствами путём испытания образцов.
1.1.2. На втором этапе отрабатываются детали и узлы (или их макеты) до необходимых требований по долговечности.
1.1.3. На третьем этапе испытывается арматура в сборе. Целью этих испытаний является выявление дефектов монтажа, определение взаимного влияния нагрузок, действия рабочих сред и других факторов.
1.1.4. Соответственно указанным этапам испытаний должны быть разработаны программы и методики к условиям их проведения, включающие требования к испытываемым изделиям и испытательным стендам, а также рекомендации по оценке оптимальной длительности испытаний.
1.2. Испытываемые образцы могут быть гладкими: или с концентратором напряжений в виде выточки, отверстия и т.п., в зависимости от конструкции элемента арматуры. Они должны пройти штатную для данного элемента механическую и термическую обработку и иметь соответствующие покрытия. Детали, узлы и их модели должны быть изготовлены по штатной технологии.
1.3. Повышенные температуры и агрессивности сред вызывают старение материала, его ползучесть, коррозию и другие явления, снижающие долговечность. Поэтому указанные факторы должны учитываться при проведении ускоренных испытаний на прочность.
1.4. Методика ускоренных испытаний должна учитывать влияние нагрузок, действие которых связано с фактором времени, к ним относятся длительные статические, повторно-статические и вибрационные нагрузки, действующие при высоких температурах совместно с такими явлениями, как старение материалов, коррозия, эрозия и т.п.
1.5. Для обоснования методики ускоренных испытаний должны быть разработаны критерии долговечности и методы их определения.
1.5.1. Критерием долговечности при действии длительных статических нагрузок является время до разрушения, которое должно определяться с учётом уровня нагрузки, температуры, концентрации напряжений и нестационарности режимов.
1.5.2. Критерием малоцикловой долговечности служит число циклов до разрушения, определяемое с учётом температуры, концентрации напряжений, длительности цикла и действия статических нагрузок.
1.5.3. При действии вибрационных нагрузок показателем долговечности является предел выносливости, который необходимо определять с учётом влияния рабочей среды, концентрации напряжений, частоты нагружения и ассиметрии цикла.
1.5.4. При многокомпонентном нагружении в качестве долговечности может быть принято число циклов до разрушения с учетом факторов, указанных выше, а также уровня вибрационного напряжения.
1.6. Методы ускоренных испытаний, основанные на использовании зависимостей «нагрузка-долговечность» или «нагрузка-время действия», указаны в таблице.
1.7. Время испытаний толстостенных корпусов арматуры, работающих при тепловом повторно-статистическом нагружении, можно сократить путём замены термоциклирования гидроциклированием. При указанной замене гидравлическое давление должно быть таким, чтобы максимальные напряжения при термо- и гидроциклировании были близкими по величине. Другим критерием замены термоциклирования гидроциклированием может служить равенство критических длин трещин, при которых конструкция разрушается.
1.8. При многорежимном нагружении ускорить испытания можно путем замены спектра нагрузок эквивалентной повышенной нагрузкой.
Для обеспечения эквивалентности запас прочности должен быть таким же, как общий запас при работе на различных режимах.
1.9. Оценку долговечности по остаточному ресурсу следует производить методом «доламывания». Отработавшие часть ресурса в эксплуатации элементы арматуры или вырезанные из них образцы, испытываются в стендовых условиях тем видом нагрузок, который является определяющим с точки зрения исчерпания их долговечности. По результатам таких испытаний строится зависимость остаточного ресурса от наработки в условиях эксплуатации (в часах или циклах), точка пересечения которой с осью абсцисс определяет долговечность конструкции.
1.I0. Наибольшее сохранение времени испытаний достигается в том случае, если одновременно используется несколько ускоряющих воздействий, (например, при форсировании по нагрузке и температуре, увеличении асимметрии цикла, повышении агрессивности рабочей среды и т.д.).
Однако, в этом случае должно быть известно взаимное влияние друг на друга указанных факторов.
МЕТОДЫ УСКОРЕННЫХ ИСПЫТАНИЙ
|
№ п/п |
Наименование метода |
График «нагрузка-долговечность», или «нагрузка-время действия» |
Коэффициент ускорения |
Обозначение величин |
|
1. |
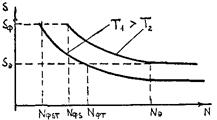
Форсирование режимов нагружения |
|
|
Nэ - число циклов до разрушения в эксплуатации; |
|
Sэ - эксплуатационная нагрузка; |
||||
|
Nфs, Nфt, Nфst - число циклов до разрушения при форсировании по нагрузке, температуре и одновременно по обоим параметрам; |
||||
|
2. |
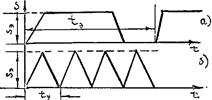
Повышение частоты нагружения |
|
|
Sф - форсированная нагрузка; tэ - длительность эксплуатационного режима нагружения а); ty - длительность цикла при ускоренных испытаниях б); |
|
3. |
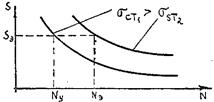
Увеличение асимметрии нагрузки |
|
|
σa1, σa2 - величины статической нагрузки при испытаниях и в эксплуатации; Nэ - число циклов до разрушения в эксплуатации; Nу - то же при испытаниях; |
|
4. |
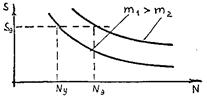
Повышение агрессивности рабочей среды |
|
|
m1, m2 - концентрация агрессивных элементов в рабочей среде; Nэ - число циклов до разрушения в эксплуатации; Nу - то же при испытаниях. |

2. Рекомендации по разработке методов ускоренных испытаний на долговечность при изнашивании.
2.1. Основным содержанием работ по созданию методов ускоренных испытаний арматуры на износ следует считать выбор и обоснование применения наиболее рациональных приемов форсированного изнашивания. При этом необходимо исходить из того, что форсирование процесса изнашивания принципиально допустимо только при обеспечении эквивалентного изнашивания, то есть такого, при котором результат изнашивания не зависит от скорости процесса.
2.2. Поскольку износ обуславливает те или иные изменения геометрической формы или размеров рабочей поверхности изделия (возникновение овальности, уменьшение диаметров трущихся втулок, изменение геометрии резьб и пр., изменение геометрии уплотнительных поверхностей и пр.), то при эквивалентном изнашивании геометрическая форма и размеры изношенной рабочей поверхности изделия должны являться функцией только величины показателя, выбранного в качестве меры износа.
2.3. При ускоренных испытаниях изделий на износ с форсированием процесса изнашивания (при соблюдении условий эквивалентного изнашивания) возможны различные сочетания форсированных и нормальных режимов изнашивания. Соответственно этому могут быть реализованы совместно или раздельно два методических подхода к определению износного ресурса узлов трения арматуры.
2.3.1. Первый подход - получение и использование коэффициентов износной эквивалентности режимов нагружения, равных величинам отношений скоростей изнашивания изделия на выбранных режимах испытаний, один из которых принимается за эталонный. Эталонным режимом испытаний может быть, например, режим номинальной нагрузки изделия или вся совокупность режимов «нормального эксплуатационного нагружения». В этом случае коэффициенты износной эквивалентности режимов нагружения будут одновременно коэффициентами ускорения процесса изнашивания изделия или узла.
Подобным же образом может быть составлена и комбинация режимов нагружения изделия при форсированном изнашивании. В этом случае номенклатуру и последовательность режимов можно выбрать уже произвольно, но при этом необходимо учесть определенные ограничения, например, по величине наибольшей нагрузки.
Таким образом, если можно выявить коэффициенты износной эквивалентности различных режимов нагружения изделия или различных комбинаций режимов нагружения, то ускоренные испытания на износ могут быть проведены при любых допустимых нагружениях с последующим пересчетом величины полученного ресурса на совокупность режимов «нормального эксплуатационного нагружения».
Однако необходимо иметь в виду, что определение и использование коэффициентов износной эквивалентности режимов нагружения изделия целесообразно только в случае, если заведомо известно, что эти коэффициенты остаются постоянными в течение всего времени изнашивания изделия от исходного состояния до предельно допустимого, то есть если скорости нормального и форсированного изнашивания не изменяются с возрастанием изношенности изделия, либо изменяются пропорционально, являясь одинаковыми функциями показателя износа.
2.3.2. Второй подход в проведении
ускоренных испытаний на износный ресурс заключается в разработке методов и
средств реализации принципов, изложенных в ГОСТ 23205-79. В тех случаях, когда
непосредственное применение основного варианта методики ГОСТ 23203-79
не представляется возможным, целесообразно использовать подход к построению метода
ускоренных испытаний, основанный на экспериментальном установлении зависимости
скорости изнашивания изделия от величины достигнутого (накопленного) износа η.
Зависимость ![]() должна быть определена для нормальных
условий изнашивания изделия. Это обеспечивается путем построения графика
искомой зависимости по ряду опытных точек, получаемых при нормальной
эксплуатационной нагрузке в промежутках между быстрыми эквивалентными
изнашиваниями. При этом износный ресурс арматуры Т, подтверждаемый
ускоренными испытаниями, определяется выражением
должна быть определена для нормальных
условий изнашивания изделия. Это обеспечивается путем построения графика
искомой зависимости по ряду опытных точек, получаемых при нормальной
эксплуатационной нагрузке в промежутках между быстрыми эквивалентными
изнашиваниями. При этом износный ресурс арматуры Т, подтверждаемый
ускоренными испытаниями, определяется выражением
 ,
,
вытекающим из выражения ![]() при подстановке в него аналитической аппроксимации
экспериментального графика
при подстановке в него аналитической аппроксимации
экспериментального графика ![]() и замене
и замене ![]() на
на ![]()
2.4. В обеспечение реализации приведенных методических положений целесообразно предусмотреть выполнение следующих основных работ.
2.4.1. Выбор и обоснование совокупности режимов нагружения при испытаниях и порядка их чередования в качестве имитации нормальной эксплуатационной нагруженности с учетом режимной модели эксплуатации. При составлении на этой основе программы испытаний целесообразно после соответствующего анализа исключить все безизносные режимы с целью уменьшения продолжительности испытаний (например, в резьбовых парах трения - холостой ход шпинделя). Следует обосновать продолжительность периодов испытаний при нормальной эксплуатационной нагрузке в промежутках между форсированиями процесса изнашивания. Эта продолжительность должна обеспечивать получение достоверных данных о величине скорости изнашивания в этот период.
2.4.2. Разработка методов ускоренного достижения задаваемого износа изделия в промежутках между периодами изнашивания при нормальной эксплуатационной нагруженности с выполнением требования об эквивалентности износа. Для отдельной детали это требование сводится к необходимости к концу каждого периода форсированного изнашивания получить форму и шероховатость изношенной поверхности теми же, какими они оказались бы при нормальном изнашивании детали из исходного состояния до достижения данной степени износа. В связи с этим должен быть разработан способ определения зависимости форма и шероховатости изношенной поверхности детали от величины показателя износа при эксплуатационном изнашивании.
При соблюдении требования об эквивалентном износе способ форсирования может быть любым (увеличение нагрузки, скорости скольжения, введение в смазку или рабочую среду абразива и пр.), однако он не должен сопровождаться вредным последействием, например, понижением или повышением износостойкости трущихся поверхностей, способным исказить процесс нормального изнашивания детали в очередной период приложения нормальной эксплуатационной нагрузки.
В случаях, когда рассматривается износ арматуры и ее узлов по некоторому обобщенному показателю (потеря герметичности, падение давления, изменение расхода и т.п.) физическое содержание требований об эквивалентности результатов форсированного и нормального изнашивания должно быть сформулировано и обосновано.
2.4.3. Выбор или разработка достаточно точных и доступных методов измерения величин износа, а также формы и шероховатости изношенных поверхностей (или других показателей, характеризующих протекание процесса изнашивания независимо от скорости изнашивания) перед началом и по окончании периодов с нормальным эксплуатационным нагружением.
2.4.4. Обоснование на основе модели процесса изнашивания методов обработки экспериментальных данных, оценки точности и достоверности результатов испытаний с учетом точностных характеристик средств испытаний и измерений.
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
|
Изменен. |
Номер листов (страниц) |
Номер документа |
Подпись |
Дата |
Срок введения измен. |
||
|
измененных |
замененных |
аннулированных |
|||||
|
1 |
1 |
Изм. «1» |
29.6.89 |
||||
|
* |
1 |
Письмо № 21/2-2-373 от 13.06.96 из Управления по развитию химического и нефтяного машиностроения. 21.04.97 |
|||||
СОДЕРЖАНИЕ